SMT试产报告范本
试产报告格式
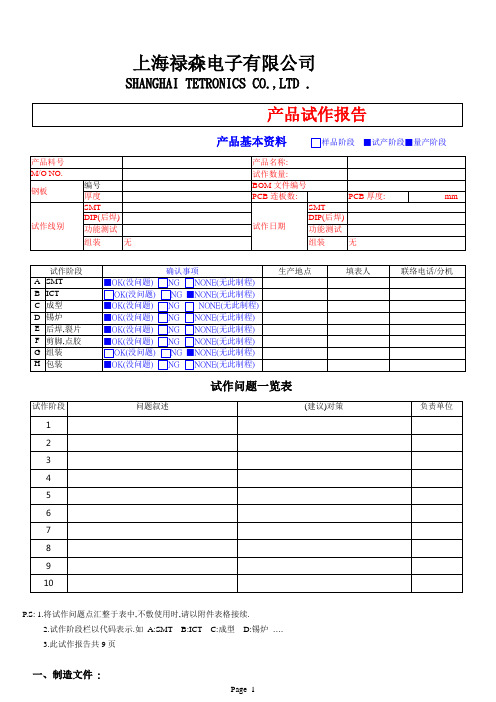
上海禄森电子有限公司SHANGHAI TETRONICS CO.,LTD .产品基本资料样品阶段▓试产阶段▓量产阶段试作问题一览表P.S: 1.将试作问题点汇整于表中,不敷使用时,请以附件表格接续.2.试作阶段栏以代码表示.如A:SMT B:ICT C:成型D:锡炉….3.此试作报告共9页一、制造文件:SMT▓有( 如下) 无( 二~九项免填)二、零件(料况) :2.1. MEMO通知项目有( 如下) ▓无2.2.BOM代用料使用情形有( 如下)▓无2.3.手摆零件: 有( 如下) ▓无2.4.确认项目:三、PCB Layout Review: (SMT 部份)四、印刷机:4.1.锡膏量测记录:4.2.确认项目:五、高速机及泛用机六、REFLOW 设定:6.1.1设定: BOT6.1.2设定: TOP6.2确认项目:七、SMT 阶段生产工时:八、SMT 阶段良品率与不良品分析:九、ICT测试: 有( 如下) ▓无( 九免填)9.1摘要:9.2测试结果分析:9.3确认项目:DIP, 后焊, 剪脚, 点胶, 裂片阶段▓有( 如下) 无( 十~十七免填)十、零件(料况) :10.2.确认项目:十一、零件成型: ▓有( 如下) 无( 十一免填)11.1.设定:11.2.确认项目:十二、锡炉制程: ▓有( 如下) 无( 十二/十三免填)12.1 锡炉参数设定:12.2 确认项目:十三、锡炉阶段良品率与不良品分析:十四、后焊: 有( 如下) ▓无( 十四免填)14.1.烙铁:14.2.治具:14.3.确认项目:十六、点胶: 有( 如下) ▓无( 十六免填)16.1.位置及设定:16.2.确认项目:十七、F/T 有( 如下) ▓无( 十七免填)17.1摘要:十八、裂片: ▓有( 如下) 无( 十八免填)18.1.裂片方式:18.2.确认项目:18.3.包装材料: 有( 如下) ▓无( 17.3/17.4 免填)18.4.确认项目:十九、品保总检:二十、直通率统计:二十一、制程中使用之材料型号:填表: 审核: ------ End Of Report ------。
新产品试产报告

新产品试产是指新产品在完成设计与工艺准备之后、正式投产之前进行的试制生产,目的在于验证新产品设计能否达到预期的质量和效果。
港泉SMT现将有关新产品试产的详细工艺流程分成十个步骤进行了充分说明,希望对客户有所帮助。
一、工艺准备:1 ) 参考图纸:工艺部统计该试产项目参考图纸及相关信息。
2) 工艺输出文件:确定工艺输出文件是否都已下发。
工艺输出文件包括:a.BOM文件:电路板BOM、裸机BOM、包装BOM、附件(产品)BOM等。
b.PCBA托工:PCB拼接图:发到印制板厂的印制板加工要求(长、宽、厚、拼接方式等)c.钢网制作文件:外加工SMT所需单板制作钢网PCB贴片图:提供单板尺寸、置描述d.PCBA焊接作业指导书:外协托工电路板焊接加工要求。
e.检验文件:成品检验规程、出厂检验报告。
f.调试作业指导书:内容包括芯片程序烧录、电路板程序烧录、电气参数测试、功能测试。
g.组装作业指导书:内容包括工艺流程、生产配置表、各工站指导书(以生产配置表为准按工站编写的焊接、装配、验证、网络配置等内容)。
h.包装作业指导书:指导产品如何包装及验证。
i.老化作业指导书:指导老化过程重要有机芯老化、整机老化和老化记录。
j.设备操作指导书:设备安全操作规程。
新产品试产是指新产品在完成设计与工艺准备之后、正式投产之前进行的试制生产,目的在于验证新产品设计能否达到预期的质量和效果。
充分说明,希望对客户有所帮助。
一、工艺准备:1 ) 参考图纸:工艺部统计该试产项目参考图纸及相关信息。
2) 工艺输出文件:确定工艺输出文件是否都已下发。
工艺输出文件包括:a.BOM文件:电路板BOM、裸机BOM、包装BOM、附件(产品)BOM等。
b.PCBA托工:PCB拼接图:发到印制板厂的印制板加工要求(长、宽、厚、拼接方式等)c.钢网制作文件:外加工SMT所需单板制作钢网PCB贴片图:提供单板尺寸、置描述d.PCBA焊接作业指导书:外协托工电路板焊接加工要求。
SMT试产确认总结报告

工程&工艺:
有方向的物料极性确认
工程&生产&工艺:
贴装效果(有无贴装偏位等不 良)
工程&生产:
回流炉温确认
1区 2区 3区 4区 5区 6区 7区 8区 9区 10区 链速
工程&工艺:
试产后的不良率及问题点(同种位置,同种不良超过5PCS,或不同位置,不同种类不良率超过1%需写出)
制表:
审核: 表单编号:HWMQ-S-QR-128
试产确认总结报告(□样品 ■小试 □中试)
产品型号 项目负责
人
钢网及GERBER文件
客户
版本号
试产数量
不良品数量
试产前确认(提前一天确认)
表单编号: 试产日期 不良率
确认人
工艺:
SMT载具是否合格
工艺:
设备程序是否OK
工程:
其它
试产中确认
工艺:
印刷效果(有无少锡,偏位不 良)
工程&生产&工艺:
SPI是否开启,参数是否合理
试生产报告模板
试生产报告模板(公司名称)试生产报告(日期)1. 试验目的本次试生产旨在检验新产品生产流程和工艺的可行性和合理性,为后期生产提供指导依据。
具体试验目的包括:(1)验证生产流程和工艺的可行性和合理性;(2)测试新产品的性能和稳定性;(3)评估生产效率和成本。
2. 试验范围本次试生产范围为(产品名称)的生产。
试生产规模为(数量/时间)。
3. 试验方案(1)生产流程和工艺:根据设计方案和加工制造要求,确定试验生产流程和工艺,明确每个生产环节的要求和标准;(2)原材料准备:根据生产需要,按要求收集、准备原材料,确保质量和数量符合要求;(3)生产调试:对生产设备进行调试和校准,确保设备稳定运行,达到生产规格要求;(4)生产实施:按照生产计划和生产标准,进行试验生产;(5)性能测试:对试生产产品进行严格的性能、质量测试,确保产品符合规格要求;(6)试验数据分析:对试验过程中产生的数据和结果进行收集,整理和分析,得出结论和建议。
4. 试验结果本次试生产过程顺利,生产流程和工艺稳定可靠,产品质量稳定符合要求。
具体试验结果如下:(1)生产线稳定运行,生产效率和成本符合预期;(2)试生产产品的性能和稳定性符合要求;(3)该产品生产流程和工艺可行和合理。
5. 试验结论(1)确认生产流程和工艺可行性和合理性;(2)建议在生产过程中加强检查和监测,确保产品质量和生产效率;(3)提醒注意生产线的安全操作和设备维护。
6. 下一步工作计划(1)根据试验结果进行适当调整和优化生产流程和工艺;(2)加强生产线设备的维护和保养;(3)制定更为详细的生产标准和作业规范,确保产品质量和生产效率的提高。
7. 附件(可以给出实验数据统计表格,图示等)以上是本次试生产报告,请公司各部门和工作人员认真阅读并加以实践。
注:本试生产报告样板仅作为参考,具体的试生产报告可根据实际情况和要求进行调整。
SMT试产报告

部门:SMT
时间:2015/04/20
报告人:周海洋
一:试产状况
机种料号:
试产时间:
新产品承接checklist确认人:
试产随线人员:
试产线别:
客户
试产机台配置:
印刷机
高速机
回焊炉
炉后AOI
1.1制造文件:
NO
检查项目
OK
NG
问题描述
1
BOM
2
零件位置图
3
零件置放位置
4
barcode黏贴方式
3
零件包装良好?
4
没有手焊零件?
5
是否需要辅助治具
二:试产跟进
站位
内容
结果及说明
印刷站
钢板与PCB匹配性
Ok
NG
锡膏厂商型号
钢板版本
顶针设计
有否摆放合理
刮刀
钢刮刀塑料刮刀
机台参数设定
印刷速度
mm/s
脱离速度
mm/s
刮刀角度
°
脱离间隙
mm
刮刀压力
KG
手动清洁频率
pcs
自动清洁频率
pcs
印刷效果确认
印锡很标准印锡有毛刺印锡有偏位其它
5
制造文件数据正确明了?
1.2替代料使用情形
项次
零件名称
BOM料号
主用料料号
使用代用料料号
1
2
3
1.3实际用料与BOM差异使用情形
项次
零件名称
BOM料号
BOM定义用量
实际用量
对策
1
2
1.4手摆零件:
项次
零件名称(料号)
试生产报告模板
试生产报告模板1. 引言本试生产报告旨在记录试生产的过程、结果和经验教训,为后续生产工作的顺利进行提供参考和指导。
本报告包含试生产的背景、目的、方法、结果分析以及下一步的建议等内容。
2. 背景试生产是在正式投产之前进行的一系列试验和测试,旨在验证生产流程、设备和材料的可行性以及产品的质量。
试生产阶段通常是整个生产过程中的重要环节,可以帮助发现问题并做出调整,以确保正式生产的顺利进行。
3. 目的本次试生产的目的在于:•验证生产设备的性能和稳定性•确认生产流程的可行性•评估原材料的适用性和质量•评估产品的质量和性能4. 方法本次试生产采用以下方法进行:1.设备准备:检查生产设备的完整性和性能,确保设备处于良好的工作状态。
2.测试生产工艺:按照设定的生产流程,进行试生产,观察和记录关键参数。
3.现场监测:在试生产过程中,对关键环节进行现场监测,包括温度、压力、湿度等。
4.产品检测:对试生产出的产品进行全面检测,包括外观、尺寸、力学性能等。
5. 结果分析根据试生产的结果和数据分析,得出以下结论:1.生产设备:经过试生产,生产设备的性能和稳定性得到了验证,符合生产要求。
2.生产流程:试生产过程中,生产流程不存在严重问题,但还存在一些细节需要优化。
3.原材料:原材料的适用性和质量得到了验证,但在供应链方面需要注意。
4.产品质量:试生产出的产品质量和性能符合设计要求,但还需进一步完善。
6. 经验教训通过本次试生产,我们总结出以下经验教训:1.提前准备:在试生产前,应对生产设备进行全面检查和维护,确保正常运行。
2.测试方案:试生产前应制定详细的测试计划和方案,并充分准备所需的测试设备和材料。
3.数据记录:试生产过程中,要及时、准确地记录关键数据,便于后期分析和总结。
4.反馈改进:根据试生产结果和问题,及时反馈给生产团队,并进行相应的改进措施。
7. 下一步建议根据试生产的结果和经验教训,我们提出以下下一步的建议:1.优化生产流程:根据试生产中出现的问题,进一步优化生产流程,提高生产效率和产品质量。
试产报告汇总模板范文
试产报告汇总模板范文一、试产背景本次试产工作是针对产品X进行的,旨在测试产品X在实际生产环境下的可行性和效果,并为产品的正式生产提供一些宝贵的经验总结和改进建议。
试产期间,我们根据预定的计划和方案,对产品X进行了各项实验和测试,并对试产过程进行了全面记录和总结。
二、试产目标与任务1. 目标:评估产品X的生产工艺、生产效率和产品质量,并判断其是否满足生产要求。
2. 任务:- 搭建试产生产线,对产品X进行小批量生产;- 根据生产要求和工艺流程进行操作,并监控关键参数;- 测试产品X的性能和检验其质量;- 收集数据和反馈意见。
三、试产过程1. 搭建试产生产线我们根据产品X的生产工艺流程和要求,搭建了试产生产线。
生产线共包括原料准备、生产加工、成品包装三个环节。
在搭建过程中,我们按照工艺要求确定设备配置和工位布置,并进行了相关培训和操作指导。
2. 小批量生产与测试试产期间,我们进行了多次小批量生产,并按照质量标准进行了产品检验。
我们对生产过程中的关键参数进行了监测和记录,通过分析数据得出了一些结论和改进建议。
3. 数据收集与分析我们收集了试产期间的各项数据,包括原料消耗、生产产量、生产效率、产品质量等。
通过对这些数据的分析,我们对产品X的性能进行了评估,并给出了一些改进的建议。
四、试产结果与结论经过试产期间的工作,我们得出了以下结论和结论:1. 产品X的生产工艺流程基本可行,但还存在一些细节需要优化改进。
2. 生产过程中的关键参数对产品质量的影响较大,需要加强监控和控制。
3. 产品X的生产效率较高,达到了预期要求。
4. 产品质量满足要求,但在一些细节方面仍有待提高。
五、改进建议针对试产过程中的问题和不足,我们提出以下改进建议:1. 优化工艺流程,减少生产中的瓶颈环节。
2. 加强关键参数的监控和控制,降低次品率。
3. 进一步提高生产效率,争取扩大产能。
4. 加强员工培训,提高操作技能和质量意识。
六、总结与展望通过本次试产工作,我们对产品X的生产工艺和生产效果有了更深入的了解,并提出了一些改进建议。
试产报告汇总模板范文
试产报告汇总模板范文该实验旨在测试新产品的性能和可行性,以确定其是否符合预期要求并进一步改进。
该报告汇总了试产阶段的各项工作结果。
试产产品概述•产品名称:XXX•产品型号:XXX•试产数量:XXX•试产日期:XXXX年XX月XX日至XXXX年XX月XX日•试产负责人:XXX试产流程概述1.设计和制造样品。
2.进行初步测试并优化产品。
3.进行其他必要的测试。
4.生产一批试产产品。
5.进行成本和效益分析。
试产结果设计和制造样品在产品设计阶段,我们通过不断的讨论和修改,制作了多个设计样品,最终确定了最优设计。
初步测试和优化产品在试产初期,我们开展了多次测试,以确定产品的原材料和生产工艺。
在这个阶段,我们发现了一些问题,并加以解决。
问题包括:•管道设计不佳。
•清洗工艺需要完善。
其他必要的测试在试产阶段,我们还进行了一些必要的测试,包括:•安全性测试•可靠性测试•性能测试根据测试结果,我们对产品进行了必要的修改,以确保产品符合质量标准。
生产一批试产产品最终,我们生产了一批试产产品,经过多次测试,这些产品符合质量标准,可以进入下一阶段的批量生产。
成本和效益分析通过试产阶段的测试和分析,我们得出了以下结论:•成本分析:XXX元/个•期望售价:XXX元/个•预计销售利润率:XX%总结本试产报告汇总了试产阶段的各项工作结果。
在这个阶段,我们不断地优化和改进产品,确保产品达到标准,并在未来的批量生产中提供更大的生产效益和更好的经济效益。
试产报告模板
白屏无SIM声卡道无声不开机 右
3 3 32
定屏 2
其他 30
百分比 40 13 5 4 3 3 3 2 2 2 2 2 1 1 19
累积 % 40 52 57 61 64 67 69 71 73 75 77 79 80 81 100
Page 7
二、功能测试数据分析
2.3:功能测试不良TOP3分析
序号 不良现象
原因分析(维修填写)
改善措施(责任单位填写)
责任人
完成 时间
跟踪人
TOP1
下载无反 应*63
TOP2
不检SIM 卡*20
TOP3 AFC*8
Page 8
三、产品量产总结分析
3.1:产品量产总结数据
工序 炉后QC
SMT 终检定位 下载
功能测试 BFT 点屏
100% 99% 98% 97% 96% 95% 94% 93% 92% 91%
Page 6
汇总 百分比
二、功能测试数据分析
2.2:功能测试不良情况(按不良现象分)
不良现象 的 Pareto 图
160
100
140
120
80
100
60
80
60
40
40
20
20
0
0
不良现象 下载无反不应检SIM卡 汇总 63 20
A蓝FC牙失败 86
BAFGT5C无反下应4载GS变M红-4GSMA9P03C0-PFE3R
二、功能测试数据分析 2.1:功能测试良率数据 ----------------------- Page 6 2.2:功能测试不良情况(按现象分)------------- Page 7 2.3:功能测试不良TOP3分析 ------------------- Page 8
smt试用期工作总结报告

smt试用期工作总结报告SMT试用期工作总结报告一、工作概况在XX年XX月至XX年XX月的试用期间,我作为一名实习生加入了XX部门的SMT团队,负责SMT生产线的管理和维护工作。
在这段时间里,我深入了解了SMT生产线的工作流程和相关技术,积极参与了工作,并取得了一定的成绩。
二、工作成果1. 提高了生产效率:通过对生产线设备进行维护和调试,优化了设备的运转参数,有效地降低了故障率,提高了生产效率。
同时,编写了SMT设备操作手册,为操作人员提供了准确的操作指南,减少了误操作带来的生产损失。
2. 改善了生产质量:严格执行了SMT设备的巡检和保养计划,及时发现并处理设备故障,减少了生产中出现的质量问题。
通过对SMT贴片机的精细调试,提高了贴片精度和贴装速度,确保了产品质量。
3. 优化了工作流程:通过与相关部门的沟通和协调,优化了生产计划和物料供应,缩短了生产周期,提高了生产效率。
同时,我针对SMT生产线的瓶颈环节进行了深入的研究和改进,通过改善设备设置和操作流程,提高了工作效率。
4. 积极参与问题解决:在工作中,遇到了不少技术难题和设备故障,我积极参与了问题的调试和解决,在与同事和上级的合作下,顺利解决了一系列的技术问题,确保了生产线的正常运转。
三、收获与反思1. 技术能力的提升:在SMT试用期期间,我深入学习了SMT设备的原理和工作流程,并通过实践掌握了相关调试和维护技术。
在与同事的交流和学习中,我不断提高自己的技术能力,为部门的工作做出了一定的贡献。
2. 团队合作能力的锻炼:通过与同事的合作,我学会了在团队中协调和沟通,充分发挥团队的力量解决问题。
同时,我也意识到自己在团队合作方面还有待提高,应更加注重与他人的沟通和合作,提高团队的工作效率。
3. 思维方式的改变:在工作中,我学会了从问题的角度出发进行思考,并寻找解决方案。
在遇到技术问题时,我会主动查找资料和请教他人,积极探索解决方案。
这种主动与积极的思维方式帮助我更好地解决问题,并取得了一定的成果。
试产报告
七.生产制程中不良现象描述:
7.1 锡浆印刷后不良分析
面板 不良项目 不良數 不良率
原因分析
320±10℃ 350±10℃
在同一点执锡时间不超 过3秒钟
对策
责任人
保存期限:一年
第5页
表单编号:TFK-FME002A
7.2 炉前目检不良分析 面板 不良项目 不良數 不良率
原因分析
7.3 X-Ray 检查工位不良分析 面板 不良项目 不良數 不良率
XXXXXXXXXXXXXXXXXXXX有限公司
XXXXXXXXX(Shenzhen) Co.,Ltd.
XXXXXXXXXXXXXXXXXXXXXXX
2/F,North Block XX,Shatoukok Free Trade ZoneX, XXXXXXXX,China,XXXXXXXXXX
Tel : +XXXXXXXXX
工时(S/PAN)
5.2 BOT面工位排拉与平衡状况
序号
作业名称
人员配置
1
刮浆、丝印目检
2 Assembleon AX501贴片机贴片 3 Assembleon AX201机贴片
4
炉前目检
5
回流焊接
6
炉后目检(一)
7
炉后目检(二)
8
炉后目检(三)
9
修理
设备、 工装治具 、 仪器 MPM2000കΙዚq፻ၣqࠬq፼ᆉחዚq፻Ւɠ
4
炉前目检
5
回流焊接
6
炉后目检(一)
7
炉后目检(二)
8
SMT试产总结报告

目视检查板边毛 刺
依目检顺序依次 检查指定物料
工具 辅料
HAKK0-937 900M-T-K HSE11-05018910
防静电手腕带
无铅锡条,助焊 剂
手动分板夹具
4X放大镜
工艺注 意事项
1.烙铁温度: CHIP 350±10 ℃; IC 排插 380±10℃. 2. 修理板需反回 AOI测试
须检查元件盒内 P/N及规格是否 正确
→
QA
R 不良品修理 1
7 手插器件 1 将器件手动插入 指定位置处
8
波峰焊接
9 手动分板 1 将整板PCBA分成 一小块
10 QA 1 按AQL抽取PCB检 查
1 操作员上料 对 料 接料 机器自 动贴裝元件
不良维修
检查 手法
自检修理点及周 边位置有无不良
根据位置图检查
根据排位表上 料.换料和對料,
MP-315 SB 主板试产总结报告
NEW MODEL MP-315 SB PV完了总结报告
Content
1. SMT PV报告 2. HI PV报告 - PV生产关联ISSUE - NEW MODEL辅材用量现况 - NEW MODEL产能分析
2012.02.16
SMT PV报告
目
1. 客 户 信 息
峰值温度范围
230 ℃~245 ℃
242.1 ℃
3.8、回流焊接效果
生产后PCBA:
焊接效果图 效果 判定 焊接 效果 判定 合格 合格 合格 合格 合格 电容 焊接效果 电阻 焊接效果 排插 焊接效果 SOP 焊接效果 QFP 焊接效果
4. 自工程不良统计
目视检查不良现况:
不良位置
无不良
smt试产报告模板

smt试产报告模板
smt试产报告模板
smt试产报告模板
篇一:SMT试产报告
部门:SMT 时间:2015/04/20 报告人:周海洋一:试产状况
1.1制造文件 :
1.2替代料使用情形
1.3实际用料与BOM差异使用情形
1.4手摆零件:
二:试产跟进
三:产品状况
四:试产总结
试产良率需达到98%,试产结果可为PASS.
篇二:SMT试产报告
SMT新机种试产报告
部门:
时间:报告人:
一:试产状况
1.1制造文件 :
1.2代用料使用情形
1.3实际用料与BOM差异使用情形
1.4手摆零件:
1.5.确认项目:
二:试产跟进
三:产品状况
四:试产总结
试产良率需达到98%,试产结果可为PASS.
篇三:SMT试产跟踪记录表
机种名:
试产数量:
锡膏/红胶品牌:
炉温曲线设置 (NS—800)
日期:
链速直通率:
试生产中不良现象详细描述:应急措施及永久对策:制定:
审核:。
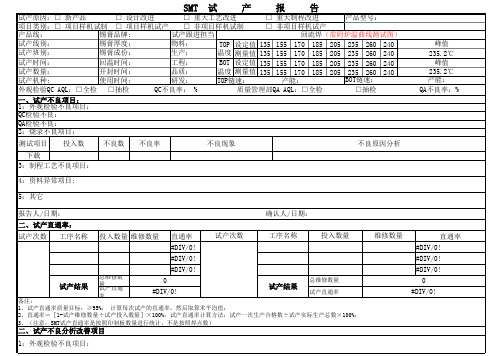
试产报告-SMT专用
峰值 235.2℃ 峰Biblioteka 235.2℃ 产能: QA不良率:%
确认人/日期: 试产次数 工序名称 投入数量 维修数量 直通率 #DIV/0! #DIV/0! #DIV/0! 试产结果
总维修数量 试产直通率
0 #DIV/0!
0 #DIV/0!
备注: 1、试产直通率质量目标:≥95%; 计算每次试产的直通率,然后取算术平均值; 2、直通率=[1-试产维修数量÷试产投入数量]×100%;试产直通率计算方法:试产一次生产合格数÷试产实际生产总数×100%; 3、(注意:SMT试产直通率是按照印制板数量进行统计,不是按照焊点数)
二、试产不良分析改善项目 1:外观检验不良项目:
SMT
试产原因:□ 新产品 项目类别:□ 项目样机试制 □ 设计改进 □ 项目样机试产 2:功能测试不良分析改善项目: 3:制程工艺不良分析改善项目: 4:资料异常项目: 5:其它 三、改善效果跟踪确认 跟踪人/日期: 四、试产结论
□试产通过 □试产未通过 试产未通过原因说明: □试产有条件通过,须完成如下改善:
试
产
报
告
产品型号:
□ 重大工艺改进 □ 非项目样机试制
□ 重大制程改进 □ 非项目样机试产
确认人/日期:
序号 1 2 3 编制/日期:
待改善项目
改善措施
要求完成时间
责任人
审核/日期:
SMT
试
产
报
告
试产原因:□ 新产品 □ 设计改进 □ 重大工艺改进 □ 重大制程改进 产品型号: 项目类别:□ 项目样机试制 □ 项目样机试产 □ 非项目样机试制 □ 非项目样机试产 锡膏品牌: 试产跟进担当 产品线: 回流焊(需附炉温曲线测试图) 试产线别: 物料: 锡膏厚度: TOP 设定值 135 155 170 185 205 235 260 240 温度 测量值 135 155 170 185 205 235 260 240 试产班别: 锡膏成份: 生产: 试产时间: 回温时间: 工程: BOT 设定值 135 155 170 185 205 235 260 240 温度 测量值 135 155 170 185 205 235 260 240 试产数量: 开封时间: 品质: 试产机种: 使用时间: 研发: TOP链速: 产能: BOT链速: 外观检验QC AQL:□全检 □抽检 QC不良率: % 质量管理部QA AQL:□全检 □抽检 一、试产不良项目: 1:外观检验不良项目: QC检验不良: QA检验不良: 2:烧录不良项目: 测试项目 投入数 不良数 不良率 不良现象 不良原因分析 下载 3:制程工艺不良项目: 4:资料异常项目: 5:其它 报告人/日期: 二、试产直通率: 试产次数 工序名称 投入数量 维修数量 直通率 #DIV/0! #DIV/0! #DIV/0! 试产结果
电气有限公司模板新产品试产报告

电气有限公司SMT新产品试产报告客户机种名称PCB P/N试流数量试流日期制訂審核核准CP.Lee [挑選日期] 部门会签市场SMT PTH 计划资材质量11 SMT 品質狀況彙總(附QC 品質報表)不良率(%)主要不良現象Top 1 Top 2 Top 3 SMT不良率現象 對策2 物料主要問題彙總3 生產作業主要問題彙總SMT4 產品設計主要問題彙總(附DFM 可制造性设设计审核表)5 下次生產作業注意事項物料 SMT6 SMT 工序/技術參數6.1 辅料序号 名 称品牌/规格单位用量备注6.2SMT印刷机参数印刷机参数top面选用:钢刮刀:口胶刮刀:口Bot面选用:钢刮刀:口胶刮刀:口印刷压力(Mpa)印刷起点(mm)印刷长度(mm)起点偏移(mm)印刷速度(mm/sec)后刮刀压力(kg)前刮刀压力(kg)脱膜长度(mm)脱膜速度(mm/sec)脱膜高度(mm)刮刀慢速升起(mm/sec)刮刀慢速下降(mm/sec)网板清洁次数6.3回流焊工艺参数设置TOP面(单位:℃):温区一区二区三区四区五区六区七区八区九区十区输送速度cm/min上温区下温区TOLO Reflow风量1-3(Hz)4-6(Hz)7-8(Hz)冷卻區BTU Reflow风量#1 #2 #3 #46.4回流焊工艺参数设置BOt面( (单位:℃)温区一区二区三区四区五区六区七区八区九区十区输送速度2cm/min 上温区下温区TOLO Reflow风量1-3(Hz)4-6(Hz)7-8(Hz)冷卻區BTU Reflow风量#1 #2 #3 #4 6.5AOI工艺参数设置序号测试程序名称可测率(%)误测率(%)无法测试数量元件位號3。
smt产品质量分析报告模板

smt产品质量分析报告模板[产品名称]质量分析报告1. 产品信息产品名称:[产品名称]产品型号:[产品型号]生产日期:[生产日期]生产厂商:[生产厂商]2. 质量评估2.1 外观质量通过对[产品名称]产品外观进行细致观察和检测,我们得出以下结论:- 外观整体工艺精细,没有明显的瑕疵和损坏;- 外壳材料和质感良好,没有明显的漏塑、开胶和色差问题;- 按键、接口和连接件的质量良好,没有松动和断裂。
2.2 电气性能对[产品名称]产品的电气性能进行测试,以下是测试结果:- 电源稳定性良好,无明显的电压波动和噪音干扰;- 产品功耗符合设计要求,能够正常运行并保持长久稳定;- 产品充电效率满足标准要求,并能够在合理时间内充满;- 音频输出清晰,没有杂音和失真;- 产品的无线连接功能稳定,与其他设备的配对和传输顺畅。
2.3 功能性能对[产品名称]产品的功能性能进行测试,以下是测试结果:- 产品的各个功能模块都能够正常启动和运行;- 操作界面流畅,反应迅速,并且没有明显的延迟问题;- 产品的各项功能设定和设置可以正常工作,并且具有一定的自定义性;- 产品的防水、防尘能力良好,能够保持正常工作状态。
3. 质量改进建议基于以上的质量评估,我们对[产品名称]的质量表现持肯定态度,但也提出以下改进建议:- 进一步完善产品的外观设计,提高外壳材料的耐用性和抗磨损性;- 在生产过程中加强工艺控制,确保产品的每一道工序都符合质量标准;- 深入挖掘用户使用体验,并据此优化产品的功能和操作界面;- 持续加强产品的质量监控和测试工作,及时发现和解决潜在质量问题。
4. 总结通过对[产品名称]进行综合质量分析,我们得出结论:该产品在外观质量、电气性能和功能性能方面表现良好,具备高品质和可靠性。
然而,为了进一步提升产品质量和用户满意度,我们推荐生产厂商采纳上述改进建议,并严格执行,以不断提高产品的竞争力和市场份额。
备注:以上质量评估结果仅针对测试样品进行,实际产品质量以实际生产为准。
smt试产工作总结

smt试产工作总结
SMT试产工作总结。
在SMT(表面贴装技术)生产过程中,试产工作是非常重要的一环。
试产工
作的质量和效率直接影响到产品的质量和生产进度。
在过去的一段时间里,我们团队进行了一系列SMT试产工作,现在我来总结一下这段时间的工作情况。
首先,我们在试产工作中注重了团队合作和沟通。
在试产过程中,不同岗位的
工作人员需要密切合作,确保每个环节都能顺利进行。
我们通过定期的会议和沟通,及时解决了一些生产过程中的问题,保证了试产工作的顺利进行。
其次,我们注重了设备的维护和保养。
SMT生产线上的设备是试产工作的重
要保障,我们定期对设备进行维护和保养,确保设备的稳定性和可靠性。
这样可以有效地避免设备故障对试产工作造成的影响,提高了试产工作的效率。
另外,我们也注重了员工的技术培训和能力提升。
在试产工作中,员工的技术
水平和工作态度直接影响到试产工作的质量。
我们通过定期的培训和学习,提高了员工的技术水平和工作能力,确保了试产工作的顺利进行。
最后,我们也注重了对试产工作的数据分析和总结。
通过对试产工作的数据进
行分析,我们发现了一些问题和改进的空间,及时进行了调整和改进,提高了试产工作的质量和效率。
总的来说,我们在这段时间的SMT试产工作中取得了一些成绩,但也存在一
些不足之处。
我们会继续努力,不断改进和提高试产工作的质量和效率,为公司的生产工作做出更大的贡献。
关于smt实验报告
关于smt实验报告
篇一:SMT试验报告书
实训报告
实训题目:
实训地点:
指导老师:
同学年级:
同学学号:
实训时光:
一. 实训目的
1. 通过该实训,使同学熟悉SMT组装过程中常用的元器件类别,
标识。
对表面组装器件有一个感性的熟悉。
2. 在实训过程中,学习最基本的元器件的识别办法,了解元器件在SMT生产过程中的应用及作用。
二. 实训要求
1.服从指导老师的指导。
2.实训过程不要将无关的物品带入实训室。
3.不要损坏实训器材。
4.不要操作与本次实训无关的软件。
三. 实训时光
第五周周一第一大节
四. 实训地点
一教楼五楼507机房
五. 实训总结
1) 表面贴装元器件的特点、分类
①如何区分贴片电阻与贴片电容?在PCB板上的标识是什么?
贴片电阻都是黑色的并且实物上都印有该电阻的阻值或阻值的代
第1页共9页。