柔性制造系统中输送单元的设计
柔性制造系统输送及仓储单元研制毕业设计

摘要科学技术的飞速发展,正在把人类推向信息时代。
但是,面对着加工业70%—80%的中小批量生产的经济结构,如何达到自动化的目的,一直是工业界探索的课题。
数控机床问世虽为这部分工厂自动化创造了条件,但实践证明,独立、分散的单机自动化解决不了传统批量生产所固有的生产率同生产柔性、加工批量同制造成本、生产同市场变化之间的矛盾,必须寻找更完善的自动生产体系。
FMS就是在这种追求下诞生的。
其优势在于把生产率同生产柔性、加工批量同制造成本、先进技术同科学管理高度统一起来。
从而提高产品制造柔性,提高效率缩短生产周期,降低能耗及成本,节约设备占地面积。
在柔性制造系统中采用全自动化生产,减少了认为的因素一次也提高了产品的精度。
以上可见,柔性制造系统以上优点是如今制造业中非常需要的。
关键词:柔性制造;立体库;码垛机;流水线AbstractThe rapid development of science and technology, human to the information age. But,Processing industry 70% -80% of the face of the economic structure of the small and medium volume, how to achieve the purpose of automation has been the industry to explore the subject.Although the advent of CNC machine tools to create the conditions for this part of the factory automation,but practice has proved that independent, decentralized stand-alone automation can not solve the productivity inherent in traditional mass production with the production of flexible processing the same batch manufacturing costs, the contradiction between production and market changes, we must find better automatic production system.FMS is born in this pursuit.The advantage of the productivity with flexible production, processing and batch manufacturing costs, with advanced technology with scientific management of highly unified.Thereby increasing manufacturing flexibility, improve efficiency, shorten the production cycle, reduce energy consumption and cost saving equipment footprint.Fully automated production, reducing the human factors and therefore improve the accuracy of the product in a flexible manufacturing system.Above that, the advantages of flexible manufacturing systems is much needed in the manufacturing industry today.Key words: Flexible manufacturing; stereo storage; palletizer; pipeline目录摘要Abstract第一章绪论 (1)1.1柔性制造背景 (1)1.2柔性制造的工作流程 (1)第二章立体库的设计 (3)2.1立体库优点及功能 (3)2.2国内立体库发展趋势 (3)2.3立体库的外形 (3)2.4立体库各部分材料选择 (4)2.4.1 底座材料选择与外形设计 (4)2.4.2 立体库主体设计 (6)2.4.3 托盘设计 (8)2.5立体库储存能力及主要设备 (9)2.5.1 立体库储存能力计算 (9)2.5.2 主要设备 (9)第三章流水线的设计 (10)3.1流水线的工作原理 (10)3.1.1 流水线的工作原理及流程图 (10)3.2电路中主要元器件的介绍 (11)3.2.1 对射开关的原理及应用 (11)3.2.2 CCD颜色尺寸检测单元工作原理及应用 (11)3.2.3 PLC及其扩展单元 (12)3.3流水线系统控制 (13)3.3.1 流水线电机正反转控制 (13)3.3.2 流水线电机启动/停止控制 (13)3.4流水线设计 (13)3.4.1 流水线技术参数 (13)3.4.2 CCD检测单元支架设计 (14)3.4.3 对射开关 (16)第四章四自由度码垛机 (21)4.1码垛机简介 (21)4.1.1 码垛机性能参数 (21)4.1.2 四自由度的实现 (21)4.1.3 线性滑台简介 (22)4.2码垛机各部分设计安装 (23)4.2.1 底座设计 (23)4.2.2 底座高度尺寸计算 (24)4.2.3 底座设计方案与材料选择 (25)4.3码垛机控制箱的设计 (28)4.3.1 码垛机控制箱位置摆放 (28)4.3.2 控制箱内电器元件 (28)4.3.3 控制箱外形设计及材料选择 (29)4.4机械爪的设计 (29)4.4主要电器元件介绍 (35)第五章外部控制系统 (35)第六章结束语 (38)参考文献 (39)致谢 (40)第一章绪论1.1 柔性制造系统的背景随着科学技术的迅速发展,新产品不断涌现,产品的复杂程度也随之增加,而产品的市场寿命日益缩短,更新换代加速,中、小批量生产占有越来越重要的地位。
机械工程中柔性制造系统的设计与优化

机械工程中柔性制造系统的设计与优化引言随着科技的进步和制造业的发展,柔性制造系统在机械工程领域中扮演着越来越重要的角色。
柔性制造系统是指一种灵活的制造系统,它可以根据不同需求进行自动化加工和生产。
本文将探讨机械工程中柔性制造系统的设计与优化,以及其在现代工业中的应用。
一、柔性制造系统的设计1.1 系统布局柔性制造系统的设计需要考虑到工艺流程、设备安排以及物料流动等因素。
在系统布局方面,可以采用流水线或者生产单元的形式。
流水线适用于高产量、高稳定性的产品生产,而生产单元则更加适合于小批量、多品种的生产。
1.2 设备选择在柔性制造系统的设计中,设备选择是一个关键的因素。
首先,需要选择能够满足生产需求的加工设备,例如数控机床、机器人等。
其次,还要考虑设备之间的兼容性和协同性,以确保整个系统的高效稳定运行。
1.3 信息管理柔性制造系统需要通过信息管理来实现各个环节的协调。
因此,在系统设计中,需要考虑信息传递和数据分析的问题。
可以利用物联网技术和工业互联网平台来实现设备之间的信息交流和数据监控,从而提高生产效率和质量管理。
二、柔性制造系统的优化2.1 生产调度柔性制造系统的优化需要考虑生产调度的问题。
生产调度包括任务分配、工件流转、设备利用率等方面。
通过合理的生产调度,可以提高系统的稳定性和效率,减少生产周期和能耗。
2.2 进料控制进料控制是柔性制造系统优化中的一个重要环节。
通过准确控制物料的供应时间和数量,可以避免生产过程中的等待和浪费。
可以利用供应链管理的理念来进行进料控制,例如采用及时生产、按需生产的方式。
2.3 故障维护柔性制造系统中设备的故障会严重影响生产效率。
因此,在优化设计中,需要考虑故障维护的问题。
可以采用预防性维护的方法,通过定期检查和维护设备,避免故障的发生和影响。
三、柔性制造系统的应用柔性制造系统具有广泛的应用前景,可以在各个制造行业中发挥重要作用。
以下是柔性制造系统在不同领域的应用案例。
柔性制造系统的设计与实现
柔性制造系统的设计与实现在当今的工业制造领域中,随着技术与经济的发展,柔性制造系统正在成为越来越重要的一种制造方式。
什么是柔性制造系统呢?柔性制造系统,简称FMS (Flexible Manufacturing System),是利用计算机控制的自动化技术,通过一系列的操作流程,完成对产品的制造、加工和装配的灵活生产方式。
柔性制造系统有着高效、灵活、集成化等特点,在实际生产应用中已经得到了广泛的应用。
对于一个完整的柔性制造系统,构成要素一般分为机器人、CNC机床、自动输送机和计算机控制系统四部分。
这几个部分间通过各种自动控制设备和计算机通信,协调、控制整个制造过程。
下面将具体介绍柔性制造系统的设计和实现。
一、设计过程1. 确定工艺及生产要求在柔性制造系统的设计过程中,首先需要确定所需生产的产品,制品加工的各项工序及各生产环节所要满足的生产要求。
对于工艺流程和产量要求都有着精确的策划,设备的配置、设置与优化,也都应该紧密结合起来。
2. 选定设备及材料针对确定的工艺流程和生产要求,需要选定设备与材料,其中包括甚至于小型零件的设备和机器零部件。
设备和材料选型,对于生产企业来说至关重要,关系到其后续生产质量和运营成本的高低。
3. 设计生产流程在确定了所需生产的产品和选定了设备及材料之后,就需要设计一条高效的生产流程,其中应包括对零部件加工、处理、检测、运输的全过程考虑。
要根据实际原材料数量、生产流程等因素来灵活设定生产方案。
生产流程的设计,十分关键,一定要充分考虑到生产环节、时间、成本等方面的影响,需要在保证质量的前提下,尽可能地提高生产效率。
4. 制定生产计划制定生产计划,需要根据实际情况,综合考虑生产过程中的种种因素。
包括企业的生产能力、应对不同市场的需求、原材料出库时间、生产部门职员安排等。
同时,还需充分考虑预留一定的生产缓冲期,以应对意外情况的出现。
二、系统实现柔性制造系统的实现就是将前面所讲述的设计要素落实到实际生产中。
柔性制造系统装配单元毕业设计
陕西航空职业技术学院毕业设计(论文)毕业设计(或毕业论文)题目:柔性制造系统中装配单元的设计系(部)机电工程系机电一体化技术学生姓名***班级学号*****指导教师***2012 年 4 月 2 日毕业设计任务书机电工程系机电一体化技术专业学生姓名 *** 学号 *****一、毕业设计题目:柔性制造系统中装配单元的设计二、毕业设计时间 2012 年4月2日三、毕业设计地点:陕西航空职业技术学院指导教师 *** 2012 年 4 月 2 日目录第一章装配单元简介 (1)1.1装配单元概述 (1)1.2装配单元的结构组成 (2)第二章装配单元的设计与选用 (6)2.1机械手腕部的结构设计 (6)2.2PLC的选用 (8)2.2.1可编程序控制器的选型与工作过程 (8)2.3PLC程序的实现 (11)2.4可编程序控制器的连接 (13)2.5可编程序控制器的工作过程 (14)2.6可编程序控制器的使用步骤 (14)2.7可编程序控制器的输入输出保护 (15)第三章装配单元的系统控制设计 (17)3.0装配单元机械手装置控制系统的设计方案 (17)3.0.1机械手的运动 (17)3.0.2机械手的驱动方案设计 (17)3.0.3 机械手的坐标型式与自由度 (17)3.0.4 机械手的控制方案设计 (18)3.0.5 机械手的技术参数列表 (19)3.1机械手可编程序控制器控制方案 (20)3.2可编程控制器的抗干扰措施 (23)3.3PLC应注意的问题与解决方法 (25)3.3.1工作环境 (25)3.3.2安装与布线 (25)3.3.3外部安全 (26)第四章电、气路的设计与调试 (27)4.1装配单元的气路设计与连接 (27)4.2装配单元的电路设计与接线 (29)4.3装配单元的程序编制与系统调试 (30)结论 (31)致谢 (32)参考资料 (33)第一章装配单元简介1.1 装配单元概述装配单元是将生产线中分散的两个物料进行装配的过程。
自动化柔性制造系统的研究及方案设计方法
自动化柔性制造系统的研究及方案设计方法摘要制造业是国民经济的主体,是立国之本、兴国之器、强国之基。
制造是把原材料变成有用物品的过程,它包括品设计、材料选择、加工生产、质量保证、管理和营销等一系列有内在联系的运作和活动。
在《中国制造2025》“战略任务和重点”一节中,明确提出“加快推动新一代信息技术与制造技术融合发展把智能制造作为两化深度融合的主攻方;着力发展智能装备和智能产品,推进生产过程智能化;培育新型生产方式,全面提升企业发、生产、管理和服务的智能化水平”。
柔性制造单元恰恰是智能制造系统中直接参与生产的单元,柔性制造单元的好坏直接决定了生产制造环节能否顺利运行。
柔性制造单元(Flexible Manufacturing Cell,简称FMC)是在制造单元的基础上发展起来、具有柔性制造系统部分特点的一种单元。
通常由多台带有受PLC控制的自动夹具、自动冷却、自动门等装置的加工设备同时具有与其配合自动更换零件的装置,具有适应加工多品种产品的灵活性和柔性,可以作为FMS(柔性制造系统)中的基本单元,也可将其视为一个规模最小的FMS(柔性制系统),是FMS(柔性制造系统)向廉价化及小型化方向发展的一种产物。
通常,FMC有托盘交换式和工业机器人搬运式两种不同的组成形式。
柔性制造系统主要由以下三部分组成:多工位的数控加工系统、自动化的物料储运系统和计算机控制的信息系统。
工厂中常见的自动化柔性制造系统。
桁架机械手是一种建立在直角X,Y,Z三坐标系统基础上,对工件进行工位调整,或实现工件的轨迹运动等功能的全自动工业设备,如图3-所示,桁架机械手结构的柔性制造单元。
关节机器人直接搬运的FMC。
由l~4台车削中心或其他数控机床,以及固定安装的回转式机器人和工件存储台等组成,各设备都布置在机器人周围或两侧。
工件在加工过程中的搬运都由机器人自动实现。
此类FMC的优点是设有托板及其自动交换系统,设备费用低,适用于大批量生产,可有效节约人工成本。
柔性制造系统中加工单元控制系统设计
柔性制造系统中加工单元控制系统设计柔性制造系统(FMS)是一种集成了多种生产设备、控制系统和信息系统的现代化制造系统,具有灵活性、高效性和自适应性的特点。
加工单元作为FMS中的核心组成部分之一,其控制系统的设计对于实现FMS的灵活性和高效性至关重要。
加工单元控制系统设计的目标是实现对加工单元内各个设备的自主协作与协调,以实现FMS中工件在各个设备之间的自动传送和加工。
在加工单元控制系统设计中,需要考虑以下几个方面:1.软硬件结构设计:加工单元控制系统一般由硬件和软件两部分组成。
在硬件设计上,需要选择适合加工单元的各种传感器、执行器和控制器,并将其组合成一个可靠、高效的硬件系统。
在软件设计上,需要编写控制算法和编程代码,以实现对加工单元的自动控制。
2.通信网络设计:加工单元内的各个设备之间需要进行信息的传递和协作。
因此,需要设计一个可靠、高效的通信网络,以实现设备之间的数据交换和控制指令的传递。
3.控制策略设计:加工单元控制系统的控制策略应能够满足FMS的要求,即能够根据各个设备的状态和工件的需求,自主协调和控制工艺过程的进行。
因此,需要设计一个适应动态变化的控制策略,以保证系统的高效性和灵活性。
4.故障检测与处理:在加工单元中,可能会发生各种故障,如设备故障、传感器故障等。
因此,需要设计一套故障检测与处理机制,以实现对故障的及时检测和处理,并保证系统的可靠运行。
5.数据管理与分析:加工单元控制系统应能够对加工过程中产生的数据进行管理和分析,以提高生产效率和质量。
因此,需要设计一个数据管理与分析系统,以实现对数据的存储、查询和分析。
在加工单元控制系统设计中,需要综合考虑以上各个方面,以实现对加工单元的高效控制和管理。
通过合理设计和优化,可以提高FMS的生产效率和灵活性,从而满足不同的生产需求。
柔性生产系统分拣单元的设计

项目实训六:柔性生产制造系统成、废品分拣及废品输送单元设计、安装与调试一、本单元系统组成及功能1、系统组成成、废品分拣及废品输送单元,如图一所示,由以下部件组成:1、S7-226 PLC2、EM277 DP通信模块3、Profibus-DP总线及连接器4、阀岛5、三位短柄选择开关6、两位短柄选择开关7、平头按钮8、急停按钮9、指示灯10、传感器11、电动机12、继电器13、学习板14、电源插座图一成、废品分拣及废品输送单元系统结构简图如图二所示。
2、系统功能成、废品分拣及废品输送单元只有满足原点条件时,按下〈启动〉按钮后,设备才可能处于运行工作状态。
成、废品分拣及废品输送单元的原点启动条件为:1、传送带上托盘检测位置处没有放置托盘。
2、控制机械手的夹紧气缸位于原位,即机械手为放松状态。
3、控制机械手的摆动气缸位于原位,即机械手与传送带方向垂直。
4、控制机械手的提升气缸位于原位,即机械手为缩回状态。
5、控制机械手的直线气缸位于原位,即机械手位于传送带正上方。
6、限位气缸处于阻挡位。
图二成、废品分拣及废品输送单元结构简图当成、废品分拣单元位于运行原点时,按下启动按钮后,该单元传送带开始转动,本站〈运行〉指示灯点亮。
当托盘及工件运动到该单元时,限位气缸阻止其放行,该单元开始一新工作周期。
此时,传感器(6SQ1)检测到托盘到位,延时2秒后,提升气缸电磁阀通电,机械臂下降,到位后加紧气缸电磁阀通电,将工件加紧,然后提升气缸电磁阀断电,机械臂上升。
此时,限位气缸电磁阀通电,放行托盘。
然后,该单元对工件按照正品、废品交替形式处理工件,并对成、废品作不同处理。
工件为正品时:摆动气缸电磁阀通电,将工件旋转90º并保持该状态6秒,确保托盘已经通过该分拣单元。
然后该单元传送带断电,提升气缸电磁阀通电,机械臂下降,保证工件垂直放置在传送带上,然后传送带通电,工件放行,2秒后限位气缸电磁阀断电。
工件为废品时:摆动气缸电磁阀通电,将工件旋转90º,然后直线气缸电磁阀通电,将工件运至废品位,而后加紧气缸断电,工件落到废品输送单元的涌道上。
柔性制造系统的设计和实现
柔性制造系统的设计和实现随着制造业的不断发展,工业生产方式也在不断改进。
传统的生产线模式因为生产过程不灵活,很难应对市场需求变化,生产效率低下等问题逐渐被淘汰。
柔性制造系统应运而生,它是一种高度灵活的制造方式,可以有效提高生产效率,降低生产成本,满足多变的市场需求。
本文将详细介绍柔性制造系统的设计和实现方法。
一、柔性制造系统的基本概念柔性制造系统(Flexible Manufacturing System,FMS)是指利用计算机控制和自动化技术,在相对较短的时间内生产多种不同型号、不同规格、不同批量的产品的一种生产系统。
柔性制造系统就是把各种设备和机器工具,通过工艺和计算机技术,组合成一个灵活的生产线系统。
它具有生产线自动化程度高、运行效率高、生产周期短、适应性强等优点。
二、柔性制造系统设计的基本步骤1、柔性制造系统的需求分析首先,我们需要根据生产的具体要求分析制造产品的特点、生产要求、规格、交付周期、市场需求等因素,确定出所需要的柔性制造系统的功能。
2、柔性制造系统的设计根据上述需求分析的结果,设计柔性制造系统所需要的各种设备和机器工具、自动化控制系统、计算机数据系统、布局和运行流程等,并建立各个部分之间的联络机制,形成整个柔性制造系统。
3、柔性制造系统的测试与调试在完成柔性制造系统的设计之后,为了确保其稳定性和正常运行,需要进行完善的测试和调试工作。
这样就能发现并解决柔性制造系统可能存在的故障和问题。
4、系统的实施与改进柔性制造系统的实施需要从学习系统的使用,到向生产线工作人员传递使用经验和知识。
同时,还需要根据企业生产情况和市场需求不断改进柔性制造系统,提高其运行效率和灵活性。
三、柔性制造系统的实现关键技术1、自动化控制技术柔性制造系统的自动化控制技术是关键技术之一。
自动化控制系统可以实现设备和生产线的自动化控制,能够适应多样化的生产流程和工况要求。
2、集成化计算机信息技术在柔性制造系统中,计算机信息技术是必不可少的。
柔性制造系统的设计与实现
柔性制造系统的设计与实现柔性制造系统(Flexible Manufacturing System, FMS)是一种以计算机和机器人技术为基础的先进制造技术。
它注重自动化的高效率生产,旨在提高生产效益和降低成本。
本文将探讨柔性制造系统的设计与实现,包括其核心原理和具体步骤。
一、柔性制造系统的核心原理柔性制造系统的核心原理是模块化生产和自动化控制。
它由多个独立的模块组成,每个模块具有特定的功能,如加工、装配、检测等。
这些模块之间可以通过传送带、机器人等技术进行连接与协调,从而实现产品的生产和装配。
模块化生产的优势在于可以根据需要对生产线进行灵活的调整和扩展。
当需求发生变化时,可以添加或移除模块,而不需要进行大规模重建。
这样可以大大减少生产线的停机时间和成本,提高生产的灵活性和响应能力。
自动化控制是柔性制造系统的另一个核心原理。
通过计算机和机器人技术,可以实现生产过程的自动化,减少人为错误和疲劳对生产质量的影响。
同时,自动化控制还可以提高生产效率和生产线的稳定性。
二、柔性制造系统的设计与实现步骤1. 需求分析:首先需要明确生产需求和目标。
包括产品的种类、数量、质量要求等。
这些数据将为柔性制造系统的设计和实现提供基础。
2. 设计模块:基于需求分析的结果,设计各个模块的功能和规格。
模块的设计应充分考虑生产线的流程和布局,确保各个模块之间的协调和顺畅。
3. 选择设备:根据模块的设计需要,选择合适的设备和工具。
这些设备应具备高效率、稳定性和可靠性的特点,以保证生产线的顺利运行。
4. 系统集成:将各个模块和设备进行集成,建立起一个完整的柔性制造系统。
这包括软件和硬件的集成,以及相关参数的设置和调试。
5. 测试和优化:完成系统集成后,进行测试和优化。
测试包括生产效率、质量控制和系统的稳定性等方面。
根据测试结果,对系统进行优化和调整,以达到最佳的工作状态。
6. 操作培训:对操作人员进行培训,使其掌握柔性制造系统的操作和维护技术。
柔性制造系统中输送单元设计(毕业设计)【范本模板】
毕业设计柔性制造系统中输送单元设计系别: 机电工程系专业: 机电一体化姓名: 张发超学号: 0954235指导教师:王周让二零一一年十一月一日绪论.......................................... 错误!未定义书签。
第一章输送单元的概述. (5)1。
1课题的提出及主要任务................................................................ 错误!未定义书签。
1.2输送单元的概述 (5)1.3输送单元的结构组成 (6)第二章输送单元机械手手臂装置的设计方案 (13)2.1机械手的运动 (13)2。
2机械手的手臂结构方案设计 (13)2。
3机械手的主要参数 (13)2。
4手部要求 (15)2。
5机械手的技术参数列表 (17)第三章输送单元手臂伸缩气缸的尺寸设计 (19)3。
1输送单元手臂伸缩气缸方案一的尺寸设计 (19)3。
2输送单元手臂伸缩部分方案二的尺寸设计 (19)3.3.导向装置 (22)3.4平衡装置 (22)3。
5气压传动系统工作原理图 (22)第四章结论 (24)致谢 (25)参考文献 (26)绪论柔性制造系统(FMS)是集微电子技术、计算机技术、通信(略)控制技术于一体的具有高自动化程度的制造系统.柔性制造系统一般是指在批量切削加工中以先进的自动化和高水平的柔性为目标的制造系统.与旧产系统相比,柔性制造系统可适用于多品种产品的中小批量生产,它减少了劳动力成本、节约了生产成本,提高了机床的利用率,缩短了中间产品库存的时间.同时根据实际需要这种系统可以随意装拆和增加新的功能单元. 本论文所研究的柔性制造系统属于生产实训系统,本文主要对柔性制造系统的输送单元进行了系统的分析和研究。
在调研国内外研究现状基础上,探究了柔性制造系统的整体构架及原理。
论文重点研究了柔性制造系统输送单元各种传输形式的结构构成、功能及工作原理,机械手手臂装置的设计,手臂伸缩气缸的尺寸设计.。
柔性制造系统中自动供料单元控制系统设计
陕西航空职业技术学院毕业设计(论文)毕业设计题目:柔性制造系统中自动供料单元控制系统设计系(部)机电工程专业机电一体化技术学生姓名黄阳阳班级学号*******指导教师王周让2011 年12月20日毕业设计任务书机电工程系机电一体化技术专业学生姓名黄阳阳学号 0954218一、毕业设计题目:柔性制造系统中自动供料单元控制系统设计二、毕业设计时间 2011 年10月17日至2011年12月 20日三、毕业设计地点:陕西航空职业技术学院指导教师王周让 2011年 12月 20日摘要柔性制造系统是由统一的信息控制系统、物料储运系统和一组数字控制加工设备组成,能适应加工对象变换的自动化机械制造系统(Flexible Manufacturing System),英文缩写为FMS。
它是一种技术复杂、高度自动化的系统,它将微电子学、计算机和系统工程等技术有机地结合起来,理想和圆满地解决了机械制造高自动化与高柔性化之间的矛盾。
柔性制造系统的发展趋势大致有两个方面。
一方面是与计算机辅助设计扣辅助制造系统相结合,利用原有产品系列的典型工艺资料,组合设计不同模块,构成各种不同形式的具有物料流和信息流的模块化柔性系统。
另一方面是实现从产品决策、产品设计、生产到销售的整个生产过程自动化,特别是管理层次自动化的计算机集成制造系统。
在这个大系统中,柔性制造系统只是它的一个组成部分。
自动生产线的最大特点是它的综合性和系统性,综合性主要涉及机械技术、微电子技术、电工电子技术、传感测试技术、接口技术、信息变换技术、网络通信技术等多种技术有机地结合,并综合应用到生产设备中;而系统性指的是生产线的传感检测、传输与处理、控制、执行与驱动等机构在微处理单元的控制下协调有序地工作,有机地融合在一起。
本系统完成一个工件的拆卸、分拣工作,模拟一个生产流水线的生产过程。
首先由供料站提供原料,运输站将其送至加工站加工,然后送至装配站进行安装,最后由分拣站进行分拣。
柔性生产线传送单元控制系统设计
柔性生产线传送单元控制系统设计
贾亚飞;赵志科;宋珍珍;牛帅斌
【期刊名称】《数字技术与应用》
【年(卷),期】2018(036)006
【摘要】本设计主要完成对柔性生产线传送单元的研发,通过传送带完成工件的远距离输送.采用西门子S7-200CN PLC作为主控器件,以三菱FR-E700变频器为控制核心,实现对交流电机的变频调速控制.实验结果显示,在自动模式下,当接近开关检测到工件信号后,电机以中速平稳运行;在手动模式下,可通过按钮直接调节电机运行速度,满足不同情况下的控制要求,实现生产线的高效传送.
【总页数】2页(P17-18)
【作者】贾亚飞;赵志科;宋珍珍;牛帅斌
【作者单位】黄河科技学院应用技术学院,河南济源 459000;黄河科技学院应用技术学院,河南济源 459000;黄河科技学院应用技术学院,河南济源 459000;黄河科技学院应用技术学院,河南济源 459000
【正文语种】中文
【中图分类】TH165
【相关文献】
1.基于OPC协议的柔性生产线异构网络控制系统设计 [J], 叶寒;龚文俊;周佳武
2.柔性生产线喷涂烘干单元的温度控制 [J], 管菊花;殷欢
3.柔性生产线智能控制系统设计 [J], 李有兵;林勇
4.柔性生产线传送单元控制系统设计 [J], 贾亚飞;赵志科;宋珍珍;牛帅斌
5.柔性生产线功能单元组成及机电控制设计 [J], 刘昌鹏
因版权原因,仅展示原文概要,查看原文内容请购买。
柔性生产线传送单元控制系统设计
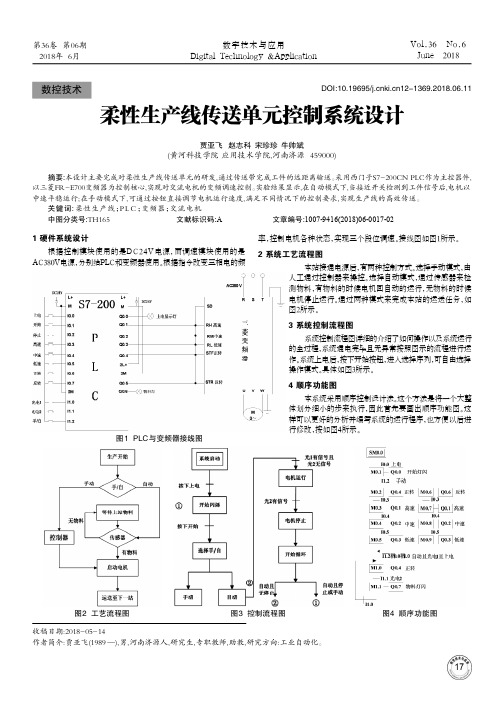
1 硬件系统设计根据控制模块使用的是DC24V电源,而调速模块使用的是AC380V电源,分别给PLC和变频器使用。
根据指令改变三相电的频收稿日期:2018-05-14作者简介:贾亚飞(1989—),男,河南济源人,研究生,专职教师,助教,研究方向:工业自动化。
柔性生产线传送单元控制系统设计贾亚飞 赵志科 宋珍珍 牛帅斌(黄河科技学院 应用技术学院,河南济源 459000)摘要:本设计主要完成对柔性生产线传送单元的研发,通过传送带完成工件的远距离输送。
采用西门子S7-200CN PLC作为主控器件,以三菱FR-E700变频器为控制核心,实现对交流电机的变频调速控制。
实验结果显示,在自动模式下,当接近开关检测到工件信号后,电机以中速平稳运行;在手动模式下,可通过按钮直接调节电机运行速度,满足不同情况下的控制要求,实现生产线的高效传送。
关键词:柔性生产线;P L C;变频器;交流电机中图分类号:TH165文献标识码:A文章编号:1007-9416(2018)06-0017-02率,控制电机各种状态,实现三个段位调速。
接线图如图1所示。
2 系统工艺流程图本站接通电源后,有两种控制方式。
选择手动模式,由人工通过控制器来操控。
选择自动模式,通过传感器来检测物料,有物料的时候电机回自动的运行,无物料的时候电机停止运行。
通过两种模式来完成本站的运送任务,如图2所示。
3 系统控制流程图系统控制流程图详细的介绍了如何操作以及系统运行的全过程,系统通电完毕且无异常按照图示的流程进行运作。
系统上电后,按下开始按钮,进入选择序列,可自由选择操作模式。
具体如图3所示。
4 顺序功能图本系统采用顺序控制设计法。
这个方法是将一个大整体划分细小的步来执行,因此首先要画出顺序功能图。
这样可以更好的分析并编写系统的运行程序,也方便以后进行修改,按如图4所示。
数控技术DOI:10.19695/12-1369.2018.06.11图1 PLC与变频器接线图图2 工艺流程图图4 顺序功能图图3 控制流程图1718第 36 卷 数字技术与应用 Flexible Production Line Transfer Unit Control System DesignJIA Ya-fei,ZHAO Zhi-ke,SONG Zhen-zhen,NIU Shuai-bin(School of Applied Technology, Huanghe S&T University, Jiyuan Henan 459000)Abstract:The design of the main production line to complete the flexible transmission unit research and development, through the conveyor belt to complete the long-distance delivery of the workpiece. The design of the Siemens S7-200CN PLC as the main control device to Mitsubishi FR-E700 inverter as the control core, to achieve the AC motor frequency control. The experimental results show that in the automatic mode, when the proximity switch detects the workpiece signal, the motor runs smoothly at medium speed. In manual mode, the motor can be directly adjusted by the button to meet the control requirements under different conditions to achieve the production line Efficient delivery.Key words:flexible production line;PLC;inverter;AC motor5 I/O分配表系统运行程序一共有11个输入7个输出,程序编写时使用到了成。
机械制造中的柔性制造系统设计与优化探讨

机械制造中的柔性制造系统设计与优化探讨柔性制造系统(FMS)是机械制造领域中的一个重要概念,它强调制造过程的灵活性和适应性。
FMS的设计与优化对于提高制造效率、降低成本、提升产品质量等方面都具有重要意义。
以下是对机械制造中柔性制造系统设计与优化的探讨。
1. 柔性制造系统设计柔性制造系统的设计需要考虑到制造工艺、设备、物流等多个方面。
首先,工艺设计需要明确制造流程和关键工艺参数,以满足产品设计和性能要求。
其次,设备选型需要根据产品特点和生产需求,选择适合的数控机床、加工中心等设备。
此外,物流设计需要考虑原材料、半成品和成品的存储、运输和调度,以确保生产过程的顺畅进行。
2. 柔性制造系统优化柔性制造系统的优化可以从以下几个方面进行:(1)生产流程优化:通过减少生产过程中的非增值环节,提高生产效率。
例如,采用并行工程方法,将产品设计、工艺制定、生产计划等环节并行进行,减少生产周期。
(2)设备布局优化:通过合理的设备布局,减少物料搬运距离和时间,提高设备利用率。
例如,采用U型布局、模块化布局等方法,实现设备的快速调整和生产线的灵活组合。
(3)信息系统集成优化:通过将各种信息系统进行集成,实现信息的共享和协同处理。
例如,采用ERP、MES等系统,实现生产计划、物料管理、质量管理等环节的信息集成和优化。
(4)人员培训和管理优化:通过加强人员培训和管理,提高员工技能和素质,确保生产过程的顺利进行。
例如,采用定期培训、绩效考核等方法,提高员工的工作积极性和效率。
总之,柔性制造系统的设计与优化是机械制造领域的重要发展方向。
通过不断改进和优化制造过程,可以提高制造效率、降低成本、提升产品质量,为企业的可持续发展提供有力支持。
柔性制造系统的设计与优化
柔性制造系统的设计与优化随着科技的不断发展,人们对于生产效率及制造设备的要求也越来越高,而在这样的背景下,柔性制造系统应运而生。
柔性制造系统是一种能够在短时间内适应不同生产任务的制造系统,它能够适应生产线上的产品变化、生产工艺的变化以及产量的变化,从而实现高效率的制造。
下面,我们将探讨柔性制造系统的设计与优化。
一、柔性制造系统的设计1. 系统结构设计在柔性制造系统的设计中,系统结构设计是非常重要的一步。
柔性制造系统的基本结构通常被分为三个层次:控制层、执行层和制造层。
控制层是整个柔性制造系统的控制中心,它通过上位机来控制整个制造系统的生产过程。
执行层负责机器人的控制和操作,控制层和执行层之间通过总线进行数据传递和通信。
制造层则是物流系统和工厂环境的综合体,负责材料的输送和仓储管理等工作。
2. 设备选择与布局设计设备的选择是柔性制造系统设计中的一个关键环节。
选择合适的设备可以提高生产效率和生产质量。
在设备选择上,首先要考虑设备的稳定性和可靠性,其次是设备的生产速度和生产能力。
同时,在实际生产过程中,还需根据产品的特点和生产工艺的特点来选择合适的设备。
在柔性制造系统的布局中,需要考虑设备间的运输和传递,同时还需要考虑设备的排布位置是否符合生产流程和生产计划。
合理的设备排布可以提高生产效率和生产质量,同时还可以减少人力和物力资源的浪费。
3. 操作系统设计柔性制造系统的操作系统是整个系统的核心,它通过编写代码,来完成自动化生产过程中的控制和管理。
操作系统设计需要考虑到系统的可靠性、实时性和功能性。
实时性:柔性制造系统的操作需要实时响应,所以操作系统设计需要保证系统的实时性,来保障整个生产过程的顺利运行。
功能性:操作系统需要具备多种功能,可以操作和管理不同的设备和机器人,可以进行生产计划的制定和调整。
可靠性:操作系统需要具备高度的可靠性,来保障整个制造系统的稳定运行。
二、柔性制造系统的优化1. 运行效率优化柔性制造系统的运行效率优化是提高制造效率和生产质量的一个重要环节。
一种应用微输送单元的柔性传送系统
河南科技Henan Science and Technology 工业技术总777期第七期2022年4月一种应用微输送单元的柔性传送系统尹力涵武新涛张磊刘畅徐兵(巢湖学院机械工程学院,安徽合肥238024)摘要:为解决传统输送带无法灵活多变和新型AGV小车无法连续长久的输送问题,本文在传统输送带和AGV小车原型的基础上,设计了一种结合传统的可伸长输送带和AGV小车的新型输送小车,并以此为基础设计了一套柔性传送系统。
该传送系统更具灵活性,适用于现场条件复杂的环境,可大大降低人工成本,提高传送效率,并保证物料输送的连贯性,使工厂等场所的物料运输更加便利。
关键词:可伸长传送带;AGV小车;柔性;微输送单元;传送系统中图分类号:TH165文献标志码:A文章编号:1003-5168(2022)7-0037-04 DOI:10.19968/ki.hnkj.1003-5168.2022.07.008A Microtransmission Unit for a Flexible Transmission System and aFlexible Transmission System Applied ThereforYIN Lihan WU Xintao ZHANG Lei LIU Chang XU Bing(School of Mechanical Engineering,Chaohu University,Hefei238024,China)Abstract:In order to solve the traditional conveyer belt can't flexible and new type of AGV car can't con⁃tinuous long transportation problem,in this paper,on the basis of the traditional belt and AGV car proto⁃type,we design a combined with the traditional can elongate conveyor belt and AGV car of new car,and on this basis,design a set of flexible transmission system.The transmission system is more flexible,suit⁃able for complex site conditions,can greatly reduce labor costs,improve transmission efficiency,and en⁃sure the continuity of material transport,so that factories and other places of material transport more con⁃venient.Keywords:extendable conveyor belt;AGV car;flexible;micro conveying unit;transmission system0引言物料的装卸搬运是物流过程中发生频率高、耗时长、费用高的作业活动[1]。
柔性制造系统中加工单元控制系统设计
毕业设计 (论文)专业机电一体化班级学生姓名学号课题柔性制造系统中加工单元控制系统设计指导教师王周让2011 年 11月4日毕业论文任务书机电工程系机电一体化专业学生姓名唐亚娟学号 58一、毕业论文题目:柔性制造系统中加工单元控制系统设计二、毕业论文时间 2011 年10月20日至2011年 12 月 20日三、毕业论文地点:陕西航空职业技术学院四、毕业论文的内容要求:1、论文中包括具体实例,理论知识和相关图标并存。
2、字数不少于10000字。
3、论文内容与格式按照要求完成。
指导教师王周让 2011年11月 04 日目录绪论第一章加工单元的概述1、加工单元的基本功能2、加工单元的基本结构2.1旋转工作台模块2.2钻孔模块2.3检测模块3、继电器4、CP阀组5、加工单元的主要技术数据6、加工单元的功能第二章加工单元的控制系统设计1、PLC的基本概念和基本结构2、PLC控制的总体设计方案3、选型4、接线第三章参考程序1、编程要点2、加工单元的编程要点第四章结束语绪论柔性制造系统是由统一的信息控制系统、物料储运系统和一组数字控制加工设备组成,能适应加工对象变换的自动化机械制造系统,英文缩写为FMS。
FMS的工艺基础是成组技术,它按照成组的加工对象确定工艺过程,选择相适应的数控加工设备和工件、工具等物料的储运系统,并由计算机进行控制。
故能自动调整并实现一定范围内多种工件的成批高效生产,并能及时地改变产品以满足市场需求。
FMS兼有加工制造和部分生产管理两种功能,因此能综合地提高生产效益。
FMS的工艺范围正在不断扩大,包括毛坯制造、机械加工、装配和质量检验等。
加工单元主要组成机构由旋转工作模块、钻孔模块、钻孔检测模块等构成。
加工单元可以模拟钻孔加工及钻孔质量检测的过程,并通过工作台模拟物流传送的过程。
本设计目的则是熟悉MPS系统中加工单元的结构组成,查明加工单元中的PLC的I/O借口地址,进一步了解加工单元的结构、观察气动控制回路的组成情况,了解继电器的作用、传感器技术在加工单元的应用,各电控阀的电控信号、继电器线圈所对应的PLC接口地址(输出地址)。
柔性制造系统

柔性制造系统柔性制造/⾃动化物流系统⽅案⼀、概述随着科学技术的迅速发展,新产品不断涌现,产品的复杂程度也随之增加,⽽产品的市场寿命⽇益缩短,更新换代加速,中、⼩批量⽣产占有越来越重要的地位。
⾯临这—新的局⾯,必须⼤幅度提⾼制造柔性和⽣产效率,缩短⽣产周期,保证产品质量,降低能耗,从⽽降低⽣产成本,以获得更好的经济效益。
柔性制造系统正是在这种形势下应运⽽⽣的。
柔性制造系统是由数控加⼯设备、物料运储装置和计算机控制系统等组成的⾃动化制造系统。
它包括多个柔性制造单元,能根据制造任务或⽣产环境的变化迅速进⾏调整,以适宜于多品种、中⼩批量⽣产。
它通过简单地改变软件的⽅法能够制造出多种零件中任何⼀种零件。
系统主要由⼋个单元模块组成:⾃动化⽴体仓库、码垛机单元CCD形状识别单元;柔性制造加⼯单元;上下料搬运机器⼈单元;CCD⼯件尺⼨检测及颜⾊识别单元;⽓动分拣及条码打印扫描检测单元;⾃动化输送线系统单元;⽓动分拣搬运机器⼈单元。
所有模块单元通过⼯业总线控制联接。
即还包含系统总控单元。
为了促进相关专业的学⽣对机器⼈、柔性制造系统等先进制造技术有⼀个全⾯的深⼊了解和体会,我们⽴⾜于⾃⼰的技术优势,结合实际教学的需求,开发了⼀套完全模拟⼯业现场实际应⽤的柔性制造教学实训系统,并配备了相应的实验指导书。
通过该系统,使学⽣可通过实验了解柔性制造系统的基本组成和基本原理,为学⽣提供⼀个开放性的,创新性的和可参与性的实验平台,让学⽣全⾯掌握机电⼀体化技术的应⽤开发和集成技术,帮助学⽣从系统整体⾓度去认识系统各组成部分,从⽽掌握机电控制系统的组成、功能及控制原理。
可以促进学⽣在机械设计、电⽓⾃动化、⾃动控制、机器⼈技术、计算机技术、传感器技术等⽅⾯的学习,并对电机驱动及控制技术、PLC 控制系统的设计与应⽤、计算机⽹络通信技术和现场总线技术、⾼级语⾔编程等技能得到实际的训练,激发学⽣的学习兴趣,使学⽣在机电系统的设计、装配、调试能⼒等⽅⾯均能得到综合提⾼。
柔性制造单元FMC柔性制造系统FMS柔性制造线FML柔性装配线FAL

柔性制造系统FMS
ห้องสมุดไป่ตู้
西门子自动化柔性制造系统
2、工艺基础
FMS的工艺基础是成组技术,它按照成组的加工对象 确定工艺过程,选择相适应的数控加工设备和工件、工具 等物料的储运系统,并由计算机进行控制,故能自动调整 并实现一定范围内多种工件的成批高效生产(即具有“柔性 ”),并能及时地改变产品以满足市场需求。
柔性制造单元FMC柔性制造系 统FMS柔性制造线FML柔性装 配线FAL
柔性制造单元FMC
1、定义
柔性制造单元由1~3台数控机床和(或)加工中心 ,工件自动运输及更换系统,刀具存储、输送机更换 系统,设备控制器和单元控制器等组成。
单元内的机床在工艺能力上通常是相互补充的,可混流 加工不同的零件,具有单元层和设备层两级计算机控制, 对外具有接口,可组成柔性制造系统。
FMS兼有加工制造和部分生产管理两种功能,因此能 综合地提高生产效益。FMS的工艺范围正在不断扩大,可 以包括毛坯制造、机械加工、装配和质量检验等。投入使 用的FMS,大都用于切削加工,也有用于冲压和焊接的。
3、系统组成
加工设备
加工设备主要采用加工中心和数控车床,前者用于加工箱体类和板类零件 ,后者则用于加工轴类和盘类零件。中、大批量少品种生产中所用的FMS,常 采用可更换主轴箱的加工中心,以获得更高的生产效率。
ABB的仿人柔性制造机器人
FAL输入的是组成产品或部件的各种零 件,输出的是产品或部件。
德国KUKA飞机装配柔性制造系统
控制系统
FAL的控制系统对全装配线进行调度和 监控,主要是控制物料的流向、自动装配 站和装配机器人。
6、产品应变能力大。刀具、夹具及物料运输装置具有可调性,且系统平面布置 合理,便于增减设备,满足市场需要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
柔性制造系统中输送单元的设计毕业设计题目:柔性制造系统中输送单元的设计系 (部): 机电工程系专业:机电一体化技术学生姓名: 方亚茹班级学号: 09542-33指导教师: 王周让2011 年 12月 20 日1毕业设计任务书机电工程系机电一体化技术专业学生姓名方亚茹学号 09542-33一、毕业设计题目: 柔性制造系统中输送单元的设计二、毕业设计时间 2011 年10月20日至2011年 12 月 20日三、毕业设计地点: 陕西航空职业技术学院指导教师王周让 2011 年 12 月 20 日2摘要本文简要介绍了物料输送单元在整个柔性演示系统中扮演着至关重要的角色.物料输送单元的结构设计是否合理及稳定性能好坏直接反应了整个系统的优劣.本设计中,采用性能稳定,定位精度高的进口元部件作为物料的定位系统。
利用可编程序控制器对机械手进行控制,选取了合适的PLC型号,根据机械手的工作流程制定了可编程序控制器的控制方案,画出了机械手的工作时序图,并绘制了可编程序控制器的控制程序。
关键词:换向阀、机械手、气动驱动3第一章输送单元的概述1.1输送单元的概述输送单元由操作机(机械本体)、控制器、伺服驱动系统和检测传感装置构成,是一种输送装置,它可自动控制、可重复编程、能在三维空间完成各种作业的机电一体化自动化生产设备。
特别适合于多品种、变批量的柔性生产。
它对稳定、提高产品质量,提高生产效率,改善劳动条件和产品的快速更新换代起着十分重要的作用。
输送单元并不是在简单意义上代替人工的劳动,而是综合了人的特长和机器特长的一种拟人的电子机械装置,既有人对环境状态的快速反应和分析判断力,又有机器可长时间持续工作、精确度高、抗恶劣环境的能力,从某种意义上说它也是机器的进化过程产物,它是工业以及非产业界的重要生产和服务性设各,也是先进制造技术领域不可缺少的自动化设备.输送单元能按给定程序、轨迹和要求实现自动抓取、搬运或操作的自动机械装置。
在工业生产中应用的机械手被称为“工业机械手”。
生产中应用机械手可以提高生产的自动化水平和劳动生产率:可以减轻劳动强度、保证产品质量、实现安全生产;尤其在高温、高压、低温、低压、粉尘、易爆、有毒气体和放射性等恶劣的环境中,它代替人进行正常的工作,意义更为重大。
因此,在机械加工、冲压、铸、锻、焊接、热处理、电镀、喷漆、装配以及轻工业、交通运输业等方面得到越来越广泛的引用.机械手的结构形式开始比较简单,专用性较强,仅为某台机床的上下料装置,是附属于该机床的专用机械手。
随着工业技术的发展,制成了能够独立的按程序控制实现重复操作,适用范围比较广的“程序控制通用机械手”,简称通用机械手。
由于通用机械手能很快的改变工作程序,适应性较强,所以它在不断变换生产品种的中小批量生产中获得广泛的引用。
1.2输送单元的结构组成输送单元是YL-335A系统中最为重要同时也是承担任务最为繁重的工作单元。
该单元主要完成驱动抓取机械手装置精确定位到指定单元的物料台,在物料台上抓取工件,把抓取到得工件输送到指定地点然后放下的功能。
同时,该单元在PPI网络系统中担任着主角色,它接收来自按钮?指示灯模块的系统主令信号,读取网络上各从站的状态信4息,加以综合后,向各从站发送控制要求,协调整个系统的工作。
输送单元由抓取机械手装置、步进电动机传动组件、PLC模块、按钮?指示灯模块和接线端子排等部件组成,如图1-1所示。
图1,1 输送单元的组成1(2(1气动手指气动手指由一个二位五通双向电磁阀控制,带状态保持功能用于各个工作站抓取搬运。
双向电控阀工作原理和双稳态触发器类似,即输出状态由输入状态决定,如果输出状态确认了,即使无输入状态双向电控阀一样保持被触发前的状态。
1(2(2双杆气缸双杆气缸由一个二位五通单向电控阀控制,用于控制手爪伸出缩回。
1(2(3回转气缸回转气缸由一个二位五通单向电控阀控制,用于控制手臂回转90?旋转,气缸旋转角度可以任意调节,调节范围0?,180?,调节通过节流阀下方两颗固定缓冲器调整。
1(2(4提升气缸5提升气缸由一个二位五通单向电控阀控制,用于整个机械手的提升下降。
以上气缸运行速度快慢由出气口节流阀调整进气量进行速度调节。
1(2(5步进电动机步进电动机传动组件用以拖动抓取机械手装置作往复直线运动,完成精确定位的功能。
1(2(6按钮?指示灯模块该模块放置在抽屉式模块放置架上,模块上安装的所有元器件的引出线均连线到面板上的安全插孔。
按钮,指示灯模块内安装了按钮,开关,指示灯,蜂鸣器和开关稳压电源等三类元器件,具体如下:(1)按钮,开关:急停按钮一只,转换开关二只,复位按钮黄、绿、红各一只,自锁按钮黄、绿、红各一只。
(2)指示灯,蜂鸣器:24?指示灯黄、绿、红各二只,蜂鸣器一只。
(3)开关稳压电源:DC24?,6A,12?,2A各一组。
一)施行机构包括手部、伎俩、手臂和立柱等部件,有的还增设行走机构。
1、手部即与物件接触的部件。
由于与物件接触的方式差别,可分为夹持式和吸附式手部。
夹持式手部由手指(或手爪)和传力机构所组成。
手指是与物件直接接触的构件,常用的手指运动方式有回转型和平移62、手腕是连接手部和手臂的部件,可以调整和改变工件方位3、手臂手臂是支承被抓物件、手部、手腕的重要部件。
手臂的作用是带动手指去抓取物件,并按预定要求将其搬运到指定的位置.工业机械手的手臂通常由驱动手臂运动的部件(如油缸、气缸、齿轮齿条机构、连杆机构、螺旋机构和凸轮机构等)与驱动源(如液压、气压或电机等)相配合,以实现手臂的各种运动。
图 2 机械手的手臂运动示意图手臂在进行伸缩或升降运动时,为了防止绕其轴线的转动,都需要有导向装置,以保证手指按正确方向运动。
此外,导向装置还能承担手臂所受的弯曲力矩和扭转力矩以及手臂回转运动时在启动、制动瞬间产生的惯性力矩,使运动部件受力状态简单。
导向装置结构形式,常用的有:单圆柱、双圆柱、四圆柱和V形槽、燕尾槽等导向型式。
4、立柱7立柱是支承手臂的部件,立柱也可以是手臂的一部分,手臂的回转运动和升降(或俯仰)运动均与立柱有密切的联系。
机械手的立往通常为固定不动的,但因工作需要,有时也可作横向移动,即称为可移式立柱。
、行走机构 5当工业机械手需要完成较远距离的操作,或扩大使用范围时,可在机座上安装滚轮、轨道等行走机构,以实现工业机械手的整机运动。
滚滚轮轮式式布行走机构可分为有轨的和无轨的两种。
驱动滚轮运动则应另外增设机械传动装置。
6、机座机座是机械手的基础部分。
执行机构的各部件和驱动系统均安装于机座上,起支承和连接的作用。
有时为了完成远距离的操作和扩大使用范围,可以增设滚轮行走机构。
驱动系统:驱动系统是驱动工业机械手执行机构运动的动力装置,通常由动力源、控制调节装置和辅助装置组成。
常用的驱动系统有液压传动、气压传动、电力传动和机械传动。
控制系统:控制系统是支配着工业机械手按规定的要求运动的系统。
目前工业机械手的控制系统一般由程序控制系统和电气定位(或机械挡块定位)系统组成。
控制系统有电气控制和射流控制两种,它支配着机械手按规定的程序运动,并记忆人们给予机械手的指令信息(如动作顺序、运动轨迹、运动速度及时间),同时按其控制系统的信息对执行机构发出指令,必要时可对机械手的动作进行监视,当动作有错误或发生故障时即发出报警信号。
位置检测装置:控制机械手执行机构的运动位置,并随时将执行机构的实际位置反馈给控制系统,并与设定的位置进行比较,然后通过控制系统进行调整,从而使执行机构以一定的精度达到设定位置。
1(2(7机械手的分类机械手的分类机械手按不同的标准可有不同的分类方法,如按用途可分为通用机械手和专用机械手;按驱动方式可分为液压驱动机械手、气压驱动机械手、电力驱动机械手和机械驱动8机械手;按控制方式可分为点位控制机械手和连续轨迹控制机械手两种。
工业机械手的种类很多,关于分类的问题,目前在国内尚无统一的分类标准,在实际应用中,大多按运动坐标形式将机械手分为直角坐标式、圆柱坐标式、球坐控制系统和坐标式等进行分类标式和关节坐标式四种,在此暂按使用范围、(一) 按坐标系分类其坐标型式可分为直角坐标式、圆柱坐标式、球坐标式和关节式。
(二)按用途分机械手可分为专用机械手和通用机械手两种:1、专用机械手它是附属于主机的、具有固定程序而无独立控制系统的机械装置。
专用机械手具有动作少、工作对象单一、结构简单、使用可靠和造价低等特点,适用于大批量的自动化生产,如自动机床、自动线的上、下料机械手和“加口工中心”附属的自动换刀机械手。
2、通用机械手它是一种具有独立控制系统的、程序可变的、动作灵活多样的机械手。
在规格性能范围内,其动作程序是可变的,通过调整可在不同场合使用,驱动系统和控制系统是独立的。
通用机械手的工作范围大、定位精度高、通用性强,适用于不断变换生产品种的中小批量自动化的生产。
通用机械手按其控制定位的方式不同可分为简易型和伺服型两种:简易型以“开一关”式控制定位,只能是点位控制: 伺服型具有伺服系统定位控制系统,可以是点位的,也可实现连续轨迹控制,一般的伺服型通用机械手属于数控类型。
(三)按控制方式分1、点位控制它的运动为空间点到点之间的移动,只能控制运动过程中几个点的位置,不能控制其运动轨迹。
若欲控制的点数多,则必然增加电气控制系统的复杂性。
目前使用的专用和通用工业机械手均属于此类。
2、连续轨迹控制它的运动轨迹为空间的任意连续曲线,其特点是设定点为无限的,整个移动过程处于控制之下,可以实现平稳和准确的运动,并且使用范围广,但电气控制系统复杂。
这类工业机械手一般采用小型计算机进行控制。
9第二章输送单元机械手手臂装置的设计方案对气动机械手的基本要求是能快速、准确地拾一放和搬运物件,这就要求它们具有高精度、快速反应、一定的承载能力、足够的工作空间和灵活的自由度及在任意位置都能自动定位等特性。
设计气动机械手的原则是:充分分析作业对象(工件)的作业技术要求,拟定最合理的作业工序和工艺,并满足系统功能要求和环境条件;明确工件的结形状和材料特性,定位精度要求,抓取、搬运时的受力特性、尺寸和质量参数等,从而进一步确定对机械手结构及运行控制的要求,尽量选用定型的标准组件,简化设计制造过程,兼顾通用性和专用性,并能实柔性转换和编程控制.2.1机械手的运动机械手以及其手部所夹持的工件(或工具)在空间的位置,由臂部、腕部等组成部件以及整机的各自独立运动的合成来确定。
如图2所示,机械手通常可实现如下的基本动作:手臂的运动:伸缩运动、回转运动、上下摆动(即俯仰)、升降运动。
手腕的运动:回转运动、上下摆动、左右摆动。
手部的运动:夹紧和松开。
整机主体的运动:整机行走。
机械手的每一个运动,必须要配有一个原动件,当各原动件按一定的规律运动时,机械手各运动部件随之作确定的运动,从而使机械手具有运动和位置的确定性。