三星手机后盖注射模具设计
手机壳注射模具设计课程设计

手机壳注射模具设计课程设计一、课程目标知识目标:1. 让学生掌握手机壳注射模具的基本结构及工作原理;2. 了解并掌握手机壳注射模具设计的相关参数和计算方法;3. 掌握手机壳注射模具设计中常用的材料及其特性。
技能目标:1. 培养学生运用CAD软件进行手机壳注射模具设计的能力;2. 培养学生运用CAE软件进行手机壳注射模具分析的能力;3. 提高学生实际操作手机壳注射模具加工设备的能力。
情感态度价值观目标:1. 培养学生对工程设计和制造的兴趣,激发创新意识;2. 培养学生严谨、细致、负责的工作态度;3. 增强学生的团队合作意识,培养沟通协调能力。
课程性质:本课程为实践性较强的专业课,旨在培养学生的模具设计能力,提高学生的实际操作技能。
学生特点:学生具备一定的模具基础知识,具有一定的空间想象能力和动手能力,但对手机壳注射模具设计的相关知识掌握有限。
教学要求:结合课程性质和学生特点,采用理论教学与实践操作相结合的方式,使学生在掌握模具设计基本知识的同时,提高实际操作技能。
通过本课程的学习,分解课程目标为具体的学习成果,以便于教学设计和评估。
二、教学内容1. 手机壳注射模具结构及工作原理- 模具的分类、组成及功能- 注射模具的典型结构及工作流程- 手机壳注射模具的特殊要求2. 手机壳注射模具设计参数与计算- 塑料性能与选材- 模具尺寸计算、型腔布局与流道设计- 冷却系统设计、顶出系统设计3. 常用材料及特性- 塑料材料分类、性能与应用- 模具钢的分类、性能与选用4. CAD软件在模具设计中的应用- 软件操作技巧与规范- 模具零件的绘制与装配- 模具三维造型设计5. CAE软件在模具分析中的应用- 塑料流动分析、冷却分析- 翘曲变形分析、收缩率分析- 模拟分析结果与优化6. 实际操作与加工- 模具加工设备、工艺及流程- 模具装配与调试- 模具试模与问题分析教学内容按照上述六个方面进行组织,确保科学性和系统性。
项目5手机上壳注塑模具设计

创新设计
为了满足消费者对个性化、 时尚化的需求,手机市场 上壳需要不断创新设计, 提高产品附加值。
注塑模具设计的重要性
提高生产效率
注塑模具设计能够实现自 动化生产,提高生产效率, 降低生产成本。
保证产品质量
合理的注塑模具设计能够 确保产品质量的稳定性和 一致性,减少不良品率。
促进产品创新
注塑模具设计为产品创新 提供了技术支持,使企业 能够快速响应市场需求, 推出新产品。
校核模具刚度
根据受力情况,对模具整体刚度进行校核,确保 模具在使用过程中不会发生弯曲或扭曲。
模具材料选择与热处理
选择模具材料
根据模具使用要求和受力情况,选择 合适的模具材料。
进行材料热处理
根据材料特性,进行适当的热处理, 提高模具的硬度和耐磨性。
模具精度与表面处理
控制模具精度
根据产品要求和生产条件,控制模具的加工精度和装配精度 。
THANKS FOR WATCHING
感谢您的观看
保证模具精度和寿命
总结词
模具精度和寿命是衡量模具质量的重要指标。
详细描述
在设计中应采用高精度的加工设备和工艺,确保模具零件的制造精度,同时优化模具结构,提高模具的耐磨性和 抗疲劳性能,延长模具的使用寿命。
优化模具结构,降低制造成本
总结词
优化模具结构是降低制造成本的有效途径。
详细描述
在满足产品要求的前提下,应尽可能简化模具结构,减少模具零件数量,降低加工难度和制造成本。 同时,合理布置浇注系统和冷却系统,提高生产效率,进一步降低生产成本。
推出方式选择
根据产品形状、尺寸和成型工艺要求,选择合适 的推出方式,如顶杆推出、气动推出等。
推出机构设计
手机上盖注射模具毕业设计
题目:手机上盖注射模具设计学生姓名:指导教师:学科专业:机械设计制造及其自动化学科类别:工学2020年05月手机上盖注射模具设计摘要在现实生活里,手机已经成为人们的一个生活必须品。
本次设计的制品为手机外壳注射模设计,利用Pro/E软件CAD软件对手机外壳及模具进行三维造型,模架选取,装配图和零件图。
从塑料产品成型特征、分型面的选择、浇注系统设计、型芯和型腔结构设计,推出机构设计、冷却系统设计、导向机构设计等多方面详细阐述了手机外壳注塑模具的设计过程。
同时合理地选择了注塑机,并对注塑压力,锁模力,顶出力等注射工艺参数进行校核,进一步保证了设计的合理性。
如此设计出的结构可确保模具工作运用可靠。
最后对模具结构与注射机的匹配进行了校核,并用Pro/e绘制了一套模具装配图和零件图。
关键词:手机;注塑模具;分型面;脱模机构The Design of Plastic Mold The Cover of Mobile PhoneAbstractIn real life,the mobile phone has become one of the necessities of life.The desig n of products for the mobile shell injection mould design,use Pro/E software CAD so ftware of cell phone shell and die for3d modeling,formwork selection,and the asse mbly drawing.From plastic moldingcharacteristics,classification,the selection of gati ng system design,cores and cavity structure design,roll out mechanism design,coolin g system design,steering mechanism design and so on various details a cell phone cas ing injection mold design process.At the same time for reasonable selection of the pla stic injection machine,and the injection pressure,clamping force,top,the output and i njection process parameters,check the further ensure that the rationality of the design. So the structure of the design to ensure reliable mould work.Finally in mould structu re and the matching of the injection machine,check the Pro/e and draw a mold assem bly drawing and drawing.Key Words:Mobile Phone;Injection Mould;Parting surface; Deoulding mechanism主要符号表V注注射机最大注射容量V总成型塑件与浇注系统总和A 塑件和浇注系统在分型面上的投影面积之和Ax 塑件型腔在模具分型面上的投影面积Aj 塑件浇注系统在模具分型面上的投影面积Fz 胀模力ρ密度Fs 合模力P 模腔压力H模模具实际高度H最小注塑机最小闭合厚度H1 推出距离H2 包括浇注系统在内的塑件高度S机注塑机最大开模行程Ra 表面粗糙度Ls 塑件外型径向公称尺寸K 塑料的平均收缩率;△ 塑件的尺寸公差δ 模具制造公差Hs 塑件高度方向的公称尺寸N 每小时注射次数Q 总热量θc 对流所散发的热量θR 辐射所散发的热量θ1 注塑机所散发的热量θ2 冷却系统从模具中带走的热量F 脱模力d 推板直径n型腔数量1m单个塑件的体积(3cm)2m浇注系统所需塑料的体积1A单个塑件在模具分型面上的投影面积2A浇注系统在模具分型面上的投影面积A注射机允许使用的最大成型面积P 塑料熔体对型腔的成型压力m inH注射机允许的最大模厚m axH注射机允许的最小模厚目录1 绪论 (1)1.1我国模具行业发展概述 (1)1.1.1有利因素 (1)1.1.2不利因素 (2)2 注塑工艺分析及成型方法 (4)2.1塑件制件分析 (4)2.1.1塑件结构分析 (4)2.1.2塑料使用性能分析 (4)2.1.3材料成型性能分析 (4)2.1.4塑件的结构及成型工艺分析 (5)2.2材料ABS的注射成型过程及工艺参数 (5)3 模具总体设计 (7)3.1分型面位置的确定 (7)3.2确定型腔数量及排列方式 (7)3.3注射机型号初选 (8)3.3.1相关数据的计算 (8)3.3.2注塑机的参数 (9)3.3.3注塑机参数的校核 (9)3.4浇注系统、关键零部件设计 (10)3.4.1浇注系统的设计 (10)3.4.2冷料穴的设计 (11)3.4.3分流道设计 (12)3.4.4浇口的设计 (12)3.5成型零件设计及计算 (13)3.5.1成型零件结构设计 (13)3.5.2型芯设计 (14)3.5.3成型零件尺寸计算 (14)3.6排气系统及温度调节系统的设计 (16)3.6.1 排气系统 (16)3.6.2 温度调节系统设计 (16)3.6.3冷却介质的选择 (16)3.6.4冷却水路的布置 (17)3.7推出系统设计 (18)3.7.1 推件力计算 (18)3.7.2 顶杆直径的计算 (18)3.7.3脱模力的计算 (18)3.7.4顶杆在塑件上的分布 (19)3.8侧抽芯机构设计 (19)3.8.1抽芯力的计算 (20)3.8.2抽芯距的计算 (20)3.8.3斜导柱抽芯机构的设计 (20)3.8.4抽芯机构的确定 (21)3.8.5斜导柱的设计 (21)3.8.6滑块的设计 (21)3.8.7斜推杆的设计 (21)3.8.8斜推杆倾斜角的确定 (23)3.9导向机构的设计 (23)4 模具装配图 (25)4.1模具总装配图 (25)4.2开合模过程 (26)参考文献 (27)致谢 (28)毕业设计(论文)知识产权声明 (29)毕业设计(论文)独创性声明 (30)1 绪论1 绪论1.1我国模具行业发展概述近年来,中国的模具工业一直保持着良好的发展势头,这一势头是否会持续下去,这是一个行业的重点。
手机翻盖注射模的设计
目录摘要 (1)前言................................................................................................................................. - 1 - 1、塑件的工艺分析.. (2)1.1塑件的成形工艺分析 (2)1.1.1塑件零件图 (2)1.1.2件材料特性 (3)1.2.3塑件材料成形性能 (4)1.2、塑件成形工艺参数确定 (4)2、模具的基本机构与模架选择 (6)2.1、模具的基本结构 (6)2.1.1确定成形方法 (6)2.1.2型腔布置 (6)2.1.3确定分型面 (6)2.1.4选择浇注系统 (7)2.1.5确定推出方式 (8)2.1.6侧向抽芯机构 (9)2.1.7选择成形设备 (9)2.2 选择模架 (10)2.2.1模架结构 (10)2.2.2模架安装尺寸校核 (10)3、模具结构、尺寸的设计计算 (11)3.1模具结构设计计算 (11)3.1.1 型腔结构 (11)3.1.2 型芯结构 (11)3.1.3斜导柱结构 (11)3.1.4模具的导向结构 (12)3.1.5结构强度计算 (13)3.2 模具成形尺寸设计计算 (13)3.2.1型腔径向尺寸 (13)3.2.2型腔深度尺寸 (14)3.2.3型芯径向尺寸 (15)3.2.4型芯高度尺寸 (15)3.3 模具加热、冷却系统计算 (15)3.3.1模具加热 (15)3.3.2模具冷却 (16)4、模具主要零件图及加工工艺规程 (17)4.1 模具定模板(中间板)零件图及加工工艺规程 (17)4.2模具侧滑块零件图及加工工艺规程 (18)4.3 模具动模板(型芯固定板)零件图及加工工艺规程 (19)5、模具总装图及模具的装配、试模 (20)5.1模具总装图及模具的装配 (20)5.1.1成形零件及浇注系统 (20)5.1.2推出系统零件 (21)5.1.3滑块及活动零件 (21)5.1.4导向机构 (21)5.1.5加热与冷却系统 (22)5.1.6模具外观 (22)5.2模具的安装试模 (22)5.2.1 试模前的准备 (22)5.2.2 模具的安装 (22)5.2.3试模 (23)5.2.4检验 (24)结束语 (25)致谢 (26)参考文献 (26)摘要注射成形是现在成形热塑件的主要方法,因此应用范围很广。
手机上盖注射模具设计

任务书系:专业:实习报告一、实习目的:巩固专业知识,提高实际操作技能,丰富实际工作和社会经验,掌握一定的专业技能,将所学知识能灵活运用于实际工作中。
二、实习时间:2周(2011.3.14~2011.3.25)三、实习地点:苏州永腾电子制品有限公司四、实习内容:我是成型0702班的罗进,于2011.3.14~2011.3.25在苏州永腾电子制品有限公司实习,在研发部研发课担任工程师一职,厂牌号码为AMA00025。
在该部门实习这段期间,我觉得我学到了许多书本上没有的知识,让我的人生观、知识观、世界观都有了一定的提高,我非常感谢该公司给我这次机会,让我得到充分的锻炼与学习。
我大致介绍下我在该公司的实习情况:首先,刚上班时,我们部门老大杨宗文科长,他不会马上给你安排案子做,而是先向我简单介绍下公司部门运作情况,然后给我看一些公司以前的生产图纸、产品,让我从中慢慢了解熟悉公司的生产情况,接着给我一些工程师绘图基本规范和工程师手册,让我学习了解作为一个工程师应该具备哪些素质和技术!然后,杨科长安排肖超明大哥带我熟悉整个公司各个部门的情况,从一个产品(散热片)的选材到加工成型、包装等流程都做了一个详细的介绍,在此非常感谢。
我们一开始从散热片的第一步(铝挤)参观起,在铝挤加工过程中,我了解到铝挤分为铝锭—熔铸—铝圆棒—加热炉—挤压成型—拉直—裁锯—人工时效—转入下一工序剖沟。
虽然看是一个简单的挤型,但做起来还是相当的复杂,必须达到一定的规定要求。
接着参观了剖沟车间、CNC车间、线割车间、磨床车间、阳极车间等,在此,因涉及公司机密,不一一作详细介绍。
其次,我跟着王元喜、石正红等那些老大哥们,向他们学习如何绘图,以及在他们接手做案子时,看他们如何操作和一些注意的细节问题。
经过一些天的学习、请教和了解,我大致懂得了要做好一个优秀工程师不是一件简单事。
最后,经过一些天的实习,我对于整个公司的生产流程有了一定的了解,随着认识的逐渐深入,我也开始着手做了一些简单的案子,虽然刚开始只是一些报价的案子,在我们看来很简单,可是真正动起手来独立完成案子时,却觉得凡事不是想当然的那么容易,刚一开始就错了,比如,面对一个铝挤产品,当你转图报价时,你就得先注意这个产品的挤型和剖沟之间的关系,特别对于有耳朵的产品,剂型一定得高于剖沟3mm,而剖沟也得高于耳朵3mm,再者就是这个产品这样做能不能生产的问题,以及面对一个初次见的弹簧螺丝如何查代号的问题等等。
手机翻盖注射模设计
UNIVERSITY本科毕业论文(设计)题目:手机翻盖注射模设计学院:姓名:学号:专业:机械设计制造及其自动化年级:指导教师:职称:助教二○一二年五月摘要随着科技发展与人民生活水平提高,手机已成为人们生活必不可少的工具。
庞大的需求量促进了手机行业发展,手机不同形态展示在人们面前,翻盖手机便是各种形态中的一大热门机型。
翻盖手机上盖是体现整个手机外形的主要地方,上盖的形态不仅于设计师有关,很大方面也与加工过程有关,手机翻盖上盖可用的材料很多,这里主要讨论塑料材料。
为确保生产效率等因素,翻盖上盖一般采用塑料成型模具成型,塑料成型模具的种类繁多,结构特点、使用条件、使用设备等各异。
可以说塑料成型模具是一个十分庞大的家族,其成员之多是难以想象的。
本设计主要采用注射模具进行设计。
此次设计我采用Pro/E软件,辅助进行模具分型以及模架设计,采用Auto CAD进行辅助注释和交流。
关键词:手机翻盖,塑料,注射模,Pro/E, Auto CADAbstract:With the technological development and people's living standards improve, the mobile phone has become an indispensable tool for people's lives. Promote the development of the mobile phone industry for the huge demand for mobile phones of different forms of display in front of people, the flip phone is one of the hottest models in various forms.The main places to reflect the shape of the entire mobile phone is a clamshell mobile phone cover, atop the form not only designers, large is also related to the processing, cell phone flip cover materials available here focuses on the plastic material.In order to ensure production efficiency and other factors, the flip cover commonly used mold for plastics molding, plastic mold of a wide range of structural characteristics, conditions of use, use of equipment different. It can be said that the plastic mold is a very large family and its members as much as is unimaginable. This design, injection mold design.The design I used Pro / E software, auxiliary mold parting as well as mold design, assisted annotation and exchange using Auto CAD.Keywords: clamshell phone, plastic injection mold, Pro / E, Auto CAD目录前言 (1)1设计内容及目的 (2)1.1设计内容 (2)1.2设计目的 (3)2 塑件的工艺分析 (3)2.1塑件成型的基本过程 (3)2.2塑件制品分析 (4)2.2.1材料分析 (4)2.2.2塑件结构分析 (5)3 模具结构设计与参数计算 (6)3.1注塑机的选择 (6)3.2注射机的校核 (6)3.2.1注射量的校核 (6)3.2.2锁模力的校核 (7)3.2.3 注射机安装模具部分的尺寸校核 (7)4 分型面的确定 (8)4.1分型面概念与选取原则 (8)4.2工件分析以及分型面选取 (9)5 浇注系统设计 (10)5.1浇注系统基本概念 (10)5.1.1浇注系统的组成 (10)5.1.2浇注系统的作用 (11)5.1.3浇注系统的形式 (11)5.1.4 浇注系统的设计原则 (11)5.2主流道设计 (11)5.3分流道设计 (12)5.4浇口的设计 (13)5.5冷料穴的设计 (13)6 排溢系统的设计 (14)7 成形零件的设计 (15)7.1成形零件应具备的性能 (15)7.2成形零件的工作尺寸设计 (15)7.3型腔侧壁和底板厚度的计算 (17)8 导向机构设计 (18)8.1导向机构的作用 (18)8.2结构设计 (18)9 脱模机构与复位机构设计 (19)9.1脱模机构 (19)9.2脱模机构的设计要求 (19)9.3脱模机构设计原则 (19)9.4脱模机构的结构设计 (20)9.5复位机构的设计 (20)9.6斜导柱分型抽芯机构 (21)10 冷却系统的设计 (21)10.1冷却系统的设计原则 (22)10.2冷却系统的计算 (22)11 模具的整体设计 (23)总结 (25)参考文献 (26)致谢 (27)前言塑料,由于具有一系列优异的物理力学性能、化学性能和易成形加工工艺性能而在轻工、农业、国防航天航空、机械制造、建筑材料、交通运输等部门及与人们的日常生活密切相关的诸多方面都得到了非常广泛的应用。
手机盖注射模具设计课题简介
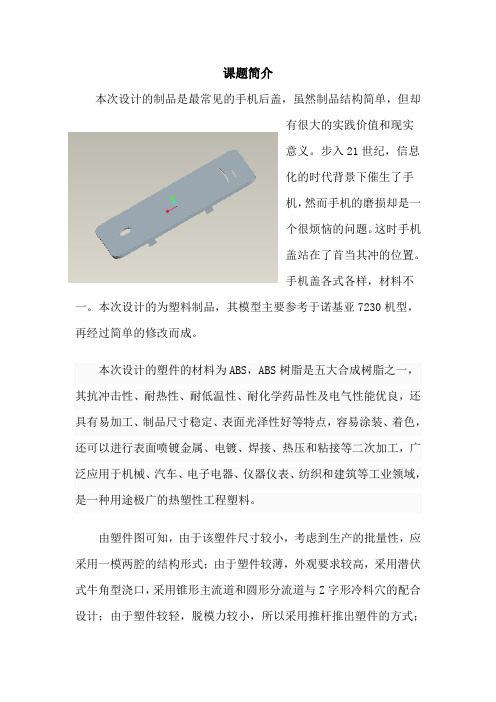
课题简介本次设计的制品是最常见的手机后盖,虽然制品结构简单,但却有很大的实践价值和现实意义。
步入21世纪,信息化的时代背景下催生了手机,然而手机的磨损却是一个很烦恼的问题。
这时手机盖站在了首当其冲的位置。
手机盖各式各样,材料不一。
本次设计的为塑料制品,其模型主要参考于诺基亚7230机型,再经过简单的修改而成。
本次设计的塑件的材料为ABS,ABS树脂是五大合成树脂之一,其抗冲击性、耐热性、耐低温性、耐化学药品性及电气性能优良,还具有易加工、制品尺寸稳定、表面光泽性好等特点,容易涂装、着色,还可以进行表面喷镀金属、电镀、焊接、热压和粘接等二次加工,广泛应用于机械、汽车、电子电器、仪器仪表、纺织和建筑等工业领域,是一种用途极广的热塑性工程塑料。
由塑件图可知,由于该塑件尺寸较小,考虑到生产的批量性,应采用一模两腔的结构形式;由于塑件较薄,外观要求较高,采用潜伏式牛角型浇口,采用锥形主流道和圆形分流道与Z字形冷料穴的配合设计;由于塑件较轻,脱模力较小,所以采用推杆推出塑件的方式;模架选用400mmx350mm;冷却系统方面,在动定模板上分别设置两根冷却水道。
另外,塑件下面有用于连接手机的四个凹槽,为使制品顺利脱模而又不影响制品要求,需采用侧向分型与抽芯机构,这也是本次设计的重中之重。
该套模具采用侧抽结构,其驱动方式为斜导柱与斜滑块的配合,根据斜滑块侧向分型与抽芯的特点,利用推出机构的推力驱动斜滑块斜向运动,在塑件被推出脱模的同时,由斜滑块完成侧向分型与抽芯动作考虑分型与抽芯的方向要求,并保证塑件具有较好的外观质量,另外,还应使滑块的组合部分具有足够的强度。
由于本次模具设计的塑件抽芯距较小,所以该套模具采用整体式的结构形式。
该套模具采用滑块导滑,其斜向滑槽为矩形导滑槽(压板)。
利用斜滑块外侧面的凸耳与压板滑动配合,达到侧向分型与复位的目的。
同时为了防止开模块被粘附在定模上,在定模部分设置了4套弹簧和弹簧顶销。
手机壳注射成型课程设计

手机壳注射成型课程设计一、课程目标知识目标:1. 学生能理解手机壳注射成型的基本概念,掌握塑料材料的选择、注射成型工艺参数设置等基础知识。
2. 学生能描述手机壳注射成型过程中可能出现的缺陷,并了解其产生原因及解决办法。
3. 学生了解手机壳设计的基本原则,能够运用相关知识对手机壳进行优化设计。
技能目标:1. 学生能够运用CAD软件设计简单的手机壳,并使用CAM软件进行模具设计和加工编程。
2. 学生能够熟练操作注射成型机,完成手机壳的注射成型过程,并对产品进行后处理。
3. 学生能够运用质量控制方法对手机壳注射成型过程进行监控,提高产品合格率。
情感态度价值观目标:1. 学生培养对塑料成型工艺的热爱和兴趣,增强对制造业的认同感。
2. 学生树立质量意识,注重产品细节,培养精益求精的工匠精神。
3. 学生通过团队合作完成项目,培养沟通协作能力和团队精神。
课程性质:本课程为实践性较强的专业课,结合理论知识与实践操作,培养学生的动手能力和创新能力。
学生特点:学生具备一定的三维建模和编程基础,对塑料成型工艺有一定了解,但实践经验不足。
教学要求:注重理论与实践相结合,强化实践操作环节,提高学生的实际操作能力和解决问题的能力。
通过项目式教学,培养学生的自主学习、合作学习和创新能力。
将课程目标分解为具体的学习成果,以便于教学设计和评估。
二、教学内容1. 塑料材料的选择与应用- 介绍常用塑料材料的性能特点及适用范围。
- 分析手机壳材料选择的原则和影响因素。
2. 注射成型工艺参数设置- 讲解注射成型过程中关键的工艺参数,如温度、压力、速度等。
- 探讨不同参数对产品成型质量和生产效率的影响。
3. 手机壳设计原则及优化- 分析手机壳设计的基本原则,如结构、功能、美观等。
- 介绍运用CAD软件进行手机壳设计的方法和技巧。
4. 模具设计与加工编程- 讲解模具结构设计的基本知识,如型腔布局、冷却系统等。
- 指导学生运用CAM软件进行模具加工编程。
三星手机后盖注射模具设计

集美大学课程设计说明书题目:三星手机后盖注射模具设计姓名:林杰专业:材料成型及控制工程班级: 1211班学号: 201221136011 指导老师:陈怀民樊晓红李波王沁峰胡志超张燕红2 0 1 6 年1 月11 日三星手机后盖注射模具设计[摘要] 注射成型是热塑性塑料成型的主要方法之一,可以一次成型形状复杂的塑件。
本次课程设计对三星手机后盖注射模具进行了设计,对塑件结构进行了工艺分析,确定ABS为塑件的材料。
采用一模两腔的结构,并根据模具的锁模力选择了注射机,再用注射量、注射压力进行了校核。
对浇注系统进行了设计,采用端面进胶的侧浇口,并对流道进行了布置,根据注塑机的型号确定了定位圈与浇口套的尺寸与形式。
选择了Futaba 公司的标准模架,对顶出装置与冷却系统进行了设计。
对成型零件进行了设计,确定了模仁的大小并在Pro/ENGINEER进行开模。
进行侧抽结构的设计,确定导柱的倾斜角、长度,并对滑块的结构进行设计。
最后在EMX下生成三维图,导入AutoCAD对装配图和零件图进行绘制。
[关键词] 注射模具;手机后盖;ABS;侧抽机构;EMXDesign of The Plastic Mold of The Back Cover For Samsung MobileAbstract Injection molding is one of the most significant measures in thermoplastics forming, which can produce complex parts directly. During this Mold Course Design, a design of the plastic mold of the back cover for Samsung mobile has been carried out. The structure of the product has been analyzed according to the manufacturing process and ABS was choose as the material of the back cover. There would be two cavities in a mold for increase efficiency. Based on clamping force, the model of injection molding machine has been choose, and the calculation of injection volume and injection pressure has been done to make sure the machine could work properly. Using side gate as the way of filling cavity and placing runner in proper way, the design of gating system has been completed. The model of injection molding machine determined the type of locating ring and sprue bush. The mold base of Futaba company has been choose and the design of eject system and cooling system have been done. To create molding parts, the size of mold core has been decide and the appearance of cavity and core has been generated by Pro/ENGINEER. After deciding the slant angle and length of angle pin, figure out the structure of slider, the design of side core pulling system has been completed. Finally, three-dimensional diagram has been generated by EMX, and then it has been imported to AutoCAD to create assembly drawings and part drawings.Keywords: i njection molding; back cover of mobile; ABS; side core pulling system; EMX目录引言 (1)1 零件成形工艺分析 (2)1.1 零件概述 (2)1.2 零件材料分析 (2)1.3 零件结构工艺性分析 (3)1.3.1 零件的壁厚 (3)1.3.2 零件的拔模斜度 (4)1.4 零件生产要求 (4)2 确定型腔的数目 (5)3 模具胀型力的计算,选择注射设备 (7)3.1 模具胀型力的计算 (7)3.2 注射设备的选择 (7)3.3 注射机有关工艺参数的校核 (8)3.3.1 最大注射量的校核 (8)3.3.2 注射压力的校核 (8)4 确定型腔布置 (9)4.1 型腔按短边并排布置 (9)4.2 型腔按长边并排布置 (10)5 选择分型面 (11)6 确定浇注系统 (12)6.1 主流道的设计 (12)6.2 分流道设计 (13)6.2.1 分流道截面形状的确定 (13)6.2.2 分流道尺寸设计 (13)6.3 浇口设计 (14)6.3.1 浇口形式的确定 (14)6.3.2 浇口尺寸的确定 (14)6.4 拉料杆设计 (15)7 确定脱模方式 (16)7.1 推杆推出 (16)7.2 推件板推出 (16)7.3 脱模方式的确定 (16)8 冷却系统和推出结构设计 (17)8.1 冷却系统设计 (17)8.1.1 冷却回路长度的确定 (17)8.1.2 冷却回路的布置 (18)8.2 推出结构设计 (19)8.2.1 推杆的布置 (19)8.2.2 复位机构 (19)9 侧向分型与抽芯机构设计 (20)9.1 抽芯力的确定 (20)9.2抽芯距的确定 (20)9.3 斜导柱参数确定 (20)9.3.1 斜导柱倾斜角的确定 (20)9.3.2 斜导柱直径的确定 (20)9.3.3 斜导柱长度的确定 (21)9.4 滑块设计 (21)10 凹模和型芯主要尺寸计算和结构设计 (22)10.1 凹模径向尺寸计算 (22)10.2 型芯径向尺寸计算 (23)10.3 型腔深度和型芯高度尺寸计算 (23)10.4 中心矩尺寸计算 (24)10.5 凹模和型芯的结构设计 (24)11 模具其它零件设计 (26)11.1 定位圈设计 (26)11.2 导向机构设计 (26)11.2.1 导柱 (26)11.2.2 导套 (27)11.3 垃圾钉的选定 (27)12 模具有关零件的强度和刚度校核 (28)12.1 斜导柱的强度校核 (28)12.2 推杆的强度与刚度校核 (28)12.2.1 推出力的计算 (28)12.2.2 推杆的强度校核 (28)12.2.3 推杆的刚度校核 (29)13 模具与注射机有关尺寸校核 (30)13.1 模具与注射机安装部分相关尺寸的校核 (30)13.1.1 模具的最大、最小厚度的校核 (30)13.1.2 动、定模座板安装尺寸校核 (30)13.2 模具开模行程校核 (30)14 模具结构三维设计 (32)结论 (33)致谢语 (35)参考文献 (36)引言注射成型(Injection Molding )是指有一定形状的模型,通过压力将融溶状态的胶体注入模腔而成型。
手机后盖注塑模 毕业设计

毕业设计(论文)题目学院专业班级学生姓名指导教师成绩年月日摘要当今社会,工业发展迅速,产品种类多,更新快,模具技术在生产中的作用越来越大,对高质量模具的需求不断增加。
本文设计了一副Nokia5230手机后盖的注塑模具。
首先用画出塑件,对塑件进行结构分析,选择合适的注塑机,选用PC/ABS 塑料进行注塑。
然后对模具的浇注系统,分型面的选用,脱模机构,冷却系统等的设计,成型零件以及模架和标准件的选用。
用AutoCAD画出模具的装配图和零件图。
关键词:注射模具;CAD;Nokia5230手机后盖AbstractNowadays, the development of industry is rapid; there are many kind of industrial production,Shape continues to accelerate,so mould technology is more and more important in the role of manufacture,the need of high quality mould is set of injection mould of the Nokia5230’s backcover has been designed in this of all,describe the plastic part with ,choose the appropriate injection moud machine with the analysis of the back cover,then choose the PC/ABS to the assembly drawing and part drawing by Auto CAD..The design process of inject system of the mould are specified in detail in this article.Keyword: injection mould ;CAD ;Nokia5230 backcover of the cellphone目录摘要 (I)Abstract (II)第1章绪论 (1)第2章塑件的结构与工艺性分析 (4)塑件的概述 (4)塑件的结构与工艺性分析 (4)结构分析 (4)工艺性分析 (4)确定成型设备选择与模塑工艺规程编制 (6)塑件的几何特征 (6)确定型腔数量及布局形式 (7)初选注射机 (7)第3章分型面的机构设计 (8)注射模分型面基本总体结构方案 (8)分型面的选择 (8)分型面的形式 (9)分型面的选择原则 (9)第4章浇注系统的设计 (10)浇注系统的组成及作用 (10)浇注系统的设计原则 (10)流道及浇口的设计 (11)主流道的设计 (11)分流道的设计 (13)浇口的设计 (14)浇注系统断面尺寸计算 (16)冷料穴和拉料杆的设计 (17)排气系统的设计 (18)浇注系统的平衡 (18)分流道的平衡 (19)浇口的平衡 (19)第5章成型零件的设计 (20)成型零件的选材 (20)凹模部分的结构设计 (21)凸模部分的结构设计 (22)第6章脱模与导向机构的设计 (24)设计原则及分类 (24)脱模机构的组成 (24)脱模机构的设计原则 (24)脱模机构分类 (25)脱模力计算 (25)简单脱模机构 (26)推杆脱模机构 (26)导向机构设计 (28)导向机构的功用 (28)导向机构设计 (28)第7章冷却系统设计 (29)模具温度调节的必要性 (29)模具温度调节对制品质量的影响 (29)模具温度调节对生产效率的影响 (29)冷却系统的计算 (30)冷却时间的分析 (30)冷却系统的简略计算 (30)冷却系统的设计原则 (31)冷却回路的布置 (32)凹模冷却回路 (32)型芯冷却回路 (32)第8章模架及标准件的选用 (33)模架的选取 (33)标准件的选用 (33)第9章注射机有关参数的校核 (35)注射量的校核 (35)型腔数量的确定和校核 (36)塑件在分型面上的投影面积与锁模力校核 (36)最大注射压力校核 (37)开模行程校核 (37)结论 (38)参考文献 (39)致谢 (40)第1章绪论塑料作为现代工业中较为常见的材料之一,在性能上具有质量轻、强度好、耐腐蚀、绝缘性好、易着色等特点,其制品可加工成任意形状,且具有生产效率高、价格低廉等优点,所以应用日益广泛,在汽车、仪表、化工等工业中,塑料已经成为金属零件的良好代用材料。
手机盖注射成型塑件工艺分析

手机盖注射成型塑件工艺分析模具制造是国家经济建设中的一项重要产业,振兴和发展我国的模具工业,日益受到人们的重视和关注。
用模具生产制件所具备的高精度、高复杂程度、高一致性、高生产率和低消耗,是其它加工制造方法所不能比拟的。
模具又是“效益放大器”,用模具生产的最终产品的价值,往往是模具自身价值的几十倍、上百倍。
模具工业是制造业中的一项基础产业,是技术成果转化的基础,同时本身又是高新技术产业的重要领域。
1.塑件材料分析塑件材料对注射工艺和模具结构的适应能力叫做注射成型性能,注射成型性能的好坏直接影响到成型加工的难易程度和制品质量的优劣,同时还影响生产效率的高低和设备的辐射能损耗等。
目前,中国娱乐场比较多,往往容易被兴致极高的玩家们按坏,所以市场也看中了这一点,为了适应玩家玩得痛快的需要,很多厂家开始生产比以前旧材料更好的新材料手机盖,本次设计就是以此为基点,设计生产一批手机盖套的注射模具,该手机盖套不易被按坏,坚固而不难按,在玩家达到忘我境界时,不用担心被按坏,玩家也不会觉手机盖不灵敏,深受广大消费者的欢迎,具有广阔的市场前景。
由于本次设计的手机盖具有手感工效,而不缺实用功能,表面光滑且透明,故选用材料为ABS,它是一种优良的热塑性工程材料,它不但具有优良的力学性能、热学性能、电绝缘性能和耐腐蚀性能,而且具有良好的加工性能。
2.塑件的工艺分析在模具设计之前需要对塑件的工艺性如形状结构、尺寸大小、精度等级和表面质量要进行仔细研究和分析,只有这样才能恰当确定塑件制品所需的模具结构和模具精度。
手机盖如图1所示,该塑件结构相对比较简单,外表面有一孔,Pro/E中通过拉伸、圆角、抽壳等特征操作可完成。
零件没有侧空和内凹,不用侧抽芯。
图1手机盖工程图和3D图2.1塑件的结构设计(1)脱模斜度由于注射制品在冷却过程中产生收缩,因此它在脱模前会紧紧的包住模具型芯或型腔中突出的部分。
为了便于脱模,防止因脱模力过大拉伤制品表面,与脱模方向平行的制品内外表面应具有一定的脱模斜度。
手机后盖保护壳注塑模具设计论文
摘要:注射成型是热塑性塑料成型的主要方法之一,可以一次成型形状复杂的精密塑件。
随着手机市场的兴起人们对手机的追求日趋完美,本次设计针对手机保护壳(诺基亚C3-00),因为是薄壁件(0.5mm),所以在选材时应选择高强度、凝固性较快的材料。
通过对零件结构进行了工艺分析,采用ABS作为塑件的材料。
采用单分型面,根据模具的型腔数目以及最大注塑量、注射压力、锁模力、模具的安装尺寸等因素选择了注射机,选择成型零部件的尺寸;采用扇形浇;由于型腔侧壁开有耳机孔和按键孔的补片,所以我们在型腔上进行侧抽芯和型芯底部的平行顶出完成脱模,并对模具的材料进行了选择,如此设计出的结构可确保模具工作运行可靠。
对模具结构与注射机的匹配进行了校核。
用UG6.0绘制出模具三维图形,最后利用UG6.0 CAM模块对型芯和型腔进行了加工仿真,制定了符合要求的数控加工工艺过程。
关键词:手机保护壳;侧抽芯ABS;注塑模具;UG6.0;产品示意图产品毛坯产品三视图目录第一章绪论1.1模具发展的现状1.2存在问题和主要差距1.3发展展望第二章材料与塑件分析2.1塑件分析2.2塑件材料分析2.3确定塑件设计批量2.4计算塑件的体积和质量2.5注塑机的选择2.6注塑机的参数校核2.6.1最大注塑量校核2.6.2 注塑压力校核2.6.3锁模力校核2.6.4模具安装尺寸校核2.6.5开模行程的校核第三章选择塑件的分型面第四章标准件的选择4.1标准模架的选取4.2标准紧固件的选用第五章浇注系统的设计5.1概述5.2流道设计5.2.1主流道设计5.2.2分流道设计5.3浇口设计第六章加热系统的设计6.1模具加热的主要方式6.2关于本产品的加热装置第七章顶出机构的设计7.1顶出机构的分类7.2顶出机构的设计原则7.3顶出机构的基本形式第八章成型零件的设计8.1凹模的设计8.2凸模的设计8.3成型零件的工作尺寸计算第九章模具设计总图第十章结论参考文献致谢信第一章绪论1.1模具发展的现状从第一个塑料产品赛璐珞诞生算起,塑料工业迄今已有120年的历史。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
集美大学课程设计说明书题目:三星手机后盖注射模具设计姓名: XXX专业:材料成型及控制工程班级: XXX学号: XXX指导老师: XXXX2 0 1 6 年1 月11 日三星手机后盖注射模具设计[摘要] 注射成型是热塑性塑料成型的主要方法之一,可以一次成型形状复杂的塑件。
本次课程设计对三星手机后盖注射模具进行了设计,对塑件结构进行了工艺分析,确定ABS为塑件的材料。
采用一模两腔的结构,并根据模具的锁模力选择了注射机,再用注射量、注射压力进行了校核。
对浇注系统进行了设计,采用端面进胶的侧浇口,并对流道进行了布置,根据注塑机的型号确定了定位圈与浇口套的尺寸与形式。
选择了Futaba 公司的标准模架,对顶出装置与冷却系统进行了设计。
对成型零件进行了设计,确定了模仁的大小并在Pro/ENGINEER进行开模。
进行侧抽结构的设计,确定导柱的倾斜角、长度,并对滑块的结构进行设计。
最后在EMX下生成三维图,导入AutoCAD对装配图和零件图进行绘制。
[关键词] 注射模具;手机后盖;ABS;侧抽机构;EMXDesign of The Plastic Mold of The Back Cover For Samsung MobileAbstract Injection molding is one of the most significant measures in thermoplastics forming, which can produce complex parts directly. During this Mold Course Design, a design of the plastic mold of the back cover for Samsung mobile has been carried out. The structure of the product has been analyzed according to the manufacturing process and ABS was choose as the material of the back cover. There would be two cavities in a mold for increase efficiency. Based on clamping force, the model of injection molding machine has been choose, and the calculation of injection volume and injection pressure has been done to make sure the machine could work properly. Using side gate as the way of filling cavity and placing runner in proper way, the design of gating system has been completed. The model of injection molding machine determined the type of locating ring and sprue bush. The mold base of Futaba company has been choose and the design of eject system and cooling system have been done. To create molding parts, the size of mold core has been decide and the appearance of cavity and core has been generated by Pro/ENGINEER. After deciding the slant angle and length of angle pin, figure out the structure of slider, the design of side core pulling system has been completed. Finally, three-dimensional diagram has been generated by EMX, and then it has been imported to AutoCAD to create assembly drawings and part drawings.Keywords: i njection molding; back cover of mobile; ABS; side core pulling system; EMX目录引言 (1)1 零件成形工艺分析 (2)1.1 零件概述 (2)1.2 零件材料分析 (2)1.3 零件结构工艺性分析 (3)1.3.1 零件的壁厚 (3)1.3.2 零件的拔模斜度 (4)1.4 零件生产要求 (4)2 确定型腔的数目 (5)3 模具胀型力的计算,选择注射设备 (7)3.1 模具胀型力的计算 (7)3.2 注射设备的选择 (7)3.3 注射机有关工艺参数的校核 (8)3.3.1 最大注射量的校核 (8)3.3.2 注射压力的校核 (8)4 确定型腔布置 (9)4.1 型腔按短边并排布置 (9)4.2 型腔按长边并排布置 (10)5 选择分型面 (11)6 确定浇注系统 (12)6.1 主流道的设计 (12)6.2 分流道设计 (13)6.2.1 分流道截面形状的确定 (13)6.2.2 分流道尺寸设计 (13)6.3 浇口设计 (14)6.3.1 浇口形式的确定 (14)6.3.2 浇口尺寸的确定 (14)6.4 拉料杆设计 (15)7 确定脱模方式 (16)7.1 推杆推出 (16)7.2 推件板推出 (16)7.3 脱模方式的确定 (16)8 冷却系统和推出结构设计 (17)8.1 冷却系统设计 (17)8.1.1 冷却回路长度的确定 (17)8.1.2 冷却回路的布置 (18)8.2 推出结构设计 (19)8.2.1 推杆的布置 (19)8.2.2 复位机构 (19)9 侧向分型与抽芯机构设计 (20)9.1 抽芯力的确定 (20)9.2抽芯距的确定 (20)9.3 斜导柱参数确定 (20)9.3.1 斜导柱倾斜角的确定 (20)9.3.2 斜导柱直径的确定 (20)9.3.3 斜导柱长度的确定 (21)9.4 滑块设计 (21)10 凹模和型芯主要尺寸计算和结构设计 (22)10.1 凹模径向尺寸计算 (22)10.2 型芯径向尺寸计算 (23)10.3 型腔深度和型芯高度尺寸计算 (23)10.4 中心矩尺寸计算 (24)10.5 凹模和型芯的结构设计 (24)11 模具其它零件设计 (26)11.1 定位圈设计 (26)11.2 导向机构设计 (26)11.2.1 导柱 (26)11.2.2 导套 (27)11.3 垃圾钉的选定 (27)12 模具有关零件的强度和刚度校核 (28)12.1 斜导柱的强度校核 (28)12.2 推杆的强度与刚度校核 (28)12.2.1 推出力的计算 (28)12.2.2 推杆的强度校核 (28)12.2.3 推杆的刚度校核 (29)13 模具与注射机有关尺寸校核 (30)13.1 模具与注射机安装部分相关尺寸的校核 (30)13.1.1 模具的最大、最小厚度的校核 (30)13.1.2 动、定模座板安装尺寸校核 (30)13.2 模具开模行程校核 (30)14 模具结构三维设计 (32)结论 (33)致谢语 (35)参考文献 (36)引言注射成型(Injection Molding )是指有一定形状的模型,通过压力将融溶状态的胶体注入模腔而成型。
工艺原理是:将固态的塑胶按照一定的熔点融化,通过注射机器的压力,用一定的速度注入模具内,模具通过水道冷却将塑胶固化而得到与设计模腔一样的产品。
主要用于热塑性塑料的成型,也可用于热固性塑料的成型。
注射成型的特点主要有:成型周期短,能一次成型形状复杂,尺寸精确,带有金属或非金属嵌件的塑料制品;注射成型的生产率高,易实现自动化生产;除氟塑料以外,几乎所有的热塑性塑料都可以用注射成型的方法成型。
但注射成型所用的注射设备价格较高,模具的结构复杂,生产成本高,生产周期长,不适合单件小批量的塑件成型。
塑料工业是发展历史短但发展速度惊人的新兴工业之一,同时又是一个伴随着石油工业的发展而迅速发展的领域。
塑料模具已处于同冲压模具并驾齐驱的地位。
日本在全国一万多家企业中,生产塑料模和生产冲压模的企业各占40%。
在韩国的全国模具专业厂中,生产塑料模的占43.9%,生产冲压模的占44.8%。
新加坡的460家企业,60%生产塑料模,35%生产冲模和夹具。
另外,在我国的、深圳、江浙等地,其模具工业主要是从事塑料模具的制造和塑料制件的生产。
鉴于这种情况,本次课程设计对三星某款手机的后盖的模具进行了设计,其中包括浇注系统设计、冷却系统设计、推出系统设计等。
考虑到手机后盖的侧面存在轴线与脱模方向垂直的孔,还将要进行侧抽机构的设计。
由于实践经验的欠缺和知识的局限性,该模具的实际工作情况及可用性还有待于实践的检验。
1 零件成形工艺分析1.1 零件概述如图1-1所示,该零件为某品牌手机的手机壳后盖,属于薄壳类零件。
零件表面主要为宽大平面,平面交界处有曲面作为过渡。
零件表面有两个为摄像头和闪光灯设计的方形孔,侧面还有一个长条形的孔为音量键预留。
为了有效地防止该薄壳类零件变形,在零件内侧设有六个加强筋,提高了零件的抗变形能力。
成型后,将对表面进行喷涂处理,使其具有较好的光泽。
图 1-1 零件外观渲染图1.2 零件材料分析目前市面上手机壳的常用材料主要为ABS和PC,两种材料的性能对比如表1-1中所示。
由于本产品对使用环境没有特别的要求,但成型后需要对表面进行喷涂处理;同时考虑到产品的经济性与成型的难易程度,产品的材料选定为ABS。
表1-1 手机壳常用材料的性能比较ABS ①强度低,抗拉伸强度43MPa,抗弯曲强度79MPa。
②不耐温,长期使用温度不得高于60摄氏度。
③流动性、着色及表面喷涂和电镀性能均好。
PC ①强度高,抗拉伸强度69MPa、抗弯曲强度96MPa。
②耐高温,长期使用可耐130摄氏度温度环境。
③透明性好,无毒。
根据《实用注塑模设计手册》中表2-4查得,ABS的技术指标如下表所示:表1-2 ABS技术指标密度(3g/cm) 1.02-1.08流长比30-150收缩率0.4-0.6% 与钢的摩擦系数0.35熔融温度(℃)195-240 成型模温(℃)38-931.3 零件结构工艺性分析1.3.1 零件的壁厚根据《实用注塑模设计手册》中表2-4查得,ABS塑件的壁厚应在0.75—3mm之间,最佳值为2.3mm。