制程不良品处理流程图
不合格品处理流程图
不合格品处理流程1.目的对不合格品进展标识、评审和处置,以防止不符合规定要求的原料、零部件、半成品、成品被误用或误放行。
2. 适用围:适用于一切原料、零部件、半成品、成品〔以下统称物料〕。
3.引用文件无4.定义:4.1不合格品:不符合本公司品质规定的物料。
4.2征询:物料不合格时,对“不合格〞项目的严重程度作出评价,并决定对应措施的活动。
征询的结果可以是以下所列任何一种:●退货/报废:当不合格品不能满足规定要求,且无纠正的价值时,那么对不合格品采取退货或报废的决定。
●让步放行:对不合格品批进展鉴别使用的一种方法,其结果又分为以下几种:返修/返工;照用;③100%选别。
4.2.1返修:对不合格品采取的补救措施,该措施虽不能使不合格品最终符合原设计要求,但却能使其满足预期的使用要求。
4.2.2返工:对不合格品采取的措施,使其最终能满足原设计要求。
4.2.3照用:即指允许含有少量不合格品的提交批不经再检验而直接投入使用或放行。
4.2.4100%选别:从不合格品批中挑选出合格品。
4.3有损检查:对被检查对象的品质有损伤〔有形或无形〕,而有可能影响其发挥正常功用的检查。
诸如跌落试验、撕破检查、以及未注明“可以使用〞的硬度试验,整机的耐久、性能试验等。
5.职责:5.1 品质部:●对不合格品进展标识、隔离;●对经返修/返工的物料进展再检验;并予以判断。
●参与“征询〞工作。
5.2 物控专员:●参与“征询〞工作;●安排返工/返修等事宜。
●将不适用的原料/零部件退回供给商;●安排供给商补料,对供给商进展经济等各方面约束。
●加强供给商管理、辅导、考核5.3 生产部门:对在制程中发现的不合格零部件、半成品进展回收隔离,并且以红色作明确的标注;●挑选、返修/返工遭品质检查人员(IQC\IPQC\FQC\QA)拒收之产品;●参与“征询〞;●针对本部门制造的不合格品申请进展征询。
5.5开发部:●参与“征询〞。
6.程序:6.1进料“不合格〞的处理〔IQC〕。
ISO9001不合格品控制程序(含流程图)
不合格品控制程序(ISO9001-2015)1.0目的对不合格品进行识别和控制,防止不合格品的非预期使用或交付。
2.0范围本程序适用于原辅料、在制品、成品及交付后的产品发生的不合格控制。
3.0定义与术语3.1轻微不合格品:是指对产品质量稍微有影响的不合格品。
3.2一般不合格品:是指偶发的、对产品质量影响不大、损失较少的不合格品。
3.3严重不合格品:是指连续发生的、对品质有较大影响的、损失严重的不合格品。
3.4返修:对不合格品采取的措施,以达到预期的使用目的。
3.5特采:指以书面形式允许一段时限内或一定数量的不符合品质要求的特定材料,半成品,成品在不影响功能下使用或出货。
4.0职责4.1品管课负责对产品进行检验判定,标示;4.2物料课、生产各课负责对不合格品进行隔离;4.3责任部门负责实施不合格品的处置。
5.0作业流程5.1进货不合格控制a.进货检验检验人员依据原物料检验标准、工程图纸、顾客要求等进行检验,判定为不合格品时开《品质异常处理单》并填写相关异常信息并附上不合格样品一并交给品管课长审核和管理部经理批准后扫描发邮件给采购课、生管课、物料课。
b.标示隔离进料不合格品由品管课检验人员进行标示,物料课人员将产品移至不合格品区域进行隔离。
c.不合格品处理1.退货:由物料课开具《退货单》,经品管、仓管确认后,经物料课长审核后通知采购课在7日内退货,若超出期限由我司自行处理。
当同一供应商因产品连续有2批因同样质量被拒收时,品管课开出《纠正和预防措施单》交采购课处理。
2.挑选使用:由采购课通知供应商,确定挑选方式:(1)由供应商进行挑选,挑选后的原物料须由品管课重新检验合格后方可入库使用;(2)由我公司安排物料课全检组人员进行挑选,挑选后的原物料须由品管课重新检验合格后方可入库使用;3.特采接收:在生产急需或紧急出货的情况下不影响安全,功能或结构的不合格品由采购课填写《品质异常处理单》交相关单位会审后由管理部经理核准后方可特采,同时品管员于该批产品上加贴“进料特采标签”;4.报废:制程中发现无法使用的来料不良品(含特采物料),由采购课与供应商沟通处理方式,物料课接收到可报废处理邮件或已扣款的财务部确认签署后开立《报废单》经资材部经理审核、副总核准后进行报废;5.不合格品的处理期限要求:采购课接单后需在24H内签回。
不良品处理流程图

⑤记录日报表 上交报表
返修品集 中一并标 识好,经 过品管 IPQC 全 检确认OK 后重新上 线从第1 站向后工 序流入生 产 所有返修 品砍头后 的料件必 须测量产 品长度。
审核:
编制:阳勤 2016/10/7
不良品处理流程图
维修
②放入到红色胶筐 或不良返修区
不良品发生
①确认(判定)
时间 ①外观检查时 ②外观检查后 ③修正后 ④作业完了后 ⑤作业完了后
责任人 IPQC、检验员 生产主管 IPQC 作业员
报废
②放入到红箱或指定区域
进行维修
④到指定的区域进行废弃
③确认(判 定)
注意事 项:
所有不良 都标识示 出来或在 不良一端 打结,记 录时写上 作业员的 名字或者 编号,把 不良品放 入 红色胶筐 内并记录 在全检记 录表内。
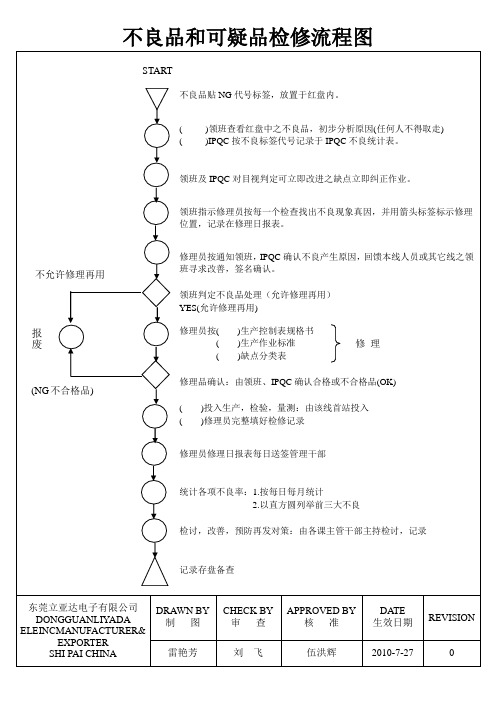
不良品检修流程图
DRAWN BY 制 图 雷艳芳
CHECK BY 审 查 刘 飞
APPROVED BY 核 准 伍洪辉
DATE 生效日期 2010-7-27
REVISION
0
修理员修理日报表每日送签管理干部
统计各项不良率:1.按每日每月统计 2.以直方圆列举前三大不良 检讨,改善,预防再发对策:由各课主管干部主持检讨,记录
记录存盘备查
东莞立亚达电子有限公司 DONGGUANLIYADA ELEINCMANUFACTURER& EXPORTER SHI PAI CHINA
不允许修理再用
修理员按通知领班, IPQC 确认不良产生原因, 回馈本线人员或其它线之领 班寻求改善,签名确认。 领班判定不良品处理(允许修理再用) YES(允许修理再用)
报 废Βιβλιοθήκη 修理员按( ( ()生产控制表规格书 )生产作业标准 )缺点分类表
修 理
(NG 不合格品)
修理品确认:由领班、IPQC 确认合格或不合格品(OK) ( ( )投入生产,检验,量测:由该线首站投入 )修理员完整填好检修记录
不良品和可疑品检修流程图
START
不良品贴 NG 代号标签,放置于红盘内。
( (
)领班查看红盘中之不良品,初步分析原因(任何人不得取走) )IPQC 按不良标签代号记录于 IPQC 不良统计表。
领班及 IPQC 对目视判定可立即改进之缺点立即纠正作业。
领班指示修理员按每一个检查找出不良现象真因,并用箭头标签标示修理 位置,记录在修理日报表。
制程不良处理
生产不良处理流程
1、目的
对产品生产过程不良问题处理,确保生产正常生产。
2、范围
适用本公司内制程中生产的所有产品。
2、权责
品管部:负责对来料、库存物料及产品、转序产品、客户返品检验中发现不合格品给出处置,或召开不合格品评审会决定其处置。
生产部:负责按处置方案或工艺指导对不合格批执行处理。
研发部:负责对不合格批提出处置方案或提供工艺指导。
5、内容
对于生产过程发现有影响产品生产效率和产品质量时,由生产部门进行不良品收集,做好标识(如:供应商、不良现象、不良品数量、发现日期等),开出《制程异常通知》并电话微信给生技确认,给出临时解决方案;不良品由生产开出退料单由品质确认计划批准退回不良库处理。
生产过程中发现制程问题不良问题生技提出临时更改方案并知通研发更改,或提出评审制定解决方案。
附件:内部审核流程图。
制程异常处理流程图

注:执行日期以会签日期为准。
制常的通知部门及上报部门,有各分厂长知会技术部人员处理和对异常的预判, ②各部门协同配合,并遵循上下级式管理,技术部人员或现场检验员只需与责任分厂厂长进行沟通,一 直认可后,具体的指令下达则由分厂长直接对下级下达, ③现场操作人员若切实有其它造成重大异常的原因,各部门应充分分析其原因,给予判断,责任划分时 需如实考虑。 会签:
NG OK
由技术部、质保部、生产部共同分析原 因,确定责任部门或责任人并由质保部 开出《纠正措施预防表》 OK N G 责任部门或个人依据《纠正措施预防表 》的要求进行临时措施的实施 OK 检验员或技术人员对效果的确认
OK 质保部进行验证,并确认改善 效果 OK
责任厂长签字确 认
正常生产
OK 技术部制作“受控文件”即永久预防措 施 N G OK 质保部跟踪验证最终效果并判断异常是 否能关闭 OK 结案、归档
制程异常处理流程图
现场检验员/操机人员发现异常
轻微可立即纠正的异常 OK 通知班长或厂长判断是否可以 继续生产 NG
重大异常/或明确异常根本原因 OK OK 检验员开具《半成品首检巡检记录单》 或《装配厂反馈问题处理跟踪表》,由 班长或操机人员对不良品进行隔离并标 示
OK
技术部、质保部、生产部共同 给出处理措施与预防方案
制程品质异常处理流程图-050

制程品质异常处理流程图-050深圳市南邦电子有限公司Shenzhen BANBANG Electric Co., Ltd.版本/版次 A/0 文件编号 DW-QC-050拟定日期 2010-4-28 生效日期 2010-4-28文件名称制程质量异常处理流程图发放形式新版本发行版本更改/修订取代文件文件修改记录序号修订日期变更编号修改内容修改原因版本/次总页数 1 2 3 4 5 会签部门姓名会签意见会签部门姓名会签意见 ?总经办 ?市场部 ?产品开发部 ?财务部 ?品质部 ?生产部 ?行政部 ?采购部 ?仓库 ?PMC 核准审核制定制作单位发行章袁志勇品质部未经许可不得翻印深圳市南邦电子有限公司文件编号 DW-QC-050Shenzhen NANBANG Electric Co., Ltd.文件类别指导书版次 A/0 文件名称制程质量异常处理流程图页次 1/1 流程图重点说明生产制程不良控制标准老化前不良1%以上开出品质异常单产品老化不良1‰以上开出品质异常单老化后不良2‰以上开出品质异常单品保确认后填写不良现象,不良品标示清楚,交接PE分析. 品保确认PE接到品质异常联络单后,分析不良原因,并记录其不良原因.PE拿到样品与PE分析品质异常联络单,找责任单位同品保人员开会检讨、改善.在确认并签名责任单位主管填写临时对策与永久对责任单位策责任单位将品质异常联络单交给品保,品保在责任单位完成时间跟踪改善结品保跟踪果,OK后由品保归档,NG则重新知会相关部门开会检讨.品质异常联络单由品保归档,保存. 归档下面是赠送的中秋节演讲辞,不需要的朋友可以下载后编辑删除~~~谢谢中秋佳节演讲词推荐中秋,怀一颗感恩之心》老师们,同学们:秋浓了,月圆了,又一个中秋要到了!本周日,农历的八月十五,我国的传统节日——中秋节。
中秋节,处在一年秋季的中期,所以称为“中秋”,它仅仅次于春节,是我国的第二大传统节日。
中秋的月最圆,中秋的月最明,中秋的月最美,所以又被称为“团圆节”。
生产线不良或异常处理流程图
正式开出《校正 行为报告》
制订解决方案
生产、工 程、品检
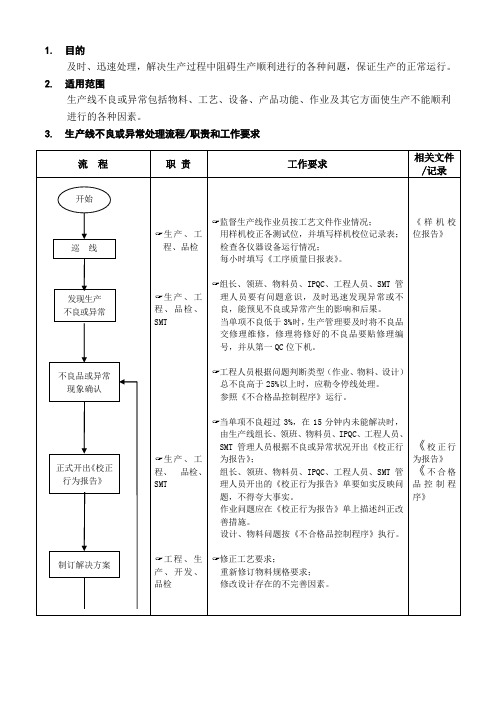
监督生产线作业员按工艺文件作业情况; 用样机校正各测试位,并填写样机校位记录表; 检查各仪器设备运行情况; 每小时填写《工序质量日报表》。
《样机校 位报告》
生产、工 程、品检、 SMT
组长、领班、物料员、IPQC、工程人员、SMT 管 理人员要有问题意识,及时迅速发现异常或不 良,能预见不良或异常产生的影响和后果。 当单项不良低于 3%时,生产管理要及时将不良品 交修理维修,修理将修好的不良品要贴修理编 号,并从第一 QC 位下机。
1. 目的 及时、迅速处理,解决生产过程中阻碍生产顺利进行的各种问题,保证生产的正常运行。
2. 适用范围 生产线不良或异常包括物料、工艺、设备、产品功能、作业及其它方面使生产不能顺利 进行的各种因素。
3. 生产线不良或异常处理流程/职责和工作要求
流程
职责
工作要求
相关文件 /记录
开始 巡线 发现生产 不良或异常
为报告》
程、 品检、 组长、领班、物料员、IPQC、工程人员、SMT 管 《 不 合 格
SMT
理人员开出的《校正行为报告》单要如实反映问 品 控 制 程
题,不得夸大事实。
序》
作业问题应在《校正行为报告》单上描述纠正改
善措施。
设计、物料问题按《不合格品控制程序》执行。
工 程 、 生 修正工艺要求;
产 、 开 发 、 重新修订物料规格要求;
品检
修改设计存在的不完善因素。
流程
NO 评审 方案
YES
职责
工作要求
相关文件 /记录
工程、开 发 、 品 管 、 根据方案的要求进行评审,经技术和品质评估通 品检、生产 过可实施方案,未通过可继续进行分析确认。
制程不合格品处理流程图
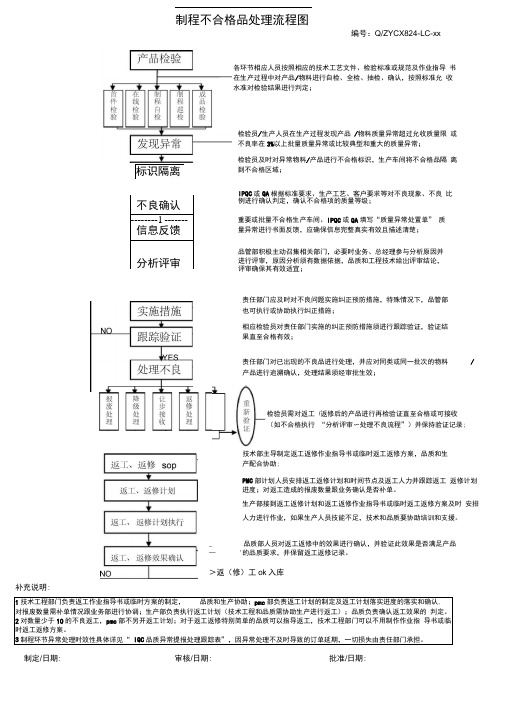
制程不合格品处理流程图补充说明: 1技术工程部门负责返工作业指导书或临时方案的制定, 品质和生产协助;pmc 部负责返工计划的制定及返工计划落实进度的落实和确认, 对报废数量需补单情况跟业务部进行协调;生产部负责执行返工计划(技术工程和品质需协助生产进行返工);品质负责确认返工效果的 判定。
2对数量少于10的不良返工,pmc 部不另开返工计划;对于返工返修特别简单的品质可以指导返工,技术工程部门可以不用制作作业指 导书或临时返工返修方案。
3制程环节异常处理时效性具体详见“ IQC 品质异常提报处理跟踪表”,因异常处理不及时导致的订单延期,一切损失由责任部门承担。
编号:Q/ZYCX824-LC-xx 各环节相应人员按照相应的技术工艺文件、检验标准或规范及作业指导 书在生产过程中对产品/物料进行自检、全检、抽检、确认,按照标准允 收水准对检验结果进行判定; 标识隔离 检验员/生产人员在生产过程发现产品 /物料质量异常超过允收质量限 或不良率在3%以上批量质量异常或比较典型和重大的质量异常; 检验员及时对异常物料/产品进行不合格标识,生产车间将不合格品隔 离到不合格区域; 不良确认 -------- 1 ------- 信息反馈 分析评审 或QA 根据标准要求、生产工艺、客户要求等对不良现象、不良 比 重要或批量不合格生产车间、IPQC 或QA 填写“质量异常处置单” 质量异常进行书面反馈,应确保信息完整真实有效且描述清楚; 责任部门应及时对不良问题实施纠正预防措施,特殊情况下,品管部 也可执行或协助执行纠正措施; 相应检验员对责任部门实施的纠正预防措施须进行跟踪验证,验证结 果直至合格有效; 责任部门对已出现的不良品进行处理,并应对同类或同一批次的物料 / 产品进行追溯确认,处理结果须经审批生效; 检验员需对返工 (如不合格执行 /返修后的产品进行再检验证直至合格或可接收 “分析评审〜处理不良流程”)并保持验证记录; 技术部主导制定返工返修作业指导书或临时返工返修方案,品质和生 产配合协助; PMC 部计划人员安排返工返修计划和时间节点及返工人力并跟踪返工 返修计划进度;对返工造成的报废数量跟业务确认是否补单。
不合格品(HSF)处理流程图

• 6.5.4 资材单位负责对于久存成品及半成品﹙确 定已无可出售机会、逾保存期限或无法重工利用 者﹚,经判定不良需报废时,依流程报废处理。
• 6.5.5 客供品若有质量异常状况发生时,发现单 位须立即以「纠正及预防措施单」反应;业务单 位负责人员则主导通知客户,并告知相关单位客 户允收与否之判定结果或后续应急处理之要求。
• 6.2.3.1不合格品召回的评审和处置
• 1)产品召回时机:
• 当公司存在不合格产品及影响批次产品已经不在公司控制 下时(如已经交付)必须启动召回流程,包括但不限于如 下情形都可能涉及召回产品,触发召回流程:
• a 客户的投诉
• b 主管部门检查发现的不合格品
• c 公司内部检查发现受不合格品影响的批次产品已交付
发生异常
原材料或部件中含 有禁止使用物质 异常连络书的发行
★报告品保部经理/总经理 ★与客户进行联络并报告 ★处理时需注意模向展开其 它料号与追踪上一批物料质 量状况
原因调查
工厂内部混入
纠正预防措施单的发行
供应商
异常工序
不合格对策处理确认会议 ◇库存品处理的确认 ◇防止再次发生的确认 ◇向其它部门或工序的水平推广
• 6.7.2 制造单位作业 • 6.7.2.1 制程重工、制程中产生之不合格品需维
修重工时,依〈制程检验管制程序〉执行。 • 6.7.2.2 需重工时,由生管人员开立 「生产重工
单」客户退回或已入库品因ECR变更经MRB判定, 依IE制定的〈重工SOP〉实施重工作业。 • 6.7.3 重工后产品,需依制程管制流程经品管检 验﹙IPQC、FQC、OQC﹚合格后,方可办理入库作 业。 • 6.8 特采作业流程 • 6.8.1特采之提出与管制 • 6.8.1.1申请特采作业时填写「特采申请单」;特 采案件成立后,于「特采管制表」中登录管制。
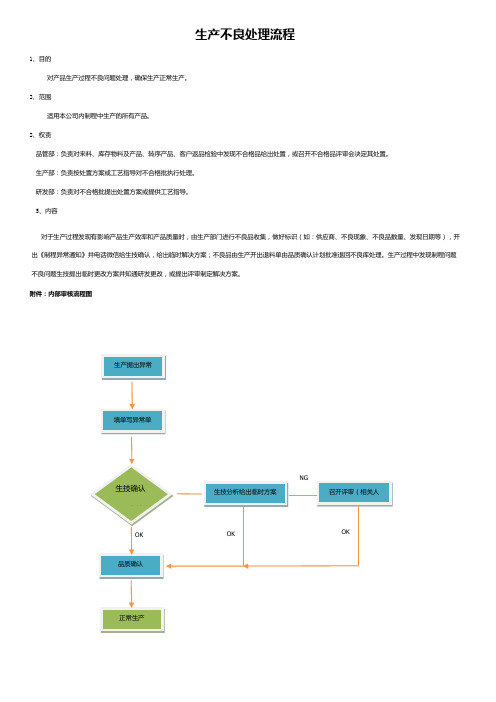
制程不良品处理流程图
1、制程内部直接产生的不良品须须通过组长或调模工、物料员,经品管确认后放置不良品区,并
按要求填写不良品登记表,私自放置:第一次口头警告,第二次申诫处分。
2、包装、中间仓退下不良品须填写不良品退货单,经品管确认,接收单位签字,许可放置指定区
域,没有任何程序,私自放置:第一次口头警告,第二次申诫处分。
3、所有不良品至少3天处理一次,第一次检查发现未按要求处理的口头警告,第二次检查发现未
按要求处理申诫以上处罚。
4、制程不良配件扔到废料框、私自处理放到报废区域、未开报废单或报废单未经过品管经理签字
就处理掉的,一经发现警告处分;
5、未祥之处参考公司不良品管理制度文件。
编订:核对:批准:
.。
注塑制程不良品处理作业指导书

不良品项目确认
NG
(品证课每2小时巡
OK
不良品项目及数量统计与转移 (统计员每2小时统计及转移不良
品,技术员及领班确认)
品证课IPQC
IPQC确认不良品项目,并做 好标识,记录予“机台生产 状况表”,对改进效果作追 踪
成形课统计员
统计员核实IPQC确认后的不 良品项目及数量,记录予“ 机台不良品状况表”,并将 不良品移至红色不良品框内
不良品作碎料处理
物料组碎料员
碎料员对不良品作碎料处 理,记录予“碎料记录表”
每日不良品数量清点 (加料员作数量清点,物料组长
及课长确认)物ຫໍສະໝຸດ 组加料员加料员对不良品框内的不良 品进行数量清点,记录予“ 每日产品报废状况”
不良品报废申请 (物料组长作报废申请,课长确 认,品证课审核,工场长、总经
理核准)
成形课物料组长
物料组长根据“每日产品报 废状况”作报废申请,填写 “不良品报废单”,最终工 场长、总经理核准生效
注塑制程不良品处理 作业指导书
6.1成形课制程不良品处理流程图 作业流程
责任担当
文件编号 FLC-WI-ID-012 页码 2/2
说明
不良品产生(2H/单位) (作业员标识、隔离、记录,担
当技术员确认、改进)
成形课作业员 担当技术员
不良品产生时作业员标识隔 离,记录予“机台生产状况 表”,由担当技术员确认
不良品异常处置业务流程图

2-5 业务名:产品修正实施流程 部门名:唐山爱信品质G 会议体 检查作业部门
(责任 者) [责任部
不良品异常处置业务流程图
相关部门
步骤
票据类
(责任者) [责任部门]
厂家、制造部门 生产技术部门 申请部门
修理品
检查管理部门
标准类 规程类
工序内(慢
突发
①产品修正 申请书 不合格品处理 (慢性不良) 程序 (TL 科长) [申请部门] ②修正要领书 (TL 科长) [申请部门] ③管理帐簿 (TL 科长) [品质保证部] ④产品修正
唐山爱信品质g厂家制造部门生产技术部门责任者责任部责任者责任部门tl科长申请部门tl科长申请部门tl科长品质保证部tl科长申请部门步骤不良品异常处置业务流程图修理品工序内慢性不良突发不修正申请发行样式1修正申请发行样式3修正申请发行样式接收结果联络复印发放产品修正实施修正检查内容确认结果确认裁决批准者
③ ①② 修正申请发 修正申请发 行 行 修正申请发 行
(①复印添附)
④
接收
申请书
(突发不良) (TL 科长) [申请部门]
①②③ 内容确认 NO YES ①③ 结果联络 ①②③ 产品修正实施 NG ①③④
流动
NO 仅①③ 复印发放 ①③ 修正检查
OK
结果确认 裁决 ①②③复印保管
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
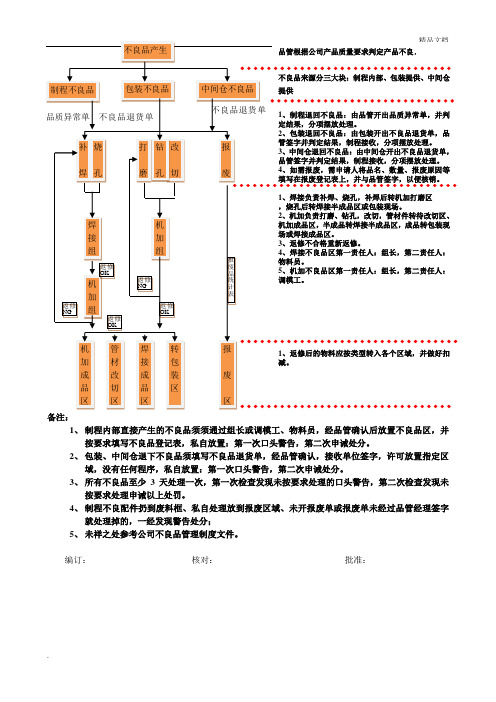
品管根据公司产品质量要求判定产品不良.
包装不良品
制程不良品
不良品退货单
品质异常单
孔
打
磨
钻
孔
改|
焊
机
接
加
组
组
返修
中间仓不良品
|牌■
不良品退货单
不良品来源分三大块:制程内部、包装提供、中间仓
提供
1、制程退回不良品:由品管开出品质异常单,并判 定结果,分项摆放处理。
2、包装退回不良品:由包装开出不良品退货单,品 管签字并判定结果,制程接收,分项摆放处理。
3、中间仓退回不良品:由中间仓开出不良品退货单, 品管签字并判定结果,制程接收,分项摆放处理。
4、如需报废,需申请人将品名、数量、报废原因等 填写在报废登记表上,并与品管签字,以便核销。1、焊接负补焊、烧孔,补焊后转机加打磨区
,烧孔后转焊接半成品区或包装现场。
2、机加负责打磨、钻孔,改切,管材件转待改切区、 机加成品区,半成品转焊接半成品区,成品转包装现 场或焊接成品区。
3、返修不合格重新返修。
4、焊接不良品区第一责任人:组长,第二责任人: 物料员。
5、机加不良品区第一责任人:组长,第二责任人: 调模工。