中低温压力容器用钢SA516Gr70模拟焊后热处理研究
SA516中低温压力容器用碳钢板
SA516/SA516M中低温压力容器用碳钢板
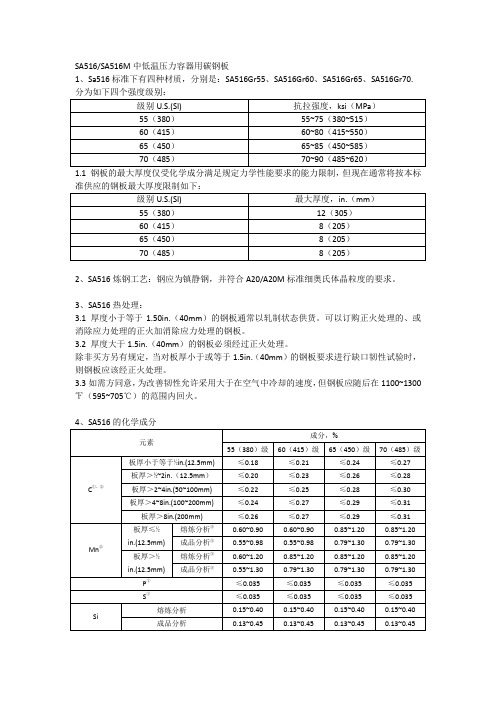
1、Sa516标准下有四种材质,分别是:SA516Gr55、SA516Gr60、SA516Gr65、SA516Gr70.
准供应的钢板最大厚度限制如下:
2、SA516炼钢工艺:钢应为镇静钢,并符合A20/A20M标准细奥氏体晶粒度的要求。
3、SA516热处理:
3.1 厚度小于等于1.50in.(40mm)的钢板通常以轧制状态供货。
可以订购正火处理的、或消除应力处理的正火加消除应力处理的钢板。
3.2 厚度大于1.5in.(40mm)的钢板必须经过正火处理。
除非买方另有规定,当对板厚小于或等于1.5in.(40mm)的钢板要求进行缺口韧性试验时,则钢板应该经正火处理。
3.3如需方同意,为改善韧性允许采用大于在空气中冷却的速度,但钢板应随后在1100~1300℉(595~705℃)的范围内回火。
①对于熔炼分析和成品分析均适用。
②在规定的最大碳含量以下每降低0.01%,规定最大锰含量的上限可增加0.06%,熔炼分析最大允许到1.50%,成品分析最大允许到1.60%。
③60级厚度不超过½(12.5mm)的钢板锰含量熔炼分析可为0.85%~1.20%,成品分析
0.79%~1.30%。
①用0.2%残余变形法或载荷下的0.5%伸长测定。
②关于伸长率的修正见A-20/A20M标准。
SA516Gr70焊接实验
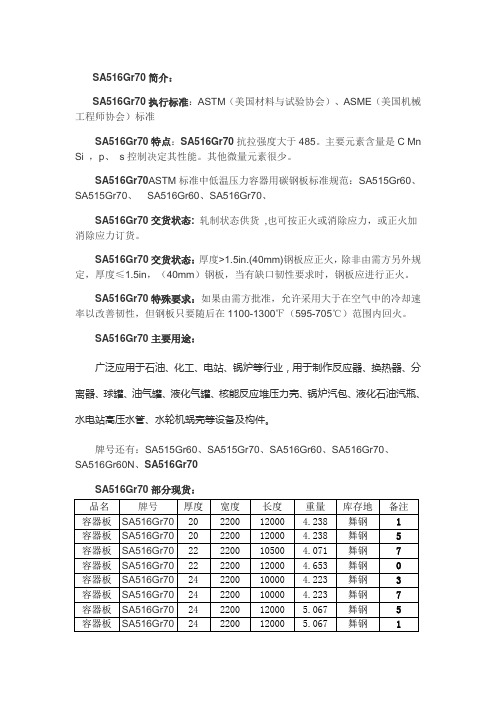
SA516Gr70简介:SA516Gr70执行标准:ASTM(美国材料与试验协会)、ASME(美国机械工程师协会)标准SA516Gr70特点:SA516Gr70抗拉强度大于485。
主要元素含量是C Mn Si ,p、s控制决定其性能。
其他微量元素很少。
SA516Gr70ASTM标准中低温压力容器用碳钢板标准规范:SA515Gr60、SA515Gr70、SA516Gr60、SA516Gr70、SA516Gr70交货状态:轧制状态供货,也可按正火或消除应力,或正火加消除应力订货。
SA516Gr70交货状态:厚度>1.5in.(40mm)钢板应正火,除非由需方另外规定,厚度≤1.5in,(40mm)钢板,当有缺口韧性要求时,钢板应进行正火。
SA516Gr70特殊要求:如果由需方批准,允许采用大于在空气中的冷却速率以改善韧性,但钢板只要随后在1100-1300℉(595-705℃)范围内回火。
SA516Gr70主要用途:广泛应用于石油、化工、电站、锅炉等行业,用于制作反应器、换热器、分离器、球罐、油气罐、液化气罐、核能反应堆压力壳、锅炉汽包、液化石油汽瓶、水电站高压水管、水轮机蜗壳等设备及构件。
牌号还有:SA515Gr60、SA515Gr70、SA516Gr60、SA516Gr70、SA516Gr60N、SA516Gr70SA516Gr70部分现货:品名牌号厚度宽度长度重量库存地备注容器板SA516Gr7020 2200 12000 4.238 舞钢 1容器板SA516Gr7020 2200 12000 4.238 舞钢 5容器板SA516Gr7022 2200 10500 4.071 舞钢7容器板SA516Gr7022 2200 12000 4.653 舞钢0容器板SA516Gr7024 2200 10000 4.223 舞钢 3容器板SA516Gr7024 2200 10000 4.223 舞钢7容器板SA516Gr7024 2200 12000 5.067 舞钢 5容器板SA516Gr7024 2200 12000 5.067 舞钢 1容器板SA516Gr7025 2200 12000 5.274 舞钢7容器板SA516Gr7025 2200 12000 5.274 舞钢 1容器板SA516Gr7026 2200 8550 3.913 舞钢 1容器板SA516Gr7026 2200 8430 3.858 舞钢现货容器板SA516Gr7028 2200 10000 4.922 舞钢现货容器板SA516Gr7028 2200 10000 4.922 舞钢现货容器板SA516Gr7032 2200 12000 47.145 舞钢现货容器板SA516Gr7032 2000 12000 24.492 舞钢现货容器板SA516Gr7034 2200 12000 7.15 舞钢现货容器板SA516Gr7036 2200 12000 7.564 舞钢现货容器板SA516Gr7038 2200 11390 7.573 舞钢现货耐磨板:WNM360E.WNM400E.WNM450A.WNM500A.WRZ360.WRZ400A. 耐磨钢:WSM718R.WSMP20R..调质高强钢板:WQ690D.S960Q.WH100QD.WQ960E.S960Q.WQ890D.A514GrQ/A517Gr Q/E690/EQ70.A514GrF.TMCP高强钢板:E500.Q500E.S500M.调质钢板:EQ47/E460.EQ63/E620. A/SA533B.EQ51/E500.1E0653.1E0682.1E1839.WNM255A核电钢板:16MnD5/18MnD5/20MnD5.15MnNi.20控Gr.军工钢板:603(30CrMnMoRE)GY4(28Cr2Mo).GY5(26SiMnMo).675(30CrNi3MoV)电渣钢板:Q345E类.Q390类.Q420D-Q460D类.Q235D类.容器板:Q245R(HIC)、Q345R(HIC)、SA516Gr70、15CrMoR、Q420R、09MnNiDR、SA387Gr11、SA387Gr22、13MnNiMoR、14Cr1MoR、12Cr1MoVR A48CPR、16Mo3、P355GH、12Cr2Mo1R、P91合金钢:35CrMo、42CrMo、40Cr、10CrMoAL、22SiMn2、30CrMnSiA承接规格:厚度8-650mm,宽1500-4020mm,长度3000-18800mm 可切割及加工异性件,只要您提供图纸及要求,剩下的交给我们!希望我公司能为贵公司节约成本,实现效益最大化!。
sa516-70对应中国标准

sa516-70对应中国标准SA516-70是一种常见的钢材,是美国标准的一部分。
它是一种低合金高强度钢材,被广泛应用于不同领域的建筑和工程项目中。
那么,在中国标准中,是否有类似的材料?本文将从多个方面探讨这个问题,并介绍中国标准中与SA516-70类似的钢材。
首先,我们需要了解SA516-70的一些基本信息。
SA516-70是一种碳钢材料,常用于锅炉压力容器的制造。
它具有较高的强度和良好的可焊性,能够承受高温和高压力条件下的工作。
它的一些主要化学成分包括碳、硫、磷、硅、锰和钼。
此外,SA516-70还具有优异的低温韧性和耐蚀性。
在中国标准中,与SA516-70类似的材料被称为低温压力容器用碳素结构钢。
这些钢材被广泛应用于核电站、石油化工、天然气储气库等重要设备中。
与SA516-70相比,这些钢材具有更高的抗拉强度和延伸性。
此外,它们还具有优异的耐腐蚀性能,能够在恶劣环境下长时间使用。
在中国标准中,低温压力容器用碳素结构钢的分类依据主要是材料的化学成分、机械性能和耐蚀性能。
根据材料的化学成分分类,主要包括Q345R、Q345E、Q245R等。
这些钢材的主要成分包括碳、硅、锰、磷、硫等元素,满足特定的强度要求。
此外,根据不同杂质元素的含量,还可以将它们进一步细分为不同的牌号和级别。
从机械性能的角度来看,低温压力容器用碳素结构钢的主要指标包括抗拉强度、屈服强度、延伸率、冲击韧性等。
这些指标可以通过化学成分的控制和合金化处理来实现。
根据不同的工程要求,可以选择不同牌号和级别的钢材,以满足不同的机械性能要求。
此外,低温压力容器用碳素结构钢还具有优异的耐蚀性能。
它们能够在恶劣的环境中长时间使用,具有良好的耐蚀性和抗应力腐蚀开裂性。
这得益于钢材中合金元素的添加和热处理工艺的优化。
在选择钢材时,需要根据具体的工作条件和腐蚀环境来确定合适的材料。
总体来说,SA516-70对应中国标准中的低温压力容器用碳素结构钢。
中低温压力容器用A516GR70钢板的研制

中低温压力容器用A516GR70钢板的研制蒋善玉 于 爽 董恩乐(济钢钢铁集团公司) 摘 要 本文介绍了济钢中低温压力容器用A516GR70钢板的特点和研制,通过结果分析,表明了济钢生产的中低温压力容器用A516GR70钢板质量稳定可靠,符合标准和制造压力容器的要求。
关键词 压力容器 正火 模拟焊后热处理Research and D evelopm ent of A 516GR 70S teelPlate for M ediu m /L o w Te mperature Pressure V esselJ iang Shanyu,Yu Shuang and Dong Enle(J inan Ir on and Steel Gr oup Cor porati on ) Abstract The article p resents the features and devel opment of A516GR70steel p late f or mediu m /l ow te mpera 2ture p ressure vessel in J inan Ir on and Steel Co .L td .The analysis result shows that the A516GR70steel p lates f or medi 2u m /l ow te mperature p ressure vessel p r oduced by J inan Ir on and Steel Co .L td .possess stable and reliable quality,meet the require ments of standards and p ressure vessel manufacture of cust omers .Keywords Pressure vessel,Nor malizing,Si m ulated post -weld heat treat m ent1 前言随着全球经济的快速发展,压力容器大型化、高参数化的趋势日益明显,需求量大幅增加,使用条件和环境越来越苛刻,相应地对压力容器用钢板的技术要求也不断提高。
SA516Gr70(HIC)钢板成分+性能+价格+正火+回火
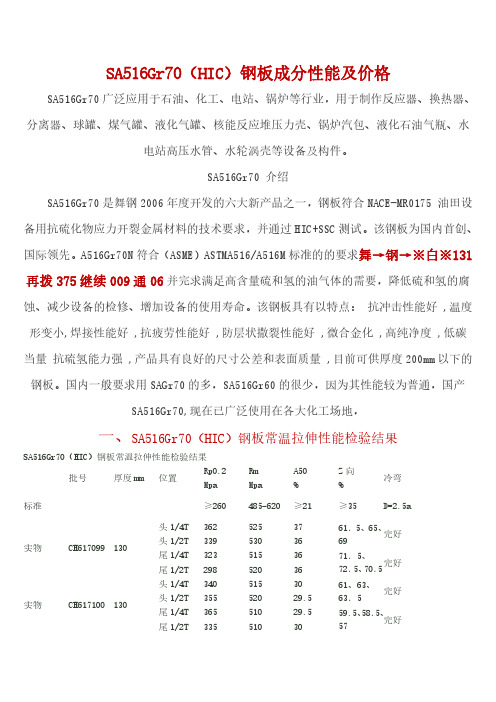
形变小,焊接性能好 ,抗疲劳性能好 ,防层状撒裂性能好 ,微合金化 ,高纯净度 ,低碳
当量 抗硫氢能力强 ,产品具有良好的尺寸公差和表面质量 ,目前可供厚度 200mm 以下的
钢板。国内一般要求用 SAGr70 的多,SA516Gr60 的很少,因为其性能较为普通,国产
SA516Gr70,现在已广泛使用在各大化工场地,
274
276
152
240
210、190、199、272、193、263、206、260、
212
134
215
144
221、205、300、300、150、156、201、165、
222
300
176
114
220、206、256、174、153、163、170、160、
237
227
150
116
300、300、293、234、220、215、198、278、
SA516Gr70(HIC)钢板系列冲击性能检验结果
批号
厚度 mm 位置
冲击功(J)
0℃
-10℃ -20℃ -30℃
CH617099 130 CH617100 130
头 1/4T 头 1/2T 尾 1/4T 尾 1/2T 头 1/4T 头 1/2T 尾 1/4T 尾 1/2T
94、222、 238、193、262、174、282、173、
510
30
57
尾 1/2T 359
515
29
注:(1)模拟焊后热处理制度:625-5℃X18h(2)试验方法执行 A370 标准。
二、SA516Gr70(HIC)钢板系列温度高温拉伸性能检验结果
SA516Gr70(HIC)钢板系列温度高温拉伸性能检验结果
模拟焊后热处理次数对SA516Gr.70钢板组织性能影响

Ab t a t Tl c a g rp r td d a e e om l e t l l ega eS 5 6 G . 0 gigtru h d e n m sr c : I h n ei p et i s i f r h r a sd s e p t rd A 1 r7 o o g i r t i e e n o ys u e t t n i e a n h f e t
o otw l e t rame t n ergo so a e na ay e i a e . 1 eut h w a es e gh、ls ct n u h fp s・ ed h a e t n d t sn f t sb e n lsd i t sp p r 1l rs l s o st t t n t pat i a dt g — t a h e ih nh e h t h r i y o n 8 fse l e raew t h u e fsmuae ed h a rame ticesn . p cal e fs i i lae o tw l e t e8o t c s i te n mb ro i lt w l e tt t n n raig e e il t rtt d e h d e s yh i me smu t p s- ed h a d
第3 卷第 4期 0 21 0 0年 8月
江
西
冶
金
VD. 0 .No 4 13 .
Au u t g s 2 1 00
JAN I GXI TAL URGY ME L
文 章编 号 :0627 (00 0 -0 1 3 10 -7 7 2 1 )40 0 - 0
模 拟 焊后 热 处 理 次 数 对 S 5 6G .0钢 板 组 织 性 能影 响 A 1 r7
低温压力容器焊后热处理的方法探究

低温压力容器焊后热处理的方法探究摘要:在压力容器制造中,逐渐产生很多新型技术,压力容器质量显著提升。
在石油化工、制药、冶金等各个领域,均可应用压力容器,因此,压力容器与工业生产以及人们的日常生活密切相关。
低温压力容器是化工工程中十分重要的设备,在低温应力影响下,容易发生脆性故障,而通过应用焊后热处理工艺,能够有效降低脆性事故发生率。
对此,本文首先对设计温度和材料选择进行介绍,然后对低温压力容器焊后热处理技术进行分析,并结合实例,对低温压力容器焊后热处理方法进行详细探究。
关键词:低温压力容器;焊后热处理;方法一、设计温度在低温压力容器设计中,设计温度是最为关键的因素,通过对低温压力容器设计标准进行分析,要求重点考虑两个因素,包括介质温度以及环境温度,同时还应针对具体问题进行针对性分析。
在不同环境中,材料的选择、结构设计均有较大差异,通常情况下,应当将-20℃作为设计标准,如果设计温度无法达到这一标准,则会对低温压力容器质量造成不良影响。
在设计设备中,要求确定设计温度、压力因素、环境因素、保温措施、冷处理措施等等,而在施工环节,针对低温压力容器设计温度,可开展以下研究:对于元件金属沿界面厚度的平均温度,又可被称为金属温度系,如果两侧流体温度差异较大,则在表面温度计算中,可采用传热计算模式进行计算分析,同时要求综合考虑不同数据之间的关联,包括元件金属热量传导、流体和壁之间的隔热、污垢热阻等等,均需代入公式计算。
但是,在具体的设计计算中,很多数据无法查处,包括介质传热系数、给热系数等等,因此,一般以经验代入进行计算分析。
对于已投入生产运行的同类容器,为了能够对受压元件金属温度进行计算,要求开展测量工作确定。
对于露天厂房容器,由于无法采取采暖措施,因此,在壳体金属温度确定方面,应当综合考虑环境气温条件的影响[1]。
二、材料选择为了促进低温压力容器耐寒特性以及整体质量的提升,应当选择机械性能比较好的原材料,比如,在选择金属材料时,选择耐寒性较好的金属材料。
SA516Gr70与SA516Gr70N的区别
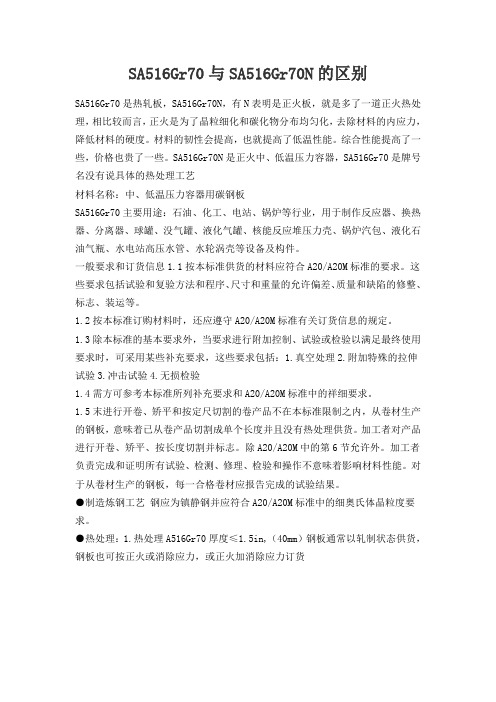
SA516Gr70与SA516Gr70N的区别SA516Gr70是热轧板,SA516Gr70N,有N表明是正火板,就是多了一道正火热处理,相比较而言,正火是为了晶粒细化和碳化物分布均匀化,去除材料的内应力,降低材料的硬度。
材料的韧性会提高,也就提高了低温性能。
综合性能提高了一些,价格也贵了一些。
SA516Gr70N是正火中、低温压力容器,SA516Gr70是牌号名没有说具体的热处理工艺材料名称:中、低温压力容器用碳钢板SA516Gr70主要用途:石油、化工、电站、锅炉等行业,用于制作反应器、换热器、分离器、球罐、没气罐、液化气罐、核能反应堆压力壳、锅炉汽包、液化石油气瓶、水电站高压水管、水轮涡壳等设备及构件。
一般要求和订货信息1.1按本标准供货的材料应符合A20/A20M标准的要求。
这些要求包括试验和复验方法和程序、尺寸和重量的允许偏差、质量和缺陷的修整、标志、装运等。
1.2按本标准订购材料时,还应遵守A20/A20M标准有关订货信息的规定。
1.3除本标准的基本要求外,当要求进行附加控制、试验或检验以满足最终使用要求时,可采用某些补充要求,这些要求包括:1.真空处理2.附加特殊的拉伸试验3.冲击试验4.无损检验1.4需方可参考本标准所列补充要求和A20/A20M标准中的祥细要求。
1.5末进行开卷、矫平和按定尺切割的卷产品不在本标准限制之内,从卷材生产的钢板,意味着已从卷产品切割成单个长度并且没有热处理供货。
加工者对产品进行开卷、矫平、按长度切割并标志。
除A20/A20M中的第6节允许外。
加工者负责完成和证明所有试验、检测、修理、检验和操作不意味着影响材料性能。
对于从卷材生产的钢板,每一合格卷材应报告完成的试验结果。
●制造炼钢工艺钢应为镇静钢并应符合A20/A20M标准中的细奥氏体晶粒度要求。
●热处理:1.热处理A516Gr70厚度≤1.5in,(40mm)钢板通常以轧制状态供货,钢板也可按正火或消除应力,或正火加消除应力订货。
热处理对压力容器用厚板SA-516 Gr70性能的影响

第 54 卷第 4 期2017 年 8 月化 工 设 备 与 管 道PROCESS EQUIPMENT & PIPING V ol. 54 No. 4Aug. 2017热处理对压力容器用厚板SA-516 Gr 70 性能的影响潘胜东,刘俊伟,杨飞(森松(江苏)重工有限公司,江苏 南通 226532)摘 要:分别研究了正火空冷和正火水冷加回火对压力容器用封头厚板SA-516 Gr70力学性能的影响。
结果表明:正火水冷加回火后抗拉强度更高,冲击性能更好。
其中890 ℃正火水冷加650 ℃回火2 h 后综合力学性能最好,在经过620 ℃模拟焊后热处理9 h 后仍保持良好的强度和冲击性能。
关键词:封头;正火水冷;模拟焊后热处理;冲击功中图分类号:TQ 050.4;TH 142 文献标识码:A 文章编号:1009-3281(2017)04-0014-003收稿日期:2017-03-29作者简介: 潘胜东(1991—),男,江苏南通人,助理工程师。
主要从事理化检验、金属热处理和失效分析工作。
近年来,压力容器制造过程中普遍使用ASME 规范中的SA-516 Gr70钢板,且使用的环境越来越苛刻,MDMT (最低设计金属温度)越来越低,经常使用在-40 ℃以下。
根据以往经验,热压成型后的封头经过910 ℃正火,可以获得合格的拉伸性能和MDMT 在-30 ℃以上的冲击性能。
但是在板材厚度更厚、冲击温度更低时,比如-46 ℃冲击,时常出现冲击值不合格的情况,并且冲击功的分散性大。
且在经受长时间模拟焊后热处理后,抗拉强度容易低于标准值。
本文将讨论如何通过热处理改善封头压制后的力学性能,且在长时间模拟焊后热处理后依然具有良好的综合力学性能。
1 试验材料与方法试板材料选择我司采购的封头板SA-516 Gr70 [1],试板厚度为54 mm ,供货状态为正火,化学成分和常规力学性能见表1和表2。
从同一块板上切取8块试板,200 mm ×200 mm ,将之编号为1# ~ 8#,分别进行如表3所示的热处理工艺进行热处理。
钢制压力容器焊后热处理研究

2 钢 制压力容器焊后热处理标准 、规范
表1 对钢 制压力 容器焊 后热处理的标 准 、规范要求
进行了归纳总结。
表 1 钢制压力容器焊后热处理的标准、规范要求
1 焊后热处理的 目的及作用
焊后热处理是为 改善焊 接接头组织和性能或 消除残
余应力而进行 的一种 热处理 方法,属于去应力退火 。钢
( 4 )稳定焊接构件 形状 ,避免在焊后机加工和使 用
过程 中变形;
收稿 日期 :2 0 1 2 — 0 8 — 0 8 作者 简介 :张国政 ( 1 9 8 1 一) ,男 ,硕 士 ,讲师 ,现主 要从事 焊接 技 术 方面 的教学 和研 究 工作 .
l o c a l h e  ̄i n g d e v i c e we e r i n t r o d u c e d . h e T me t h o d s o f p o s t we l d h e a t i n g t r e a t me n t f o r s t e e l p r e s s u e r v e s s e l s a r e o p t i mi z e d b a s i n g o n p r a c t i c e . Ke y wo r d s :p o s t we l d h e a t t r e a m e t n t ;p r e s s u r e v e s s e l ; LCD c r a wl e r t y p e ;e l e c t r i c h e a t e r
随着我 国工业 的快速 发展,压力容器的应用越来越 广泛 ,所使 用材料 也更加高强化和壁厚化 ,而焊后 热处
( 5 )有 些压力容器对安全性 能有较高 的要 求 ( 如盛 装极度或高度危害介质 ) , 进行焊后 热处理可 以提高其安
sa516gr70

sa516gr70
目录
SA516Gr70
SA516Gr70 应用
SA516Gr70 介绍
力学性能及化学元素
SA516Gr70:HlC
SA516Gr70
SA516Gr70 应用
SA516Gr70 介绍
力学性能及化学元素
SA516Gr70:HlC
展开
编辑本段SA516Gr70
SA516Gr70 属于中、低温压力容器用碳钢板,执行ASME标准,舞钢2006年研发生产,它不同于SA516Gr60之处在于抗拉伸强度。
牌号还有:SA515Gr60,SA515Gr70,SA516Gr60,SA516Gr70
执行标准:美国ASTM、ASME标准:
编辑本段SA516Gr70 应用
SA516Gr70广泛应用于石油、化工、电站、锅炉等行业,用于制作反应器、换热器、分离器、球罐、煤气罐、液化气罐、核能反应堆压力壳、锅炉汽包、液化石油气瓶、水电站高压水管、水轮涡壳等设备及构件。
编辑本段SA516Gr70 介绍
常用规格尺寸
本标准中的材料分为如下图几个强度级别:
热处理
1.A516Gr55,A516Gr60,A516Gr65,A516Gr70厚度≤1.5in,(40mm)钢板通常以轧制状态供货,钢板也可按正火或消除应力,或正火加消除应力订货。
2.厚度>1.5in.(40mm)钢板应正火。
3.除非由需方另外规定,厚度≤1.5in,(40mm)钢板,当有缺口韧性要求时,应进行正火。
4.如果由需方批准,允许采用大于在空气中的冷却速率以改善韧性,但钢板只要随后在1100-1300度F(595-705℃)范围内回火。
编辑本段SA516Gr70:HlC。
中低温压力容器用碳钢板SA516Gr70
中、低温压力容器用碳钢板SA516Gr70
SA516Gr70钢板执行标准:SA516/SA516M
SA516Gr70钢板同标准下的材质有:SA516Gr55、SA516Gr60、SA516Gr65、SA516Gr70、SA516MGr380、SA516MGr415、SA516MGr450、SA516MGr485。
SA516Gr70钢板热处理要求:厚度小于或等于40mm的SA516Gr70钢板通常以热轧状态净化,也可以正火热处理、回火热处理或者正火+回火热处理。
厚度大于40mm的SA516Gr70钢板必须进行正火热处理。
注:如果厚度小于40mm的SA516Gr70钢板要求进行缺口韧性试验,则SA516Gr70钢板需要进行正火热处理。
中、低温压力容器用碳钢板SA516Gr70关键词:碳钢、碳钢板、承压零件、压力容器钢、压力容器用钢板
SA516Gr70钢板化学成分
在规定的最大碳含量以下每降低0.01%,规定最大锰含量的上限可增加0.06%,熔炼分析最大允许到1.50%,成品分析最大允许到1.60%。
SA516Gr70钢板力学性能(拉伸性能)
合同可以添加的补充要求:
S1:真空处理
S2:成品分析
S3:力学性能试样坯料的模拟焊后热处理
S4.1:附加的拉伸试验
S5:夏比V 形缺口冲击试验
S6:落锤试验
S7:高温拉伸试验
S8:按A435/A435M 标准进行的超声波检验
S9:磁粉检验
S11:按A577/A577M 标准进行的超声波检验
S12:按A578/A578M 标准进行的超声波检验
S17:真空碳脱氧钢
SA516Gr70钢板实物照片。
改进型特厚正火低温容器钢板SA516 Gr.70的开发

改进型特厚正火低温容器钢板S A516Gr.70的开发苏大雄,牛长胜,陈超,朱岩(宝山钢铁股份有限公司制造管理部,上海201900)摘要:在分析现有S A516Gr.70技术要求的基础上,着重分析了标准要求与用户要求的差异性,并针对用户的低温和长时间的焊后热处理(P WH T)特殊要求,分析了成分和工艺对性能的影响因素,并抓住重点因素,通过改进宝钢已有的S A516Gr.70的成分设计和轧制工艺,利用LF+RH精炼和钙处理,连铸过程中的动态压下和电磁搅拌,厚板轧制的控轧控冷技术,以及对不同厚度规格钢板采用不同的终轧温度控制并制定合理的正火工艺,开发出了厚度为50~80mm,具有超出标准要求的-50e低温冲击功的低温用容器钢板,并在经过620e,10h 焊后模拟热处理后,同样具有良好机械性能,很好地满足了用户需求。
关键词:低温容器钢板;低温冲击功;正火;焊后热处理(P WHT)中图分类号:TG142文献标志码:B文章编号:1008-0716(2010)04-0077-05do:i10.3969/.j issn.1008-0716.2010.04.017D evelopm en t of t h eM odifi ed L o w T e m pera tureE xtra2heavyN orm a lized P r ess u re V essel P l a te S A516G r.70SU Dax i ong,N IU Changsheng,CH EN Chao and Z H U Y an(M anufa ctur ingM ana ge m en t D epar t m ent,Baoshan Iron&Steel Co.,L td.,Shang ha i201900,Ch ina)Abstr act:On the basis of the analysis of the existi ng techn i ca l require ments f or steel S A516 G r.70,the d iff erences bet ween the standard and users.require m ents were ana l yz ed.For t he purpose ofm eeti ng the users.de mands f or lo w te mperature and lo ng ti m e postwe l d heat treat men t (P WHT)properti es of the plate,this paper ana lyzed t he influence of t he p late.s co m positio n and productio n process o n its properti es.Thro ug h se izi ng so m e key factors,i m pro vi ng t he existi ng S A516G r.70.s co mpositio n desig n and rolli ng m ill para m eters,utilizi ng so me techn ica lm ethods, such as t he LF+RH refi n i ng,ca lciu m treat men t process,dy na m ic depressing and e l ectro mag netic stirr i ng i n continuous casting,Baostee l developed th is l o w te mperature pressure vessel p late w ith a th ickness of50-80mm.I n the process of the develo p m en,t reaso nab le fi n ish i ng te mperature and nor m alizi ng techn i que were also adopted.Th is stee l plate has a super perf or m ance of l o w te mpera t ure i m pact at-50e,which is better than what t he standard requirs.Thro ugh a si m ulati ve heati ng treat m ent at620e f or10hours(holdi ng ti m e),th is modified steel has goo d m echan ica l properties and it can m ee t the users.require ments wel.lK ey w ords:lo w te mperature vessel p late;lo w te mperature i m pac;t nor m alizi ng;postweld hea t treat m ent(P WHT)苏大雄工程师年生3年毕业于西安建筑科技大学现从事焊管生产质量管理工作电话663x@0前言随着世界经济全球化的日益发展,中国的压力容器设备制造行业在技术和装备上也日趋成197820087920 E2m ail suda i ong baostee.l com熟,各国内制造厂家承接的国外订单也趋多,以国外牌号的容器钢需求量增加明显。
关于钢制压力容器焊后热处理的技术研究
关于钢制压力容器焊后热处理的技术研究邱庆军,沈冀江(江苏科环新材料有限公司,江苏淮安223001)摘要:本文针对钢制压力容器焊后热处理的目的、作用及相关规范、标准,重点研究阐述了焊后热处理的几种常见方法。
关键词:压力容器;焊接残余应力;焊后热处理1.前言钢制压力容器一般涉及四种热处理:焊后热处理、改善材料性能热处理、恢复材料性能热处理及焊后消氢处理。
本文重点研究了钢制压力容器应用比较广泛的焊后热处理。
2.焊后热处理的目的及作用焊后热处理是将钢制压力容器采用相应的热处理设备加热到适当的温度,并在此温度中保持一定时间后,以不同速率冷却的一种工艺方法。
焊后热处理的主要目的是改善焊接接头淬硬组织以及消除残余应力和反作用力,并起到以下作用:(1)降低或消除焊接残余应力,(2)降低焊接热影响区的硬度;⑶降低焊缝中的扩散氢含量;(4)改善焊接接头的塑性和韧性,(5)提高焊接接头冲击韧性和断裂韧性5⑹提高耐腐蚀性;(7)提高组织稳定性;(8)改善蠕变特性和疲劳强度:(9)稳定结构尺寸,改善母材、焊接区和构件的性能。
3.钢制压力容器焊后热处理的必要性判断焊制的压力容器,焊接区存在着较大的残余应力,而残余应力的不利影响,在一定的条件下才表现出来。
当残余应力与焊接接头中的氢相结合时,将促使热影响区硬化,导致冷裂纹和延迟裂纹的产生。
残存在焊接接头中的静应力或负载运行中的动载应力与介质的腐蚀作用相结合时,将有可能引起裂纹状腐蚀,即所谓应力腐蚀。
焊接残余应力及由焊接引起的母材淬硬是产生应力腐蚀裂纹的重要因素。
变形和残余应力对金属材料的主要影响,在于使金属从均匀腐蚀转变为局部腐蚀,即转变为晶间或穿晶腐蚀。
当然,金属的腐蚀破裂和晶间腐蚀均出现在对该种金属具有一定特性的介质中。
在残余应力存在的情况下,根据侵蚀性介质的成分、浓度和温度的不同,以及母材与焊接区的成分、组织、表面状态、应力状态等存在的差异而有所不同,从而使腐蚀破坏的性质可能改变。
sa516gr70焊接工艺评定
sa516gr70焊接工艺评定sa516gr70是一种常用的低合金高强度钢,常用于压力容器制造。
在焊接工艺评定中,需要考虑材料的选择、预热和焊接参数等因素。
本文将介绍sa516gr70的焊接工艺评定,并探讨其中的关键问题。
选择适当的焊接材料对于焊接工艺的评定至关重要。
sa516gr70常用的焊接材料有E7018焊条和ER70S-6焊丝。
E7018焊条适用于直流电弧焊和交流电弧焊,焊缝具有较高的韧性和抗裂性能。
ER70S-6焊丝适用于气体保护焊和无气保焊,焊缝具有较高的强度和耐蚀性。
根据具体的焊接要求和应用环境,选择合适的焊接材料。
预热是焊接过程中的重要环节。
sa516gr70在焊接前需要进行预热处理,以避免冷裂纹和氢致裂纹的产生。
预热温度一般为150-250摄氏度,保温时间根据板厚和焊接材料的不同而有所不同。
预热可以提高材料的塑性和可焊性,减少应力集中和变形,提高焊接接头的质量和性能。
然后,焊接参数的选择对于焊接工艺评定也具有重要意义。
焊接参数包括焊接电流、电压、焊速、焊接层数等。
在焊接sa516gr70时,一般采用直流电弧焊和气体保护焊。
直流电弧焊时,焊接电流一般为100-200A,电压为20-30V,焊速为5-10mm/s。
气体保护焊时,采用CO2气体保护,焊接电流一般为100-200A,电压为20-30V,焊速为5-10mm/s。
根据焊接材料的要求和实际情况,选择合适的焊接参数。
焊接工艺评定还需要考虑焊接接头的质量控制和检验。
焊接接头的质量控制包括焊缝形状、焊缝尺寸、焊缝质量等方面。
常用的检验方法有目测检验、尺寸测量、无损检测和力学性能测试等。
焊缝的外观应平整光滑,无焊洞、夹渣、气孔等缺陷。
焊缝的尺寸应符合设计要求,焊缝的质量应满足相关标准和规范的要求。
sa516gr70的焊接工艺评定需要综合考虑材料选择、预热、焊接参数和质量控制等因素。
通过合理选择焊接材料、进行适当的预热处理、选择合适的焊接参数和进行质量控制和检验,可以确保焊接接头的质量和性能,满足压力容器制造的要求。
低温压力容器焊后热处理的万法探究
低温压力容器焊后热处理的万法探究作者:杨维维来源:《现代盐化工》2017年第04期摘要:低温压力容器是化工工程中的重要设备,其中的低温应力脆性破坏事故屡见不鲜,采用焊后热处理是有效的防治办法。
文章通过综述文献说明低温压力容器整体热处理的方法、工艺因素,并通过工程实例进行应用讲解。
关键词:低温压力容器;焊后热处理;方法探究0引言GB150—2011中对热处理进行了规定,明确了各种不同材质需要热处理的厚度,当碳素钢、Q345R(不进行焊前预热)的焊接接头厚度超过32 mm时,均需要采用焊后热处理,且在其他的结构和设计条件下,也需要通过热处理予以改善,文章详细讨论了其方法、工艺和实际应用。
1低温压力容器焊后热处理GB 150—2011中规定,低温压力容器是指设计温度为-20℃以下的碳素钢、低合金钢、双相不锈钢和铁素体不锈钢制容器,以及设计温度为-196℃以下的奥氏体不锈钢容器。
常见的液化乙烯、液氮和液氢等在储存运输中均无法离开低温压力容器,而由于低温应力脆性的存在,使得安全事故频发,其储存的介质常常为易燃、易爆材料,且设备结构复杂,当局部过分集中就容易产生裂纹,因此采用热处理消除应力是尤为必要的。
1.1整体热处理方法其整体热处理的方法包括:(1)于固定炉中进行整体热处理,这种方法加热温度稳定均匀,没有较大的温差,易于掌控,且保温情况良好,适用于容器大小小于热处理炉的低温压力容器;(2)于固定炉中进行分段热处理,此方法用于长度较大的容器,可将其分为两段,于其中一段先加热处理,再调换方向,其中应有1.5 m以上的部分经历了重复加热,但耗损较大,且难以掌控温度;(3)于固定炉外热处理,主要针对一些大型设备,此法温度、温速、温差均难以掌控;3种方法的加热方法类似,多采用燃料加热和电加热。
1.2整体热处理工艺了解其工艺就需要了解其决定因素、加热温度、速度、时间等,下面将进行详细说明。
1.2.1加热温度现阶段使用的调质低温用碳素钢具有最低的回火温度,多数在600℃左右,因此如果焊后热处理(Post Weld Heat Treatment,PWHT)出现高温,钢材强度势必受影响,对此工艺中要求温度上限较回火温度更低,按照详细的规定条件进行加工。
热处理对压力容器用厚板SA-516 Gr70性能的影响
热处理对压力容器用厚板SA-516 Gr70性能的影响潘胜东;刘俊伟;杨飞【期刊名称】《化工设备与管道》【年(卷),期】2017(0)4【摘要】分别研究了正火空冷和正火水冷加回火对压力容器用封头厚板SA-516 Gr70力学性能的影响.结果表明:正火水冷加回火后抗拉强度更高,冲击性能更好.其中890 ℃正火水冷加650 ℃回火2 h后综合力学性能最好,在经过620 ℃模拟焊后热处理9 h后仍保持良好的强度和冲击性能.%The effects of two heat treatment processes (normal with air cooling and normal with water cooling plus temper) to thick plate SA-516 Gr70 used for the heat in pressure vessel were studied respectively. It was shown that the material after normalized with water cooling plus tempered water cooling has both higher ultimate strength and impact toughness. It will have the best properties when being from 890 ℃ normalized with water cooling and tempered in 650 ℃, and its good ultimate strength and impact toughness will be kept after 9 hours of si mulated post weld heat treatment in 620 ℃.【总页数】3页(P14-16)【作者】潘胜东;刘俊伟;杨飞【作者单位】森松(江苏)重工有限公司,江苏南通 226532;森松(江苏)重工有限公司,江苏南通 226532;森松(江苏)重工有限公司,江苏南通 226532【正文语种】中文【中图分类】TQ050.4;TH142【相关文献】1.热处理工艺对304L不锈钢/Gr70碳素钢爆炸复合板界面硬度的影响 [J], 李平仓;赵惠;刘燕平;2.热处理工艺对304L不锈钢/Gr70碳素钢爆炸复合板界面硬度的影响 [J], 李平仓;赵惠;刘燕平;3.压力容器用12Cr2Mo1R钢150 mm超厚板热处理对组织和性能的影响 [J], 何贝;徐光;袁清4.热处理工艺对304L不锈钢/Gr70碳素钢爆炸复合板界面硬度的影响 [J], 李平仓;赵惠;刘燕平5.压力容器用爆炸焊接304/SA-516 Gr70复合板热处理工艺研究 [J], 张卫刚;李媛媛;孙旭东;王鹏;闫文娟因版权原因,仅展示原文概要,查看原文内容请购买。
低温压力容器焊后热处理的方法

即: S跑 = 2973kg 故选用两台 5t 慢速卷扬机和 6 ∃ 37- 170 19. 5
的钢丝绳 1000m 即可, 两套滑车组之间用一个 10t 的 平衡滑车连接成一个整体。
4. 3 顶升位置的强度校核
梁的强度校核
= M/ W
( 上接 35 页) 整体热处理工艺提出了严格要求, 见
表 1。但关于 PWHT 的标准及规程等还有待于在采纳
温压力容器的壁厚来确定, 还应对下列这些结构, 均应 进行焊后整体热处理, 它们是: 储存易燃、易爆、有毒及 能引起应力腐蚀等介质的低温压力容器; 工作温度或 环境温度低于- 20 的大型或结构复杂的设备, 如球 罐及易造成应力集中的结构; 局部过分集中可能导致 裂纹产生的设备。下面详细论述一下低温压力容器整 体热处理的方法和工艺。 1 低温压力容器整体热处理的方法
#
55
280 275
425 400
加热冷却最大温差( / 4. 5m)
130
150
低温阶段最大温差 T( )
80
#
85 #
分段处理最小重叠长度( m)
1. 5
1
式中
M # # # 顶 升 处 弯 距, M = 60000 ∃ 80 =
4800000kg&cm; W # # # 梁的抗弯模量, W= 3810cm3。 = 1259. 84kg/ cm2< 1400kg/ cm2
以上三种整体热处理的加热方法, 我公司采用燃 油加热, 主要有燃料加热和电加热两种。 2 低温压力容器整体热处理工艺 2. 1 焊后热处理的决定因素
焊后热处理的条件必须根据以下各种因素进行适
当的选择、规定及实施。 2. 1. 1 保温温度上限需考虑的因素
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
S 5 6 r0钢板 经 焊后 热 处 理 后 强 度 下 降 , 其 A 1G7 尤 厚规 格钢 板在较 高 温 度 时强 度 下 降 幅度 较 大 , 不
能满 足标 准 要 求 。本 文 以鞍 钢开 发 的 正 火 状 态
S 56 r0钢 种 。为 了改 善焊接 区 的性 能和 消 除 A 1G7
1 1 试 验材 料 .
・
6・
宽厚板
第l 8卷
表 1 S S 6 T 板的化学成 分 w / A I Gr0钢 t %
试验材料为鞍钢生产的 7 n厚 S 5 6 r 0n l . 1GT l A 0 正火状态钢板 , 其化学成分见表 l 力学性能见表 ,
2。
C
S i
S 5 6 l0钢板 为试 验 对 象 , 钢 板 在 不 同温 度 A 1Gq 对 下模 拟焊后 热处 理后组 织性 能 的变 化情 况进 行研
究。
1 试验 材 料及方 法
焊接残余应力等有害影响 , 压力容器在加工过程
中或 加 工 完 成 后 , 般 都 需 要 进 行 焊 后 热 处 理 一 ( wH ) S 5 6 r0钢 板 的模 拟 焊 后 热 处 理 要 P T ,A lG7 求是标 准 中规 定 的 用户 个 性 化 要 求 , 户 可 根据 用
c e s d sr n h c n si aif h tn a d r q i me t u ip rin sr n t e ig o e o d p a e p rils i ra e t g a t ls t y t e sa d r e ur e t l s e n sd e t d s e so te gh n n fs c n h s a t e n o c t ee t e p o e so i l ae W HT. h n i r c s fs r mu t d P
行 一 6℃ 冲击 韧性检 测 , 用 Z C 6 2全 自动 冲 4 利 B 20
2 1 力 学性 能检 验 .
击试验机进行 冲击试验 ; 同时利用冲击试样余样 在卡尔 ・ 蔡司 Z I v vr20M T金相显微 ES A i e 0 A S o t 镜和 Tca G 2 型透射电子显微镜进行组织分 eni 2 0
强度及韧性均有不同程度的下降 , 尤其是抗拉强
度下 降 幅度 明显 , 中经 工 艺 1 温 消除 应 力 处 其 高
理结 果 为 4 5 MP , 与正 火 处理 后 强 度 相 比下 8 a 虽
降 达 6 a左右 , 0MP 但仍 可 满 足指 标 要 求 ; 经 过 而 工 艺 2处理 后 的较 低温 消 除应 力 处 理结 果 为 5 5 0
随着 中国压力 容器设 备 制造 行业 在技 术 和装 备 上 的 日趋成 熟 , 现代容 器 的大 型化 、 使用 环境 的
恶劣化使用户对 钢板 的要求 越来越 苛刻川。近
年来 , 随着涉外 项 目的增 多 , 许 多装 置 的低 温容 在 器 设 计 中 常 采 用 美 国 材 料 A ME 规 范 中 的 S
表 4 不同温度模拟焊后热处理后 力学性 能
从两 种工 艺处 理 后 的力 学 性 能 来 看 , 板 的 钢
光学 显微 镜 下 进 行 金 相 组 织 观 察 , 图 l 同时 见 。 对 钢 中组织 进行 显微 硬度检 验 , 结果 见 表 5 。
表 5 不 同工 艺 处 理后 的显 微 硬 度 和 组 织
组 织形态未发生变化 , 仍为珠光体 + 素体组织 , 铁 强度下降的主要原因是 由于模拟焊后热处理后位错密度降低
明显 , 但强度下降后仍能够满足标 准要 求 , 其原 因在于钢 中第二相 粒子在整 个过程 中仍然起着 弥散强 化的作
用。
关键 词
压力 容器
钢板
模拟焊后热处理
I v sia in o i u a e n e tg to n S m l t d PW H T A5 6 r 0 S e l ofS 1 7 t e G
Ab t a t T e p p rsu i st e c a g s o c o t c u e a d p o e t so A 1 G 7 te lt o o n sr c h a e t de h h n e fmir sr t r n r p r e fS S 6 r 0 s lp ae fr lw a d u i e mo e ae t mp r t r r s u e v s e f rsmua e o tw l e t t ame ta i e e ttmp r t r s h e e rh d r t e e a u e p e s r e s lat i ltd p s e d h a r t n td f r n e e au e .T e rs ac e e f i d c t st a h te gh i d c e sn n h u h e si se d i n r a i g smu ae WHT tmp r tr .T e n i ae h t e sr n t s e r a i g a d t e t g n s s ta y w t ic e sn i ltd P t o h e e au e h mirsr c u e c n t u n sh v o c a g n r tlp al e + fri .T e man ra o fsrn t e r a e i t e c o t t r o si e t a e n h n e a d ae si e ri u t l t e r e h i s n o t gh d c e s h t e e s sg i c n e u t n o ilc t n d n i ft e mir sr c u e c n t u n sat rsmu ae WHT i nf a trd ci fd s ai e st o e o t t r o si e t f i ltd P i o o o y h u t e .Ho v r h e we e .t e d —
f r Lo a d M o e a e Te p r t r o w n d r t m e a u e Pr s u e Ve s l e s r s e
S iYiC e e w n, n aa d C e u pn u , h n B n e Wa g Hu n h nJ n ig ( nh nI nadSel oLd A sa o n te C . t) r
Ke ywo ds P e s r e s l S e lp ae, i lt d PW HT r r s u e v s e , t e l t S mu ae
0 前 言
焊 接后热 处理 和加 工方式 的不 同选取 焊后模 拟 热 处理 的温 度 和时 间 , 且要 求 钢 板 经模 拟 焊 后 热处 理 后 的 强 度 仍 能 够 满 足 标 准 要 求 。 普 通 的
M a与正火处理后 的强度相 比下降 4 P 左 P, 0M a
右, 与标准值相 比仍具有一定 的余量。在保证钢 板具有一定强度的同时 , 4 一 6℃冲击吸收能量远 高于标 准水 平 。
2 2 金相 组织 检验 .
从 图 1钢板 金 相 组 织 来 看 , 同 工艺 处 理 后 不 的组 织 形 态 发 生 了一 定 的变 化 。经 工 艺 2处 理
利用 两种 不 同工艺 处理后 的 冲击试样 余样 在
后 , 中仍 保 持 细小 、 匀组 织形 貌 , 时还 保 留 钢 均 同
( 鞍山钢铁股份有限公司 ) 摘 要 研究 了鞍钢 中低温压力容器用 S S 6 r A 1 GT 0钢板经 不同温度 模拟焊后热处理后 的组 织 、 能变化 性
情况。研究表 明鞍钢 开发的 S 5 6 r0钢板 随着模拟焊后热处理温度升高 , A 1G 7 强度呈下降趋势而韧性基本不变 ,
第1 8卷第 3期
21 0 2年 6月
宽厚 板
Wl D I DE AN IEAV Y E .
V 1 1 No 3 o . 8, .
J n 2 2 ・5 ・ u e 01
中低 温 压 力 容 器 用 钢 S 1 Gr0 A5 6 7
模 拟 焊后 热 处理 研 究
隋 轶 陈本 文 王 华 陈军平
表 3 模拟焊后热处理工艺制度
制度进行处理 , 试验在带微机控制升降温速度的
S 2—2 X 4—10 电 阻 炉 上 进 行 ; 向 取 直 径 为 2Q 横
l. m、 25m 标距为 5 m 的圆棒试样进行拉伸性 0m 能测试 , 利用 Z 20电液伺服拉伸试验机进行拉 10 伸试验 ; 向取 1 l ×1 l × 5m 试 样 进 纵 0n m 0n m 5 m
析; 并用 F 一 0 x显微硬 度计 分析 显微 硬度 。 M 7o
2 试 验结 果与 分析
钢 板模 拟焊 后 热 处理 工艺 分 为两 种 : 种 是 一
保温温度为 60c , 9 = 保温时间为 6h 以下简称工 I ( 艺 1 ; 一 种是 保 温 温 度为 60c , 温时 间 )另 1 = 保 I 为 9h 以下简称工艺 2 。经过两种工艺处理后 ( ) 的钢板力 学性 能见 表 4 。
Mn
P
S
N +V +Ti b Ni +Cr+C u
0 1 0. 1 5 ≤0. 5 ≤0. o .5 3 .5 01 08
≤O0 .8
≤1 1 .
12 试验 方法 .
表 2 正火状态 S S 6 r0钢板 的力学性 能 A 1G T
从 钢 板 宽 度 14处 切 取 2块 试 板 , 别 在 / 分 60℃ 和 60℃按照表 3的模 拟 焊后 热 处理 工 艺 1 9