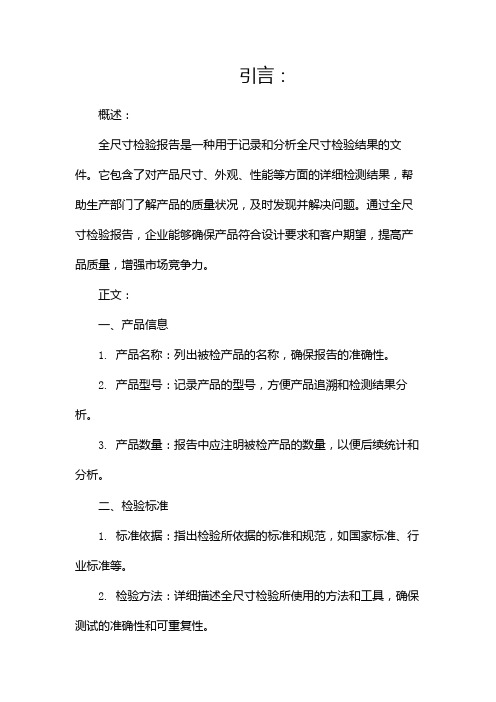
全尺寸测量结果
全尺寸检验报告样板
引言:概述:全尺寸检验报告是一种用于记录和分析全尺寸检验结果的文件。
它包含了对产品尺寸、外观、性能等方面的详细检测结果,帮助生产部门了解产品的质量状况,及时发现并解决问题。
通过全尺寸检验报告,企业能够确保产品符合设计要求和客户期望,提高产品质量,增强市场竞争力。
正文:一、产品信息1. 产品名称:列出被检产品的名称,确保报告的准确性。
2. 产品型号:记录产品的型号,方便产品追溯和检测结果分析。
3. 产品数量:报告中应注明被检产品的数量,以便后续统计和分析。
二、检验标准1. 标准依据:指出检验所依据的标准和规范,如国家标准、行业标准等。
2. 检验方法:详细描述全尺寸检验所使用的方法和工具,确保测试的准确性和可重复性。
三、检验项目1. 尺寸检验:列出被检产品的各项尺寸要求,包括长度、宽度、高度等,以及实际测量结果。
2. 外观检验:记录被检产品的外观要求,如表面光洁度、颜色、图案等,描述实际检测结果和评价。
3. 性能检验:包括功能性能、电气性能等各个方面的检验,记录实际测试结果和相应评价。
4. 材料检验:如果适用,列出被检产品所使用的材料要求,如材质、硬度等,并记录实际测试结果。
5. 包装检验:如果适用,描述被检产品的包装要求和实际包装情况,以及检验结果和评价。
四、检验结果1. 合格品数:统计合格产品的数量,以便生产统计和质量分析。
2. 不合格品数:记录不合格产品的数量,以及具体的不合格原因和评价。
3. 签名和日期:报告应有相应的签名和日期,以确保报告真实有效。
五、改进措施1. 不合格品原因分析:对不合格产品的原因进行分析和总结,确保问题不再发生。
2. 检验方法改进:根据检验结果和不合格产品的原因分析,对检验方法进行改进。
3. 生产工艺改进:如果问题源于生产工艺的不合理或不稳定,应及时改进工艺,提高产品质量。
总结:全尺寸检验报告样板(二)是一份记录全尺寸检验结果的专业报告,它对产品质量的评估和改进起到了重要的作用。
全尺寸测量结果报告
12
CMM
1
10.19 ###### 0.508 -0.508 258.800
13
CMM
1
9.41 ###### 0.508 -0.508 238.730
14
CMM
1
0.57 14.478 0.508 -0.508 14.228
15
CMM
1
1.34 34.036 0.508 -0.508 33.990
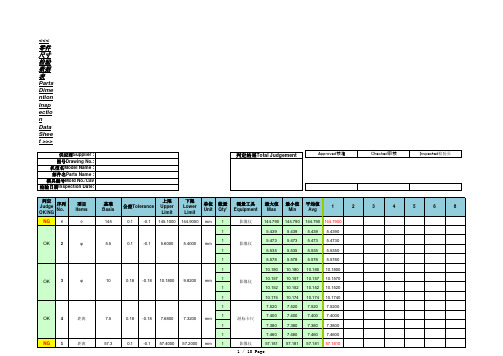
Tolerance
上公差 TOL+
下公差 TOL-
1#
BS
SI
实际测量结果 Actual measurement results
2#
3#
4#
1
CMM
1
1.47 37.338 0.508 -0.508 36.880
2
CMM
1
4.56 ###### 0.508 -0.508 116.330
3
CMM
1
12.00 ###### 0.508 -0.508 304.520
CMM
1
0.487 12.370 0.254 -0.254 12.621
CMM
1
0.487 12.370 0.254 -0.254 12.622
CMM
1
0.487 12.370 0.254 -0.254 12.622
CMM
1
0.487 12.370 0.254 -0.254 12.620
49
12*Φ
19.669
OK
OK
57.160
OK
OK
53.986
OK
OK
53.976
OK
OK
全尺寸测量报告_2

受检单位
规格型号
NU330
报告编号
检查项目
标准值
1
2
3
4
5
6
主
要
项
目
架内径
216+0.5
架外径
255.7-0.6
架高
50.7-0.2
架中心径
235±0.1
滚动体孔径
42.25+0.15
底厚
7-0.3
架外口径
222-0.1
架口深
1.4+0.15
钉孔中心径
242
钉孔径
6+0.07+0.03
盖内口径
200.5+0.1
盖口深
1.7+0.15
盖钉孔中心径
223
盖钉孔径
4+0.078+0.03
主要缺陷
合格
次要项目
滚动体孔数
13
钉孔数
13
次项缺陷
合格
综合判定
合格
检验:日期:
5
6
主
要
项
目
架内径
194.7+0.5
架外径
235.1-0.1
架高
53.7-0.2
架中心径
215±0.1
滚动体孔径
42.25+0.15
底厚
7-0.3
架外口径
200.5-0.1
架口深
1.4+0.15
钉孔中心径
223
钉孔径
4+0.078+0.03
盖外径
235.1-0.1
盖内径
194.7+0.5
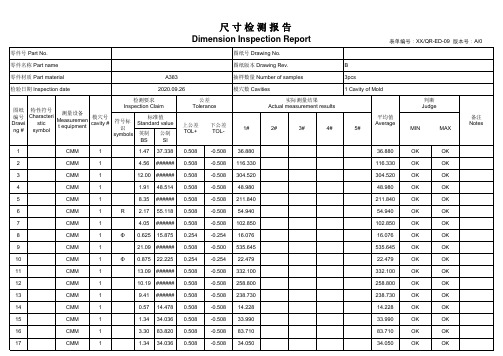
全尺寸检验及功能试验报告
全尺寸检验及功能试验报告报告日期:2024年10月10日一、引言二、测试目标本次测试的目标是验证产品在真实使用环境中的性能,包括尺寸、结构强度、安全性和功能等方面,以确保产品的质量和可靠性。
三、测试方法1.全尺寸检验:根据产品的设计图纸,使用测量工具对产品的尺寸进行测量,包括长度、宽度、高度等。
将测量结果与设计规格进行对比,检查是否符合要求。
2.结构强度测试:对产品的各个部件进行强度测试,包括承载能力、抗压能力等。
使用标准化的测试设备对产品进行载荷测试,记录变形和破坏情况,并根据测试结果分析产品的结构强度是否满足设计要求。
3.安全性测试:对产品进行安全性测试,包括电气安全、防火性能、防护性能等。
通过电气安全测试仪器对产品的电气参数进行测试,确保产品在正常使用过程中没有电气安全隐患。
通过防火实验和防护性能测试,验证产品的防火能力和保护能力。
4.功能试验:根据产品的设计要求和规范,对产品的功能进行测试。
通过连接电源、接口设备等,激活产品的各项功能,并记录测试结果,验证产品的功能是否正常。
四、测试结果1.全尺寸检验结果:通过对产品的尺寸进行测量,结果与设计规格完全符合,产品的尺寸满足要求。
2.结构强度测试结果:产品在最大负荷下未出现明显变形和破坏,结构强度满足设计要求。
3.安全性测试结果:产品在电气安全测试中通过了所有参数的检测,符合电气安全标准。
防火实验和防护性能测试中,产品表现出良好的防火能力和保护能力。
4.功能试验结果:产品的所有功能测试都正常工作,包括开关、调节、显示等功能,符合设计要求。
五、结论根据全尺寸检验及功能试验的结果,产品在尺寸、结构强度、安全性和功能等方面均满足设计要求。
产品具有良好的性能和可靠性,可投入市场销售和使用。
六、建议在后续生产中,建议继续强化全尺寸检验和功能试验,确保产品的质量和安全性。
同时,建议对产品的外观和包装进行进一步优化,提升产品的竞争力和用户满意度。
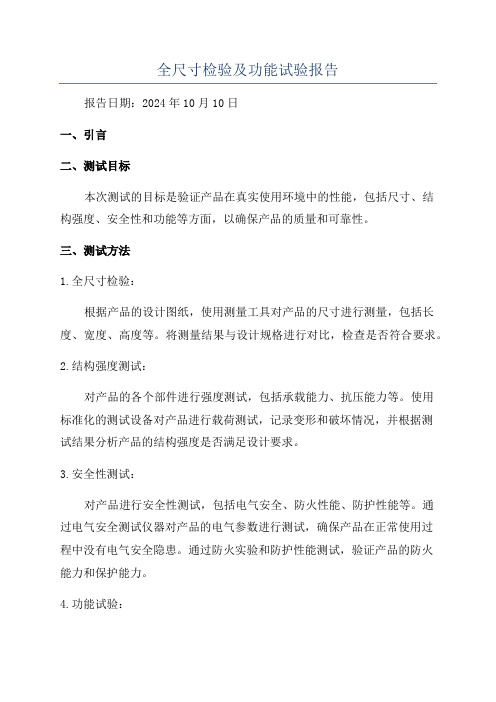
全尺寸检查报告
毛坯外观:
测试主管意见: 测试主管审核: 日期:
品管部意见: 审核: 日期:
技术部意见: 技术部确认: 日期:
裁定: 批准: 日期:
需方名称 Customer Name
零件名称 Part No.
材料 Material
图号 Drawing No.
全尺寸检查报告
模穴数 CavityNo.
重量 Weight
PAGE: -4105 / 1
版本号:A-0
检验员 Inspector
日期 Date
;表单编号:
状态state:
□OTS
□小批量 small-lot
□SOP
公差
序
标准值
号 dimension in
No. drawing
Tolerance
下公差 lower limet
上公差 upper limit
最小值 Max.Val
ue
最大值 Min.Valu
e
测 量工 具
Inspecti
on tool
1
1
0.00
0.00
样品尺寸测量结果 Measurement result
实际尺寸 Actual Dimension
偏差 Deviation
2
3
4
5
Dev1 Dev2 Dev3 Dev4
Dev5
结论 conclus
ion
备注 Remarks
2
0.00
0.00
3
0.00
0.00
4
0.00
0.00
5
0.00
0.00
6
0.00
0.00
全尺寸测量报告
游标卡尺
60.960 60.960 60.960 60.9600
OK 21
φ
28
0.23 -0.23 28.2300 27.7700 mm 1
游标卡尺
28.060 28.060 28.060 28.0600
OK 22
距离
18.7
0.21 -0.21 18.9100 18.4900 mm 1
三坐标
18.549 18.549 18.549 18.5490
NG 28
R
1
0.18 -0.18 1.1800 0.8200 mm 1
轮廓仪
0.756 0.756 0.756 0.7560
/
29
角度
4
1
-1
5.0000 3.0000
°
1
/
0.000 0.000 #DIV/0!
/
OK 30
距离
9
0.18 -0.18 9.1800 8.8200 mm 1
轮廓仪
8.824 8.824 8.824 8.8240
游标卡尺
30.600 30.600 30.600 30.6000
OK 44
C
1
0.18 -0.18 1.1800 0.8200 mm 1
轮廓仪
0.908 0.908 0.908 0.9080
1
4.620 4.620 4.620 4.6200
1
4.621 4.621 4.621 4.6210
1
4.624 4.624 4.624 4.6240
57.3
0.1 -0.1 57.4000 57.2000 mm 1
影像仪
57.181 57.181 57.181 57.1810
全尺寸检验及功能试验报告(一)

全尺寸检验及功能试验报告(一)引言概述:本报告旨在对产品进行全尺寸检验及功能试验,以确保其在设计规格要求下的可靠性和性能。
本文档将系统地介绍了全尺寸检验及功能试验的过程和结果,为产品的质量保证和最终交付提供了依据。
正文:一、全尺寸检验1.外观检验-检查产品外观是否完整无损,是否符合设计要求。
-确认产品颜色、标识和包装是否符合规格。
2.尺寸测量-测量产品长、宽、高及其他特定尺寸参数,与设计图纸进行对比。
-判断产品是否符合尺寸要求,以保证后续的功能试验可行性。
3.重量检验-测量产品重量,与设计规格进行比对。
-确保产品的重量在合理范围内,不超出承重能力。
4.材料检验-检验产品所采用的材料,确认是否符合设计规范。
-验证产品所使用的材料的质量和可靠性。
5.表面处理检验-检查产品表面处理是否符合要求。
-评估表面处理的质量和耐久性。
二、功能试验1.性能测试-对产品的各项性能指标进行测试,如电气性能、机械性能等。
-确保产品在正常工作情况下能够满足设计要求。
2.耐久性试验-通过模拟产品长时间使用情况,检验其耐久性和可靠性。
-评估产品在长期使用中是否会出现性能下降或故障。
3.环境适应性试验-将产品暴露于各种恶劣环境下,如高温、低温、湿度等。
-检验产品在各种环境条件下的工作性能和稳定性。
4.安全性测试-对产品的安全性能进行测试,确保其符合相关安全标准。
-评估产品在正常使用过程中是否存在安全隐患。
5.可靠性试验-对产品进行全面的可靠性测试,包括寿命测试、可靠性增长测试等。
-验证产品的可靠性指标,为产品质量保证提供依据。
总结:通过本次全尺寸检验及功能试验,产品在外观、尺寸、重量、材料、表面处理等方面均符合设计规范要求。
功能试验的结果表明产品的性能、耐久性、环境适应性、安全性和可靠性均满足预期要求。
在质量保证和最终交付环节,本报告为产品提供了可靠的数据支持,保证了产品的质量和性能。
全尺寸检验报告

全尺寸检验报告随着科技的发展和社会进步,尺寸检验在各行各业中起着至关重要的作用。
无论是制造业、建筑业还是航空航天等领域,全尺寸检验报告都是确保产品质量和安全的重要手段。
一、尺寸检验概述尺寸检验是指通过测量和检验产品的各个尺寸参数,以验证其是否符合设计要求。
全尺寸检验则是对产品的所有相关尺寸进行全面检测和验证,确保产品的每一处细节都符合预期标准。
全尺寸检验报告就是在全尺寸检验的基础上,将相关数据和结果整理、记录并加以分析、解读的文档。
二、全尺寸检验报告的重要性1.确保产品质量:全尺寸检验报告可以准确记录产品各个尺寸参数,并与设计规范相对比,从而及时发现和解决潜在问题,确保产品质量。
2.提高生产效率:全尺寸检验报告提供了详细的数据分析和验证结果,帮助制造商了解产品制造过程中的问题,并能及时进行调整和改进,提高生产效率。
3.满足监管要求:在一些行业中,全尺寸检验报告是必要的监管要求,例如汽车制造领域的质量认证体系,全尺寸检验报告为企业取得相关认证提供了必要的依据。
三、全尺寸检验报告的内容1.产品信息:全尺寸检验报告首先需要记录产品的基本信息,如名称、型号、批次号等,以方便追溯和识别。
2.检验项目:全尺寸检验报告需要列出所有的检验项目,包括尺寸、形状、角度、平整度等多个方面,确保每个细节都能得到充分的关注和评估。
3.测量数据记录和分析:全尺寸检验报告应记录每个检验项目的测量数据,并进行数据分析。
通过图表、曲线和统计分析等方式,将大量的数据进行可视化和直观呈现,以便于理解和评估。
4.结果评定:全尺寸检验报告需要根据设计要求和标准对测量数据进行评定,判断产品是否合格。
同时,还需明确哪些尺寸存在误差和哪些需要进一步改进。
5.异常情况处理:在报告中,还需记录在检验过程中发现的异常情况,并对这些异常情况进行分析和处理,以确保类似问题不再出现。
四、全尺寸检验报告的编制要求1.角度准确:全尺寸检验报告需要遵循精确的角度和符号规范,确保报告的准确性和一致性。
全尺寸检测报告
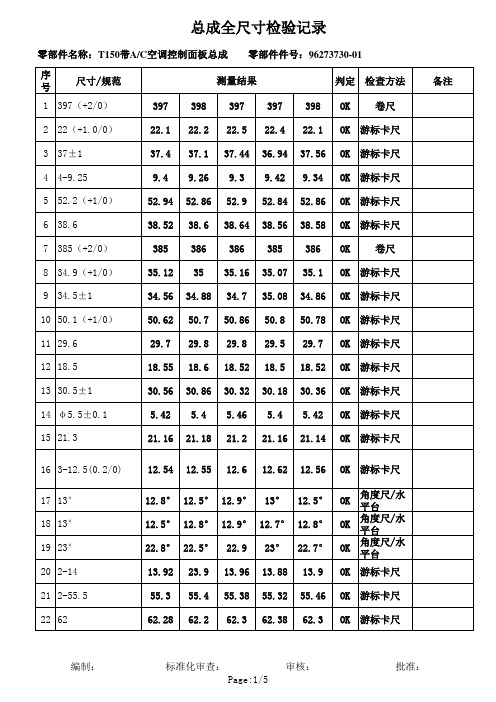
38.52 38.6 38.64 38.56 38.58 OK 游标卡尺 385 386 386 385 386 OK 卷尺
35.12 35 35.16 35.07 35.1 OK 游标卡尺
9 34.5±1 10 50.1(+1/0)
34.56 34.88 34.7 35.08 34.86 OK 游标卡尺 50.62 50.7 50.86 50.8 50.78 OK 游标卡尺
审核:
Page:4/5
批准:
总成全尺寸检验记录
零部件名称:T150带A/C空调控制面板总成 零部件件号:96273730-01
96 R3
OK
OK
OK
OK
OK OK R规
97 2° 98 5° 99 5.4
1.8° 1.9° 2.1° 2.2° 2.1° OK 角度尺 4.9° 4.8° 5° 4.8° 5.1° OK 角度尺 5.27 5.28 5.26 5.28 5.26 OK 游标卡尺
83 12.2 84 10 85 φ7(0/-0.2)
12.1 12.16 12.14 12.12 12.1 OK 游标卡尺 9.92 9.94 9.94 9.92 9.96 OK 游标卡尺 6.86 6.88 6.88 6.84 6.84 OK 游标卡尺
86 2.7 87 29.2
2.72 2.74 2.74 2.72 2.74 OK 游标卡尺 29.38 29.4 29.36 29.4 29.38 OK 游标卡尺
4.97
5
5.02 5.1 5.08 OK 游标卡尺
19.62 19.6 19.58 19.62 19.58 OK 游标卡尺
69 6 70 15 71 14.4
FAI全尺寸检验报告

0%
60%
OK OK OK
OK OK
测量人
制单
审核
批准
A/0
NO.2013040004
成型
尺寸单位:mm 让步能接受程度
100%+ 尺寸 上公差 下公差
超差
宁波XX电器有限公司
记录编号
产品全尺寸测量FAI报告(First Article Inspection)
QS-2009.3.5
版本/修改
A/0
品名
臂组件
物料编码
YA123D234G01
生产件批准(PPAP)之尺寸测量结果
定义/说明/要求/目的:
组织必须按设计记录和控制计划的要求,提供尺寸验证已经完成的证据,且测量结果必须符合要求。
检查表:
编号
检查内容
1
按设计记录和控制计划进行尺寸检验
2
针对不同的生产过程、加工单元、生产线、冲模、铸模、工装或模型要分别取样检验验证
3
对设计记录和控制计划的所有产品尺寸、特性、规格等项目检验。说明:称为全尺寸检验,参考尺寸除外
31
合格/不合格
必须进行合格或者不合格的判定
32
签字/日期
组授权的人员负责签字
22
测量设备
填写进行尺寸测量的设备名称
23
项目
填写编号,编号必须和设计记录或图纸上对应的编号一致
24
尺寸/规范
填写尺寸规范
25
规范/界限
注明上下限的要求
26
测量日期
填写测量的日期
27
测量数量
填写测量的零件数量
28
组织测量结果(数据)
填写测量的结果
29
必须填写数据,测量结果不可笼统表示为“符合”
30
对应每一个测量的零件都必须有数据
10
根据保存/提交要求表,辅助材料的副本也必须与全尺寸测量结果一起提交
11
需要使用光学比较仪进行检验时,扫描图也必须提交
12
可以使用全尺寸测量结果表,以记录图示、几何尺寸与公差的表格,也可以在零件图上清楚的标注测量结果,包括剖面图、扫描图或草图等
13
在提交批准前,先进行内部判定符合性
14
存在不符合时,提交前,与顾客协商
15
散装材料:通常不适用
产品全尺寸检验报告

产品全尺寸检验报告引言本文旨在提供一份产品全尺寸检验报告,详细介绍产品检验的步骤及结果。
本检验报告是为了确保产品质量符合预期标准而进行的。
检验目的产品全尺寸检验的目的在于评估产品的尺寸、形状和其他关键参数是否符合设计要求,以确保产品达到预期的功能和性能。
检验步骤本次产品全尺寸检验的步骤如下: 1. 准备工作:准备好检验所需的测量工具和仪器,例如卷尺、游标卡尺和投影仪等。
2. 确定检验项目:根据产品设计要求,确定需要检验的尺寸、形状和其他参数。
3. 测量尺寸:使用合适的测量工具,对产品各个关键部位进行尺寸测量,并记录测量结果。
4. 形状检验:使用投影仪等设备,对产品的形状进行检验,确保与设计要求一致。
5. 其他参数检验:根据产品的特殊要求,对其他关键参数进行检验,例如表面光滑度和垂直度等。
6. 数据记录和分析:将所有测量结果进行记录,并进行数据分析,评估产品是否符合设计要求。
7. 报告编写:根据检验结果,撰写产品全尺寸检验报告,详细说明检验步骤和结果。
检验结果根据本次产品全尺寸检验的结果,总体评估如下:1.尺寸检验:产品的尺寸符合设计要求,不存在明显的偏差。
2.形状检验:产品的形状与设计要求一致,没有发现明显的变形或缺陷。
3.其他参数检验:产品的表面光滑度和垂直度等参数在允许范围内,符合设计要求。
综上所述,本次产品全尺寸检验结果显示,产品符合预期标准,并满足设计要求。
结论产品全尺寸检验的结果表明,产品质量符合预期标准。
本次检验证明了产品在尺寸、形状和其他关键参数方面的良好表现。
检验报告的编写旨在提供客观的评估和参考,以确保产品的质量和性能。
在今后的生产过程中,建议继续进行全尺寸检验,以确保产品的一致性和稳定性。
此外,还应定期进行产品质量的监控和改进,以满足客户的需求和优化产品的性能。
参考文献无。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
√ √ √ √ √ SC 螺纹塞规
√ √ √ √ √ SC 螺纹塞规
12.7 12.7 12.6 12.7 12.7
数显卡尺
11 2.2(0,-0.9) 1.88 1.78 1.88 1.86 1.92
数显卡尺
0.01
OK
0.01
OK
0.01
OK
0.01
OK
0.01
OK
6G
OK
6G
OK
0.01
OK
0.01
全尺寸测量结果
Dimensional Results
Supplier
——Part Name
第 1 页,共 1 页 ——Date
供
有限公司 零件名称 焊接螺母
日期 2019-11-1
Part No. & Rev.
Supplier Part No.
零件号和更改级别 2928 供应商零件号 2928 试验室名称
OK
12 ∮15,6min
15.2 15.3 15.3 15.4 15.3
数显卡尺
0.01
OK
13 平面度0.2
0.1 0.1 0.1 0.05 #### SC 塞尺
OK
14 平行度0.1/A 0.05 0.02 0.05 0.05 0.05 SC 塞尺
OK
15
16
17
18
19
20
Name
SIGNATURE D签A名TE 2019年11月8日
√
√
√
√
目测
OK
2 17(0,-0.43) ##### ##### ##### ##### ##### SC 数显卡尺
0.01
OK
3 22min
21.6 21.6 21.6 21.7 21.6
数显卡尺
4
10.5(0,0.43)
5
1.2 0.1
6
1.8 0.2
10.3 10.2 10.3 10.3 10.2 SC 数显卡尺
TITLE 职务. 质检员
日期
± 1.26 1.22 1.18 1.22 1.24 SC 数显卡尺
± #### #### #### #### ####
数显卡尺
7 ∮10(+0.8,0) 10.5 10.4 10.4 10.4 10.5
数显卡尺
8
M10×1.256G(通)
9
M10×1.256G(止)
10
∮12.5 (+0.27,0)
质量检验室
Ite m Specification 编 技术要求 号
Supplier Measurement Results
供方测量结果
C&C 特殊 特性
Gauge 量检具
Gauge No. 量检具编
号
Gauge Resolution 量检具分辨
率
OK 合格
Not OK 不合 格
1
外观:表面无缺