Moldflow在汽车方向杆保护盖注塑成型中的应用
Moldflow在注塑成型模拟分析中的应用
( MS A )
La b Li
n c
Au t
,
o
de
o
s
k
Mo l d f l o w
Pla s t i c
制造 可 行性
A MA 主 要 关 注 外 观 质 量 (
、
熔
( MP L )
Au t
,
d e s k Mo l d f l o w
o
De s i g n CAD
接线
、
气穴等 )
、
材料选 择
m e
d ic
m a
l
、
m e c
ha
ic
,
l
、
p
u te r
、
le
c tr o n
c o m m u n
ic a t i o
an
n s
、
to y
a u to m o
b ile ls
o
ho
c
u s e
h o ld
.
p p lia
e
n c e s
.
T h is p a p e
r
in tr o d u
s
o
s
ho
th a t M o
o w
c a n
h e lp t o
K
p t im
o r
e
tru
c
tu
r e
o
f pr o du
d g m in g
M
o
s
y
te m
d pr o
ic
a
v
a
fe
n
r e n c e
(最新整理)MoldFlow在注塑模具设计中的应用

MoldFlow在注塑模具设计中的应用编辑整理:尊敬的读者朋友们:这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(MoldFlow在注塑模具设计中的应用)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为MoldFlow在注塑模具设计中的应用的全部内容。
MoldFlow在注塑模具设计中的应用 摘要:MoldFlow能够为设计人员和模具制作人员提供指导,通过仿真来展示壁厚、浇口位置、材料、几何形状变化如何影响可制造性,并且MoldFlow的几何图形支持可以在最终设计决策前试验假定方案。
本文对MoldFlow软件在塑料注塑成型过程中的作用及其整体结构进行了介绍。
关键词:MoldFlow 注塑模具设计 中图分类号:TP391.77 文献标识码:A 文章编号:1007—9416(2014)12—0109—01 塑料产品从设计到生产是一个复杂的过程,包括塑料制品设计、模具结构设计、模具加工制造和模塑生产等程序,需要产品设计师、模具设计师、模具加工工艺师和熟练操作工人共同完成,是一个设计、修改、再设计的反复迭代、不断优化的过程。
传统的手工设计与制造已越来越难以满足市场激烈竞争的需要,计算机技术的运用正从各方面取代传统的手工设计方式,并取得了显著的经济效益。
MoldFlow软件具有注塑成型仿真工具,能够帮助工程师验证和优化塑料零件、注塑模具和注塑成型流程。
该软件能够为设计人员和模具制作人员提供指导,通过仿真设置和结果阐明来展示壁厚、浇口位置、材料、几何形状变化如何影响可制造性.无论薄壁零件还是厚壁坚固的零件,MoldFlow的几何图形支持可以帮助用户在最终设计决策前试验假定方案。
汽车注塑模具设计中Moldflow软件应用的价值分析
汽车注塑模具设计中Moldflow软件应用的价值分析作者:刘建华来源:《科技资讯》 2014年第21期刘建华(青岛华涛汽车模具有限公司山东青岛 266000)摘要:铝合金材料在生产时容易发生气孔且成本高,重量偏重等缺陷,因此目前在汽车工业正在大力研究使用塑料制品来代替铝合金材料,减轻汽车重量,提高汽车发动机的性能,并取得了一定成就。
本文主要讲述Moldflow软件在汽车注塑模具设计中的应用,希望能为相关人员带来一些帮助。
关键词:注塑模具 Moldflow软件应用分析中图分类号:TP391.77 文献标识码:A 文章编号:1672-3791(2014)07(c)-0018-01自21世纪开始,CAE在汽车注塑模具的应用逐渐扩大,用来解决设计注塑模具时出现一些问题,Moldflow软件可以帮助设计人员及时发现模具存在的缺陷,优化设计方案。
本文为更好的说明Moldflow软件在汽车注塑模具设计中的应用,先从Moldflow软件及塑件工艺相关知识说起。
1 Moldflow软件及塑件工艺特点MOLDFLOW 软件可以对塑料模具进行防真模拟分析,通过分析结果,可以提前预测模具潜在的缺陷,为模具提供理论上的依据,提高产品的质量,克服了传统设计周期长的特点,提高了开模的成功率。
本文所分析的塑件为汽车安全带上盖零件(如下图1),表面要求光滑,无翘曲、无裂纹等,结构形状复杂,为保证尺寸,需要周口部高度差要严格的要求,其他地方都有非常高的外观要求。
在不影响分析结果的情况下,三维模型经Moldflow软件简化处理,以提高匹配性,将文件导入Moldflow软件新建立的文件中,由于塑件壁薄,选取双面型网络来提高分析的精度,划分功能完成后,再修补网络确保Moldflow软件网络质量满足分析要求。
2 Moldflow软件在汽车注塑模具设计中的应用本文所用材料为为聚甲醛,根据所用材料,Moldflow软件初步选用工艺参数为模温40℃、v/p转换97%,熔体温度设定为220℃,保压时间10s,保压压力为填充压力的80%。
Moldflow软件在汽车零件注塑模具设计中的应用

万方数据枕料2009年第9期总第36卷计算机应用技术・41・求零件重心处为工作平面不允许有浇口或其它痕迹存在,同时指定浇口位置如图2所示,该浇口不满足熔料流动的平衡性,Moldflow分析零件变形量为0.85左右,无法满足要求,零件的翘曲变形趋势如图3所示。
图1汽车安全带上盖零件图2指定浇口位置图3翘曲变形分析发生严重翘曲变形的原凶在于指定浇口处材料太薄,阻碍熔料的流动与填充,流动不平衡,在模具进行保压时无法将压力传送到各个角落,成型注射压力情况如图4所示。
进浇口附近保压时熔料容易在薄壁处冷却,同时模具上下表面温差大,影响零件的保压,易缩水。
为改善翘曲,可更改冷却条件,采用将定模侧冷却温度低于动模侧5度左右的方法,Moldflow分析调整温度后翘曲变形量为o.27如图5所示,符合零件要求。
2.2困气分析零件在成型的过程中,气体如不能及时排出模腔就会产生困气现象,将会影响零件成型以及脱模后的质量。
Moldflow分析零件成型时,困气的位置主要分布在合模线附近,如图6所示,尤其是零件的四个卡扣处困气问题较严重,因此四个卡扣分别在凸凹模侧安装镶件,同理模仁中也做镶件,这样能将产品中大部分的易困气部分解除,达到熔料流动均匀的目的。
图4成型注射压力图5调整温度后翘曲变形分析.2.3熔接痕分析熔接痕是由于来自不同方向的熔料前端部分被冷却,而在结合处未能完全融合而产生的。
熔接痕主要影响外观,严重时对零件强度产生影响。
因此在零件成型的过程中应尽量避免熔接痕,在不可避免的情况下应当尽量将熔接痕推至不受力区,以达到零件的使用寿命要求。
Moldflow分析产生熔接痕的位置如图7所示,主要集中在零件的角落,对外观和强度的影响较小。
图6困气位置图7熔接痕位置万方数据・42・计算机应用技术扔柳2009年第9期总第36卷2.4冷却方式分析3结论注塑模温度对熔料的充模流动,固化定型、生产率以及零件的形状和精度等有着直接影响。
该模具采用对称单循环水路冷却,水管直径8mm。
Moldflow技术在汽车前保险杠成型分析中的应用
( hn AW o p C r oain R&D ne ) C iaF Gru op rt o Ce tr
【 bta tT eato ssteeiigm l o nat t ef n u e n l etefaiit o pi t n A s c]h uhr e x t o f uo i o t mprt a a z s ly f p l ai r u h sn d a mo v r b o y h e bi a c o
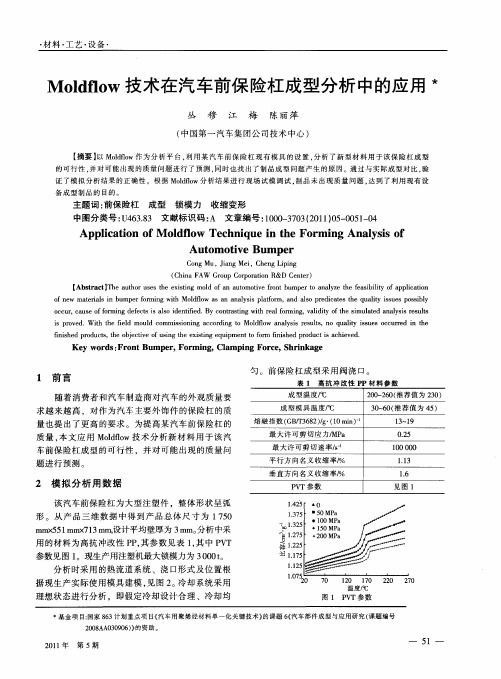
1O0 0 0 0 11 . 3 1 . 6 见图 1
2 模 拟 分 析 用 数 据
该汽 车前保 险杠 为 大型 注塑件 ,整 体形 状呈 弧
形 。从 产 品 三维 数 据 中得 到产 品 总体 尺 寸 为 1 5 0 7
mm 5 1 x 1 , x 5 7 3 设计平均壁厚 为 3 m。 mm mm 分析 中采 m
P T参 数 V
用 的材 料为 高抗 冲改 性 P , P 其参 数 见表 1其 中 P T , V 参数见 图 1 。现生产用注塑机最大锁模力为 3 0 t 0。 0 分 析 时采用 的热 流道 系统 、浇 口形 式及 位置 根 据 现生 产实 际使 用模 具建 模 , 图 2 冷 却 系统采 用 见 。 理 想状 态进 行分 析 ,即假 定冷 却设 计合 理 、冷却 均
★
主题 词 : 前保 险杠
成型
锁模 力
收缩 变形
中图分 类号 :4 38 文 献标 识码 : 文章编 号 :00 3 0 (0 10— 0 10 U 6. 3 A 10 —7 3 2 1 )5 05 — 4 App ia i n o o d o Te hni ue i he Fo m i lc to fM l f w c l q n t r ng Ana y i f l sso A u o o i e Bum oe t m tv r
Moldflow在塑料注塑成型中的应用

Moldflow在塑料注塑成型中的应用摘要:本文简单介绍了注塑成型的背景及国内外的发展状况,并对注塑成型的工艺、影响因素及常见的缺陷进行了了解。
最后对注塑成型分析软件Moldflow 进行了一定的介绍。
关键字:注塑成型,塑料,Moldflow1.1引言在现代工业生产中,60%~90%的工业产品需要使用模具,模具工业已经成为工业发展的基础[1]。
早期的注塑成型方法主要用于热塑性塑料制品。
随着塑料工业的迅速发展以及塑料制品应用范围的不断扩大,注塑成型已经推广应用到热固性塑料和一些塑料复合材料制品的生产中。
传统的注射模设计和制造很大程度上依赖于设计者的经验和制造工人的技巧,设计的正确性只有通过试模才能知道,制造的缺陷主要依靠修模来纠正,有时还可能导致整套模具的报废,特别是对复杂的中高档模具,问题则为突出[2]。
随着计算机技术的发展和人们对计算力学、流体力、聚合物加工流变学、传热学等学科的深入,成型模拟(CAE)技术与注塑成型技术相结合,为改变这种状况提供了新的手段。
CAE技术通过建立高聚物成型的物理和数学模型,构造有效的数值计算方法,借助于计算机仿真模拟确定加工条件的变化规律、预测制品的结构和性能、确定高聚物制品和模具设计参数及工艺条件的最佳方案,使高聚物成型加工和模具设计建立在科学分析基础上,为优化模具设计和控制产品成型过程以获得理想的最终“定构”提供科学依据和设计分析手段,指导高分子模型,提高高分子材料使用水平。
成型模拟技术使高聚物成型加工过程在流场、力场、热场等作用下出现的各种物理现象和化学变化的描述更加数学化和定量化,从而使加工成型从一项使用技术变为一门应用科学。
掌握成型CAE技术对缩短产品的开发周期、提高塑料制品的质量、降低生产成本具有很重要的意义[3]。
注塑成型是一种主要的塑料制品成型方法,能够一次成型复杂外形的塑件,同时所生产的塑件尺寸精度高,是一种高效率,能大批量生产的加工方法。
长期以来,我国的注塑模具在设计过程中主要依赖设计员的直觉和经验,而产品结构、模具设计以及成型工艺参数的合理性都无法预知,因此一套模具生产出来的产品是否满足客户的需求,往往是在不断的试模与修模中进行改善的,这加大了模具的设计制造周期,延长了交付日期,同时也加大了模具制造成本,这在激烈的市场经济竞争中使得企业出于一个被动的位置,加大了企业的生存风险[3,4]。
MoldFlow在注塑成型中的应用

MoldFlow在注塑成型中的应用作者:广西大学机械工程学院汤宏群苏广才摘要:利用MoldFlow对星型注塑件不同浇口位置进行流动模拟分析,预测可能存在的气泡位置和熔接痕位置,确定最佳浇口位置和数目。
以此为例说明MoldFlow在注塑成型中应用的好处。
关键词:MoldFlow;模拟分析;最佳浇口位置中传统的注射模设计主要依靠设计人员的直觉和经验,模具设计加工完后往往需要经过反复地调试与修正才能正式投入生产,发现问题后,不仅要重新调整工艺参数,甚至要修改塑料制品和模具,这种生产方式降低了新产品的开发速度。
而利用Moldflow软件在模具加工之前,在计算机上对整个注塑成形进行模拟分析,可以进行填充、保压、冷却、翘曲、纤维取向、结构应力、收缩以及气辅成形等分析,找出可能出现的缺陷,提高一次试模的成功率,降低生产成本,缩短生产周期。
本文主要介绍使用MOLD-FLOW模拟分析软件对星型注塑件不同浇口位置进行流动模拟分析,预测可能存在的气泡位置和预测熔接痕的位置,确定最佳浇口位置和数目。
为模具设计人员进行模具设计提供依据。
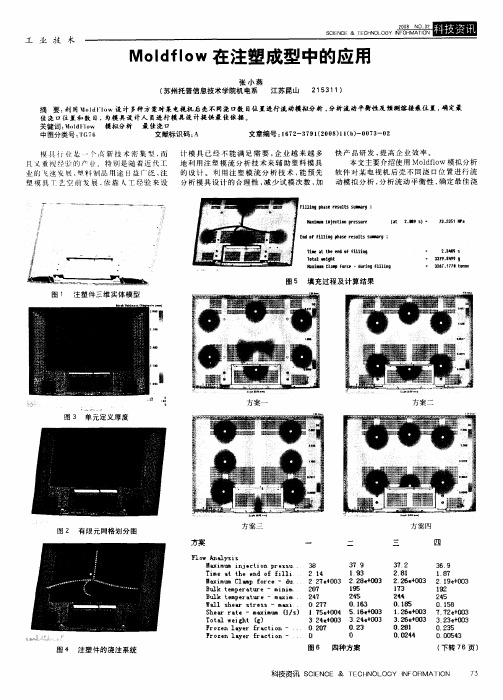
1模拟分析过程1.1分析模型的建立图图1为该零件的三维实体模型,由实体模型建立的该注塑件的有限元分析模型如图2所示,在分析中采用中性面网格,有限元分析模型数据为:面单元数-1547,节点数-821。
1.2浇口位置的确定及流动分析本文分别采用一个浇口和两个浇口进行分析比较:方案1一个浇口居中(如图3所示),方案2两个浇口居左右两侧(如图4所示),塑件所用材料为DUPONT,相关参数为:塑料熔融温度-215.00℃;模具温度-90.00℃。
2. 流动模拟分析结果比较2. 1不同浇口位置产生的气泡在塑料熔体注射充填过程中,模腔内除了原有空气外,还有塑料含有的水分在注射温度下蒸发而成的水蒸气,塑料局部过热分解产生的低分子挥发性气体等。
这些气体若不能通过排气系统顺利排出模腔,将会影响制品成型以及脱模后的质量。
关于Moldflow软件在汽车灯具注塑模具设计中的应用
关于Moldflow软件在汽车灯具注塑模具设计中的应用发布时间:2022-01-24T02:54:33.181Z 来源:《中国科技人才》2021年第30期作者:闫海昀[导读] 由于汽车领域迅速发展,使汽车质量不断提升,其中汽车灯具也不例外,为有效增强汽车灯具的质量以及性能,便在汽车灯具注塑模具设计中应用了Moldflow软件,给汽车灯具注塑模具设计带来了很大的帮助。
天津斯坦雷电气科技有限公司 300457摘要:由于汽车领域迅速发展,使汽车质量不断提升,其中汽车灯具也不例外,为有效增强汽车灯具的质量以及性能,便在汽车灯具注塑模具设计中应用了Moldflow软件,给汽车灯具注塑模具设计带来了很大的帮助。
因此,本文就着重对Moldflow软件在汽车灯具注塑模具设计中的应用展开了深入研究,并展开模拟实验,以找到汽车灯具生产环节所存在的问题,然后实施熔接线、翘曲以及冷却系统等模拟实验,以显著增强车灯的质量,希望给汽车灯具注塑模具设计和发展带来积极的作用。
关键词:Moldflow软件;汽车灯具;注塑模具设计因为汽车领域发展的十分快速,使得汽车质量越来越强。
灯具属于汽车非常重要的一部分,不仅会影响到汽车的行驶安全,而且还会影响到品牌的识别程度,所以必须加大汽车灯具的设计和制造能力。
要想有效增强汽车灯具注塑模具成型工艺水平,就必须采用先进的技术和设备,从而显著提升产品的质量以及生产效率,全面达到汽车的各种需求。
现阶段最为有效的方法就是利用Moldflow软件在汽车灯具注塑模具设计当中。
在汽车灯具注塑模具设计的时候,最关键的部分就是模具材料的选取,而Moldflow软件正好带有丰富的材料数据库,具有大量的材料数据,能够给汽车灯具注塑模具设计带来很大的帮助。
一、汽车灯具注塑模具的CAE设计通常汽车灯具注塑模具的CAE设计有三个部分,首先,按照连续介质力学、塑料加工流变学以及热传递学等理论成立汽车灯具注塑的数学模型。
Moldflow软件在汽车大型注塑模设计中的应用

数 的设定提供依据 ,避免传 统模具 设计需反复试模 的
弊端。
() a 正面( 外观 面)
( ) 面 b背
图 1 仪 表板 模型
2 塑 件 有 限元前 处理
首先 将 U 中创 建 的 三 维模 型 导 出为 M dl G o e 文 件 ,在 不影 响 分 析结 果 的前 提下 ,经 M lf w C D o l A do D c r. ot 30做简 化处 理 ,去 掉 一些 小 圆 角、倒角 等 特 o 征 ,以提高网格的匹配率 ,从而提高模拟精 度 ;然后 将保存 为 U M格 式 的文 件导入 Mo fw新建 的项 目 D ll do 文件 中 ,利用 M l o 自带 的网格划分功 能进行网格 od w l f
收 稿 日期 :2 1 0 2 0 0— 9— 5
划分 。由于塑件 壁 薄 ,在 网 格划 分 时 ,选 取双 面 型 ( ui ) 网格 ,既 可保 证 分 析精 度又 减 少 了分析 时 Fs n o 间 ,该类 型网格不考虑塑件在厚度下 的温度 分布 。划 分 完后对 网格进行一定修补 ,确保无 自由边 、交叉 单 元 、重叠单元 、非定向单元等 ,保证 网格质量可 以满 足数值模 拟分析 的要求 …。 材料采用 的是 金发 科 技有 限公 司生 产 的牌 号 为
图 3中 的黑 色 线 条 是 模 拟 分 析 得 出熔 接 痕 的 位
始充模时 ,打开初始 喷嘴 ,塑料 向两旁充填 ,当熔体 到达其他浇 口时 ,其他喷嘴打开进行浇注 ,直到熔体 到达模 具型腔各处并 注满 。由于浇 注是顺 序控 制 的 , 可以有效地消除或减少其熔接线 ,大大提 高制件 的强 度和表面品质 。
作 者 简 介 :余 玲 ( 9 O ) 18 一 ,女 ,工 学 硕 士 ,工 程 师 ,现 主 要 从 事 注 塑 产 品 及 模 具 开 发 的 C D C E方 面 的 工 作 。 E—m i A /A a l
Moldflow技术在注塑成形过程中的应用

图8修改方案后的模型
图9初始设计
室
修改后如图10所示充填情况大致均匀,因此不
§
会产生过大的锁模力。
万方数据
61
Moldflow技术在注塑成形过程中的应用
作者: 作者单位: 刊名:
英文刊名: 年,卷(期): 被引用次数:
余卫东, 陈建
CAD/CAM与制造业信息化 CAD/CAM YU ZHIZAOYE XINXIHUA 2001,(6) 31次
业 2005(1)
23.陈立恒.梁继才.李义.隋忠祥.张景民.徐立晶 FM全新卡车内饰顶棚把手气辅注射成型的模拟分析[期刊论文]-吉
林大学学报(工学版) 2005(1)
24.王红伟 基于MPI的注塑模计算机辅助分析及CAx集成技术研究[学位论文]硕士 2005
25.颜克辉 薄壁塑件注塑成型特性的试验与数值模拟研究[学位论文]硕士 2005
明显。要移动和消除熔接痕,我们必须修改塑件的 壁厚和浇口的位置。
图7显示了型腔的冷却效果。面板顶部圈内区
就比初始方案均匀。
四、结论 1.注塑压力和锁模力小于注塑机极限。为了建
域内温度较高,而上下的温差也较大。这是导致热 立更宽的注塑条件窗口,我们优化了注塑参数。这
弯曲的主要原因。因此我们必须修改冷却水管或模 样我们至少减少了20%的注塑压力和锁模力。
万方数据
60
接痕,我们必须减小顶面末端的厚度。
图12在制件顶部加一冷却镶块
图1l显示了熔接痕的分布位置,有四条熔接痕
均分布在角部和侧壁,不容易被肉眼观察到。图12
图7温差分布
在制件的顶部,加入一个冷却镶块,镶块的材料是
图6显示了熔接痕的位置。有四条熔接痕比较 Be—Cu,这样制件的顶部冷却效果较好,温度分布
Moldflow分析在汽车零部件设计制造中的应用

Moldflow分析在汽车零部件设计制造中的应用【摘要】本文通过运用模流分析软件Moldflow来对汽车上的各种塑料零部件在设计、生产过程中的流动性进行分析,讲述软件的各种功能以及分析过程中出现的问题和可能采取的解决措施,节省了时间和成本,说明Moldflow软件对于指导汽车零部件设计和生产过程的巨大作用。
【关键词】Moldflow;流动平衡;塑料件;流动分析引言随着汽车工业的发展,汽车用塑料件应用广泛,比如仪表板、门板、保险杠等大中型件,所使用的塑料模具大而且复杂,这就对模具的要求日渐提高,而传统的模具设计方法已无法适应产品更新换代和提高质量的要求。
CAE技术现在已成为塑料产品开发、模具设计及产品加工中这些薄弱环节的最有效的辅助工具,在提高生产率、保证产品质量,降低成本等方面都具有无可比拟的优越性。
1 Moldflow软件功能介绍1.1 采用CAE技术比传统试模工艺的优势CAE技术是在模具加工之前,通过对整个注塑成形过程进行模拟分析来规避风险。
Moldflow软件能够准确预测出熔体的填充、保压、冷却情况,以及制品中的应力分布、分子和纤维取向分布,收缩和翘曲变形等情况,以便设计者能尽早发现问题,及时修改塑料制品及其模具的设计。
传统的注塑模具设计主要依靠设计人员的直觉和经验,模具设计加工完后往往需要经过反复地调试与修正才能正式投人生产,发现问题后,不仅要重新调整工艺参数,甚至要修改塑料制品和模具。
Moldflow软件提供了从塑料制品设计到生产的完整解决方案,在模具加工之前,模拟塑料熔体在型腔中的整个成形过程,帮助研判潜在的缺陷,提高一次试模的成功率,从而降低生产成本、缩短生产周期,减少甚至避免模具返修报废。
1.2 使用Moldflow软件的步骤使用Moldflow软件可以使用设计好的数据模型,支持IGES、STEP、Stereo Lithography(STL)等3D文件格式的导入。
本文使用的Moldflow软件是Autodesk Moldflow Insight(Moldflow 高级成型分析专家,AMI)2010,功能模块包括Fill(填充分析)、Fill+Pack(填充+保压分析)、Fill+Pack+Warp(填充+保压分析)、Cool(冷却)、Cool+Fill+Pack+Warp(冷却+填充+保压分析)、Gate Location(浇口选择)等。
MoldFlow软件在汽车配件领域的应用
MoldFlow软件在汽车配件领域的应用作者:CHOSEN 设计部沈辉前言短纤维增强树脂基复合材料由于具有高的强度、弹性模量、刚度以及抗蠕变性能好等优点,近年来在汽车配件领域得到了广泛的应用。
MPI/Fiber 通过对短纤维增强树脂基复合材料的填充和保压过程进行模拟计算,能够可靠地预测纤维趋向程度,从而为预测制件的力学性能及随后的翘曲及应力分布提供可靠的依据。
一、MPI/Fiber 简介纤维增强复合材料制件的许多性能与纤维趋向有关。
MPI/Fiber 实际上是在常规流动分析即MPI/Flow 的基础上,进一步预测制件中的纤维趋向。
目前,MPI 的填充材料数据库包含了大部分常用的填充材料如玻璃纤维、碳纤维、石棉纤维、硼纤维、钢纤维、合成材料纤维等,可用于绝大多数复合材料制件的分析。
MPI/Fiber 通过对纤维增强树脂基复合材料填充和保压过程的分析,不仅为我们提供常规流动分析的结果如填充时间、压力、温度、熔接痕、气穴等,还可以提供与纤维增强有关的模拟结果,帮助我们进行工艺优化。
下面列出的是与纤维增强有关的模拟结果。
(1) 纤维平均趋向纤维趋向是决定制件力学性能的主要因素,但是,影响纤维趋向的因素较多。
MPI/Fiber 可以预测纤维在整个成型过程中纤维的运动及纤维在制件厚度方向的平均趋向。
通过优化填充形式和纤维趋向以减小收缩变形和制件的翘曲,并尽可能使纤维沿制件受力方向排列以提高制件的强度。
(2) 纤维趋向张量注射成型结束时制件厚度方向不同位置的张量分布,是计算制件在成型过程中热-机械性能和制件残余压力的重要依据。
(3) 制件的力学性能注射成型结束时制件厚度方向不同位置的力学性能如弹性模量、剪切模量、泊松比。
由于考虑了制件的实际成型条件对力学性能的影响,大大提高了制件翘曲分析及应力分析的精度。
(4) 制件的热膨胀系数注射成型结束时制件厚度方向不同位置的纵向(流动方向)和横向(垂直于流动方向)的热膨胀系数。
Moldflow在注塑成型中的应用
一 36 17 en 2 7.7 1t n e
图 5 填充过程 及计算 结果
图 1 注 塑 件 三 维 实 体 模 型
0■
方案一 图 3 单 元定 义厚度
方 案 二
图 2 有限 元网格划分 图
方案三
=
F l A 1 l n毫 y s l ∞ i e t O re u m n1 c i n p s _ s
方 案 四 三 四
3; £
9
3 72
3 鲁 6
.
Ti a t e 0  ̄ l me t he nd £ i li H iu l mmC f rc 一 抽 o e B l k ∞ D r盘 u e — mi m. 1 t l e tr ni B l t r ra  ̄ u k  ̄ pe tt — m i o re m Wa 1 he l s s re s — n l t § l
H l i p a e r s l s s ma g : l M h s e u t u r
1mml ilci p esr 4 i l net ̄ rsue a+ g
Edo i n h s eut ll 9 n F f ni  ̄p a e r s l s smur
(t 2M9s a . '=
2 4 1 22e∞3 7● 27 0 27 《 027 7
1 ∞ 2 28 + 3 ]e o0 1 5 9 25 嘻 0 6 .1 3
2 81 I . 2. 6e O 3 2 + O 2 9e 0 3 1 + 0 13 7 12 9 2 0, 25 4 0. 8 15 0 18 5
工 业 技
术
SI C &TC L0 C NE E 0O Y E
Moldflow技术在汽车前保险杠成型分析中的应用
Moldflow技术在汽车前保险杠成型分析中的应用随着汽车产业的快速发展,各种新技术被广泛应用到汽车制造流程中,其中之一便是Moldflow技术。
Moldflow技术是一种模流分析软件,可以模拟注塑成型过程中的熔体流动、填充、冷却、收缩等几个重要环节,帮助制造商优化产品设计,提高生产效率,减少生产成本。
本文将介绍Moldflow技术在汽车前保险杠成型分析中的应用。
汽车前保险杠是汽车外观的重要组成部分,它既要满足车辆美观性的要求,又要保证足够的碰撞吸收能力,在制造车身时承受着重要的责任。
在汽车制造过程中,前保险杠的成型过程是一个复杂的过程,需要考虑到材料的特性、成型工艺的变化以及不同工艺参数造成的影响等多个因素。
而Moldflow技术可以在此过程中提供有价值的帮助。
首先,Moldflow技术可以帮助制造商分析不同材料的特性。
汽车前保险杠制造中所使用的材料通常是聚丙烯或ABS等热塑性聚合物。
Moldflow技术可以通过对不同材料的物理特性进行分析和比较,帮助制定最佳的材料选择方案。
此外,Moldflow技术也可以提供有效的材料流变学信息,这有助于制造商更好地理解车身材料在成型过程中的行为。
其次,Moldflow技术可以帮助制造商优化成型工艺参数。
在汽车前保险杠制造中,成型工艺参数如注塑时间、注塑压力、注射速度等决定了成型过程的质量和效率。
Moldflow技术可以模拟不同的工艺参数,并提供评估各种情况下应用的指南。
这有助于制造商优化其成型工艺,提高生产效率和降低成本。
最后,Moldflow技术可以为制造商提供产品设计改进建议。
在汽车制造中,产品的设计对成品产品的质量和成本具有决定性影响。
Moldflow技术可以模拟产品设计中的问题,并为制造商提供优化建议。
例如,Moldflow技术可以模拟材料的流动轨迹和温度分布,以便制造商更好地理解前保险杠材料的变形和冷却过程。
这些分析有助于制造商修改产品设计,提高产品质量并降低成本。
MoldFlow软件在注塑模具设计中的应用.
MoldFlow软件在注塑模具设计中的应用一前言塑料产品从设计到成型生产是一个十分复杂的过程,它包括塑料制品设计、模具结构设计、模具加工制造和模塑生产等几个主要方面,它需要产品设计师、模具设计师、模具加工工艺师及熟练操作工人协同努力来完成,它是一个设计、修改、再设计的反复迭代、不断优化的过程。
传统的手工设计、制造已越来越难以满足市场激烈竞争的需要。
计算机技术的运用,正在各方面取代传统的手工设计方式,并取得了显著的经济效益。
计算机技术在注塑模中的应用主要表现在以下几方面。
1、塑料制品及模具结构设计商品化三维CAD造型软件如Pro/Engineer、UG、CATIA等为设计师提供了方便的设计平台,其强大的曲面造型和编辑修改功能以及逼真的显示效果使设计者可以运用自如地表现自己的设计意图,真正做到所想即所得,而且制品的质量、体积等各种物理参数一并计算保存,为后续的模具设计和分析打下良好的基础。
同时,这些软件都有专门的注塑模具设计模块,提供方便的模具分型面定义工具,使得复杂的成型零件都能自动生成,而且标准模架库、典型结构及标准零件库品种齐全,调用简单,添加方便,这些功能大大缩短了模具设计时间。
同时,还提供模具开合模运动仿真功能,这样就保证了模具结构设计的合理性。
2、注塑过程数值分析运用CAE软件如MoldFlow模拟塑料熔体在模具模腔中的流动、保压、冷却过程,对制品可能发生的翘曲进行预测等,其结果对优化模具结构和注塑工艺参数有着重要的指导意义,可提高一次试模的成功率。
在下面的章节中将详细讨论。
3、数控加工利用数控编程软件可模拟刀具在三维曲面上的实时加工过程并显示有关曲面的形状数据,以保证加工过程的可靠性,同时还可自动生成数控线切割指令、曲面的三轴、五轴数控铣削刀具轨迹等。
二 MoldFlow软件的作用MoldFlow软件是美国MOLDFLOW公司的产品,该公司自1976年发行了世界上第一套塑料注塑成型流动分析软件以来,一直主导塑料成型CAE软件市场。
Moldflow软件在汽车保险杠浇口设计中的应用

Moldflow软件在汽车保险杠浇口设计中的应用摘要:在汽车生产过程中,保险杠是其重要组成部分,其设计通过采用Moldflow软件可以对汽车塑料保险杠注射时的熔体流动进行模拟分析,在此基础上设计浇口方案更具有科学性,通过分析结果选择最优设计方案。
基于此,本文就汽车保险杠浇口设计中Moldflow软件应用展开研究,首先建立有限元网络模型,其次设置相关参数,最后分析浇口和流动情况。
关键词:Moldflow软件;汽车保险杠;浇口设计在成型模具注塑浇筑系统中,将流道与型腔连接溶体通道即为浇口,从很大程度上,模具结构设计决定了注塑件质量,浇口数量和位置是其主要参数,因此塑料质量影响着浇口设计。
注塑模浇口设定决定聚合物流动情况,通过优化浇口位置可以提高产品质量,浇口位置不合理会导致溶体填充不科学,导致宝雅、剪切力过高,熔接线性质不佳等。
浇口数量也会影响注射压力、熔接线,其数量多,在性强中的流速段,所需压力也比较低,但是会导致熔接线数目增加。
采用Moldflow软件模拟分析可得最佳浇口位置和数量,减少工序和成本。
一、建立有限元网络模型本研究采用的汽车塑料保险杠规格为1580*547*337mm,壁厚平均值3.5mm,属于大型塑料制品。
采用UG NX4.0软件建立模型,形成stl格式进行有限元网络划分,采取表面网格划分[1]。
通过Meah Tool修复网格缺陷,达到满意效果,最终建立了有限元模型。
网格中,三角形有51444个,节点有25658个,自由边和非重叠边均为0,网络匹配率达到86%,三角形纵横比最大和最小为6.5、1.05,为流动分析、翘曲分析和冷却分析提供网格满足条件。
二、设置相关参数本研究汽车保险杠采用改性聚丙烯材料,Moldflow软件中无该材料,模拟过程中选择类似的材料,也就是美国的CO-0849材料,其固体密度、溶体密度、最大剪切应力和速率、熔体指数分别为0.935g/cm3、0.780g/cm3、0.25MPa、1*105s-1、27g/10min。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
V ol M a 5 39 y.
湖
南
农
机
201 年 5 月 2
U a 20 1 y. 2
H AN A l T ALMA HN R UN BRe L UR . C IE Y
Mod o lf w在汽车方向杆保护盖注塑成型中的应用 l
格 ,采用 中性面进行分析不仅大大缩短对塑件进行造 型的时
设计 与制造 的行业软件 ,它为企业产品的设计及 制造 过程 中 提供了整体 的解决方案 ,帮助技术人员轻松地模 拟完成整个 流程中的各个关键点 的优化工作 。 () 1优化塑件 。通过 Mo f w软件的应用 , lo e l 可以得到产 品 塑件 的实 际最小壁 厚 , 优化塑件结构 , 同时降低 材料成本 , 缩 短生产周期 , 保证塑件能够完整的被充满。 () 2 优化模具结构 。通过 Mo f w软件 的应用 , ll do 可获得产 品塑件最佳的浇 口数量和位置 , 合理的流道系统与冷却 系统 , 对浇 口和冷却系统的尺寸进行优化 ,并且在计算机上进行试
— ■
0 巍臻 1 8 13
高; 厚度较 高的区域需要解决减少温度的下降 ; ( ) 积收缩率。 6体 体积 收缩率在靠 近浇 口区域 和厚度较厚
的区域较大 。
00 叩 0
5 结 语
害
4 4
综合上 述分析 , 可得 出产品 的工艺参数 设置 : 材料 : l H X PA 20 ; P 19 制造 者 : yr & n ute t; 融 温度 : H d S S Id s i Ld 熔 o rs 2 0C; 3  ̄ 模具 使用 温度 :8 ; 3 % 额定 流量 :6 5m / c 通 过模 6. c 3e, 4 s
( ) 模力 : 4锁
M a 锁模 力 :23 T n e; 品重 量 :9 .5rm ; 给 量 : P; 8 .9 on s产 178 ga s 进
13 g a 。 .3 r ms
参 考 文 件
[ 陈艳 霞, 1 ] 陈如 香, 吴盛金. o f w 2 1 M l o 0 0完全 自 d l 学与速查手册【 ] M.
第 : 卷 第 5期 3 9
俞
挺 : o d 1 W在 汽 车 方 向杆 保 护 盖 注 塑 成 型 中的 应 用 H ] f O
7 1
商 : yr &S Ids sLd H do S n u e t;熔融 温度 :3  ̄ 20C;模具温度 : 3  ̄ 填 充时间 :. se保 压时间 :le ; 8C; 34 e ; 5 1sc 冷却时间 :0e。 2 se () 2 压力 分布 :
2 eat eto c ai lE gneig h eod t h ii col i b,Nn b, hj n 1 0 0 C ia . p r n MeNn o i o Z ei g 3 50 . hn) D m f a e n e cn f g g a
Ab t a t sr c :W i h e e o me to AD,C n t te d v lp n fC h AE a d CAM e h o o y u o p rs mo d d s n a d p o e sn y l s t c n l g ,a t a l e i n r c s i g c c e . t g
模、 修模 , 大程度上提 高了模具 的质量 , 很 减少实 际的修模次 数, 减少 了成本 和试模周期 , 提高试模成 功率 。
间 ,而且可 以 自动产生 网格化的实体中平面。②浇 口系统 已
经做好 , 并且在 Mo f w中进行分析 。 ll do ③在分析中把冷却系统
假设 成理想状态 。 ④实际产品的检测性能 只取决于工艺 、 材料
W hc AE tc n lg e e o me t i h C e h oo y d v lp n,mod ma i g  ̄l w- p p o rs r a e l o o v n e c ,t e u e t e t l kn l o u r ge s a g e t d a f c n e in e o r d c h i me
ta moe ad rpi m d oot z h rcs aa eeso l t at m l s utr a d i et n m rvd r l d n ear o et pi e t poesprm tr fpa i pr , od t cue n n c o,ipoe i mi e sc s r j i
收稿 日期 :0 2 0 — 9 21—32 作者简 介 : 挺( 9 2 ) 男, 江宁波人 , 士研 究生, 俞 18一 , 浙 硕 讲师 , 主要从 事模具设计 与制造 , A / A / A C D C EC M的研 究与 教学工作。
4 充模 分析 的投入
() 1 所需 参 数设 置 如下 : 料 : ylX P A 2 0 ; 造 材 H i P 19 制 i
北 京 . 子 工 业 出版 社 ,0 0 电 2 1. [】 2区华昌. 塑料成 型工艺与模具设计( 第二版 ) . 【 北京. M] 高等教 育出版
社 .0 . 2 06
[】 维合 . 塑模 具 设 计 实用 教 程 [ . 京 . 学 工 业 出版 社 ,0 7 3张 注 M] 北 化 20.
a p ia i n p l to s c
砌
.
C l g fE ua o c nead Tc nl y Z ei gU i rt o ehoo ,H nzo,Z ei g3 0 0 ,hn ; ol eo d ct nS i c n eh o g, hj n n esy fT cn l e i e o a v i y g aghu hj n 1 0 0 ia a C
2 产 品前 处理
现 以汽车方向杆保护盖为例 , 对产品进行 C E分析 。 A 首先对汽车方 向杆保护盖进行设计 ,用 U G软件对产 品
1 Modlw的应 用 lf o
M lfw是欧特克公 司开 发的一款用于塑料产 品模具 的 ol do
进行 三维实体 建模 ,并将模 型后缀 名为 S L格 式后 导入 到 T Mo f w中进行修补 完善 , lo d l 对其进行 网格划分 , 利用 M lf w od o l 网格诊 断工具完善修补 网格模型 ,达 到提 高分析 的准确 性 。 初始充填分析结果假设 :①采用中性面作为建模 的产 品做 网
T  ̄[】 m ' es
当注射压力为 3 MP 时 , 2 a 锁模力 为 8 . 23 吨 ; 9公 锁模 力显
技术 的开发 , 短 了制造业 的周期 , 快了产品 的更新 换代 。 缩 加 在 模具设计 与制造 中 , 用 了 C D、 A 、 A 应 A C E C M技 术 , 使得 产 品的生产更为准确 。Mo f w就是一款计算机辅助分析 的软 lo d l
件, 对产 品进 行模拟注射 , 并且分 析出产品各个 的参 数 , 示 显 产 品的不足 和需要改进 的参数 。
流 分 析 , 得 到 一 下 结 果 : 充 时 间 :.5e ; 充 压 力 :55 可 填 3 se 填 4 4. 2
填充压力 :5 2 MP ; 口系统下 降了 2 . a ( : 4 . a浇 5 1 4 MP ;注 9 圆圈处最后填充 )
() 3 在浇 口的压力分析 : 最大 的压力是 4 . a 55 MP ; 2
su e a P wi h  ̄ r r tW s t o/ c e
示 的只是部分浇 口( 不包括面芯夹 ) 。 () 5 流动前沿温度 。 司
=4. [ a 5 ̄ MP 1 I a MP 】
蛞
¨
2 7 2.6
Tr k ̄ ec
m l
Hq …
●
在 圆圈处 ,温度 下降 7 .。C;在较薄 区域 温度升高 较 1 9
和工 具 。
3 产 品分 析
() 1产品的最大尺寸 : = 1,Y 108 Z 16 X 2 7 = 9 .,= 0 。 () 2 厚度分 布 : 通过 厚度分布分析 , 以得出产 品的最薄 可
处与最厚处防止产 品的厚薄不均值大而使产品发生缩痕和应
力 集 中。
() 3 优化注射工艺参数 。通过 Mo f w软件的应用 , 以 lo d l 可
p o u tq ai . r d c u l y t
Ke r s od o ; te n h e po cv oe net n ywod:M lf w s r gw el rt t ecv ̄i ci l ei ei j o
科技 的进步必然带动生产力的进步 ,随着数字化 和软件
获得 最佳 的注 射压力 、 保压 压力 、 锁模 力 、 模具 温度 、 注射 时 间、 保压时间和冷却时 间, 得出最佳 的塑件 。
俞 挺 L z
( . 江工业 大学 教 育科学 与技术 学 院 , 江 杭 州 3 0 0 ; . 第二 技师 学 院 机械 系 , 江 宁波 1 浙 浙 1 0 0 2宁波 浙
3 50 ) 1 0 0
摘 要: 随着 C D C E和 C M技 术的发展 , A 、A A 汽车零部件模具设计加 工的周期缩短。其 中 C E技 术的发展 。 A 对模 具制造的后续进度带来很 大的方便 , 少试模和修模 时间, 减 优化塑件 、 具结构以及注射工艺参数 , 模 提高 了产品质量 。
关 键 词 : od O 方 向 盘保 护盖 : M lf W; l 注射
中图分类号 :P 9 T 3
文献标识码 : A
文章编号 :0 7 82 (0 2 0 — 0 0 0 10 — 3 0 2 1 )5 0 7 — 2
Mod o n a tmo i te ig r d p oet n c v r i net n modn lf w i u o bl ser o rtc o o e ijci lig l e n i n o