3613英文文献翻译
外文文献翻译模板

外文文献翻译模板广东工业大学华立学院本科毕业设计(论文)外文参考文献译文及原文系部管理学部专业人力资源管理年级 2008级班级名称 08人力资源管理1班学号 150********学生姓名王凯琪指导教师2012年 5 月目录1 外文文献译文 (1)2 外文文献原文 (9)德国企业中老化的劳动力和人力资源管理的挑战本文的主要目的就是提供一个强加于德国公司的人力资源管理政策上的人口变化主要挑战的概况。
尽管更多方面的业务受到人口改变的影响,例如消费的改变或储蓄和投资,还有资金的花费,我们把注意力集中劳动力老龄化促使人事政策的变化上。
涉及广泛的人力资源管理政策,以有关进行创新和技术变化的招募问题为开端。
1 老化的劳动力及人力资源管理由于人口的变化,公司劳动力的平均年龄在未来将会更年长。
因此,劳动力高于50的年龄结构占主导地位的集团不再是一个例外,并将成为一个制度。
在此背景下,年长的工人的实际份额,以及最优份额,部分是由企业特征的差异加上外在因素决定的。
2 一般的挑战尽管增加公众对未来人口转型带来的各种挑战的意识,公司对于由一个老化劳动力引起的问题的意识仍然是相当低的。
事实上,只有25%的公司预计人口统计的变化在长远发展看来将会导致严重的问题。
然而,现在越来越多关于老化劳动力呈现的挑战和潜在的解决方案的文献。
布施提出了一种分析老员工一般能力的研究文集,并给出有关于年长工人的人力资源政策的实例。
目前,华希特和萨里提出一篇关于研究公司对于提前退休的态度和延长工作生涯的态度的论文。
在这些研究中,老员工的能力通常被认为是不同的,并不逊色,同时指出一个最优的劳动力取决于不同的公司的特殊要求。
一般来说,然而由于越来越缺少合格的员工,人口统计的变化将使得在各种人事政策方面上的压力逐渐增加。
特别是,没有内部人力资源部门的中小型企业,因此缺乏足够的特殊的基础设施,则面临着严峻的挑战。
与他们正常的大约两到五年的计划水平相反,他们将越来越多地要处理长期的个人问题和计划。
英文文献和中文翻译
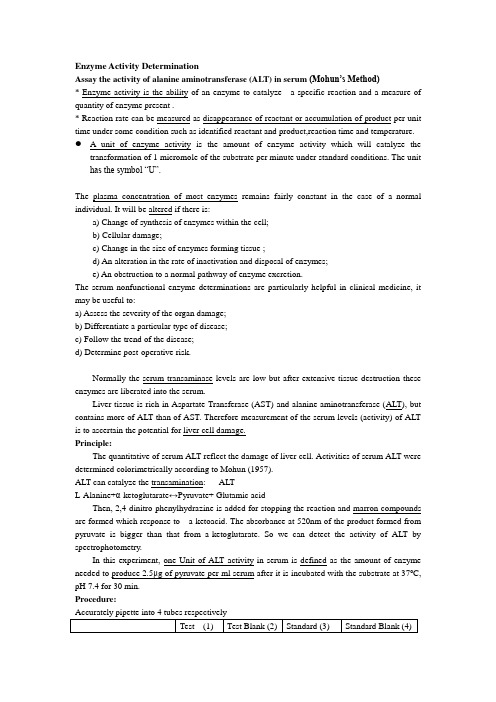
Enzyme Activity DeterminationAssay the activity of alanine aminotransferase (ALT) in serum(Mohun’s Method)* Enzyme activity is the ability of an enzyme to catalyze a specific reaction and a measure of quantity of enzyme present .* Reaction rate can be measured as disappearance of reactant or accumulation of product per unit time under some condition such as identified reactant and product,reaction time and temperature.A unit of enzyme activity is the amount of enzyme activity which will catalyze thetransformation of 1 micromole of the substrate per minute under standard conditions. The unit has the symbol “U”.The plasma concentration of most enzymes remains fairly constant in the case of a normal individual. It will be altered if there is:a) Change of synthesis of enzymes within the cell;b) Cellular damage;c) Change in the size of enzymes forming tissue ;d) An alteration in the rate of inactivation and disposal of enzymes;e) An obstruction to a normal pathway of enzyme excretion.The serum nonfunctional enzyme determinations are particularly helpful in clinical medicine, it may be useful to:a) Assess the severity of the organ damage;b) Differentiate a particular type of disease;c) Follow the trend of the disease;d) Determine post-operative risk.Normally the serum transaminase levels are low but after extensive tissue destruction these enzymes are liberated into the serum.Liver tissue is rich in Aspartate Transferase (AST) and alanine aminotransferase (ALT), but contains more of ALT than of AST. Therefore measurement of the serum levels (activity) of ALT is to ascertain the potential for liver cell damage.Principle:The quantitative of serum ALT reflect the damage of liver cell. Activities of serum ALT were determined colorimetrically according to Mohun (1957).ALT can catalyze the transamination: ALTL-Alanine+α-ketoglutarate↔Pyruvate+ Glutamic acidThen, 2,4-dinitro-phenylhydrazine is added for stopping the reaction and marron compounds are formed which response to a-ketoacid. The absorbance at 520nm of the product formed from pyruvate is bigger than that from a-ketoglutarate. So we can detect the activity of ALT by spectrophotometry.In this experiment, one Unit of ALT activity in serum is defined as the amount of enzyme needed to produce 2.5μg of pyruvate per ml serum after it is incubated with the substrate at 37o C, pH 7.4 for 30 min.Procedure:Accurately pipette into 4 tubes respectivelyTest (1) Test Blank (2) Standard (3) Standard Blank (4)Substrate buffer 0.5 0 0.5 0.5Put the tubes into water bath at 37oC for 1 minSerum 0.1 0.1 0 0Pyruvate (200μg/ml)0 0 0.1 0Phosphate buffer 0 0 0 0.1Mix the tubes sufficiently, and put into water bath at 37oC for 30 min.2,4-dinitro-phenylhydrazine 0.5 0.5 0.5 0.5Substrate buffer 0 0.5 0 0Mix the tubes, and put into water bath at 37oC for 20 min0.4 mol/L NaOH 5.0 5.0 5.0 5.0Mix the tubes, after 20 min at room temperature, read A 520 within 30 min using distilled water adjusting A to zero.Calculation: ALT enzyme activity= (A1-A2)/(A3-A4)x 20/2.5x 1/0.1 ( Mohun’s Uni酶活性测定测定丙氨酸转氨酶的活性(ALT)血清(莫哈巴的方法)酶活性是一种去催化一个特定反应的能力和一种衡量酶存在量的方法。
英文文献常用表达
常用术语:1.approach 方法2.derivative n.导数 a.衍生的3.magnitude=importance 重要性4.outgrowth n.结果5.incident=minor accident 比accident危险等级低6.precision n.精度(文献中常见)7.ststistical fluctuation 统计的波动8.allision 一船撞其他设施;collision 两船互撞9.proportion=scope 范围10.zero-inflated 零-膨胀11.zero-alter 零-改变12.Poisson distribution/progresson 泊松分布、回归13.arbitrary distribution 任意分布14.nagative binominal model 负二项式模型15.GLM=generalized linear model 广义线性模型16.exponential family 与指数函数相关的17.homogenous characteristics 相似的特征18.data disaggregation 数据崩溃19.index explosion 指数爆炸20.distribution 分布normal distribution 正态分布;index distribution指数分布;the Possion distribution泊松分布;probability distribution 概率分布;empirical distribution 经验分布;lognormal distribution 对数分布;distribution coefficient 分配系数21.The approach consists of ….and is summar ized (\shown ) in Figure\ table….22.dockage 船坞使用费;wharfage 码头业务费;craneage吊车使用费;demurrage 滞期费;23.algorithm 算法;thinning algorithm 细化算法24.linear regression 线性回归;nonlinear regression 非线性回归25.the function can be expressed in the form….(公式表达如下:)Where …..(式中,…)26.To date the WSF has been exempt from STCW requirements and is in fullcompliance with all prevention regulations.exempt from(免除);in full compliance with (完全符合)27.The Accident Event Chain. 事故链fault tree事件树;event tree 事故树28. ebb current 落潮流;flood current 涨潮流常用表达法:1.It appears that….2.Fig.1 illustrates………….3.Fig.1 depicts………..4.The paper concludes with……………5.………provided in fig.1 is…………..6.In this section, we describe…….7.As suggested in section 1……….e of the approach is not without its problems.9.Further evalua tion …..is warranted…10.This paper presents…..11.…..do not account for …….12.The findings show that………13.….has been conducted on……14.It is important to realize that….15.The intent of this research is………16.…there is still much work to be done17.To illustrate…... are used…..18.This paper presents….and describes….19.Supplementary to the above…20.As is shown in...21.In closing, it is briefly noted that…22.… which consists of the following (stages)…23.The principal aim of the…24.in the context of25.The ultimate goal of…is to…26.This paper is st ructured as follows…27.As already mentioned…28.It must also be noted that…29.In particular…30.…is applied to…31.…are discussed32.The purpose of…is…33.It would be worthy of…34.A more realistic现实的approach to…is to…35.…is based on…36.This component 组件consists of…37.In order to…38.C onsidering…39.…can be described by…40.It is worth noting that…41.We assume that…42.This section describes…43.It is required to…44.This study concentrates on…45.…is carried out…46.…are performed…47.Based on…48.To illustrate阐明how…we use…49.With respect to…50.The results of…lead to…51.The focus of this analysis is…52.These results show that…53.Additionally, …。
外文文献译文——参考范例
本科毕业设计(论文)外文参考文献译文及原文学院自动化学院专业电气工程及其自动化(电力系统自动化方向)年级班别2011级3班学号学生姓名指导教师2015年3月10日通过对磁场的分析改进超高压变电站扩展连接器的设计Joan Hernández-Guiteras a, Jordi-Roger Ribaa,⇑, LuísRomeralba UniversitatPolitècnica de Catalunya, Electrical Engineering Department, 08222 Terrassa, Spainb UniversitatPolitècnica de Catalunya, Electronic Engineering Department, 08222 Terrassa, Spain摘要:在世界上很多的国家,电力需求的增长比输电容量的发展更快。
由于环境的限制、社会的担忧以及经济上的投入,建设新的输电线路是一项严峻的挑战。
除此以外,输电网经常要承担接近额定容量的负载。
因此,提高输电系统的效率和可靠性受到了关注。
这项研究主要针对一个400KV,3000A,50Hz的超高压变电站扩展连接器,用于连接两个母线直径均为150mm的变电站。
该变电站连接器是一个四线制的铝导线,为母线之间的相互电能传输提供了路径。
前期的初步试验显示:电流在输电线路中的不平衡分布,主要是受到了距离的影响。
应用一个三维的有限元素法,可以改进设计,以及对改进前后两个版本的连接器的电磁性能和热性能进行评估比较。
这份报告中将提出:在实验室条件下的检验已经验证了仿真方法的准确性。
这也许将会是促进变电站连接器设计进程的一个很有价值的工具。
因此,将不仅仅提高其热性能,还将提高其可靠性。
关键词:变电站连接器、超高压、电力传输系统、有限单元法、数值模拟、临近效应、热学分析1.引入全球能源需求的频繁增长,连同分散的和可再生能源份额的增长促进超高压和特高压电力传输系统[1]的建设和研究。
五、英文参考文献及翻译
一定要找一篇与自己选题相关的英文原文,进行翻译,不要做以下错误的做法1.剽袭一些杂志(有中英文对照的)文章来充数2.不要用一篇中文论文,然后翻译成英文来充数3.不要用翻译软件做英译中,更不允许用翻译软件来做中译英The development of the Yangtze River container port systemAlbert Veenstra a,*, Theo Notteboom b,1a* Rotterdam School of Management, Erasmus University, PO Box 1738, 3000 DR Rotterdam, Netherlandsb ITMMA – University of Antwerp, Keizerstraat 64, 2000 Antwerp, Belgium article info:Keywords:Port regionalization Hinterland Inland terminal Shanghai YangtzeAbstract:This paper sheds an empirical light on port development patterns by discussing the structure and the development of the Yangtze River ports system. We argue that the Yangtze River system is going through a regionalization phase, mainly in relation to the port of Shanghai. This process started on the lower Yangtze but is now also moving upstream. The transition towards the port regionalization phase is typically a gradual and market-driven process that mirrors the increased focus of market players on logistics integration. This paper builds on the existing literature on port systems and adapts port development models to river ports. Furthermore, we employ some statistical techniques that are common to the analysis of port systems, and introduce some techniques that have not been used much by transport geographers in ports. This paper will address the dynamics in the Yangtze River ports system by analyzing the level of cargo concentration andthe degree of inequality in operations of the container ports. The paper also assesses observed differences in development of ports in different areas along the river (upstream/ downstream) and reflects on the role of ownership structures in shaping regional load centre networks.1.IntroductionThe Yangtze River plays an important role in the strategy to develop the central and western provinces of China. Previous research (see e.g. Veenstra et al., 2008; Notteboom, 2007; Rimmer and Comtois, 2009) has shown that there is a great potential for growth of especially Yangtze River container shipping. At present, however, the current system of container ports and shipping networks exhibits considerable overcapacity, since the growth of container flows seems to lag behind the growth of the (port) infrastructure and shipping capacity.This paper aims to investigate the structure and development of the container river port system along the Yangtze. Little is known about these ports, as compared to the Chinese seaports, that have been studied by various authors (see, for instance, Liu et al., 2006; Cullinane et al., 2005), and inland ports in other parts of China and the world, see Wang and Slack (2000) on the Pearl River Delta, Notteboom and Konings (2004) for river ports on the Rhine and Frémont et al. (2009) for river ports in France. Lammie (2008) contains much in terms of descriptive information on the Yangtze River Ports, but very little analysis has been presented to data.Some of the main questions that deserve answers concerning the Yangtze River ports are: what is the level of concentration in the Yangtze container port system, and what is the degree of inequality between the container river ports? Are there differences in development of ports in different areas along the river (upstream/downstream) and does the type of ownership play a role?The paper is organized as follows. We first introduce the most relevant characteristics of the port system along the Yangtze River. We then develop the analytical framework for an inland port system.Subsequently, we present the analysis of concentration (Section 4), cluster analysis (Section 5), and the investigation of the role of outside ownership (Section 6). We finish with ourconclusions.2. The Yangtze River2.1. Situation plan of the Yangtze River Fig. 1 shows the position of the Yangtze River in China.Fig. 1. Map of the Yangtze River.Source: _Solid Software Pty., Ltd. (permission to use this map was kindly granted by Solid Software Pty., Ltd., Australia).The total length of the Yangtze River is about 6300 km. About 2800 km of that is navigable for cargo vessels. This part of the river can be divided into three main reaches: the lower reach from Shanghai to Nanjing, the middle reach from Nanjing to Yichang (the container port that is nearest to the Three Gorges Dam) and the upper reach from Yichang to Yibin. The inland port city of Chongqing is located in the upper reach, and the city of Wuhan is located in the middle reach. Together with Nanjing and Shanghai, these four cities are the main cities along the Yangtze River. The river depth develops from 10.5 m in the delta area between Shanghai and Nanjing, around 5–6 m between Wuhu and Wuhan, about 4 m in the stretch between Fuling and Wuhan, to 2.5–3 m around Chongqing and less than 2 m beyond Lanjiatuo (which lies between Chongqing and Luzhou) (these are average winter figures, Changjiang Waterway Bureau, 2007). The water level between winter and summer can differ as much as 4 m on average, with muchlargerfluctuations around the average.2.2. Port overviewAn overview of the throughput of the main container ports along the Yangtze River is presented in Table 1. The river is characterized by a combination of large ports and very small ports. Some of the ports show substantial growth, while other river ports grow very little, or even decline somewhat. The latter are mostly small ports (e.g. Anqing Wulimiao) or ports that are being replaced by more modern facilities (e.g. Chongqing Jiulongpo, Nanjing International Container Terminal).From Table 1, it is clear that the bigger ports are all located in the lower reach. These ports facilitate the economic development that is still concentrated in the area around Shanghai, and these ports can receive coastal and deepsea vessels, which leads to much more traffic and growth opportunities than the upper and middle reach ports.Another observation that can be made is the concentration of relatively small ports in the middle reach: Chenglingji, Huangshi, Anqing, Tongling, Maanshan. Including Chizhou, four of these are in Anhui province, which is one of the poorer provinces of China. The weak position of Anhui on the international market (in sharp contrast to coastal provinces such as Zhejiang and Jiangsu) apparently reflects on the development of its container ports. Another reason is the apparent inability of the Anhui Provincial Government to control the development of port capacity and to concentrate on one large port (Wuhu).2 The reason that was given for this is that cities can apply directly to the national government for approval to develop a port. The provincial government has little influence in this process.Table 1 also contains information on the ownership of the ports/ terminals. In principle, from the mid-1980s, the ports were all owned by municipal authorities. Fairly quickly outside investors were attracted to ports in Wuhan (Wuhan Yangluo) in the 1980s and Changshu in 1994 (Lammie, 2008). Later many more ports and terminals attracted primarily Chinese investors, among them the Shanghai port operator SIPG (Shanghai International Port Group) and container shipping line COSCO. Ignoring the ports and terminals that are merely stock listed, in total 60%of the ports have outside ownership, representing 84% of total throughput. From this, one could infer outside investors seem to be attracted to the bigger terminals. This will be investigated in greater detail in a next section.It should be mentioned that throughput data on ports in China is notoriously unreliable. Reporting of throughput is not standardized, and some ports report throughput including empties, while other do not, and ports sometimes are not clear if they report containers or TEU. In addition, ports may consist of different container handling companies, some of which do not have a fixed association with a terminal. They hire space whenever there is a ship to handle, and this might be in a container terminal or in a general cargo or break bulk terminal. As a result, handling figures based on terminals or handling companies may not add up to a port’s total container throughput. In Shanghai, for instance, this gap may be as much as one million containers.In addition to throughput, capacity information is also available on most container terminals. This information is even less reliable than throughput information: for the larger ports (e.g. Nanjing and Taicang) two or more very different capacity figures circulate in public sources. As an illustration, Fig. 2 reports a comparison of cumulative capacity and throughput along the river. From the figure, it is clear that there is sufficient room for growth in all ports, and that Nanjing is one of the ports that is operating relatively close to capacity. Nanjing does have extensive expansion plans, as do almost all the other ports. Due to the unreliability of this data, we will not use it further in our analysis.We also present an overview of some of the technical dimensions of the container terminals along the Yangtze River. For all ports in Table 1, we have collected the number of cranes, the terminals themselves or other (Chinese) data sources. We have also estimated throughput for the period 2007–2010. These estimates are based on terminals’ own projections. Compared to growth rates in the past, this is a conservative estimate, although growth rates overall were declining. Table2 1Port throughput 2005–2010(in TEU); in order of location along the river.Source: Lammie (2008), port and terminal websites, various internet sources, personal communication. ‘(m)’ = minority stake, ‘ph1’ is phase 1.Fig. 2. Capacity-throughput comparison 2006.Source: Authors’ compilation.Table 2Note: 2008–2010 figures are based on reported expansion projects. # Stands for number, m is meter, m2 is square meter, TEU is 20 foot equivalent unit.The development of the average operational characteristics, as presented in Table 2, gives an impression of the dynamics of port development along the Yangtze River. Ports are getting bigger in terms of the number of cranes, number of berths, yard capacity and quay length. The year 2009, however, seems to represent a temporary slowdown in port development. In fact the only new ports in 2009 are the replacement of the old container port of Chenglingji by the new Songyanghu terminal, and the new but small Tongling container terminal. Berthing capacity in 2010 is not growing because it is calculated by multiplying maximum depth at the quay with maximum ship size. This measure increased primarily due to the addition of new terminals before 2010. In 2010, no new terminals were added. In 2010, the new Wuhu Cherry car and container terminal is planned to start operations, but on this terminal no operational information was available.Finally, it is worthwhile to analyze the liner service networks on the Yangtze River. The river services are primarily organized per navigation area (upper, middle and lower stretches), see Notteboom (2007). Line-bundling types of services are dominant with each service typically calling at three to four inland ports per rotation. Even in the load centre of Nanjing, end-to-end services represent less than one-third of all river services calling at the Lower Yangtze inland port. In other inland ports, line-bundling services have a market share of more than 80%. The only exceptions are found in the Upper Yangtze. End-to-end services are rare in the Middle Yangtze segment. There are no hub-andspoke structures for container transport in place on the Yangtze, although the market might be evolving towards large inland waterway hubs on the Lower Yangtze (particularly Nanjing and Taicang) with direct feeder connections to major transshipment hubs in East Asia such as Busan in South Korea and Shanghai’s Yangshan offshore terminal complex situated northeast of Hangzhou Bay.3. The analysis of an inland port system: conceptual framework and hypothesesA well-established body of literature exists on the development of seaport systems. A central theme to the study of port systems is the level of spatial and functional concentration and the analysis of the underlying factors that contributeto such concentration. Seminal papers on this issue include Ogundana (1970) and Taaffe et al. (1963) which portray an evolutionary pattern from scattered, poorly connected ports along the coastline to a main network consisting of corridors between gateway ports and major hinterland centres. Barke (1986) and Hayuth (1981) refer to rising pressures for deconcentration in port systems. Empirical research has demonstrated that some port systems and port ranges are getting more spatially concentrated while others are evolving to a more evenly distributed system, see e.g. Kuby and Reid (1992), Notteboom (1997, 2006), McCalla (1999), Lago et al. (2001), Rimmer and Comtois (2009) and Notteboom (2010).Notteboom and Rodrigue (2005) have added an additional phase to port development: the regionalization phase which links seaport system development to the development of inland ports and centres. The phase of regionalization takes the process of port development beyond the perimeter of the port and culminates in the development of regional load centre networks between seaports and inland ports. Port regionalization is thus strongly interrelated with the development and performance of associated inland networks that give access to cargo bases in the hinterland.The link between the structure and the development of the Yangtze River port system with the models on seaport system development is relevant for three reasons.First of all, we argue that the Yangtze River port system is affected by (de)concentration patterns at the side of the seaport system which feeds the river system with container cargo. Cargo growth in the seaport system obviously puts more pressure on hinterland networks. These hinterland networks adapt through corridor development. The combination of large deepsea volumes and massive intermodal corridors allows load centres to enlarge contestable hinterland areas, to create discontinuous hinterland areas and to intrude in the natural hinterland of rival ports (the so-called ‘island’ formation, see also Notteboom and Rodrigue, 2005). A river port system is to be considered as a corridor consisting of a set of continuous and discontinuous areas all positioned along a river or waterway (Fig.3). However, the Yangtze River case is much more complex than suggested by the generic conceptual model in Fig. 3. On the one hand, the development of theoffshore port of Yangshan, also managed by Shanghai, has triggered the development of feeder services between the Yangshan terminal complex and container terminals in Shanghai and Nanjing. On the other hand, while Shanghai is the main gateway feeding the container river port system along the Yangtze, there are other liner service configurations in place that bypass Shanghai/Yangshan. For example, Taicang in Jiangsu province has developed strong links to Busan, the most important transhipment hub in the Northeast Asia with a container volume of 13.4 million TEU in 2008 (compared to 28 million TEU for Shanghai). Taicang in this way competes with the pivotal role of Shanghai. These examples support the concept of ‘foreland-based regionalization’ as developed by Rodrigue and Notteboom (2010).Fig. 3. A river port system connected to a seaport system.Source: Adapted from Notteboom and Rodrigue (2005).Secondly, we argue that the Yangtze River system is affected by a regionalization phase, mainly, but not exclusively, in relation to the port of Shanghai. This process started on the lower Yangtze but is now moving upstream. The transition towards the port regionalization phase is typically a gradual and market-driven process that mirrors the increased focus of market players on logistics network integration. As we will demonstrate later in this paper, the inland strategy of terminal operator SIPG (Shanghai International Port Group) proved to be instrumental for the observed regionalization and the associated creation of a regional load centre network in relation to the port of Shanghai.Thirdly, it is interesting to analyze whether the concentration mechanisms,observed in seaport systems, also work in a similar way in river port systems. We argue that the concentration patterns in river port systems do not necessarily follow the same principles as in seaport systems. A first difference between river port systems and seaport systems lies in the interconnection with other nodes in the wider network. Seaports are connected to a large set of overseas seaports, while inland port systems are typically fed by only a few large gateway ports. For example, the Rhine river in Europe is highly dependent on the main container ports Rotterdam and Antwerp (see Notteboom and Konings, 2004), the Seine river ports in France rely primarily on maritime container flows transshipped in Le Havre and the ports in the basin such as Lyon and Dijon are highly dependent on the Mediterranean seaport of Marseille (see Frémont et al., 2009). Similarly the Yangtze River port system relies mainly on Shanghai and to a lesser extent also on Ningbo and the connections of the lower reach ports (Taicang, Nanjing, Zhangjiagang, among others), with nearby countries such as South Korea and Japan, for containerized cargo volumes. A second difference between river port systems and seaport systems lies in the spatial structure. A second difference between river port systems and seaport systems lies in the spatial structure. The container flows on the Yangtze River have a treelike structure with limited or no lateral connections between the branches. Furthermore, the nautical accessibility of inland ports gradually diminishes towards the upstream ports, while the vessel capacity is restricted and the fleet is not very homogeneous. Because of the deep water conditions in the lower reaches and the shipping connections with nearby countries, vessels plying the lower reaches are often short sea vessels. These short sea ships typically have higher unit costs than the inland vessels used on the Yangtze due to their elevated capital costs, higher bunker costs per load unit and more strict manning requirements. These elements favour the use of line-bundling systems and make hub-and-spoke service networks less obvious. In a seaport system, neighbouring ports sharing the same coastline can have largely different draft profiles. As a result, a port with a favourable draft can potentially become bigger then adjacent ports simply because the port can accommodate larger vessels (concentration). In an inland port system, it is more likely that adjacent ports will have a similar draft profile. Thus, differences in nautical access generally do not play a decisive role as drivers for cargo concentration at a local level (i.e. amongadjacent inland ports in the same navigation area).......From:Albert Veenstra ,Theo Notteboom , The development of the Yangtze River container port system,Journal of Transport Geography 19 (2011) 772–781长江流域集装箱港口系统的发展艾伯特·凡斯塔,a*;西欧·诺特伯,b1a*.荷兰鹿特丹市伊拉斯姆斯大学,邮政信箱1738,3000号。
06212103 外文文献

一、检索策略与结果1.检索数据库:中国知网检索关键字:紫杉醇的合成检索结果:项目文献期刊博硕士会议报纸外文文献专利数量(条)9716 5486 3814 263 93 0 3898 检索步骤简述:打开“中国知网”首页→在全文检索一栏输入关键字“紫杉醇的合成”→点击“检索”→分别点击文献、期刊、博硕士、会议、报纸、外文文献、专利。
2.检索数据库:欧洲专利局检索关键字:synthesis of taxol检索结果:25条检索步骤简述:打开“欧洲专利局官网”首页→点击“Searching for patents”→在“Site search”下输入关键字“synthesis of taxol”→点击“Search”→点击右侧“Find European and worldwide patent documents”→在“Smart search”下输入关键字“synthesis of taxol”→点击“Search”→检索到25个结果→点击第九个“Short synthetic route to taxol and taxol derivatives”→点击“Original document”→点击“Download”即可下载原文献。
二、外文文献翻译(一)翻译部分(从第1页至第14页的主要内容):紫杉醇和紫杉醇衍生物的短合成摘要对短路线紫杉酚环系统的核心骨架的全合成进行说明。
相同的序列的变换可以导致以使7-羟基系列,并连接所需的A环中的额外碳原子。
紫杉烷骨架的步骤的数目是13,使得它是从容易得到的廉价的起始原料的最短路线。
发明背景1.发明的领域本发明涉及紫杉醇,紫杉醇中间体,紫杉醇前体和新型紫杉醇相关的通过这些可进入的前体的化合物的化学合成。
还描述了药物组合物和使用具有紫杉醇样活性的新化合物的方法。
2.相关技术的描述二萜生物碱紫杉醇合成在过去的十年里对于全合成来说一直是流行的靶标;然而,它是最近才需要的一个全合成已经采取了一个新的紧迫性的鉴于乳腺癌治疗的重要性医疗(时间,1991年)和对肾脏疾病一种可能的治疗(制药和生物科技日报,1994年)。
英文参考文献及译文

Investment Real Estate Accounting and corporate income tax treatment comparisonFirst, investment real estate with the initial measurement to confirm the accounting treatment and comparison of corporate income tax treatment(A) the provisions of the new Accounting Standards for Enterprises Investment real estate, refers to earn rent or capital appreciation, or both holding real estate. Including (1) has leased the land use rights; (2) holds and is prepared to add value to the land use right transfer; (3) has been leased buildings.(B) The enterprise income tax provisions of relevant laws and regulationsThe taxpayer's fixed assets, is the use for a period exceeding one year houses, buildings, machines, machinery, transportation and other production and business-related equipment, appliances, tools, etc.. Intangible assets refer to the taxpayer but there is no long-term use physical forms of assets, including patents, trademarks, copyrights, land use rights, non-patent technology and goodwill.(C) investment real estate in the corporate income tax on fixed assets and intangible assets recognized asRecognition in accounting for investment in real estate land use rights, in the corporate income tax on the recognized as intangible assets, intangible assets should be the relevant provisions of the tax treatment.Second, invest in real estate took place follow-up of accounting and corporate income tax expenses in handling more(A) Investment in real estate up spending the provisions of the new accounting standardsEnterprise Accounting Guidelines, investment real estate took place follow-up expenses, if the spending will cause the associated economic benefits are likely flow to the enterprise, and the costs incurred can be reliably measured, it should be capitalized and included in investment real estate costs; if you can not meet the above conditions, it should be included in the event of a direct current when the profit and loss.(B) The enterprise income tax provisions of relevant laws and regulations Corporate income tax-related laws and regulations, one of the following conditions are met fixed asset repairs, improvements should be considered as fixed expenses: (1) place the repair expenditures reached more than 20% ofthe original value of fixed assets; (2) after repair of the assets of the economic to extend the service life of more than 2 years; (3) after repair of fixed assets be used for new or different purposes.The taxpayer's fixed asset repair expenses can be deducted in the event of a direct current. Improvement of the taxpayer's fixed expenses, such as the not yet fully depreciated fixed assets, increase the value of fixed assets; if the fixed assets have been fully depreciated, can be used as deferred charges, in a period of not less than five years, the average amortized .(C) the provisions of accounting standards and corporate income tax comparisonRight as an investment real estate management, building occurred in the follow-up expenditures, accounting standards and corporate income tax laws and regulations have made the required need to be capitalized according to different circumstances or costs of treatment. But as an investment real estate management, building occurred in the follow-up expenses, capital costs of handling and processing of the judging criteria, accounting standards and corporate income tax provisions of the different.Third, follow-up to measure the real estate investment accounting and corporate income tax treatment comparison and variance analysis(A) using the fair value measurement model of the accounting treatment is not recognized in the corporate income tax on theAccounting standards provide for the use of fair value measurement model of investment real estate, usually did not depreciation, nor does amortization of assets and liabilities should be based on the fair value of investment real estate based on adjust its book value, fair value and book value The man asked the difference between the current profit and loss account.Use of fair value measurement model in the corporate income tax on the accounting treatment is not recognized.(B) the introduction of cost accounting measurement model to deal with corporate income tax address some of the same1. There is no indication of impairment, measured using the cost accounting model are basically consistent with the corporate income tax treatment Accounting rules, the cost model, it should be in accordance with 'Accounting Standards for Enterprises No. 4 - Fixed Assets' and 'Accounting Standards for Enterprises No. 6 - Intangible Assets' requirements, to invest in real estate for measurement, depreciation or amortization. If there is no indication of impairment measured using the cost model of corporate income tax accounting to deal with basically the same deal.2. There is indication of impairment, measured using the cost model accounting treatment is inconsistent with the corporate income tax treatmentIndication of impairment exists, it should be in accordance with 'Accounting Standards for Enterprises No. 8 - Impairment of assets' provisions for processing. The need to conduct a review of their book value and the need to provision for impairment in accordance with the specific practices and guidelines for fixed assets and intangible criteria consistent with the provisions. Corporate income tax provisions of relevant laws and regulations: the provision for impairment of fixed assets and intangible assets not allowed to deduct the loss.Fourth, invest in real estate and corporate income tax accounting treatment of conversion processing comparison and variance analysis(A) Investment in real estate is converted to a general fixed assets or intangible assets, accounting and tax treatment of comparison1. Enterprises measured using the cost model of the original valuation of the investment real estate (no extract impairment), converted to a general fixed assets or intangible assets, the accounting and corporate income tax valuation of assets are basically the same.2. Enterprises measured using the cost model of the original valuation of the investment real estate (impairment has been extracted), converted to a general fixed assets or intangible assets, the accounting and corporate income tax asset valuation inconsistencies.3. Enterprise adoption of fair value measurement model of the original valuation of the investment real estate, converted to a general fixed assets or intangible assets, the accounting and corporate income tax asset valuation inconsistencies. New Accounting Guidelines, the conversion before the adoption of fair value measurement model of investment in real estate is converted to personal use real estate, it should be converted on the fair value of its own use, the book value of real estate.(B) own real estate or stock is converted to investment real estate accounting and tax treatment of comparison1. Accounting GuidelinesThe new accounting rules, in the self-use real estate or inventory control and so is converted to investment real estate should be based on investment in real estate converted the measurement model used to be handled separately. After the introduction of a cost measurement conversion measurement mode, will be converted before the asset's carrying value of direct investment as a converted value of real estate recorded. Be used after the conversion measured at fair value model, according to the date of the fair value valuation conversion, conversion date of the fair value is less than its book value, and its people the difference between current profit and loss account; conversion date is greater than the fair value of the original book value, and the difference as a capital reserve included in equity.2. Corporate income tax provisions of relevant laws and regulationsCorporate income tax-related laws and regulations, development companies will develop products should be regarded as transferred to fixed assets, sales, in product development, when the transfer of ownership or right to use the recognition of income (or profit) implementation.3. The accounting treatment and tax treatment of a comparisonWhen the real estate development companies will develop products transferred to fixed assets (investment property), regardless of the cost modeling of enterprises to adopt the fair value measurement is to take the form of real estate for investment valuation, corporate income tax treated as: (1), as recognized in the period with the sale; (2) by developing products for the corporate income tax recognized at fair value of fixed assets of the original valuation.5, investment in real estate accounting treatment and disposal of corporate income tax treatment comparison and variance analysisThe new accounting rules, when the investment property has been disposed of, or permanent withdrawal from use and disposal can not be expected to achieve economic benefits, it should be to confirm the termination of the investment real estate. Corporate sale, transfer, retirement or investment real estate investment property damage occurred, it should be to dispose of income and related net book value of its post-tax amount of current profit and loss account of people.Corporate income tax laws and regulations on disposal of investment property is recognized as the transfer of fixed assets or intangible assets, according to access to income and tax costs and related taxes for the difference between the proportions of recognized gains and losses included in current taxable income. Accounting firms to increase investment in real estate recognized as the beginning of corporate income tax should be recorded fixed assets and intangible assets recognized as the original tax costs; in the investment real estate holding period, the records of corporate income tax can be deducted before the land use rights The amortization amount and the amount of depreciation of fixed assets, while recording the accounting and tax treatment differences.投资性房地产会计与企业所得税处理的比较一、投资性房地产确认与初始计量会计处理和企业所得税处理的比较(一)新企业会计准则的规定投资性房地产,是指为赚取租金或资本增值,或两者兼有而持有的房地产。
3000字外文文献翻译
Human resource management more and more drives value. Under the system that economy development mature, human resource management have to match with fight for the best resources performance, if out of character of the manpower form couples out of character of post, the resources performance be not only whole have no, or may have already exhaust. The modern economy stress balance and match, promote management effect and quality vegetable, will human resource match with make balance, the inside contents establish human resource structure frame, use most in keeping with of the person do most in keeping with of work. Establishment human resource terrace is a communication and collection information way, everyone's opinion comprehensive, give up short take long, with processing salary, welfare etc. affair. Human resource most the importance be a training and development, human resource development have to investment at training aspect, with exertive each stratum of human resource potential.人力资源管理愈来愈被重视。
外文参考文献译文及原文
目录来源:/p-98402307.html外文原文1外文翻译10With regard to the construction of China's Financial Accounting ObjectivesAbstractThe objective of financial accounting financial accounting theory, the logical starting point for research, while it guides the financial accounting practices and is subject to the accounting environment. Articles by introducing the basic objectives of financial accounting content and objectives of financial accounting theory, the two schools of thought, expounded the objectives of corporate financial accounting position the status quo, concludes with the construction of China's goal of financial accounting principlesKeywords: financial accounting objectives, financial and accounting goal theory,building principleFirst, the basic connotation of financial accounting objectivesFinancial accounting goal is to achieve the purpose of accounting is the starting point to build the structure of accounting theory is about the accounting system should be achieved position of the abstract category. It is the communication of financial accounting information and accounting environment, a bridge connecting the accounting theory and accounting practice of bonds. It is the financial and accounting information systems to achieve the desired operation or realm. The study is to address financial and accounting services to whom and how services. Accounting objective is to accounting changes in the environment with the constant development and change, due to accounting objectives derived from the accounting practices, the external environment and thus be able to reconcile with the accounting system of organic. Moreover, the accounting goal is the starting point of Accounting Research, is the highest level of accounting theory, accounting for all mechanisms within the system around the role of accounting objectives, through the optimization of accounting practices to achieve accounting objectives. Financial accounting objectives include two aspects, namely, to whom the financial accounting information, and provide what information. The former relates to the specific objectives of financial accounting, which involves the quality of accounting information.Building a sound financial accounting objectives, should have a systematic, stability, usability and advanced features. Systemic, that the accounting objectives of different levels, should include basic accounting objectives and specific accounting objectives, the former is a highly condensed summary of accounting objectives and general description of the latter is the former refining, basic accounting objectives and specific accounting objectives close combined in order to provide a complete accounting target system. Stability, namely the financial and accounting goal should be relatively stable and will not often change. Practicality, that is, a period of time, this goal of financial accounting can be applied to the period, accounting for the specific situation and the current accounting environment. Advanced, is effective for accounting financial accounting objectives of the role of the necessary guarantees.Second, the theory of financial accounting objectives of the two schools of thought1. entrusted with the responsibility of school. According to the school point of view, fiduciary responsibility can be explained as follows: ①the resources entrusted to parties entrusted to manage the resources entrusted to the commissioning party. Fiduciary parties have therefore undertaken a reasonable and effective management and application of resources and entrusted the responsibility of increasing the value of it as much as possible; ②the resources entrusted to the party who had faithfully reported by the resources entrusted to carry out their fiduciary duties of the process and obligation of result. Which is mainly carried out by means of financial reporting. Many scholars argue that because in some external environment, businesses many of the resources directly from their environment, so as a resource trustee side of enterprise management authorities also have an important social responsibility, that is, the maximum to maintain a good environment for business communities to effectively utilize and develop human resources.Fiduciary duty to the objective of financial accounting with special emphasis on the accounting measurement results must be objective, reliable, and to help provide trustee's fiduciary duty to fulfill the conditions of economic management of information, help it to conduct performance evaluations. Therefore, the school requires that companies use historical cost accounting measurement measurement model.2, decision-making useful in school. Decision-useful school of thought, the financial objective of the report is to provide decision-useful information on the user information. In 1978 the U.S. Financial Accounting Standards Board (FASB) released the first concept of Notice No. l, the objective of financial reporting identified as the following three aspects: ①financial reporting should provide for present and potential investors, creditors and other users to make a reasonable investment, credit and similar decision-useful information. This information is for those who is familiar with business and economic activities, and are willing to diligently study the kind ofinformation very people who should be comprehensive. ②financial reporting should provide help to current and potential investors, creditors and other users of evaluation from the sale, payment, maturity securities or loans such as real income derived from the amount of time distribution and uncertainty information. ③financial report should be able to provide information on the enterprise's economic resources, claims to these resources (enterprise to transfer resources to other subjects of the responsibilities and rights of property owners), and so that the resources and the claims of these resources a change in the transactions, matters and circumstances impact of information.Third, corporate financial accounting targeting the status quo1, financial accounting objectives should be divided into two levels: basic financial accounting goals and objectives of financial accounting. Basic financial accounting financial accounting research goal is the starting point is the financial accounting system operation's ultimate goal. It is in the financial accounting system, the dominant goal and directly constrain the specific objectives of financial accounting, but also reflected the objective requirements of economic management. Specific objectives of financial accounting is the basic objectives of financial accounting and the achievement of the specific expression is under the guidance of the basic objectives of engaging in financial and accounting management activities to achieve goals. Basic financial accounting objectives based on financial and accounting based on assumptions, the general environment, using standardized methods of deductive method to derive the basic principles of financial accounting and specific guidelines in order to achieve the standards of financial accounting practices to meet the community's financial and accounting information quality needs. Basic financial accounting objectives applies to all stages of historical development, from a different historical circumstances specific financial accounting objective abstract out commonalities; the specific objectives of financial accounting due to the historical background, characteristics of the times vary.2, the Financial Accounting basic goal should be to provide information to meet the needs of financial accounting information, accountability and decision-useful concept is the concept of two specific objectives of financial accounting. Basic financial accounting objectives applies to all stages of historical development, from a different historical circumstances of specific financial and accounting abstract out common goals - to provide information to meet the financial and accounting information needs. Fiduciary duty concept holds that the information provided is for clients (already investors) to evaluate the fulfillment of fiduciary duty in order to make whether to continue the commission - the relationship between accountability in decision-making; decision-usefulness view that the provision of information is tosatisfy the investors, creditors etc. (including existing and potential) for investment, credit and other decision-making. Can be seen that there is commonality between the two. Which is to provide information to meet the information needs of those needs. The difference is the main information needs of those who are different. The main concept of fiduciary responsibility for the information needs of those who have become investors - clients; decision-usefulness view the information needs of those for the existing and potential investors. In different historical periods, different users of financial accounting information. Can be seen, both the application of different historical circumstances, is a product of different historical circumstances, therefore, they belong to the specific objectives of financial accounting. The historical circumstances at that time with a certain degree of rationality. However, from the perspective of historical development and study, then due to historical changes in the environment but there are some limitations. Therefore, we can not blindly criticize these two points, we can not blindly to co-ordinate the relationship between the two. Is no conflict between the two is that the financial accounting objectives of the two specific stages of development. Because of historical continuity and the ensuing environmental characteristics, both in a historical period of development alternating and overlapping, expressed as the integration of the two.Fourth, to build China's goal of financial accounting principleI believe that the positioning of China's accounting objectives should follow the following principles:1, should be based on the characteristics of China's accounting environment to meet the requirements of users of accounting information in China, seeking truth from facts to formulate accounting objectives. According to China's unique accounting environment, we may think first of the main users of accounting information is a national function departments and banks, followed by non-state economy and the mass of investors and stock market investors, the accounting information needs of its overall locate in the management type investment to provide a true and reliable accounting information. However, there are still a part of China's securities market to professional investors, and along with the structure of listed companies, investors are constantly changing, this part of the ratio will gradually increase, therefore, must also consider the potential future of professional investors on the decision-useful accounting information demand.2, development of accounting objectives, they need to follow the objective law of development of accounting objectives, but also consider the accounting objective of the forward-looking. We are in the development of accounting objectives, taking full account of the historical development of accounting objectives of the law, while also taking into account the future vitality of accounting objectives. As a conceptual framework described in the accounting goal should not be too narrow and should not consider only the immediate, where possible, it can be predicted that the accounting should reflect the change in the environment of accounting objectives as basic requirements. With the constant deepening of China's ownership structure, the market economy continues to develop, continuously improve the quality of accounting personnel, we are decision-useful accounting information is bound to increase the supply capacity.3, comply with international accounting standards convergence at a macro level, with international practice. By targeting a comparison of accounting can be found, asa mainstream school, "School Accountability" and "school of decision-useful" point of view there is a mutual integration of the trend, national accounting profession (including the International Accounting Standards Board) accounting objectives are generally defined requirement is to consider the requests for fiduciary duty to consider the usefulness of the decision-making requirements.Through this analysis of the financial accounting objectives, the authors try and give our country's current economic environment, financial accounting objectives: Because the ROC to establish a socialist market economy, unlike the capitalist market economy, in the reform process, the state and collective interests of the need to highlight the Government is subject to the most basic client, to meet the needs of financial revenue and expenditure to meet the needs of the macro-control, but also to safeguard the interests of small and medium investors, we should fully reflect the state-owned enterprises entrusted - fiduciary responsibility to maintain bonds the interests and so on, and thus our accounting objectives are: for the government to balance the balance of payments and macroeconomic regulation and control of financial information to provide true; for small and medium investors, large shareholders, the true value of financial information; for the state-owned commercial banks and other major debt to provide true of financial information; for the government to provide the commission entrusted with the responsibility of state-owned enterprises and operational performance of financial information; to the public disclosure of the Government's delegate responsibility.References:1, Cai Haiyan. Chinese enterprises targeting financial accounting [J]. Economist, 2006 (12).2, Wuhai Wei, Liu expansion. From capital market development on Financial Accounting targeting [J]. China Science and Technology Information, 2005 (9).3, Xiao-Jun Zhang. Analysis of the Financial Accounting targets [J]. Shanxi and taxation, 2006 (8).外文翻译中国财务会计目标的构建摘要财务会计的目标是财务会计理论研究的逻辑起点,而它指导着财务会计实务发展并且受会计环境影响。
英文参考文献及译文
With the goal of developing microfluidic platforms for sensing applications, flash-free micropatterns were embossed in polypropylene surfaces with ultrasonic heating for a biosensing application.The embossed features were designed to act as reservoirs, valves, and reaction chambers to allow, in combination with a compact sensing platform, the monitoring of analyte levels using a standard PC-CD player. To generate the compact sensor, as an example, we chose the photoluminescence (PL)-based detection of lactate and glucose using an OLED-based sensing platform. Once embossed, the surface energy of the plastic substrate was chemically modified to make it hydrophilic. Reagents, placed in separate reservoirs, were directed through burst valves towards a reaction chamber via CD rotation. Lactate or glucose were monitored by measuring the effect of the related dissolved oxygen level on the PL decay time of an oxygen-sensitive dye, following analyte oxidation catalyzed by a suitable specific oxidase enzyme. The results demonstrate the potential of integrating OLEDs as excitation sources in PL-based sensors with microfluidic CD- based platforms, including for simultaneous multiple analyses.
365编号外国文献的中英文对照版
diabetes neuropathies: update on definitions,diagnostic criteria,estimation of severity,and treatments糖尿病神经病变:更新的定义,诊断标准,估计的严重程度,与治疗Tesfaye S,Boulton A J.Dyck P J,et al.内容概要,博尔顿一·戴克磷,等。
AbstractPreceding the joint meeting of the 19th annual Diabetic Neuropathy Study Group of the European Association for the Study of Diabetes (NEURODIAB) and the 8th International Symposium on Diabetic Neuropathy in Toronto, Canada, 13–18 October 2009, expert panels were convened to provide updates on classification, definitions, diagnostic criteria, and treatments of diabetic peripheral neuropathies (DPNs), autonomic neuropathy, painful DPNs, and structural alterations in DPNs.前联席会议第十九年糖尿病神经病变研究组欧洲糖尿病研究协会(neurodiab)和第八届国际糖尿病神经病变在多伦多,加拿大,–13 18 2009年十月,专家小组召开了提供更新的定义,分类,诊断标准,治疗糖尿病周围神经病变(标准草案),自主神经病变,痛苦的标准草案,和结构改变的标准草案。
研究生外文文献翻译 中英完整版

Discussion about the application of the anchor bar on theslope constructionFu Ming Fu , Zhang TianAbstract:There are some advantages in strengthening slope with the anchor bar, such as low project cost, convenient for construction and so on. It not only meets the requirement of the reliability of the construction, but also is economic and reasonable for the construction.Key words: anchor bar; slope; strengthening1.IntroductionAnchor technique uses strata geotechnical’s shear strength around bolt to deliver structures pulling force or keep strata of the excavation own stability. Due to the use of the anchor rod, Anchor strata produce compressive zone and have reinforcement effect to strata, can enhance the strength of strata, improve mechanical properties of strata, make structure and stratum together formed a kind of work together complex. Anchor system can effectively sustain tension and shear, improve shear strength of the potential sliding surface, so it can effectively prevent slope to produce sliding damage.Fig 1 after excavation of the slope2.Project profileThe length of a slope is about 60m, the most slope height is about 23m,the angle up to 50°~ 75°, a five-layer frame structure buildings is far from about 1.5 to 4m at its base edge, its foundation is artificial bored pile and its bearing stratum is in weathered phyllite. Due to the strong weathering of rocks, it was chunky, loosely structured, multi-muddy filling. It has residual slope deposits of silty clay overlying and local folder with a pulpy, low strength. Slope hadcollapsed at various locations, it is vary dangerous to the building, so we need to reinforce the slope, and we use stone concrete retaining wall and bolt to support it.3.Bolt retaining and protecting design3.1Bolt design(1)all formation of anchor use whole length bond-type, the binder materials are ordinary cement mortar, the mortar strength grade is M30, the anchor length L is 10 meters, the slope height h is 9 meters. Anchoring section length is 5m.(2)According to the construction condition and the needs of the process, the layout form of anchor use quincunx, and in order to make the anchoring force in the role of surface rock surface with uniform, the two adjacent line bolts should be staggered arrangement.(3)The anchor’s number according to /3.24 per meter to calculation, the anchor length is L, a tolal of 252. The diameter of drilling holes is φ90,the number of drill according to (L-0.1)m per hole to calculation, M30 grout number according to average 0.052m3per hole to calculation.(4)The two adjacent rows vertical spacing of anchor take 2.55m, horizontal spacing take 2.55m. The dip angle of anchor: with the angle of horizontal line is 20°, and drilling down with this Angle.(5)Anchor use the steel bar, which is HRB400 level, 28mm diameter.3.2Anchor calculation(1)The calculation of lateral geotechnical pressure[1][2]When the supporting structure to leave in rock and earth mass direction migration until to the limit equilibrium state, the geotechnical pressure which is role in supporting structure called active geotechnical pressure. Its calculation method is as follows:For the slope which has no flare structure surface, generally speaking, failure is controled by rock mass strength, the calculation formula is same to the active soil pressure, but cohesive force C take zero, internal friction angle ϕuse eϕ(rock mass equivalent internal friction angle) instead of, according to the standard to selection; rupture angle is 45°+ϕ/2(ϕis rock mass internal friction angle, is estimationed by haircut at the standard of rock mass internal friction angle, reduction factor according to the standard to selection).According to the engineering survey, active rock pressure can calculation as follows:(2)the calculation of anchor tension design value a Q ak N N γ= (1)(2) In the formula: a N is anchor tension design value; ak N is anchor tension standard value; Q γis partial load factor, take 1.3; tk H is the horizontal tension standard value of anchor; αis the dip angle of anchor.Through the calculation, ak N =112.3kN a N =145.99kN(3)the calculation of anchor steel section area(3) In the formula: S A is the steel section area of anchor; ογ is slope engineering importance coefficient(the slope engineering importance coefficient of this project is level 1, take 1.1); 2ξis the tensile working conditions coefficient of anchor bar ( permanent anchor take 0.69, temporary anchor take 0.92); y f is the tensile strength design value of anchor bar(standard value k y f =400a MP , design value y f =360a MP ).According to the calculation, S A ≥0.5883210m -⨯,choose level 3 steel of 1φ28mm,S A =0.6153210m -⨯.(4)The calculation of anchorage body and rock mass anchoring lengthanchoring length should not only meet the requirements which the bond force of formation on mortar and the bond stress of mortar on steel, but also meet the requirements that the Structure design codes the Minimum anchoring length.(4) In the formula: a l is the anchoring length; D is the diameter of anchorage body; rb f is the bond strength eigenvalue of layer and anchorage body, through the experiment or local experience sure, or according to the standard to selection ( this engineering ’s rock mass uniaxial compressive 2222111209tan (45)2090.217175.77/2222e a aE H K kN m ϕγ︒==⨯⨯⨯-=⨯⨯⨯=cos tkak H N α=2a S yNA f ογξ≥1ak a rbN l Df ξπ≥strength is 7.46a MP , belong to soft rock, rock mass structural plane development, rb f take 300a KP );1ξis the bond working conditions coefficient of anchorage body and layer (permanent anchor take 1.00).According to the calculation, a l ≥4.3m, take a l =5.0m.(5)The anchoring length between anchor steel and anchor mortara l ≥ (5) In the formula: a l is the anchoring length between steel and mortar; d is the diameter of anchor bar; n is the number of steel;b f is the bond strength design value between steel and anchor mortar, through the experiment sure, or according to the standard take 2.40; 3ξ is the working conditions coefficient of steel and mortar bond strength(permanent anchor take 0.60). According to the calculation, a l ≥2.1m ,take a l =5.0m.3.3 The construction technology and key points of anchorThe anchor ’s construction technology is as follows: build-up scaffold ——excavate and clear up the slope surface ——measures to fix position ——drill hole ——washing hole ——bolt put in a certain place ——grout ——colligation the end of the anchor ——flushing the slope surface ——pouring frame space ——Spray seed(1)This slope belong to rocky slope, after excavate the slope 10 cm to the underside of the frame space, set bolt and pouring frame space, then spray grass or seeds after borrowed soil 20 cm in the frame space.(2)the slope should be payed attention to clean up, when construction. The anchor should be placed after wash hole, then put pressure (0.4MPa) and grout. After the mortar fully solidification, colligation steel, cast-in-place reinforced concrete frame space, bend the end of the anchor and bind point by point with the skeleton steel.(3)Before drilling, the hole should be measured to fix position and then do mark. Pitch deviation is less than 150mm, hole depth error is less than 50mm. Try not remold the surrounding rock, when drill. Before Put the anchor, it should be attentioned that blow wash clean the water of the hole and rock powder and so on, and rust removal the body of rod. When grouting, builders 3a bN n df ογξπshould attention the grouting pressure and mortar ratio.Fig 2 anchor field construction drawing4.ConclusionIt is economical to reinforcement slope with bolt, and use the normal equipment, It is not only achieve safe and also economy and rational.(1) Today bolt technology is widely used in the project. It is an effective reinforcement measures to constraints sliding soil with the combining of bolt and concrete slope protection.(2) We must be sure to do geological exploration work of the slope to find out the nature of the rock and hydrogeological situation before reinforcing slope by grouting bolt.(3) Due to the factors of engineering geological conditions, grouting pressure and construction technology, we should be given adequate attention to the quality of construction.Reference[1]Technical code for building slope engineering (JGJ 120-99). The People's Republic nationalstandards. Beijing: China Architecture & Building PRESS.[2] Ying-Ren Zheng, Zu-Yu Chen etc. Engineering Treatment of Slope & Landslide [M]. Beijing:China Communications Press,2007[3] LuoZhenHai. Talk shallowly the application of the anchor at the slope reinforcement[J]. FujianConstruction Science & Technology,2010,06:15-16浅谈锚杆技术在边坡工程中的应用1.引言锚杆技术是利用锚杆周围地层岩土的抗剪强度来传递结构物的拉力或保持地层开挖面的自身稳定。
中英文文献翻译对照

Electronic power steering systemWhat it is:Electrically powered steering uses an electric motor to drive either the power steering hydraulic pump or the steering linkage directly. The power steering function is therefore independent of engine speed, resulting in significant energy savings.How it works:Conventional power steering systems use an engine accessory belt to drive the pump, providing pressurized fluid that operates a piston in the power steering gear or actuator to assist the driver.In electro-hydraulic steering, one electrically powered steering concept uses a high efficiency pump driven by an electric motor. Pump speed is regulated by an electric controller to vary pump pressure and flow, providing steering efforts tailored for different driving situations. The pump can be run at low speed or shut off to provide energy savings during straight ahead driving (which is most of the time in most world markets).Direct electric steering uses an electric motor attached to the steering rack via a gear mechanism (no pump or fluid). A variety of motor types and gear drives is possible. A microprocessor controls steering dynamics and driver effort. Inputs include vehicle speed and steering, wheel torque, angular position and turning rate.Working In Detail:A "steering sensor" is located on the input shaft where it enters the gearbox housing. The steering sensor is actually two sensors in one: a "torque sensor" that converts steering torque input and its direction into voltage signals, and a "rotation sensor" that converts the rotation speed and direction into voltage signals. An "interface" circuit that shares the same housing converts the signals from the torque sensor and rotation sensor into signals the control electronics can process. Inputs from the steering sensor are digested by a microprocessor controlunit that also monitors input from the vehicle's speed sensor. The sensor inputs are then compared to determine how much power assist is required according to a preprogrammed "force map" in the control unit's memory. The control unit then sends out the appropriate command to the "power unit" which then supplies the electric motor with current. The motor pushes the rack to the right or left depending on which way the voltage flows (reversing the current reverses the direction the motor spins). Increasing the current to the motor increases the amount of power assist.The system has three operating modes: a "normal" control mode in which left or right power assist is provided in response to input from the steering torque and rotation sensor's inputs;a "return" control mode which is used to assist steering return after completing a turn; and a "damper" control mode that changes with vehicle speed to improve road feel and dampen kickback.If the steering wheel is turned and held in the full-lock position and steering assist reaches a maximum, the control unit reduces current to the electric motor to prevent an overload situation that might damage the motor. The control unit is also designed to protect the motor against voltage surges from a faulty alternator or charging problem.The electronic steering control unit is capable of self-diagnosing faults by monitoring the system's inputs and outputs, and the driving current of the electric motor. If a problem occurs, the control unit turns the system off by actuating a fail-safe relay in the power unit. This eliminates all power assist, causing the system to revert back to manual steering. A dash EPS warning light is also illuminated to alert the driver. To diagnose the problem, a technician jumps the terminals on the service check connector and reads out the trouble codesElectric power steering systems promise weight reduction, fuel savings and package flexibility, at no cost penalty.Europe's high fuel prices and smaller vehicles make a fertile testbed for electric steering, a technology that promises automakers weight savings and fuel economy gains. And in a short time, electric steering will make it to the U.S., too. "It's just just a matter of time," sa ys Aly Badawy, director of research and development for Delphi Saginaw Steering Systems in Saginaw, Mich. "The issue was cost and that's behind us now. By 2002 here in the U.S. the cost of electric power steering will absolutely be a wash over hydraulic."Today, electric and hybrid-powered vehicles (EV), including Toyota's Prius and GM's EV-1, are the perfect domain for electric steering. But by 2010, a TRW Inc. internal study estimates that one out of every three cars produced in the world will be equipped with some form of electrically-assisted steering. The Cleveland-based supplier claims its new steering systems could improve fuel economy by up to 2 mpg, while enhancing handling. There are true bottom-line benefits as well for automakers by reducing overall costs and decreasing assembly time, since there's no need for pumps, hoses and fluids.Another claimed advantage is shortened development time. For instance, a Delphi groupdeveloped E-TUNE, a ride-and-handling software package that can be run off a laptop computer. "They can take that computer and plug it in, attach it to the controller and change all the handling parameters -- effort level, returnability, damping -- on the fly," Badawy says. "It used to take months." Delphi has one OEM customer that should start low-volume production in '99.Electric steering units are normally placed in one of three positions: column-drive, pinion-drive and rack-drive. Which system will become the norm is still unclear. Short term, OEMs will choose the steering system that is easiest to integrate into an existing platform. Obviously,greater potential comes from designing the system into an all-new platform. "We have all three designs under consideration," says Dr. Herman Strecker, group vice president of steering systems division at ZF in Schwaebisch Gmuend, Germany. "It's up to the market and OEMs which version finally will be used and manufactured." "The large manufacturers have all grabbed hold of what they consider a core technology," explains James Handy sides, TRW vice president, electrically assisted steering in Sterling Heights, Mich. His company offers a portfolio of electric steering systems (hybrid electric, rack-, pinion-, and column-drive). TRW originally concentrated on what it still believes is the purest engineering solution for electric steering--the rack-drive system. The system is sometimes refer to as direct drive or ball/nut drive. Still, this winter TRW hedged its bet, forming a joint venture with LucasVarity. The British supplier received $50 million in exchange for its electric column-drive steering technology and as sets. Initial production of the column and pinion drive electric steering systems is expected to begin in Birmingham, England, in 2000."What we lack is the credibility in the steering market," says Brendan Conner, managing director, TRW/LucasVarity Electric Steering Ltd. "The combination with TRW provides us witha good opportunity for us to bridge that gap." LucasVarity currently has experimental systems on11 different vehicle types, mostly European. TRW is currently supplying its EAS systems for Ford and Chrysler EVs in North America and for GM's new Opel Astra.In 1995, according to Delphi, traditional hydraulic power steering systems were on 7596 of all vehicles sold globally. That 37-million vehicle pool consumes about 10 million gallons in hydraulic fluid that could be superfluous, if electric steering really takes off.The present invention relates to an electrically powered drive mechamsm for providing powered assistance to a vehicle steering mechanism. According to one aspect of the present invention, there is provided an electrically powered driven mechanism for providing powered assistance to a vehicle steering mechanism having a manually rotatable member for operating the steering mechanism, the drive mechanism including a torque sensor operable to sense torque being manually applied to the rotatable member, an electrically powered drive motor drivingly connected to the rotatable member and a controller which is arranged to control the speed and direction of rotation of the drive motor in response to signals received from the torque sensor, the torque sensor including a sensor shaft adapted for connection to the rotatable member to form anextension thereof so that torque is transmitted through said sensor shaft when the rotatable member is manually rotated and a strain gauge mounted on the sensor shaft for producing a signal indicative of the amount of torque being transmitted through said shaft. Preferably the sensor shaft is non-rotatably mounted at one axial end in a first coupling member and is non-rotatably mounted at its opposite axial end in a second coupling member, the first and second coupling members being inter-engaged to permit limited rotation there between so that torque under a predetermined limit is transmitted by the sensor shaft only and so that torque above said predetermined limit is transmitted through the first and second coupling members. The first and second coupling members are preferably arranged to act as a bridge for drivingly connecting first and second portions of the rotating member to one another. Preferably the sensor shaft is of generally rectangular cross-section throughout the majority of its length. Preferably the strain gauge includes one or more SAW resonators secured to the sensor shaft. Preferably the motor is drivingly connected to the rotatable member via a clutch .Preferably the motor includes a gear box and is concentrically arranged relative to the rotatable member. Various aspects of the present invention will hereafter be described, with reference to the accompanying drawings, in which :Figure 1 is a diagrammatic view of a vehicle steering mechanism including an electrically powered drive mechanism according to the present invention, Figure 2 is a flow diagram illustrating interaction between various components of the drive mechanism shown in Figure 1 ,Figure 3 is an axial section through the drive mechanism shown in Figure 1, Figure 4 is a sectional view taken along lines IV-IV in Figure 3,Figure 5 is a more detailed exploded view of the input drives coupling shown in Figure 3, and Figure 6 is a more detailed exploded view of the clutch showing in Figure 3. Referring initially to Figure 1 , there is shown a vehicle steering mechanism 10 drivingly connected to a pair of steerable road wheels The steering mechanism 10 shown includes a rack and pinion assembly 14 connected to the road whee ls 12 via joints 15. The pinion(not shown) of assembly 14 is rotatably driven by a manually rotatable member in the form of a steering column 18 which is manually rotated by a steering wheel 19.The steering column 18 includes an electric powered drive mechanism 30 which includes an electric drive motor (not shown in Figure 1) for driving the pinion in response to torque loadings in the steering column 18 in order to provide power assistance for the operative when rotating the steering wheel 19.As schematically illustrated in Figure 2, the electric powered drive mechanism includes a torque sensor20 which measures the torque applied by the steering column 18 when driving the pinion and supplies a signal to a controller 40. The controller 40 is connected to a drive motor 50 and controls the electric current supplied to the motor 50 to control the amount of torque generated by the motor 50 and the direction of its rotation. The motor 50 is drivingly connected to the steering column 18 preferably via a gear box 60, preferably an epicyclic gear box, and a clutch 70. The clutch 70 is preferably permanently engaged during normal operation and is operative under certain conditions to isolate drive from the motor 50 to enable the pinionto be driven manually through the drive mechanism 30. This is a safety feature to enable the mechanism to function in the event of the motor 50 attempting to drive the steering column too fast and/or in the wrong direction or in the case where themotor and/or gear box have seized.The torque sensor 20 is preferably an assembly including a short sensor shaft on which is mounted a strain gauge capable of accurately measuring strain in the sensor shaft brought about by the application of torque within a predetermined range. Preferably the predetermined range of torque which is measured is 0-lONm; more preferably is about l-5Nm.Preferably the range of measured torque corresponds to about 0-1000 microstrain and the construction of the sensor shaft is chosen such that a torque of 5Nm will result in a twist of less than 2°in the shaft, more preferably less than 1 °.Preferably the strain gauge is a SAW resonator, a suitable SAW resonator being described in WO91/13832. Preferably a configuration similar to that shown in Figure 3 of WO91/13832 is utilised wherein two SAW resonators are arranged at 45° to the shaft axis and at 90° to one another. Preferably the resonators operate with a resonance frequency of between 200-400 MHz and are arranged to produce a signal to the controller 40 of 1 MHz ± 500 KHz depending upon the direction of rotation of the sensor shaft. Thus, when the sensor shaft is not being twisted due to the absence of torque, it produces a 1 MHz signal. When the sensor shaft is twisted in one direction it produces a signal between 1.0 to 1.5 MHz. When the sensor shaft is twisted in the opposite direction it produces a signal between 1.0 to 0.5 MHz. Thus the same sensor is able to produce a signal indicative of the degree of torque and also the direction of rotation of the sensor shaft. Preferably the amount of torque generated by the motor in response to a measured torque of between 0-10Nm is 0-40Nm and for a measured torque of between l-5Nm is 0-25Nm.Preferably a feed back circuit is provided whereby the electric current being used by the motor is measured and compared by the controller 40 to ensure that the motor is running in the correct direction and providing the desired amount of power assistance. Preferably the controller acts to reduce the measured torque to zero and so controls the motor to increase its torque output to reduce the measured torque. A vehicle speed sensor (not shown) is preferably provided which sends a signal indicative of vehicle speed to the controller. The controller uses this signal to modify the degree of power assistance provided in response to the measured torque. Thus at low vehicle speeds maximum power assistance will be provided and a high vehicle speeds minimum power assistance will be provided。
3000单词外文文献翻译范文
南京航空航天大学金城学院毕业设计(论文)外文文献翻译系部经济系专业国际经济与贸易学生姓名学号指导教师曹冬艳职称讲师2014年 4 月Research on the Agricultural Products Export in Shandong Provinceunder Green Trade BarriersChapter One Introduction1.1 Research Background and significance of the PaperGreen trade barriers closely related to green trade protection, which provides the trade protector a new concept and had a huge impact on international trade. Although green trade barriers blocked the international trade to some extent, it actually aims to protect environment and human health. Green trade is a trend in the international trade and an irreversible one in the world market.1.1.1 Research BackgroundAs the world’s largest developing country, agriculture industry is the traditional industry in China and agricultural products have been the traditional ones for trade. And green trade barrier will have a far-reaching influence on China’s agricultural products export. Since China’s accession to the WTO in2001, China’s agricultural products export enterprises have been restricted not only by tariffs, quotas and other restrictions, but also suffer from the so-called “green requirements”, which led to difficulty in access to the world market. Under the WTO framework, more and more countries have adopted subtler, less transparent measures on their agricultural production and trade under green trade barriers, which makes it harder to monitor and predict. So China’s agricultural trade and overall economic development will face new challenges, thus how to cope with green trade barriers has become key issues for us.1.1.2 Significance of the PaperAgriculture in China has a long history. Early center of Agriculture has been identified in the Huang he (Yellow River) in China. Rice, millet, soybean, onion, and peach are among of the most important products originated in this region.China has been a nation of farmers for over 4,000 years. When the People’s Republic of China was established in 1949, all arable land was under cultivation; agricultural infrastructure as irrigation and drainage systems constructed centuries earlier and intensive farming practices already produced relatively high yields (Library of Congress). Currently, even China’s cropland is only about 75 percent of the US(8). The main crops cultivated are rice, wheat, maize, cotton, soybeans and tobacco. Agricultural of China is important due to the size of population and economic development.Since most of Chinese population is considered rural, agricultural activities is one of the main sources of employment in the country. Concerns about food security make the government put strong emphasis in production. In general terms, it must satisfy 21 percent of world’s population food needs with just 9 percent of world arable land.Chapter two2.1 Situation of Agricultural Products ExportReform and trade liberalization in China’s external sector has proceeded progressively during last 20 years. Though this reform period, China’s trade regime has gradually changed form a highly centralized, planned and import substitution regime to a more decentralized, market-oriented and exports promotion one. These changes in trade and other policies have significantly affected the total and composition of China’s trade in favor of the products in which China has a comparative advantage. China tends to exports labor-intensive products such fruits,vegetables,fish and processed agricultural goods, which has been destined mainly to neighboring countries,especially Japan, Korea and others countries of Southeast Asia and also the USA and Europe.Exports of agricultural products are an important source of foreign currency in China, however ,even the value of agricultural products exportation continue growing, its share as part of the total export value has diminished gradually over the years, from a share of 20% in 1998 to 6.3% in 2000(21). China continues being a major world player in exports of agricultural products. In 2001, export of garlic and mushrooms were above 40 percent of world exports, while export of silk reached a share of 81 percent (measured in value).China exports a lot of vegetables, however not all in same big quantities. Garlic has been the main exported in this category with a quantity of 54.65 thousand Mt in 2001, and an average of 233 thousand Mt over the part 11 year period. Canned mushrooms and Dry onions reached averages of 171 and 103 thousand Mt each one during the same period. Other vegetables, also very important, that had big average exported quantities (in thousand Mt) are : cabbages (53.5), carrots (35.9), mushroom (35.5), watermelons (28.5), dried mushrooms (24.8), cauliflower (18.3), tomatoes (18.1), leeks (13.6), and green broad beans (11.6).In the group of meat (23), chicken meat and pork has been the most important with an average export of 237.2 and 190.2 thousand Mt per year. Other types of meat that represent relative largeaverage quantities (thousand of Mt) per year are: meat preparation pigs (70) canned chicken meat (42.5), pig meat (35.3), beef and veal boneless (32.7), rabbit meat (21.7), and duck meat (15.8).In the cereal group, maize has been the most important product with an average exported quantity that surpassed 6.3 million Mt per year between 1991 to2001, and represented 73.1.% of average exported cereals. Rice has been also important, ever its quantity is not so large as maize, but it reached an average export of 1,6 million Mt each year, and a share of 19% of total cereals exports:both maize and rice together represented 92.1% of cereal exports. Other cereals less important in quantity are sorghum and buckwheat, and finally with even less quantity are wheat, triticale and millet.Export of fibres were represented principally by cotton lint, which had an average of 115 thousand Mt per year, that is 55.9% of total fibres exports measured in quantity, but only 18.1% measured in value. Other products such cotton waste, scoured wool, raw and waste silk, and jute met average imported quantities of 16.6, 11.7, 10.9, and 9,7 thousand Mt respectively. With less quantity are other products like carded or comber hair, tow and waste of flax, ramie, unreliable cocoons and greasy wool. From the point of view of value, export were led by raw and waste silk, and carded or comber hair, with a participation of 30.9 and 26.8% respectively.Spices exports were dominated by ginger, which in 2001 reach a record quantity of 177 thousand Mt Exports of pimento reached 84.8 thousand Mt in 2001 and an average of 50.6 thousand Mt per year while cinnamon surpassed slightly an average of 23.3 thousand Mt per year. Other products are anise peppers. In the stimulant group, even China exports green coffee and cocoa powder, quantities are relative small to compare with export of tea, which accounted average of 201.3 thousand Mt in the 11 years period. In the other crops group, cigarettes and tobacco leaves has lead the list with an average export quantity of 40.3 and 15.5 thousand Mt tons per years respectively. Other products are natural rubber-232, hops, and oil of citronella.2.2 General Situation and The Trade of Export to Main Countries or Regions2.2.1 General Situation of Export to Main Countries or RegionsAccording to the China’s Agricultural Yearbook of 1994, Chinese agricultural exports have reached more than 160 different countries and region region. Chinese agricultural exports are distributed all over the continents; however this distribution is not balanced. The average exports from 1994 to2000 show that the Asian region was the main destination, concentrating 75.5% of total agricultural exports. The other regions have participated with different percentages: Europe 15.2%, North America 5.4%, Africa 2.3%, Latin America 1% and Oceania 0.6%.In the Asia region, exports are also concentrated in three destinies: Japan (30.9%), Hong Kong (18.2%) and South Korea (6.7%); these three destinies together have signified an average percentage of 55.8% per year. Other countries in this region with an important participation are: Singapore (2.8%), Indonesia (2.6%), Malaysia (2.5%) and Philippines with 2.1%.In Europe, the main buying countries have been Russia, Holland and Germany, each one with participation of 2.9, 2.7 and 3.1%.In North America, exports have gone to the United States (4.7%) and Canada (0.6%). In Africa the main destinies are Cote d’Ivoire (0.3%), Morocco (0.3%) and South Africa (0.3%). In Latin America Cuba (0.3%) and Brazil (0.2 %), and finally in Oceania is Australia (0.5%).China has had an important participation in several agricultural exports. Products with high share of world exports were ramie and raw and waste silk, with 91.9% and 87.7% in 2001. Both of these two products show increase in share between 1991 and 2001. When shares changed from 58.3% to 91.9% and from 72% to 87.7%, respectively.2.2.2 The Trade of Export and importIn 1991, there were only 6 products its export share was above 50% of world exports: sweet potatoes, pork, raw and waste silk, ramie, unreelable cocoons and cake of cotton seed. In 2001 the number of products increased to 10 products; the new added products were buckwheat, oil of tung, hair (carded or combed), reelable cocoons, fresh or dried vegetables and ginger. At the same time some products decreased participation under 50%, as in the case of sweet potatoes, pork and cake of cottonseed.Other products that had participation between 30% and 50% in 2001 were: cassava tapioca, mushrooms (dried and canned), hair of horses, garlic, groundnuts (prepared, shelled, and in shell), and oil of citronella.In the group of products with share between 20% and 30% were: rabbit (meat and skins), wool shoddy, chestnuts, beeswax, canella, oil of sesame seeds, soya sauce, honey and dry beans. The rest of product had a share below 20%.Total agricultural exports show an increasing tendency, according to data from Faostat, it increase in11.7% between 1991 and 2001.Exports of cereals have not had a defined tendency. In some years and in others drop. From the point of view of the quantity, China was a net exporter of some cereals such rice, maize, buckwheat, sorghum, triticale and millet. However in some years like 1995 and 1996 Chinas was a net importer of rice and maize, and again 1998 and 1999 for the case of maize. Sorghum exports only were higher than imports until 1997.In the meat products group, it was clear a decrease in pork and pig meat exports since 1995 and 1996 respectively, and a continuous increase in chicken meat exports. China was a net exporter Pork (until 1998), pigmeat, rabbit meat and goose meat principally. It is appreciably that canned chicken is the new tendency in export of meat; it already surpassed export of pork since 1999. Fruits and vegetables exports have had the best performance. Fruits show a continuous increasing tendency, especially pushed by increasing exports of apples juice during last years. Exports of main vegetables (garlic, onion, mushroom and tomato paste) increased year by year, and for 2001, the exported quantities of all vegetables were more than 300% of that one of 1991. In the vegetables group China was a net exporter except in few cases. In the case of fruits China was a net exporter of main fruit as apples (except for 1991-2-4-5), pears, canned pineapple, tangerines (with clementines), plums, mangoes and apple juice (single streng) principally. In the sum of total main fruit China was a net exporter between 1991 and 1995, and in 2001.Textile fibres exports shows a declining tendency, even the export of cotton lint attempted to recover during 1999 and 2000, but for 2001 it declined again. The other main exported products in this group except for jute (decline) show a stable tend. In silk (raw and waste), ramie and hair of horses China was a net exporter during all years of the period.Vegetable oil export statistics suggest that large exported quantities (1994 to 1997) of this category were not sustained in the time. All exported quantities were under 200 thousand Mt, with exception for oil of soya beans in 1997 and for oil of palm in 1994-5. China was a net exporter of some kinder of oils such: oil of tung, oil of groundnuts, oil of sesame seed, oil of cotton seed and oil of safflower.In pulses, instability was also present, caused mainly by changes in dry beans exports. Exports were higher than export for the whole pulses value (quantity), and for dry beans, dry broad beans and lentils.Exports of nuts, except for the walnuts presented a stable tendency; the same situation was experimented by export of tea and livestock, although in livestock, pig and cattle export tendencies are a little inclined towards decreasing. China was a net exporter of nuts, especially chestnuts and walnuts; in stimulants products not only of tea, also of cocoa butter and coffee extracts; and in livestock most of animals export for horses and goats.Some exports show clear decreasing tendency, for example, export of sweet potatoes and dried cassava almost disappeared; quantities exported in 2001 represented only 1.63% and 0.0024% respectively compared with quantities exported in 1991. However taro and potatoes maintained its export levels. Oil-bearing crops also were in the declining tendency group, it was pressured by diminish of soybean oil exports, which did’t recover high exported levels reached in 1991 and 1994. Fodder crops followed decreasing tendency for most of the years and the quantity exported in 2001 was 69.6% lower than the reached one in 1991. In oil-bearing crops China was a net exporter of groundnuts, sesame seeds, castor beans, sunflower seeds, cottonseeds and safflower seeds principally; In fodder products China was net exporter of dry beet pulp and some types of cakes like cotton seed, rapeseed, sunflower seed, linseed, maize and groundnuts, (in the case of soya bean cakes was a net exporter until 1995 and in 2001).Chapter Three3.1The Influence of Agricultural Products Export in Shandong Province under Green Trade BarriersThe research on main countries Shandong agricultural products export to under greed trade barrier. In the first part, it presents the general situation of Shandong Province’s agricultural products export to main countries and regions. Japan, U.S. And the EU are the major trading partners of Shandong Province. It is no doubt that green trade barriers enhances awareness of environment protection,human being’s health, and animals and plants safety. Nonetheless, green trade barriers will also impose negative influence on trade. Many of the developed countries, with their solid financial strength and technological advancement, are moving ahead with respect to the environment standards and technical guidance. They have prepared a series of technical standards which can affect the development countries seriously. Obviously, the environment standards and technical standards set by the development countries are much higher than other countries, which isharder for the exporting countries to meet. Furthermore, the higher standards can result in extra costs,which make it even difficult for exporters to do business in the World. Japan has taken restrictive measures mainly on China’s products such as vegetable, shellfish and other products. On May 29th,2006, “Positive List System ” was formally put into effect in japan. Under this system, maximum residue limits were established for all agricultural chemicals residues, covering 302 kind of food, 799 kinds of agricultural chemicals, and 54,782 limited standards, which comprehensively increase the technological threshold of agricultural products import for entering the market.”Positive List System”, with checks staring overseas is a new comprehensive safety and sanitation monitoring program. The EU has come up with more requirements for the food exporters, which means export of agricultural products to the EU, should not only reach the EU food safety standards, but also attach importance to food safety management, and U.S. Has set higher requirements in food safety and hygiene of imported products. In the following parts, characteristics of technical regulations and standard were analyzed under green trade barriers of Japan, the EU and U.S. Then analysis of negative influence on relevant agricultural products exported data and information and corresponding countermeasures were made to deal with the negative effect of green trade barriers.3.2 The Suggestions to Green Trade BarriersBased on the above studies, the main suggestions are provided from the level of government, enterprises and non-governmental organization: firstly, at the national level, the government as a policy maker should promote the concept of green-consumption, improve standards and certification systems, actively develop ecological agricultural and production bases to improve overall quality level of agricultural products, and establish an early waring system to prevent from foreign green trade barriers. Generally, government is responsible for establishing the system of perfecting agricultural standard, improving the quality level of agricultural products study and following the trail of the international standard constantly. By adopting the international standard and advanced standard of foreign countries actively and accelerating upgrade of the agricultural quality, government is supposed to take responsibility to strengthen the export competitiveness of agricultural products. Furthermore, being the regulator of import and export, government should take steps to perfect the supervision and inspection. In order to achieve the goal of introducing andimproving monitoring technology as well as enhancing our domestic products’ quality at the same level with the developed countries, we should reach the same standard with the country with advanced technology so that the barriers in import and export will be less. In addition, strengthening the quality inspection of agricultural products and system construction, examining main agricultural products with the advanced technology and accelerating the process of connections with international standards should also be our priority. We are confident that our government will assist thousands of business breaking through the “green trade barriers” and exploiting more opportunities in the global market. Secondly, enterprises should raise the green-awareness, and actively improve technology for better quality on their own initiative to avoid trade protectionism. They should also actively adopt green marketing, apply for relevant international certification and foster diversification of export market so as to expand the target market and improve the international competitiveness of agricultural products. Green marketing strategy means that enterprises should development green commodities, expand green market, nurture green nurture green consumers, establish green supply chains and enable their green commodities to enter the world market successfully under instruction of above mentioned conception. Enterprises should execute for its sustainable development conception and take environment protection as their top responsibility. Enterprises should take social interests, environment protection and customers’satisfaction into consideration during the consistent operation of current and future marketing strategy. First of all, enterprises should establish and improve the industry technology system of modern agriculture. Enterprises should take full advantage of our agriculture’s distinctive features and our specific national conditions, accelerate the innovation of system and mechanism, and promote agricultural science and technology innovation, popularization and talent training, exploring a pragmatic and efficient model of agricultural science and technology. Secondly, enterprise should invest more to innovation including introduction of technology innovation and increase technological input during the process of production. Enterprises should also focus on the employment technological training, pay more attention to the products quality,and expand the inspection for products technological contents to avoid the negative effect of the green trade barrier. Thirdly, non-governmental organizations such as industry association should enhance self-construction, establish early warning mechanisms and improve the technical standards. A main trend of development at present is to protect the environment. In general, compared with government and enterprises, NGO plays acomplementary role in dealing with green trade barriers. NGO is a vital part in the economy circle, especially in the 21st century when there aer some problems that cannot be resolved by the government alone. At president, regarded as corporation partners in the process of social economic development by developed countries government, international communities as well as most of development countries government’, NOG has achieved irreplaceable accomplishments in coping with complicated affairs involving establishing specific rules and taking the initiative of various sectors of the industry. Through profound organization innovation and institution revolution worldwide, NOG has gained strong power in dealing with green trade barriers.CaoYY. Research on the Agricultural ProductsExport in Shandong Province under Green Trade Barriers (D).The Netherland: Dongbei University of Finance and Economics.2011绿色贸易壁垒下山东省农产品出口贸易问题研究第一章介绍1.1 研究背景及意义绿色壁垒和绿色贸易保护息息相关,这提供了贸易保护者一个全新的概念并且对于国际贸易产生了巨大的影响。
英语文献翻译文档

The literature review (domestic and foreign research and development trend of the current situation)1. Domestic wastewater treatment technology1.1 AB Applied Technology for Wastewater Biological TreatmentWastewater Treatment Technology AB (the AB process) is the adsorption - process referred to as biodegradable. AB Technology have developed rapidly in recent years, and applied to much urban sewage treatment plants. Proved through practice, AB conventional activated sludge process and f method compared to the efficiency, operation stability, project investment and operation cost, etc. all have distinctive features.AB two activated sludge process is divided into segments A and B section, a section of the adsorption section, B section for the biological oxidation section. AB A process has a major section of the aeration tank structure, intermediate sedimentation tank, B section of the aeration tank and secondary sedimentation tank, usually without a settling tank, the A section as well as processing system. A segment and the segment has a separate sludge return system, so has its own unique microbial populations, is conducive to the stability of system functions.The basic principles of AB Process: A section of continuous inoculation from the sewer system in the pipe network system has survived the number of bacteria, which can be viewed as the drainage system in the middle of a huge reactor, in which a large number of bacteria surviving , continue to proliferate but also to adapt to, out of the process of optimization, etc., thus able to develop adaptive and active microbial communities are strong. This process does not set a settling tank, so that all microorganisms in raw wastewater into the system, so that A section of a biological dynamics of open systems.A section of high load, is conducive to the proliferation of fast growth andreproduction of microorganisms, and can only survive here is strong resistance to impact load the prokaryotic bacteria and other microorganisms can not survive. A section of the treated waste water, BOD removal of 40 to 70 percent, also improved biodegradability, is conducive to the work of B segments.A section of the sludge production rate was higher adsorption capacity, heavy metals, refractory material and nitrogen, phosphorus and other plant nutrients such as to pass through the sludge adsorption, and have been removed.A section on organic removal, mainly by the flock adsorption, biological degradation accounts for only about 1 / 3, due to the dominant role of physical and chemical effects, therefore, a paragraph of toxic substances in wastewater, pH, organic loading and temperature have certain adaptability.Section B Section A of the reaction is based on the normal work, including a section of the adsorption of organic compounds is very important. B section of the biological system is mainly composed of long generations of eukaryotic microbial composition, and according to specific process conditions change. Section B accepted the basic stability of water quality and quantities are, almost without regard to the impact load, to give full play to purification. A section of the function with the addition of nitrogen, BOD / N value decreased, therefore, B segment with the nitrification process conditions.1.2 SBR Biological Treatment for Wastewater ApplicationsSequencing batch (intermittent) activated sludge process (Sequencing Batch Reactor), referred to as the SBR in recent years widespread attention at home and abroad is the growing number of nuclear research of a wastewater treatment process, and a number of production units are already in operation, with a range of better than conventional activated sludge characteristics.At present, SBR process is mainly used in urban sewage and industrial waste water (mainly MSG, beer, pharmaceuticals, coke, food, paper, printing and dyeing, washing, dressing, etc.) processing.SBR process is a certain order by the intermittent operation of the SBR reactor operation composed. SBR process a complete operation, that each SBR reactoroperation when the waste water treatment, including five phases: fill, reaction, sedimentation, water, idle. SBR's methods to intermittent operation of the operating condition as the main feature.SBR process operation and convenient operation, the reactor is in descending order in space, intermittent; in time is arranged in sequence, and intermittent.1.3 Applications for Wastewater Biological TreatmentSince the 70s of the 20th century, people in the anaerobic / aerobic phosphorus removal system and the anoxic / aerobic nitrogen removal system based on the principle, also proposed sewage treatment system, will combine the two systems, the sewage through anaerobic ( Anaerobic), anoxic and aerobic (Anoxic) and aerobic (Oxen) three biological treatment processes (referred to as 2A/ O), to achieve simultaneous removal of BOD, nitrogen, phosphorus purposes. The primary functions of anaerobic phosphorus release, while part of the organic matter ammonification. The primary function of anoxic denitrification, nitrate is through the inner loop sent by the aerobic reactor, a mixture of a large amount of circulating , usually 2Q (Q-raw sewage flow). Aerobic stage is multifunctional, remove organic matter, phosphorus digestion and absorption of other items are reflected in this paragraph. These three reactions are important, the mixture containing NO3-N, the sludge containing excess phosphorus, The water in the BOD (or COD) removal were obtained. 2Q mixture flow back from the anoxic reactor here1.4 The conventional activated sludge biological wastewater treatment Conventional activated sludge, also known as habit or known traditional aeration activated sludge, was the first use of a sludge method.In the normal operation of the conventional activated sludge aeration tank, the aeration tank Qiduan, return activated sludge with boiling water once fully mixed, activated sludge from wastewater in a large number of organic matter. Since then F / M is relatively high, so the growth rate of microbial growth generally increased in the late stages of decline or growth rate of stage. As the organic matter in the aeration tank mixed liquor continuously along the length of the oxidation pond and the continuous synthesis of microbial cells, continue to lower the concentration of organicmatter in water, F / M become smaller and smaller, to the end of the pond, the growth of microorganisms have entered the endogenous metabolism period. Because the conventional activated sludge aeration time longer, you can more organic adsorption and purification, and the aeration tank effluent species of microorganisms have entered the endogenous metabolism of, their activities had diminished capacity, easy to precipitate in the sedimentation tank. After the waste water into the sedimentation tank, where almost all organic matter is "eaten" by the storage of microbial cells become depleted of material, which is hungry activated sludge activity has been fully restored, back to the aeration tank After a good adsorption capacity and oxidation of organic matter. So the conventional activated sludge process of biochemical oxygen demand and suspended solids removal efficiency was very high, about 90 to 95 percent. Achieve this high removal efficiency, commonly known as "full treatment." If you do not need such high processing requirements, to reduce the amount of return sludge and shorten the aeration time, the so-called "part of the deal."1.5 Application of oxidation ditch technology biological wastewater treatment Activated sludge oxidation ditch is a variant, the aeration tank ditches that were closed type, the mixture of sewage and activated sludge in which the cycle of continuous flow, therefore, also known as the "ring aeration Pool "," No end of the aeration system. " Crushed out of wood is widely used in the oxidation ditch types include: Pascal Weil (Passover) oxidation ditch and Carrousel (Carrousel) oxidation ditch, Auber (Orbal) oxidation ditch, T-type oxidation ditch (c oxidation ditch), DE-type oxidation ditch oxidation ditch and integration.1.5.1 Carrousel oxidation ditchCarrousel oxidation ditch is the DHV from the Netherlands in 1967, the company developed. Carrousel oxidation ditch in the original basis, DHV Company and the United States patent licensing company has invented a Carrousel2000 EIMCO system to achieve a higher demand for biological nitrogen and phosphorus removal capabilities.Carrousel oxidation ditch aeration and agitation devices using directional, relative to the level of the mixture speed of delivery, so that the mixture was stirred in theoxidation ditch circulating within the closed channels. Therefore, oxidation ditch has a special hydraulic flow pattern, both completely mixed reactor characteristics; there are plug-flow reactors, the characteristics of trench obvious dissolved oxygen concentration gradient. Oxidation ditch with rectangular or trapezoidal cross section, flat shape of the oval, the trench depth is generally 2.5 to 4.5 meters, width to depth ratio of 2:1, has a water depth of 7m, the average speed of water flow in ditch 0.3 meter per second. Mixed oxidation ditch aeration equipment surface aerators, aeration the brush or wheel, jet aerator conduit and riser-type aerator and so on, there is water in recent years with the use of thrusters.1.5.2 Orbal oxidation ditchOrbal oxidation ditch are generally composed of three concentric oval channel, water channel from the outside to enter, and return sludge mixture into the middle of the channel from the outside and then into the channel within the channel, then the channel to loop up to tens of hundreds of times. Finally, the adjustable weir flows by the Center for the door out of the island, and to the settling tank. Installed in each channel have a different number of levels across the switch to disk aerator, both support a strong push for Liu stirring. Outside the channel volume of the volume of the total oxidation of 50 to 55 percent, control of dissolved oxygen concentration tends to 0, and efficient completion of the main oxidation; the middle of the channel capacity is generally 25 to 30 percent, control of dissolved oxygen concentration in the 1.0mg / L is about , as a "swing-channel", can play outside the channel or the channel of the reinforcement; the total volume of the channel's volume is about 15 to 20 percent, requiring a higher concentration of dissolved oxygen (2.0 Milligrams per liter),to ensure a higher organic matter and ammonia nitrogen removal.Orbal oxidation ditch scope: Orbal oxidation ditch generally applies to 20 ×104 Cubic meters per day's following scale municipal sewage treatment plants, especially recommended for small and medium-scale municipal wastewater treatment plant.1.5.3 Pasveer oxidation ditchPasveer oxidation ditch is a continuous oxidation ditch sewage treatment system,with points built secondary sedimentation tank. Raw sewage directly into the grid through the oxidation ditches, and ditches the sludge mixture in the mix. Oxidation ditch is a trench-shaped runway. Ditch on the installation of one or more aeration, aeration to promote the mixture circulating in the trench, the average flow rate maintained at 0.3m / s or more, the activated sludge in suspension and oxygenation. Mixture road and Sheen pool is for dewatering. Part of the secondary settling tank sludge and surface scum back into the oxidation ditch, sludge is relatively stable, the concentration can be directly after the dehydration of sludge after the storage pool to be further processed.1.5.4 Three oxidation ditchThree oxidation ditch is a Kruger company has developed a new biological nitrogen removal process. The system has set up three identical oxidation ditches to run together as a unit, both between the three oxidation ditches connected. At run time, both sides of the A, C alternately for the two pool aeration tank and settling tank. The middle of the B pool has been maintained aeration, water alternately into a pool or C pool, C pool of water or from the corresponding a pool leads. This increases the utilization rate of aeration the brush, is also beneficial to biological nitrogen removal. Three oxidation ditches with each pool are available for sewage and circulation (mixing) of the brush, the import of each pool were associated with treatment by the grid and the grit chamber and connected via the effluent. Regulating the distribution of water and effluent weir completely controlled by the biological filter unit of organic pollutants in wastewater treatment is the main purpose of the unit operation. Biological filter is a biofilm. Biological filter are generally made of reinforced concrete or masonry, horizontal cross-section mostly round, square or rectangle, which forms the specific use, depending on the type of replenishment device. Biological filter structure consists of the filter bed, drainage and water installment of three parts.1.6 Biological filter purification mechanismPlaced in a fixed biological filter media, water flow in the biological filter constantly in touch with the media, microorganisms reproduce in the filter surface toform a biofilm. Adsorption of wastewater microorganisms suspended, colloidal and dissolved substances, the sewage purification. Biofilm has a larger surface area, with strong oxidation ability. In the biofilm, microbial growth and reproduction, death loss, the cycle and maintain the good biofilm purification.When the membrane is thicker, and reach a certain thickness, the oxygen in the air quickly consume the microbial biofilm surface is difficult to penetrate the inner membrane, resulting in close to the inner layer of the biofilm formation due to lack of oxygen anaerobic state, so that weakened the adhesion of the biofilm, and produce organic acids, ammonia and hydrogen sulfide and other anaerobic decomposition products, sometimes with the smell of the water quality of water, and sometimes may even Biological filter cause the growth of biofilm filter clogging.Operating system is basically a primary sedimentation tank, biological filter, secondary sedimentation tank of three parts.1.6.1 High Load biological filterHigh load biological filter media used in a larger particle size, typically only 40 to 100 mm, high porosity, can prevent filter clogging and improve the ventilation capacity. Media generally use the gravel, quartz stone, granite; plastic filter can also be used.Commonly used high-load rotary biological filter water distributor, a water standpipe and rotating horizontal tubes, water distribution, for round and variability of the biological filter.1.6.2 Biological filter towerBiological filter tower along the height into the general construction of the tower, at the set in a hierarchical grid, the filter loading Stratification burden. Multi-media selection use light filter mostly, such as light weight, high specific surface area and porosity of the synthetic filter media.Water tower biological filter cloth rotating device to use more water distributor, a water standpipe and rotating horizontal tubes, water distribution, the available motor, the reaction can also be driven by the water. Some small tower biological filter to use more water distribution system nozzles, but also can be porous sieve tubes andsplashing water.1.6.3 Biological filter fluidized bed reactorIn recent years, biological fluidized bed technology for the digestion and increasing reports of denitrification. Biological fluidized bed technique is an in stream of water through the state and the growth of biofilm attached to the particle bed, is the matrix of waste water dispersed in the bed biofilm with contacts to get the lift. Biological fluidized bed reactor with a volume load of high mass transfer speed, strong impact, small footprint, stable operation and so on. Biological fluidized bed includes the good support and the anaerobic fluidized bed.1.6.4 RBC purifying methodRBC method is water in a semi-quiescent state, the disk of microbial growth in the dial, the dial slowly in the waste water continue to rotate to approach contact with each other. Disk body and turn waste water and air contact, micro-organisms from the air intake of the necessary oxygen, and biological pollutants in wastewater oxidation and decomposition. Biofilm thickness and the concentration of raw water treatment and the nature of substrate, about 0.1 to 0.5mm, the outer disk attached to the film, aerobic and anaerobic biofilm, and biofilm activity of recession cut the wheel rotation under the action of shear force and loss.RBC is also a group of rational use of natural microbial metabolism in the physiological function of the biological treatment of organic waste water purification method, the principle and the biological filter is similar to the oxidation of organic matter with much decomposition, nitrification and denitrification capabilities.1.6.5 Biological contact oxidationBiological contact oxidation method is a range of activated sludge and biological filter process between the biofilm. Contact oxidation tanks with filler, some form of micro-organisms to sessile biofilm growth in the filler surface, part is the growth of flocculent suspended in the water.Microbial bio-contact oxidation method often required oxygen supply by artificial aeration. Biofilm growth to a certain thickness, nearly filling the walls of microorganisms to lack of oxygen to anaerobic metabolism, resulting in the formationof the gas and the scouring action of aeration will cause the shedding of biofilm, and to promote the growth of new membrane to form a biofilm metabolism. Biofilm will flow off the tank everywhere outside. General biological contact oxidation pool to be set before the primary sedimentation tank to remove suspended solids and reduce the load of biological contact oxidation; biological contact oxidation tank is located after the secondary settling tank to remove entrained water biofilm, water quality assurance system.Now developed a number of continuous improvement of the water inlet of a continuous SBR process.1.7.1 ProcessWith the city's water sewage and industrial waste water \ water quality and the changing requirements of environmental laws on water quality continues to improve, which may be less and less use of land resources, which requires sewage treatment system must not only have great flexibility and need to save as much as possible sites. Process is to adapt to the needs of these areas developed an advanced sewage treatment process. It combines the traditional SBR activated sludge process and the advantages of integrated design not only have the main characteristics of SBR process, but also as to the conventional activated sludge under continuous operation at a constant level. Operating Condition and its three oxidation ditches similar to the continuous water for continuous water treatment process. The study and application of technology has become an efficient, affordable, flexible and sophisticated sewage treatment process.Process is a rectangular body shape, which is divided into three equal rectangular unit cells, adjacent to openings between the unit cells separated by a public wall, so that the hydraulic unit cell relative to each other through. All the three units each in the pools with a aeration diffusion device. Outside of which has twin functions of the two pools, both for the aeration tank, it did the sedimentation tank; two pool also has a fixed weir and the sludge discharge, with water and sludge to make emissions. Intermediate pool is always used to do aeration tank. Sewage into the system through the intake timing control can be divided into three rectangular pool were any one pool.1.7.2 CASS / CAST / CASP processCyclic activated sludge (Cyclic Activated Sludge System / Technology / Process) in the mode of operation, the precipitate phase is not water, drainage and stability are guaranteed. He is the use of different microorganisms in the growth rate under different load conditions, different mechanisms and wastewater biological nutrient removal, biological Selector SBR reactor with the traditional product of the combination, the operation of the CAST is generally divided into three areas: one area for microbial selection; II for the anoxic zone; three areas for the aerobic zone, the district is generally the volume ratio of 1 to 5 to 30.This process combines the plug-flow activated sludge completely mixed initial reaction conditions and the advantages of activated sludge, specifically the main process is simple, construction and equipment investment is small; to good water quality buffer , water fluctuations, flexible operation; nitrification, denitrification full, nitrogen and phosphorus removal to achieve a good effect. CAST pre-set reaction zone and sludge measures to ensure the return of activated sludge in continuous experience in the selection of a high floc load stage, the growth of beneficial bacteria flocculation and improve sludge activity, making it quick and easy removal of wastewater degradation of soluble substrates, and further inhibit the growth and reproduction of filamentous fungi.1.7.3 ICEAS processIntermittent Cycle Extended Aeration Process (Intermittent Cycle Extended Aeration System) is characterized by the influent in the reactor and the reaction zone an additional, continuous operation mode for the influent, intermittent drainage, no obvious reaction stage and idle phases. The advantage is in dealing with municipal sewage and industrial waste water costs more than the traditional province of SBR, the water better. Drawback is that water runs through the whole cycle of precipitation in the main reaction zone of the bottom water caused by hydraulic flocculation, which could affect the separation time, so water is limited, and the capacity utilization is low, generally not more than 60%, nitrogen and phosphorus removal general.1.7.4 IDEA ProcessIntermittent drainage extended aeration process (Intermittently Decanted Extended Aeration) to maintain the advantages of CAST, a continuous feed operation mode, intermittent aeration, periodic drainage form. Compared with the CAST, pre-reaction zone to the main structure and the separation of SBR pre-mixed pool, and part of the sludge back into the pre-reaction cell, and use the central water. Pre-mixed pool could be established so that sewage load in the high floc have a longer residence time to ensure that the choice of high bacterial flocculation.1.7.5 DAT-IAT ProcessICEAS volume utilization is not high, the equivalent of aeration equipment idle for a period of time, in order to improve the reaction tank and equipment utilization, the development of DAT-IAT (Demand Aeration Tank-Intermittent Aeration Tank) process. DAT-IAT process of the main structures in the aerobic tank (DAT), intermittent aeration tanks (IAT) form, under normal circumstances, DAT continuous water continuous aeration, the water from entering IAT, aeration and sedimentation in the completion. Decanter and remove sludge process. Through the grille and the settling ponds of treated wastewater into the DAT, after an initial biochemical quiet as IAT, due to continuous aeration played a role in water balance, improve the stability of the whole project, water process occurs only in DAT, the drainage process is only occurred in the IAT, so that the whole biological system can be further enhanced adjustability is beneficial biodegradable organic matter, part of the sludge has IAT back to the DAT. This process is suitable for relatively large changes in water quality and quantity of the region.1.7.6 MSBRModified Sequencing Batch Reactor MSBR (Modified Sequencing Batch Reactor), the shape is usually designed as a rectangle, divided into three main parts: Two alternating aeration sequencing batch cell and the cell. Main aeration grid to keep the entire operation cycle of continuous aeration, during each half cycle, the two alternating sequence, respectively, as the SBR batch cell pool and clarifier, which is essentially the 2A/ O process and SBR process in series made way for continuous running water continuous water.MSBR process is considered to be intensive in the current high level, while the biological function of nitrogen and phosphorus removal wastewater treatment process. From the system's reliability, civil engineering, total installed capacity, energy efficiency, reduce operating costs and other aspects of land conservation point of view, have the advantage. MSBR not set the primary sedimentation tank, secondary sedimentation tank, and in continuous operation under constant water level. Single cell multi-cell mode, without continuous flow process also eliminates the need for more and more pool connection pipes, pumps and valves.This integration process is characterized by simple process, as only a reaction cell, no secondary sedimentation tank, return sludge and equipment, under normal circumstances no regulation pool, in most cases the primary sedimentation tank can be avoided, so saving accounts land and investment, resistance to shock loading and flexible operation mode can be arranged from time aeration, anoxic and anaerobic different states, to achieve the purpose of nitrogen and phosphorus removal. But because each pool requires aeration and water distribution systems, the use of Decanter and control system, a large head loss intermittent drainage, the pool's capacity utilization rate is not ideal, and therefore, in general, and not suitable for large-scale urban sewage treatment plant.1.8 Anaerobic biological1.8.1 Anaerobic filterAnaerobic filter is equipped with a filter in the anaerobic bioreactor. For example, anaerobic filter effluent, and filter contacts the surface of micro-organisms, organic pollutants in wastewater by microorganisms in the interception, adsorption and decomposition in order to achieve the purpose of purification.Anaerobic biological filter media in the microbial community in the biofilm formed on the surface, In addition, the microbial community in the filter also form aggregates in the form of suspension. Anaerobic filter higher organic loading, hydraulic retention time can be shortened. Reactor teams ability to adapt to toxic substances in the water strong, strong resistance to shock loading capacity, changes in water quantity and the larger case load, the reaction may be more stable operation.1.8.2 Anaerobic DigesterAnaerobic digester is an anaerobic biological treatment method. Anaerobic biological treatment process can also be referred to as anaerobic digestion; the reaction process is in anaerobic conditions, a variety of microbial decomposition of organic matter to produce methane and carbon dioxide in the process.Anaerobic biological treatment process according to the reaction steps can be divided into three stages: hydrolysis stage, the acid phase, methane production phase.1.8.3 Baffle reactor, anaerobic baffledAnaerobic baffle reactor baffle is in the 20th century, the early 80s in anaerobic rotating biological reactor developed based on the improvement of a new high rate anaerobic reactor. The reactor has a simple structure due to the sludge retention ability, and stability advantages attracted the attention of many researchers. In the biological treatment of wastewater, the hydraulic characteristics of the reactor, biological characteristics and shock load capacity of the reactor is an important factor in treatment effect, but also an important measure of reactor performance indicators.1.8.4 up-flow anaerobic sludge blanket reactorUASB is the up-flow anaerobic sludge bed reactor for short. Upper part UASB reactor gas, solid and liquid phase separator, the lower layer is set to the sludge suspension and the sludge bed zone area. Sewage flows from the bottom of the reactor, to the reactor to the top of the upwelling flow, solid-liquid mixture separation in the sedimentation area, the sludge itself back to the sludge bed zone. UASB reactor sludge bed area can maintain a high sludge concentration; sludge granulation can be achieved with good settling ability and high methane activity.UASB basic principles: UASB reactor during operation contains a very complex process of biochemical reactions. There are a variety of anaerobic microorganisms reaction participated in the transformation of organic pollutants in the metabolic process, and ultimately of pollutants into the final product. Participate in reactions including anaerobic hydrolysis - fermentation bacteria, acetic acid of bacteria and methane bacteria. UASB reactor biotransformation reactions and precipitation concentrated in one, compact structure. Wastewater from the water distribution。
英文文献翻译

Materials Chemistry and Physics 128 (2011) 303–310Contents lists available at ScienceDirectMaterials Chemistry andPhysicsj o u r n a l h o m e p a g e :w w w.e l s e v i e r.c o m /l o c a t e /m a t c h e m p h ysStudy of Ni-catalyst for electroless Ni–P deposition on glass fiberLibo Li ∗,Bo LiuSchool of Chemical and Environmental Engineering,Harbin University of Science and Technology,No.4Lin Yuan Road,Harbin 150040,People’s Republic of Chinaa r t i c l e i n f o Article history:Received 1August 2010Received in revised form 26January 2011Accepted 14March 2011Keywords:Glass fiber surfacesElectroless nickel–phosphorus alloy coatingsElectron microscopy Adhesiona b s t r a c tThe glass fiber surface is metalized with electroless nickel–phosphorus deposition.The roughening and activation processes are optimized by the orthogonal experiments.A new nickel-catalyst method is devel-oped to activate the glass fiber surface.When the activation is completed,a layer of continuous and dense film is formed on the substrate.The activated film contains a great deal of nickel oxide particles which can become the active sites after they are deoxidized in the electroless bath.In the activated film on the glass fiber,the content of Ni element is 41.01wt.%,the content of O element is 45.64wt.%and the content of P element is 13.35wt.%.Scanning electron microscopy (SEM)shows that the Ni–P coatings obtained under the optimum pretreatment conditions are uniform,continuous and adhered to the glass fiber surface.Energy dispersive X-ray spectrometry (EDS)points out that the content of the nickel and the phosphorus in the deposits is 87.41wt.%and 12.59wt.%,respectively.X-ray photoelectron spectroscopy (XPS)analysis reveals that the O signal on electroless Ni-coated glass surface corresponds to oxygen in the glass substrate.X-ray diffraction pattern (XRD)indicates the Ni–P coatings are amorphous.Crown Copyright © 2011 Published by Elsevier B.V. All rights reserved.1.IntroductionGlass fiber is frequently used as the filler of macromolecule materials [1].Fiber reinforced polymer composites are an impor-tant class of materials and widely used in electronics industry due to high strength-to-weight ratios and high rigidities.Unfor-tunately,they lack electromagnetic shielding capability;however,electroless plating (EN)can be used to remedy this shortcom-ing [2].Electroless nickel–phosphorus coatings are preferred in many industries such as the oil,chemical,plastic,mechanical,and electronic industries because of their excellent corrosion,wear resistance,hardness,lubricity,uniformity of deposit regardless of geometries,solderability and nonmagnetic properties [3–7].Espe-cially in the electronics industry,a variety of applications including the production of ohmic contacts,shielded materials,chip-level interconnects and printed circuit boards have been described [8,9].The metallization technique of electroless nickel plating is a suit-able method to provide the required surface conductivity for these nonmetallic parts [10,11].The adhesive strength plays an important role in the coatings quality,so the pretreatment is a key process in electroless nickel plating.Palladium salt is used as the traditional catalysts for electroless plating,but it needs the high costs of pro-duction [8].In our study,a nickel salt activation process is used to catalytically activate the glass fiber,thus,to introduce metallic Ni sites onto the non-metal surface for electroless nickel plating.The∗Corresponding author.Tel.:+86045186848183;fax:+86045186392708.E-mail address:llbo2002@ (L.Li).metallic Ni sites work effectively in electroless deposition of nickel without any surface-active impurity.2.ExperimentalThe diameter of the glass fiber in this work was about 12m.Electroless nickel–phosphorus alloy deposition on the non-metal substrate involved a multi-step procedure.Firstly,surface cleaning and roughening were commonly performed to improve the adhesion.Secondly,chemical treatments (“accelerations”)of the surface-bound activated solution were required to prepare the catalyst for the metal deposition.The Ni catalysts,which were anchored to the surface site,would then be used for electroless Ni–P plating.Finally,the plating process was performed in a 1L glass reaction vessel with a heater and a stirring device.Specifically,the metallization was performed following a procedure in four steps:•Cleaning in the acetone for 5min,and washing with the deionised water.•Immersion in a solution consisted of H 2O 2,HF and HNO 3at room temperature for 30s,and washing with the deionised water.The concentration of the roughening solutions was varied according to the needs of the study.The roughening process of electroless Ni–P plating was optimized by the orthogonal experiment method.The three compositions of the roughening solution mentioned above,which were represented by A,B and C,respectively,were taken to be three investigation fac-tors.The levels of the factors for the orthogonal experiment of the roughening process were listed in Table 1.•Immersion in the activation solution including NiSO 4·6H 2O,NaH 2PO 2·2H 2O and C 2H 6O with ultrasonic at room temperature;then heat treatment in the vacuum oven.The immersion time,the heat treatment time and temperature were varied according to the needs of the study.The activation process of electroless Ni–P plating was carried out by the orthogonal experiment method.The compositions of the three activation solutions and the parameters of the conditions mentioned above,which were represented by A,B,C,D,E and F,respectively,were taken to be six investigation factors.Table 2was the levels of the factors for the orthogonal experiment of the activation process.0254-0584/$–see front matter Crown Copyright © 2011 Published by Elsevier B.V. All rights reserved.doi:10.1016/j.matchemphys.2011.03.026304L.Li,B.Liu /Materials Chemistry and Physics 128 (2011) 303–310Table 1Levels of factors for orthogonal experiment of roughening process (L 9(33)).No.AH 2O 2(ml L −1)BHF (ml L −1)CHNO 3(ml L −1)1100200502150400753200600100Fig.1.The glass fiber after degreasing.•The electroless nickel plating was performed by immersing the glass fiber in an acidic plating solution with pH of 4.4at 90◦C for 20min.The composition of the electroless plating solution was given in Table 3.Nickel sulphate was the source for metal ions,sodium hypophosphite was the reductant agent,and sodium cit-rate and lactic acid were used as complexing agent and sodium acetate acted as buffering agent to control pH of the bath during plating process.Ammonia was used to adjust pH of the bath.The chemicals used in this experiment were all of analytical reagent grade.After electroless plating,the samples were rinsed in the deionised water.To obtain reliable results,5specimens were prepared and coated for each exper-imental condition,so final results are average values of 5measurements.Surface morphology was examined by using a Philips FEI Sirion Scanning Elec-tron Microscopy (SEM),and the accelerating voltage of the SEM is 20kV.The coating composition was determined from quantitative energy dispersive X-ray spectrom-etry (EDS)attached to the SEM.Crystallographic structure was studied by X-ray diffraction (XRD)using an automatic Japanese Rigaku RTP 300PC powder diffrac-tometer with monochromatic Cu K ␣radiation.X-ray photoelectron spectroscopy (XPS,PHI-5700,ESCA System)with an Al K ␣X-ray source (1486.6eV)and at 45◦take-off angle was used to analyze the surface electronic states;the pass energy used to record the wide scan XPS spectra was 187.85eV and the pass energy was 29.35eV for high resolution scans.All XPS peaks were referenced to the C1s signal at a binding energy of 285eV.The adhesion between Ni–P coatings and the glass fiber was tested by Ther-mal Shock Method (TSM):the plated fibers were placed in an oven at 250◦C for 1h and then quenched in a mixture of ice and water at 0◦C to observe whether it was peeled off or not.The thermal shock experiments were repeated until the coatings were peeled off.The cycle times of the thermal shock exper-iments were recorded to indicate the adhesion strength.The more thecycle Fig.2.The effect of each factor on the adhesion of the coating and the substrate.Table 3Chemical composition of electroless Ni–P plating bath (pH 4.4and temperature 90◦C).ChemicalFormula Concentration (g L −1)Nickel sulphateNiSO 4·6H 2O 20Sodium hypophosphite NaH 2PO 2·H 2O 20Sodium citrate Na 3C 6H 5O 7·H 2O 4Lactic acidC 3H 6O 314Sodium acetateCH 3COONa4times of the thermal shock experiments were,the higher the adhesion strength was.3.Results and discussionThe adhesion between the Ni–P alloy coatings and the substrate materials is one of the important indexes to evaluate the qual-ity of electroless plated pieces [12].Poor adhesion will make the coatings easily exfoliated and seriously reduce the protection,cor-rosion resistance,wear resistance and welding ability of coatings.The measurements of the other coating properties are useless if the adhesion of the coatings is very poor.The good adhesion does not cause peeling of the coatings from the pretreated naked fibers [13].So the adhesion of the coatings is taken to be the investiga-tion objectives for the orthogonal experiment of electroless Ni–P plating.3.1.RougheningThe naked fiber surface without roughening is very smooth and difficult for electroless Ni–P plating,as Fig.1has shown.The main purpose of roughening will increase the roughness,contact area and hydrophilic property of the fiber surface,so thatTable 2Levels of factors for orthogonal experiment of activation process (L 25(56)).No.ANiSO 4·6H 2O (g L −1)BNaH 2PO 2·2H 2O (g L −1)CC 2H 6O (g L −1)DImmersion time (min)EHeat treatment temperature (◦C)FHeat treatment time (min)1220100405140522401306010150832601508015160104280180100201702053002001203018030L.Li,B.Liu/Materials Chemistry and Physics128 (2011) 303–310305Fig.3.SEM photograph of the glassfiber and the glass surface after roughening.(a) The glassfiber surface after the roughening;(b)the glass surface after the roughen-ing.improve the adhesion between thefiber surface and the Ni–P coat-ing.The results of the orthogonal experiment(L9(33))for roughen-ing process of electroless Ni–P plating on the glassfiber surface are listed in Table4.By comparing K in column2–4of Table4,it can be seen that the level of each factor with the largest K are A3,B2,and C1,respec-tively,and they may be combined into level group of A3B2C1to get the coating with higher adhesion.This level group is accordance with that one of No.8experiment in Table4and its result shows that the coating is not peeling after the7th cycle of the thermal shock experiments.Therefore,the level group of A3B2C1,that is, H2O2of200ml L−1,HF of400ml L−1and HNO3of50ml L−1,can be considered as the optimum roughening conditions for electroless Ni–P plating on the glassfiber surface.A factor with larger range value(R)means that the factor has more effect on the adhesion. It can be note that from Table4that the R value of factor C is10 which is larger than that of factors A and B,indicating the former have more effect on the adhesion that the latter.Fig.2is the effect of each factor on the adhesion of the coating and the substrate. The adhesion mainly increases with increase of H2O2concentra-tion(factor A)and decreases with increase of HNO3concentration (factor C).Fig.3shows the SEM images of the glassfibers(a)and the glass (b)after the roughening obtained from the optimum conditions. From Fig.3,it can be seen that the roughening treatment creates some cracks on thefiber surface to increase the roughness andarea.Fig.4.SEM micrograph of electroless Ni–P plating on the glassfiber surface and the glass surface.(a)The activatedfilm on the glassfiber surface;(b)the activatedfilm on the glass surface.A layer of continuous and densefilm is formed.3.2.ActivationElectroless plating with the catalytic metals is an effective way for the necessary surface treatments[14–17],and the coated lay-ers can serve as the medium for the adhesion and the transferring loads.Palladium generally has been the catalyst of choice[18–21]; however,since this metal is also an excellent hydrogenation and reduction catalyst for a variety of the other chemical reaction, its price has begun to increase because of a supply deficiency. Accordingly,we have made effort to discover a new,reasonably Fig.5.EDS spectrum of the activated glassfiber surface.306L.Li,B.Liu/Materials Chemistry and Physics128 (2011) 303–310Table4Results of orthogonal experiment(L9(33))for roughening process of electroless Ni–P plating.No.AH2O2(ml L−1)BHF(ml L−1)CHNO3(ml L−1)Cycle times of TSM11(100)1(200)1(50)3 21(100)2(400)2(75)2 31(100)3(600)3(100)2 42(150)1(200)2(75)2 52(150)2(400)3(100)1 62(150)3(600)1(50)5 73(200)1(200)3(100)2 83(200)2(400)1(50)7 92(200)3(600)2(75)1 K17715K28105K31085R3310K1,K2,K3—sum of cycle times of level1,level2and level3,respectively.R—range:the difference between the largest K value and the smallest K value of each factor.price catalyst Ni to replace Pd as the catalyst for electroless nickel plating.The activation conditions are optimized by the orthogonal experiment,and the results are listed in Table5.The level with larger K value is better than that with smaller K value for getting good coating adhesion.After K values in col-umn2–6of Table5are compared,the level of each factor with the largest K are A5,B5,C2,D1,E2and F5.However,this level group is not included in Table5.The test with the level group of A5B5C2D1E2F5 is set in order to validate the results.The test result has shown that the coatings are perfect and not peeling after the8th cycle of the thermal shock experiments,meaning the higher adhesion obtained by the level group of A5B5C2D1E2F5.Therefore,the opti-mum conditions of the activation process are as follow:immersion in activation solution consisted of300g L−1NiSO4·6H2O,200g L−1 NaH2PO2·2H2O and60ml L−1C2H6O at25◦C for5min,then heat treatment in the oven at150◦C for30min.The glassfiber is too small to discern the activated surface,even if the scanning electron microscopy is used.Therefore,the activation process is also brought into effect on the glass to observe the images and investigate the surface electronic states.Figs.4and5are the SEM images and EDS spectrum of the glass and glassfiber surface after the activation under the optimum conditions,respectively.A layer of continuous and densefilm is formed,containing a great deal of the particles.Table5Results of orthogonal experiment(L25(56))for activation process of electroless Ni–P plating.No.ANiSO4·6H2O(g L−1)BNaH2PO2·2H2O(g L−1)CC2H6O(g L−1)DImmersiontime(min)EHeat treatmenttemperature(◦C)FHeat treatmenttime(min)Cycle times of TSM11(220)1(100)1(40)1(5)1(140)1(5)–21(220)2(130)2(60)2(10)2(150)2(8)3 31(220)3(150)3(80)3(15)3(160)3(10)1 41(220)4(180)4(100)4(20)4(170)4(20)1 51(220)5(200)5(120)5(30)5(180)5(30)7 62(240)1(100)2(60)3(15)4(170)5(30)–72(240)2(130)3(80)4(20)5(180)1(5)1 82(240)3(150)4(100)5(30)1(140)2(8)–92(240)4(180)5(120)1(5)2(150)3(10)1 102(240)5(200)1(40)2(10)3(160)4(20)1 113(260)1(100)3(80)5(30)2(150)4(20)–123(260)2(130)4(100)1(5)3(160)5(30)1 133(260)3(150)5(120)2(10)4(170)1(5)1 143(260)4(180)1(40)3(15)5(180)2(8)1 153(260)5(200)2(60)4(20)1(140)3(10)7 164(280)1(100)4(100)2(10)5(180)3(10)1 174(280)2(130)5(120)3(15)1(140)4(20)–184(280)3(150)1(40)4(20)2(150)5(30)–194(280)4(180)2(60)5(30)3(160)1(5)1 204(280)5(200)3(80)1(5)4(170)2(8)1 215(300)1(100)5(120)4(20)3(160)2(8)–225(300)2(130)1(40)5(30)4(170)3(10)–235(300)3(150)2(60)1(5)5(180)4(20)7 245(300)4(180)3(80)2(10)1(140)5(30)2 255(300)5(200)4(100)3(15)2(150)1(5)7 K1121210910K235188115K310959410K43610939K51622981017R1321162145K1,K2,K3,K4,K5—sum of cycle times of level1,level2,level3,level4and level5,respectively.R—range:the difference between the largest K value and the smallest K value of each factor.(–)—the cycle times of thermal shock experiments are0,that is,the coating is peeling after electroless plating.L.Li,B.Liu /Materials Chemistry and Physics 128 (2011) 303–310307Fig.6.XPS wide scan spectrum of the glass surface after the activation under the optimum conditions.Ni and P photoelectron signals are observed in thespectrum.Fig.7.XPS high-resolution spectrum of nickel on the glass after the activation.The peak at 854.3and 857.4eV is assigned to characteristic of Ni 2±in the NiO and Ni 3±in the Ni 2O 3,respectively.Fig.8.XPS high-resolution spectrum of the O1s on the glass after the heat treatment during activation process.The peak at 532.0eV can be assigned as O 2−species.Fig.9.SEM photograph of the activated glass surface after removed from the NaH 2PO 2solution.The spherical granulas wrapped in the film are smaller,thinner anddiscontinuous.Fig.10.XPS wide scan spectrum of the activated glass surface deoxidized by NaH 2PO 2solution.After deoxidized by NaH 2PO 2,the active films are too thin to completely cover the glass,so the peaks of Si and O are detected.On the activated surface,the content of Ni element is 41.01wt.%,the content of O element is 45.64wt.%and the content of P element is 13.35wt.%.Fig.6shows the XPS wide scan spectrum of the glass surface after the activation under the optimum conditions.Ni and P pho-toelectron signals are observed in the spectrum.308L.Li,B.Liu /Materials Chemistry and Physics 128 (2011) 303–310Fig.11.XPS high-resolution spectrum of nickel on the activated glass surface after removed from the NaH 2PO 2solution.The peaks at 853.4eV in Ni2p 3/2level are ascribed to Ni metal.Fig.12.XPS high-resolution spectrum of the O1s on the activated glass surface after removed from the NaH 2PO 2solution.The O1s peak at 532.4eV corresponds to oxygen in the glass substrate.Fig.13.SEM images of the glass and the glass fibers after electroless plating.(a)The plated glass surface (5000×);(b)the plated glass observed at 45◦angle (1000×);(c)the plated glass fiber surface (5000×);(d)the plated glass fiber surface (1000×);(e)the cross-section of the glass fiber (1000×).The deposit layer composed of the granulas is uniform,smooth and adhered to the substrate.L.Li,B.Liu/Materials Chemistry and Physics128 (2011) 303–310309Fig.14.EDS spectrum of the plated glassfiber surface.Fig.7shows XPS high-resolution spectrum of nickel on the glass after the activation.The double peaks of Ni2p3/2at about854.3and 857.4eV indicate that nickel exists in oxidation states of±2(in the NiO)and±3(in the Ni2O3)[22],respectively.It also found that O exists in the−2oxidation state.In Fig.8,the peak at532.0eV can be assigned as O2−species[23].From the above results,it can been found the activefilms com-prise a great deal of the nickel oxide particles which maybe become the active sites after they are deoxidized in the electroless plating bath.In order to investigate the formation process of the active sites in the electroless plating bath,the activated glassfiber and glass are put into a simple aqueous hypophosphite solution for10min.Fig.9 shows SEM photographs of the glass surface after removed from the NaH2PO2solution.The nickel oxide particles in the activefilms have deoxidized into the spherical granulas like the electroless Ni coating.But the spherical granulas wrapped in thefilm are smaller, thinner and discontinuous.Fig.10shows XPS wide scan spectrum of the activated glass surface after removed from the NaH2PO2solution.After deoxidized by NaH2PO2,the activefilms are so thin that it cannot completely cover the glass as has shown in Fig.9,and therefore the peaks of Si and O are detected.Fig.11is the high-resolution Ni2p spectrum for the activated glass surface after removed from the NaH2PO2solution.The peaks at853.4eV in Ni2p3/2level are ascribed to Ni metal[24,25].Fig.12 shows O1s spectrum of the activated glass surface after removed from the NaH2PO2solution.The O1s peak at532.4eV corresponds to oxygen in the glass substrate[26].The above SEM,EDS and XPS results show that the nickel oxide particles in the activefilms formed in process of activation heat treatment can be deoxidated into the Ni metal(the active sites)by the NaH2PO2in the electroless plating bath.3.3.Electroless Ni–P platingWhen the pretreatments under the optimum roughening and activation conditions arefinished,electroless Ni–P plating on the glassfibers are carried out by putting the sample in the electroless bath.Fig.13shows the SEM images of the glass and the glassfibers after electroless plating.The micrographs of these alloys reveal that the deposit layer composed of the granulas is uniform,smooth and adhered to the substrate.Fig.14is the EDS spectrum of the plated glassfiber surface.The nickel and phosphorus content in the deposits is87.41wt.%and12.59wt.%,respectively.Fig.15is XPS wide scan spectrum of electroless Ni–P alloy on the glass.It is found that Ni–P alloy dominates on the glass surface during the electroless nickel-plating process,and the peaks inten-sity of Si and O in the glass substrate is greatly lower than oneofFig.15.XPS wide scan spectrum of electroless Ni–P alloy on theglass.Fig.16.XPS high-resolution spectrum of nickel for electroless Ni-coated glass sur-face.The narrower and sharper Ni2p3/2peak at853.4eV and Ni2p1/2at870.7eV are characteristic of Ni(0).Fig.10,indicating the higher coverage of the coatings.In XPS high-resolution spectrum of nickel for electroless Ni plating on the glass (Fig.16),the narrower and sharper Ni2p3/2peak at853.4eV and Ni2p1/2at870.7eV are characteristic of Ni(0)[24].Fig.17isXPSFig.17.XPS high-resolution spectrum of the O1s for electroless Ni-coated glass.The O1s peak at532.5eV corresponds to oxygen in the glass.310L.Li,B.Liu/Materials Chemistry and Physics128 (2011) 303–310Fig.18.XRD patters of as-plated deposits.The peak of electroless Ni–P alloy is broad in the X-ray diffraction pattern,indicating that the coating is amorphous.high-resolution spectrum of the O1s of the Ni-coated glass surface after electroless plating.The O1s peak at532.5eV attributes to oxy-gen in the glass[26],which explains that oxygen signal in the EDS spectrum of the plated glassfiber comes from substrate.Fig.18shows the structure of the as-plated deposits.The peak of electroless Ni–P alloy is broad in the X-ray diffraction pattern, indicating that the coating is amorphous[21].It gives clear evidence that more reduced nickel metal is deposited on the isolated Ni catalytic centers(as has shown in Fig.9) in electroless plating bath.With the reaction time increasing,Ni2±can be reduced continuously and then deposited on the tops of deposited Ni layer and/orfilled in the voids and gaps between the existing nickels fractious due to the self-catalytic nature of nickel particles(as Fig.13has shown).4.ConclusionA uniform nickel–phosphorus alloy coating is successfully deposited on the glassfiber substrate by electroless plating after the proper roughening and nickel activation.The optimum rough-ening conditions,that is,H2O2of200ml L−1,HF of400ml L−1and HNO3of50ml L−1,can be obtained by the orthogonal experiment. The roughening treatment creates some cracks on thefiber sur-face to increase the roughness and area,therefore,the adhesion between the substrate and the coating is higher under the optimum roughening conditions.The optimum conditions of the activa-tion process are achieved after the orthogonal experiment,that is to say,immersion in activation solution consisted of300g L−1NiSO4·6H2O,200g L−1NaH2PO2·2H2O and60ml L−1C2H6O at25◦C for5min,then heat treatment in the oven at150◦C for30min.A layer of continuous and densefilm is formed,containing a great deal of nickel oxide particles after the nickel activation.The nickel oxide particles could become the active sites after they are deoxi-dized in the electroless plating bath.The coating on the glassfiber is uniform,smooth and adhered to the substrate by the optimum pretreatment technique.The nickel and the phosphorus content in the deposits is87.41wt.%and12.59wt.%,respectively.The result of XRD determination shows that the as-deposited Ni–Pfilm is amorphous.AcknowledgementThis work is supportedfinancially by Educational Commission of Heilongjiang Province of China(No.11521041)and Natural Science Foundation of Heilongjiang Province of China(No.B201007). References[1]C.K.Lee,Surf.Coat.Technol.202(2008)4868.[2]Y.Huang,K.Shi,Z.Liao,Y.Wang,L.Wang,F.Zhu,Mater.Lett.61(2007)1742.[3]S.C.Domenech,E.Lima Jr.,V.Drago,J.C.De Lima,N.G.Borges Jr.,A.O.V.Avila,V.Soldi,Appl.Surf.Sci.220(2003)238.[4]A.Abdel Aal,A.Shaaban,Z.Abdel Hamid,Appl.Surf.Sci.254(2008)1966.[5]M.Palaniappa,G.Veera Babu,K.Balasubramanian,Mater.Sci.Eng.A471(2007)165.[6]M.Benounis,N.Jaffrezic-Renault,Sens.Actuators B100(2004)1.[7]J.H.Moon,K.H.Kim,H.W.Choi,S.W.Lee,S.J.Park,Ultramicroscopy108(2008)1307.[8]W.J.Dressick,L.M.Kondracki,M.S.Chen,S.L.Brandow,E.Matijevi´c,J.M.Calvert,Colloids Surf.A:Physicochem.Eng.Aspects108(1996)101.[9]C.K.Lee,Mater.Chem.Phys.114(2009)125.[10]A.Shibata,Y.Imamura,M.Sone,C.Ishiyama,Y.Higo,Thin Solid Films517(2009)1935.[11]S.Abderrahmane,A.Himour,R.Kherrat,E.Chailleux,N.Jaffrezic-Renault,G.Stremsdoerfer,Sens.Actuators B75(2001)1.[12]J.Kurdi,H.Ardelean,P.Marcus,P.Jonnard,F.Arefi-Khonsari,Appl.Surf.Sci.189(2002)119.[13]B.Jiang,L.Xiao,S.Hu,Opt.Mater.31(2009)1532.[14]M.Charbonnier,M.Romand,Y.Goepfert,D.Léonard,M.Bouadi,Surf.Coat.Technol.200(2006)5478.[15]Q.Li,S.Fan,W.Han,C.Sun,W.Liang,Jpn.J.Appl.Phys.36(1997)L501.[16]X.Chen,J.Xia,J.Feng,W.Li,S.Xie,Compos.Sci.Technol.(2000)301.[17]L.M.Ang,T.S.A.Hor,G.Q.Xu,C.H.Tung,S.P.Zhan,J.L.S.Wang,Carbon38(2000)363.[18]C.R.Xia,X.X.Guo,F.-P.Li,D.-K.Peng,Colloids Surf.A:Physicochem.Eng.Aspects179(2001)229.[19]M.Charbonnier,M.Romand,Int.J.Adhes.Adhes.23(2003)277.[20]S.J.Park,Y.S.Jang,K.Y.Rhee,J.Colloid Interface Sci.245(2002)383.[21]X.C.Wang,W.B.Cai,W.J.Wang,H.T.Liu,Z.Z.Yu,Surf.Coat.Technol.168(2003)300.[22]S.J.Park,Y.S.Jang,J.Colloid Interface Sci.263(2003)170.[23]X.H.Yu,H.Y.Wang,Z.R.Yang,P.Yin,X.Q.Xin,Appl.Surf.Sci.158(2000)335.[24]H.Li,H.X.Li,W.L.Dai,W.J.Wang,Z.G.Fang,Appl.Surf.Sci.152(1999)25.[25]H.X.Li,W.J.Wang,H.Li,J.F.Deng,J.Catal.194(2000)211.[26]M.Schneider,V.A.Gasparov,W.Richter,M.Deckwerth,C.Riissel,J.Non-Cryst.Solids215(1997)201.。
外文文献翻译格式
外文文献翻译格式目录译文一使人力资源投入最大化—全球化战略人力资源管理的机遇和挑战 (2)1 绪论 (2)2 人力资源管理的战略管理 ................................ 错误!未定义书签。
3 不采取战略人力资源管理的危害 .......................... 错误!未定义书签。
4 企业难以实施战略人力资源管理的原因 .................... 错误!未定义书签。
4.1 历史 ............................................................................................................. 错误!未定义书签。
4.2 能力............................................................................................................. 错误!未定义书签。
4.3 能力和人格................................................................................................ 错误!未定义书签。
4.4 文化和期望 ............................................................................................... 错误!未定义书签。
5 对首席执行官的建议 ................................... 错误!未定义书签。
5.1 明确您的期望........................................................................................... 错误!未定义书签。
毕业论文英文参考文献与译文
Inventory managementInventory ControlOn the so-called "inventory control", many people will interpret it as a "storage management", which is actually a big distortion.The traditional narrow view, mainly for warehouse inventory control of materials for inventory, data processing, storage, distribution, etc., through the implementation of anti-corrosion, temperature and humidity control means, to make the custody of the physical inventory to maintain optimum purposes. This is just a form of inventory control, or can be defined as the physical inventory control. How, then, from a broad perspective to understand inventory control? Inventory control should be related to the company's financial and operational objectives, in particular operating cash flow by optimizing the entire demand and supply chain management processes (DSCM), a reasonable set of ERP control strategy, and supported by appropriate information processing tools, tools to achieved in ensuring the timely delivery of the premise, as far as possible to reduce inventory levels, reducing inventory and obsolescence, the risk of devaluation. In this sense, the physical inventory control to achieve financial goals is just a means to control the entire inventory or just a necessary part; from the perspective of organizational functions, physical inventory control, warehouse management is mainly the responsibility of The broad inventory control is the demand and supply chain management, and the whole company's responsibility.Why until now many people's understanding of inventory control, limited physical inventory control? The following two reasons can not be ignored:First, our enterprises do not attach importance to inventory control. Especially those who benefit relatively good business, as long as there is money on the few people to consider the problem of inventory turnover. Inventory control is simply interpreted as warehouse management, unless the time to spend money, it may have been to see the inventory problem, and see the results are often very simple procurement to buy more, or did not do warehouse departments .Second, ERP misleading. Invoicing software is simple audacity to call it ERP, companies on their so-called ERP can reduce the number of inventory, inventory control, seems to rely on their small software can get. Even as SAP, BAAN ERP world, the field ofthese big boys, but also their simple modules inside the warehouse management functionality is defined as "inventory management" or "inventory control." This makes the already not quite understand what our inventory control, but not sure what is inventory control.In fact, from the perspective of broadly understood, inventory control, shouldinclude the following:First, the fundamental purpose of inventory control. We know that the so-called world-class manufacturing, two key assessment indicators (KPI) is, customer satisfaction and inventory turns, inventory turns and this is actually the fundamental objective of inventory control.Second, inventory control means. Increase inventory turns, relying solely on the so-called physical inventory control is not enough, it should be the demand and supply chain management process flow of this large output, and this big warehouse management processes in addition to including this link, the more important The section also includes: forecasting and order processing, production planning and control, materials planning and purchasing control, inventory planning and forecasting in itself, as well as finished products, raw materials, distribution and delivery of the strategy, and even customs management processes.And with the demand and supply chain management processes throughout the process, it is the information flow and capital flow management. In other words, inventory itself is across the entire demand and supply management processes in all aspects of inventory control in order to achieve the fundamental purpose, it must control all aspects of inventory, rather than just manage the physical inventory at hand.Third, inventory control, organizational structure and assessment.Since inventory control is the demand and supply chain management processes, output, inventory control to achieve the fundamental purpose of this process must be compatible with a rational organizational structure. Until now, we can see that many companies have only one purchasing department, purchasing department following pipe warehouse. This is far short of inventory control requirements. From the demand and supply chain management process analysis, we know that purchasing and warehouse management is the executive arm of the typical, and inventory control should focus on prevention, the executive branch is very difficult to "prevent inventory" for the simple reason that they assessment indicatorsin large part to ensure supply (production, customer). How the actual situation, a reasonable demand and supply chain management processes, and thus set the corresponding rational organizational structure and is a question many of our enterprisesto exploreThe role of inventory controlInventory management is an important part of business management. In the production and operation activities, inventory management must ensure that both the production plant for raw materials, spare parts demand, but also directly affect the purchasing, sales of share, sales activities. To make an inventory of corporate liquidity, accelerate cash flow, the security of supply under the premise of minimizing Yaku funds, directly affects the operational efficiency. Ensure the production and operation needs of the premise, so keep inventories at a reasonable level; dynamic inventory control, timely, appropriate proposed order to avoid over storage or out of stock; reduce inventory footprint, lower total cost of inventory; control stock funds used to accelerate cash flow.Problems arising from excessive inventory: increased warehouse space andinventory storage costs, thereby increasing product costs; take a lot of liquidity, resultingin sluggish capital, not only increased the burden of payment of interest, etc., would affect the time value of money and opportunity income; finished products and raw materials caused by physical loss and intangible losses; a large number of enterprise resource idle, affecting their rational allocation and optimization; cover the production, operation of the whole process of the various contradictions and problems, is not conducive to improve the management level.Inventory is too small the resulting problems: service levels caused a decline in the profit impact of marketing and corporate reputation; production system caused by inadequate supply of raw materials or other materials, affecting the normal production process; to shorten lead times, increase the number of orders, so order (production) costs; affect the balance of production and assembly of complete sets.NotesInventory management should particularly consider the following two questions:First, according to sales plans, according to the planned production of the goods circulated in the market, we should consider where, how much storage.Second, starting from the level of service and economic benefits to determine howto ensure inventories and supplementary questions.The two problems with the inventory in the logistics process functions.In general, the inventory function:(1)to prevent interrupted. Received orders to shorten the delivery of goods fromthe time in order to ensure quality service, at the same time to prevent out of stock.(2)to ensure proper inventory levels, saving inventory costs.(3)to reduce logistics costs. Supplement with the appropriate time interval compatible with the reasonable demand of the cargo in order to reduce logistics costs, eliminate or avoid sales fluctuations.(4)ensure the production planning, smooth to eliminate or avoid sales fluctuations.(5)display function.(6)reserve. Mass storage when the price falls, reduce losses, to respond to disasters and other contingencies.About the warehouse (inventory) on what the question, we must consider the number and location. If the distribution center, it should be possible according to customer needs, set at an appropriate place; if it is stored in central places to minimize the complementary principle to the distribution centers, there is no place certain requirements. When the stock base is established, will have to take into account are stored in various locations in what commodities.库存管理库存控制在谈到所谓“库存控制”的时候,很多人将其理解为“仓储管理”,这实际上是个很大的曲解。
专卖店形象规范手册的英文翻译

竭诚为您提供优质文档/双击可除专卖店形象规范手册的英文翻译篇一:公共场所英文译写规范—第10部分:商业服务ics备案号:db公共场所英文译写规范第10部分:商业服务业(公示稿,20xx0728)上海市质量技术监督局发布前言为规范本市公共场所的英文译写,提升上海的城市文明形象,进一步推动上海的国际化进程,根据《中华人民共和国国家通用语言文字法》《上海市实施〈中华人民共和国国家通用语言文字法〉办法》《上海市人民政府关于加强本市公共场所英文译名使用管理的若干意见》《上海市公共场所中文名称英译基本规则》以及国家和上海其它相关法律法规、规范标准的有关规定,制定本标准。
db31/txxx《公共场所英文译写规范》分为以下部分:——第1部分:通则;——第2部分:实体名称;——第3部分:交通;——第4部分:旅游;——第5部分:文化体育;——第6部分:教育;——第7部分:金融;——第8部分:医疗卫生;——第9部分:邮政电信;——第10部分:商业服务业。
本标准由上海市语言文字工作委员会提出并归口。
本标准起草单位:上海市公共场所中文名称英译专家委员会。
本部分为db31/txxx的第8部分。
本部分附录a为资料性附录,附录b为规范性附录。
本部分起草人:潘文国、姚锦清、李梅、汪家树、熊学亮、凌晓凤、张日培、林元彪、邓晓君。
本标准于20xx年8月首次发布。
公共场所英文译写规范第10部分:商业服务1范围本部分规定了商业、服务业英文译写的方法、原则和要求。
本部分适用于上海市商业、服务业经营机构名称等实体名称信息,商业服务类设施及功能信息、警示和提示信息的英文译写。
2规范性引用文件下列文件中的条款通过本部分的引用而成为本部分的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓励根据本部分达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本部分。
gb/t16159汉语拼音正词法基本规则3定义下列术语和定义适用于本部分。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
A MODULAR DESIGN OF ASYNCHRONOUS TRACTION DRIVEG Crawshaw, C J Yarrow, B J CardwellBRUSH ELECTRICAL MACHINES LTD U.K. INTRODUCTIONIt has been generally acknowledged that microprocessor and Gate Turn Off thyristor (GTO) technology has made a major contribution to the advancement of Variable Voltage Variable Frequency (VVVF) inverter drives. Particular benefits include supply harmonic control and the avoidance of chopper supply stabili- zation for DC supply systems. This paper describes one approach to the design of such a system which is intentionally equally applicable to Locomotives, Electric Multiple Units (EMU), and Light Rail Vehicles (LRV).In order to achieve this, a modular approach was taken. The design was structured so that any specific system design could be constructed from a standard set of parts. These are then assembled into a single unit as required for the application.The design is basically separated into the control electronics and the power electronics and is illustrated by its application to an EMU operating on Network Rail’s 750V DC third rail system.CONTROL ELECTRONICSThe control electronics is based on a microprocessor system designed specifically for traction systems and has been proven in previous applications. This is a 16-bit rack system comprised of several standard modules: Control Microcomputer board Analogue Input/Output interface Digital Input/Output interface.These are interconnected via the main interface bus, and perform the overall system supervisory functions, interfacing to the vehicle control and transducer systems, as well as providing the in-built diagnostic facilities.The system is structured to provide computing capabilities at levels subordinate to the main system. In this application two such levels are provided within a single drive controller module to provide the torque control and pulse width modulation (PWM) functions. Each of these functions uses a 16-bitmicroprocessor. The interfaces between functions and to the system bus are via dual port memory (Fig.1).Fig.1 CONTROL ELECTRONICS STRUCTUREThe whole of the microprocessor rack system is contained in plug in modules of a shielded metal construction, in such a way as to provide a screened enclosure for noise immunity. All signals going in and out of the micro- system are filtered to stop conducted noise. Signal conditioning is performed outside the screened enclosure using normal analogue electronic techniques. The fast signals needed for power circuit switching are taken directly out of the micro-system using fibre optic links.Most of the software is written in Pascal, a structured high level language, producing good readable code and easier program documentation as well as ease of modularization and design. All software is produced under vigorous quality assurance procedures, equivalent to SIL 2 for railway applications. Supervisory SystemAs well as generally controlling the inverter system operation, the supervisory system contains the interfaces necessary to condition the power control to the vehicle requirements and provides brake blending. Load weighing, notch regression and speed limit controls. All of these software modules may he tailored to suit any particular customer specification.The diagnostic system is also incorporated at Supervisor level and handles all the diagnostic information built into each part of the system. It determines the action to be taken as a result of fault reports and provides communication to the vehicle system or to other data links as required.Torque ControlThe torque controller provides inverter frequency control without the need for any speed measurement, although a simple speed measurement is used to speed up the resynchronization (re-motoring) process. The system is dependent only upon the two transducers needed to measure the DC input power. This means that the reliability of the control system is no worse than that of a chopper control. The control algorithm has been designed to have a minimum acceleration lag, which gives an accurate and repeatable torque-speed characteristic even at low speeds (1).The following list of requirements is included in the specification of the control schemei) The capacity to control more than one motor from each inverter.ii) Good accuracy of achieved torque.iii) No speed or flux sensors to be essential.iv) The detection and correction of wheel slip/slide, including creep control.v) Control bandwidth greater than 5Hz.vi) The resulting software able to control motors over a wide power rating range.vii) To prevent torque pull-out of the induction motors.PWM GeneratorThe pulse width modulation system is carried out on the same printed circuit board as the torque controller. A harmonic elimination (or optimal) method is used. Most effort in this area has been directed at minimizing DC supply system harmonics at selected signaling frequencies. There are other benefits resulting from the PWM strategy; mechanical stresses and noise are reduced because of thereduction in torque ripple, and also the motor heating caused by harmonic currents is reduced.INVERTER POWER CIRCUITThe inverter power circuit has been designed to be as simple as possible in order that reliability is maximised. Each of the six switches employs a single GTO switch. One arm of the bridge is depicted in Fig.2, showing the anti-parallel diode and snubbing circuits.Fig.2 ONE ARM OF A VOLTAGE SOURCE INVERTER The gate drive circuits are arranged as a module per bridge arm. This allows the two gating circuits to be interlocked with each other and to ensure that minimum on and off conduction requirements for the GTO's are met. The three gate drive modules in each inverter are fed from a common inverter power supply which has monitoring acting directly on the gate drives in the event of a failure. This is one of the few functions reported to rather than controlled by the microprocessor. The circuit has a potential short circuit failure mode if both thyristors in an arm are switched on together. It is therefore imperative to detect that one device is off before the other is switched on. The speed with which this must be done requires hardware implementation. It is convenient to do this within the gate drive module.DEVICE COOLINGOne of the design objectives was to minimise the space occupied by the inverter equipment. This has the added benefit of reduced stray inductance and improved electrical performance. In order to achieve this and to deal with the relatively high GTO losses a phase-change cooling system was designed. The principle of operation is depicted in Fig.3.Fig.3 CROSS SECTION OF ONE HALF OF A PHASE CHANGE COOLER ASSEMBLYA hollow copper boiler unit is clamped to the GTO is in a stack, with a similar parallel stack of anti-parallel diodes. When operating the cooling liquid is evaporated and the vapour passes up into the radiator assembly. This is connected to the boiler via an insulating ceramic tube and a bellows to give flexibility. Two boilers are connected to the same heat exchanger with one boiler cooling the thyristor and the other cooling the diode, as shown in Fig.3.This gives the best utilization of the heat exchanger. The condensed vapour is returned via a pipe to the bottom of each boiler. The unit is designed so that there is no starvation of the returning liquid under acceleration forces. There are many liquids available with suitable electrical and thermodynamic properties, including pure fluorocarbons.The resulting unit is sealed for life and maintenance of the semiconductors can be carried out relatively easily. The basic cooler module can be used for any semiconductor assembly, and may be adapted to suit differing power 1evels.The original design has been sized to be suitable for 500kW to1MW inverter ratings.Overall the cooling system has proven to he about twice as efficient as a force cooled arrangement, whilst occupying less than half the space for the sane thermal dissipation.EMU APPLICATIONThe Class 457 EMU uses the technology described above. Operating as a 4 car unit it essentially consists of two,2-car units, comprising a driving motored car and a trailer car. The two propulsion systems are identical but independent, and each one powers 4 motors. There are 2 inverters per equipment each driving two motors (Fig.4).Fig.4 BLOCK DIAGRAM OF EMU TRACTION CONFIGURATIONIn order to give a reasonable ability to tolerate variations in wheel diameters between axles on the same bogie, the motors were designed with bronze bars to give increased rotor resistance. They are naturally ventilated and because of constraints on the bogie, axle hung. Each motor has a continuous rating of 165kW.The equipment is fully regenerative and under loss of receptivity employs a short term rated rheostatic brake to provide a smooth transition into friction braking. The GTO chopper used to control this is constructed in a similar way to the inverter using the similar components.Two options for brake blending were supplied. One was a conventional blend with friction on the motored car only, while the other was a scheme where the friction brakes (when required)were shared equally between the two cars. The regenerative brake provides most of the braking whilst the friction brake wear was equalised, so maintenance on both vehicles could be performed simultaneously. Either scheme is enabled via a switch in the supervisory software.Similarly software control to vehicle performance providing different TE-speed characteristics is easily achieved and invoked by setting a simple constant table.The line filter consists of a conventional low resistance LC filter and an additional low-loss suppression network. This prevents ringing on intermittent supplies, makes the system immune from shoe bounce, and improves stability. An optional active filter can be used to further reduce harmonic current levels at a specific frequency when a track based signalling system is particularly sensitive.The unit successfully underwent an extensive test programme and became the first 3-phase inverter drive train in passenger service in the UK on BR. The sane basic components may be integrated into a single package tailored to suit any particular requirement. The operating power is raised to that needed for locomotive use by increasing the inverter supply voltage.采用模块化设计的异步牵引传动G Crawshaw,C J Yarrow, B J Cardwell英国刷电机有限公司引言人们普遍承认,微处理器和闸门关闭晶闸管(可关断晶闸管)提高了变压变频(变频)逆变器驱动器,技术上做出了重大的贡献。