精密箱体柔性制造系统网络通信的实现_邱红
机械制造中的柔性制造系统

机械制造中的柔性制造系统机械制造是现代工业领域中至关重要的一个组成部分,各种机械设备的制造需要高度的精确性和效率。
而在机械制造中,柔性制造系统(Flexible Manufacturing System, FMS)的引入为企业带来了巨大的变革和发展机遇。
本文将探讨机械制造中的柔性制造系统的概念、特点以及对机械制造行业的影响。
一、柔性制造系统的概念柔性制造系统是一种集成了各类自动化设备和控制系统的机械制造系统。
它采用计算机控制,通过灵活调度和优化管理,实现一体化、自动化的制造过程。
柔性制造系统的核心是其高度灵活的机器人技术和智能控制系统,能够根据不同产品的要求进行自主调整和生产。
它的引入为机械制造企业提供了更高效、更精准的生产方式。
二、柔性制造系统的特点1.模块化结构:柔性制造系统由多个模块组成,可以根据需要进行灵活组合和调整。
这使得柔性制造系统具备适应不同产品和生产需求的能力。
2.自主运行:柔性制造系统采用先进的计算机控制和自动化设备,能够进行自主调度和运行。
它可以根据生产计划和工艺要求,自动完成各种操作和任务。
3.高度灵活:柔性制造系统能够根据产品变化和订单需求进行快速调整和适应。
它可以在短时间内实现不同产品的生产,并且能够灵活应对市场需求的变化。
4.质量控制:柔性制造系统通过精确的控制和监测技术,实时监测生产过程中的各项指标,并能够及时调整和纠正。
这有助于提高产品的质量稳定性和一致性。
三、柔性制造系统对机械制造的影响1.提高生产效率:柔性制造系统通过自动化设备和智能控制系统的应用,实现了生产过程的高度集成与自动化。
这有效减少了人力投入和生产周期,提高了生产效率和产能。
2.降低生产成本:柔性制造系统的灵活性和自动化能力使得生产过程更加高效、经济。
通过减少物料浪费和人力成本,可以有效降低生产成本,提高企业的竞争力。
3.改善产品质量:柔性制造系统的精确控制和实时监测能力,可以及时发现和处理生产过程中出现的问题,提高产品质量的稳定性和一致性。
N:N网络在SRS-F01小型柔性制造系统中的实现

传 输 小 车及 库 房 、 装站 、 卸 站 组 成 , 安 拆 在加 工 、 测量 等设 备 和 仓
库 之 间进 行 物料 的搬 运 。
的工 件再 由机 器 人 取 出至 装 配 站 进行 装 配 ,装 配 完 毕 的成 品 再 由 自动传 输 站 运输 至库 房 位 置 存储 ,另外 一 些 产 品 可进 行 拆 卸 分 拣 处理 后 再 入库 。所 有 执 行过 程 和 状 态 都 可 以 通过 监 控 界 面 在 中 央控 制 台 上得 以监 控 ,各 分 站 的执 行 具 体情 况 在 各 分 站 的 计算 机 上 也 可监 控 。另 外我 们 也 可 以通 过 连 接在 自动 传输 站 的 人机 界 面 ( 摸 屏 ) 各 站发 出指 令 和 状 态反 馈 。本 系 统涉 及 了 触 对
Me n i h : e w r ra in a d p rmee s s tn a e n P C w r ii e l ie h L ewo k e ・ a whl te N N N t o k c e t n a a t r et g b s d o L e e f s d I as g v s te P C N t r s e o i n h t o
精 童 蝤獭■ 辅§ 悔 国 舯 擅确
图1
系统 结 构
本 柔 性制 造 线 的 基 本功 能 是 :将 毛 坯从 库 房 中取 出通 过 自
动 传 输 站 将 毛坯 送 至测 量 站 ,对 毛 坯 检查 测 量 ,合 格 者再 送 到
C NC加 工 站 , 由机 器 人 将 工 件 送 至 机 床 内 , 紧加 工 , 夹 加工 完 毕
范金 玲
( 苏州 大学 电子信 息 学 江苏 苏州 2 5 0 ) 1 14
智能数控机床与编程 思考题及答案 第8章 柔性制造应用
第8章思考题1.什么是柔性制造系统?按照规模,柔性制造系统分为几级?参考答案:柔性制造系统是以多台(种)数控机床为核心,通过自动化物流系统将其连接,统一由主控计算机和相关软件进行控制和管理,组成多品种变批量和混流方式生产的自动化制造系统。
典型的FMS由数控加工设备、物料储运系统和信息控制系统组成。
柔性制造系统按照规模大小分成四级:第一级:柔性制造模块(FMM)由单台数控机床配以工件自动装卸装置组成,不具备工件、刀具的供应管理功能,没有生产调度功能。
第二级:柔性制造单元(FMC)通常包括2~3个FMM,它们之间由工件自动输送设备进行连接。
FMC由计算机控制,可自动完成工件与刀具运输、测量、过程监控等功能,能完成整套工艺操作,具有一定的生产调度能力。
第三级:柔性生产线(FM1.)是处于单一或少品种大批量非柔性自动线与中小批量多品种FMS之间的生产线。
其加工设备为通用数控机床或专用机床,对物料搬运系统柔性的要求低于FMS,但生产率更高。
第四级:柔性制造系统(FMS)将FMC进行扩展,增加必要的加工中心台数,配备完善的物料和刀具运送管理系统,通过一整套计算机控制系统管理全部生产计划进度,并对物料搬运和机床群的加工过程实现综合控制,具有良好的生产调度、实时控制能力。
2.FMC的构成分为几类?参考答案:FMC的构成可分为两大类。
1)加工中心与APC组合式。
这类FMC区别于单台加工中心的特征是配置了托盘交换系统(APC),APC有5个或5个以上的托盘。
FMC具有自动检测、切削状态监视和工件与刀具自动更换功能。
这类FMC在24小时连续加工中使用效率很高。
2)数控机床与工业机器人组合式。
这类FMC主要特征是用工业机器人作为工件装卸系统。
3.简述柔性制造的物流系统组成。
参考答案:参考答案:物流系统是柔性制造的重要分系统,承担物料(毛坯、半成品、成品及工具等)的存储、输送和分配,其组成主要包括三个方面:原材料、半成品、成品所构成的工件流;刀具、夹具所构成的工具流;托盘、辅助材料、备件等所构成的配套流。
精密箱体柔性制造系统网络通信的实现_邱红
特征信息需要通过 GSD( General Station Description) 文 件创建设备链接,GSD 描述文件包括通信参数、插入 模块数量及类型、模块所处位置位、模块参数和出错文 本等信息。图 2 是使用 STEP7 软件的“HW Config”工 具设置 S7 - 300 CP 342 - 5 DP 通信模块的方法。
设备控制级: 设备层的 S7 - 300 型 PLC 控制系统 作为 FMS 的智能从站,通过现场级网络连接到现场控 制级的主控 PLC 系统,接受主控 PLC 的控制指令; 而 840D 数控系统的 HMI 系统则通过工业以太网连接到 现场级信息管理系统,为系统采集底层设备的信息数 据、下载程序数据提供技术支撑。
关键词:组态 PROFIBUS - DP S7 - 300 GSD 文件 CP342 - 5 通信处理器 WinCC 中图分类号:TP278 文献标识码:A
The realization of the precision box - type FMS network communication
QIU Hong,YAN Jiangyun,ZHANG Tao,FENG Guanglei ( Shenji Group Kunming Machine Tool Co. ,Ltd. ,Kunming 650203,CHN)
2 设备组态
物流主站控系统和 从 站 控 制 系 统 均 由 S7 - 300 PLC 扩展 CP342 - 5 通信模块组成,组态时将主站的 “Opreting Mode”设置为“DP Master”( 主站) ,将从站的 “Opreting Mode”设置为“DP Salver”( 从站) 。链接完 成后,通信模块就被赋予 PROFIBUS 总线通信的 IP 地 址,将组态数据下载到 PLC 系统,通信模块自动地由 PLC 系统参数化和组态,定义模块的属性( 是否联网 状态、底板连接 MPI 地址、通讯速率、是否 DP 主站或 从站) ,初始化完成,系统进入数据循环交换。照此方 法,逐一组态 FMS 现场 7 台加工设备、物流小车和 7 套 RFID 系统为物流从站。硬件组态完成后,现场总 线上所有设备的属性也就随之确定,形成如图 3 所示 的 PROFIBUS 网络硬件结构。
柔性生产模式下的制造业物流系统升级

柔性生产模式下的制造业物流系统升级
邱伏生;李志强
【期刊名称】《物流技术与应用》
【年(卷),期】2024(29)3
【摘要】柔性生产是一种以“制造系统响应内外环境变化的能力”为核心的生产模式。
本文分析了柔性生产模式对物流的要求,详细阐述了柔性物流系统升级的基本范式与核心要点,并通过具体案例介绍了不同作业场景下柔性物流的表现形式及物流技术的应用特点。
一、柔性生产模式对物流的要求1.柔性生产柔性生产是一种以“制造系统响应内外环境变化的能力”为核心的生产模式,由英国Molins公司在1965年首次提出.
【总页数】7页(P77-83)
【作者】邱伏生;李志强
【作者单位】上海天睿物流咨询有限公司
【正文语种】中文
【中图分类】F25
【相关文献】
1.SCM环境下制造业与物流业联动发展物流战略联盟模式探析
2.“互联网+”背景下中国制造业的柔性化生产研究
3.关于制造业物流信息系统建设的几点思考——从厦工集团生产物流系统的实施看制造业物流信息系统建设
4.“互联网+”背景下中国制造业的柔性化生产研究
因版权原因,仅展示原文概要,查看原文内容请购买。
柔性制造系统的构建与应用

柔性制造系统的构建与应用柔性制造系统是一种集成了多种自动化技术和软件系统的生产方式,它的目的是在不同的生产需求下实现灵活快速的生产,提高生产效率和产品质量。
柔性制造系统的核心技术是数据通信和控制系统,这两个技术的发展使得柔性制造系统得以实现。
一、柔性制造系统的构建技术1. 自动化技术自动化技术是构建柔性制造系统的基础,包括传感器、执行器、机器视觉、机器人等技术。
传感器是获取生产环境信息的装置,通过传感器可以实现物料的自动化处理和产品的质量检验。
执行器包括液压、气动、电动等,它们负责生产过程中的运动和加工。
机器视觉是利用计算机技术完成对物体视觉的感知和理解,可以用于生产过程中的检测和测量。
机器人是最重要和最复杂的一类自动化设备,可以完成许多重复性和复杂工作,提高生产效率和质量。
2. 控制系统控制系统是柔性制造系统中最为关键的部分,控制系统的功能是控制生产过程中各个环节的运行,使整个生产过程实现自动化和灵活性。
控制系统包括硬件和软件两部分,硬件包括PLC、仪表、传感器等,软件包括控制程序、HMI等。
控制系统的设计需要考虑到生产过程的各项要素,包括生产工艺、设备的运行方式、物料流等。
3. 智能算法柔性制造系统需要处理的生产变量和外界环境都是不确定的,这就需要引入智能算法来实现优化控制和管理。
其中包括人工神经网络、模糊逻辑、遗传算法等技术。
这些算法不仅可以优化生产系统的运行,还可以实现智能化管理和决策。
二、柔性制造系统的应用柔性制造系统的应用领域非常广泛,涵盖了各行各业的生产制造领域。
下面针对几个行业进行介绍。
1. 汽车制造柔性制造系统在汽车制造领域的应用相对成熟,例如汽车装配线、涂装线等。
汽车装配线是一种高度自动化的生产方式,可以根据订单类型对生产流程进行组合,实现灵活生产。
涂装线是通过自动化技术和工艺控制技术实现油漆涂装过程的自动化。
这些柔性制造系统的应用使汽车制造业实现了高效率、高质量、低成本的生产。
最终幻想:-未来3D技术前奏曲

最终幻想:-未来3D技术前奏曲
邱晓光
【期刊名称】《《微型计算机》》
【年(卷),期】2001(000)018
【总页数】4页(P93-96)
【作者】邱晓光
【作者单位】
【正文语种】中文
【中图分类】J954
【相关文献】
1.3D风方兴未艾“裸眼3D”或凸显技术未来趋势 [J], 吕晓洋;
2.孵育3D打印产业美好未来--走访东莞市横沥镇模具产业3D打印技术公共服务平台 [J], 潘慧;刘震
3.3D图像技术基础与应用(12)应用6:未来的3D与交互技术 [J], 韩伟
4.最终幻想——未来3D技术前奏曲 [J], 邱晓光
5.海德鲁介入推动研发3D铝挤压——3D生产技术的未来 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
我院成功打造先进加工技术与柔性制造系统硬件平台
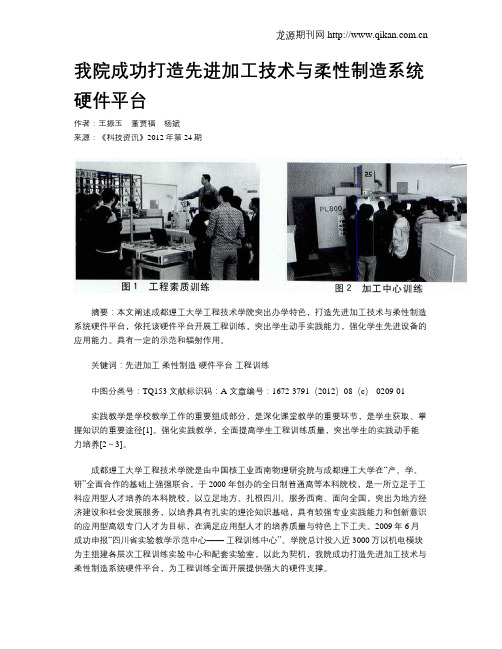
我院成功打造先进加工技术与柔性制造系统硬件平台作者:王振玉董贾福杨斌来源:《科技资讯》2012年第24期摘要:本文阐述成都理工大学工程技术学院突出办学特色,打造先进加工技术与柔性制造系统硬件平台,依托该硬件平台开展工程训练,突出学生动手实践能力,强化学生先进设备的应用能力。
具有一定的示范和辐射作用。
关键词:先进加工柔性制造硬件平台工程训练中图分类号:TQ153 文献标识码:A 文章编号:1672-3791(2012)08(c)-0209-01实践教学是学校教学工作的重要组成部分,是深化课堂教学的重要环节,是学生获取、掌握知识的重要途径[1]。
强化实践教学,全面提高学生工程训练质量,突出学生的实践动手能力培养[2~3]。
成都理工大学工程技术学院是由中国核工业西南物理研究院与成都理工大学在“产、学、研”全面合作的基础上强强联合,于2000年创办的全日制普通高等本科院校,是一所立足于工科应用型人才培养的本科院校。
以立足地方、扎根四川、服务西南、面向全国,突出为地方经济建设和社会发展服务,以培养具有扎实的理论知识基础,具有较强专业实践能力和创新意识的应用型高级专门人才为目标,在满足应用型人才的培养质量与特色上下工夫。
2009年6月成功申报“四川省实验教学示范中心——工程训练中心”。
学院总计投入近3000万以机电模块为主组建各层次工程训练实验中心和配套实验室,以此为契机,我院成功打造先进加工技术与柔性制造系统硬件平台,为工程训练全面开展提供强大的硬件支撑。
1 柔性制造中心的建成成功打造柔性制造系统硬件平台柔性制造中心建成具有国内一流、全国高等院校领先、西南地区唯一具有工业级别的柔性制造自动化小型生产线,不但能够较好地满足实验课程的需要,而且使学生能够掌握学科前沿技术,开阔视野,在独立学院中具有极强的先进性和示范性,进一步突出工程训练中心优越的实训条件和训练特色[4]。
实验设备先进、配置齐全,配有国内先进,从韩国现代起亚集团进口的五轴联动加工中心和全功能数控车床各1台;从日本安川公司进口的六自由度工业机器人1台并采用美国林肯公司生产的林肯焊接系统1套;还配有组合式立体仓库1套、巷道式堆垛机1套、平移式出入货台1套、动力滚筒线6套、顶升平移机1台、旋转平移机1台、影像测量机1台、激光内雕刻机1台、激光外雕刻机1台、抓取机器人2台并配有机器人行走机构1套、数控线切割机床1台等设备。
2011年昆明市科学技术奖励
2011年昆明市科学技术奖励项目(人员、组织)名单一、突出贡献奖(空缺)二、科学技术合作奖(空缺)三、科学技术进步奖(60项)一等奖(2项)1.FMS柔性制造系统研究开发完成单位:沈机集团昆明机床股份有限公司完成人员:朱祥寸花英赵建华邱红张晓毅严江云许昆平张韬李江艳孙薇刘志兵2.废弃烟叶、烟梗、烟末综合利用及产业化完成单位:云南中烟昆船瑞升科技有限公司云南瑞升烟草技术(集团)有限公司完成人员:刘维涓杨伟祖唐自文周瑾王保兴孙毅段孟余红涛熊伟张世东李永福二等奖(13项)1.昆明高新技术产业开发区五华科技园技术创新中心建设完成单位:昆明高新技术产业开发区五华科技园管理委员会北京理工科技园科技发展有限公司完成人员:罗建宾和培仁李信平马文森刘勇熊景杰郑云张光怡郭颖2.以昆虫为载体探索幼儿科普教育方法与途径的实践研究完成单位:昆明市第二幼儿园昆明市钟兴名师工作室完成人员:邵苏梅殷素萍杨鸿葛洪芸曹丽雪杨柳林石素梅刘绍萍胡敏6926数控落地铣镗床研究开发完成单位:沈机集团昆明机床股份有限公司完成人员:朱祥寸花英严江云赵建华张晓毅邱红许昆平刘志兵周亚雄4.桥接组合式内固定系统治疗骨折的实验研究完成单位:昆明市延安医院完成人员:李群辉熊鹰陆继鹏赵烽张武杨宏锟任云峰5.中式卷烟特色天然香原料、功能性香料的开发应用完成单位:云南瑞升烟草技术(集团)有限公司完成人员:杨伟祖王保兴邓国宾刘丽芬林瑜弓新国包崇彦念小魁蒋美红6.昆明市“十一五”千万亩测土配方施肥技术推广完成单位:昆明市农业科学研究院寻甸回族彝族自治县农业局土壤肥料工作站宜良县农业技术推广服务中心晋宁县农业技术推广中心石林彝族自治县农牧局农业技术推广总站完成人员:唐丽萍武绍启李正富刘锐申海滨谭海燕文忠林方永华尹正红7.肺癌细胞与DC细胞融合的特异性肿瘤疫苗治疗肺癌的应用研究完成单位:云南省肿瘤医院昆明市第一人民医院完成人员:宋鑫张鸿青黄云超周开华隋军徐忠能王瑜李莉杨金艳8.昆钢节水减排、废水资源化再利用技术项目完成单位:昆明钢铁控股有限公司完成人员:陈昆宁李克邹映李中华沈祚昌邹丽华张国庆周庆华施应权刘永刚9.基于RFID的供应链管理系统完成单位:云南昆船数码科技有限公司完成人员:张智勇秦颖蒋俊鲍虎彭支光杨旭胡仁选王武勃何彦东10.滇池区域隧道建设三项关键技术研究完成单位:昆明元鼎建设发展有限公司云南航天工程物探检测股份有限公司云南省交通规划设计研究院完成人员:杨勇李向红罗志阳李德宏王运生余暄平宋晓东顾国兴李雄周11.昆明市人民政府办公厅网上办公系统完成单位:昆明市人民政府办公厅云南新锐和达信息产业有限公司完成人员:陈勇赵学锋李河流杨武李聪严志勇邓云鹏杨洪图孙晶君12.滇重楼茎叶皂甙抗白血病机理及其药效学研究完成单位:昆明医学院第三附属医院中国科学院昆明植物研究所昆明市延安医院完成人员:何明生陈昌祥侯宗柳曹红花刘海洋孟明耀张颜倪伟解燕华13.昆明地区13286例儿童手足口病病原分析及EV71分子流行病学研究完成单位:昆明市儿童医院完成人员:吴茜温柏平代宏剑杜曾庆庄宇王美芬杨晓红杨俊逸刘晓梅三等奖(45项)1.昆明市加强知识产权保护工作的对策和研究完成单位:昆明市知识产权局昆明市生产力促进中心完成人员:夏世云李永松向兰郭鹑翎耿卫东张爱萍魏治勇2.五华区富民强县示范工程——技术转移平台建设完成单位:昆明北理工科技孵化器有限公司昆明市五华区科学技术和信息化局完成人员:杨皕陈达详李信平熊景杰刘志刚刘勇张弛3.官渡区信息化发展“十二五”规划研究完成单位:云南大学昆明市官渡区科学技术和信息化局完成人员:王世普李社琨姚绍文朱加富周维易超薛岗4.昆明市中等职业学校管理队伍建设现状及对策研究完成单位:昆明学院医学院昆明市教育局中国民主促进会昆明市委员会完成人员:余珊马际时汪叶菊胡敏王波刘静媛岑兵5.低碳昆明建设基础情况调查研究完成单位:昆明市环境科学研究院昆明学院完成人员:支国强郑一新张大为李宗逊陈云波李中杰和兰娣6.昆明市装备制造业自主创新能力分析与趋势预测完成单位:昆明市科学技术情报研究所昆明市工业和信息化委员会完成人员:陈晖孔令华倪牧吴岚罗毅7.官渡区彝族撒梅人传统文化保护研究完成单位:昆明市官渡区文化馆云南省博物馆完成人员:李黎马春梅杨雪吟王德智李树坤丁红芳李丹玫8.《小康农村科技文库》完成单位:昆明市技术合同认定登记站昆明市生产力促进中心完成人员:刘燕琨李国全沈涛李永松高霞张丽娟余静娟9.出口型洋蓟高端食品深加工及产业化开发完成单位:昆明王国食品集团有限公司完成人员:杨剑平何波岳康赵素留赵若文李忠录罗梅10.拟南芥热激因子HSF1耐逆境生理生化途径的鉴定完成单位:昆明学院完成人员:郭丽红张乐民王定康袁燕郭庆杨晓虹陈雪11.高毒农药监管和替代技术研究应用完成单位:昆明市植保植检站农业部农药检定所生测室完成人员:傅杨窦秦川张宏军罗嵘毕绍喜李志敏崔海兰12.中式卷烟原料烘烤技术研究完成单位:云南省烟草公司昆明市公司云南烟草科学研究院完成人员:韩智强夭建华方力李跃平简彬任一鹏倪红梅13.六步法思维血气分析软件和视听教材的开发应用完成单位:昆明市延安医院完成人员:王忠平王毅鹏周宁梁咏雪虞涛14.利用烟草废弃物生产新型生物有机肥、有机无机复混肥完成单位:云南云叶化肥股份有限公司完成人员:尚海丽杨发祥倪永文李奇毛自朝杨小溪梁静15.昆明市杂交粳稻新品种示范应用完成单位:昆明市种子管理站嵩明县种子管理站寻甸回族彝族自治县农业局农业技术推广工作站完成人员:郭琼仙陈远伟李发宽马应丛李云波蔡明秀阎自强16.云南山茶花大树快繁技术研发完成单位:昆明市园林科学研究所完成人员:李溯袁冬梅单蓓杨平陆俊何瀚17.寻甸县奶水牛产业链建设集成技术示范项目完成单位:云南尼里拉菲奶制品有限公司完成人员:刘德正周对发杨国荣杨志鹏赵正喜腾朝龙李自云18.昆明地区种猪场猪伪狂犬病强弱毒鉴别诊断与净化技术示范完成单位:昆明云农大动物疫病检测控制有限公司完成人员:舒相华杨志雷尹革芬李文贵宋春莲潘伟荣代飞燕19.S(B)H15-(M)-30~1600/10系列非晶合金变压器完成单位:通变电器有限公司完成人员:文天福刘振林冯民权罗剑锋解德荣赵刚朱传翔20.昆明市水稻精确定量栽培控病增产技术研究及推广应用完成单位:昆明市植保植检站完成人员:太一梅傅杨杨从党申海滨袁琼芬钱世江方正谦21.土壤改良和作物生长处理剂的应用及示范项目完成单位:昆明理工大学安宁市县街镇人民政府完成人员:刘谋盛耿卫东杨亚玲王振德李青王伟宏22.多功能自动配送系统研发与应用示范完成单位:昆明昆船物流信息产业有限公司完成人员:方泳周志坚闵定勇张艳徐清华岳华张晓昆23.PPH术与传统术式结合治疗Ⅱ°-Ⅲ°直肠脱垂的临床应用研究完成单位:昆明市中医医院完成人员:吴丹妮范亚明杨文治张志云王晓岚邢占敏何卫东24.电感耦合等离子体原子发射光谱仪在钢铁企业的应用研究完成单位:武钢集团昆明钢铁股份有限公司完成人员:陶俊李玉清曾海梅王远陈涛李文生许涯平25.昆明市科学技术奖励信息管理系统完成单位:昆明赛豪锐科技有限公司完成人员:杨天贵邢伯阳王舒婷赵天宝李敏邓勤龙黄林飞26.原因不明习惯性流产免疫因素的研究完成单位:昆明市第一人民医院完成人员:刘云东邵剑春王中弥胡大春罗洁景玉梅许红27.“灯笼骨架形”记忆合金椎体成形架的研制及临床应用研究完成单位:昆明市中医医院完成人员:常敏江波李雷吴继昆刘维统白云陈奇刚28.5万吨/年煤焦化粗苯精制生产高纯苯技术开发完成单位:昆明焦化制气有限公司完成人员:张国庆张丕祥王远杨勇张斌李宏武杨明富29.动脉瞬时波强度在评价先天性心脏病患者左心室功能的相关性研究完成单位:昆明市延安医院完成人员:陈剑丁云川王庆慧尹帆苏璇罗庆袆张瑜30.云铝186kA电解槽低电压工艺及控制技术的开发与应用完成单位:云南铝业股份有限公司完成人员:丁吉林倪为民刘永强董洪波虞青张平均陈光恒31.昆明数博兰德科技有限公司企业技术创新平台建设完成单位:昆明数博兰德科技有限公司完成人员:傅铁威杨平饶维刘刚罗年庆方少良钟沅珉32.卷烟品牌投放流程的设计与实现完成单位:云南省烟草公司昆明分公司完成人员:郑天一赵树昆杨忠瞿坚汪安贵顾滔刘江33.竹红菌素软膏生产工艺规范化及质量标准提升研究完成单位:昆明振华制药厂有限公司完成人员:杨立民李俊饶高雄郭文罗珊珊34.广谱铂抗肿瘤药物奥沙利铂的产业化完成单位:昆明贵研药业有限公司完成人员:普绍平李学杰丛艳伟刘祝东彭娟朱泽兵何键35.胃血止糊剂治疗上消化道出血的临床、实验、药物质量控制研究完成单位:昆明市中医医院云南省第一人民医院昆明市第一人民医院完成人员:姜莉云耿嘉蔚刘明范红顾力华张少云阚黎旭36.基于构件的公路工程项目施工管理系统完成单位:昆明安泰得软件科技有限公司完成人员:张芦川张自震李志平谢如新丘林木陈绍林崔勇37.老年人T2DM、IGT、IFG患者血管内皮功能与血小板膜糖蛋白的研究完成单位:昆明市延安医院完成人员:金醒昉杨莉何燕魏云鸿陈明邱红邓洁38.昆明地区汉族散发性阿尔茨海默病(SAD)与SORL1、Pin1、NEP、ApoE 基因多态性的关系研究完成单位:云南省精神病医院完成人员:王燕伍力杨家义李超伍星余发春杨飏39.HIV/AIDS合并肺结核的CT与肺功能对照性研究完成单位:昆明市第三人民医院完成人员:汪亚玲祁燕伟白劲松杨蕤陈苏云万荣赵勤40.昆明市糖尿病预防控制模式及干预效果评估研究完成单位:昆明市疾病预防控制中心完成人员:张茂镕邱泓杨昭沈岚田荣马娅邱俊41.1764例儿童手足口病的临床诊治特点及病原学研究完成单位:昆明市儿童医院完成人员:杜曾庆吴茜王美芬李凌媛刘晓梅廖亚彬王艳春42.太阳能热水系统与建筑一体化应用完成单位:云南一通太阳能科技有限公司昆明市官渡区科学技术和信息化局完成人员:李永泉李社琨肖祖瑀梁文武刘衍君薛淑昆代纯昆43.昆明供水信息管理系统完成单位:昆明通用水务自来水有限公司施耐德电气(中国)投资有限公司完成人员:纳安如邢爱辉陈邦军张勤戚明杰熊绍敏张述祥44.昆明市中小企业科技信用服务平台完成单位:昆明市民办科技机构管理处云南家旺科技有限公司完成人员:耿卫东龚瑜李永松叶明万洋张爱平冯凌燕45.通信基站(机房)安全防范系统完成单位:昆明金安利信息技术有限公司完成人员:张龙灯李玉龙尹业华吴峻刘明李兴斌张洪彦四、专利奖(10项)一等奖(1项)1.增效抗疟药复方磷酸萘酚喹的制备方法专利权人(组织):昆明制药集团股份有限公司二等奖(9项)1.一种烟梗预处理的方法及设备专利权人(组织):云南瑞升烟草技术(集团)有限公司2.自锁解剖型髋动力钢板及其专用定位导向装置专利权人(人员):熊鹰3.一种柴油机曲轴扭振减振器专利权人(组织):昆明云内动力股份有限公司4.一种走行补货装置专利权人(组织):云南昆船设计研究院5.无糖型灯盏花颗粒及其制备方法和应用专利权人(组织):云南植物药业有限公司6.烟草净油的制备方法专利权人(组织):云南瑞升烟草技术(集团)有限公司7.一种烟梗提取碳酸钾及精制炭的方法专利权人(组织):云南云叶化肥股份有限公司8.一种附件系统布置结构专利权人(组织):昆明云内动力股份有限公司9.妇科疾病外用洗剂及制备方法专利权人(人员):温先敏五、再奖励(人员及项目)1.陈景(云南大学)获2009年云南省科学技术奖杰出贡献奖2.难处理氧化铜矿资源高效选冶新技术获2009年国家技术发明奖二等奖(其第一获奖者是昆明理工大学张文彬)3.从含铟粗锌中高效提炼金属铟的技术获2009年国家技术发明奖二等奖(其第一获奖者是昆明理工大学杨斌)4.轻质混凝土用于大跨径桥梁的研究获2009年云南省科学技术奖科学技术进步一等奖(其第一获奖者是云南省公路科学技术研究所余庆平)5.山区支挡结构的研究获2009年云南省科学技术奖科学技术进步一等奖(其第一获奖者是云南省交通规划设计研究院杨延)6.澜沧江梯级开发的跨境影响及生态安全维护获2009年云南省科学技术奖科学技术进步一等奖(其第一获奖者是云南大学何大明)7.高产优质抗病滇型杂交粳稻选育制种技术研究及示范推广获2009年云南省科学技术奖科学技术进步一等奖(其第一获奖者是云南农业大学谭学林)8.石榴主要病虫害研究与防治获2009年云南省科学技术奖科学技术进步一等奖(其第一获奖者是云南农业大学陈海如)。
柔性结构技术在精密工件台中的应用
簧 片具 有 最 小 的转 动 刚度 , 并 且 柔 性 簧 片 的 转 动 刚度 明显 小 于其 它 三 种 柔 性 铰 链 。 柔 性 簧 片 具 有 较 小 的转 动 刚 度 ,直 圆 型 柔 性 铰 链 具有 最 高 的精 度 , 且 , 两 种 形 式 的柔 性 铰 并 这 链计算相对简单 , 因此 , 工 件 台 的 柔 性 结 构 设 计 在
p p r i to u e e i l tu t r e h o o n t e d sg f wa e t g o f u ai n a e n r d c s f x b e s c u e t c n l g i h e i o f r sa e c n g r t .By u i g l r y n i o sn
Ab t a t s r c :Re a i e t gd s u t r e h o o y l x b e s u t r e h o o a r d a t g , lt o r i t cu e t c n l g ,f i l t c u e t c n l g h s mo e a v n a e v i r e r y s c s l w o c n m e tta s s i i t , o ma u a t r g c s, o a s mb y d f c l , t . u h a o f r e a d mo n r n mis l y l w n f c u n o t l w s e l i u t e c b i i i y F e i l t c r lo c n s lx b e s u u r t e a s a i l y a ma h n o f u a i n a d er r c mp n a i n wi e a p i d mp i c i e c n g r t n ro o e s t l b p l f i o o l e
精密箱体柔性制造系统网络通信的实现

以太 网双 层 网 络通 信 系 统 ,组 成 连 接 设 备 层 、现 场 控 制 层 和 企 业 级 通 信 网 络 的解 决 方 案 ,帮 助 企
堡墨 一 篁
苎! ~一…… 一… 一… 一……一……一 一 图 1 F 控 制 系统 网络 层 次 结 构 MS
、 l
訇 化
精 密箱体柔性制 造系统 网络通 信的实现
The ealz t on of t eci on b r i a i he pr si ox—ype FM S t net or w k com m uni caton i
邱
红 ,严 江云 ,张 韬 ,封 光磊
DP 络 通 信 主 要 作 用 是 解 决 物 流 控 制 系统 主 控 网 P LC与 设 备 层 P C控 制 系 统 之 间控 制 信 号 的传 输 L
F S 备 层 控 制 系 统 配 置 的 西 门子 8 0 M 设 4 D数 控 系统 和 P C系统 提 供 了P OF B — 通信 协 议 和 L R I USDP
足 的问题 ,采用 P O I S D 现 场总 线和工业 以太 网双层网络结构 ,组成 通信与控制紧密结 RF U—P B 合 、控制 与管理 一体化 的F 控制 系统 ,经 实际应用 ,实现 了F 全 自动集成控制 功能 ,取 MS MS 得 了良好的经济效益 。 关键 词 :组态 ;P O IU — P;¥7 0 ;G D R FB S D -3 0 S 文件 ;C 4 —5 P3 2 通信处理器 ;Wi C n C 中图分类号 :T 2 8 P 7 文献标识码 :A 文童编号 :1 0 - 1 4 2 1 ) 3 上) 0 0 —0 9 0 (0 0 ( - 04 4 0 3 2
基于模具柔性制造系统的工程教学应用研究

图6模具电极智能加工单元 2.6模具成型零件车铳复合智能加工单元
如图7,模具成型零件车铳复合智能加工单元是 由斜床身车床、立式加工中心、重载七轴工业机器
人、地轨.EROWA组合托板夹具、自动换爪系统、移
我院机电一体化技术(机器人技术应用方向)专 业培养以适应浙江机器换人需要,熟练掌握机电一 体化技术基础理论和专业技能,掌握1+x工业机器 人操作与运维能力和应用编程能力,具备智能制造、 智能检测和智能管控等专业技能,能从事智能装备 与智能产线的模拟、编程、调试、管理和运维等的具 有精湛技艺和工匠精神的高素质高技能制造业工程 技术应用人才。我院的M-FMS主要用于机电一体化 技术专业的实践教学,也承担着模具设计与制造、机 械制造与自动化等相关专业的实践教学。
187
Equipment Manufacturing Technology No.4,2021
3.1系统的实践教学功能
M-FMS在实践教学中包括了机电一体化技术专 业中学生需要掌握的绝大部分应用技术:电气系统 的安装、调试、维护与检修技术;机电设备运行维护、 现场排障技术;工业机器人的应用编程技术;车、铳 等机床和加工中心的应用编程技术;传感器应用、 PLC控制、夹具装调、网络通讯等各类机械、电子、电 气应用技术。给学生提供了一个综合性强、开放度 高、创新性好,同时在标准上接轨于企业,设施上同 步于企业,技能上适用于企业的实践实训平台。
柔性制造系统(FMS),是一条自动化程度极高的 生产线,由人机交互系统控制各模块对加工物件实 施仓储、运输、生产、回仓等智能化操作,其中仓储机 器人完成物料的仓储,工业机器人完成产品的分拣 搬运;数控机床完成产品的加工等讯恕FMS具有柔性 可变、高效的生产工艺,能进行不同加工工艺产品的 生产和制作,能在无人为操作的情况下进行从下单 开始直至提货的产品生产,能自适应生产工艺和运 输流程,是21世纪制造业顺应智能制造的主流生产 模式化
数字化柔性智能制造系统在机床加工行业中的应用
Abstract: According to the digital flexible intelligent machine tool processing industry in the manufacturing systemꎬ constructs the physical structure of the whole system and gives the detailed design of workshop manage ̄ ment and control systemꎬ intelligent logistics systemꎬ three flexible digital processing units������ By sensorsꎬ radio frequency identification ( RFID) device operationꎬ need to monitorꎬ connectionꎬ interactive toolsꎬ materialsꎬ logistics trolleyꎬ machine toolsꎬ gages real-time workshopꎬ and information of all kinds of lo ̄ gistics process and processing needsꎬ flexible intelligent manufacturing system of digital form and the combination of Internet and build a local workshop net������ In order to realize intelligent identificationꎬ posi ̄ tioningꎬ trackingꎬ monitoring and management of plant materialꎬ waterꎬ electrical machine production scheduleꎬ process parametersꎬ qualityꎬ environment and so on various kinds of factors of productionꎬ management automationꎬ intelligent������ Finallyꎬ the specific application interface and conclusion of the sys ̄ tem are given������
柔性化集成制造系统中网络数据库的设计与应用

柔性化集成制造系统中网络数据库的设计与应用乔欢;李海富;李雷【摘要】针对柔性化集成制造工程应用需求,分析了网络数据库的设计模式,提出了基于3NF和实体一联系相结合的系统设计方法,并在应用中采用配置文件联接数据库,实现信息集成效果良好。
【期刊名称】《长春大学学报》【年(卷),期】2012(022)010【总页数】3页(P1174-1176)【关键词】柔性化集成制造系统;网络数据库;E-R模型;3NF;网络接口;配置文件【作者】乔欢;李海富;李雷【作者单位】【正文语种】中文【中图分类】TP3920 引言信息和知识已经成为决定生产力、竞争力和经济效益的重要资源。
对于一个企业来说,如何在竞争日益激烈的市场环境中保持优势,很大程度上依赖于对信息的收集、处理和分析,并通过柔性化手段快速地生产出高质量的产品,而这些都有依赖于数据库技术。
管理者只有及时、准确地掌握相关信息,才能做出正确的决策。
数据库技术是实现信息存储、查询和处理的重要手段。
只有将有用的信息转换成数据,并存储在数据库中,才有可能实现最佳的数据管理。
1 柔性化集成制造系统中的数据库设计数据库设计是解决信息抽象描述、构造数据模型、实现数据存储的关键技术。
一个良好的数据库并非偶然所得,它的存储结必须经过严格的设计。
如果数据库模型设计得不合理,即便使用一个性能良好的DBMS软件,也很难使数据库的应用系统达到最佳状态,特别是比较复杂的应用环境,照样会出现文件系统存在的这样或那样的问题。
同一个实体的同一个数据项被重复地存放多处(数据冗余),则数据库很可能成为滋生冗余数据的土壤,产生大量不必要重复的数据。
这种数据冗余同样也是产生数据异常、数据不一致错误的原因。
因此,在众多的设计法中如,基于3NF(第三范式)的设计方法、实体—联系(E-R)模型方法、语义对象模型方法、计算机辅助设计方法等中选取一个合理的设计方法是非常必要的。
在以上设计方法当中实体—联系(E-R)模型是最广泛采用的概念模型设计方法。
一种柔性数控加工智能制造单元的设计与应用

一种柔性数控加工智能制造单元的设计与应用发布时间:2023-05-22T03:18:34.434Z 来源:《科技潮》2023年7期作者:何树洋[导读] 传统的机床需要繁重的体力劳动,并且对人员的操作技能水平极高,而数控机床作为工作母机,数控技术不仅赋予机床一个大脑,使机床变得越来越“聪明”。
广州数控设备有限公司广州 510530摘要:介绍了一种柔性切削加工智能制造单元的设计与实现。
首先通过数控加工技术的特点以及现状,以某校办工厂企业设备改造升级需求为案例,对某轴类和端盖类小批量零件加工基本工艺流程进行分析,介绍柔性数控加工智能制造单元的设计和应用,并对系统的控制原理进行详细阐述,深入分析工业机器人、加工设备、PLC控制器、MES计算机之间的通讯结构和通讯方式。
然后详细介绍工业机器人主程序、料仓取放料程序、机床上下料程序的基本控制流程。
最后证明智能制造单元可通过网络协同方式实现柔性制造。
关键词:柔性加工;智能制造;工业机器人引言传统的机床需要繁重的体力劳动,并且对人员的操作技能水平极高,而数控机床作为工作母机,数控技术不仅赋予机床一个大脑,使机床变得越来越“聪明”。
数控技术也已经从被动执行运动指令发展到能够“感知”机床的温度、振动、能耗等工况并加以调整和控制,通过配套传感技术以及检测系统可以实现在线测量工件尺寸、刀具破损和预测刀具寿命,以及防止刀具和运动部件干涉,甚至为操作者进行语音导航或发送短消息。
数控机床具备智能化功能可以保证机床自动适应加工环境的变化,从而使机床操作更加便利,精度更加稳定,效率更加提升。
显而易见,设备数字化、网络化、智能化具有极为重要的现实意义。
1数控加工技术的特点以及现状1.1数控加工技术的特点数控加工技术是一种以软件编程技术为核心的自动化控制加工生产技术[1]。
首先,数控加工技术可以加工各种形状的零件,即使是一些带有不规则斜角的零件或形状更复杂的零件,也可以采用数控加工技术完成精密加工。
机械装备制造中的柔性制造系统
机械装备制造中的柔性制造系统柔性制造系统(Flexible Manufacturing System,简称FMS)是一种集成了自动化设备、计算机控制和信息技术的先进制造系统。
在机械装备制造行业中,柔性制造系统的应用已经成为提高生产效率和产品质量的重要手段。
一、柔性制造系统的定义和特点柔性制造系统是一种以计算机控制为核心,将多台机床、搬运设备和自动化仓储系统等设备有机组合在一起,实现多品种、小批量、快速转换的生产方式。
它具有以下特点:1. 多功能性:柔性制造系统能够适应不同的产品加工要求,实现多种加工工艺和加工方式的灵活转换。
2. 自动化程度高:柔性制造系统利用计算机控制和自动化设备,实现了生产过程的自动化,减少了人工操作的需求,提高了生产效率。
3. 快速转换能力:柔性制造系统能够快速地进行生产线的转换,适应不同产品的生产需求,减少了生产线停机时间,提高了生产效率。
4. 生产灵活性:柔性制造系统能够根据市场需求进行快速响应,实现小批量、多品种的生产,满足个性化需求。
二、柔性制造系统在机械装备制造中的应用1. 提高生产效率:柔性制造系统能够实现生产过程的自动化和快速转换,减少了生产线的停机时间,提高了生产效率。
2. 降低生产成本:柔性制造系统通过减少人工操作和提高生产效率,降低了生产成本,提高了企业的竞争力。
3. 提高产品质量:柔性制造系统能够实现精确的加工控制和质量监测,提高了产品的一致性和稳定性,提高了产品质量。
4. 实现个性化定制:柔性制造系统能够快速转换生产线,适应不同产品的生产需求,实现个性化定制,满足市场需求。
5. 实现智能制造:柔性制造系统利用计算机控制和信息技术,实现了生产过程的智能化和自动化,提高了生产的智能化水平。
三、柔性制造系统的挑战和发展趋势虽然柔性制造系统在机械装备制造中有着广泛的应用,但仍面临一些挑战和问题。
1. 技术难题:柔性制造系统的设计和实施需要涉及多个领域的技术,包括机械、电气、计算机等,需要解决多个技术难题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
* 云南省重点产业创新工程项目“FMS 柔性制造系统研究开发”( 2008IC003) · 130 ·
网络的实时性和准确性要求很高。PROFIBUS - DP 协 议是基于主 - 从原则的,本项目采用单主站网络配置 结构。物流控制系统的主控 PLC 和带有 CP5613A2 通 信网卡的 WinCC 上位机组成主控站,主要任务是控制 物流系统从站设备,在数据交换阶段,主站有规律地轮 询从站设备。现场 7 台加工设备、物流小车和 7 套射 频识别系统组成物流系统的智能从站,接受主站对其 初始化配置( 设置参数和检查组态) ,并以被轮询的方 式周期地与主站交换数据。工业以太网络用于 FMS 信息管理系统与物流控制系统之间、现场控制系统与 企业管理系统之间的数据通信,网络上传输的是生产 计划信息、加工系统的生产数据、设备运行数据、刀具 数据和 加 工 程 序 数 据,通 过 MCIS ( Movement Control Information System) 系统实现 FMS 的信息与管理功能。
精密箱体柔性制造系统网络通信的实现*
邱 红 严江云 张 韬 封光磊
( 沈机集团昆明机床股份有限公司,云南 昆明 650203)
摘 要:基于昆机 FMS1600 精密箱体类柔性制造系统的系统集成控制解决方案,介绍了 FMS 系统网络通 信结构、设备组态及通信方式,解决了 PROFIBUS 现场总线与企业生产计划管理层集成不足的问 题。采用 PROFIBUS - DP 现场总线和工业以太网双层网络结构,组成通信与控制紧密结合、控制 与管理一体化的 FMS 控制系统,该系统经实际应用,实现了 FMS 全自动集成控制功能,取得了良 好的经济效益。
Abstract: Based on the solution of our company's precision box - type FMS1600 integrated control,this article introduces the structure of network communication,equipment configuration and communication mode, and resolves the lack of integration of PROFIBUS and enterprise production planning management. We use a double structure of network including PROFIBUS - DP and industrial ethernet to form the control system of FMS with close association of communication & control,and integration of control and management. Through practical operation,it has realized the automatic function of FMS integrated control and acquired better economic benefits.
特征信息需要通过 GSD( General Station Description) 文 件创建设备链接,GSD 描述文件包括通信参数、插入 模块数量及类型、模块所处位置位、模块参数和出错文 本等信息。图 2 是使用 STEP7 软件的“HW Config”工 具设置 S7 - 300 CP 342 - 5 DP 通信模块的方法。
组态就是用应用软件中提供的工具和方法,完成 工程中某一具体任务的过程。组态软件是有专业性 的。一种组态软件只能适合某种领域的应用。
本项目 FMS 集成了众多现场设备,需要通过组态 方法统一到 物 流 控 制 系 统,实 现 统 一 调 配、控 制 和 管 理。项目采用西门子 STEP7 组态软件工具构建物流 主站系统与物流从站 PLC 控制系统、射频识别系统之 间的通信连接。PLC 控制系统采用通信模块 CP 342 - 5 DP 进行数据交换,射频识别系统通过 ASM456 通 信模块与 PLC 控制系统进行数据交换。通信模块的
设备控制级: 设备层的 S7 - 300 型 PLC 控制系统 作为 FMS 的智能从站,通过现场级网络连接到现场控 制级的主控 PLC 系统,接受主控 PLC 的控制指令; 而 840D 数控系统的 HMI 系统则通过工业以太网连接到 现场级信息管理系统,为系统采集底层设备的信息数 据、下载程序数据提供技术支撑。
主站虚拟缓冲区的数据周期性地写到从站的输出 通道上,周期性读取的来自从站的数值存放在输入缓 冲区,整个过程由主站的 CP342 - 5 与从站的 CP342 - 5 之间自动协调完成,不需要再编写数据交换程序,但 是需要在主站 PLC 程序调用 FC5 和 FC6 建立通信接 口区; 从站的 PLC 控制程序中通过功能组织块 OB35 周期性地调用数据发送软件功能块 FC105 和数据接 收软件功能块 FC106,来读写 CP342 - 5 内部缓冲区的 数据。参数“SEND”和“RECV”指定的 DP 数据区可以是
图 3 中 MAIN PROFIBUS 总线是 FMS 设备的网络 通信总线,加工单元 OP10 至 OP70 的网络通信 IP 地 址从 101 到 107; 小车 XC 的 IP 地址是 108、主控 RFID 通 信 模 块 ASM 456 的总线,其通信地址是92 。至此总线上所有
企业级网络: 用于企业的上层管理,为企业提供生 产、经营、管理等数据,通过信息化的方式优化企业资 源。
现场级 网 络: 介 于 企 业 级 和 设 备 级 之 间,包 含 PROFIBUS - DP 网络和工业以太网。PROFIBUS - DP 网络通信主要作用是解决物流控制系统主控 PLC 与 设备层 PLC 控制系统之间控制信号的传输和通信,对
通信验证: 通信验证程序结构见图 6。 图 6 所示 FMS 网络通信监控分别在主控站和从 站的控制程序中编程周期性组织块 FB135,每隔 100 ms 将数据发送区的某个字( 本项目是 STAT3) 的值增 加一定的值( 主控站为 3,从站为 4) ,当监控脉冲连续
· 132 ·
累加到参数 IN1 规定的数值( 主控站为 3,从站为 4) , 说明与某个从站通信中断,此时发出从站通信中断的 报警,进行故障处理。
· 131 ·
设备在通信结构中的物理位置、IP 地 址 都 进 行 了 分 配,完成了 PROFIBUS 通信的基础构架。
3 PROFIBUS - DP 主—从站之间的通信实现
如前 所 述,项 目 PROFIBUS - DP 总 线 的 配 置 是 主—从网络系统,1 个主站控制 1 组从站,总线通信方 式是 1 个主站轮询多个从站。并且 PROFIBUS - DP 主站和从站都配置了通信模块 CP342 - 5,使用基于 PROFIBUS - DP 通信协议。CP342 - 5 与 CPU 上集成的 DP 接口不一样,它对应的通信接口区不是实际的输入/ 输出接口区( I 区/ Q 区) ,而是虚拟通信区,需通过通信功 能模块传输数据。本项目主站编程 FC5 和 FC6 通信功能 块,从站编程 FC105 和 FC106 功能块见图 4。
过程映像区( I / O) 、存储器区( M) 或数据块( DB) 区。 PLC 控 制 程 序 要 为 数 据 发 送 软 件 功 能 块 FC 5
( FC105) 的参数“SEND”指定需要发送的数据的数据 存储区,以便 按 照 参 数“SEND ”指 定 的 区 域 把 数 据 传 送到 CP342 - 5 的输出缓冲区。同样,也要为数据接 收软件功能块 FC6 ( FC106) 的参数“RECV”指定接收 数据的数据接收区,系统才能把从 CP342 - 5 的输入 缓冲区接收到的来自 I / O 的过程数据,存入参数“RECV”指定的 CPU 中的数据接收区。同时还要为 FC5 ( FC105) 和 FC6( FC106) 通行功能块设置数据传送起 动条件,当启动条件参数“DONE ”为 1、错误判定参数 “ERROR ”和 数据传送执行结果参数“STATUS”为 0 时,可以认为数据被正确地传送到了通信伙伴。网络 通信见图 5。
关键词:组态 PROFIBUS - DP S7 - 300 GSD 文件 CP342 - 5 通信处理器 WinCC 中图分类号:TP278 文献标识码:A
The realization of the precision box - type FMS network communication
QIU Hong,YAN Jiangyun,ZHANG Tao,FENG Guanglei ( Shenji Group Kunming Machine Tool Co. ,Ltd. ,Kunming 650203,CHN)
Keywords: Configuration; PROFIBUS - DP ; S7 - 300;GSD( General Station) ; CP342 - 5 DP Communication Processor; WinCC( Windows Control Center)
随着市场竞争的激烈,企业在市场上面临越来越 大的竞争压力。企业基于快速响应市场变化、并同时 满足成本和质量控制的需求,需要将整个工厂的生产 流程和自动化控制系统纳入到统一的信息管理平台, 形成控制信息与管理信息对接、管控一体化的自动化 管理系统。基于此,昆明机床股份有限公司( 简称昆 机) 研发的精密箱体柔性制造系统 FMS1600 系统集成 控制解决方案提出了通过构建现场级 PROFIBUS 通信 网络和工业以太网双层网络通信系统,组成连接设备 层、现场控制层和企业级通信网络的解决方案,帮助企 业实现自动控制、信息共享、资源优化的集成自动化管 理。