光滑极限量规教程(塞规-检具)
光滑极限量规使用方法

光滑极限量规使用方法嘿,朋友们!今天咱来聊聊光滑极限量规这玩意儿的使用方法。
你可别小瞧它,这就好比是一把神奇的钥匙,能打开精准测量的大门呢!先来说说这光滑极限量规是啥吧。
它就像是个特别的裁判,专门来判断工件尺寸合不合格。
想象一下,工件就像是参加比赛的选手,而量规就是那个严格又公正的裁判,一量就知道选手过不过关啦!那怎么用它呢?首先得把量规拿在手里,就像握住一把宝剑一样,得有气势!然后轻轻把它靠近工件,这时候可得小心点,别毛毛躁躁的。
要是量规能顺利通过工件,那是不是就像选手轻松冲过终点线一样,说明工件尺寸在合格范围内呢。
但要是通不过呢,哎呀,那就好比选手被淘汰了,工件尺寸就不合格啦。
你说这量规神奇不神奇?它能这么快速准确地告诉我们结果。
就像我们走路,量规就是给我们指引方向的明灯呀!要是没有它,我们不就像在黑暗中摸索一样,不知道工件到底合不合格呀。
使用量规的时候,可不能马马虎虎的哟!要像爱护宝贝一样对待它,别给它磕了碰了。
不然它一生气,说不定就不准了呢!而且呀,用完了得好好放起来,别随手一扔,那多不尊重它呀。
咱再想想,要是量规不准确了,那会怎么样呢?那不就像裁判糊涂了,乱判比赛结果一样嘛,那可不行!所以我们平时就得细心呵护它,让它一直保持精准的状态。
还有啊,用的时候得集中注意力,别三心二意的。
就像考试的时候,得专心答题,不能一边想着玩一边做题呀。
不然量错了尺寸,那可就麻烦大啦!总之呢,光滑极限量规这东西,看着不大,作用可不小。
我们得好好掌握它的使用方法,让它为我们的工作服务。
别小看它哦,它可是能帮我们把好质量关的重要伙伴呢!让我们和光滑极限量规一起,为了更精准的测量而努力吧!怎么样,现在是不是对光滑极限量规的使用方法更清楚啦?。
光滑塞规使用方法

光滑塞规使用方法嘿,咱今儿就来唠唠光滑塞规这玩意儿的使用方法!你可别小瞧它,这东西在好多地方都大有用处呢!想象一下,你面前摆着一个光滑塞规,它就像是一把能开启精准之门的钥匙。
那怎么用这把钥匙呢?首先得选对规格,就跟咱穿鞋子得选对尺码一样,大了小了都不行。
拿起来塞规,咱得轻拿轻放,可别毛手毛脚的给磕着碰着了。
然后,把它小心翼翼地往要检测的孔里塞。
这时候就得有点耐心了,别猴急猴急地乱捅一气。
就好像你要把一个小珠子放进一个小洞里,得慢慢地、稳稳地。
要是塞规能轻轻松松地进去,那说明这个孔的尺寸还不错。
但要是塞不进去,或者卡得死死的,那可就得注意了,这孔可能就有点问题啦!这就好比走在路上,本来路挺顺畅的,突然有个大石头挡道,那你不得停下来看看咋回事呀!用光滑塞规的时候还得注意周围的环境,别在乱糟糟脏兮兮的地方用,不然弄脏了塞规,那不就影响测量的准确性了嘛。
这就跟咱人一样,在干净整洁的环境里待着才舒服,要是在垃圾堆里,那多别扭呀!而且,使用完了之后,可得好好保管它。
给它找个合适的地方放起来,别随手一扔就不管了。
这就像你有个宝贝玩意儿,你肯定得好好珍惜呀,不然弄丢了多心疼。
咱再说说测量的时候,眼睛可得瞪大了,仔细观察塞规和孔的配合情况。
这可不是开玩笑的,稍微一走神,可能就得出错。
就像你在看一场精彩的比赛,稍微不注意就错过了最精彩的瞬间,多可惜呀!还有啊,不同的光滑塞规有不同的用途和精度,咱得根据实际情况来选择。
不能说随便拿一个就用,那可不行。
这就像你去买衣服,得根据自己的身材和喜好来选,不能瞎买一通。
总之呢,使用光滑塞规得细心、耐心、用心。
别把它不当回事儿,它可是能帮咱把工作做得又好又准确的好帮手呢!你说是不是?咱可别小瞧了这小小的光滑塞规,它能发挥的作用可大着呢!好好用它,让它为咱的工作和生活添彩吧!。
光滑极限量规教程(塞规-检具)
光滑极限量规教程(塞规-检具)第6章光滑极限量规6.1概述检验光滑工件尺寸时,可用通用测量器具,也可使用极限量规。
通用测量器具可以有具体的指示值,能直接测量出工件的尺寸,而光滑极限量规是一种没有刻线的专用量具,它不能确定工件的实际尺寸,只能判断工件合格与否。
因量规结构简单,制造容易,使用方便,并且可以保证工件在生产中的互换性,因此广泛应用于成批大量生产中。
光滑极限量规的标准是GB/T 1957-2006。
光滑极限量规有塞规和卡规之分,无论塞规和卡规都有通规和止规,且它们成对使用。
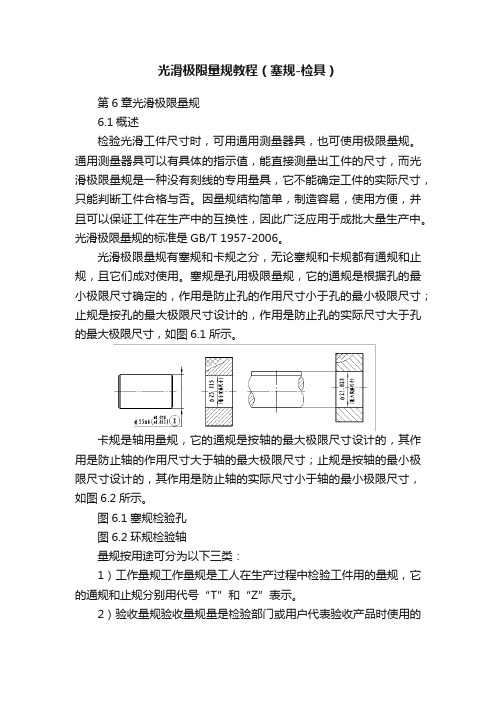
塞规是孔用极限量规,它的通规是根据孔的最小极限尺寸确定的,作用是防止孔的作用尺寸小于孔的最小极限尺寸;止规是按孔的最大极限尺寸设计的,作用是防止孔的实际尺寸大于孔的最大极限尺寸,如图6.1所示。
卡规是轴用量规,它的通规是按轴的最大极限尺寸设计的,其作用是防止轴的作用尺寸大于轴的最大极限尺寸;止规是按轴的最小极限尺寸设计的,其作用是防止轴的实际尺寸小于轴的最小极限尺寸,如图6.2所示。
图6.1塞规检验孔图6.2环规检验轴量规按用途可分为以下三类:1)工作量规工作量规是工人在生产过程中检验工件用的量规,它的通规和止规分别用代号“T”和“Z”表示。
2)验收量规验收量规量是检验部门或用户代表验收产品时使用的量规。
3)校对量规校对量规是校对轴用工作量规的量规,以检验其是否符合制造公差和在使用中是否达到磨损极限。
6.2量规设计6.2.1极限尺寸判断原则(泰勒原则)单一要素的孔和轴遵守包容要求时,要求其被测要素的实体处处不得超越最大实体边界,而实际要素局部实际尺寸不得超越最小实体尺寸,从检验角度出发,在国家标准“极限与配合”中规定了极限尺寸判断原则,它是光滑极限量规设计的重要依据,阐述如下:孔或轴的体外作用尺寸不允许超过最大实体尺寸。
即对于孔,其体外作用尺寸应不小于最小极限尺寸;对于轴,其体外作用尺寸不大于最大极限尺寸。
任何位置上的实际尺寸不允许超过最小实体尺寸。
第十四讲光滑极限量规
但是,在极限量规的实际应用中,由于量规制造和使 用方面的原因,要求量规形状完全符合泰勒原则是有困难 的。因此,国标规定:允许在被测零件的形状误差不影响 配合性质的条件下,可以使用偏离泰勒原则的量规。
三、量规设计
同时,在任何位置上的实际尺寸不允许超过最小实体 尺寸。 泰勒原则认为:光滑极限量规的通规测量面应该是全形 (轴向剖面为整圆)且长度与零件长度相同,用于控制工 件的作用尺寸。
止规测量面应该是点状的,测量面的长度则应短些, 用于控制工件的实际尺寸。
三、量规设计
2. 量规的形式与结构
三、量规设计
2. 量规的形式与结构
第十四讲 光滑极限量规
主讲:蔡霞 2007.4.27 西安航空技术高等专科学校
一、概述
1.塞规和卡规(环规) 塞规
光滑极限量规
卡规
通规 :dmax 止规 :dmin
用量规检验零件时,只要通规通过,止规不通过,则
说明被测件是合格的,否则工件就不合格。
一、概述
1.塞规和卡规(环规) 通规 :Dmin
但它在制造过程中,也不可避免地会产生制造误差, 故对量规工作尺寸也要规定其制造公差。
公差带的制造公差“T”和通规公差带位置要素“Z” 是综合 考虑了量规的制造工艺水平和一定的使用寿命按工件的基 本尺寸、公差等级给出的具体数值。
三、量规设计
1. 量规设计原则
极限尺寸判断原则(泰勒原则):
即孔或轴的作用尺寸不允许超过最大实体尺寸。
2. 量规的形式与结构
三、量规设计
2. 量规的形式与结构
三、量规设计
3. 设计举例
三、量规设计
光滑极限量规的检测

量规的设计准则:
“极限尺寸判断原则”(泰勒原则)---与包容要求一致 泰勒原则:孔或轴的体外作用尺寸不允许超过最大实体尺寸; 在任何位置上的实际尺寸不允许超过最小实体尺寸。
孔:体外作用尺寸≥最大实体尺寸,实际尺寸≤最小实体尺寸
轴:体外作用尺寸≤最大实体尺寸,实际尺寸≥最大实体尺寸
第六章 光滑工件本概念
光滑工件尺寸的检测方法:通用量具;光滑极限量规。
通用量具能测量出工件实际尺寸的具体数值。 量规只能检验工件实际尺寸是否合格。
第六章 光滑工件尺寸的检测
第一节
用通用测量器具测量
由于测量误差的存在, 会产生误收和误废。
为保证制造经济性, 需要合理规定验收极限和 允许的测量误差。
第六章 光滑工件尺寸的检测
三、量规公差 (一)工作量规公差
第六章 光滑工件尺寸的检测
(二)校对量规的公差
T1:工作量规的尺寸公差 Z1:通规尺寸公差带的位置要素 Tp:校对量规的尺寸公差(为被校对量规尺寸公差的一半) 通规有磨损储量,磨损极限为工件最大实体尺寸。
第六章 光滑工件尺寸的检测
四、量规的设计
测量器具的选择原则:
计量器具的测量不确定度u1′≤测量不确定度允许值u1
u1有三档,优先选用Ⅰ档,其次选用Ⅱ档、Ⅲ档。
第六章 光滑工件尺寸的检测
第六章 光滑工件尺寸的检测
第二节 光滑极限量规
光滑极限量规是检验工件的一种量具。其尺寸是 工件的极限值。通称极限量规。简称量规。 用量规检测,方便简单 、效率高、省时可靠。易 保证质量,所以应用广泛。
通端:“T”止端:“Z”
3、校对量规——用来校对轴用量规,以发现卡规是否 已磨损或变形。
TT→校通—通量规(通过被测卡规的通端)防止尺寸过小 TS→校通—损量规(不通过被测卡规的通端)防止尺寸过大 ZT→校止—通量规(通过被测卡规的止端)防止尺寸过小
第六章光滑极限量规

环规示意图
光滑极限量规
无论是塞规还是环规,如果
“通规”通不过被测工件,或 者“止规”通过了被测工件, 即可确定工件不合格。
光滑的塞规和环规叫做光滑极
限量规。
光滑极限量规分类
根据量规不同用途,分为工作量规、
验收量规和校对量规三类。 工作量规——工人在制造过程中,用 于检验工件的的量规,其“通规”的 代号为“T”,“止规”的代号为“Z” 验收量规——检验部门和用户代表验 收产品时使用的量规。
5.4.3 量规的技术要求
量规测量面的材料,用淬硬钢(合金
工具钢,碳素工具钢,渗碳钢)和硬 质合金等材料制造。也可以在测量面 上镀铬等耐磨材料。 量规表面硬度为HRC58~65
量规表面粗糙度,一般不低于光滑极
限量规国标推荐的值(表5-3)
作 业
P206
1 (尺规作图) ,2
光滑极限量规验收
光滑极限量规国标没有规定验收量规标准,制造 厂检验工件,生产工人应该使用新的或磨损较少 的工作量规“通规”;检验部门应使用与生产工 人相同型号且已磨损较多的工作量规“通规”;
用户代表在用量规检验工件时,通规应接近工件 最大实体尺寸,止规应接近工件最小实体尺寸。 按照以上规定的量规检验工件时,如果判断有争 议,应使用下述尺寸量规来仲裁:通规应等于或 接近于工件最大实体尺寸;止规应等于或接近工 件最小实体尺寸。
泰勒原则——指孔的作用尺寸应大
于或等于孔的最小极限尺寸,并在 任何位置上孔的最大实际尺寸应小 于或等于孔的最大极限尺寸;轴的 作用尺寸应小于或等于轴的最大极 限尺寸,并在任何位置上轴的最小 实际尺寸应大于或等于轴的最小极 限尺寸。
泰勒原则
第五章 光滑极限量规

第五章
光滑极限量规
§5.1 基本概念
◆光滑极限量规是一种无刻度的专用检验工具,用 光滑极限量规是一种无刻度的专用检验工具,用
它来检验工件时,只能确定工件是否在允许的极 限尺寸范围内,不能测量出工件的实际尺寸。 限尺寸范围内,不能测量出工件的实际尺寸。 ◆光滑工件尺寸的检测方法: 用极限量规 用通用量具或仪器
使用时:通规与止规联用。通规通过被测工件,止 规通不过被测工件,被测工件合格。
◆量规的分类:
(按使用用途)
工作量规:在工件制造过程中,生产工人进行检 验时所用量规。 通规 “T” 止规”Z”
ห้องสมุดไป่ตู้
检验量规:验收工件时所用量规。 校对量规:轴用工作量规在制造和使用过程中的 检验量规。
“校通—通” 规; “校止—通” 量规; “校通—损” 损极限
§5.3 量规的公差带
T “Z”
“T” Z “TS”
0
“T”
“TT” “ZT
“Z”
§5.3 量规设计
“通规” 用于控制工件的作用尺寸 作用尺寸,它应具有全 作用尺寸 全 形, 尺寸等于最大实体尺寸,且长度等于配合长度;
“止规” 用于控制工件的实际尺寸 实际尺寸,它应不具有 实际尺寸 不 全 形,尺寸等于最小实体尺寸。
◆光滑极限量规的特点:结构简单,使用方便,测
量可靠,在大批量生产中广泛应用。
◆检验孔径的光滑极限量规—塞规
塞规的“通规”:按被测孔的最大实体尺寸制 造。 塞规的“止规”:按被测孔的最小实体尺寸制 造。
◆检验轴径的光滑极限量规—环规(卡规)
卡规的“通规”:按被测轴的最大实体尺寸制 造。 卡规的“止规”:按被测轴的最小实体尺寸制 造
“TT”:检验轴用量规”通规“的量 “ZT”:检验轴用量规”止规“的 “TS”:检验轴用量规”通规“磨 的量规。
5 光滑极限量规

螺纹(luówén) 塞规
第六页E,X共十IT五页。来自第5章 光滑极限量规锥度(zhuīdù) 量规
锥度 环规 (zhuīdù)
互换性与测量技术
锥度 塞 (zhuīdù) 规
第七页E,X共十IT五页。
第5章 光滑极限量规
花键量规(liáng guī)
花键塞规(sāiguī)
互换性与测量技术
花键环规
二、量规(liáng guī)的性质及分类
量规是一种无刻度的、定值专用的检验量具。 根据其外形结构特征的不同,主要可分为以下几大类:
光滑极限量规
螺纹量规
花键量规
锥度量规
第三页E,X共十IT五页。
第5章 光滑极限量规
光滑极限 量 (jíxiàn) 规
通端
互换性与测量技术
止端
被测对象 —孔 (duìxiàng)
三、量规工作尺寸的计算 1.查出被检验工件的极限偏差; 2.查出工作量规的制造公差(gōngchā)T和位置要素Z值,并确定量规的形位公差(gō
3.画出工件和量规的公差带图;
4.计算量规的极限偏差; 5.计算量规的极限尺寸以及磨损极限尺寸。 四、量规设计应用举例
教材(jiàocái)P151例5.1
工作表面不可避免地受到磨损,为了 延长通规的使用寿命,允许其在一定 的范围内磨损,所以规定了“磨损极 限”,而止规受磨损的机会(jī huì)少,故 未 规定磨损极限。
教材P147表5.2 通规的磨损极限尺寸(chǐ cun)等于工件的最大实体尺 寸(chǐ cun)。
EXIT 第十二页,共十五页。
二、量规的技术要求
1.量规材料
2.形位公差(gōngchā) 国家标准规定了IT6~IT16工件的量规公差。量规的形位公差一般为量规制造公差
第5章_光滑工件尺寸的检验与光滑极限量规

Ⅰ
0.9 1.1 1.4 1.7 1.9 2.3 2.7 3.2 3.6 4.1 4.7 5.1 5.7
Ⅲ
2.3 2.7 3.4 4.1 4.7 5.6 6.8 7.9 9.0 10 12 13 14
T
14 18 22 27 33 39 46 54 63 72 81 89 97
A
1.4 1.8 2.2 2.7 3.3 3.9 4.6 5.4 6.3 7.2 8.1 8.9 9.7
Ⅲ
5.6 6.8 8.1 9.7 12 14 17 20 23 26 29 32 35
T
40 48 58 70 84 100 120 140 160 185 210 230 250
A
4.0 4.8 5.8 7.0 8.4 10 12 14 16 18 21 23 25
Ⅰ
3.6 4.3 5.2 6.3 7.6 9.0 11 13 15 17 19 21 23
5.1.5 仲裁
对测量结果的争议,可以采用更精确的计量器具或事先 双方商定的方法解决。 一般情况下按GB/T 18779.1进行合格或不合格判定。
第5章 光滑工件尺寸的检测
第5章 光滑工件尺寸的检测
第5章 光滑工件尺寸的检测
【例 】被测工件为 Φ 45f8 −0..025 − 0 064 合适的测量器具。 解: ① 确定验收极限
第5章 光滑工件尺寸的检测
5.1.4 计量器具的选择
■ 计量器具的选用原则 按照计量器具所导致的测量不确定度(简称计量器具 的不确定度)的允许值(u1)选择计量器具。 计量器具的不确定度u1系指在测量结果的测量不确定度 (u)中由计量器具所引入的不确定度分量。 选择时,应使所选用的计量器具的测量不确定度数值 等于或小于标准所规定的u1的允许值。
光滑极限量规操作规程

光滑极限量规操作规程1.概述具有以孔或轴的最大极限尺寸和最小极限尺寸为标准测量面,能反映被检验孔或轴边界条件的无刻线长度测量器具,称为光滑极限量规。
量规是一种精密测量器具,它只能判断被测尺寸是否合格,不能读出具体的实际尺寸。
光滑极限量规结构简单,使用方便,检验效率高,故应用很广泛,特别是在大批量生产的场合。
其基本简图如下:2.操作方法①使用前,首先检查量规的工作面不得有锈迹﹑毛刺和划痕等影响使用的外观缺陷,用清洁的软布或细棉丝沾一点干净的机油把量规的工作面擦干净;其次确认量规上的标记是否与被检验工件图样上标注的尺寸相符,如果两者的标记不相符,则不要用该量规;再次检查配对情况,量规是成对使用的,即通规和止规配对使用,有的量规把通端(T)与止端(Z)制成一体,有的是制成单头的。
对于单头量规,使用前要检查所选取的量规是否是一对,是一对才能使用,从外观上看,通端的长度比止端长1/3~1/2。
②使用时,检验孔时如果孔的轴心线是水平的,将塞规对准孔后,用手稍推塞规即可,不得用大力推塞规,如果孔的轴心线是垂直于水平面的,对通规而言,当塞规对准孔后,用手轻轻扶住塞规,凭塞规的自重进行检验,不得用手使劲推塞规;对止规而言,当塞规对准孔后,松开手,用塞规的自重和稍加点力进行检验。
塞规的通端要在孔的整个长度上检验,而且在2个~3个轴向截面内检验;止端要尽可能在孔的两头(对通孔而言)进行检验。
卡规的通端和止端,都要围绕轴心的3个~4个横截面进行检验。
③使用后,必须把量规用软布擦干净,放在其盒内保存,如果天气潮湿,或者放的时间较长,应该在擦干净后再涂上一层薄薄的防锈油再放入盒内保存。
3.注意事项①必须轻拿轻放,不得磕碰工件,更不得在机床运转的时候用量规去检验。
对于细长轴﹑薄板和薄壁套筒等类工件,加工过程中,它们容易变形,所以,应该在松去夹紧力之后,再用量规去检验。
不要把量规放在机床的刀架上等运动的地方,也不要把量规同刀具等工具放在一起,以免碰伤量规。
3-2光滑极限量规

d max
(1)内缩(内缩一个安全裕度A) (2)不内缩
误废 d a1 轴 公 差 带
d min
误收
da 2
3.6.1 用通用计量器具测 量工件
1、验收极限和安全裕度
1.1 验收极限
指用于判断零件实际尺寸是否合格的尺寸极限。 1.2 安全裕度 指为了避免误收而在确定验收极限时向公差带内 用A表示,一般为被测工件尺寸公差值的十分之一。 缩的量。安全裕度
安全裕度(A)与计量器具的测量不确定度允许值(u1)
注:u1分Ⅰ、Ⅱ、Ⅲ档,一般情况下应优先选用Ⅰ档,其次选用Ⅱ档、Ⅲ档。
7.3 用光滑极限量规检验工件 光滑极限量规是指被检验工件为光滑孔或光滑轴所用的极 限量规的总称。它是一种无刻度的定值检验量具,属于专用量
具的范畴。
用光滑极限量规检验零件时,只能判断零件是否在规定的验 收极限范围内, 而不能测出零件实际尺寸和形位误差的数值。 光滑极限量规的标准是GB1957—81, 适用于检测国标《极限 与配合》(GB/T 1800.4—1999)规定零件的基本尺寸至500
4、量规的设计依据
1、作用尺寸:
体外作用尺寸(代号dfe、Dfe)简称作用尺寸,是零件装 配时起作用的尺寸.
孔的作用尺寸(Df e):与实际孔内接的最大理想轴的尺寸
轴的作用尺寸(df e):与实际轴外接的最小理想孔的尺寸
至此,我们已学习过的尺寸有: 被测要素的给定长度上(配合面的全长上);
对于理想工件,无形状误差,作用尺寸等于实际尺寸 基本尺寸\实际尺寸\极限尺寸\实体尺寸\作用尺寸, 对于弯曲孔,作用尺寸小于最小实际尺寸Df e ≤ Da
方法(见图)。
孔、轴工作量规的公差带图(偏差单位为μm)
光滑极限塞规~1

2.2数据的修约 数据的修约
数据修约规定有效位数后面的数字,要按一定的规则进行 取舍处理,修约值应为修约间隔的整数倍.1单位修约的取舍 原则为(除此之外还有0.2单位和0.5单位原则): 2.2.1拟舍弃数字最左一位小于5时舍去; 2.2.2拟舍弃数字最左一位大于5时(包括等于5且其后还有非 "0"数字)则向前位进1; 2.2.3拟舍弃数字最左一位大于5且其后无数字或有但均为"0"时, 2.2.3 5 0" "5"前的数字为奇数则进1,为偶数则舍弃,即应使数据末位 数为偶数. 对下列数据取4位有效数字 其结果如下所示. 位有效数字, 例:对下列数据取 位有效数字,其结果如下所示. 8.42349 1.2000 41.996 1.51051 1.51750 1.51050 1.6235 8.423 1.200 45.00 1.511 1.518 1.510 1.624
Z 1.6 2 2.4 2.8 3 4 4.6 5.4 6 7 8 9 1
IT8 IT8 T 1 1.6 1 2 22 2.4 27 2.8 33 3 39 4 46 4.6 54 5.4 63 6 72 7 81 8 89 9 97 1
Z 2 2.6 3 4 5 6 7 8 9 1 1 1 1
IT9 IT9 T 25 2 30 2.4 36 2.8 43 3 52 4 62 5 74 6 87 7 100 8 115 9 13 1 140 1 155 1
IT6 IT6 T 6 1 8 1.2 9 1.4 1 1.6 1 2 1 2.4 1 2.8 22 3 25 3 29 4.4 32 4.8 36 5.4 40 6
Z 1 1.4 1.6 2 2.4 2.8 3 3 4.4 5 5.6 6.2 7
光滑塞规的使用方法

光滑塞规的使用方法第一篇:光滑塞规的使用方法光滑塞规的使用方法光滑塞规是一种用来测量工件内尺寸的精密量具,光面塞规做成最大极限尺寸和最小极限尺寸两种。
它的最小极限尺寸一端叫做通端,最大极限尺寸一端叫做止端,在测量中通端塞规应通过小径,且止端塞规则不应通过小径。
光面塞规规格:Ф3—Ф500mm,特殊型号可以定做。
下面给大家介绍一下光滑塞规的使用方法:1、使用前先检查塞规测量面,不能有锈迹。
丕锋、划痕、黑斑等;塞规的标志应正确清楚。
2、塞规的作用必须在周期检定期内,而且附有检定合格证或标记,或其它足以证明塞规是合格的文件。
3、塞规测量的标准条件:温度为20°C,测力为0。
在实际使用中很难达到这一条件要求。
为了减少测量误差,尽量使用塞规与被测件在等温条件下进行测量,使用的力要尽量小,不允许把塞规用力往孔里推或一边旋转一边往里推。
4、测量时,塞规应顺着孔的轴线插入或拔出,不能倾斜;塞规塞入孔内,不许转动或摇晃塞规。
5、不允许用塞规检测不清洁的工件。
第二篇:使用方法第42卷第1期微电子学Vol.41, No.1 模板使用方法:请将文章拷贝到模板里,选择“格式”菜单中的“样式和格式”命令,然后再按本说明选择相应的格式。
“文章篇名”选样式中的{中文题名}“作者姓名”选样式中的{中文作者名}“作者单位”选样式中的{中文作者单位}摘要(选样式中的{摘要}):摘要内容选样式中的{中文摘要内容}关键词(选样式中的{摘要}):关键词内容选样式中的{中文摘要内容}中图分类号:(根据《中国图书馆分类法(第四版)》,可在学校图书馆或因特网上查到)文献标识码:A文章编号(选样式中的{编号}:1004-3365(2012)“英文题名”选样式中的{英文题名}“作者英文名”选样式中的{英文作者名}“英文作者单位”英译文选样式中的{英文作者单位}Abstract(选样式中的{abstract}):“英文摘要内容”选样式中的{英文摘要}Key words(选样式中的{abstract}):“英文关键词”选样式中的{英文摘要}EEACC(选样式中的{abstract}):1“一级标题”选样式中的{一级标题}“正文”选样式中的{正文}2.1“二级标题”选样式中的{二级标题}3.1.1 “三级标题”选样式中的{三级标题}“表题“选样式中的{表题}“表格”选样式中的{表格}“图题“选样式中的{图题}参考文献(选样式中的{文献}):[1] “参考文献内容”选样式中的{文献内容}作者简介:姓名(选样式中的{作者简介})作者简介内容(选样式中的{作者简介内容})注意:请在图题和表题下面加上对应的英译文。
光滑极限量规PPT课件

二、塞规和卡规
光滑极限量规是塞规和卡规的统称。
塞规:检验孔用的极限量规。
通规 按Dmin设计 防止Dm<Dmin
止规 按Dmax设计 防止Da>Dmax
卡规:检验轴用量规
通规 按dmax设计 防止dm>dmax
止规 按dmin设计 防止da<dmin
•2
孔公差
孔最大极限尺寸
止 通
轴最小极限尺寸 轴公差
卡规:制造公差T=0.0024mm;位置要素Z=0.0034mm;形 状公差T/2=0.0012mm。
•20
•21
校对量规:制造公差TP=T/2=0.0012mm。
•22
•12
工作量规的公差带(1)
通规公差由制造公差和磨损公差两部分组成; 止规只规定制造公差。
标准规定的量规制造公差数值见附表5-2
•13
工作量规的公差带(2)
1、制造公差——控制量规制造时产生的误差。 2、 磨损公差——规定有一个合理的寿命。
工作量规公差带的分布位置 我国量规标准规定:工作量规公差带的位置配置,采 用不超越工件极限的原则。量规的公差带由大小要素 和位置要素组合而成。 量规公差带中:大小要素——T ;位置要素——Z。 通规的制造公差带对称于Z值。 Z——通规制造公差带中心至被测工件MMS之间的距离。 止规的制造公差带是以工件的LMS算起。
② 由表5—2查出量规制造公差T和位置要素Z 值。按工作量规制造公差T,确定工作量规的 形状公差和校对量规的制造公差;
③ 画出量规公差带图,计算量规的工作尺寸 或极限偏差。
•19
例 计算φ25H8/f7孔和轴用量 规的极限偏差。
解:① 由国标GB/T1800.3—1998查出孔 与轴的上、下偏差为:
光滑极限量规教程

光滑极限量规教程一、基本原理光滑极限量规是通过两个可调节的测量脚来确定物体的尺寸。
其中一个脚是固定脚,用于固定量规。
另一个脚是可动脚,通过螺旋机构调节其位置来测量物体的尺寸。
当可动脚接触到物体表面时,螺旋机构会自动停止调节。
这时,通过读取量规刻度,就可以得到物体的尺寸。
二、使用方法1.准备工作:使用前,首先要确保光滑极限量规的表面清洁无划痕,并且测量脚之间的间隙没有异物。
同时,还要检查量规的刻度是否清晰可读。
2.调整零位:将可动脚与固定脚完全分开,然后轻轻旋转可动脚,直到其两个测量脚的间隙与待测物体的预期尺寸接近。
此时,将可动脚锁紧,确保其位置不再变化。
3.测量物体:将待测物体放置在两个测量脚之间,然后用适当的力使其表面与测量脚紧密接触。
注意,力度应该适中,不能过大或过小。
4.读取测量结果:通过读取量规上的刻度,确定两个测量脚之间的间隙大小。
通常情况下,测量结果以毫米为单位,可以精确到0.02毫米。
读取结果后,及时关注量规的读数,以免由于松动而引起误差。
三、注意事项1.量具保养:光滑极限量规是一种精密仪器,需要定期进行维护和保养。
特别是量规的测量脚,要保持清洁无划痕,以确保测量的准确性。
2.使用时避免碰撞:在使用过程中,要避免量规与硬物碰撞,以防刻度损坏或测量脚变形。
3.防止过量力:量规的测量脚只需要与待测物体轻轻接触即可,不需要施加过大的力度,否则会导致量规变形,影响测量准确性。
4.正确读数:读数时要确保视线垂直于量规刻度,避免视角产生误差。
同时,要注意光照条件,确保刻度清晰可读。
5.温度影响:量规的测量准确性会受到温度的影响。
因此,在正式进行测量前,要保证量规和待测物体的温度相等。
总结:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第6章光滑极限量规6.1概述检验光滑工件尺寸时,可用通用测量器具,也可使用极限量规。
通用测量器具可以有具体的指示值,能直接测量出工件的尺寸,而光滑极限量规是一种没有刻线的专用量具,它不能确定工件的实际尺寸,只能判断工件合格与否。
因量规结构简单,制造容易,使用方便,并且可以保证工件在生产中的互换性,因此广泛应用于成批大量生产中。
光滑极限量规的标准是GB/T 1957-2006。
光滑极限量规有塞规和卡规之分,无论塞规和卡规都有通规和止规,且它们成对使用。
塞规是孔用极限量规,它的通规是根据孔的最小极限尺寸确定的,作用是防止孔的作用尺寸小于孔的最小极限尺寸;止规是按孔的最大极限尺寸设计的,作用是防止孔的实际尺寸大于孔的最大极限尺寸,如图6.1所示。
卡规是轴用量规,它的通规是按轴的最大极限尺寸设计的,其作用是防止轴的作用尺寸大于轴的最大极限尺寸;止规是按轴的最小极限尺寸设计的,其作用是防止轴的实际尺寸小于轴的最小极限尺寸,如图6.2所示。
图6.1塞规检验孔图6.2环规检验轴量规按用途可分为以下三类:1)工作量规工作量规是工人在生产过程中检验工件用的量规,它的通规和止规分别用代号“T”和“Z”表示。
2)验收量规验收量规量是检验部门或用户代表验收产品时使用的量规。
3)校对量规校对量规是校对轴用工作量规的量规,以检验其是否符合制造公差和在使用中是否达到磨损极限。
6.2量规设计6.2.1极限尺寸判断原则(泰勒原则)单一要素的孔和轴遵守包容要求时,要求其被测要素的实体处处不得超越最大实体边界,而实际要素局部实际尺寸不得超越最小实体尺寸,从检验角度出发,在国家标准“极限与配合”中规定了极限尺寸判断原则,它是光滑极限量规设计的重要依据,阐述如下:孔或轴的体外作用尺寸不允许超过最大实体尺寸。
即对于孔,其体外作用尺寸应不小于最小极限尺寸;对于轴,其体外作用尺寸不大于最大极限尺寸。
任何位置上的实际尺寸不允许超过最小实体尺寸。
即对于孔,其实际尺寸不大于最大极限尺寸;对于轴,其实际尺寸不小于最小极限尺寸。
显而易见,作用尺寸由最大实体尺寸控制,而实际尺寸由最小实体尺寸控制,光滑极限量规的设计应遵循这一原则。
6.2.2量规公差带设计1. 工作量规1)量规制造公差量规的制造精度比工件高得多,但量规在制造过程中,不可避免会产生误差,因而对量规规定了制造公差。
通规在检验零件时,要经常通过被检验零件,其工作表面会逐渐磨损以至报废。
为了使通规有一个合理的使用寿命,还必须留有适当的磨损量。
因此通规公差由制造公差(T)和磨损公差两部分组成。
止规由于不经常通过零件,磨损极少,所以只规定了制造公差。
量规设计时,以被检验零件的极限尺寸图6.3光滑极限量规公差带图作为量规的基本尺寸。
图6.3所示为光滑极限量规公差带图。
标准规定量规的公差带不得超越工件的公差带。
通规尺寸公差带的中心到工件最大实体尺寸之间的距离Z (称为公差带位置要素)体现了通规的平均使用寿命。
通规在使用过程中会逐渐磨损,所以在设计时应留出适当的磨损储量,其允许磨损量以工件的最大实体尺寸为极限;止规的制造公差带是从工件的最小实体尺寸算起,分布在尺寸公差带之内。
制造公差T和通规公差带位置要素Z是综合考虑了量规的制造工艺水平和一定的使用寿命,按工件的基本尺寸、公差等级给出的。
由图6.3可知,量规公差T和位置要素Z的数值大,对工件的加工不利;T值越小则量规制造困难,Z值越小则量规使用寿命短。
因此根据我国目前量规制造的工艺水平,合理规定了量规公差,具体数值见表6-1。
国家标准规定的工作量规的形状和位置误差,应在工作量规制造公差范围内,其形位公差为量规尺寸公差的50%,考虑到制造和测量的困难,当量规制造公差≤0.002mm时,其形状位置公差为0.001mm。
2)量规极限偏差的计算量规极限偏差的计算步骤如下:(1)确定工件的基本尺寸及极限偏差;(2)根据工件的基本尺寸及极限偏差确定工作量规制造公差T和位置要素值Z;(3)计算工作量规的极限偏差,如表6-22. 验收量规在光滑极限量规国家标准中,没有单独规定验收量规公差带,但规定了检验部门应使用磨损较多的通规,用户代表应使用接近工件最大实体尺寸的通规,以及接近工件最小实体尺寸的止规。
3. 校对量规公差校对量规的尺寸公差带完全位于被校对量规的制造公差和磨损极限内:校对量规的尺寸公差等于被校对量规尺寸公差的一半,形状误差应控制在其尺寸公差带内。
6.2.3量规结构进行量规设计时,应明确量规设计原则,合理选择量规的结构,然后根据被测工件的尺寸公差带计算出量规的极限偏差并绘制量规的公差带图及量规的零件图。
光滑极限量规的设计应符合极限尺寸判断原则(泰勒原则),根据这一原则,通规应设计成全形的,即其测量面应具有与被测孔或轴相应的完整表面,其尺寸应等于被测孔或轴的最大实体尺寸,其长度应与被测孔或轴的配合长度一致,止规应设计成两点式的,其尺寸应等于被测孔或轴的最小实体尺寸。
但在实际应用中,极限量规常偏离上述原则。
例如:为了用已标准化的量规,允许通规的长度小于结合面的全长;对于尺寸大于100mm的孔,用全形塞规通规很笨重,不便使用,允许用不全形塞规;环规通规不能检验正在顶尖上加工的工件及曲轴,允许用卡规代替;检验小孔的塞规止规,为了便于制造常用全形塞规。
通规和止规的形状对检验的影响如图6.4和图6.5所示。
必须指出,只有在保证被检验工件的形状误差不致影响配合性质的前提下,才允许使用偏离极限尺寸判断原则的量规。
检验光滑工件的光滑极限量规型式很多,具体选择时可参照国标推荐,如图6.6所示。
图中推荐了不同尺寸范围的不同量规型式,左边纵向的“1”、“2”表示推荐顺序,推荐优先用“1”行。
零线上为通规,零线下为止规。
图6.4通规形状对检验的影响图6.5止规形状对检验的影响标准量规的结构,在GB/T6322-86《光滑极限量规型式和尺寸》中,对于孔、轴的光滑极限量规的结构、通用尺寸、适用范围、使用顺序都作了详细的规定和阐述,设计可参考有关手册,选用量规结构型式时,同时必须考虑工件结构、大小、产量和检验效率等。
6.2.4量规其它技术要求工作量规的形状误差应在量规的尺寸公差带内,形状公差为尺寸公差的50%,但形状公差小于0.001mm时,由于制造和测量都比较困难,形状公差都规定为0.001mm。
量规测量面的材料可用淬火钢(合金工具钢、碳素工具钢等)和硬质合金,也可在测量面上镀以耐磨材料,测量面的硬度应为58~65HRC。
量规测量面的粗糙度,主要是从量规使用寿命、工件表面粗糙度以及量规制造的工艺水平考虑。
一般量规工作面的粗糙度应比被检工件的表面粗糙度要求严格些,量规测量面粗糙度要求可参照表6.3选用。
图6.6量规型式和应用尺寸范围6.2.5 工作量规设计举例工作量规设计步骤大致如下: 1)选择量规的结构型式; 2)计算工作量规的极限偏差; 3)绘制工件量规的公差带图;例: 设计检验φ307/8f H 孔轴用工作量规 解: 1)确定被测孔、轴的极限偏差 查极限与配合标准830H φ的上偏差mm ES 033.0+=,下偏差0=EI ;730f φ的上偏差mm es 020.0-=,下偏差mm ei 041.0-=。
2)选择量规的结构型式分别为锥柄双头圆柱塞规和单头双极限圆形片状卡规。
3)确定工作量规制造公差T 和位置要素Z 由表6-1查得: 塞规: mm T 0034.0=,mm Z 005.0= 卡规: mm T 0024.0=,mm Z 0034.0= 4)计算工作量规的极限偏差830H φ孔用塞规通规 上偏差=mm mm T Z EI 0067.0)20034.0005.00(2+=++=++ 下偏差=mm mm T Z EI 0033.0)20034.0005.00(2+=-+=-+磨损极限=EI =0所以塞规通端尺寸为mm 0067.00033.030++φ,磨损极限尺寸为mm 30φ。
止规 上偏差mm ES 033.0+==下偏差=mm mm T ES 0296.0)0034.0033.0(=-+=-所以塞规止端尺寸为mm 033.00296.030++φ。
730f φ轴用卡规通规 上偏差=mm mm T Z es 0222.0)20024.00034.0020.0(2-=+--=+- 下偏差=mm mm T Z es 0246.0)20024.00034.0020.0(2-=---=--磨损极限=mm es 020.0-=所以卡规通端尺寸为mm 0222.00246.030--,磨损极限尺寸为mm 980.29。
止规 上偏差=mm mm T ei 0386.0)0024.0041.0(-=+-=+ 下偏差=mm ei 041.0-=所以卡规止端尺寸为mm 0386.0041.030--5)绘制工作量规的公差带图。
(a)(b)图6.7 量规工作简图习题与思考6.1 光滑极限量规有何特点?6.2 试述光滑极限量规的分类及用途。
6.3 光滑极限量规的设计原则是什么?6.4 孔、轴用工作量规公差带的布置有何特点?6.5 试设计6/725n H 配合的孔、轴工作量规的极限偏差,并画出尺寸公差带图。