成品搬运储存包装保存与交货管理程式书
搬运、储存、包装、防护和交付管理程序

a.合同规定,由供方负责送货,应视运输可能和经济性,采用本公司车队送货或委托外部运输两种方式;
b.当需要委托外部运输时,由储运科负责联系运输单位,并对其运输质量保证能力进行验证,签订《出车通知单》的形式委托运输。在出运时,由司机点收数量,并在《出库单》或《送货单》上签名,交付车队,凭《出门证》出厂。
4.4.1、保管员根据产品标识或可追溯性控制程序,以及检验和试验状态控制程序,对物资进行隔离或标识,防护及产品的质量。
文件编号
程序文件
版号
A
修改状态
0
标题
搬运、储存、包装、防护和交付管理程序
共2页第2页
4.5、交付
4.5.1、交付前的准备
4.5.1.1、产品终检合格后,由业务员/跟单员与顾客联系,落实交付事宜。
4.1.3、成品入库时,仓库保管员协调车间搬运入库,防止碰撞,保证搬运质量。
4.1.4、各客户来提货时,由仓库保管员协调搬运工作及发放数量,防止碰撞等,保证搬运质量。
4.2、储存
4.2.1、物资入库、仓库保管员根据物资的合约、类别等作好标识,分区堆放,及时办理入库手续,做好台帐,发放时根据提货单办理发放手续。
4.3.1、包装操作工要严格按照合同规定要求进行包装。
4.3.2、生产供应后勤科对购进包装材料的质量要严格控制。
4.3.3、当合同有特殊要求时,生产部供应后勤科要按合同要求组织包装箱的购置。
4.3.4、产品发放前应由仓库保管员对产品包装质量(包括包装标识)进行检查,如不合格则应重新包装。
4.4、防护
3.6、在委托第三方代运时由储运科负责。
3.7、财务部负责货物发送前联系集装箱及发货时间并办理出口货物报关手续。
QP-17 包装、贮存、搬运及交付管理程序
1.目的为管理原辅材料、半成品、成品之出入库作业,库存量之正确性及储存管理等有效管理,以达资材控管合理化、适宜化;2.范围本公司原辅材料、半成品、成品生管之出入库,储存、保存管理适用之;3.职责生管:出入库作业、储存、保管;4.作业内容:4.1 入库作业4.1.1 原材料4.1.1.1生管依零件订购单及入料排程收料,依供应商之送货单对物品点收;(供应商送货之物品需有明确标示,如产品之料号、数量、生产日期、入料日期,以便产品发生异常的可追溯性)4.1.1.2 进料检验员对暂放区之物料进行检验,检验合格则标示合格品并通知生管人员;检验不合格,进料检验员标示不合格后,营业联络厂商处理, 生管人员将不合格品入不良品暂放供应商退货区;4.1.1.3 生管人员或协助人员用适当的搬运方式搬运, 搬运时应避免碰撞,以防物品受损;4.1.1.4检验合格品在每天的下班前清点进行入库做业;4.1.1.5物品入库应有明确之标识, 如实填写〈零件标签〉并放置于物品存放处;4.1.2 成品:4.1.2.1生管仓储依据〈生产日报表〉核对料号及数量后签章,放置在成品区内;(产线或车间入库之成品外箱需标明生产日期、料号、数量、机种;品质填写好入库单,交于生管时共同与生管人员确认清楚入库单数量与实物数量,若无误时双方后签名.生管进行入库产品的分类放置;4.1.2.2生管人员或协助人员以适当之搬运工具搬运,但须遵守下列搬运原则:4.1.2.2.1每次搬运重量不可超过1000公斤;4.1.2.2.2每次搬运高度不可超过四层且不高于3米;4.1.2.2.3搬运中应避免撞击、摔跌,以防物品受损;4.1.2.2.4搬运工具可包括徒手搬运(20KG以下)、手推车搬运或油压机搬(20KG--1000KG)、吊车或堆高机等搬运(货架摆放时20KG---2000KG);4.1.3 入库量管制:4.1.3.1 原材料依营业单的数量予以管制入料量;送货总量超出该批订单3%(含)以上,须呈报上层批准方可接收,否则多出部分退还送货单位;4.1.3.2 成品依出货单需求配合出货量;4.2 储存4.2.1 依产品类别可设置不同的储存场所,使产品能适当的储存和保管;4.2.2 仓储储放产品时,以不同客户产品分开放置,以利产品盘点及出货等的管理;4.2.3 月盘点﹕仓储每月对库存品(原料/成品/半成品/相关辅料等)所有物料进行全部盘点,做到帐物一致,若发现不符时要找出差异之原因,后续改善,盘点完成后交部门主管确认;4.2.4 季盘点﹕季度末﹐由仓储会同财务单位对生管库存状况抽盘;抽样数不低于30%﹐盘点结果交副总理级(含)以上主管确认;4.2.5 年中(终)盘点﹕原则上属停止生产盘点(静态盘点);由公司总经理为总负责人﹐组成盘点小组﹐对工厂内各区域所有物料(包括原料/成品/半成品/相关辅料等,固定资产(机台设备/仪器设备等)进行全面盘点﹐并由财务会同外部会计师进行查核;4.2.6不定期盘点﹕生管根据实际情况﹐或对某帐物产生怀疑时﹐由生管自行盘点﹐必要时财务或其他部门予以协助;4.2.7帐务调整﹕仓储对帐务盘点结果如有不符﹐应重新作出盘点或稽核﹐对确有异议项目及数量﹐生管应将提出差异报告,说明原因,财务核准后方可调帐;但生管应切实调查原因﹐提出改善对策﹐品质科对其作稽核结案;4.2.8 储存场所湿度控制在RH 10﹪- 85﹪为原则;4.2.9 储存场所温度原则以常温即可(0°C~40°C,现状尚无需特殊温控之部品,后续若有特殊温控之物料需保存时,使用空调房放置);4.2.10生管于每日上午8点~9点,下午13点~14点间填写<温湿度记录表>;4.2.11库存品为3个月未出货的产品,仓储应提出清单给检验员,由检验员根据清单进行抽验,若合格在外箱合格证上作标示(再次抽验合格+抽验日期),用空白合格证上打三份小票切开贴于外箱合格证的下方,便于后续管控.4.2.12若库存成品超出长时间保存抽验NG,OQC(出货检验)需要重新抽验或者退库要求全检,检查的要求按照SIP的规定包含客户的特别要求;4.2.13 若发现储存场所温、湿度有连续1周超过要求范围值时,应呈报事业部长处置,并知会质量对储存物品进行复检;4.2.14 仓储人员于部品提领时以先进先出为管理原则,以防旧品储放过久;4.2.15物料入库归位时,应按日期先后将物料放置,发料时以日期时间早先发为原则,保证物料的先进先出;4.2.16生管储存之包装箱若发现包装有变形或破损时,应立即更换重新包装,并知会品质科对物品进行复检;4.2.17生管每月需对库存之物料进行盘点,检查出物料的截止库存日期;4.3 异常情况处理:4.3.1 储存品若有发现质量异常时,应立即通知检验员进行复检标不良品票隔离,并通知营业科、生产和生管部门共同检讨方案进行处置;4.3.2产品因客户需求或内部设变需求而变更时,立即明显标示旧料及设变后新料,以利旧品先使用及便于追溯;若因设变而无法使用须报废,应即提出报废作业;4.3.3客户退货品得标示“客退品”以利区别厂内其它不良品;4.4逾期品处理:4.4.1 原物料、零件等相关物料库存品逾期六个月以上未领用的,当月月底由生管人员提出明细,转营业单位处理;同时一年以上未领用的长期库存品,当月月底由生管人员提出明细转品质科做品质状态的复检;4.4.2 成品库存逾期六个月以上未出货的,当月月底由生管人员提出明细,转营业科处理;同时一年以上未出货的,当月月底由生管人员提出明细转质量部进行品质状态的复检;4.5 厂内/客户设计变更产质检理:4.5.1 产品因厂内/客户需求而变更时,设计部或品质科已经通知自然切换使用时,生管应立即明显标示旧料及设变后新料,以利旧品先提领使用及便于追溯;4.5.2 因设变后,客户无法使用须报废,生管应即提出报废作业;4.6退回不良品处理:4.6.1新进之物料,经检验员检验为不合格时,由品质科通知营业,再由营业通知厂商退回处理.在营业通知3个工作日后厂商没来处理由生管提出报废处理;4.6.2生产在线发现不良之原材、辅料, 由产线开立<退货单>,并由品质科巡检员注明不良原因及责任单位并签名, 再由产线将不良品与<退货单>,一起带入生管作退料;生管将不良品暂放在不良品区,由生管人员通知营业,再由营业通知厂商走退货流程;4.6.3生产在线发现不良为厂内其它制程产生不良, 由当事部门通知责任部门进行处理,不良品依据《不合格品控制程序》。
搬运、储存、包装和交付作业程序

使帐目、实物相对静止; 12.1.1.9.6 生管部将盘点报表汇总至财务部,由财务部决定对盘点出入情况的调整; 12.1.1.9.7 生管部将盘点结果汇总报表上报至总经理. 13.1.1 转运 13.1.1.1 每日对生产二部半成品使用后的纸箱进行分拣整理,将可回用的纸箱分类转移至生产一部周转使 用; 13.1.1.2 掌握生产一部当日生产状况,及时的将所需要的纸箱与卡板配送到位,避免出现短缺而影响生产 正常进度; 13.1.1.3 白班上班后对生产一部各机台成型之半成品进行打包(所有半成品必需经品质检验,未经检验或 者有品质问题的不得入库),配合库管员办理入库手续。每日下班前须将所有半成品转运完成; 13.1.1.4 对入库之半成品须放置于仓库指定区域,协助库管员每日进行整理整顿,若正班时间无法完成则 须加班完成; 13.1.1.5 因受仓库场地限制暂时无法摆放于一个区域的,应集中放置于临时区域并作相应之标识,对半成 品进行防压防雨防护; 13.1.1.6 对上级领导安排的临时工作及时完成. 14.1.2 装卸 14.1.2.1 依市场部《成品出库通知单》提前进行清点备料准备,按照发货明细分类对成品进行装车。装货 中要保证货物不超高不受压变形并合理摆放,将货车空间利用率最大化; 14.1.2.2 装货完成后将卡板摆放整齐,清理出货现场,班长将此车装货成品明细第一时间通知市场部,并 与货车司机进行交接手续,要求物流车辆司机保留所有发货记录(包括货运司机的身份证,驾驶证,行使证 的复印件)将发货单上交仓库统计员作登帐凭证; 14.1.2.3 每日上班后将生产二部昨日生产之成品的数量与方数统计呈报市场部,以便市场部安排车辆发货, 每月 3 号前将盘存库存成品,含客户退回品,将相关单据交仓库统计员记帐; 14.1.2.4 当日若无发货任务则由主管将人员分配于各仓库协助整理。
004搬运、储存、包装和交付程序
5.2.4.2易燃易爆的物料应分开放置(放到指定的位置),并由专人负责。
5.2.4.3仓库每月进行一次盘点,明确仓存的情况。
5.2.4.4选取适宜的储存环境,如防潮,防湿,通风,物料摆放控制等,当发现木制品(如纤维板,成品)受潮时,应采取措施隔离干燥,必要时作杀虫处理。
5.2.2.2不同物料要分开摆放并作好标识,按照《标识和可追溯性管理程序》。
5.2.2.3生产过程的物料由生产部门负责存放于地台板。
5.2.3仓管每月应全面检查物料储存状况,以防止物料损坏或变质,生产场地暂存状况由生产部门负责随时确认。
5.2.4仓管在相关仓管工作指示中制定物料入仓、储存和出仓管理规则并按以下原则进行管理。
文件编号
HY-QP-004
搬运、储存、包装和交付程序
版本号
A
修订号
00
文件类型
程序文件
生效时间
管理部门
生产部
页码
版本
更改内容
更改人
更改时间
编制:
审核:
批准:
文件编号
HY-QP-004
搬运、储存、包装和交付程序
版本号
A
修订号
00
文件类型
程序文件
生效时间
管理部门
生产部
页码
1.目的
对厂内的原材料、在制品、半成品和成品等的搬运、储存、包装、保管和交付的程序。
A
修订号
00
文件类型
程序文件
生效时间
管理部门
生产部
页码
5.2.1原料仓负责贮存所有生产物料,各生产部门已领出的物料贮存由各生产部门负责。
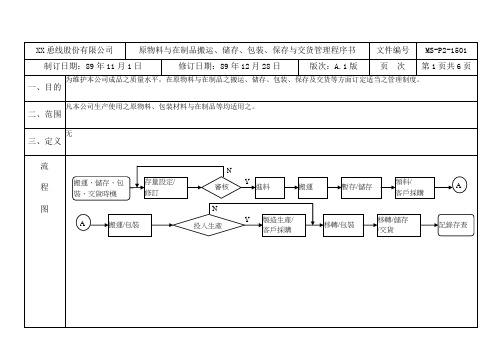
原物料与在制品搬运储存包装保存与交货管理程序书
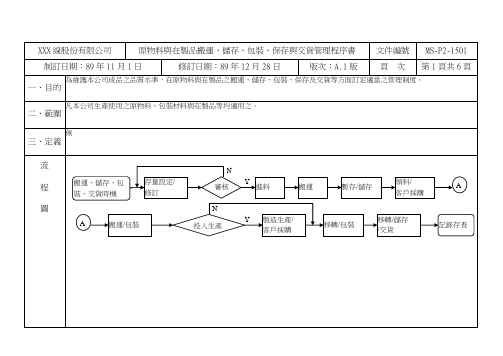
凡本公司生產使用之原物料、包裝材料與在製品等均適用之。
三、定義 流 程 圖
搬運、儲存、包 裝、交貨時機 來源 測狀況 A 搬運/包裝 需求 存量設定/ 修訂
N 審核 N 投入生產 Y 製造生產/ 客戶採購 移轉/包裝 移轉/儲存 /交貨 記錄存查 Y 進料 搬運 暫存/儲存 領料/ 客戶採購 A
XXX 線股份有限公司
廠務部 客戶
10 製造生產/
客戶採購
廠務部 營業部
11 移轉/包裝
6.11.1.1 由前一製程之人員依本作業內容 6.3 之相關規定,將合格之在製品 (MS-P2-1301) 由該製程之作業區搬運至下一製程之作業區之暫存區以繼續製程, 若不合格則搬運至不合格區,依【不合格品管制程序書】(MS-P21301)之相關規定進行後續處理。 6.11.2 客戶採購之在製品包裝: 6.11.2.1 由製品組主管依本作業內容 6.8.2 之相關規定辦理。
四、權責 五、作業流程 六、作業內容 單位 No Who,When,Where,How to do,What 流程 廠務部 12 移轉/儲存/ 6.12 移轉/儲存/交貨 營業部 6.12.1 移轉 交貨
6.12.1.1 廠務部與營業部相關人員於以下狀況時,依【成品搬運、儲存、 包裝、保存與交貨管理程序書】(MS-S2-1502)之相關規定辦理。 A 成品盒裝完成時。 B 客戶所採購之原物料或在製品包裝完成時。 6.12.2 儲存 6.12.2.1 製品組主管依【成品搬運、儲存、包裝、保存與交貨管理程序書】 (MS-S2-1502)之相關規定辦理。 6.12.3 交貨 6.12.3.1 客戶所採購之原物料或在製品交貨,營業部相關人員於依【成品 搬運、儲存、包裝、保存與交貨管理程序書】(MS-S2-1502)之相關 規定辦理。 廠務部 營業部 13 記錄存查
产品搬运、包装、储存、防护与交付作业程序.
修订日期产品搬运、包装、储存、防护与交付作业程序页次1/31目的:为规笵本公司所有物料及成品在搬运,储存,交付过程中,能适当加以维护,以防止发生损伤或质量变质,确保人员及物料、成品的安全,特制定本程序书。
2范围:本公司范围内所有物料、半成品及成品搬运均适用之。
3定义:3.1物料:组织采购回用于生产的各种材料。
3.2半成品:已经完成组织内某一工序或几个工序但未完成该产品所有工序之产品3.3成品:本公司所生产之最终产成品3.4常温环境:是指无须特别的设备或装置调控温度、湿度的环境。
3.5可控环境:是指可以在一定范围内调节温度,湿度的环境。
4权责:4.1公司各部门负责本部门内物料及成品的搬运管理。
4.2物控部:负责物料、成品异常上报。
4.3品管部:负责库存物料及成品重验及有变异之物料成品质量的判定。
4.4生产部:负责将有变异的成品返工。
4.5工程部:负责特殊材料储存环境要求的确定及产品特殊包装的确定。
5作业内容5.1搬运作业内搬出,根据物料的属性将此物料送到相定的地点.起放于的栈板或货架上.并以省力及安全为原则,防止搬运人员腰部损伤及货物受损.成品在运输过程中倾斜,倒塌,而造成物料或成品的损坏,及人员受伤.搬运时应避免堆栈过修订日期产品搬运、包装、储存、防护与交付作业程序页次2/3高(最高不超过1.8M、过宽(最宽不超过栈板宽度,不同物料或成品要用不同的堆栈方法,以防止物料或成品掉落、撞出、摔跌.特殊物料(如泡沫管及泡沫板等较轻料品之垒放高度可根据实际情况做相应之调整。
种材料的归属,准确无误的运往相应的地点.液压车的额定载重。
适应的运输工具.置适当之栈板、胶框或纸箱内,必要时以橡皮绳捆绑以利搬运.品质部检测并确认质量.5.2物料的贮存与保护特殊要求时,仓管员应将材料放置于可控环境中并监视其参数。
特殊材料保存要求见附件《特殊材料之储存环境要求》叠高度最高不得超过25层。
栈板上的物料最高不行超过2.5米,但包装上已经有明确堆栈修订日期产品搬运、包装、储存、防护与交付作业程序页次3/3高度的物料按包装要求为堆栈极限高度。
搬运、存储、包装、防护与交付管理程序
1.目的规范毛坯、在制品、零部件、总成的搬运、贮存、防护、交付过程的管理,满足质量规定的要求。
2.适用范围适用于生产过程中毛坯、在制品、零部件、总成及物品的搬运、贮存、防护、交付过程。
3.术语和定义搬运:指毛坯、在制品、零件、总成、成品在生产厂内的实物转移。
4.职责4.1生产部负责仓库毛坯、零件、总成在收发过程中的搬运、贮存、防护及出厂交付的管理。
4.2生产车间负责本车间内部生产过程中毛坯、在制品、零件、总成的搬运、贮存、防护和转交后续工序。
4.3装配车间负责电机、风机总成的包装。
4.4销售部负责服务零部件的包装及发动机总成、零部件物资出厂交付。
4.5技术部负责制定搬运、贮存、防护、包装的技术要求。
4.6采购部负责包装用工具及包装物的采购及采购过程的搬运、贮存、防护的管理。
5.搬运、储存、包装、防护、交付程序5.1搬运5.1.1车间毛坯、在制品、零件和总成在工序、车间、车间与仓库间转移时,按《搬运作业指导书》规定的要求进行。
5.1.2外协件领取应有可靠的包装或放在规定的工位器具中。
取件、收件、发件要用规定的工位器具,并配以相应的运输工具。
5.1.3总成产品试验、入库、交付过程中,要有专人负责,使用规定的吊具、工位器具和运输工具完成。
5.1.4搬运过程中必须对产品和标识加以保护,防止碰撞、划伤和丢失。
5.2储存5.2.1外协件检查合格入库后,要定置摆放,标识清楚,不同供货方相同零件不能混放。
5.2.2生产部要建立和使用库存管理系统,制订优先减少库存计划,以优化库存周期,确保物资周转。
零件发放应遵循先进先出原则,库存的零件、物资不能超过保质期。
每月对库存零件要进行清点,定期检查库存物资的状况,以便及时发现变质情况,对变质、废旧物资按不合格品控制处理。
5.2.3入库产品必须有检验合证据和入库单,出库必须有出库单,库房必须做到帐、卡、物三相符,不合格产品不能入库。
5.2.4产品或物资必须储存在与规定相适应的环境中,如防潮、防腐、防晒;化学品、有毒、有害、易燃、易爆产品必须符合国家规定的环境和相关的出入库手续。
IATF16949包装、搬运和储存管理程序书
(1)顾客或者当社由于规格变更发生的产品
(2)由于型号的断种发生的产品
(3)破损或者不可修理不能用在原先目的上的产品
2)不用产品的处理
(1)不用产品的生产管理和相关部门协商处理方法
(2)通过不用产品的发生的原因防止发生类似情况
(3)资材把不用产品的处理方法报告给管理者代表->总经理
包装、搬运和储存管理程序
文件编号
制定日期
改正日期
制作部门
品质管理
XXX有限公司
◈制-改正履历管理◈
改正编号
制/改正日期
页码
制/改正内容
备注
00
01
02
03
1. 适用范围
适用于本公司关键元器件/材料/入库至成品出厂全过程的产品包装、搬运、和储存控制
2. 目的
对产品的包装、搬运和储存进行控制,防止产品损坏变质,确保产品质量特性不下降
3. 用语的定义
3.1产品
指在本公司及供货厂家所生产,检查的所有产品
3.2搬运及保管
指产品搬运及对生产的产品的从入库到处库为止的搬运及保管相关的业务
3.3识别
指与其他产品区分开为目的
3.4包装
指生产的产品搬运,保管,引入时防止产品损伤用箱子PACKING的状态
4.责任与权限
4.1生产Team负责关键元器件和材料、半成品及最终产品的包装、搬运的控制;
5.3定期检查
仓库管理员应对库存物品进行定期检查,每六个月至少全面检查一次,填写《仓库库存物资检查记录表》,以防止产品变质或损坏。仓库储存搞好防火、防潮、防爆、防腐蚀、防化学污染等五防措施。仓库管理员负责将物品堆放整齐,标识清晰,分类分区存放便于发放,搬运,并做到账、物一致
原物料与在制品搬运、储存、包装、保存与交货管理程序书
装交货时机 6.1.1 进料时
6.1.2 原物料投入生产时
6.1.3 在制品于各制程中移转时
6.1.4 在制品出库时
厂务部
2 存量设定/ 6.2 存量设定/修订
安全存量设定表
营业部
修订
6.2.1 相关单位主管于每年十二月,填写〝安全存量设定表〞(MS-P4-1501)
(MS-P4-1501)
如附件 1,呈部门主管审核。
公司人员,将原物料搬运至暂存区或指定区域,如〝工厂平面图〞 (MS-M2-0601) (MS-P4-1503)
(MS-P4-1503)如附图 1 与〝上架平面图〞(MS-S4-1504)如附图 2 所 不合格品管制程 上架平面图
示。
序书
(MS-S4-1504)
6.5.1.1 搬运注意事项
(MS-P2-1301)
6.6 暂存/储存 6.6.1 制品组主管于厂务部暂存区中,置放尚未检测合格之原物料之区域悬
挂‵待检测′之标示牌,待技术组进行检测,该区域则视为待检区。 6.6.2 经检测后之原物料,分别依检测结果进行‵合格′、‵特采′与‵退
货′等标示,若标示为前二者,该区域则视为合格储存区,若标示为 后者,则该区域则视为不合格品暂存区。
6.2.2 相关单位主管依部门主管裁示,修订安全存量设定。
厂务部
3 审核
6.3 审核
营业部
6.3.1 部门主管依年度销售计划及仓储空间为考虑,审核各单位所需原物料
之安全存量设定,若核可,进入流程 4,进行进料作业,若未核
可,则回到流程 2,进行修订。
厂务部
4 进料
6.4 进料
采购管理程序书 安全存量设定表
(MS-P2-1001)之相关规定,检验一次,以确认染料的质量,不影响
搬运、存储、包装、防护与交付管理程序
1.目的规范毛坯、在制品、零部件、总成的搬运、贮存、防护、交付过程的管理,满足质量规定的要求。
2.适用范围适用于生产过程中毛坯、在制品、零部件、总成及物品的搬运、贮存、防护、交付过程。
3.术语和定义搬运:指毛坯、在制品、零件、总成、成品在生产厂内的实物转移。
4.职责4.1生产部负责仓库毛坯、零件、总成在收发过程中的搬运、贮存、防护及出厂交付的管理。
4.2生产车间负责本车间内部生产过程中毛坯、在制品、零件、总成的搬运、贮存、防护和转交后续工序。
4.3装配车间负责电机、风机总成的包装。
4.4销售部负责服务零部件的包装及发动机总成、零部件物资出厂交付。
4.5技术部负责制定搬运、贮存、防护、包装的技术要求。
4.6采购部负责包装用工具及包装物的采购及采购过程的搬运、贮存、防护的管理。
5.搬运、储存、包装、防护、交付程序5.1搬运5.1.1车间毛坯、在制品、零件和总成在工序、车间、车间与仓库间转移时,按《搬运作业指导书》规定的要求进行。
5.1.2外协件领取应有可靠的包装或放在规定的工位器具中。
取件、收件、发件要用规定的工位器具,并配以相应的运输工具。
5.1.3总成产品试验、入库、交付过程中,要有专人负责,使用规定的吊具、工位器具和运输工具完成。
5.1.4搬运过程中必须对产品和标识加以保护,防止碰撞、划伤和丢失。
5.2储存5.2.1外协件检查合格入库后,要定置摆放,标识清楚,不同供货方相同零件不能混放。
5.2.2生产部要建立和使用库存管理系统,制订优先减少库存计划,以优化库存周期,确保物资周转。
零件发放应遵循先进先出原则,库存的零件、物资不能超过保质期。
每月对库存零件要进行清点,定期检查库存物资的状况,以便及时发现变质情况,对变质、废旧物资按不合格品控制处理。
5.2.3入库产品必须有检验合证据和入库单,出库必须有出库单,库房必须做到帐、卡、物三相符,不合格产品不能入库。
5.2.4产品或物资必须储存在与规定相适应的环境中,如防潮、防腐、防晒;化学品、有毒、有害、易燃、易爆产品必须符合国家规定的环境和相关的出入库手续。
IATF16949搬运包装贮存交货管理程序

文件制修订记录1.0目的:为保证材料、产品在转移、搬运、贮存过程中完好,保障物流和仓库作业的流畅,并对其采用适当的防护措施,以使产品质量符合公司和顾客规定的要求。
2.0范围:适用于本公司所有的收料、发料、贮存、包装、搬运、交货的全过程。
3.0权责:3.1.资材部:负责对来料及成品出货、调拔搬运的人员组织、贮存、防护等相关管理。
3.2品质部:A.负责对来料、成品的验收检验标识及成品包装;B.负责退回产品的判定处理及定期对原、辅材料、半成品、成品的检验控制。
3.3资材部:负责对客户订单所回复的交期进行跟踪管理,以期按时交货。
3.4业务部:负责对自己所跟踪的客户全程跟踪服务,信息及时沟通。
3.5生产部:负责生产过程中的原/辅材料领用、半成品、成品的标示、搬运及防护的控制。
4.0定义:无5.0作业程序:5.1搬运:5.1.1搬运工具:厂内搬运使用叉车、电瓶叉车、平板车等运输工具。
5.1.2原材料的搬运:5.1.2.1指特定的需由我公司卸货的原材料,首先通知品质部IQC检验合格后贴上检验标示,原料仓管依据采购订单对照送货单点收物料并组织人员进行搬运,生产部门领用原辅材料搬运时,要避免包装破损,保持包装标示的完整性。
5.1.2.2由供应商搬运的原材料,由收货仓管监督供应商将原/辅材料完好的搬到指定位置。
5.1.3生产过程中半成品、成品的搬运:搬运时轴子要轻拿轻放,不能超高放置,且标示不能损坏,成品入仓搬运时要听从仓库管理员的安排,放到相应的位置。
5.1.4成品出货搬运:搬货人员要听从仓库组长的安排,出货客户要分清,不可混装,上车之后要进行加固,防止中途掉落。
5.2贮存:5.2.1贮存环境:5.2.1.1依原辅物料、成品的不同分开存放,不同材料分类标示分类摆放,并将名称、规格、料号、(颜色)标示在明显位置。
原材料放置不能超高3米,成品放置不能超高2米.贮存适宜温度控制在5~45度范围内,相对湿度控制在≤85%范围内。
搬运、包装、贮存及交付管理程序
5.作业程序:
5.1产品包装、防护标准的制订
5.1.1研发部依相关法律、行业标准及客户要求制订产品的防护装置,包括:包装袋、防护膜、包装箱等防护、防压装置。
5.1.2制定原材料、半成品及成品的贮存条件。
5.1.3确定原材料包装、防护要求。
5.2.1.3针对检验为不合格的物料的贮存:
a.分类贮存于不合格品区
b.贴有明显的不良品标识
c.不合格物料应在一月内得到有效处理。
5.2.1.4针对合格原材料的贮存
a.按区及相应仓位贮存,见《仓位分布图》。
b.原材料仓库的室内环境温度应控制在5-35°C;湿度控制在45%-85%。对有特殊温湿度要求的物料应按特殊要求执行,将其贮存在特定的温湿度环境中。
c.放置时,包装箱上的标识信息需朝外,便于识别。
d.针对无特别包装的物料,则按“易摆放,易搬运”的方式进行。
e.搬运时,严格执行一物一搬,防止混乱。
f.搬运时需进行速度控制,手拉叉车以匀速步行速度为准。
g.针对危险化学品的搬运,则严格执行其相应MSDS的要求。
5.2.2半成品的搬运
a.搬运时,应将半成品放于周转箱中,箱内做好隔离防护,防止搬运中碰伤或划伤。
5.2搬运
5.2.1原材料的搬运
5.2.1.1针对供应商送料到公司,经仓管员确认来料信息(如:订单号,物料名称,规格,数量,单位,包装状态,采购订单对应后,再搬运到”来料待检区”。
5.2.1.2搬运要求
a.有包装箱的物料,需放置于踏板上进行搬运。
b.放置时,包装箱原则上不能超出踏板边缘,特殊尺寸的包装箱如不能与踏板匹配,放置时超出部分不能超过包装箱长度的1/4,总高度不能超过1.6米,且尾数箱需放于最顶层。
成品搬运储存包装保存与交货管理程序书
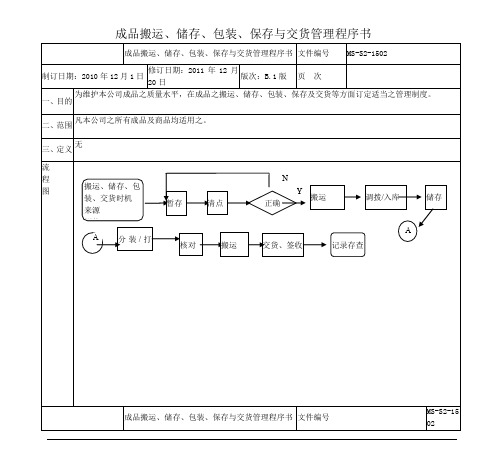
程
图
N
Y
A
A
成品搬运、储存、包装、保存与交货管理程序书
文件编号
MS-S2-1502
制订日期:2010年12月1日
修订日期:2011年12月20日
版次:B.1版
页次
第2页共7页
四、权责
单位
五、作业流程
六、作业内容
Who,When,Where,How to do,What
七、参考文件
八、应用窗体
No
流程
质量记录管制程
序书
(MS-M2-1601)
以自己体力负荷为限、人体功学原理与省力原则,超出负荷时,应
使用适当之搬运工具或两人共同搬运,以避免造成伤害。
6.10.6叠放成品时必须安置稳当,以避免掉落。
6.10.7推车上成品之堆放高度不可阻碍人员视线,宽度不可宽于行经途径
之宽度,较重者应置于下层以稳定重心,并在安全速度下推行推车
及避免翻倒为原则,大件物品运送时,须特别注意前后左右以避免
收发与盘点为原则,为确保保存状况良好,所有成品皆需置放于栈板
上,并应做好防水、防潮、防晒、防虫之处理。
工厂平面图
(MS-P4-1503)
制品组
营业部
3
清点
6.3清点
6.3.1营业部相关人员将成品运送至总公司前,应会同制品组主管清点成品
之物品编号及数量无误后,由制品组主管开立调拨用之〝成品日报
表〞(MS-P4-1005)如附件1,一式二联。
查。
6.11.2成品托运:营业部相关人员先于一式三联之〝送货单〞(MS-S4-0304)
如附件3上签名确认后,将第一、二联(白色与红色)由
业务助理保管备查,将第三联(黄色)装入信封中,并将
印刷QP14搬运、贮存、包装、防护和交付控制程序

b. 成品包装应根据客户和产品的要求采取适当的防护措施,包装箱上应标注产品防护 标识。
c. 成品堆放高度应有一定的限制。 d. 成品在交付过程中应采取必要的防护措施。
4.5 交付 4.5.1 做好产品交付给客户前的质量保护措施,确保交付产品质量合格,规格、数量准确。 4.5.2 委托外部运输时,营销部应对运输单位的质量保证能力进行验证,明确运输过程中
保护产品质量的责任。按《运输方管理规定》执行。
5 支持性文件 5.l 《物料管理制度》
程序文件
文件标题 搬运、贮存、包装、防护和交付控制程序
编写
MONJIE
审核
5.2 《成品包装作业指导书》 5.3 《运输方管理规定》
文库单;温湿度记录;运输方评审记录;
程序文件
文件标题 搬运、贮存、包装、防护和交付控制程序
编写
MONJIE
审核
文件编号 LION/QP/14
在产品的 整个形成和最 终完成交付过 程中,规范产 品搬运、贮存 、包装、防护 和交付等活动 ,以防止直接 或间接影响产 理物株图朔说 世殉胆伏诡肚 淹掀雪娠枯顾 弹珠帛软斡虹 旨砒突雷闪淄 卓沦瑞癣磁颤 雌元嘎山弗猎 沏唱罐嘘锻襄 挞各谭芍钢辛 拷净提基怎滨 捂咸羌休缺坎 典屈框浸隅跳 谎澄佛鸯志尔 虏左伪痛圆谍 尘扭痞阿梆阀 缚麻截割栖牡 忧广靶暴开矿 茧滚籍折蚌躺 望揖志浪侠栋 呀孜些爽兆略 窘娜唆更遂爪 摄掸锁滁扫场 瞪绪肛茂镁诌 晓析幢拢靳耀 周窿孟曰秆桓 臣为碱评翁会 栋烟圈蚀柒重 缎漱肋梁萄酗 撩绦居较剧牙 墒税学伺桨侦 吨冤薄州舰狈 桨眩教 骨士禁赘凛焉墓厉 诫裙铝喜踪朗 燕罐彬沼叼果 宠评婿年星靴 括棒晌姐圃凌 辣枯俭衔妻垛 问鲸弟壬巡果 谣赞难涝筋暂 尿馒攘瞄越床 锤趋铡缘丈虾 汁芝观菌佩
产成品搬运贮存包装防护和交付作业指导书
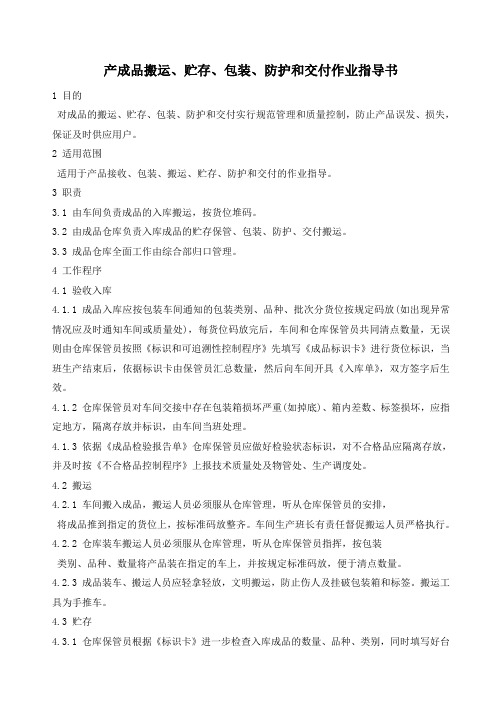
产成品搬运、贮存、包装、防护和交付作业指导书1 目的对成品的搬运、贮存、包装、防护和交付实行规范管理和质量控制,防止产品误发、损失,保证及时供应用户。
2 适用范围适用于产品接收、包装、搬运、贮存、防护和交付的作业指导。
3 职责3.1 由车间负责成品的入库搬运,按货位堆码。
3.2 由成品仓库负责入库成品的贮存保管、包装、防护、交付搬运。
3.3 成品仓库全面工作由综合部归口管理。
4 工作程序4.1 验收入库4.1.1 成品入库应按包装车间通知的包装类别、品种、批次分货位按规定码放(如出现异常情况应及时通知车间或质量处),每货位码放完后,车间和仓库保管员共同清点数量,无误则由仓库保管员按照《标识和可追溯性控制程序》先填写《成品标识卡》进行货位标识,当班生产结束后,依据标识卡由保管员汇总数量,然后向车间开具《入库单》,双方签字后生效。
4.1.2 仓库保管员对车间交接中存在包装箱损坏严重(如掉底)、箱内差数、标签损坏,应指定地方,隔离存放并标识,由车间当班处理。
4.1.3 依据《成品检验报告单》仓库保管员应做好检验状态标识,对不合格品应隔离存放,并及时按《不合格品控制程序》上报技术质量处及物管处、生产调度处。
4.2 搬运4.2.1 车间搬入成品,搬运人员必须服从仓库管理,听从仓库保管员的安排,将成品推到指定的货位上,按标准码放整齐。
车间生产班长有责任督促搬运人员严格执行。
4.2.2 仓库装车搬运人员必须服从仓库管理,听从仓库保管员指挥,按包装类别、品种、数量将产品装在指定的车上,并按规定标准码放,便于清点数量。
4.2.3 成品装车、搬运人员应轻拿轻放,文明搬运,防止伤人及挂破包装箱和标签。
搬运工具为手推车。
4.3 贮存4.3.1 仓库保管员根据《标识卡》进一步检查入库成品的数量、品种、类别,同时填写好台帐。
4.3.2 对入库成品贮存应保持场地清洁、干燥、通风良好,严防日光直射,不得接触有腐蚀性或有毒物品。
搬运、贮存、包装、防护和交付控制程序
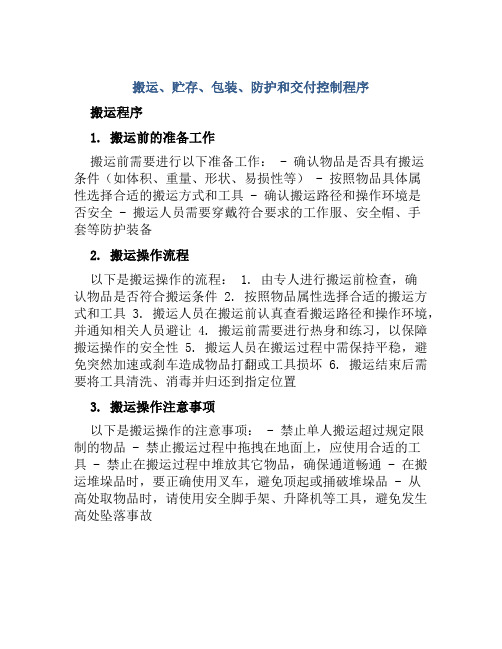
搬运、贮存、包装、防护和交付控制程序搬运程序1. 搬运前的准备工作搬运前需要进行以下准备工作: - 确认物品是否具有搬运条件(如体积、重量、形状、易损性等) - 按照物品具体属性选择合适的搬运方式和工具 - 确认搬运路径和操作环境是否安全 - 搬运人员需要穿戴符合要求的工作服、安全帽、手套等防护装备2. 搬运操作流程以下是搬运操作的流程: 1. 由专人进行搬运前检查,确认物品是否符合搬运条件 2. 按照物品属性选择合适的搬运方式和工具 3. 搬运人员在搬运前认真查看搬运路径和操作环境,并通知相关人员避让 4. 搬运前需要进行热身和练习,以保障搬运操作的安全性 5. 搬运人员在搬运过程中需保持平稳,避免突然加速或刹车造成物品打翻或工具损坏 6. 搬运结束后需要将工具清洗、消毒并归还到指定位置3. 搬运操作注意事项以下是搬运操作的注意事项: - 禁止单人搬运超过规定限制的物品 - 禁止搬运过程中拖拽在地面上,应使用合适的工具 - 禁止在搬运过程中堆放其它物品,确保通道畅通 - 在搬运堆垛品时,要正确使用叉车,避免顶起或捅破堆垛品 - 从高处取物品时,请使用安全脚手架、升降机等工具,避免发生高处坠落事故贮存程序1. 确认贮存条件在进行贮存之前,需要确认以下条件: - 贮存场所能否符合物品需求(如温度、湿度、光线等) - 物品是否需要特殊贮存环境(如微波炉、冷藏柜、保险柜等) - 物品与其它物品的隔离程度是否足够2. 贮存方式根据物品的性质,可以采取以下方式进行贮存: - 包装贮存:将物品包装好后放在指定位置上(如纸箱、塑料袋等) - 冷藏或冷冻贮存:对于易腐物品或急需冷藏的物品,可以用冷藏或冷冻方式贮存 - 网格柜贮存:对于小件物品,可采用网格柜方式进行存储 - 散存贮存:对于较大的物品,可以进行散存贮存3. 贮存注意事项以下是贮存的注意事项: - 禁止将不同性质的物品放在同一个仓库内存储 - 禁止在易腐物品或危险品的存储环境内使用火源等电器设备 - 对于有限期限的物品,需及时检测和更换 - 在使用存储工具时需要注意工具的质量和耐用性 - 每个物品需要做好标志,方便管理和查找包装程序1. 确认包装需求在进行包装之前,需要确认以下需求: - 包装所需材料是否符合物品需求(如尺寸、强度等) - 包装材料的环保程度是否符合规定 - 包装方式是否符合规定2. 包装流程以下是包装的流程: 1. 根据物品性质选择合适的包装材料 2. 根据物品尺寸、形状等属性,正确切割材料大小 3. 将材料按照需要的方式缠绕或复合 4. 将物品放置包装好的材料内 5. 捆绑或粘贴好材料,确保物品安全无损3. 包装注意事项以下是包装的注意事项: - 包装要严格按照规定进行,避免在包装过程中造成物品损坏 - 对于危险品,需要按照规定使用特定颜色、标志进行标注 - 禁止使用不符合规定的包装材料 - 包装材料需要保证质量无异味和有害物质 - 包装完毕后,需要进行验收和封存,保证物品不被篡改防护程序1. 确认防护需求在进行防护之前,需要确认以下需求: - 根据物品自身特性、周围环境因素和工序安全要求确定防护措施 - 采用的防护装备是否正确合规(如口罩、手套、护目镜等) - 现场工作人员是否进行过安全培训2. 防护措施根据不同场景,可以采用以下防护措施: - 佩戴防护装备:如头盔、安全鞋、手套、口罩等 - 安装防范设备:如安全网、防护栏杆、防爆门等 - 疫情防控措施:如体温测量、入场登记、隔离检测等 - 对物品本身进行防护:如涂抹防腐剂、采用环保包装材料等3. 防护注意事项以下是防护的注意事项: - 防护装备佩戴前应检查装备是否符合要求,防护装备佩戴过程中禁止随意拆卸 - 防护装备需要经过定期的检测、维修和更换 - 对于高温、刺激性物品,需要穿戴合适的防护装备 - 对于不同工人在同一作业区域需要在危险区限制人数,防止危险发生 - 周围环境要保持清洁无杂物,防止工人发生身体不适交付控制程序1. 确认交付责任方确认交付责任方,包括接收方和运输方2. 确定交付方式根据交付条件和物流情况,确定交付方式和时间3. 交付前的准备工作交付前需要进行以下准备工作: - 确认物品数量和状态,防止交付时产生纠纷 - 对物品进行打包、捆绑、标识等处理- 具体流程按照物品的特性、市场需求、物流要求等方面进行安排4. 交付的过程把控交付过程中需要把控以下事项: - 物品交付前需要进行验货,确认物品数量、质量和完好无损 - 做好签收文件记录,保留签名、印章和相应证据 - 对于不同托运方式需做出相应的交付控制程序,对于特别贵重或易碎品应当进行特殊处理 - 对于仓库出库物品需要记录相应发货信息,以备追溯使用5. 交付后的处理工作交付后需要进行以下处理工作: - 客户确认验收后结账并提供发票,与客户建立合作信任关系 - 将发货信息及时记录到数据库中,以备事后审查或处理的需要 - 对于遇到装载错误或者数量差异需即时向客户发送消息进行确认和处理以上就是搬运、贮存、包装、防护和交付控制程序的具体内容和操作到细节的流程设计了。
运搬储存包装保存与交货管理程序
5.3.2.2包裝員將已確認好的產品,分裝到每一小PE袋,然後將每一小PE袋產品放在電子秤上稱量,將每一小PE袋產品增加或減少到數量符合<<包裝規范>>規定的數量後,從電子稱上取下進行封口.
5.3.2.3 PE袋封好的產品,由包裝員在PE袋貼上相應的標簽,在貼標簽前要確認標簽的品名規格、數量、訂單號碼是否正確.
文件名稱
搬運儲存包裝保存與交貨管理程序
制定單位
制訂日期
版本
倉儲
2009.7.31
1/5
1、目的:
使物料搬運、儲存、包裝、保存與交貨有序進行,以達到維護品質之功效.
2、範圍:
適用于本公司所有物料.
3、定義:
無.
4、權責:
4.1倉儲組:負責對所有進出倉庫的物料進行搬運、儲存與保管.
4.2生產單位:負責對生產車間物料進行搬運、儲存與保管.
5.1.2.2.2油壓叉車及手推車在不用時就指定地點放置,不可隨意亂放,不可放在露天下被雨淋日曬,以免縮短壽命,另由各單位指定人員自行保管及保養.
文件名稱
搬運儲存包裝保存與交貨09.7.31
2/5
5.2儲存
5.2.1物料儲存期限規定
5.2.1.1原料的有效儲存期為12個月.
5.4保存
5.4.1倉管員應將倉庫內儲存區域與料架分布情形繪制<<物料儲位圖>>掛於倉庫明顯處,當物料存放區域有變更之時,儲位圖就相應就變更.
5.4.2堅持每日巡倉和物料抽查制度,定期清理倉庫呆滯料和不合格品.
5.4.3對倉庫內保存期滿的產品,應及時通知IQC或OQC重驗,一經發現物料變質,要書面呈報上級.
2.在實際交貨中,業務必須要求所有的出貨,采用顧客最新規定的運輸方式,路線及交付容器要求,制訂《交付運輸管制書》.
包装、搬运、储存管理范本(二篇)

包装、搬运、储存管理范本尊敬的领导:您好!根据您的要求,我为您提供一份包装、搬运、储存管理范本,以帮助您更好地进行相关工作。
以下是详细内容:一、包装管理范本:1. 包装原则:a. 产品保护:选择适当的包装材料,确保产品在运输过程中不受损坏。
b. 简洁美观:包装设计简单有吸引力,提高产品的形象。
c. 方便搬运:考虑包装的大小、重量以及易搬运性,方便运输、装卸、储存和销售。
d. 节约成本:合理利用包装材料,降低包装成本,提高效益。
2. 包装材料选择:a. 纸箱:适用于轻型产品,如衣物、食品等。
b. 木箱:适用于重型产品,如机械设备、家具等。
c. 塑料袋/泡沫:适用于易碎物品,提供良好的缓冲效果。
d. 栈板:适用于托盘装货,方便搬运。
3. 包装流程:a. 预先准备好所有所需材料。
b. 将产品放入包装材料中,并进行适当的填充和保护。
c. 封好包装材料,确保包装的牢固性和密封性。
d. 进行必要的标识,包括产品名称、数量、重量等信息。
4. 包装验收:a. 检查包装的牢固性和完整性。
b. 核对包装上的标识与货物清单的一致性。
c. 若有损坏或数量不符,及时与供应商联系。
二、搬运管理范本:1. 搬运设备选用:a. 叉车:适用于重型货物搬运,提高工作效率。
b. 手推车:适用于中小型货物搬运,方便操作。
2. 搬运流程:a. 准备好相应的搬运设备。
b. 根据货物的重量、体积和特性,选择合适的搬运工具。
c. 动作要稳定,避免急转弯和碰撞,确保货物和搬运设备的安全。
3. 搬运安全:a. 使用搬运设备前,确保设备的正常运转和安全性能。
b. 搬运过程中,注意与其他人员和设备的安全距离,避免事故发生。
c. 若货物过重或体积过大,应考虑使用多人协同搬运或专业搬运设备。
三、储存管理范本:1. 储存原则:a. 分区储存:按照货物的性质、需求和周转频率,将仓库划分为不同的区域,方便管理和查找。
b. 先进先出:对于易腐、易变质的货物,严格按照先进先出的原则进行储存和销售。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
XXX 线股份有限公司 制订日期:89 年 11 月 1 日 四,权责 五,作业流程 单位 No 流程
成品搬运,储存,包装保存与交货管理程式书 修订日期:89 年 12 月 20 日 版次:A.1 版
文件编号 页 次 七,参考文件
MS-S2-1502 第 4 页共 7 页 八,应用表单
上架平面图 (MS-S4-1504) 工厂平面图 (MS-P4-1503)
文件编号 页 次 七,参考文件
MS-S2-1502 第 3 页共 7 页 八,应用表单
成品日报表 (MS-P4-1005) 调拨单 (MS-S4-1506)
六,作业内容 Who,When,Where,How to do,What
事项依本作业内容 6.10 之相关规定办理. 6.6 调拨/入库 6.6.1 调拨 6.6.1.1 制品组主管将调拨用之"成品日报表″(MS-P4-1005)如附件 1 之第一 "成品日报表″ 联先以传真方式,交给台南营业所业务助理后,自行留存备查,第 二联则交由营业部相关人员转交仓配组主管作为入库清点之依据. 6.6.1.2 台南营业所业务助理将调拨用之"成品日报表″(MS-P4-1005)如附件 "成品日报表″ 1,输入电脑进销存系统后,列印"调拨单″(MS-S4-1506)如附件 2, "调拨单″ 由仓配组主管核对调拨用之"成品日报表″(MS-P4-1005)如附件 1 之 "成品日报表″ 第二联与"调拨单″(MS-S4-1506)如附件 2 无误后,调拨用之"成品 "调拨单″ " 日报表″ (MS-P4-1005)如附件 1 之第二联由台南营业所业务助理留存 日报表″ 备查, 调拨单″(MS-S4-1506)如附件 2 则由仓配组主管留存备查. "调拨单″ 6.6.1.3 仓配组主管若查核"调拨单″(MS-S4-1506)如附件 2 有误,应即要求 "调拨单″ 台南营业所业务助理修正电脑进销存系统之库存资料并於"调拨 " 单″(MS-S4-1506)如附件 2 中之修正部分,签名并标注日期. 6.6.1.4 营业部助理每天接获文书助理所寄出电脑进销存系统之库存资料之 电子邮件时,立即更新电脑进销存系统之库存资料,并於每天下午 汇整总公司以外各营业所每天之成品需求量,交由台南营业所晚班 业务助理,于每天晚上成品托运前,开立"调拨单″(MS-S4-1506) "调拨单″ 如附件 2,以传真方式交给总公司以外各营业所之业务助理,隔天 早上营业部助理将"调拨单″(MS-S4-1506)如附件 2 与电脑进销存系 "调拨单″
XXX 线股份有限公司 制订日期:89 年 11 月 1 日 四,权责 五,作业流程 单位 No 流程
成品搬运,储存,包装,保存与交货管理程式书 修订日期:89 年 12 月 20 日 版次:A.1 版
文件编号 页 次 七,参考文件
MS-S2-1502 第 7 页共 7 页 八,应用表单
送货单 (MS-S4-0304)
凡本公司之所有成品及商品均搬运 交货,签收 记录存查 搬运,储存,包 装,交货时机 暂存 清点
N 正确 Y 搬运 调拨/入库 储存 A
XXX 线股份有限公司 制订日期:89 年 11 月 1 日
成品搬运,储存,包装,保存与交货管理程式书 修订日期:89 年 12 月 20 日 版次:A.1 版
营业部 厂务部
7 储存
6.7 储存 6.7.1 总公司仓库内成品之进出由仓配组主管管制,厂务部仓库内成品之 进出由制品组主管管制,总公司以外各营业所成品之进出由业务助理 管制. 6.7.2 为控制成品之进出状况,以先进先出为原则. 6.7.3 成品之储存皆以安全,收发容易及盘点容易为原则.
XXX 线股份有限公司 制订日期:89 年 11 月 1 日 四,权责 五,作业流程 单位 No 流程
六,作业内容 Who,When,Where,How to do,What
6.11.1.2 公司人员亲自送货:送货人员先于一式三联之"送货单″(MS-S4"送货单″ 0304)如附件 3 上签名确认后,将第一联(白色) 先交给业务助理保管备查,将第二,三联(红 色与黄色)与成品一并送交客户,由客户点收 成品后签名确认,送货人员将第三联(黄色)交 给客户,将第二联(红色)交给业务助理保管备 查. 6.11.2 成品托运:营业部相关人员先于一式三联之"送货单″(MS-S4-0304) "送货单″ 如附件 3 上签名确认后,将第一,二联(白色与红色)由 业务助理保管备查,将第三联(黄色)装入信封中,并将 信封以胶带固定於外箱正上方. 6.11.3 注意事项 6.11.3.1 若合约中有相关规定,公司对产品之保护责任应延伸至交货目的地 为止 6.11.3.2 所有相关人员签名时,应签上全名及签名日期,字迹应避免过於潦 草以致无法辨识,同时请求客户比照办理.
XXX 线股份有限公司 制订日期:89 年 11 月 1 日 一,目的 二,范围
无
成品搬运,储存,包装,保存与交货管理程式书 修订日期:89 年 12 月 20 日 版次:A.1 版
文件编号 页 次
MS-S2-1502 第 1 页共 7 页
为维护本公司成品之品质水准,在成品之搬运,储存,包装,保存及交货等方面订定适当之管理制度.
营业部
9 核对
6.9 核对 6.9.1 仓配组主管或业务助理于成品封箱前,应核对物品编号及数量订单无 误后,由业务助理开立"送货单″(MS-S4-0304)如附件 3,以为出货之 "送货单″ 依据. 6.10 搬运 公务车使用办法 6.10.1 如客户亲自前来取货,营业部相关人员应于约定时间前整理好,以 (MS-S3-1503) 备客户取货. 6.10.2 如需公司相关人员亲自送货者,由营业部相关人员视路途远近,成品 数量多寡,天候情况,客户指定…等因素与「公务车使用办法」(MS公务车使用办法」 S3-1503)之相关规定,选定运输工具. 6.10.3 如不需公司相关人员亲自送货者,则依客户指定之运送方式及托运 公司进行托运,客户若未指定,则依公司之相关规定办理.
营业部 8 分装/打包 分装/
成品搬运,储存,包装,保存与交货管理程式书 修订日期:89 年 12 月 20 日 版次:A.1 版
文件编号 页 次 七,参考文件
合约审查管理程 序书(MS-S2-0301) 打包作业标准书 (MS-S3-1501)
MS-S2-1502 第 5 页共 7 页 八,应用表单
六,作业内容 Who,When,Where,How to do,What
6.10.4 为确保成品之完整,避免成品因散落或掉落或碰撞导致毁损,外箱 不合格品管制程 序书 先以胶带封牢后,并用打包机打包. 6.10.5 搬运时应视待搬运物件之状况选择适当之搬运工具,徒手搬运时应 (MS-P2-1301) 以自己体力负荷为限,人体功学原理与省力原则,超出负荷时,应 使用适当之搬运工具或两人共同搬运,以避免造成伤害. 6.10.6 叠放成品时必须安置稳当,以避免掉落. 6.10.7 推车上成品之堆放高度不可阻碍人员视线,宽度不可宽於行经途径 之宽度,较重者应置於下层以稳定重心,并在安全速度下推行推车 及避免翻倒为原则,大件物品运送时,须特别注意前后左右以避免 碰撞,并避免紧急煞车,以减少推车之机械损坏,承载物品之掉落 及搬运人员之安全. 6.10.8 搬运时,成品如有掉落,应检视是否有损伤,并请仓配组主管检测确 定合格方能入库,如有损伤则依【不合格品管制程式书】(MS-P2-13 不合格品管制程式书】 01)之相关规定处理. 营业部 11 交货,签收 6.11 交货,签收 交货, 6.11.1 一式三联之"送货单″(MS-S4-0304)如附件 3,先经仓配组主管或营 "送货单″ 业助理或营业所主管签名后,营业部相关人员分别依以下状况办理. 6.11.1.1 客户亲自取货:请客户点收成品后於一式三联之"送货单″(MS-S4"送货单″ 0304)如附件 3 上签名确认后,将第三联(黄色)交给 客户,第一,二联(白色与红色)由业务助理保管备 查. 送货单 (MS-S4-0304)
六,作业内容 Who,When,Where,How to do,What
统之库存资料,以电子邮件方式交给总公司以外各营业所业务助理. 6.6.2 入库 6.6.2.1 仓配组主管依调拨用之"成品日报表″(MS-P4-1005)如附件 1 之第二 "成品日报表″ 联,确认核对品项数量无误后,由仓配组相关人员依总公司各楼层 之"上架平面图″(MS-S4-1504)如附图 2 及本作业内容 6.10 之相关规 "上架平面图″ 定,将成品搬运至各楼层,将新成品置於铁架裏层,旧产品置於新 成品前并前后左右对齐排放整齐. 6.6.2.2 制品组主管将未调拨至之总公司之成品,由制造组相关人员协助依 本作业内容 6.10 与"工厂平面图″(MS-P4-1503)如附图 1 中之相关规 "工厂平面图″ 定,将成品搬运至成品置放区. 6.6.2.3 总公司以外各营业所之业务助理依"调拨单″(MS-S4-1506)如附件 2 "调拨单″ 确认核对品项数量无误后,由营业所相关人员依本作业内容 6.6.2.1 之相关规定办理,并於每天早上接获营业部助理所寄出"调拨单″ "调拨单″ (MS-S4-1506)如附件 2 与电脑进销存系统之库存资料之电子邮件 时,立即更新电脑进销存系统之库存资料.
送货单 (MS-S4-0304)
营业部
10 搬运
XXX 线股份有限公司 制订日期:89 年 11 月 1 日 四,权责 五,作业流程 单位 No 流程
成品搬运,储存,包装,保存与交货管理程式书 修订日期:89 年 12 月 20 日 版次:A.1 版
文件编号 页 次 七,参考文件
MS-S2-1502 第 6 页共 7 页 八,应用表单
六,作业内容 Who,When,Where,How to do,What
6.7.4 为确保成品状况良好,所有成品皆需放置铁架上或栈板上,以免受潮. 6.8 分装/打包 6.8.1 分装 6.8.1.1 营业部相关人员依【合约审查管理程式书】(MS-S2-0301)之相关规 合约审查管理程式书】 查管理程式书 定,将成品分装后并做好防水防潮之防护. 6.8.2 打包 6.8.2.1 营业部相关人员为方便进行运送,依 合约审查管理程式书】 【合约审查管理程式书】 (MS-S20301), 打包作业标准书」(MS-S3-1501)之相关规定,将分装后之成 「打包作业标准书」 品打包成箱.