钢带检验引用标准参照表
冷轧钢带的尺寸、外形及允许偏差的内控标准

冷轧钢带的尺寸、外形及允许偏差的内控标准1范围1.1本标准规定了冷轧钢带的尺寸和尺寸允许偏差、外形与尺寸测量的取值。
1.2本标准适用于成品厚度≥0.15 mm、宽度为 300---700 mm的冷轧钢带。
1.3引用标准GB708-2006数值修约规则。
2. 定义钢带以成卷的钢带供货。
3. 按分类与代号4. 尺寸规格5. 冷轧产品厚度允许偏差5.1冷轧产品厚度允许偏差应符合下表的规定5.2钢带两端总长度30m内的厚度允许偏差:1.8*表列值接头处两侧各4m内钢带超厚部分允许偏差:1.8*表列值搪瓷及0.15以下轧硬产品板厚公差应控制在±0.015.3客户特殊要求以其相应订货的厚度允许偏差交货。
6. 冷轧产品宽度允许偏差6.1冷轧产品宽度允许偏差单位mm6.2切边余量不小于 5 mm,不大于40mm。
7. 外形7.1镰刀弯7.1.1钢带的镰刀弯是指呈凹形的侧边与连接测量两端点的直线之间的最大距离。
在产品呈凹形的一侧测量。
7.1.2钢带镰刀弯的测量部位是在距钢带头部或尾部不小于5000mm处。
7.1.3镰刀弯的允许偏差应符合下表的规定7.2不平度7.2.1钢带的不平度应符合下表的规定7.3钢卷起筋7.3.1钢卷的取样样板在起筋部位测量浪形。
7.3.2起筋部位浪形的检测结果不得超过下表的规定。
7.4钢卷塔形7.4.1钢卷应整齐牢固地卷曲成形。
7.4.2钢卷一侧的塔形高度不得超过下表的规定。
7.5钢卷溢出边7.5.1钢卷溢出边是指钢卷侧面内圈和外圈部位的溢出。
7.5.2钢卷一侧的溢出高度不得超过下表的规定。
7.6毛刺7.6.1钢带的毛刺是指经过剪切之后切口部位的厚度与钢带的厚度之差。
7.6.2钢带的毛刺高度不得超过下表的规定。
第五章冷轧钢板的尺寸、外形及允许偏差的内控标准1.范围1.1本标准规定了冷轧钢板的尺寸和尺寸允许偏差、外形与尺寸测量的取值。
1.2本标准适用于成品厚度≥0.2 mm、宽度为 300---700 mm的冷轧钢板。
JIS G4053

日本工业标准JIS机械制造用合金钢JIS G4053-2003前言本标准是在ISO 683-1:1987《热处理钢、合金钢和易切削钢――第1部分:直接淬火非合金和低合金锻钢》年第一版和ISO 683-11《热处理钢、合金钢和易切削钢――第11部分:表面硬化锻钢》:1987年基础上修改以及总结下列JIS 标准而成的。
这些JIS标准包括:JIS G 4102(镍铬钢)、JIS G 4103(镍铬钼合金钢)、JIS G 4104(铬钢)、JIS G 4105(铬钼钢)、JIS G 4106(机械制造用锰钢及锰铬合金钢)本标准对ISO标准的修改项目及修改说明可以参见附表,修改部分已在页边空白处用垂直双线标出。
1 适用范围本标准适用于机械制造用合金钢,通常经过热轧、热锻、切削、冷拔等加工以及热轧、淬火、回火、渗碳硬化等处理。
备注:下面列出了与本标准相对应的国际标准。
参照ISO/IEC标记指南,在本标准与对应的国际标准的对比中,IDT表示等同采用,MOD修改采用;NEQ表示非等效。
ISO 683-1 热处理钢、合金钢和易切削钢――第1部分:直接淬火非合金和低合金锻钢ISO 683-11热处理钢、合金钢和易切削钢――第11部分:表面硬化锻钢2 引用标准附表1中列出了本标准所引用的其他标准。
3 钢种及牌号共分为39个牌号,具体牌号见表1。
表1 钢种及牌号备注:SMn420、SMnC420、SCr415、SCr420、SCM415、SCM418、SCM420、SCM421、SCM425、SCM822、SNC415、SNC815、SNCM415、SNCM420、SNCM616和SNCM815通常要经过表面热处理。
4 化学成分合金钢按7条中的规定进行试验,化学成分采用熔炼分析确定,表2中列出了熔炼分析值。
表2 化学成分,%备注:1 表2各牌号中,如Cu作为残余元素,其含量不应超过0.30%。
2 当按用户的要求进行成品分析时,表2中各元素的成品分析偏差应符合JIS G 0321中附表2的规定。
钢带标准

Q/WS 2011-01
碳素结构钢
冷轧钢带验收标准
编制:刘树峰审批:批准:
2011年元月1日发布2011年元月2日实施山东水星博惠汽车部件有限公司技术支持部
1、主题内容与适用范围
本标准引用和规定了碳素结构钢冷轧钢带(简称钢带)的技术要求。
本标准仅适用于本厂钢带的质量检测。
2、引用标准
GB716-91 碳素结构钢冷轧钢带。
3、技术要求
3.1 外观:钢带表面允许有深度或高度不大于钢带厚度允许偏差之半的个别凹面、
凸块、压痕、结疤、纵向刮伤或划痕,不得有其他缺陷。
3.2 钢带采用碳素结构钢轧制,其抗拉强度及伸长率按下表执行:
3.3钢带厚度(β)宽度(δ)偏差及镰刀弯要求:
注:钢带厚度、宽度尺寸须用精度为0.02的游标卡尺测量;宽度大于20mm 的钢带,切边应在距边5mm处测量厚度;宽度不大于20mm的钢带在中部测量。
测量镰刀弯时,将钢带受检部分放于平板上,并将1m长的直尺靠贴钢带的凹边,测量钢带与直尺之间的最大距离。
注:实际应根据产品要求的性能选取合适的钢带,宽度、厚度根据采购申请单检验。
注:本标准仅适用于本厂钢带的质量检测。
不锈钢热轧钢带(白皮带)质量检验标准1

肇庆市骏宝金属制品科技有限公司企业标准不锈钢热轧钢带(白皮带)检验标准(试行)1.适用范围固溶、酸洗后的所有钢种和规格2.尺寸、允许偏差、外形及重量2.1.厚度、宽度允许偏差应符合表1规定:表1 尺寸允许偏差( mm)要求:厚度和宽度检查部位应距钢带两端不小于10m进行,厚度测量时切边(纵剪)状态,距钢带边部不小于10mm的任意点测量;不切边状态,距钢带边部20-30mm处测量的任意点测量。
2.2.钢带的厚度应均匀,三点差(同一截面中间部分和两边部分测量三点厚度)和同条差(同一直线上任意三点厚度)允许最大值:钢带截面为楔形时,两边厚度差最大值应小于等于0.07 mm2.3.浪形钢带波浪度不大于4%。
波浪度=H/L×100%(H:波浪高 L:波浪长度)波浪分类:单边浪、双边浪、中间浪。
检测方法:测量工具或目测。
h———边浪高度;L——边浪波长;图1 边浪测量方法2.4.镰刀弯钢带的镰刀弯应不大于5mm/2m.(钢带头尾部不正常部分除外)。
1———镰刀弯;2——钢带边沿;3——平面基准;a——轧制方向。
图2 镰刀弯测量方法检测方法:测量工具。
2.5.外形包装钢卷应牢固成卷并尽量保持圆柱形和不卷边.如图3:图3 包装示意图1——钢带 2——捆带2.6.塔形切边(纵剪)钢卷的塔形应不大于35mm,不切边钢卷的塔形应不大于70mm.如果错层尺寸大于70mm,固溶厂应重新卷取。
2.7.松卷钢带卷取松弛,垂下、松散现象,如果是钢卷内径出现松卷现象,固溶厂应重新卷取。
2.8.重量由连轧机轧制的成卷钢带其长度不小于150m,约正常钢卷重量的1/4。
3.表面质量由于钢带一般没有除掉缺陷的机会,允许带有少量不正常的部分。
经酸洗后的钢带表面不允许有氧化皮及过酸洗。
允许对钢带表面局部缺陷进行修磨清理,但应保证钢带的最小厚度。
3.1.轧制质量问题3.1.1.划伤、压痕缺陷特征:钢带表面低于轧制面的沟状或线状缺陷,连续或断续地分布于钢带局部或全部。
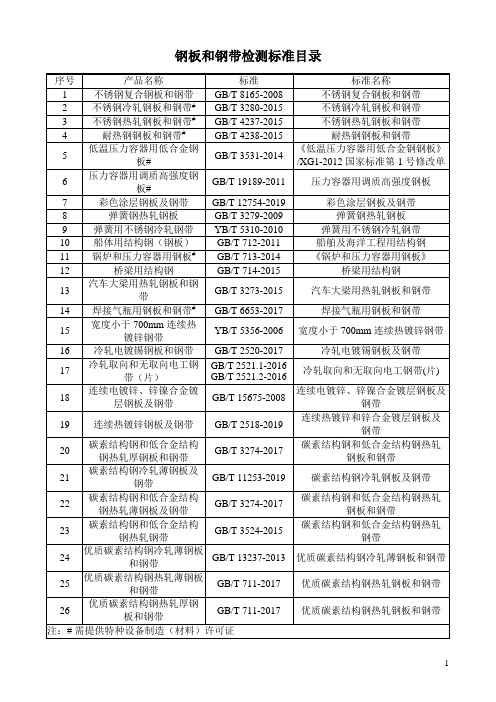
钢板和钢带检测标准目录
5
低温压力容器用低合金钢
板#
GB/T 3531-2014
《低温压力容器用低合金钢钢板》
/XG1-2012国家标准第1号修改单
6
压力容器用调质高强度钢
板#
GB/T 19189-2011
压力容器用调质高强度钢板
7
彩色涂层钢板及钢带
GB/T 12754-2019
钢板
钢板和钢带检测标准目录
序号
产品名称
标准
标准名称
1
不锈钢复合钢板和钢带
GB/T 8165-2008
不锈钢复合钢板和钢带
2
不锈钢冷轧钢板和钢带#
GB/T 3280-2015
不锈钢冷轧钢板和钢带
3
不锈钢热轧钢板和钢带#
GB/T 4237-2015
不锈钢热轧钢板和钢带
4
耐热钢钢板和钢带#
GB/T 4238-2015
GB/T 3279-2009
弹簧钢热轧钢板
9
弹簧用不锈钢冷轧钢带
YB/T 5310-2010
弹簧用不锈钢冷轧钢带
10
船体用结构钢(钢板)
GB/T 712-2011
船舶及海洋工程用结构钢
11
锅炉和压力容器用钢板#
GB/T 713-2014
《锅炉和压力容器用钢板》
12
桥梁用结构钢
GB/T 714-2015
连续热镀锌和锌合金镀层钢板及
钢带
20
碳素结构钢和低合金结构
钢热轧厚钢板和钢带
GB/T 3274-2017
碳素结构钢和低合金结构钢热轧
钢板和钢带
21
碳素结构钢冷轧薄钢板及
钢带
金属材料性能检验、试验标准号对照表
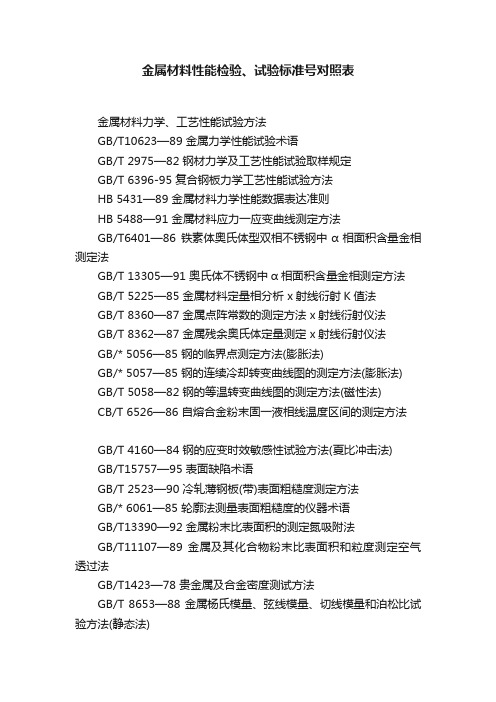
金属材料性能检验、试验标准号对照表金属材料力学、工艺性能试验方法GB/T10623—89 金属力学性能试验术语GB/T 2975—82 钢材力学及工艺性能试验取样规定GB/T 6396-95 复合钢板力学工艺性能试验方法HB 5431—89 金属材料力学性能数据表达准则HB 5488—91 金属材料应力一应变曲线测定方法GB/T6401—86 铁素体奥氏体型双相不锈钢中α相面积含量金相测定法GB/T 13305—91 奥氏体不锈钢中α相面积含量金相测定方法GB/T 5225—85 金属材料定量相分析 x射线衍射K值法GB/T 8360—87 金属点阵常数的测定方法 x射线衍射仪法GB/T 8362—87 金属残余奥氏体定量测定 x射线衍射仪法GB/* 5056—85 钢的临界点测定方法(膨胀法)GB/* 5057—85 钢的连续冷却转变曲线图的测定方法(膨胀法)GB/T 5058—82 钢的等温转变曲线图的测定方法(磁性法)CB/T 6526—86 自熔合金粉末固一液相线温度区间的测定方法GB/T 4160—84 钢的应变时效敏感性试验方法(夏比冲击法)GB/T15757—95 表面缺陷术语GB/T 2523—90 冷轧薄钢板(带)表面粗糙度测定方法GB/* 6061—85 轮廓法测量表面粗糙度的仪器术语GB/T13390—92 金属粉末比表面积的测定氮吸附法GB/T11107—89 金属及其化合物粉末比表面积和粒度测定空气透过法GB/T1423—78 贵金属及合金密度测试方法GB/T 8653—88 金属杨氏模量、弦线模量、切线模量和泊松比试验方法(静态法)GB/T 4157—84 金属材料高温弹性模量测定方法圆盘振子法GB/T 2105—91 金属材料杨氏模量、切变模量及泊松比测定方法(动力学法)CB/T13301—91 金属材料电阻应变灵敏系数试验方法GB/T13012—91 钢材直流磁性能测定方法GB 5027—85 金属薄板塑性应变比(γ值)试验方法GB/T6397—86 金属拉伸试验试样GB/T 228—87 金属拉伸试验法GB/T 3076—82 金属薄板(带)拉伸试验方法GB/T 4338—95 金属材料高温拉伸试验GB/T 3652—83 金属管材高温拉伸试验方法GB/T 13239—91 金属低温拉伸试验方法GB/T6395—86 金属高温拉伸持久试验方法GB 5028—85 金属薄板拉伸应变硬化指数(n值)试验方法GB 8358—86 钢丝绳破断拉伸度试验方法HB 5280—84 铝箔拉伸试验方法GB/T 7314—87 金属压缩试验方法GB/T14452—93 金属弯曲力学性能试验方法GB/T 232—88 金属弯曲试验方法GB/T235-88 金属反复弯曲试验方法(厚度等于或小于3mm薄板及带材)GB/T238-84 金属线材反复弯曲实验方法GB/T4158-84 金属艾氏冲击试验方法GB2106-80 金属夏比(V型缺口)冲击试验方法GB/T229-94 金属夏比缺口冲击试验方法GB/T12778-91 金属夏比冲击断口测定方法GB4159-84 金属低温夏比冲击试验方法GB/T1817-95 硬质合金常温冲击韧性试验方法GB/T5125-85 有色金属冲杯试验方法GB/T10128-88 金属室温扭转试验方法GB/T239-84 金属线材扭转试验方法GB/T6400-86 金属丝材和铆钉的高温剪切试验方法GB/T 5482—93 金属材料动态撕裂试验方法GB/T 6803—86 碳素体钢的无塑性转变温度落锤试验方法GB/T8363-87 碳素体钢落锤撕裂试验方法GB/T1172-74 黑色金属硬度及强度换算值GB/T3771-83 铜合金硬度与强度换算值GB/T231-84 金属布氏硬度试验方法GB/T230-91 金属洛氏硬度试验方法GB/T1818-94 金属表面洛氏硬度试验方法GB/T4340-84 金属维氏硬度试验方法GB/T4341-84 金属肖氏硬度试验方法GB/T5030-85 金属小负荷维氏硬度试验方法GB/T4342-91 金属显维氏硬度试验方法GB/T12444.1-90 金属磨损试验方法MM型磨损试验GB/T12444.2-90 金属磨损试验方法环块型磨损试验GB/T233-82 金属顶锻试验方法GB/T242-82 金属管扩口试验方法GB243-82 金属管缩口试验方法GB/T244-82 金属管弯曲试验方法GB/T245-82 金属管卷边试验方法GB/T246-82 金属管压扁试验方法GB/T241-90 金属管液压试验方法GB2976-88 金属线材缠绕试验方法HB6140.1-87 金属薄板成形性试验方法通用试验规程HB6140.2-87 金属薄板成形性试验方法拉伸HB6140.3-87 金属薄板成形性试验方法HB6140.4-87 金属薄板成形性试验方法弯曲试验HB6140.5-87 金属薄板成形性试验方法杯突试验HB6140.6-87 金属薄板成形性试验方法锥杯试验HB6140.7-87 金属薄板成形性试验方法扩孔试验GB/T3075-82 金属轴向疲劳试验方法HB5287-84 金属材料轴向加载疲劳试验方法GB/T4337-84 金属旋转弯曲疲劳试验方法GB/T2107-80 金属高温旋转弯曲疲劳试验方法GB/T6660-92 金属板材热疲劳试验方法GB/T12443-90 金属扭应力疲劳试验方法GB/T12347-90 直径9.5mm以下钢丝绳弯曲疲劳试验方法GB/T10622-89 金属材料滚动接触疲劳试验方法GB/T15248-94 金属材料轴向等幅低循环疲劳试验方法GB/T351-95 金属材料电阻系数测定方法GB/T1424-78 贵金属及其合金电阻系数的测定方法GB/T4339-84 金属材料热膨胀特性参数测定方法GB/T10562-89 金属材料超低膨胀系数测定方法光干涉GB/T2039-80 金属拉伸蠕变试验方法GB/T10120-88 金属应力松弛试验方法GB/T2038-91 金属材料延性断裂JIC试验方法GB6395-86 金属高温拉伸持久试验方法GB/T4161-84 金属材料平面应变断裂韧度K IC试验方法GB/T7732-87 金属板材表面裂纹断裂韧度K IC试验方法HB5487-91 铝合金断裂韧度试验方法GB/T2358-94 金属材料裂纹尖端张开位移试验方法GB/*6394-86 金属平均晶粒度测定方法GB/T1814-79 钢材断口检验法GB/T2971-82 碳素钢和低合金断口检验方法GB/T13302-91 钢中石墨碳显微评定方法GB/T224-87 钢的脱碳层深度测定方法GB/T5617-85 钢的感应淬火或火焰淬火后有效硬化层深度的测定GB/T226-91 钢的低倍组织及缺陷酸蚀检验法GB/T7736-87 钢的低倍组织及缺陷超声波检验法GB/T1979-80结构钢低倍组织缺陷评定图GB/T13298-91 金属显微组织检验方法GB/T13299-91 钢的显微组织评定方法GB/T3246-82 铝及铝合金加工制品显微组织检验方法GB/T3247-82 铝及铝合金加工制品低倍组织检验方法GB/T10561-89 钢中非金属夹杂物显微评定方法GB/T4335-84 低碳钢冷轧薄板铁素体晶体度测定法。
不锈钢热轧钢带(白皮带)质量检验标准1
肇庆市骏宝金属制品科技有限公司企业标准不锈钢热轧钢带(白皮带)检验标准(试行)1.适用范围固溶、酸洗后的所有钢种和规格2.尺寸、允许偏差、外形及重量2.1.厚度、宽度允许偏差应符合表1规定:表1 尺寸允许偏差( mm)要求:厚度和宽度检查部位应距钢带两端不小于10m进行,厚度测量时切边(纵剪)状态,距钢带边部不小于10mm的任意点测量;不切边状态,距钢带边部20-30mm处测量的任意点测量。
2.2.钢带的厚度应均匀,三点差(同一截面中间部分和两边部分测量三点厚度)和同条差(同一直线上任意三点厚度)允许最大值:钢带截面为楔形时,两边厚度差最大值应小于等于0.07 mm2.3.浪形钢带波浪度不大于4%。
波浪度=H/L×100%(H:波浪高 L:波浪长度)波浪分类:单边浪、双边浪、中间浪。
检测方法:测量工具或目测。
h———边浪高度;L——边浪波长;图1 边浪测量方法2.4.镰刀弯钢带的镰刀弯应不大于5mm/2m.(钢带头尾部不正常部分除外)。
1———镰刀弯;2——钢带边沿;3——平面基准;a——轧制方向。
图2 镰刀弯测量方法检测方法:测量工具。
2.5.外形包装钢卷应牢固成卷并尽量保持圆柱形和不卷边.如图3:图3 包装示意图1——钢带 2——捆带2.6.塔形切边(纵剪)钢卷的塔形应不大于35mm,不切边钢卷的塔形应不大于70mm.如果错层尺寸大于70mm,固溶厂应重新卷取。
2.7.松卷钢带卷取松弛,垂下、松散现象,如果是钢卷内径出现松卷现象,固溶厂应重新卷取。
2.8.重量由连轧机轧制的成卷钢带其长度不小于150m,约正常钢卷重量的1/4。
3.表面质量由于钢带一般没有除掉缺陷的机会,允许带有少量不正常的部分。
经酸洗后的钢带表面不允许有氧化皮及过酸洗。
允许对钢带表面局部缺陷进行修磨清理,但应保证钢带的最小厚度。
3.1.轧制质量问题3.1.1.划伤、压痕缺陷特征:钢带表面低于轧制面的沟状或线状缺陷,连续或断续地分布于钢带局部或全部。
JISG3131-1996热轧低碳钢板及钢带

JISG3131-1996热轧低碳钢板及钢带日本工业标准热轧低碳钢板及钢带JISG 3131—1996适用范畴本标准适用于一般及深冲用的热轧低碳钢板及钢带(以下称钢板及钢带)。
注: 1.本标准引用的标准如附表1所示。
2.本标准对应的国际标准如下:ISO3573:1989:一般及深冲级热轧碳素钢板3.本标准所对应的国际标准的部分译文载于附件。
该附件可用以代替本标准正文的1、2、3、及节7的规定。
4.热轧后,有时可按照订货方的要求,用酸洗或是喷丸处理去除氧化铁皮后交货货。
2. 分类及牌号钢板及钢带分为3类,其牌号如表1。
参考:SPHE要采纳一些用于提升深冲性能的专门方法生产,例如采纳冷静处理等。
化学成分钢板及钢带须进行本标准节7.1规定的试验,其熔炼分析值应符合表2的规定。
表2 化学成分单位:%力学性能钢板及钢带须进行本标准节7.2的试验,其抗拉强度、伸长率及弯曲性能应符合表3的规定。
另外弯曲试验时,其试样外侧不得发生裂纹。
SPHE的深冲性能,可由合同双方协商规定。
形状、尺寸、重量及其承诺偏差钢板及钢带的形状、尺寸、重量及其承诺偏差按JISG3193的规定。
附带讲明一下,长度及通过切边时的宽度承诺偏差,如无专门要求,则采纳承诺偏差A,厚度的承诺偏差符合表4的规定。
表3 力学性能备注:不适用于钢带两端的非正常的部分。
表4 厚度的承诺偏差单位:mm注:(1)适用于宽度<1600 mm的产品(2)适用于宽度<2000 mm的产品注:1.厚度在距边缘20 mm以上的任意一点处测试,但宽度<40 mm 时,则测定其中央部位的厚度。
2.不适用于钢带两端的非正常部分。
3.关于不是由钢带分切的钢板,可由合同双方协商确定其厚度承诺偏差。
6.外观钢板及钢带的外观依据JISG3193的节6(外观)的规定。
7.试验7.1 分析试验7.1.1分析试验的一样事项及分析试样的取样方法钢板及钢带的化学成分须经钢液分析测得,分析试验的一样事项及分析试样的取样方法按JISG0303节3(化学成分)的规定。
不锈钢热轧钢带白皮带质量检验标准

肇庆市骏宝金属制品科技有限公司企业标准不锈钢热轧钢带(白皮带)检验标准(试行)1.适用范围固溶、酸洗后的所有钢种和规格2.尺寸、允许偏差、外形及重量2.1.厚度、宽度允许偏差应符合表1规定:表1 尺寸允许偏差( mm)要求:厚度和宽度检查部位应距钢带两端不小于10m进行,厚度测量时切边(纵剪)状态,距钢带边部不小于10mm的任意点测量;不切边状态,距钢带边部20-30mm处测量的任意点测量。
2.2.钢带的厚度应均匀,三点差(同一截面中间部分和两边部分测量三点厚度)和同条差(同一直线上任意三点厚度)允许最大值:钢带截面为楔形时,两边厚度差最大值应小于等于0.07 mm2.3.浪形钢带波浪度不大于4%。
波浪度=H/L×100%(H:波浪高 L:波浪长度)波浪分类:单边浪、双边浪、中间浪。
检测方法:测量工具或目测。
h———边浪高度;L——边浪波长;图1 边浪测量方法2.4.镰刀弯钢带的镰刀弯应不大于5mm/2m.(钢带头尾部不正常部分除外)。
1———镰刀弯;2——钢带边沿;3——平面基准;a——轧制方向。
图2 镰刀弯测量方法检测方法:测量工具。
2.5.外形包装钢卷应牢固成卷并尽量保持圆柱形和不卷边.如图3:图3 包装示意图1——钢带 2——捆带2.6.塔形切边(纵剪)钢卷的塔形应不大于35mm,不切边钢卷的塔形应不大于70mm.如果错层尺寸大于70mm,固溶厂应重新卷取。
2.7.松卷钢带卷取松弛,垂下、松散现象,如果是钢卷内径出现松卷现象,固溶厂应重新卷取。
2.8.重量由连轧机轧制的成卷钢带其长度不小于150m,约正常钢卷重量的1/4。
3.表面质量由于钢带一般没有除掉缺陷的机会,允许带有少量不正常的部分。
经酸洗后的钢带表面不允许有氧化皮及过酸洗。
允许对钢带表面局部缺陷进行修磨清理,但应保证钢带的最小厚度。
3.1.轧制质量问题3.1.1.划伤、压痕缺陷特征:钢带表面低于轧制面的沟状或线状缺陷,连续或断续地分布于钢带局部或全部。
包装用钢带-最新国标
包装用钢带1范围本文件规定了包装用钢带的分类、尺寸、外形、技术要求、检验规则和试验方法、标志、订货信息及物流等要求。
本文件适用于金属材料、玻璃、轻工产品、物流运输等领域的包装用钢带(以下简称钢带)。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T17505钢及钢产品交货一般技术要求(ISO404:2013,MOD)GB/T228.1金属材料拉伸试验第1部分:室温试验方法(ISO6892-1:2019,IDT)GB/T10125人造气氛腐蚀试验盐雾试验(ISO9227:2006,IDT)GB/T235金属材料薄板和薄带反复弯曲实验方法(ISO7799:1985,MOD)3术语和定义下列术语和定义适用于本文件。
3.1钢带steel strapping碳钢或合金钢经热处理而成,用于工业制品捆扎、加固、连接和运输过程的手动或自动机械捆扎的金属钢带。
3.2镰刀弯camber在钢带凹边上进行测量时,边沿与直线的最大偏差。
3.3平直度flatness钢带下表面与水平面之间的最大距离。
3.4扭曲度twist钢带下表面与水平面形成的最大倾角。
4分类4.1抗拉强度钢带按抗拉强度分类应符合表1要求。
表1按抗拉强度分类分类缩写普通强度RT12高强度HT 超高强度SHT4.2表面状态钢带按表面状态分类应符合表2要求。
表2按表面状态分类分类缩写光亮B 发蓝涂蜡BW 涂漆涂蜡(只涂漆)PW(P)电镀锌Z钢带各表面状态的具体描述见附录C。
当制造商和购买者协商一致,可以提供不锈钢钢带。
钢带单面涂镀层厚度应钢带涂层一般为黑色,当制造商和购买者协商一致,可以提供其他颜色涂层的钢带。
4.3缠绕方不大于4μm 。
式钢带按缠绕方式分类应符合表3要求。
表3按缠绕方式分类分类缩写单盘R 复绕O钢带各缠绕方式的具体描述见附录B。
冷轧钢(卷)带检验规程及标准

冷轧钢(卷)带检验规程及标准一.适用范围本规程及标准适用于公司内部冷轧工序检验和成品冷硬、退火、二次冷轧钢带的检验二. 参照镀锌板供货技术协议、用户协议、JIS G3141、GB708三.工序检验规程:1酸洗钢带表面质量状况:酸洗卷应平直整齐,无折叠、裂边、刮边:表面无欠酸洗氧化铁皮、锈斑,无过酸洗现象,无表面划伤、凹坑、压印深度应小于相应国家原料标准要求的厚度偏差之半。
2轧制:每道次通过测厚仪在线检测钢带厚度,更换道次时检查钢带表面质量状况和裂边情况,人工观察钢带板形,复合浪≤6mm、肋浪≤5mm、边浪≤8mm,浪长≥100mm不允许有严重的碎边浪、荷叶边。
人工观察表面清洁度不允许有整卷的黑带。
无表面划伤、凹坑、压印深度应小于相应国家原料标准要求的厚度偏差之半。
3重卷时要保持毛毡清洁,不得二次污染钢卷表面。
切边毛刺量控制在≤0.02mm范围内,不得出现缺刀现象。
薄板切边时S弯≤2mm。
重卷退火的张力要控制在最小范围内、但齐边度要好,错层不得超过5处,错层溢出高度小于等于3mm。
退火前要检查设备是否正常,装炉过程中要轻起慢放、不得边部压折及损伤钢卷。
4平整钢带时应在线对其表面、板形、边部、几何尺寸等质量状况进行检验。
5成品尺寸测定部位:钢带两边大于等于15mm内侧的任意一点为厚度测定部位;钢带两侧长度方向上的任意部位均为宽度的测定部位。
6成品钢带的硬度用小负荷维氏硬度计测定,按GB试验方法执行。
四.检验标准:1冷轧成品厚度允许偏差(见表一)1.1流程状态:视实际需要(可带原料尾部冷轧钢卷)钢带外圈头部15米内厚度允许偏差最大不得超过表一规定值的50%,钢卷尾部(即内径芯部)升、减速10圈内的厚度偏差不列入检测范围1.2交货状态:重卷、精整分切钢卷钢卷头部15米、尾部15米内厚度允许偏差最大不得超过表一规定值的50%。
1.冷轧成品厚度允许偏差单位mm(见表一)厚度公差要求以用户要求为第一标准,用户无特殊要求时以此为标准DR及0.3以下厚度产品以客户要求为准,无特殊要求时执行表一要求中厚板执行附3 标准表一2.冷轧成品宽度允许偏差(见表二)宽度公差要求以用户要求为第一标准,用户无特殊要求时以此为标准单位mm 宽度允许表表二3.冷轧成品表面质量要求B级光亮处理表面3.1表面用磨削处理过的轧辊,对表面进行平滑轧制(指平均粗糙度定向值Ra:0.6um以下)3.2表面无锈斑、残留氧化铁皮、针状黑条等污染物,头尾各15米内允许有少量、轻微的针状黑条。
钢带的执行标准
钢带的执行标准钢带是一种常见的金属材料,广泛应用于建筑、制造业、航空航天等领域。
为了确保钢带的质量和性能,国际上制定了一系列的执行标准。
下面将介绍钢带的执行标准及其相关内容。
1. GB/T 708-2006《冷轧钢带和钢板》该标准规定了冷轧钢带和钢板的分类、代码、尺寸、形状和允许偏差等要求。
通过该标准,可以确保冷轧钢带和钢板的质量符合国家标准,满足各种工程和制造需求。
2. GB/T 4354-2008《热轧普通碳素结构钢带技术条件》该标准规定了热轧普通碳素结构钢带的分类、代码、尺寸、形状和允许偏差等要求。
通过该标准,可以确保热轧普通碳素结构钢带的质量和性能符合国家标准,适用于各种结构工程。
3. GB/T 5213-2019《冷轧低碳钢片和钢带》该标准规定了冷轧低碳钢片和钢带的分类、代码、尺寸、形状和允许偏差等要求。
通过该标准,可以确保冷轧低碳钢片和钢带的质量符合国家标准,适用于各种制造业领域。
4. GB/T 12754-2006《非取向电工钢带技术条件》该标准规定了非取向电工钢带的分类、代码、尺寸、形状和允许偏差等要求。
通过该标准,可以确保非取向电工钢带的质量和性能符合国家标准,适用于电力设备制造等领域。
5. GB/T 8162-2018《结构用无缝钢管》该标准规定了结构用无缝钢管的分类、代码、尺寸、形状和允许偏差等要求。
通过该标准,可以确保结构用无缝钢管的质量和性能符合国家标准,适用于建筑工程等领域。
6. GB/T 14981-2010《冷轧高强度无取向硅钢带》该标准规定了冷轧高强度无取向硅钢带的分类、代码、尺寸、形状和允许偏差等要求。
通过该标准,可以确保冷轧高强度无取向硅钢带的质量和性能符合国家标准,适用于电力设备制造等领域。
7. GB/T 2523-2019《无取向电工钢带》该标准规定了无取向电工钢带的分类、代码、尺寸、形状和允许偏差等要求。
通过该标准,可以确保无取向电工钢带的质量和性能符合国家标准,适用于电力设备制造等领域。
不锈钢冷轧钢带检验
浙江泰康电子有限公司企业标准Q/AVU2.J032-2003不锈钢冷轧钢带检验2003-03-10发布 2003-03-15实施浙江泰康电子有限公司发布浙江泰康电子有限公司企业标准不锈钢冷轧钢带检验Q/AVU2.J032-2003 1 适用范围本标准适用于本企业中所有不锈钢冷轧钢带。
2 引用标准GB4239-84《不锈钢冷轧钢带》。
3 技术要求3.1 型号、规格: 1Cr18Ni9 、X10 CrNi18 8 0Cr18Ni9(304)等3.2 外观: 钢带表面光滑、清洁, 不应有裂纹、起皮、夹杂质等缺陷。
3.3 尺寸: 按GB4239-84的规定。
3.3.1 厚度:厚度公差见表1表13.3.2 宽度:宽度公差见表2表23.4 材质: 符合GB4239的规定。
浙江泰康电子有限公司2003-03-10批准 2003-03-15实施Q/AVU2.J032-2003 4 检验规则和方法4.1 型号、规格: 按3.1条的要求, 检查产品的质保书、合格证或标签、标志。
4.2 外观: 每卷带材应进行外观检查。
带材的外观按 3.2 条要求,目测各卷带材两端500mm长。
4.3 尺寸: 按3.3.1、3.3.2条要求进行测量。
检验厚度时,用千分尺在距端部不少于500mm,距边部不少于10mm处测量。
检验宽度时,用游标卡尺在距端部不少于500mm处测量。
4.4 材质: 按3.4条要求检查材料质保书或进行工艺验证。
5 工艺验证5.1 取经尺寸、外观检验合格的材料, 投料加工成零部件数量20只。
5.2 检验项目装配后成相应的产品, 根据产品标准的要求, 测验其强度。
5.3 以上项目合格, 则本批判为合格, 准予入库。
工艺验证不合格, 整批拒收。
本标准由浙江泰康电子有限公司工程部提出本标准于2003年3月8日第二次修改。
钢材铁检验标准

钢材(铁件)验收标准编制:校对:审核:1范围本标准规定了钢技术要求、检验方法、尺寸、外形、重量及允许偏差等要求。
本标准适用于家具类所需钢材料。
2 规范性引用文件GB/T 223.71-1997 钢铁及合金化学分析方法管式炉内燃烧后重量测定碳含量GB/T 223.69-1997 钢铁及合金化学分析方法管式炉内燃烧后气体容量法测定碳含量GB/T 223.68-1997 钢铁及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量GB/T 223.63-88 钢铁及合金化学分析方法高碘酸钠(钾)光度法测定锰量GB/T 223.60-87 钢铁及合金化学分析方法高氯酸脱水重量法测定硅含量GB/T 223.59-87 钢铁及合金化学分析方法锑磷钼蓝光度法测定磷量GB/T 247-1997 钢板和钢带验收包装、标志及质量证明书的一般规定GB/T 700-2006 碳素结构钢GB/T 709-88 热轧钢板和钢带的尺寸、外形、重量及允许偏差GB/T 2975-82 钢材力学及工艺性能试验取样规定GB/T 3094-2000 冷拔异型钢管GB/T 3274-88 碳素结构钢和低合金结构钢热轧厚钢板和钢带GB/T 6728-2002 结构用冷弯空心型钢尺寸、外形、重量及允许偏差GB/T 17395-2008 无缝钢管尺寸、外形、重量及允许偏差ASTM 370-02 钢制品力学性能试验的标准试验方法和定义3术语和定语3.1钢的牌号钢的牌号由代表屈服强度的字母、屈服强度数值、质量等级符号、脱氧方法符号等4个部分按顺序组成。
例如:Q235AF3.2钢的分类钢管按产品加工方式分为两类,类别的代号为:热轧(挤、扩) WH冷拔(轧) WC尺寸精度等级,普通级 PA高级 PC4技术要求4.1表1 常用钢管外径尺寸和壁厚尺寸允许偏差(外径允许偏差等级为D4,壁厚允许偏差等级S5)表3 常用钢板和钢带截面的长、宽尺寸和壁厚尺寸允许偏差表4 钢条和钢棒截面的长、宽尺寸(外径)允许偏差4.1钢管的长度按供需双方在订单合同或协议规定执行,允差为0-20mm。
制管厂钢带检验标准
目的:为了提高钢管质量,确保客户的使用,对进厂原料进行监管,验证产品要求的符合性。
特制订如下标准:
一、到料情况由仓库管理员核对数量、规格、重量,由采购提供其用途,并由检验员检验合格后,置于指定区域;
二、检验范围:
1、带钢宽度:a)宽度小于50mm的带钢允许±0.2mm的误差;b)
宽度大于50mm小于100mm的带钢,允许±
0.2~0.4mm的误差;c)宽度大于100mm的带钢,允
许有±0.5mm的误差。
但在同批、同规格材料内的
误差值必须一致;
2、厚度:≤0.07mm;
3、硬度:光亮带为52—67度;黑带35—50度;
4、冷弯试验:折180度不断裂;
5、内卷心直径:300—500mm;
6、表面质量:以零号砂纸为依据(能去除麻点、划伤、拉丝等)。
三、检验方法及比例:
1、带宽及厚度:用千分尺、游标卡尺对头尾1M之内进行测量,不得少于20%的抽检数;
2、硬度:专用硬度机进行检测,抽样率10%(特别要求另定);
3、冷弯:专用试验机(待采购)检测,抽样率5%;
4、表面:以外圈第二层为基准,进行目测;
四、特别说明:
1、目前对带钢表面的检验,因检验设备、场地以及带钢无包装(裸包装,因运输、装卸、存放等原因,外表面肯定不能作为检验的样板)的特殊性等各方面的因素,只能把生产作为检验手段,投入生产中的实际使用情况作为检验依据。
如不符合产品需求即判为不合格品,出具产品质量异常通知单。
2、如遇特殊情况(夜晚到料即生产、材料检验员请假或下班),材料直接上线生产,可由制管检验与生产时进行检验,并填写原料检验记录表。
钢板、钢带标准

沈阳远大企业集团标准钢板(镀锌钢板)、扁钢、齿型扁钢标准 Q/YDL08-20021 范围本标准规定了幕墙用钢板(镀锌钢板)、扁钢、齿型扁钢的要求,检验规则、标志、包装、运输和贮存。
本标准适用于幕墙用钢板(镀锌钢板)、扁钢、齿型扁钢,采购、验收、包装、运输和贮存。
2 规范性引用文件下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T700-88 碳素结构钢GB/T1591-94 低合金高强度结构钢GB/T3274-1988 碳素结构钢和低合金结构钢热轧厚钢板和钢带GB/T912-1989 碳素结构钢和低合金结构钢热轧薄钢板及钢带GB/T11253-1989 碳素结构钢和低合金结构钢冷轧薄钢板及钢带GB/T708-1988 冷轧钢板和钢带的尺寸、外形、重量及允许偏差GB/T709-1988 热轧钢板和钢带的尺寸、外形、重量及允许偏差GB2518-88 连续热镀锌薄钢板和钢带GB/T704-88 热轧扁钢尺寸、外形、重量及允许偏差GB/T247-1997 钢板和钢带检验、包装、标志及质量证明书的一般规定GB/T2101-1989 型钢验收、包装、标志及质量证明书的一般规定3 分类3.1 厚钢板3.1.1 热轧厚钢板是指厚度在4~200mm之间的普通碳素结构钢和低合金结构钢的钢板。
3.1.2 热轧厚钢板分类按边缘状态分:切边和不切边。
按轧制精度分:较高精度和普通精度。
3.2 薄钢板3.2.1 冷轧薄钢板是指厚度不大于4mm的碳素结构钢和低合金结构钢的冷轧钢板。
3.2.2 热轧薄钢板是指厚度不大于4mm的碳素结构钢和低合金结构钢的热轧钢板。
3.2.3 薄钢板的分类同3.1.2条。
3.3 镀锌钢板镀锌钢板是指公称厚度为0.25~2.5mm的冷轧连续热镀锌薄钢板。
3.3.1 镀锌钢板的分类与符号镀锌钢板的分类与符号应符合表1的规定。