铣床的电气控制
铣床的电气控制
6
讲解要点 及注意事 项
强调安全 及注意事 项
十字手柄控制情况
手柄位置 工作台运动方向 离合器接通的丝杆 压下的行程开关 接触器的动作 电动机的运转
上
向上进给或快速向上
垂直丝杆
SQ3
KM4
采取M2以正点转
下
向下进给或快速向下
垂直丝杆
SQ4
KM3 带面,M2分反组转
前
向前进给或快速向前
横向丝杆
SQ4
SHale Waihona Puke 2、SB3 是分别装在机床两边的启动按钮,可进行两地操作,
SB4、SB5 是制动停止按钮,SA4 是电源换相开关,改变 M1 的转向,
KM1 是主轴电动机启动接触器,KM2 是反接制动接触器,SQ7 是与
主轴变速手柄联动的冲动行程开关。
①主轴电动机启动时,要先将 SA4 扳到主轴电动机所需要的
旋转方向,然后在按启动按钮 SB2 或 SB3 启动 M1,在主轴启动的
离合器,为垂直传动丝杆的转动作好准备,另一方面它使行程开
关 SQ4 动作,SQ4(16-17)断开,SQ4(19-27)闭合,接触器 KM3
线圈通电,M2 反转,工作台向下运动。
将手柄扳至向前位置,联动机构拨动垂直传动丝杆的离合器
使它脱开,而将横向传动丝杆的离合器接通进行传动,由横向传
动丝杆使工作台向前运动。
③工作台快速移动控制。在铣床不进行铣削加工时,工作台
SB5,首先其常闭触点 SB4(5-10)或 SB5(10-11)断开, KM1 生更好地掌
线圈断电释放,主轴电动机 M1 断电,但因惯性继续旋转,将停止 握控制电路
按钮 SB4 或 SB5 按到底,其常开触点 SB4(5-6)或 SB5(5-6)闭 的动作过程
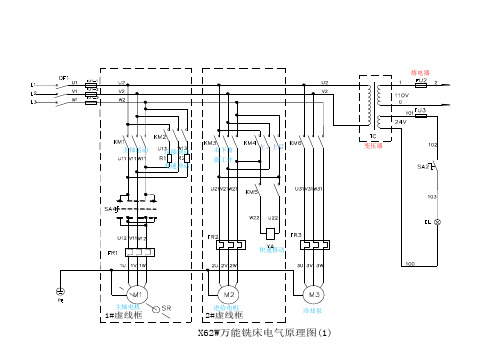
X62W万能铣床电气控制原理图及过程
一、X62W万能铳床电气统造对于象之阳早格格创做X62W型卧式一般铳床电气本理图.该机床公有三台电效果:Ml 是主轴电效果,正在电气上需要真止起动统造与造就赶快停转统造,为了完毕族锦与IR铳,还需要正反转统造,别的还需主轴脚时造动以完毕变速收留历程.M2是处事台进给电效果,X62W万能烧床有火仄处事台战圆形处事台,其中火仄处事台不妨真止纵背进给(有安排二个进给目标)、横背进给(有前后二个进给目标)战降落进给(有上下二个进给目标),圆处事台转化等四个疏通,铢床目前只可举止一个进给疏通(一般铢床上没有克没有及真止二个或者以上多个进给疏通的妖现),通过火仄处事台收配脚柄、圆处事台变换启关、纵背进给收配脚桶、十字复式收配脚柄等选定,选定后M2的正反转便是所选定让给疏通的二个进给目标.YA是赶快牵引电磁铁.当赶快牵引电磁铁线圈通电后,牵引电磁铁通过牵引赶快离合器中的对接统造部件,使火仄处事台与赴怏离合器对接真止赴怏移动,当YA断电时,火仄处事台睨后赶快离合器,回复缓速移现.M3是热切泵电效果,唯有正在主轴电效果Ml起动后,热却泵电效果才搞起现.X62W月能铳床电气元件标记及其功能电气元件标记称呼及用途电气元件标记称呼及用途Ml主轴电效果SQ6进给变速统造启关M2进给电效果SQ7主轴变速造动启关M3热却泵电效果SAl圆处事台变换启关KMl热划泵电效果起停统造交战器SA3热划泵变换启关KM2反接造动统造交微器SA4照明灯启关KM3主电效果起停统造交战器SA5主轴换背启关KM4、KM5进给电效果正转、反转统造交战器QS电源断绝启关KM6快移统造交战器SBkSB2分段正在二处的主轴起动按钮KS速度继电器SB3、SB4分设正在二处的主轴停止按钮YA赶快移助电磁铁线圈SB5、SB6处事台赶快移动按钮R限流电阻FRl主轴电效果热继电器SQI处事台背左进给路程启关FR2进给电效果热维电器SQ2处事台背左进给珞程启关FR3热却泵热继电器SQ3处事台背前、进与进给珞程启关TC变压器SQ4处事台背后、背下进给路程启关FU1~FU4熔断二、能源电路识读1.主轴转化电路三相电源通过FUl熔断器,由电源断绝启关QS引进X62W万能铳床的主电路.正在主轴转化区中,FRl是热继电器的加热元件,起过载呵护效率.KM3主触头关合、KM2主触头断启时,SA5推扰启关有厦铳、停、题籍三个变换位子,分刖统造Ml主电效果的正转、停、反转.一往KM3主触头断启,KM2主触头关合,则电源电流经KM2主触头、二相限流电阻R正在KS速度继电器的机共下真止反接造动.与主电效果共轴拆置的KS速度维电器检测元件对于主电效果举止速度监控,根据主电效果的速度对于接正在统造线路中的速度维电器触头KSLKS2的关合与断启举止统造.2.进给疏通电路KM4主触头关合、KM5主触头断启时,M2电效果正转.反之KM4主触头断后、KM5主触头关适时,则M2电效果反转.M2正反转功夫,KM6主触头处于断后状态时,处事台通过齿轮变速箱中的缓速传动门路与M2电效果相联,处事台做缓速自动进给;一往KM6主触头关合,则YA赴快进给磁铁通电,处事台通过电磁离合器与齿轮变速箱中的赶快疏通传研门路与M2电效果相联,处事台做赶快移动.3.热却泵电路KMl主触头关合,M3热却泵电效果单背运止;KMl断启,则M3停转.主电路中,MkM2、M3均为齐压起动.三、统造线路识读TC变压器的一次侧接进接流电压,二次恻分别接⅛127V与36V二路二相接流电,其中36V供给照明线路,而127V则供给统造线路使用.1.主轴电效果统造1)主轴电效果齐压起动主轴电效果Ml采与齐压起动办法,起动前由推扰启关SA5采用电效果转背,统造线珞中SQ71断后、SQ72关适时主输电效果处正在仄常处事办法.按下SBl或者SB2,通过3、8、12、SBl(或者SB2)、13、14收路,KM3线圈接通,而16区的KM3常启辅帮触头关合产死自能.主轴转化电路中果KM3主触头关合,主电效果Ml 按SA5所选转背起动.2)主轴电弱体造助统造按下SB3或者SB4时,KM3线圈果天圆收路断路而断电,引导主轴转仇电路中KM3主触头断后.由于统造线路的U区与13区别别接进了二个受KS速度维电器统造的触头KSl(正背触头)、KS2(反背触头).按下SB3或者SB4的共时,KSl或者KS2触头中总有一个触头会果主轴转速较下而处于关合状态,即正转造动时KSl关合,而反转造动时KS2关合.正转造动时通过8、SB3、11、9、KM3、10收路,反转造动时通过8、SB4、9、KM3、10收路,皆将使KM2线圈通电,引导主轴转化电路中KM2主触头关合.主轴转化电路中KM3主触头断启的共时,KM2主触头关合,主轴电效果Ml中接进通过限流的反接造动电流,垓电流正在Ml电效果转子中爆收造研转矩,对消KM3主触头断后后转子上的惯性转矩使Ml赴怏落速.当Ml转速靠近整速时,本先脆持关合的KSl或者KS2触头将断启,KM2线圈会果天圆收路断珞而断电,进而即时卸除转子中的造动转矩,使主轴电效果MI停转.SBl与SB3、SB2与SB4二对于按钿分别位于X62W万能铳床二个收配里板上,真止主轴电效果MI的二天收配统造.3)主轴变速造动统造主轴变速时既可正在主轴停转时举止,也可有主轴运止时举止.当主轴处于运止状态,推出变速收配脚桶将使变速启关SQ71、SQ72触动,即SQ71关合、SQ72断启.SQ72率先断启12区中的KM3线圈天圆收路,而后SQ71通过3、7、KM3、10收路,使15区中的KM2线圈通电.主轴转化电路中KM3主触头率先断启、KM2主触头随后关合,主电效果Ml反接造动,转速赶快落矮并停车,包管主轴变速历程成功举止.主轴变速完毕后,推回变速收配脚柄,KM2主触头率先断合,KM3主触头随后关合、主轴电效果Ml正在新转速下沉新运止.2.进给电效果M2统造唯有14-16区中的SBUSB2、KM3三个触头中的一个触头脆持关适时,KM3线圈才搞通电,而线圈KM3通电之后,进给统造区战赶快进给区的统造线珞部分才搞接进电流,即X62W 万能扰床的让给疏通与刀架赶怏疏通惟有正在主输电效果起现运止后才搞举止.1)火仄处事台以背进给统造火仄处事台安排纵背进给前,机床把持里板上的十字复合脚桶报到“中间”位子,使处事台与横背前后进给板滞离合器、共时与上下降落进给板滞离合器脱启;而圆处事台变换启关SAl 置于“断启”位子,使圆处事台与圆处事台转化板滞离合器也处于脱启状态.以上收配完毕后,火仄处事台安排以背进给疏通便可通过纵背收配脚柄与路程启关SQlSSQ2推扰统造.纵背收配脚柄有左、停、左三个收配位子.当脚柄板到“中间”位子时,纵背板滞离合器脱启,路程启关SQll(19区)、SQ12(20区)、SQ21(21区)、SQ22(20区)没有受压,KM4与KM5线图均处于断电状态,主电路中KM4与KM5主触头断后,电效果M2没有克没有反转化,处事台处于停止状态.纵背脚柄扳到“左”位时,将台上纵背进给板滞离合器,使路程启关SQl压下(SQII关合、SQ12断启).果SAl置于“断启”位,引导SAll关合,通过SQ62、SQ42、SQ32、SAlkSQlk17、18的收路使KM4线圈通电,电效果M2正转,处事台左移.纵背脚柄扳到“左”位时,将压下SQ2而使SQ21关合、SQ22断启,通过SQ62、SQ42、SQ32、SAll、SQ21、19、20的收路使KM5线圈通电,电效果M2反转,处事台左移.2)火仄处事台横背进给统造当纵背脚柄板到“中间”位子、圆形处事台变换启关置于“断启”位子时,SAlKSA13接通,处事台进给疏通便通过十字复合脚柄分歧处事位于采用以及SQ3、SQ4推优决定.十字复合即柄扳到“前”位时,将台上横背进给板滞离合器并压下SQ3而使SQ31关合、SQ32断启,果SAILSA13接通,S以经15、SA13s SQ22、SQI2、16、SAlKSQ31、17、18的收路使KM4线圈通电,电效果M2正转,处事台横背前移.十字复合脚柄板到“后”位时,将合上横背进给板滞离合器并压下SQ4而使SQ41关合、SQ42断启,果SA11、SA13接通,S以经15、SAI3、SQ22、SQ12s16、SAILSQ41、19、20的收路使KM5线圈通电,电效果M2反转,处事台横背后移.3)火仄处事台降落进给统造十字复合脚柄板到“上”位时,将合降下落进给板滞离合器并压下SQ3而使SQ31关合、SQ32断启,果SAlUSA13接通,S以经15、SAI3、SQ22、SQ12s16、SAILSQ31、KM5常关辅帮触头的收路使KM4线圈通电,电效果M2正转,处事台上移.十字复合脚柄板到“后”位时,将合降下落进给板滞离合器并压下SQ4而使SQ41关合、SQ42断启,果SAlUSA13接通,S以经15、SAI3、SQ22、SQI2、16、SAll s SQ4KKM4常关辅帮触头的收路使KM5线圈通电,电效果M2反转,处事台下移.4)火仄处事台正在安排、前后、上下任一个目标移幼时,若按下SB5或者SB6,KM6线圈通电,主电路中果KM6主触头关合引导牵引电磁铁线圈YA通电,于是火仄处事台接上赶快离合器而往所采用的目标赶快移研.当SB5或者SB6按钮紧后时,赶快移动停止并回复缓速移现状态.牵引电磁铁的结构睹图37.5)火仄处事台进给联城统造如果展展只对于纵背收配脚柄(采用左、左进给目标)与十字复合收配删柄(采用前、后、上、下进给目标)中的一个脚柄举止收配,必定只可采用一种进给疏通目标,而如果其时收配二个脚柄,便须通过电气互锁预防火仄处事台的疏通搞涉..由于受纵背脚柄统造的SQ22、SQ12常关触头串接正在20区的一条收路中,而受十字复合收配脚桶统造的SQ42、SQ32常关触头串接正在19区的一条收路中,假若共时收和纵背收配脚柄与十字复合收配脚桶,二条收珞将共时切断,KM4与KM5线圈均没有克没有及通电,处事台启动电效果M2便没有克没有及起动运止.6)火仄处事台进给变速统造变速时背中推出统造处事台变速的蘑菇形脚轮,将触动启关SQ6使SQ62率先断启,线圈KM4或者KM5断电;随后SQ61再关合,KM4线圈通过15、SQ61、17、KM4线圈、KM5常关触头收路通电,引导M2瞬时停转,随即正转.若M2处于停转状态,则上述收配引导M2正转.蘑菇形脚轮转化至所需进给速度后,再将脚轮推回本位,那一收配历程中,SQ61率先断启,SQ62随后关合,火仄处事台以新的进给速度移动.7)圆形处事台疏通统造为了夸大X62W万能就床的加工本领,可正在火仄处事台上拆置圆形处事台.使用圆形处事台时,处事台纵背收配脚柄与十字复合收配脚桶均处于中间位于,圆形处事台变换启关SAl则置于“接通”位,此时SA12关合、SAll战SAB断后,通过15、SQ62、SQ42、SQ32、16、SQl2、SQ22、SAI2、17、18的收路使KM4线圈通电,电效果M2正转并戴助圆形处事台单背回转,其回转速度也可通过变速脚轮安排.由于圆形处事台统造收相中串联了SQ42、SQ32、SQI2、SQ22等常关辅帮触头,S以扳动火仄处事台任性一个目标的进给收配脚桶时,皆将使圆形处事台停止回转疏通.3.热却泵电效果M3统造SA3变换后关置于“启”位时,KMl线圈通电,热却泵主电路中KMI主触头关合,热却泵电效果M3起动供液.而SA3置于“关”位时,M3停止供液.4.照明线路与呵护关节机床局部照明由TC变压器供给36V仄安电压,变换启关SA4统造照明灯.当主轴电效果MI过载时,FRI动做断启所有统造线路的电源;进给电效果M2过载时,由FR2动做断启自己的统造电源;而当热划泵电效果M3过我时,FR3动做便可断启M2、M3的统造电源.FUKFU2真止主电路的短路呵护,FU3真止统造电路的短路呵护,而FU4则用于真止照明线路的短路呵护.。
铣床镗床电气原理图
3R1
4R1
后限
前限
3R2
4R2
3R3
4R3
主接触器
3R4
4R4
自锁
3R5
4R5
3R
4R
1#虚线框
大车
2#虚线框
主接触器
20/5t行车主要部分电气原理图(1)
上升
下降
松闸
抱闸电磁铁
5R1 5R2 5R3 5R4 5R5 5R6
5R
主钩
熔断器
欠电压继电器
主钩上限 SQa
S1
S2 S3
S5 S6 S4 S7 S8 S9 S10 S11 S12
反转供电
低速△
快速前进 快速后退
YY 高速 快速前进 快速后退
主钩过电流
主接触器 总过电流
小车左右
大车前后
启动
左 左限
后
1P 开关 右
左右零位
右限
总过电流
门开关 前
前后零位
2R1 2R2 2R3 2R4 2R5
注:本原理图省略了副钩控制部分、 M1~M3的过电流保护和横梁限位开关 等安全防护部分
2R 小车
下
上
右
前
左
后
正/反转速
主轴启动
自锁
冷却泵
制动串电阻 冲动串电阻
3#虚线框
4#虚线框
主轴运动
右、下、前
左 上、后
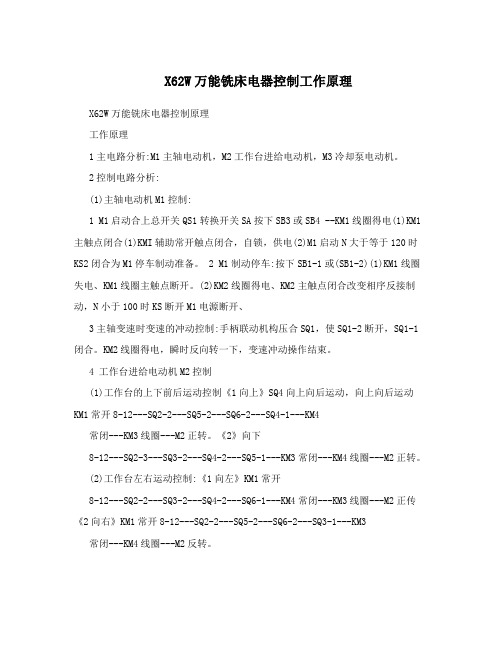
X62W万能铣床电气原理图(2)
快速 YA
1#虚线框
变压器
快-2 闭合 进给变速时 SQ4-2 闭合 换档时为制动和冲动供电
运行、制动时为 KM1.KM2 供电
停止/制动
冲动正转超速时断开
x62w型卧式万能铣床的电气控制线路原理

x62w型卧式万能铣床的电气控制线路原理x62w型卧式万能铣床是一种常用的金属加工设备,广泛应用于机械制造、航空航天、汽车制造等领域。
作为一种大型设备,其电气控制线路原理起着至关重要的作用。
本文将详细介绍x62w型卧式万能铣床的电气控制线路原理。
x62w型卧式万能铣床的电气控制线路主要由电源系统、控制系统、执行系统以及信号系统组成。
1. 电源系统:电源系统是整个电气控制线路的起源,为铣床提供所需的电力。
一般采用三相交流电源,通过断路器、接触器和变压器等设备将电源供应到控制系统和执行系统。
2. 控制系统:控制系统是x62w型卧式万能铣床的核心部分,它负责对整个设备进行控制和调节。
控制系统主要由控制器、编码器、触摸屏以及各种传感器组成。
其中,控制器是控制系统的核心,它接收来自编码器和传感器的信号,并根据预设的程序进行处理,最终输出控制信号控制铣床的运动。
3. 执行系统:执行系统是控制系统的重要组成部分,负责转化控制信号为机械运动。
执行系统主要包括电机、驱动器和运动部件。
电机是驱动整个设备的动力源,常用的电机有主轴电机和进给电机。
驱动器是将控制信号转化为电机运动的能力,它能够控制电机的转速、转向和进给速度。
运动部件包括主轴、进给机构和工作台等,它们能够根据控制信号实现铣床的各种运动。
4. 信号系统:信号系统是电气控制线路中非常重要的一部分,它负责传递各种信号,包括机械位置信号、工件信息信号和故障报警信号等。
机械位置信号主要由编码器产生,用于测量和反馈机械部件的位置和运动状态。
工件信息信号主要由传感器产生,用于检测工件的位置、尺寸和形状等。
故障报警信号用于监测设备的工作状态,一旦发生异常情况,会通过报警器或显示屏进行提示。
总结起来,x62w型卧式万能铣床的电气控制线路原理包括电源系统、控制系统、执行系统和信号系统四个部分。
电源系统为铣床提供电力,控制系统负责对设备进行控制和调节,执行系统将控制信号转化为机械运动,信号系统传递各种信号以实现铣床的正常工作。
铣床的电气控制
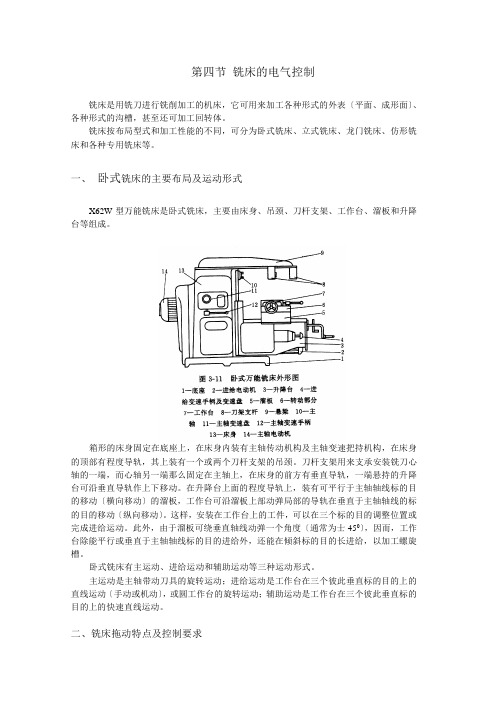
第四节铣床的电气控制铣床是用铣刀进行铣削加工的机床,它可用来加工各种形式的外表〔平面、成形面〕、各种形式的沟槽,甚至还可加工回转体。
铣床按布局型式和加工性能的不同,可分为卧式铣床、立式铣床、龙门铣床、仿形铣床和各种专用铣床等。
一、卧式铣床的主要布局及运动形式X62W型万能铣床是卧式铣床,主要由床身、吊颈、刀杆支架、工作台、溜板和升降台等组成。
箱形的床身固定在底座上,在床身内装有主轴传动机构及主轴变速把持机构,在床身的顶部有程度导轨,其上装有一个或两个刀杆支架的吊颈。
刀杆支架用来支承安装铣刀心轴的一端,而心轴另一端那么固定在主轴上,在床身的前方有垂直导轨,一端悬持的升降台可沿垂直导轨作上下移动。
在升降台上面的程度导轨上,装有可平行于主轴轴线标的目的移动〔横向移动〕的溜板,工作台可沿溜板上部动弹局部的导轨在垂直于主轴轴线的标的目的移动〔纵向移动〕。
这样,安装在工作台上的工件,可以在三个标的目的调整位置或完成进给运动。
此外,由于溜板可绕垂直轴线动弹一个角度〔通常为士450〕,因而,工作台除能平行或垂直于主轴轴线标的目的进给外,还能在倾斜标的目的长进给,以加工螺旋槽。
卧式铣床有主运动、进给运动和辅助运动等三种运动形式。
主运动是主轴带动刀具的旋转运动;进给运动是工作台在三个彼此垂直标的目的上的直线运动〔手动或机动〕,或圆工作台的旋转运动;辅助运动是工作台在三个彼此垂直标的目的上的快速直线运动。
二、铣床拖动特点及控制要求1〕铣床在铣削加工时,小进刀量用高速铣削,反之用低速铣削,要求主传动系统能够调速,并且在各种铣削速度下保持功率不变,即恒功率调速。
为此,主轴电动机采用笼型异步电动机,经齿轮变速箱拖动主轴。
2〕铣床一般有顺铣和逆铣两种加工方式,要求主轴能够正反转,但不需经常变换,只需在加工前预选主轴动弹标的目的。
3〕铣床的主传动系统在空载下迅速起动,但由于传动系统装有惯性轮,惯性大,因此设有电气制动环节。
4〕为使变速时变速箱内齿轮易于啮合,减小齿轮端面的冲击,要求主轴电动机在主轴变速时具有变速冲动,进给电动机在进给变速时也具有变速冲动。
x52k铣床电路工作原理
x52k铣床电路工作原理X52K铣床的电气原理分析主回路主回路由三台交流异步电动机组成,主要由主轴电动机(带动刀架运动)、工作台进给电动机M (带动工作台进行上、下、前、后、左、右运行)、冷却泵电动机M (喷冷却液)。
当闭合电源开关QS的主触点使(31-V31-U3130-W31)接通,通过变压器T反转,当闭合接触器KM进行正转,(KM不会同时闭合KM在控制回路里有介绍);当电动机运行时闭合KM-W33W2-U33)接通使电磁铁线圈YA得电电动机快速运行。
闭合选择开关QS为总熔断器;FU熔断器;FU为照明熔断器。
工作台进给电动机:在(7-16)接通的情况下:碰撞上前行程开关SQ),其主触点闭合,辅助动断触点断开(23-24);断开(17-18)为防止工作台向上或向前运行时向左运行。
碰撞左行程开关SQ5:接通(19-20)线圈KM),其主触点闭合,辅助动断触点断开(23-24);断开(17-22)为防止工作台向左运行时向右或向下后运行。
碰撞下后行程开关SQ接通(19-23)线圈KM),其主触点闭合,辅助动断触点断开(20-21);断开(20-21)为防止工作台向下或向后运行时向左运行。
碰撞右行程开关SQ6:接通(19-23)线圈KM其主触点闭合,辅助动断触点断开(20-21);断开(22-19)为防止工作台向右运行时向下后运行。
此外,主轴起动前,先选择好需要的主轴转速,主轴变速完成后,常闭触点SQ6接通;在主轴换刀制动开关旋置SA2-1(1 –31)闭合位置,换相开关SA5转到需要的方向位置,断路器QF接上电源,按下SB3(或SB4)按钮,KM1线圈得电并自锁,M1电动机起动运转。
如需了解更多关于X52K铣床电路的工作原理,建议咨询专业人士获取帮助。
X62W万能铣床电器控制工作原理
X62W万能铣床电器控制工作原理X62W万能铣床电器控制原理工作原理1主电路分析:M1主轴电动机,M2工作台进给电动机,M3冷却泵电动机。
2控制电路分析:(1)主轴电动机M1控制:1 M1启动合上总开关QS1转换开关SA按下SB3或SB4 --KM1线圈得电(1)KM1主触点闭合(1)KMI辅助常开触点闭合,自锁,供电(2)M1启动N大于等于120时KS2闭合为M1停车制动准备。
2 M1制动停车:按下SB1-1或(SB1-2)(1)KM1线圈失电、KM1线圈主触点断开。
(2)KM2线圈得电、KM2主触点闭合改变相序反接制动,N小于100时KS断开M1电源断开、3主轴变速时变速的冲动控制:手柄联动机构压合SQ1,使SQ1-2断开,SQ1-1闭合。
KM2线圈得电,瞬时反向转一下,变速冲动操作结束。
4 工作台进给电动机M2控制(1)工作台的上下前后运动控制《1向上》SQ4向上向后运动,向上向后运动KM1常开8-12---SQ2-2---SQ5-2---SQ6-2---SQ4-1---KM4常闭---KM3线圈---M2正转。
《2》向下8-12---SQ2-3---SQ3-2---SQ4-2---SQ5-1---KM3常闭---KM4线圈---M2正转。
(2)工作台左右运动控制:《1向左》KM1常开8-12---SQ2-2---SQ3-2---SQ4-2---SQ6-1---KM4常闭---KM3线圈---M2正传《2向右》KM1常开8-12---SQ2-2---SQ5-2---SQ6-2---SQ3-1---KM3 常闭---KM4线圈---M2反转。
(3)工作台进给变速冲动控制:KM1常开8-12---SQ2-1---KM3常闭---KM4线圈---M2反转。
(4)工作台的快速移动:KM1常开8-12---SQ2-2---SB6(SB5)---KM5线圈---YA 得电。
(5)冷却泵电动机M3的控制:SQ4---KM6线圈得电---冷却泵电动机启动。
机床电气控制电路设计

机床电气控制电路设计引言在机床的制造过程中,电路设计起着至关重要的作用。
机床电气控制电路设计涉及到各种传感器、执行器、开关和控制器的选择和配置。
本文将介绍机床电气控制电路设计的基本原则和常用组件,并提供一些实际案例来帮助读者更好地理解。
基本原则机床电气控制电路设计的基本原则是确保系统的可靠性、稳定性和安全性。
以下是一些常见的设计原则:1.分离电源:将电源分为主电源和控制电源,以确保不会因为控制电路故障而影响整个系统的运作。
2.使用合适的传感器:选择适合机床应用的传感器,例如位置传感器、压力传感器和温度传感器等。
3.合理配置执行器:根据机床的具体要求,选择合适的执行器,例如伺服电机、步进电机和液压执行器等。
4.使用适当的开关:选择合适的开关设备,例如按钮开关、刀闸开关和继电器等,确保系统的正常操作。
常用组件PLC(可编程逻辑控制器)PLC是一种专门用于工业控制的计算机设备,能够根据预定程序来控制机床的操作。
PLC通常由中央处理单元(CPU)、输入/输出模块(I/O 模块)和通信模块组成。
PLC的设计要考虑到机床的需求,合理选择适当的输入和输出模块。
通过编程,可以实现对机床的自动化控制。
PLC编程语言常用的PLC编程语言有梯形图(Ladder Diagram)、指令列表(Instruction List)、功能块图(Function Block Diagram)和结构化文本(Structured Text)等。
选择合适的编程语言,可以提高编程效率和可读性。
变频器变频器是控制电动机转速的装置。
它通过改变电源的频率和电压来调整电动机的转速。
变频器能够提供精确的转速控制和启动/停止控制,适用于需要频繁改变转速的机床应用。
电气元件机床电气控制电路设计中常用的电气元件有继电器、断路器、按钮开关和接触器等。
这些元件用于控制电路的开关和保护。
实际案例数控铣床控制电路设计在数控铣床的控制电路设计中,需要考虑到以下几个方面:1.位置控制:选择合适的位置传感器,如光电开关或编码器,以获取工件和刀具的准确位置信息。
常用机床的电气控制

常用机床的电气控制1. 介绍机床是用来加工各种金属和非金属材料的设备。
在机床的工作过程中,电气控制起着至关重要的作用。
电气控制系统通常由多个电气元件和电路组成,用于控制机床的各个功能和动作。
本文将介绍常用机床的电气控制的基本原理和常见的电气控制元件。
2. 电气控制原理机床的电气控制原理是通过操纵电气信号来控制机床的各个功能和动作。
常用的电气控制原理包括开关控制原理、传感器控制原理和数控控制原理。
2.1 开关控制原理开关控制原理是通过机械开关或电磁开关来控制机床的各个功能和动作。
开关控制原理简单直接,适用于一些简单的机床。
例如,通过一个按钮开关来控制机床的启动和停止。
2.2 传感器控制原理传感器控制原理是通过感知机床的工作状态和环境变量来控制机床的各个功能和动作。
常用的传感器包括光电传感器、接近开关、温度传感器等。
例如,通过接近开关来感知工件位置,实现机床的自动送料功能。
2.3 数控控制原理数控控制原理是通过计算机数值控制来控制机床的各个功能和动作。
数控控制系统通常由计算机和运动控制卡等硬件组成,通过高速运算实现对机床的精确控制。
数控控制原理适用于复杂的机床,如铣床、钻床和刨床等。
3. 常见电气控制元件常见的电气控制元件包括开关、继电器、接触器、断路器、变压器和控制电缆等。
3.1 开关开关是最常见的电气控制元件之一,用于控制电路的通断。
常见的开关有按钮开关、转换开关和限位开关等。
按钮开关通常用于手动控制机床的启动和停止,转换开关用于切换机床的功能模式,而限位开关用于感知机床的位置和行程。
3.2 继电器继电器是一种电气控制元件,用于在电路中控制较大电流或电压。
继电器通常由电磁铁和触点组成,当电磁铁通电时,触点闭合或断开,从而控制电路的通断。
继电器可以用于控制机床的电机、灯光和报警等。
3.3 接触器接触器与继电器类似,也是一种用于控制较大电流或电压的电气控制元件。
接触器通常由电磁铁和触点组成,但与继电器不同的是,接触器的触点通常是常闭触点和常开触点的组合。
铣床的电气控制

1.卧式万能铣床的主要结构及运动情况 卧式万能铣床的型号及其含义如图5-3所示。 卧式万能铣床的结构示意如图5 -4所示,它由床身和工作台两大部分组
成。
下一页 返回
5.2 铣床的电气控制线路
固定在底座上的箱型床身4是机床的主体部分,床身固定在底座1上,用 来安装和连接机床的其他部件,在床身内装有主轴的传动机构和变速操 纵机构。在床身上部有水平导轨,其上装有带有导杆支架(一个或两个) 的悬梁5,悬梁可沿水平导轨移动来调整铣刀的位置。铣刀装在由主轴带 动旋转的刀杆上。刀杆支架6装在悬梁的下面用以支撑刀杆,以提高其 刚性,刀杆支架一也可沿悬梁做水平移动。床身的前面装有垂直导轨, 升降台14装在床身前侧面的垂直导轨上,可沿垂直导轨上下移动。在升 降台上部有水平导轨,其上装有可在平行于主轴轴线方向横向移动(前后 移动)的溜板,溜板上部装有可以转动的回转台10。工作台8装在回转台 的导轨上,并能在导轨上做垂直于主轴轴线方向的移动。
上一页 下一页 返回
5.2 铣床的电气控制线路
X62W万能铣床电气控制原理图及过程

X62W万能铣床电⽓控制原理图及过程⼀、X62W 万能铣床电⽓控制对象X62W 型卧式普通铣床电⽓原理图。
该机床共有三台电动机:M1 是主轴电动机,在电⽓上需要实现起动控制与制动快速停转控制,为了完成顺铣与逆铣,还需要正反转控制,此外还需主轴临时制动以完成变速操作过程。
M2 是⼯作台进给电动机,X62W 万能铣床有⽔平⼯作台和圆形⼯作台,其中⽔平⼯作台可以实现纵向进给(有左右两个进给⽅向)、横向进给(有前后两个进给⽅向)和升降进给(有上下两个进给⽅向),圆⼯作台转动等四个运动,铣床当前只能进⾏⼀个进给运动(普通铣床上不能实现⼆个或以上多个进给运动的联动),通过⽔平⼯作台操作⼿柄、圆⼯作台转换开关、纵向进给操作⼿柄、⼗字复式操作⼿柄等选定,选定后M2 的正反转就是所选定进给运动的两个进给⽅向。
YA 是快速牵引电磁铁。
当快速牵引电磁铁线圈通电后,牵引电磁铁通过牵引快速离合器中的连接控制部件,使⽔平⼯作台与快速离合器连接实现快速移动,当YA 断电时,⽔平⼯作台脱开快速离合器,恢复慢速移动。
M3 是冷却泵电动机,只有在主轴电动机M1 起动后,冷却泵电动机才能起动。
X62W 万能铣床电⽓元件符号及其功能电⽓元件符号名称及⽤途电⽓元件符号名称及⽤途M1 主轴电动机SQ6 进给变速控制开关M2 进给电动机SQ7 主轴变速制动开关M3 冷却泵电动机SA1 圆⼯作台转换开关KM1 冷却泵电动机起停控制接触器SA3 冷却泵转换开关KM2 反接制动控制接触器SA4 照明灯开关KM3 主电动机起停控制接触器SA5 主轴换向开关KM4 、KM5 进给电动机正转、反转控制接触器QS 电源隔离开关KM6 快移控制接触器SB1、SB2 分设在两处的主轴起动按钮KS 速度继电器SB3、SB4分设在两处的主轴停⽌按钮YA 快速移动电磁铁线圈SB5、SB6 ⼯作台快速移动按钮R 限流电阻FR1 主轴电动机热继电器SQ1 ⼯作台向右进给⾏程开关FR2 进给电动机热继电器SQ2 ⼯作台向左进给⾏程开关FR3 冷却泵热继电器SQ3 ⼯作台向前、向上进给⾏程开关TC 变压器SQ4 ⼯作台向后、向下进给⾏程开关FU1~FU4 熔断器&ff^t 圭铺施射挖解屯 J S 师 W1 2 3 4 5 6 T薛如杲怏速堆堵⽼转前下右吕 9 10 11 12 15 1-1 15 16 1T 13 19 ?0 21 22 22m ⽇T5気sEM 列⼚淡忌Ki 2—D - 5 Ei1A 2 _z 2 £12s LIL Ijn* .TL2212通⼆、动⼒电路识读1.主轴转动电路三相电源通过FU1 熔断器,由电源隔离开关QS 引⼊X62W 万能铣床的主电路。
X62W铣床电气控制系统

工作台各运动方向的联锁
在同一时间内,工作台只允许向一个方向运动,
这种联锁是利用机械和电气的方法来实现的。
现代电气自动控制技术
Y SH X
2.3 X62W铣床电气控制系统
机械联锁:每个手柄——一次只有 一个方向
电气联锁:
KM4 = ( S Q1 • S Q2 + S Q3 • S Q4 ) • ( S Q 1 + S Q 3) • KM5 •
动才能进行。 工作台纵向(左右)进给运动控制: 工作台纵向进给是由纵向操作手柄控制的。此手 柄有左、中、右三个位置,各位置对应的限位开关SQl 、SQ2的工作状态如表2-3所示。
现代电气自动控制技术
Y SH X
2.3 X62W铣床电气控制系统
扳动手柄合上纵向进给的机械离合 器,相应传动链接通,同时压下SQl或 SQ2,实现纵向按选定的进给速度自动 进给。控制过程如下: 工作台右移 M1(KM3)↓,SAl置于断开圆工作 台位(SAl-1 ↓, SAl-2↑,SAl-3↓) 十字开关置“中”(SQ3↑,SQ4↑)
╳
╳
SBl(SB2)↓
KM3↓
现代电气自动控制技术
—主电机起动
现代电气自动控制技术
Y SH X
2.3 X62W铣床电气控制系统
合上纵向 SQ1 - 2 (18)↓ 手柄“右” 进给离合 SQ1-1(17)↓ KM4↓
与KM5互锁 KM4 (20) ↓ 工作台右移 M2正转 KM4(4)↓
欲停止,手柄“中” SQ1↑,KM4 ↑ 工作台向左移动 手柄“左” SQ2↓ KM5↓ 工作台左移 工作台纵向进给有限位保护,进给 至终端时,利用工作台上安装的左右终 端撞块,撞击操纵手柄,使手柄回到中 间停车位置,实现限位保护。
X62W万能铣床电气原理图
X62W 万能铣床的实训说明一、X62W 万能铣床实训的基本组成1、面板1 面板上安装有机床的所有主令电器及动作指示灯、机床的所有操作都在这块面板上进行,指示灯可以指示机床的相应动作。
2、面板2 面板上装有断路器、熔断器、接触器、热继电器、变压器等元器件,这些元器件直接安装在面板表面,可以很直观的看它们的动作情况。
3、电动机三个380V 三相鼠笼异步电动机,分别用作主轴电动机、进给电动机和冷却泵电动机。
4、故障开关箱设有32个开关,其中K1到K29用于故障设置;K30到K31四个开关保留; K32用作指示灯开关,可以用来设置机床动作指示与不指示。
二、原理图电锤开关惺护至柚电前机进恰也动机电功机笠制、廉明电洋工柞會竝蛤、冲动艮IB工作台的■控制正辰* 制动履沖动正誌反转哎逹冲动反玄动[正反转口站冲动、右、谊、下注、用、上快速13&45&9K11 | 1213141516171819 2 &2122庸貓万能铁床电气原理图*主轴电机进给电机冷却泵电机rn115¥14匚CCFK2 匚亡匚1DSQ2-2SB5百師3--^3 3 3三、机床分析1机床的主要结构及运动形式(1)主要结构由床身、主轴、刀杆、横梁、工作台、回转盘、横溜板和升降台等几部分组成,如右图所示。
(2)运动形式1)主轴转动是由主轴电动机通过弹性联轴器来驱动传动机构,当机构中的一个双联滑动齿轮块啮合时,主轴即可旋转。
1)工作台面的移动是由进给电动机驱动,它通过机械机构使工作台能进行三种形式六个方向的移动,即:工作台面能直接在溜板上部可转动部分的导轨上作纵向(左、右)移动;工作台面借助横溜板作横向(前、后)移动;工作台面还能借助升降台作垂直(上、下)移动。
2、机床对电气线路的主要要求(1)机床要求有三台电动机,分别称为主轴电动机、进给电动机和冷却泵电动机。
(2)由于加工时有顺铣和逆铣两种,所以要求主轴电动机能正反转及在变速时能瞬时冲动一下,以利于齿轮的啮合,并要求还能制动停车和实现两地控制(3)工作台的三种运动形式、六个方向的移动是依靠机械的方法来达到的,对进给电动机要求能正反转,且要求纵向、横向、垂直三种运动形式相互间应有联锁,以确保操作安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《工厂电气控制设备》常用机床的电气控制
3.5铣床的电气控制
授课方案
教学设计/实验实训项目实施方案
一:回顾
磨床的电气控制系统分析
二:课程导入
通过铣床生产实例引入卧式万能铣床的电气控制
三:知识准备
铣床是用铣刀进行加工的机床,可用来加工平面、斜面和沟槽等,装上分度头后可以铣削直齿齿轮和螺旋面,装上圆工作台还可以铣削凸轮和弧形槽。
因此,铣床在机械行业的机械生产设备中占有很大的比重。
3.5.1 铣床的结构及工作要求
如图8所示为X62W型卧式万能铣床的结构图,主要由底座、床身、悬梁、刀杆支架、工作台、溜板箱和升降台等部分组成。
l-底座;2-进给电动机;3-升降台;4-进给变速手柄及变速盘;5-溜板;6-转动部分;7-工作台;
8-刀杆支架;9-悬梁;10-主轴;11-主轴变速盘;12-主轴变速手柄;13-床身;14-主轴电动机
图8 X62W型卧式万能铣床
固定在工作台上的工件可进行上下、前后及左右三个方向的移动。
各运动部件在三个方向上的运动由同一台进给电动机通过正、反转实现。
工作台上还可以安装圆工作台以扩大铣削能力。
3.5.2 对电力拖动与控制的要求
铣床主要有三种运动:主运动、进给运动和辅助运动。
主运动是指主轴带动铣刀的旋转运动,它同工作台的进给运动之间无速度比例协调的要求,故主轴的拖动由一台电动机承担。
为适应铣削加工顺铣和逆铣的需要,主电动机应能在电气上实现正向或反向旋转,而一旦铣刀选用后,铣削方向就确定了,在工作过程中不需要变换电动机转向。
铣削的进给运动是直线运动,一般是工作台的垂直、纵向和横向三个方向的移动。
为保证安全,加工时只允许在一个方向运动,为此这三个方向的运动应设有联锁。
在使用圆工作台时,圆工作台的上下、左右、前后几个方向的运动都不允许进行。
铣床的辅助运动是指工件与铣刀相对位置的调整运动及工作台的回转运动。
3.5.3 卧式万能铣床电气控制系统分析
1.主电路
(1)主轴拖动电动机M1由接触器KM1实现启动、停止控制,M1正转接线与反转接线是通过转换开关SA5进行手动切换。
KM2的主触点串联两相电阻R与速度继电器KS配合实现M1的反接制动停车。
(2)工作台拖动电动机M2通过KM3、KM4控制电动机正、反向进给,并通过KM5控制快速电磁铁YA,决定工作台移动速度。
KM5接通为快速移动,断开为慢速自动进给。
(3)冷却泵电动机M3通过KM6控制,单方向旋转。
电动机M1、M2和M3均为直接启动,热继电器FR1、FR2和FR3分别实现对M1、M2和M3进行过载保护,熔断器FU1、FU2、FU3及FU4实现对主轴电动机、冷却泵电动机、控制电路及照。