汽车焊装夹具中应用知识工程的参数化建模
汽车焊装线夹具CAD及标准化探讨

汽车焊装线夹具CAD及标准化探讨摘要:目前我国经济处于快速发展阶段,各行各业蓬勃发展,特别是在汽车行业正在朝着低碳、环保、节能、安全等人性化方向去发展。
尤其是在国内外汽车制造研发企业共同竞争的市场环境下,对于车本身的技术要求更全面,人们对于购买汽车的品味需求和安全化标准的期望越来越高。
汽车车身的夹具是用来按照设计要求将汽车车身进行定型定位,组成车身零部件,同时通过一定的焊接方法,将其焊接成整体零件,因此夹具在汽车车身焊接过程中的重要工具,汽车车身夹具不仅能够提高车身焊接的工作效率,同时也能提高焊接质量和焊接工艺。
在汽车车身夹具生产过程中没有统一的要求进行管理,完全是根实际需要进行设计使用,因此在设计和调试过程中都需要自行解决,本文就汽车车身夹具的设计要点、调试及发展进行了简要的分析。
关键词:汽车;焊装;CAD标准化引言汽车车身焊装夹具基本是由底板、支基、气控这三个最主要的部分组成的。
在进行车身焊装夹具的设计考虑主要是夹具的设计,通常情况下质量较高的夹具对于车身的焊接质量有着直接的影响,车身是整个汽车的核心部分,车身整体是由多个不同材料进行焊接而成,所以掌握好夹具的设计显得尤为重要,在未来的汽车车身夹具的应用过程中,需要注意夹具的调试工作,夹具要想充分的发挥出自身的作用,就必须保证夹具的调试科学和规范化,最终才能使得车身焊接质量有较高的突破。
一,焊装夹具设计要求汽车车身形状复杂,车身本身易变形,在夹具定位上采用孔定位,从而使得在焊装过程中降低焊接变形的情况,在进行孔定位要首先考虑车身冲压的定位孔,定位孔并不是越多越好,在设计的过程中需要将能够循环利用的定位孔发挥作用,其次对于设计人员也有着要求,设计人员需要充分的了解车身的冲压工序和装配工件尺寸,保证设计出的定位孔能够有效使用,同时在选择定位孔尽可能避免小孔的出现,大直径的孔能够避免定位销出现折断的出现,最终才能使得车身焊装科学有序开展进行。
利用计算机网络系统.将主服务器.计算机工作站绘图仪.打印机等连接为一个有机整体,可很好地解决汽车焊装线设计中参加人员多。
关于汽车车身焊装夹具设计探讨

关于汽车车身焊装夹具设计探讨摘要:在汽车车身前期设计中,焊装夹具设计是十分关键的内容,设计质量以及加工工艺能够直接影响汽车车身制造质量。
对此,本文首先对汽车车身焊装夹具的作用及组成进行介绍,然后对汽车焊装夹具设计原则以及具体的设计策略进行详细探究。
关键词:焊装;夹具;设计新时期,汽车已成为人们日常出行中的常用交通工具,通过加强汽车焊接质量控制,有利于提高汽车制造质量,促进汽车行业稳定发展。
汽车焊装夹具会直接影响汽车制造周期以及精度,因此,必须重点关注汽车焊装夹具设计。
一、汽车车身焊装夹具的作用及组成现如今,我国汽车使用量在世界范围内占据首位,国内汽车制造行业面临很多发展机遇和挑战,在汽车生产制造方面,车身质量管控至关重要,而不同车型的车身结构形式比较复杂,在具体的设计过程中构图难度大,在各类因素影响下容易发生变形,同时,车身尺寸还会对汽车结构装配质量以及效率产生较大影响,对此,需加强焊接装配工艺控制。
为了促进汽车车身焊接质量提升,应对焊装夹具进行优化设计,进而实现汽车车身流水线生产,尽量缩短焊接装配所需时间,同时通过提高夹具设计精度,还可保证汽车焊接装配质量和效率。
在汽车车身生产制造中,焊装夹具是十分重要的工具,通过快速定位工作元件,能够保证元件焊装的准确性。
在汽车制造中,在金属结构焊接方面,焊装夹具为十分关键的工具类型,在焊接工艺中可发挥夹持和固定的功能,确保汽车焊接工件的形状以及尺寸能够满足企业前期设计方案要求。
在具体的汽车车身焊接过程中,需充分发挥夹具的辅助作用,尽量减少焊接所需时间。
通常情况下,焊装夹具是由三个元件所组成的,即基础元件、符合标准元件以及外购元件[1]。
二、汽车焊装夹具设计原则在汽车焊装夹具设计中,对于整个设计过程,可分为四个环节,包括定位、夹紧、辅助元件以及夹具空间设计。
在具体的设计过程中,必须严格遵循六点定则,具体而言,需对六个方向自由度进行严格控制。
在对汽车车身六个方向自由度进行限定时,可联合应用孔定位法、面定位法等,确保零件定位准确性。
(仅供参考)汽车焊装夹具设计基础

汽车装焊夹具设计基础汽车行业在我国的工业领域中占有着重要的地位,随着我国经济的发展,汽车业在近几年也有了突飞猛进的发展。
汽车的先进性、科技性、品质性也在迅速的增长。
汽车的产量、质量的提高涉及到众多方面的提高,包括原材料、工艺、工装设备、企业的经营状态和管理方式等等。
汽车装焊夹具是汽车生产工装设备的重要部分。
就我了解和掌握的一些装焊夹具设计知识写出来和大家一起讨论学习。
在设计装焊夹具之前要对汽车以及汽车各个部位有一定的了解,下面分别介绍:一、 车的基准线、坐标线 CAR LINE(以下简称车线)车线是表示汽车的基准线,各个汽车厂家的车线基准零点是相同的,都是车前轮中心和车宽方向中心的交点。
通常所说的车前、车后、左侧、右侧是指座在驾驶员的位置上看,前进方为车前,反之为车后,左手位为左侧,右手位为右侧,一般在车宽方向遵循左负右正的原则(日产系为左正右负)。
车长的表示有:X、L、TL车宽的表示有:Y、W、BL车高的表示有:Z、H、WL以上的表示方法因不同的汽车厂家而不同。
具体见图示1来加深理解。
车宽 车长X图示1二、 汽车车体及构成部件车体组成的主要部件有:地板、左右侧围、前后车门、发动机盖、行李箱盖、顶盖、顶盖前后横梁、前后防撞杠、前后翼子板等等,每个部件都由若干个零部件组成。
从结构上讲,焊接的散件都是有空间形状的冲压成型件,不但存在由于刚性差引起的变形以外还存在着一些回弹变形。
要将两个或两个以上的零部件组合成一个部件都需要由相应的独立夹具来完成。
详见图示2加深理解。
顶盖顶盖后横梁顶盖前横梁后窗台板右侧围后防撞杠前风窗下横梁后裙板地板前防撞杠左侧围图示2:车体的主要构成部品三、 紧单元几种类型装焊夹具有单个或多个夹紧单元组成,夹紧形式分气动夹紧、手动夹紧、混合夹紧、手持。
每个单元的构成都是由基本支撑夹紧单元演变而来,所以先掌握最基本的设计思路是很重要的。
首先初学者应该先了解一个夹紧单元的构成以及各个零件的行业名称,先对它有个感知上的认识。
汽车焊接夹具的3D设计方法

上一页
下一页
后
退
退
出
25
制作夹具单元车身数据
方法二: 利用命令 链接夹具单元附 近的局部车身零件数据。 按照试样书确定夹具单元的断 面位置(MCP图),通过 截取该单元车身零件数据,如 图所示。
上一页
下一页
后
退
退
出
26
引用参考夹具
1. 将设计用参考夹具的装配图按照 加入已存文件方法 调入,作 为新建夹具单元的子装配。 2. 将调入的参考夹具作为工作部件 并另存文件名。
上一页 下一页 后 退 退 出
6
车身零件数据的转换
车身零件的计算 机数据是设计车 身焊装夹具的直 接数据来源。它 是由汽车生产厂 家直接提供的, 一般为igs格式, 设计时首先需要 将其转换为UG 数据格式。
上一页
下一页
后
退
退
出
7
设计中文件管理规定
文件目录命名规则
项目名/工位名/GA —— 存放本工位夹具总图及其气路图 项目名/工位名/UNIT —— 存放本工位夹具单元及其零件 项目名/工位名/PNL —— 存放本工位设计用PNL 项目名/工位名/GUNCHECK —— 存放本工位焊点、焊枪、焊枪 打点示意图 项目名/工位名/STD —— 存放本工位设计用标准件、外购件、国 标件 项目名/工位名/MOTION —— 存放本工位各套夹具的运动分析 项目名/工位名/FILE —— 存放本工位各种清单表格及其设计试 样书,设计参考文件
* 建议命名规则:夹具单元文件名dwg。 例如FD010-01-00dwg
3. 将参考夹具FD010-01-00dwg通过 变换到PNL附近,且方向与 试样书要求一致。
* 注意:移动时以旋转点作为参考点成整 数倍的移动,这样才能保证旋转点位 于整数车线上。
基于产品数模的汽车焊接夹具调装技术研究

基于产品数模的汽车焊接夹具调装技术研究摘要:在车辆零部件的生产过程中,焊合卡具的装置精度将直接影响到车辆零部件的焊合质地。
传统的装配办法是使用工装数字化模型作为装配的参考对象,但由于卡具策划的误差,卡具的装置往往不准确。
为此,提出了一种以产品策划数字模型为参考对象,结合铰接臂测量机软件的办法。
该办法能有效地检查卡具策划是否正确,装置精度是否一致。
这些要求对提升车辆零部件焊合质地与生产效率具有重大的应用价值。
最后,通过某型车辆门焊合卡具的装配过程验证了该办法的可行性。
关键词:铰接臂测量机;卡具调整;产品策划数字模型1.介绍近十年来,我国车辆工业发展迅速,形成了数十家大中型车辆制造厂,带动模具与焊合卡具的企业迅速崛起。
目前,为了快速适应市场的变化,今天的模具与焊合夹制造商已经经历了很大的变化。
策划技能已进入三维数字化时代,并向智能化发展。
生产调试过程逐步推进,在策划阶段进行各种仿真解析,努力消除生产过程前的大部分制造问题。
策划过程更加注重策划前的规划,确保策划风格的一致性与高规范性。
这些技能创新都是为了提升我们公司的效率,使我们能够同时运行多个项目。
在技能手段不断发展的同时,也对信息管理提出了更高的要求。
面对交错并行的项目,信息高速膨胀。
如果处理不好,将会导致信息传递的错误与传递的不及时。
因此,提升企业的技能管理水平与经营效率,具备快速反应与及时调整的能力,拥有完整的信息管理系统,已成为许多企业生存的必要条件,解析了数字化模具焊合工艺的重大性与目的2.概念车体数字化模具焊合过程的解析是车体焊合同步项目的重大组成部分,对新型车体的研制具有重大的指导意义。
是指产品策划生产计划的总体规划要求、产品策划的自动化程度与生产方式,以及产品策划的焊合可加工性。
例如,解析了焊合关系、可焊性、装配性与涂层性能,确定了优化的车身结构,同时保证了产品策划的工艺可行性。
数字模具焊合过程的解析需要明确的输入条件。
生产计划、生产现场、自动化程度等工艺策划输入;产品策划输入,如零件三维数字模型、BOM表、产品策划结构树等。
【VIP专享】UG_WAVE技术在汽车焊装夹具设计中的应用

UG/WAVE技术在汽车焊装夹具设计中的应用1 概述汽车车身是具有复杂型面的壳体件,焊装、总装、涂装是车身制造的核心工作。
由于焊接夹具是保证车身焊接质量的重要因素,因此,为满足汽车市场更新换代的需要,在短时间内使新车型投放市场,用最短的时间设计最优质的焊接夹具势在必行。
焊接夹具设计具有自身的特点:设计中存在相似之处,图纸数量大,重复利用率高以及设计趋向系列化和标准化。
然而目前焊接夹具设计,存在着以下几个较难克服的问题:(1)设计在二维下进行,不能直观地表达夹具三维模型;(2)车身覆盖件大多是线框图表示,从而导致数据残缺或不准确,设计时凭估算、手工测量获得的数据缺乏科学依据;(3)绘图工作占据了设计者较多的时间;(4)资料文档的手工档案式管理方式不适应企业的进一步发展;(5)计算、优化、干涉问题是设计的难点和重点。
中国大部分汽车制造业目前并未进入真正的CAD时代,仍停留在采用AutoCAD绘图以甩掉图板的阶段。
由于AutoCAD作为通用的作图软件只能提高出图效率,无法满足焊接夹具专业化设计的需要,因而迫切需要专业化程度较高的设计软件,以改进汽车焊接夹具的设计质量。
WAVE(What—if Alternative Value Engineering)是美国UGS公司核心产品Unigraphics(简称UG)中有关装配模型关联设计的有力工具,是一种基于装配建模的相关性参数化设计技术,利用它可以在不同部件之间建立参数之间的相关关系,即所谓“部件间关联”关系,实现部件之间的几何对象的相关复制口。
WAVE是在概念设计和最终产品之间建立一种相关联的设计方法,能对复杂产品f如汽车车身焊装夹具)的总装配设计、相关零部件结构设计进行有效的控制。
通过WAVE工具,可以严格控制总装配与单元装配及零部件中车身数据的传递,同时也能保证装配零件之间的装配数据传递,从而避免了零部件重复设计的浪费,使得后续零部件的细节设计得到有效的管理和再利用,大大缩短了产品的开发周期,提高了设计效率。
焊装夹具参数化
文章编号:1001-2354(2002)10-0026-04汽车覆盖件焊装夹具设计参数库的开发Ξ周志强,罗来军,林忠钦(上海交通大学机械工程学院,上海 200030)摘要:通过采用模块设计和参数化设计技术,研究车身薄板零件焊装夹具的定位特征和设计特征,建立汽车车身焊装夹具零件分类准则和相关设计准则,开发出汽车车身焊装夹具参数化零件库,为焊装夹具的设计提供有力支持。
关键词:焊装夹具;计算机辅助夹具设计中图分类号:TH162 文献标识码:A1 前言国内外对汽车焊装夹具的设计进行了多方面的研究,Thompson和G andhi在1986年提出夹具模块化设计的方法[1];Y oucef-Toumi等人在1988年提出一种关于薄板钢件的夹具分析方法;Nee和Kumar在1991年提出基于实体的夹具设计方法;1996年,Cai、Hu和Yuan[2]在采用变分法确定传统“3-2-1定位”夹具定位点位置的基础上,针对柔性薄板零件易变形的特点提出了“N-2-1定位”法,并进一步采用有限元方法分析计算了柔性件的零件变形[2];1997年Rong和Bai[3]提出夹具外形的计算机自适应设计。
国内一些单位,如沈飞、一汽和二汽等也开展了夹具计算机辅助设计方面的研究。
在以往的夹具设计研究中,大多采用的是基于传统的夹具设计方法(如图1),设计人员根据设计和零件图纸,结合生产情况、工艺过程和夹具工作要求等,参考已有类似结构夹具的有关资料,确定夹具的初步设计方案,然后进行精确定位、夹紧力的计算及元件的选择并进行校核,重复此项工作直至校核正确。
整个设计过程绝大多数工作依靠设计人员手工完成,开发周期长,可靠性差。
计算机辅助夹具设计技术为缩短夹具开发周期提供了一种有效手段,竞争需求也使计算机辅助夹具设计技术的研究和实施变得越来越迫切,国内外现已广泛开展该领域的研究,但是专门针对汽车车身焊装夹具的研究还比较少,并且对汽车车身的焊装特性考虑得不够。
汽车焊装夹具CATIA三维设计
汽车焊装夹具CATIA三维设计摘要:汽车在焊接过程中,所需要的非标设备主要是焊装夹具。
通过8年来焊装夹具的设计、制造,我认识到:焊接夹具的设计数据是否准确、可靠,是整个设计、制造的关键;三维设计是提高设计质量和控制设计周期的最好方法。
关键词:焊装夹具概念设计详细设计工程图部件图前言CAD(CAD即计算机辅助设计)/CAM(CAM即计算机辅助制造)市场一个重要的变化就是微机平台的三维造型软件开始崭露头角。
从企业应用情况来看,二维CAD占据较大的份额,软件应用大多停留在低层次的绘图而不是设计工作上。
随着应用水平的提高,基于三维CAD)进行设计的优势已显现出来。
目前三维造型软件仍以国外厂家为主。
国产CAD/CAM软件与国外竞争最大优势就是服务,这种服务既有售前普及化服务和售后的本地化服务,又有由此延伸出来的一系列增值服务。
应用推广,三维造型软件这样复杂产品特别需要优质的服务。
目前来看,国内的CAD/CAM软件市场经过商家激烈竞争的洗礼,已经变得更加理性和成熟。
广大用户已经能够根据自己的需要和软件的功能、价格、服务、升级、兼容性,以及软件公司的发展前景作出正确的选择。
在汽车行业,以往业主提供的供设计使用的数模是五花八门,有:CATIA格式、PR-E格式、UG格式等等。
使得我们的设计工具也是五花八门。
对此我们也深深感受到自己设计上需要一种能解决这种问题的办法。
经过我们多年的设计体会及设计人员的深入交流、分析、比较和总结,我们认为如何灵活、科学运用软件来适合、指导我们的设计工作是我们所重点关注的问题。
它既能立足于我们现在的设计现状,并且又能和多个三维软件进行数据的共享、运用。
在初步了解了一些三维软件在其他专业厂家的一些使用效果后,我们觉得将它作为我们发展的一个重点是可行的。
由于在车身焊装夹具中,各公司的做法不一,也没有现成的经验可以学习,我们在焊装夹具设计中作了几点探索。
一.数据管理(文件夹的管理)我们在2005年下半年的《某公司焊装车间项目》中使用CATIA 软件完成焊装夹具的三维设计(概念设计)、详细设计、工程图生成(二维设计)、焊钳模拟、运动分析等;所有的设计工作都是在CATIA 平台上完成。
基于CATIA的汽车焊装夹具专用设计模块研究
基于CATIA的汽车焊装夹具专用设计模块研究摘要:汽车车身的焊接是汽车制造过程中较为重要的一个环节,而对于车身焊接而言,焊接夹具是进行焊接过程中,生产线上所用到的一种较为重要的、关键的工具、工艺设备。
焊接夹具本身的质量和性能,以及在使用过程中所遵循的工艺流程直接影响到所生产汽车的质量。
因此,汽车焊接夹具的设计和制造,是保证汽车生产和制造质量的一个关键性步骤,同时也是需要大量制造、设计经验的一项工作。
只有做好对目前使用夹具的研究工作,最终才能使得我国的夹具发展更加具有潜力。
关键词:CATIA,汽车焊装夹具,设计模块引言:在进行车身焊装夹具的设计时,主要需要考虑是夹具的设计。
在通常情况下,夹具的精度高低对于车身的焊接质量有着直接的影响。
车身是整个汽车的核心部分,车身整体是由多个不同制件进行焊接而成,所以掌握好夹具的设计显得尤为重要。
在未来的汽车车身夹具的应用过程中,需要注意夹具的调试工作,夹具要想充分的发挥出自身的作用,就必须保证夹具的调试科学化和规范化,只有这样才能使得车身焊接质量有较高的突破。
一、汽车焊装夹具设计特点焊装夹具的设计首先需要考虑,设计简单化和制造方便化两方面。
由于夹具不是长期和多用途性的使用特殊性,一般情况下夹具的更换周期时间较短,因此在设计过程中需要充分的考虑到这个因素,夹具在制造过程中需要严格要求尺寸,往往夹具的使用要保证一次成功,在制造的过程中也是单一的制造,没有重复制造的机会,所以在设计过程中要更加的谨慎,设计者要熟悉夹具的制造流程和方法,以满足设计的工艺要求。
以上这些问题将决定夹具的设计质量、制造质量。
焊接技术在车身工程中处于重要地位,然而随着汽车轻量化的要求,轻型材料的普及应用,如铝合金的焊接等等,促进了焊接新技术的发展,同时这也给汽车焊装夹具的设计带来了新的难题,因此夹具在未来的还有很长的路要走。
合理分解汽车车身零部件,确定所需夹具种类。
车身整体是由零部件进行焊接而成,经过两种及多种制件所焊接而成的工件称为焊合件,例如车身驾驶室是由不同的焊合件进行组装而成。
车身焊装夹具设计知识

汽车车身焊装夹具设计摘要:通过对汽车车身焊接夹具设计的一般规律进行探讨,提出了在焊接夹具设计中所应该遵循的基础条件。
在现生产中,焊接夹具的设计充满了丰富的特殊性,因此,具体问题须具体对待。
关键词:焊接夹具设计经验性综合技术汽车车身焊接夹具的设计是一门经验性很强的综合性技术,在设计时首先要确定生产纲领,熟悉产品结构,了解变形特点,把握制件及装配精度,通晓工艺要求。
只有做到这些,才能对焊接夹具进行全方位的设计。
一、生产纲领生产纲领决定焊接夹具的自动化水平及焊接工位的配置,是通过生产节拍体现的。
生产节拍由夹具动作时间、装配时间、焊接时间、搬运时间等组成。
夹具动作时间主要取决于夹具的自动化程度;装配时间主要取决于冲压件精度、工序件精度、操作者的熟练程序;焊接时间主要取决于焊接工艺水平、焊接设备的自动化程度、焊钳选型的合理化程度等;搬运时间主要取决于搬运的自动化程度、物流的合理化程度等。
只要把握住以上几点,就能合理地解决焊接夹具的自动化水平及制造成本这对矛盾。
二、汽车车身的结构特点汽车车身一般由外覆盖件、内覆盖件和骨架件组成,覆盖件的钢板厚度一般为0.8-1.2mm,骨架件的钢板厚度多为1.2-2.5mm,也就是说它们大都为薄板件。
对焊接夹具设计来说,有以下特点:1、结构形状复杂,构图困难汽车车身都是由薄板冲压件装焊而成的空间壳体,为了造型美观和壳体具有一定的刚性,组成本身的零件通常是经过拉延成型的空间曲面体,结构形状较为复杂。
2、刚性差、易变形经过成型的薄板冲压件有一定的刚性,但和机械加工件相比,刚性要差得多,而且单个的大型冲压件容易变形,只有焊接成车身壳体后,才具有较强的刚性。
3、以空间三维坐标标注尺寸汽车车身产品图以空间三维坐标来标注尺寸。
为了表示覆盖件在汽车上的位置和便于标注尺寸,汽车车身一般每隔200mm或400mm划一坐标网线。
三个坐标的基准是:前后方向(Y向)———以汽车前轮中心为0,往前为负值,往后为正值;上下方向(Z向)———以纵梁上平面为0,往上为正值,往下为负值;左右方向(X向)———以汽车对称中心为0,左右为正负。
基于CATIA VBA二次开发汽车焊装夹具智能设计系统的技术方案V1.0
基于CATIA VBA二次开发汽车焊装夹具智能设计系统的技术方案一.绪论随着市场竞争日益激烈,制造业中起着重要作用的人工夹具设计已经不能满足生产的需要,有着高效快捷特点的计算机辅助夹具设计(CAFD)应运而生。
计算机辅助夹具设计经历了不同的发展阶段,技术日趋成熟并且正在逐步应用到生产实际之中,起到缩短生产周期、提高设计质量、降低生产成本、提高设计和生成效率等等多方面的作用。
1.1项目的研究背景和意义随着世界经济飞速发展和市场的全球化,制造业空前激烈发展。
传统的制造技术已经不能适应经济的高速发展,也不能满足多样性的要求,为了改进传统的制造技术,提高生产效率,使企业在竞争中获胜,对工艺装备的柔性化提出了迫切的要求。
计算机辅助夹具设计技术就是在上述背景下产生的,即利用计算机辅助人工进行夹具设计的一种先进制造技术。
最初的CAFD系统是交互式设计界面,可以完成相对复杂的夹具设计任务,在一定程度上节省了设计绘图和修改的时间。
随着计算机水平的提高和各种理论的成熟,在基于成组技术和知识工程的基础上CAFD带有一定的智能性,提高了夹具设计自动化程度。
目前的CAFD 系统正在朝着以实际生产应用为导向的计算机辅助夹具设计上发展,使其更具智能化和自动化。
最终,带来工程设计速度加快和节约设计成本两方面的益处,改善汽车焊装夹具建模过程,减少夹具设计所需的经验,使设计过程便捷省力,使设计过程更加灵活。
1.1.1项目的研究背景在现代汽车生产中,焊装夹具是必不可少的工具。
它们用于保持汽车零部件在正确的位置并确保焊接的准确性和一致性。
然而,传统的焊装夹具设计方法存在许多不足之处,如设计效率低下、重复劳动等。
因此,开发一种基于CATIA VBA的二次开发汽车焊装夹具智能设计系统具有重要的研究意义。
1.1.2项目的研究意义通过开发智能设计系统,可以提高焊装夹具的设计效率和精确度。
智能设计系统可以利用计算机的案例推理和规则推理技术,根据之前的经验和规则来生成夹具设计方案,减少设计师的重复工作。
基于UG的汽车焊装夹具三维设计
基于UG的汽车焊装夹具三维设计Automobile welding fixture three-dimensional design based on UGauto jig are important factors to ensure the quality of automobile body welding, influence the manufacturing precision of the whole car and production cycle. To advance the floor before the car assembly welding fixture design as an example this paper introduces the structure characteristic and the basic requirement of the automobile body welding jig, elaborated the automobile body welding jig based on UG three-dimensional design method.key words:manufacturing,design cycle,precision welding fixture目录1 绪论 (1)1.1 我国汽车工业近况 (1)1.2 汽车车身焊装夹具综述 (2)1.2.1 车身焊装生产线的组成 (2)1.2.2 焊装夹具在焊接中的作用 (2)1.2.3 焊装夹具 (3)1.3 汽车焊装夹具应该解决的问题 (3)1.4 UG NX 6.0简介 (4)1.4.1 UGNX6.0的优势 (4)1.4.2 UGNX6.0主要功能 (5)2 汽车焊装夹具设计的注意事项 (6)2.1 设计式样书的说明 (6)2.1.1 生产过程 (6)2.1.2 主要控制断面的形状(MCS) (7)2.2 设计中文件管理规定 (9)2.2.1 文件目录命名规则 (9)2.2.2 文件命名规则 (10)2.2.3 图层的设定 (11)2.2.4 文件搜索目录的配置 (11)2.2.5 夹具的具体设计过程 (12)2.2.6 夹具中有关颜色设置的规定 (13)3 WH10汽车焊装夹具的具体设计过程 (14)3.1 导入PNL文件 (16)3.2 截断面 (16)3.3 夹具的整体设计 (18)3.3.1 确定旋转点 (18)3.3.2 确定汽缸安装铰支点的位置 (18)3.3.3 在零件图中进行建模 (20)3.3.4 焊接干涉检查 (22)3.3.5 完成总装图 (22)4 WH10汽车焊装夹具设计的打开状态 (23)4.1 定义连杆LINK (23)4.2 定义构件之间的运动关系JOINT (23)4.3 进行夹具打开过程的模拟仿真 (25)4.4 编辑导出机构的显示 (28)4.5 画车线 (29)5 二维图的生成 (31)5.1 二维图的出图标准 (31)5.2 典型夹具的二维图 (34)5.3 典型零件的装配图 (35)5.4 GA的装配图 (37)6 总结 (39)附录 (40)参考文献 (46)致谢 (47)1绪论1.1我国汽车工业近况汽车工业水平可以在很大程度上衡量一个国家的制造业水平。
CATIA 在汽车白车身焊装和夹具设计中的应用 经典
我们针对汽车焊装夹具零件多的特点,建立了符合焊装夹具设计特点 的标准件库。
1)构建基于知识工程的标准件。
在构建标准件几何的时候,大规模应用 CATIA 知识工程建模技术。例 如:Positioned Sketch(定位草图)、Parametric Curve(参数曲线)、Design Table (设计表)、Equivalent Dimensions(同等维)、Rule(规则)、Check(检查)、 Reactions 等,使结构相似的不同种类的标准件统一表达为一个 CATPart 文 件,实现标准件从一种变化为十种甚至几十种,使设计者在调用标准件的
-2-
时候,可以随时变更标准件的规格。 在有结构尺寸的标准件中适当融入工程设计规范,在出现不符合设计
规范或超出适用标准的情况的时候,及时提醒设计员注意改正,保证标准 件几何表达的正确。
2)采用 Catalog 进行标准件和标准结构的管理。
在焊装与检验夹具的实际 设计工作中,会应用到不同标 准体系的标注零件,这就需要 使用 CATIA 的 Catalog 进行管 理。Catalog 让设计员能够方便 快捷的查找和调用所需要的标 准零件和标准结构。
但十分可惜的是,这种功能目前还只能对 Part 进行工程图投影,还无 法在 Product 级别下应用,期待 Dassault Systemes 能够尽快升级。 3. 加工制造
设计阶段的三维实体化,使加工基础数据由二维图纸转化为三维数模。 而 CATIA 作为 CAD/CAM 一体化的三维设计软件,提供了多个加工模块, 覆盖了从 2.5D 加工到五轴加工再到加工仿真的 NC 加工全过程,使得设计 数据可以不通过数据格式转换直接进入到 NC 程序编制阶段,并能够直接提 取一部分加工信息。
汽车车身焊装夹具设计

汽车车身焊装夹具设计摘要:汽车车身通过冲压、焊装、涂装、总装配制造而成。
车身在焊装过程中要使用多点定位夹紧的专用夹具来保证各零件在焊接处的正确位置。
因为汽车工业的快速发展,大大提高了制造车身水平。
制造车身质量决定了整个车身的品质,而车身装焊设计中焊装线设计是重要组成部分,在设计的时候要充分的了解到产品的功能,认识产品的精确参数,方便在现实应用中增加安全性与实用性。
焊装夹具设计是不是合理,最后唯有通过生产实践检验,才可以证明是合格与优秀的,而在设计以前,一定要做到精益求精,使损失减少,创造出与时代需求相符的产品。
关键词汽车车身;焊装夹具;设计方法制作汽车的精度和汽车车体的生产周期与汽车焊接夹具的要求有关性特别高,在设计的时候我们要非常注意。
所以,确保汽车生产与制造质量的一个重要性程序就是设计与制造汽车焊接夹具,同时,也是需要很多的经验和制造、设计技术的一项工作,增强汽车焊接夹具的研究具备关键意义。
1车身焊装夹具简介焊装夹具基本由底板、支基、气控三部分组成。
焊装夹具用三坐标进行检测。
焊装夹具的常见结构有定位元件和夹紧元件。
定位元件有定位销、定位块。
定位块和定位销座均采用可调式结构,通过调整垫片数量的增减来调整定位块的精确位置。
定位块的定位面、销孔要求热处理后精加工。
夹紧机构有手动、气动两种夹紧方式。
杠杆式定位夹紧单元的基本类型有气缸固定式、双面夹紧机构、手动夹紧气路退回式等模式。
该类型适用于一般夹紧,该模块除了定位块、导向杆之外,其余的零件都是由压板的草图控制。
2焊装夹具的设计要点和常见问题焊装夹具的设计主要考虑焊接质量和人机工程。
为保证焊接质量,应合理确定薄板冲压件焊接搭接顺序,要合理确定定位点和定位方式,焊装夹具在运动过程中无干涉,设计夹紧气路时,考虑焊接完成后是否能取出整体零件。
人机工程能保证操作人员能够舒适、安全地工作,设计时考虑夹具平均操作高度、焊钳类型,基准平台可根据情况安置回转机构。
3车身焊接夹具设计的必要性在设计和制造车身的很多开发程序过程中,特别关键的一个程序就是车身焊接夹具设计,其直接关系着制造出产品的合格率。
汽车焊装夹具的参数化设计

汽车焊装夹具的参数化设计作者:王韫韬周迪来源:《进出口经理人》2017年第05期摘要:汽车焊装夹具设计开发速度和制造质量直接影响汽车的生产规模、上市速度和制造精度。
传统汽车焊装夹具开发周期长,跟不上市场对焊装线的需求,为了提高焊装夹具设计效率,本文研究了汽车焊装夹具参数化设计,以供参考。
关键词:汽车;焊装夹具;参数化设计汽车焊装夹具是整车四大工艺焊装工艺中不可或缺的重要工艺装备,焊装夹具的设计水平直接关系到车身总成的焊接质量和生产节拍。
因此,提高焊装夹具的设计质量,缩短设计周期,降低设计成本,对新车型的开发、生产都具有非常重要的意义。
一、汽车焊装夹具的组成(一)底板。
夹具底板是焊接夹具的基础元件,它主要起支撑一个工位的焊装夹具的作用。
其它机构都是在底板的基础上装配起来的;它是其它机构装配的定位基准和参照,它的精度直接影响其它机构安装的准确性,其工作平面的平面度、表面粗糙度以及钻孔的位置精度均有严格的要求。
(二)定位机构。
定位机构由定位元件组合而成,其主要作用是确定工件在夹具中的准确位置。
定位机构中的零部件通常包括支架、限位块、插销、固定销、挡铁、L(U,F,V,T 等)型定位块,以及根据焊件实际形状确定的定位块等。
支架通过螺栓固定在底板上,支架和底板之间要有绝缘层绝缘。
各类销、块则通过螺栓安装在支架上,销、块与支架之间可用垫片来调整销、块的安装位置,以保证定位焊装精度。
在设计制造时应具有足够的刚性和硬度、设计成组合可调式的、采用标准化模块化设计、选用统一的厚度尺寸。
(三)夹紧机构。
夹紧机构可分为手动夹紧和气动夹紧两种机构,手动夹紧一般为四杆自锁机构;气动夹紧一般由动力源(汽缸)、传力机构(转臂)以及夹紧元件(压块)组成,其作用是保持工件由定位所取得的确定位置并抵抗系统所受外力及其影响,使焊装过程得以顺利实现。
夹紧机构在设计制造时应满足结构简单、动作迅速,能够大批量生产;手动夹紧能自锁;二次夹紧或多点夹紧时,几个夹紧机构需串联或并联在一起使用;对于定位精度较低的焊件能实现夹紧和定位同时进行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
口憎’渡汽车内夕怖设计与实蹴M】・北枷械。r燃1蚴2,2011:3篙; ,弋_,\/、/_-八^/—-八/—-八^/—-八^/—-八
“晰z--…,几,……删4 j’的修改。
(上接第42页) 了重复设计时间,提高了工作效率。
if
值超长超宽时的提示信息规则如下:
BASE长>6
000mm
3结束语
通过知识工程的参数化建模开发参数化标准机构 和标准件,使每个设计人员都可以通过直接双击发布 的参数直接修改模型,使模型的尺寸符合当前设计要 求,而不是每个设计者从头完成建模过程,从而实现高 效率、高质量的完成设计任务,缩短设计周期。
20
mm,回到零件设计模式,进行特征扫略,完成槽钢焊
接外框的设计。第3步完成槽钢的横梁设计:参数赋
2.1
BASE等分圆整计算 BASE槽钢及支座分布数据来源于经验值,需要进
值,如图4所示。
0
行圆整。根据BASE长宽定义槽钢型号、上下板厚、纵 横梁及支腿分布原则。表1示出BASE板材料赋值表。
i墨 :.鼻■:氯橱i?l-墨:釜蠢
的功效,检验设计规范的正确性,并及时进行修改或确 认,以提高后继产品设计质量; 3)通过对DFMEA的有效管理,可以建立设计质量 进度表,按时对产品设计质量进行检测,保证产品开发 的顺利进行。
参考文献
【l】Stamatis D H.故障模式影响分析FMEA从理论到实蹦M1.陈晓彤,姚绍 华,译-2版-北京:国防工业出版社,2005:23
参考文献 …成大先.机械设计手册:第1糊M】.4版.北京:化学__I二业出版社,2002:
2l一23.
{Message(BASE超长)】
if
BASE宽>2000mm
{Message(BASE超宽))
if槽钢型号赋给方式==自定义 {关系\标准槽钢赋值规则\活动=false}
Else
{关系\标准槽钢赋值规则\活动=tYue】
Advisor;Parametriztion building model;Standard unit
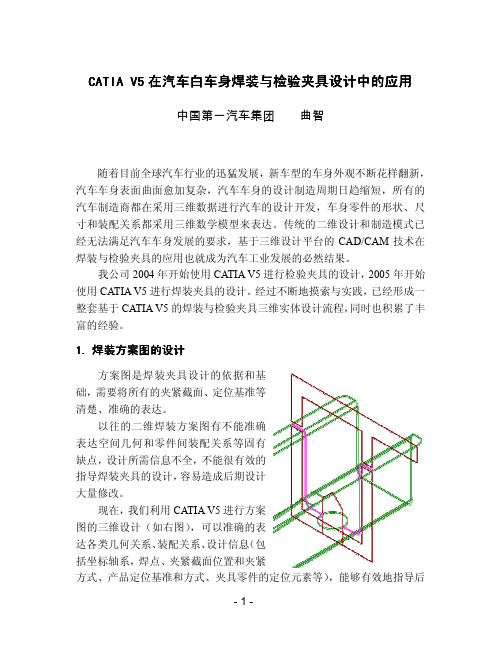
随着目前全球汽车行业的迅猛发展,新车型的车 身外观不断花样翻新,汽车车身表面曲面愈加复杂,汽 车车身的设计制造周期日趋缩短,所有的汽车制造商 都在采用三维数据进行汽车的设计开发,车身零件的 形状、尺寸和装配关系都采用三维数学模型来表达。为 了保证生产任务的顺利完成和适应社会新技术发展的 需要,通过CATIA软件的知识工程所建立的参数化模 型能够以更高的效率来完成设计任务,因而知识工程
BIW jigs’designing and assembly
designing process has been
assignment
effectively and Advisor
trouble—freely through CATlA.Standard units and system.7rhis method makes the model dimension
向降列个数、:l=‘支腿间隔数量’一1
向阵列间距’=11.fiotara=‘支腿阵列间距 向阵列个数’=l
Base长或宽/nun
200~1 60() l 600~2()()()2 000~2 50()2 500
向降列间距’=100nm
0.4
黼一附”恼旧 旧仡嵫幅“ 嚣警豪翥姻鬻觚 方 方 6羽辆坞埔
cars
market desire and better complete production
commission,this paper introduces the parametrizational building model and NC programming for related mathematics model, realizes high efficiency and faster designing process,complete mechanics
(Knowledge Advisor)是非常重要的。CATIA允许用户将
和BASE组成,每个项目的POST和BASE大小都不 同,做一个参数化模型,就避免了每次都重新建模的复
杂过程。顶盖焊接夹具示意图,如图1所示。
知识工程嵌入到设计中并运用于帮助做出工程决定, 以减少错误或使设计自动进行,从而获得最大生产率。 文章以焊接夹具的参数化建模为例来阐述“怎样实现 快速高效的完成设计任务”。
的结果。
2.3
m;BASE宽超过2 m时,设置了提示信息:“BASE超
长”或“BASE超宽”,确认后允许通过。赋值范围:
BASE长≥500 mm,BASE宽≤Base长。
2.2
BASE标准赋值规则【卅
BASE标准赋值规则如下: if槽钢型号赋给方式=标准值and
长≥1
200 mm and BASE
BASE参数化建模过程删 1)根据需要创建BASE基本参数,赋值及变量名
BASE长<1
600 mm
称,如图3所示。
r●,t I+-●车“ h‘in【]。51 I}-O B^卫k:25。o・
{关系\总参数表\配置=1) if槽钢型号赋给方式=标准值and
长≥1
600 mm and BASE
I旧㈣≈=1500w-
l}-O-H≈日一【25b
I}-8垲■■&=鲫I
BASE长<2
1)DFMEA可以在产品设计过程中起到很好的设
建议和采取的措施 按之前确定的“现行设计控制预防”和“现行设计
计失效模式的预防作用,提高设计质量;
2)DFMEA可以起到对设计规范应用、跟踪和总结
控制探测”进行内外饰产品开发,随着产品开发深入,
会出现各种设计问题,如预防措施(即方案)不准确或 探测不到位等,这时需要对产生问题原因进行分析,并 制定解决措施。建议与采取的措施的区别在于:前者是 基于问题分析提出的1种或多种解决措施,并不一定 会实施;而后者是结合项目实际情况最终采用的措施, 并不一定是最佳的解决方案,但一定最适合此项目。因 此,在项目总结时,需对两者进行分析,选出最佳的措 施输入到DFMEA数据库进行“现行设计控制预防’’和
Parametrizational Building Model with Knowledge Advisor in the Application of Auto
Welding Jig
Abstract:To meet the request of further research development,new model
000 mm
1}-O■_《日鼍嫱’&#m墟
f关系\总参数表\配置=2}
h目穗_H瑙c恤
I}圆HAB=8№ 1}-t¥±§t::5∞ I-m T《T一2。-
if槽钢型号赋给方式=标准值and
长≥2
000 mm and
BASE
BASE长<2
500 am
I}-ill__*H=6 r旧*一-*:1 I-a直_■^M《:16{x缸
f关系\总参数表\配置=3}
B^霓£-糟_B—to瞄,,“≈■女目晕) B^薅t 一檀_B-{o瞄)/“《__敢皇
1}-ill m%t土m《=神‰ f}君“≈衙_酋-:2=。el¨f
h日“mHqmE:5帅…l(1
h日Ht__Ⅻ¥巧‰:L
,j-)-1婶
if槽钢型号赋给方式=标准值and
长>2
500 mm
长≤6 nl,宽≤2 m,因此在设计者输人值BASE长超过
6
上面的圆整计算值做一个工作点,然后使槽钢与工作 点约束重合的方式达到参数变化。第4步完成槽钢纵 梁的设计:参照横梁的参数创建过程,纵梁的设计同样 采用阵列特征的方式来完成,所需参数按照所建立的 参数规则赋值,通过工作点约束相合达到参数化变化
藿j豢囊尊i羹≯。意霉
槽钢横梁布置采用参数阵列的方式完成,阵列个
另外,设计时如果有特殊要求也可以采用白定义 数等于支腿间隔数量一1,每一个横梁的摆放位置按照
的方式自己选择槽钢型号,那么设计人员只需选择赋 给方式=“自定义”便可完成。赋给方式由“自定义”改 回“标准值”时,触发反应自动更新槽钢型号并重新计 算,保证模型不会失败。设计所需的BASE一般为
2.2
2.2.2措施结果
采取的措施制定并实施之后,需要对实施效果进
行检验,并更新“S”,“0”,“D”和“RPN”值。同样,在项目
总结时,将新数据输人到DFMEA数据库对相应值进行
更新(“S”,“O”,“D”,“尺刚”)。
2.3内外饰产品开发总结 在项目结束时,按上述方法对内外饰DFMEA数 据库和内外饰技术规范及技术要求进行更新与维护。 通过不断循环使用及信息反馈更新,来保证内外饰 全面且数据越来越准确,并使内外饰产品开发质量越 来越高。最终实现最高设计理念,即一次设计成功,减 少反复修改环节,节约成本。
1
2知识工程参数化建模过程【11
文章以顶盖焊接夹具中的BASE为例,通常每套 夹具BASE的外形尺寸都不一样,但结构相同,若采用 参数化建模会提高工作效率。BASE通常由槽钢、上安 装钢板及接头加强板焊接而成。焊接夹具BASE外形
示意图,如图2所示。
41
汽车白车身焊接夹具的基本构成
汽车一般由顶盖、侧围、机舱及地板等焊接组成。
BASE基本参数示意图
BASE赋值方式为自定义以及输入BASE长宽数
(下转第53页)
2)第1步按照上述参数值绘制草图:赋值上板草
一42一
万方数据
计,以便在项目开发过程中选择使用。而通过项目使用 情况反馈,进行设计规范修改及总结,得到进一步完善。 2.1.5现行设计控制探测 现行设计控制探测是内外饰设计质量中较关键的 一项,只有在规定时间结点内按要求保质保量完成工 作,才能保证内外饰产品设计质量得到控制。因此,根据 此项内容,需要输出类似于内外饰产品“设计质量进等。根据设计质量进度表对设计质量、进度及风险