FUJI贴片机软件FLEXA基础讲义
FUJI FLEXA基础班讲义及新机种程式制作范例
FLEXA程式架構Flexa 分為六大部份:(1) Top Data :此為(2) Panel Information (3) Mark Data :此為(4) Shape Data :此為(5) Package(6)Part Data :**該6項Data 結合成Flexa 建立新程式1. 開啟Director 內2.按new 進入ProgramEditor WindowsFUJI FLEXA基礎班講義及新機種程式製作範例3. 進入PCB Edit畫(1)PCBSize X/Y:(2)Thickness:輸入(3)点击OK完4. 拼板的建立(1)点击Tools(2)Board Szie输入即可) 5.进入Shape按鼠标右键点击newShapeBody Size X/Y :輸入Body Size X/Y Height :输入零件的厚Height Tolerance :Color :零件本体颜色Stand Off :IC 本体缺口PitchTolerance :Element Information Length Horizontal Length Vertical :Width :脚宽CP4以下及IP1-Picth :脚间距LeadInformation带有此符号项目表示CP642所用Y3进入此画面后点击Add Position X.Y :脚在Side :零件面(上Pattern :脚Quantity:Width :脚 Width Length :脚Center :脚不要超过0.5mmPart Pattern Tolerance Need glue :点胶机用在Visual data Editor :看Location Pin Part Data Wizerd :此Check Point :輸入零件腳檢查的面積X-Y-X+12QuantityCheck*所有零件設為LeadBrightness*此項只有BGA暂不知属何机型用此项属MTU QPMachine用,不作详述Nozzler Minimum Nozzler Maximum Nozzler Name :吸0.712Nozzler Tape112Backlight Minimum1.312Do AutoOffset :設 2.520*Tray 與管狀料設 3.7201.412Pick Check Mode :設 NO :2st Function 關 Stop :2st 偵測若零件Recover :註:若在高速機上生Pickup Offset面,則需做Offset。
Fuji Flexa 使用速成

FUJI Flexa 使用速成手册Kingston – SHA Rev. 001Authored by Rex XuFUJI Flexa 使用速成手册目录1.Fuji Flexa程式命名规则 ------------------------------------------------------------------------------------Page 2规则 -----------------------------------------------------------------------------------Page 3 2.Fuji Flexa 拼板排列排列规则3.Fuji Flexa Shape Data 命名规则 --------------------------------------------------------------------------Page 44.Fuji Flexa Package Data 命名规则 -----------------------------------------------------------------------Page 45.如何打开Fuji Flexa运用程序 -----------------------------------------------------------------------------Page 56.Fuji Flexa中如何新建或修改Package Data ------------------------------------------------------------Page 67.Fuji Flexa中如何新建或修改Shape Data ---------------------------------------------------------------Page 88.Fuji Flexa中如何新建或修改Part Data -----------------------------------------------------------------Page 109.Fuji Flexa中如何新建或修改一个Mark点--------------------------------------------------------------Page 1210.Fuji Flexa Mark点命名规则 -------------------------------------------------------------------------------Page 1211.如何新建或修改一条生产线或一台机器 -----------------------------------------------------------------Page 1412.如何建一个新Job ----------------------------------------------------------------------------------------------Page 1912.1 Flexa使用规则 --------------------------------------------------------------------------------------Page 1912.2 新建Job -----------------------------------------------------------------------------------------------Page 1912.3 输入Centroid Data ----------------------------------------------------------------------------------Page 2112.4 输入BOM ---------------------------------------------------------------------------------------------Page 2612.5 删除所有不需要贴片的位置 ----------------------------------------------------------------------Page 2912.6 做拼板 -------------------------------------------------------------------------------------------------Page 3012.7 Import 和更该 Mark点数据 --------------------------------------------------------------------Page 3012.8 选取生产线 -------------------------------------------------------------------------------------------Page 31输入和更改零件包装方式零件包装方式 -------------------------------------------------------------------------Page 3112.9 输入和更改12.10 分配零件 ----------------------------------------------------------------------------------------------Page 32手动分配零件分配零件 ----------------------------------------------------------------------------------------Page 3212.11 手动12.12 优化 ----------------------------------------------------------------------------------------------------Page 3312.13 产生程式文件(Generate Recipe) ------------------------------------------------------------------Page 3312.14 看Report -----------------------------------------------------------------------------------------------Page 3312.15 从Fujicam转换程式生成一个Job ---------------------------------------------------------------Page 34Fuji Flexa 程式命名规则程式名:2174 A 8 001 - 990X001A00程式版本(Revision):001A01L7 T所有的Job 被分成五个组(Group): 990, 999, 996, 998, 99C . (目前我们还没有做到998的产品, 但也要保留这个组以备将来使用).举例: Program #. 2174A8001-990X001A00 应该位于 "990" 组.PCB 料号PCB 版本联板数,2,3,4,5,6,7,8,9,A,B,C...1,2,3,4,5,6,7,8,9,A,B,C...PCBA 料号其中X 只是个代表符号代表PCB 的料号拼板图拼板图的版本的版本此处拼板图为2902174-001.A01线别: L1,L3, L7. IC 包装: T: Tray R: ReelFuji Flexa 拼板拼板排列规则排列规则在所有Fuji Flexa 程式中, 拼板排列规则将被完全更改, 请参考以下规定:1. DIMM, Top Side: 金手指朝前2.3. SO-DIMM, Top Side: 金手指朝前4.Gold FingerGold FingerGold FingerFuji Flexa Shape Data 命名规则在KTC-SHA, 零件形状主要分为以下几个系列: MINI, RECT, RENT, SO, SOJ, SSO, TSSOP, uBGA, ...举例:MINI5_1319100 MINI 系列主要针对小型三极管封装:Fuji Flexa Package Data 命名规则在KTC-SHA, 零件包装形式主要分为两类: 标准料带和Tray: 1, 标准料带如D0802, D0804, E1208, E4416, ...2. Tray 盘如 MOSTSOP54-129料带的材料:D: Deep in Paper, 纸带, 且纸带 底部是平的E: Emboss, 浮凸式塑料带, 底部 是凸出来的料带宽度: 单位mm料带中零件间距(Pitch) 单位mm常有: 2, 4, 8, 12, 16, 24, ...DRAM 供应商名前三字母: MOS: Mosel HYN: Hynix MIT: MitsubishPAY: Payton (Kingston) DRAM 封装形式:如 TSOP54, TSOP66, ... 常与Shape Data 的前几位字母数字相同 此两项分别代表Tray 盘中X 方向和Y 方向方向上上IC 的数量.如129表示: X 方向为12列, Y 方向有9行. 每盘108颗IC1.打开运用程序开始(Start) – 程序(Program) – Fuji Flexa – Director – 输入用户名和密码, 如下图所示.打开该运用程序的速度取决于PC的速度和内存容量, 可能会比较慢一点.2.在Director 中, 我们可以作以下动作A.可以新建一个Job (对应一个99料号), 但需打开另外一个运用程序Job Builder.B.可以修改零件库(Part Library, 每个零件料号零件料号对应一个);零件料号C.可以修改或新建一个零件形状资料(Shape Library, 等同于Fujicam的Assembly Shape, 等同于F4G和 MCS的Part Data);D.可以修改或新建一个包装资料(Package Library, 比如E4416, D0804 和Tray);E.可以修改或新建一个Mark点资料(Mark Library, 将来在Job中可以调用).F.可以传送程式G.可以编辑或修改一条生产线(建议不要修改, 因为已经建好).其中建一条新的线, 建一个新的零件料号, 建一个新的Mark 点, 建一个新的Job, 还可以使用向导(Wizard)很容易去完成新建动作. (打开 Director后, 单击左边窗口上的”Wizard”).3.为了更好的了解Flexa 的使用, 我们从简单的地方开始, 按以下步骤熟悉.A.新建一个零件包装资料.B.新建一个零件形状资料, 当有一个新的形状的料时, 我们需要这个动作C.新建一个零件资料, 当有一个新的料号时, 我们需要这个动作.D.新建一个Mark点.E.编辑一条生产线F.传送程式G.最後讲如何新建或修改Job.如何新建或修改一个零件包装资料(Package Library)1.新建一个零件包装资料A.单击Director中左边窗口中的Main, 下面将显示7个图标, 分别是: Jobs, Part Library, Shape Library, PackageLibrary, Mark Library, Transmission Control, Factory Lines.B.单击 Package Library, 右边窗口上半部将显示所有当前已有的资料. 在该窗口中单击右键, 选择 New –Package. 如下图所示:C.一个新的窗口Package Edit将被打开, 并要求你输入新的包装方式的名称, 输入名称例如 E4432.D.输入名称后按 “New”, 将会有新的窗口跳出, 如下图所示:E.输入每一项的内容, 如果不明白该项的含义, 选中该项然后按F1键, FujiFlexa的帮助文件做得比Fujicam好很多, 很清楚明了. 注意: Package Information和 Package Process 都要编辑.F.保存, 关闭Package Edit窗口, 完成.2.如果是修改一个零件包装资料的话, 就更容易了.A.在上面讲到的步骤B中直接双击你想要修改的包装资料, 步骤D中的窗口就会跳出.B.修改, 存储, 关闭窗口退出.如何新建或修改零件形状资料(Shape Library)1.新建一个零件形状资料.A.单击Director中左边窗口中的Main, 下面将显示7个图标, 分别是: Jobs, Part Library, Shape Library, PackageLibrary, Mark Library, Transmission Control, Factory Lines.B.单击 Shape Library, 右边窗口上半部将显示所有当前已有的形状资料. 在该窗口中单击右键, 选择 New –Shape. 如下图所示:C.一个新的窗口Shape Edit将被打开, 并要求你输入新的零件形状的名称, 假设新的零件为0201的电阻, 输入名称例如 RECT0503020.D.输入名称后按 “New”, 将会有两个新的窗口(Shape和你命名的RECT0503020)跳出, 如下图所示:E.输入每一项的内容, 如果不明白该项的含义, 选中该项然后按F1键.注意: Shape Information和 Shape Process 都要编辑. Shape Process下又有很多栏目, 和Fujicam中的Assembly Shape一样.完成所有输入以后, 可以点击Shape窗口看Shape Edit更据你的输入画出来的图形, 如下图所示:F.保存, 关闭Shape Edit窗口, 完成.2. 如果是修改一个已有的零件形状资料的话就容易多了.A.在上面讲到的步骤B中直接双击你想要修改的零件形状资料, 步骤D中的窗口就会跳出.B.修改, 存储, 关闭窗口退出.如何如何新建或修改零件资料新建或修改零件资料(Part Library)1. 新建一个零件资料A. 在新建一个零件资料之前, 我们必须知道并先建好这个新零件的包装资料和零件形状资料, 比如说我们有一个新的零件1120RRR, 它的包装资料为W4416, 形状资料为SO54_2210100而且均已建好, 有极性.B. 在Main 窗口中单击Part Library, 右边窗口上半部将显示所有当前已有的零件资料. 在该窗口中单击右键, 选择 New – Part. 如下图所示:C. 一个新的窗口Part Edit 将被打开, 并要求你输入新的零件的料号-1120RRR, 如下图所示.D.输入名称后按 “New”, 将会有两个新的窗口(Shape和你命名的1120RRR)跳出, 如下图所示:E.在下拉菜单中选择Part Shape, Package Name, 是否有极性, 输入供料方向(0, 90, 180, 270), 在Part Comment栏目中可写入注释.在注释栏中, DRAM写IC的容量结构如: 16M*8, 32M*8, 32M*4, 可以在零件描述(Description)中找到.电阻则输入电阻值(单位:Ohm), 电容则输入电容值(单位:uF, nF, pF), 排阻还要注明是8P4R还是4P2R(例如100 8P4R). EEPROM 输入简单描述(34C02, 24C02), 这些都可以在零件描述中找到.F.输入完成后, 此处的Shape窗口中一般不会立刻显示出零件的图形. 保存, 关闭已输入好的零件资料窗口, 再打开时就可以看到图形了.G.关闭窗口, 完成.2. 修改一个已编辑好的零件资料A.在上面讲到的步骤B中直接双击你想要修改的零件资料, 步骤D中的窗口就会跳出.B.修改, 存储, 关闭窗口退出.如何新建或修改Mark点1. 新建一个Mark点.A.在Fuji Flexa中, 它有一个Mark点库(Mark Library), 在Job中可以从库中输入Mark点调用. 在新建Mark点之前我们要知道它是黑的还是亮的, 方的还是圆的, 直径或边长多少, 隔离圈宽度多少. 命名规则在下面给出.B.在Main窗口中单击Mark Library, 再双击右边窗口中的”Fiducial”, 窗口中将显示所有当前已有的Mark点数据, 在此我们只讲需要用的”Fiducial”, 其他略过. 在该窗口中单击右键, 选择New – Mark. 如下图所示:C.一个新的窗口Mark Edit将被打开, 并要求你输入新的Mark点名称 – White-R-1.5-0.5, 如下图所示.Mark点隔离圈宽度, 单位mmD.输入名称后按 “OK”, 将会有新的窗口跳出, 如下图所示:E.输入每一项的内容, 如果不明白该项的含义, 选中该项然后按F1键.在此说明一下, 所有的Mark点都需设定”Inspect Method”为”Scan”, “Scan Area” 设为5.0, 意思是说当机器在指定的坐标没找到Mark点时, 机器会自动在5mm的范围内去扫描寻找Mark点. 另一种”Inspect Method”为”Level”, 意思是说当机器在指定的坐标没找到Mark点时, 机器会自动调整Mark Camera的亮度水平去发现Mark点.F.保存, 关闭Mark Edit窗口, 完成.2. 修改一个已有的Mark点.A.在上面讲到的步骤B中直接双击你想要修改的Mark点, 步骤D中的窗口就会跳出.B.修改, 存储, 关闭窗口退出.如何新建或修改一如何新建或修改一条生产线或一台机器条生产线或一台机器1. 新建新建一条生产线或一条生产线或一条生产线或一台机器一台机器 (注意: 本教程只是教大家如何去创建, 绝对不允许在生产区内的任何一台电脑上更改或新建生产线或机器, 否则将造成整个工厂当机.)C. 单击Director 中左边窗口中的Main, 下面将显示7个图标, 分别是: Jobs, Part Library, Shape Library, PackageLibrary, Mark Library, Transmission Control, Factory Lines. D. 单击 Factory Lines, 右边窗口将显示所有当前已有的工厂资料, 在最右边窗口中双击工厂名, 将显示该工厂中所有的生产线; 再双击生产线名, 将显示该线中所有的机器; 再双击机器名, 就可以对该机器进行编辑. 所以要新建一台机器, 必须先有或先建一个工厂, 一条生产线.E. 在Factory Lines 窗口中, 单击System, 大窗口中将显示已经建好的工厂(Factory), 单击右键选择New – Factory,如下图所示:F. 新窗口中会要求你输入新工厂名, 例如KTC-2, 如下图所示:G.输入完成后, 点击OK, 新建的工厂将显示在大窗口中, 再双击你刚新建的工厂名, 其中内容应该是空的, 再在大窗口(空的窗口)中单击右键选择New – Line, 如下图所示:H.此时会有新的窗口要求你输入线名(Line Name), 例如Line A, 此时必须将Line Status改成”VirtualLine”(意思为虚拟线)!!!!!!!! 如下图所示, 因为建一条”Real Line”必须确保所有的网络完备且所有设备联到网络中和机器的服务主机相连, 此项可在设定完备后更改:I.在以上窗口中输入完后点击OK, 一条生产线就建好了, 但线中没有机器. 双击大窗口中刚刚建好的生产线Line A, 线中的内容应该是空的. 单击右键, 选择New – Machine, 如下图所示:J.一个新的窗口将会弹出并要求你输入机器相关信息, 如下图所示: New Model Name 要求你给出一个名称, 可以随便给(例如CP1), 也可以选择从”Existing Model” 中选取已有的, 同一条生产线中不允许有两台机器的Model Name一样; Machine Type 大家都明白, 就是机器型号, 从下拉菜单中选取; Machine Nickname 要求你给出机器的名称, 通常使用机器的网络名(至少KTC-SHA是这样), 也可以随便给如 1CPxxx.K.输入完成以后, 点击OK, 会有一个新的窗口跳出, 要求你给出Machine Communication Server, 通常你用那台电脑机器来传这台机器的程式, 就输入该电脑的IP 地址或网络名; GEM Host Name, 通常用来传程式的电脑输入IP 地址或网络名, 如下图所示:L.还要编辑机器的配置和设定, 点击上图中的Model Default Values, 新的机器配置设定窗口就会弹出, 如下图所示, 与Fujicam 中的Machine Config 一样.2.是修改一条生产线或一台机器:如果是修改一条生产线或一台机器N.修改生产线: 右键单击生产线选择Edit Line …, 此时可以更改线的性质: Real Line 还是Virtual Line. 在更改成Real Line时必须有 Rex Xu或 Unique Zheng在旁边指导, 否则轻则当线两条, 重则全厂当机. 因为相关的设定必须更改, 先关掉原有的控制电脑.O.修改一台机器: 选中机器, 右键单击然后选”Rename …”, 可以更该机器的Nick Name 和Model Name (更改此项会影响其他线同Model Name的设定, 所以请务必慎重, 特别在生产区的电脑上严禁更该), 双击要修改的机器可以更改机器配置和Machine Communication Server 和GEM Host Name. 严禁更改Real Line的设定.P.当前生产线机器设定如下:Nick Name: 与机器的网络名称相同, 与Fujicam 设定一样Model Name: Line1&2: CP71, CP72, FCP6Line3 – 6: CP7, QP1, QP2Line7&8 : CP7A, CP7B, QP31, QP32, QP33, QP34.如何新建一个Job在此之前, 我们先介绍一些使用规则:1.所有存放在Server上 (Global Jobs) 的Job将会分到5个Group中, 990, 996, 998, 999, 99C, 所有已输入进去的PCBCentroid Data 仿照Fujicam以PCB 料号命名, 如2005220-001.A00并放在Gloal Jobs 的根目录下以便将来使用.2.为了保证程式的正确性, 所有要修改以后再传送到机器去的程式, 要全部从Global Jobs中打开然后另存到LocalJobs中, 和Fujicam 的Quick Edit一样, 然后进行修改, 传输. 所以所有存在Local Jobs中的程式必须在修改传送完成以后删除. 不允许对Local Jobs中的程式进行再修改使用.3.在Fuji Flexa中, 别人创建的Job你没有权限修改, 你双击打开一个Job时机器会提示你只能以只读方式打开, 每个人都一样除非你有最高管理员密码. 如果你要修改, 请另存到Local Jobs中再修改.4.如果你要创建一个新程式, 请先在Local Jobs中做好, 然后记得将它Copy(或拖放)到Global Jobs中的Group, 因为别人没有权限去Copy, 移动, 乃至删除你做的Job, 除非他有管理员密码.5.如果对程式作了任何除更改QP341 Tray盘和料粘以外的改动如坐标, CP7料粘排列, 零件名称… 都必须作记录.6.绝对禁止用正常规则的程式名去命名你学习训练用的Job, 学习用Job命名必须用000开头并以你的用户名结束,例如 0005216Rxu, 学习用Job不允许被存放到Global Jobs.7.请千万记住不要尝试在生产区电脑上去修改机器及生产线配置, 否则会造成严重当机.8.请千万记住不要在生产区电脑上去创建生产线或机器, 也不得更改机器的Model Name, 除非有Rex Xu或UniqueZheng现场指导.9.当所有配置完成完全取代Fujicam后, 任何一台传送程式的电脑都可以传送任何一台机器而不用更改设定, 所以不要尝试去更改机器设定.10.如有违反以上规定, 造成公司损失的, 将被重罚甚至开除.我们先从用用输入Centroid Data (即X, Y Data, 坐标文件)开始着手.1.新建一个Job, 从A.单击Director中左边窗口中的Main, 一般来说打开Director是默认画面就是在Main画面, 下面将显示7个图标, 分别是: Jobs, Part Library, Shape Library, Package Library, Mark Library, Transmission Control, Factory Lines.B.单击Jobs(最左侧窗口), 再单击中间小窗口中的Local Jobs, 右侧大窗口中将显示目前Local Jobs中已有的Jobs(如果有的话). 单击右键选择New – Job, 如下图所示:C.将会有一个新的窗口Job Builder弹出, 并要求你输入新的Job的名称, 如下图所示, 命名一定要D.还有另外一种方法打开Job Builder并建一个新的Job, 在Director窗口的菜单中选取Tools – JobBuilder… 如下图所示:E.这时Job Builder 窗口将自动弹出, 点击最左边第一个图标 New Job, 如下图所示, 同样将出来步骤D中的窗口要求你输入Job 名和版本.F.输入Job名和版本完成以后, 单击New, Job Builder窗口将变成以下方式:G.下一步就要输入Centroid Data了, 也就是我们通常所说的X, Y坐标数据. 在Job Builder窗口的菜单中选取File – Import – To Job – Centroid Data …, 在此你可以发现, BOM也是在这里输入, 后面我们会讲到; 还可输入CAD文件, 但我们当前的系统还不支持. 如下图所示:H.这时程序将会询问是否要删除当前Job 中的内容, 选择”是(Yes)”, 因为此时Job中本来就没有任何内容, 窗口会出现一个对话框要求你指定Centroid Data(一般是Txt文件)所在的位置, 点击上面一个 … 符号指定你的Centroid Data所在的路径; 下面一行要求你指定模板格式文件(是指程序会按照模板格式文件去读取你的Centroid Data, 因为每一个Centroid Data文件的格式可能都不一样). 如果没有这个模板文件, 我们就要自己编辑. 不用指定路径直接点击Edit去新建模板格式文件. (注意: 为确保数据的准确性, 我们建议每次都自己新建模板格式文件), 参考下图:I.点击Edit后, 会有新的窗口弹出请你编辑格式, 如下图所显示, 根据下部窗口中显示的CentroidData的内容判断是固定宽度(Fixed Field Length)还是要靠符号检测(Delimited Fields), 要编辑Option一栏(点击编辑, 另一个窗口介绍); 右边”Import Data Type”询问你其中有没有包含Mark 点的坐标, 是就勾上(本例中含); 还要你指定坐标值的单位, 是mm, inch, mil, 或者是0.1mm, 本例中单位为mil, 倍数(Multiplier为1) 还有角度的单位等等. 参考下图:J.Option编辑窗口如下图, 要指定小数点符号, 文本分隔符, 注释行表示符, 正背面表示符, 其他一般不用指定, 完成后点OK回到步骤I画面,K.在步骤I画面按”下一步”(Next), 会出现下一个画面, 如下图所示: 首先你要选定文本分隔符, 本例中为Tabs, 及用Tab键来区分列与列. 如果正确, 点击下部窗口, 窗口中数据会自动整齐分列, 否则说明你选择的分隔符不对: 下面两行分别要你指定你要输入的零件坐标的起始行和结束行.如果数据中已包含Mark点坐标, 要排除在外. 本例中Mark点坐标在最后四行, 所以我设定起始行是0, 结束行为 - 4, 即及最后四行此时不予编辑.L.完成后再按”下一步”(Next), 下一个画面会出现要求你指定那一列是Reference, 那一列代表面别(Side), 那一列代表X坐标, 那一列代表Y坐标, 那一列代表角度. 先选中列, 然后在下拉菜单中选择名称, 每一列都要设置到. 如下图所示:M.每一列都编辑完后, 按下一步(Next)会有一个似曾相识的画面出现, 要求你指定起始行和结束行, 不过这一次是对Mark点的. 如下图所示:N.完成以后按”下一步”(Next), 和输入零件一样, 也要求你给定每一列的名称, 只是少了一项角度, 因为Mark点没有角度. 完成后继续按”下一步”(Next), 就到了结束画面, 在这个画面你可以点击Edit对每一个Mark点进行编辑, 在Reference栏输入Reference (本列中Z1, Z2, Z3, Z4), 在Mark Name栏中输入我们一开始的时候做好的Mark 点的名字, 完成后OK, 右边就会显示出你刚刚编辑好的Mark点, 如果这样, 程序就会自动到Mark Library重将Mark 点数据抓过来. 在这里你也可以不做任何动作, 以后可以用Import的方法也可从Library中抓数据. 参考下图:O.点击”完成”(Finished), 它会要求你输入名称以保存你刚刚编辑的模板格式文件, 随便起个名字, 保存(Save), 会回到步骤H的画面只是已经有了模板格式文件的路径, 如下图所示:P.点击Import, 程序自动输入Centroid Data, 会回到以下画面, 双击Panel Information编辑拼版的尺寸和厚度, 此处要输入大板尺寸.Q.下一步就要输入BOM, 其实输入BOM和输入Centroid Data的功能非常相似. 在Job Builder窗口菜单中选取File – To Job – BOM Data…, 然后会有对话框问你输入BOM到那个拼版. 在Fuji Flexa中, 输入BOM只能一个一个拼板地输入, 所以我们要求要先输入BOM, 后扩展拼板. 当然选择拼板1(因为目前只有一片). 然后会问你是否删除当前的零件分配, 当然选是, 因为我们还没分配零件. 接下来要求你给出BOM的位置, 如果你的BOM的为恶见后缀名不是 .bom, 要先改文件类型到"All Files *.*), 然后按”Settings…”去编辑文件模板格式, 如下图所示:R.文件模板格式编辑画面如下图所示:S.在上图中点击Edit 去将BOM文件分列以读取, 如下图所示, 点击中间空白地带, 就会出现分列线.T.单击”下一步”(Next), 象前面输入Centroid Data 一样, 给每列命名, 点击”完成”(Finished), 回到步骤R画面,再单击OK, 回到步骤Q画面, 不过此时”Open”按钮已变为可单击的, 单击它, 如下图所示:U.程序将自动加载BOM, 从Part Library, Shape Library, Package Library中抓取数据到Job中来, 然后回到原始画面, 如下图所示:V.在上图中单击Top, 再双单击Top下的View, 你就可以看到下图中所显示的板子正面零件情况. 最好将窗口放到最大, 看得清楚, 如下图所示, 如果要看背面, 菜单中View – Flip Panel.W.接下来删除所有不需要贴片的位置: 从上图左下角窗口中单击Placement, 然后从List中选中不打零件的位置如本例中的U5 (Part Number一栏是空的), 有上角窗口中的该位置就会被选中, 单击右键选择Delete Part…, 然后在Option栏中选择”Parts with same part number on all boards”, 意思为删除所有拼板上的所有同一料号的零件, 因为现在它们的料号全是空格. 参考下图:X.下一步, 做拼板. 做拼板之前, 请先到本教材的开始部分熟悉一下拼板规则. 点击菜单中的Tools – Panelize…进入到Panelize界面, 先点击Edit Board编辑第一块拼板到Panel的最左边并输入小板的尺寸.如下图所示:Y.点击OK, 第一片板的位置就编辑好了, 然后点击Step and Repeat去做拼板, 输入X, Y方向上的数量, 输入板间距, 重要提醒不要忘记检查扩展方向. 如下图所示:Z.点击OK – Close, 拼板完成. 可以到View中检查你做的拼板对不对, 现在你会发现你有很多的Mark点, 选择四个留下, 在Level一栏中改成Panel成为Panel Fiducial, 两个使用,两个备用先Skip掉, 其余的全部删除., 如下图所示:AA.还要记得从Library中Import Mark点数据, 方法: 菜单中选取Import – Mark – From Library… 输入你要的Mark点数据. 然后你就可以在上图中Mark Name一栏中的下拉菜单中选取你刚Import进来的Mark点. 而且要注意背面也要有同样的动作去处理Mark点. 从Job Builder窗口的菜单中选取View – Flip Panel 就可以看到背面.BB.分别为正背面选取生产线, 方法: 单击左侧窗口中的Top 或 Bottom, 然后在同一窗口中单击右键, 选取Select line …,如下左图所示; 先选取工厂(Factory), 再指定线别如下右图所示: 正背面都要, 而且相同线.CC.当选择完生产线后, 生产线信息就会显示如下左图所示,DD.如果此时由零件包装方式改变, 请先从Library中Import你需要的包装方式, 如HYNTSOP66-128 …, 方法: 从菜单中选取File – Import – Package – From Library …, 如上右图所示. 输入完后, 在左侧窗口中点击Part Data, 然后双击需要更改包装方式的料号, 就可以修改了. 如下图所示:EE.Mark点设定好了, 生产线设定好了, 包装方式设定好了, 下一步就要分配零件. 在FujiFlexa中, 零件适合在那台机器, 那一台机器打哪个零件, 在自动分配零件时程序会自动考虑, 不需要像Fujicam中的Insert Class. 在左侧窗口中Top或Bottom显示下单击右键, 选择 Line Balancer…,如下左图所示: 程序会询问你是否使用当前Feeder的排列, 选择不要用, 然后机器将会自动分派零件到不同的机器. 请注意以文本框的最后一行, 如果显示”Line balancer was completed normally”, 说明一切正常. 否则请根据提示检查Job中的内容: 比较多的问题是, 零件料号在Part Library中不存在, 不要贴的零件没有被杀干净也没有被Skip掉, 零件包装方式不对…FF.如上右图所示, 这时点击开Line – Line – CP7 – View 你就可以在右边窗口看到分配到该台机的零件. 你可以打开多台机画面, 但由于占用内存较大会导致PC速度变慢, 所以在打开其他机器之前, 请先关闭之前机器的窗口. 同时在右侧窗口的下半部分你可以看到机器的配置, 可以更改但不建议更改. 以后料站的排列就是在这里更改.GG.此时你可能会发现, 如同Fujicam一样, 程序会把所有的DRAM全都分配给一台QP3, 所以这里需要手动将部分DRAM分给另外一台. 方法如下: 打开分了IC的QP3的View, 将右侧窗口中下部左边的小窗口切换到Placement, 其中是所有要贴片的零件的List.方法一: 在图形窗口中单击选中要分配的零件(显示颜色会变化), 单击右键选择”Reassign Part”, 分配到指定的机器.方法二: 上面的方法不能复选多颗零件, 另一种就可以. 在Placement中, 可以用Shift或者Control 键选中多颗零件, 然后在单击右键, 或者在View窗口中单击右键, 选择”Reassign Part”. 如下图所示:HH.零件分配完以后下一步就是优化, 优化的意思就是程序会根据零件的位置, 大小, 多少, Shape Data中的内容确定料站的排列, 置件的顺序. 方法: 在左侧窗口中Top或者Bottom下单击右键, 选择Optimizer…, 如下右图所示. 一个弹出窗口会询问是否需要重排料站, 如下右图. 如果是第一次输出, 则必选. 如果是后续更新程式而不想改变料粘排列, 则不能选. 接下来选择机器, 自动优化.II.和分配零件一样, 优化过程中也要注意文本框中的显示, 会随时告诉你是否有错误发生. 如果显示”Optimization was completed normally”, 则说明完成正常. 否则就要检查Job内容. (正背面都要)JJ.最后一步, 产生程式文件(Generate Recipes…), 再上左图中, 选择Generate Recipes…, 就可以生成可以被传送到机器去的程序文件(实际也是CCIMF文件的内容, 只是FujiFlexa将它放在了数据库中). 文本框和上两个步骤类似. (正背面都要)KK.输出完成以后, 你还可以双击上左图中的Report去看各种程式信息: 如Time Report, 料站表(Feeder Setup Report), 置件报表(Part Placement Report) …LL.在整个过程中, 你可以随时双击上左图中的Status去看你已经做到那一步了(两面可以分开看), 如下图所示:MM.保存, File – Close, 一个新Job就完成了.。
Fuji Flexa 安装手册
2. 安装类型.................................. 11
2.1 All-in-One 安装......................... 11 2.2 自定义安装 ............................. 11
保证和责任
本公司对由于下述原因而产生的结果不承担任何责任: ·使用第三方零部件。 ·使用非纯正 FUJI 零部件。 ·用户的不正确设置。 ·FUJI 设备使用不当。
注意事项
·本手册的内容在没有事先预告的情况下,有进行变更的可能性。 ·本公司对因使用本手册所产生的结果及所造成的影响,不承担任何责任。 ·本手册在编写过程中力求精益求精,如若发现错误或遗漏之处敬请与本公司联系。
注意 : 如果您需要完整的印刷手册,请与您的代理商联络或者发送电子邮件到以下地址。 E-mail: intnetqst@fuji.co.jp
手册更新概要
FUJI Machine Mfg. Co., Ltd.
在使用此软件之前,必须同意接受许可协议各项条款 的约束。
Fuji Flexa
安装手册
ETEN0624
目录
目录
1. 安装前的注意事项........................... 1
1.1 The USB dongle .......................... 1 1.2 当使用 Windows XP 或者 Windows Vista 时.. 1 1.3 Fuji Flexa 的硬件 / 软件要求.............. 2
FUJIFLEXA编程流程ppt课件

PBOM数据
材料号
位号
精选课件ppt
11
四、CAD、BOM数据导入
4.1建立程序名
选择【JOB】
建立【程序名】
精选课件ppt
程序名称 程序版本
12
四、CAD、BOM数据导入
4.2导入CAD
选择【Centroid数据】
导入CAD数据
精选课件ppt
13
四、CAD、BOM数据导入
设定【 CAD数据 分隔字符格式】
设定【 分隔跳格记号】
精选课件ppt
分隔后的 CAD数据
当“字段4”中 有T和B时,须 设定T或B的
“开始行”与 “结束行”
14
四、CAD、BOM数据导入
设定CAD数据 对应的“字段 名”
设定【 CAD导入 文件名】
精选课件ppt
15
四、CAD、BOM数据导入
选择【 确定】
精选课件ppt
16
四、CAD、BOM数据导入
精选课件ppt
8
三、机器配置
设定【吸嘴类型 】
精选课件ppt
9
三、机器配置
增加【模组】数
删除【模组】数
【模组】间参数的copy
精选课件ppt
10
四、CAD、BOM数据导入
PICK数据、BOM数据处理
保留格式“文本文件(制表分隔符)”
PICK数据
位号
Y坐标
(不保留单位)
X坐标 (不保留单位)
角度
23
2、选中元件,右键可执行“更改类”的功能,进行元件变更为Mark类型
五、程序
5.2电路板的编辑
选择【工具嵌板】, 可执行电路板的编辑
精选课件ppt
FUJI FLEXA编程流程
FUJI FLEXA编程流程FUJI FLEXA系统是一款可编程控制器(PC),用于控制FUJI电子设备以及半导体设备的自动化流程。
通过编程,用户可以将设备自动化,大大提高生产效率和设备的准确性。
本文将介绍FUJI FLEXA的编程流程,以帮助用户更好地掌握该系统的使用。
步骤一:安装FUJI FLEXA软件在开始使用FUJI FLEXA编程之前,需要安装FUJI FLEXA软件。
该软件可以从FUJI的官方网站上下载,也可以通过供应商购买。
用户需要注意安装软件的正确版本,以确保与所需设备的兼容性。
步骤二:创建新项目打开FUJI FLEXA软件后,点击“文件”菜单,选择“新建项目”。
在项目名称中输入项目名称,选择所使用的设备类型,设置项目文件保存路径。
点击“确定”保存新项目。
步骤三:添加设备在项目中添加所需设备。
点击“设备”菜单,选择“设备管理器”。
在设备管理器窗口中点击“添加设备”按钮,选择所需设备类型,并输入所选设备的具体参数,如名称、IP地址等。
步骤四:创建流程在项目中添加设备后,可以开始创建流程。
点击“流程”菜单,选择“流程管理器”。
在流程管理器窗口中点击“新建流程”按钮,设置流程名称和保存路径。
在流程管理器窗口中,用户可以添加、删除和编辑流程步骤。
例如,用户可以添加“等待”步骤,以便系统等待设备响应后执行下一步骤。
步骤五:编写程序在流程管理器中创建了流程后,用户可以开始编写程序。
点击“程序”菜单,选择“程序管理器”。
在程序管理器窗口中点击“新建程序”按钮,设置程序名称和保存路径。
然后,用户可以开始为程序添加所需函数和变量。
例如,用户可以通过添加“IF/ELSE”语句以及变量来控制设备的自动化流程。
步骤六:保存项目和程序完成项目和程序的创建和调整后,用户需要将它们保存到文件中。
点击“文件”菜单,选择“保存项目”或“保存程序”,以保存所需文件。
用户可以选择保存路径和文件类型。
步骤七:上传程序完成编程后,用户需要上传程序到所需设备。
最详细的FLEXA编程教程 Fuji Flexa 程式平衡和优化

二.各机器的元件贴装顺序、供料器配置的优化 1. Job 编制器的优化 2. NXT Dual Production Optimizer 3. NXT Multi Machine Optimizer
三.关于贴片机 NXT Job 的优化
不同优化方式的优缺点
导入CAD 和BOM 后的程式
1.生产线平衡
生产线平衡
1. 所有的元件被分配到不同的机器,而 无需考虑哪些元件已经设置供料器。 2. 在优先考虑那些已经设置供料器的 元件的基础上,对元件进行分配
根据实际需要选择是否使用当前Feeder 配置.如果Job 里没有Feeder配置,则必须选第一项
1.生产线平衡
双模组。如果电路板的尺寸大于该范围,则M3
模组会自行进行双模组生产。
当设定为“No”时,贴装顺序,供料器,工作头设
Optimize Insert Order Only
定,吸嘴置放台和其他项目在优化期间要进行优
No
化/ 变更。设定为“Yes”时,则在优化期间只对贴 装顺序进行优化
为了减少M3 模组的双模组生产时的工作头等待时
Dual Lane1
Optimizer Type Speed
只有在执行优化时所显示的优化设定对话框 中,当选择了[Allocate Feeders] 后,该项设定才有 效。对选择了[Allocate Feeders] 的情况进行说明。这 里,如果选择了“Yes”,就会利用当前的供料器配置 来创建新的供料器配置。如果选择了“No”,就会无 视当前的供料器配置,进行所有供料器的配置。此 时,尽管状态处于[Variable],如果Job 中存在没有被 使用的供料器,将删除该供料器。
FlexaManual1

Create By Ascentex目錄==================================== Part 1 Fuji Flexa系統概述Page 2 Part 2 Fuji Flexa程式製作Page 5 Manual Entry Page6CAD Data Page30Centroid CAD Data Page57F4G Data Page90MCS Data Page104 Part 3 Fuji Flexa程式傳輸Page120 ====================================Fuji Flexa系統概述Fuji Flexa是Fuji最新一代控制並建立Fuji所有設備資料的系統.當您使用[開始]-[程式集]-[Fuji Flexa],可以看到Fuji Flexa內的所有功能.[1]Director它能夠建立與管理Fuji Flexa內所有的Job,以及執行Fuji Flexa內所有的功能.[2]Flexa Server Setup它能夠管理Fuji Flexa系統內所有Server電腦的位置.[3]Flexa Setup它能夠管理Fuji Flexa的系統參數.[4]Line Monitor Server Setup它能夠管理生產情報儲存的位置,以便提供給他台電腦讀取.[5]Line Monitor Setup它能夠設定Line Monitor相關的參數.[6]Port Wizard它能夠將MCS或是F4G的資料轉換為Fuji-Flexa可接受的格式.[7]Security Tool Editor它能夠管理Fuji-Flexa系統內的密碼與權限設定.Director 操作簡介Director 是Fuji Flexa 的主要功能,能夠管理Fuji Flexa 內所有的Job 與執行Fuji Flexa 內所有的功能.執行[開始]-[程式集]-[Fuji Flexa]-[Director]Director 視窗內Icon Bar 的各個Icon 列表及說明如下:Icon BarData Display Panes[Wizards]提供Step By Step的方法,帶領使用者完成動作.[1] Line Editor[2] New Part[3] New Mark[4] New Job[5] Transmission[6] Line Report[Main]提供手動的方式,讓使用者能夠定義並建立資料.[1] Jobs[2] Part Library[3] Mark Library[4] Transmission Control[5] Factory Lines[Marcos]提供巨集的功能,讓使用者能夠將執行的動作錄製下來,提供給新使用者參考. [Tools]提供一些工具,讓使用者能夠操作.[1] Line Monitor[2] Line Reporter[3] Schedule Builder[4] Schedule Assembler[5] Schedule Viewer[6] Spec Keeper[Shortcuts]提供捷徑的存放位置,讓使用者能夠輕易的開啟其他功能.Fuji Flexa程式製作Flexa提供總共五種基本資料的程式製作方法.[1] Manual Entry手動資料輸入[2] CAD Data標準CAD資料輸入(例如:Allegro,Mentor,Power PCB….等) [3] Centroid CAD DataASCII的文字座標檔案輸入[4] F4G DataF4G資料輸入[5] MCS DataMCS資料輸入詳細敘述如下:Manual Entry步驟表[1] Create the job執行[開始]-[程集]-[FujiFlexa]-[Director].顯示[Director]視窗在[Toolss]功能表中選擇[Job Builder …]顯示[Job Builder]視窗在[File]功能表中選擇[New]-[Job]-[Enter Manually]顯示[New]視窗在[Job name]欄位輸入”Manul”後按Array[OK][2] Create the panel在job information bar 中點選[General]後雙敲擊[Panel Information]顯示[Panel Information]視窗輸入下列基板尺寸後按[OK]Size X: 250 Size Y: 130 Thickness: 1.6在Job information bar 中按[Top]tab 後雙敲擊[Top]branch 再雙敲擊[View]打開Job Builder 中View 的視窗顯示Panel 的外框在[Tools]功能表中點選-[Panelize]-[New Board]顯示[New Board]視窗輸入PCB 基板原點後按[OK]由[File]功能表中點選[New]-[Mark …]顯示[New]視窗在[Mark name]的欄位中輸入”Mark ”後按[OK]顯示[Fiducial Mark:Mark]視窗設定[Fiducial Mark: Mark]參數 Mark Type: Fiducial Pattern: Circle Diameter: 1.00 Isolation: 0.50 Color: White Read Level: 128 Inspect Method: Scan Scan Area: 5.0關閉[Fiducial Mark: Mark]視窗顯示[Job Builder]視窗按[Yes]儲存資料[5] Create the part data在[File]功能表中點[New]-[Part]-[Use Wizard]顯示[New]視窗在[Part Number],[Part Shape]和[Package Name]輸入”MINIPW ”後按[New]顯示[New Part Wizard –STEP 1]視窗按[Next]顯示[New Part Wizard –STEP 2]視窗輸入Part default 值後按[Next]顯示[New Part Wizard –STEP 3]視窗輸入下列各項數值 [Body]tabLength(X): 2.50 Width(Y): 4.50 Length Tolerance(X):0.20 Width Tolerance (Y):0.40 Height: 1.6 [Lead]tabPitch Tolerance: 10Element Information:按[Click Here]鍵按顯示在[Element Information]欄位的 [Click Here]鍵顯示[Element Information]視窗按[Add]開始輸入[Element 1]數值 Position X: -1.25 Position Y:0 Side: 0 P Pattern: 3 Result: 1 Quantity: 1 Pitch: 0Width: 1.5 Length: 0.5 Length Tolerance: 0.3 Width Tolerance: 0.3 Center Tolerance: 0.3當輸入完成後視窗顯示如下圖按[Add]開始輸入[Element 2]數值 Position X: 1.25 Position Y:0 Side: 2 P Pattern: 3 Result: 1 Quantity: 3 Pitch: 1.5Width: 0.44 Length: 1 Length Tolerance: 0.3 Width Tolerance: 0.3 Center Tolerance: 0.3當輸入完成後視窗顯示如下圖按[OK]關閉[Element Information]視窗 按[Next]顯示[New Part Wizard –STEP 4]視窗在[New Part Wizard –STEP 4]視窗中輸入下列數值完成後按[Next] [Process]tabNozzle Minimum Diameter: 1.3 Nozzle Maximum Diameter: 1.8 Blacklight Minimum Diameter: 8 [Vision]tabVision: 20 Lighting: Back顯示[New Part Wizard –STEP 5]視窗輸入下列Package Information 資料 Packaging Type: Emboss Tape Width: 12mm Feed Pitch: 8按[Next]顯示[New Part Wizard –STEP 6]視窗輸入下列Package process Information Feeder Option: 30按[Done]完成Part Data 設定[6] Input the coordinate data(Marks and Parts)在Job Builder 視窗中點選[Top]tab 後按[Top]-[View]顯示[View-[ALL]]視窗點選Coordinates 左下角的[Mark]tab 輸入Fiducial Mark 資料點選Coordinates 左下角的[Placement]tab 輸入Placement 資料當Parts輸入完成後視窗顯示如左圖[7]Select the line由[File]功能表中點選[Select Line …]顯示[Select line …]對話框點選”TUTORIAL ”後按[OK]Line 被載入後視窗關閉[8]Configure the machine settings在job information bar 點選[Top]tab 雙敲擊”TUTORAL ”line顯示TUTORAL ”line 的機器名稱雙敲擊CP732後雙敲擊[View]顯示[View-CP732]視窗按[Nozzle Setup]tab 後選擇機器吸嘴雙敲擊QP341後雙敲擊[View]顯示[View-QP341]視窗按[General]tab 後由[Machine Setup]-[side 2]-[Stage Type]中選取”MTU-9E ”按[Nozzle Setup]tab 後選擇機器吸嘴[9]Assign the fiducial marks to the machines點選job information [Top]tab 後按[Top]-[View]顯示[All-View]視窗點選[Mark]tab 後雙敲擊第一個Mark 的[Assign]欄位顯示[Mark Assignment Settings]視窗點選二台機器後按[OK]多選擇時可利用按住CTRL 鍵選取機器被選擇的機器會出現在[Assign]欄位使用相同方法設定第二個fiducial Mark[10]Balance the line由[Tools]工具列中選擇[Line Balancer]顯示[Line Balancer Options]視窗點選[Do not use current feeder allocation]後按[OK]鍵顯示確認訊息執行Line Balance 按[Yes]鍵 [Line Blanacer]對話框中顯示Line Balance 過程的狀態。
Fujiflexa培训手册
Fujiflexa 培訓手冊目錄第一章:軟體安裝第二章:Fujiflexa 基本功能介紹第三章:CAD&BOM資料導入系統第四章:程式製作流程第五章:工程變更第六章:資料備份以及恢復第七章:帳號和許可權設定第八章:NXT程式第一章軟體安裝一:安裝前準備以上硬體、軟體以及選項需客戶自行準備二軟體安裝1 WIN2000安裝(SP3以上/IE6.0 SP1/IIS5.0/ TCP/IP Setting)在安装FUJI FLEXA 之前,必须对运行WEB SERVER 的客戶机安装MicrosoftInternet Information Services (IIS) 组件在查看Fuji Flexa Report 時,必须具有Microsoft Internet Explorer 6.0 SP1 以上2Fujiflexa 軟體安裝在安装之前,请仔细阅读说明并执行以下安装步骤。
在执行All-in-One安装时,不须执行步骤I-QA:光驱插入Fujiflexa安装光碟B:软驱插入Fujiflexa License FloppyC: 双击[My Computer]打开Fuji Flexa光盘后,在画面上双击[Fuji Flexa CD-ROM]D:双击[setup.exe]显示fujiflexa专用图标E. 在[Fuji Flexa Installer]屏幕上单击[Next]F. 设定Fuji Flexa安装软盘位置后,单击[Next]在执行multi-client的安装时,对于各个Fuji Flexa client,必须使用相同的Fuji Flexa设定磁盘。
G. 选择安装类型后单击[Next]在此步骤需要选择All-in-one或者Custom的安装。
如果选择了 All-in-one安装,则请跳过步骤9-17。
H.选择作为安装目标的文件夹后单击[Next]步骤I-Q仅在执行Custom安装时使用。
Flexa 培训与设置分析

元件错误率的计 算方法按下述的 计算来求。[单 位:%]
元件未贴装率
显示对要贴装的元件 贴装前由于某种原因 而掉落的元件数的比 例。
元件未贴装率的计算 方法按下述的计算来 求。[单位:%]
元件贴装成功率
显示对要贴装的元件数可以 元件贴装的比例。
Fuji Flexa 培训与参数设置
Program team: Jinwen Peng 2009-11-11
Flexa 培训与分析
目的: 1. 此文档的目的是SMT成员进行简单的培训与应用。 2. 在使用fuji flexa时遇到问题时提供一个基本的指导方法去解决问题. 3. 在本指导中,提供不同形式的参数设置分析原理和标准化参数. 4. 程式员负责维护此文件并确认参数更改,然后标准化参数.
RES 3216 H04
器元 件件 类长 型度
元元 件件 宽高 度度
Shape data设置理解.
Shape data 设置
Part data 角度与贴片坐标关系
Part data 包括shape 与 package name
• Shape 名 • 包装FEEDER类型名 • 是否进行极性检查 • 来料包装方向
Flexa 程序制作培训
程式制作基本步骤 ●坐标导入(坐标文件需EXCEL编辑保存为PRN格式。) ●Bom 导入(BOM文件需EXCEL编辑保存为PRN格式) ●零件外形制作
·Part data ·Shape data ·Package data ●PCB 编辑 ●Feeder 分配 ●制件上料表
元件误差的定义
针对元件尺寸设定正确的元件tolerance.
FUJI_FLEXA基础讲义
Flexa Mark Data 建立
在Mark Data选择Mark类型击右键 选择New弹出New Mark菜单输入 Mark名称弹出Mark设置窗口 (1) Type:输入F代表该Mark为
Fiducial Mark (2) Pattern:输入Mark的形狀
(参考附图) (3) Diameter Isolation:输
Flexa TOP Coordinate Data建立
5、选择要输入的程序点击[Next] 进入选择要输入的元件数据,选择 完后点击[Next]如果所有的设定已输 入且正确无误,单元[Execute]键 开始数据转换过程。转换完后显示 转换结果。单击[OK]键后显示出端 口向导最初画面单击[Cancel]关闭 端口向导。
入Mark的直径及偏差范围。 (4) Mark Color:输入Mark为白
色或是黑色。 (5) Read Level:输入读取Mark
時CCD的亮度值。(预设 128) (6) Inspection Method:输入 检查Mark的方式。(预设 Scan) (7) Scanning Area:输入搜寻 Mark的区域大小。(至少 3.5mm,一般设5mm)
备注:导入MCS数据结束后要注意查看结束框中是否有错 误信息,如有查看错误内容,根据内容检查程序是否正确, 以免导入出错 。
Flexa TOP Coordinate Data建立
三、使用导入CCIMF数据创建JOB 1 、打开一个JOB从[File]菜单上,
顺序选择[New]-[Job]-[Read CCIMF]在弹出的窗口中输入JOB名 与版本号点击[New]弹出Import CCIMF对话框设置生产线,选择须 输入的程序,点击[OK]开始导入过 程。导入完成后单击[Close]键。
FUJI-FLEXA培训总结

9. 选择 [Fiducial Sequence Data Block] 复选 框,此处不打勾。
10. 在 [Import data type] 部分单击 [Set Units]。 显示出 [CAD Data Unit Settings] 对话框。
11.输入以下数值后单击 [OK]。 Coordinate data format ������ Multiplier = 1 Angle data format ������ Multiplier = 1 显示出 [CAD Import Settings Wizard]。
9.单击 [Next] 键。 显示出 [Part Data Creation Wizard –Step 5]。
10.输入下列指定的包装数据。 Packaging Type: Emboss Tape Width: 8mm Feed Pitch: 4
点击NEXT,直至到最后一步, 至此完成了零件 的制作。
4.一旦完成,在 [Transmis显示出 [Transmit Job] 对话框。
5. 单击 [Cancel] 键去关闭 [Transmit Job] 对话框,机器上的生产程 序名变为当前所传送的程序名。
12.单击 [Next]。 显示出 [CAD Import Settings Wizard [Part Placement Data] 1/2] 对话框,在FIELD菜单栏选择TABS。
13. 在START菜单栏选择LINE ,在END菜单栏选择END OF FILE后,点下 一步按钮。
14.选择 [Field 1] 后从 [Field name] 下拉式列 表框中选择 [Reference]。
5. 单击 [Click Here!] 键后显示出 [Element Information] 。 显示出 [Element Information] 对话框。
FUJI-FLEXA-培训资料PPT课件

2020/3/20
13
FUJI FLEXA SERVER 群(4)
用户服务器设置
2020/3/20
选中“进行访问管理”即可设置用户账户
14
FLEXA 系统安装
FLEXA 系统要求 FLEXA 安装步骤 NTCC 安装事项 GEM HOST MANAGER SERVER 设置内容 FLEXA 连线设定
8
FUJI FLEXA 组成部分(2)
FUJI FLEXA 系统组成-宏
创建、使用宏
可通过宏管理启动宏,并可 实现跨应用程序的宏
2020/3/20
9
FUJI FLEXA 组成部分(2)
FUJI FLEXA 系统组成-工具组
生产信息显示
生产线实时监视、生产线生 产信息报告及生产线各种信 息进行统计显示。
202ห้องสมุดไป่ตู้/3/20
15
FUJI FLEXA 系统安装(1)
FLEXA 系统要求
操作系统:MS Windows 2000(SP2以上) 浏览器:MS IE 5.5(SP2以上) CPU:1GHz以上 内存:512MB 驱动器:软驱和光驱 显示器:VGA1024X768 网卡:TCP/IP网络适配卡 外设:键盘、鼠标 安装权限:超级管理员
3
FUJI FLEXA 系统概况(1)
FLEXA 系统特性
1. 可以通过基于Windows的图形化用户界面进行直观操作。 2. 为了简单而且可靠地共享数据,准备了各种数据服务器 。 3. 提供Wizard与Marco功能,JOB与元件数据的创建可以在向导中按照指示
简单地进行,可缩短对于系统操作不熟悉而浪费的时间,便于新进的程式 人员迅速掌握,并可减少出错率。 4. 带有很强的安全机能,可提供详细的权限设定,可靠地保护重要数据。 5. JOB 创建实现图形化编辑器的功能。而且,可以向生产线传送正在编辑的 JOB。调试与调整作业能够更加高效地进行。 6. 灵活的版面设计可以将多数不同种类的CAD DATA整合在同一个JOB里, 可增加Cad 版面设计资料灵活的运用。尤其是阴阳板的程式更是简单,只 需用一个FLIP BOARD指令即可。
FUJI贴片机软件FLEA基础讲义

) Line Reporter(
) Schedule Builder(
浏览器 , 规格保持器 , 跟踪浏览器 , 宏 , 度表编制器),Schedule Assembler(进度表汇编器),Schedule Viewer(进度表
) Spec Keeper(
显示相应的视图模式的组。组窗格显示可由选择[View]-[Group List]来切换。 右边的窗格是内容窗格,该窗格显示被选定组的内容。
1-3 视图模式
不同的视图模式用来管理不同类型的资料。各个视图模式和各自的简要叙述
如下: Jobs (任务)
该视图模式显示局部和全局任务目录。在该视图模式处于启动态时可编辑、
封装数据的连接。外形编辑器用来创建和编辑外形资料。封装编辑器用来创建和
编辑封装资料。
非相关模式
当使用此模式时,零件号码、外形名称和封装名称的资料将使用同一个文件
名保存。其中没有不同零件数据的内部相互连接。 这种模式将会阻止用户同时 在不同的零件中修改外形数据和封装数据。这种模式与Fuji 以前的主系统MCS
Toolbar (工具栏)
菜单栏下方是工具栏。按鼠标左键工具栏上的按钮可完成一些常用的命令。
Icon bar (图标栏)
工具栏下方,屏幕左侧是图标栏。图标栏分为数组,按鼠标左键灰色钮上的
组名称可打开各个组。按鼠标左键图标栏中的某一选项可以改变显示或打开程 序。在[Macros]组中,可以添加新的宏快捷按钮。在[Shortcuts]组中,还可以 添加Fuji Flexa之外的应用程序的快捷方式。
移动、增加、删除任务。在视图中,按鼠标左键两次某任务可打开该任务。
Part Library (零件库)
FUJI-Flexa安装手册中文

标记例 [File] 菜单 [Open Job] 窗口 [OK]
Enter 键
说明 菜单名和指令名使用方括号 [ ] 表示。 显示在标题栏上的窗口名和对话框名使用方括号 [ ] 表示。 窗口或者对话框内所显示的工具栏按钮和指令按钮使用方括号 [ ] 表示。 键名的表示。
鼠标关连的标记
标记例 单击 双击 右击 拖
3.2 自定义安装 ............................. 23
3.2.1 登录 License.............................. 39 3.2.2 插入 USB dongle .......................... 39
4. Fuji Flexa 版本升级 ....................... 41
ETEN0625
概述
概述
Fuji Flexa 安装手册是一本引导用户安装 Fuji Flexa、并向用户说明使用前的安装步骤的 参考书。各步骤要点将有助于用户进行 Fuji Flexa 的各项操作。本手册面向已基本理解 Fuji Flexa 的用户。
本手册中使用的标记规则
以下说明在本手册中使用的标记规则。
6. 安装之后 .................................. 61
6.1 Data Checker ............................ 61 6.2 安装 .................................... 61
ii
Fuji Flexa 安装手册
操作系统
·Microsoft Windows Server 2008 Standard Edition ·Microsoft Windows Vista Business Edition SP1,SP2 ·Microsoft Windows Vista Ultimate Edition SP1,SP2 ·Microsoft Windows Server 2003 R2 Standard Edition SP1 ·Microsoft Windows Server 2003 Standard Edition SP1 ·Microsoft Windows XP Professional SP1,SP2,SP3
FUJI贴片机软件FLEXA基础讲义

Transmission Control (传输控制)
该视图模式在上层窗格中显示保存在局部和全局目录中的任务。在下层窗格 中显示生产线以及被选择机器的生产程序。在该视图处于启动态时,可察看工厂 中某一机器的生产程序,并经拖放操作下达任务。仅当激活该视图时才能删除有
器在基板上发现该定位点后就跳过那块子板(即不在那块子板上置件)。对于那 些在指定位置无跳过定位点的子板则置件。跳过定位点有两类:
基板(Panel):这类跳过定位点作为主跳过定位点。尽管某块子板是否被跳过 取决于跳过定位点是否存在,但在实际生产环境中这个情形是不常见的。由于在 生产中跳过某块子板的情形很少见,利用主跳过定位点可减少拼版上每块子板的 跳过定位点检测所需的时间。主跳过定位点被定义为基板上的一个跳过定位点, 如指定了主跳过定位点幷被机器检测到,该机器将对拼版上的每一块子板检测跳 过定位点幷跳过有定位点的子板。如未检测到主跳过定位点,则机器不检测每块 板的跳过定位点而直接置件,从而消除了检测跳过定位点所耗费的时间。
Job Builder,Part Editor(零件编辑器),Part Number Editor*(零件号码
编辑器),Shape Editor*(外形编辑器),Package Editor*(封装编辑器),Part
Template Editor(零件模板编辑器),Mark Editor(定位点编辑器),Line
框中的[User Server]选项卡中的“Systems Settings”部分,选择[Display part data in relational mode](以相关模式显示零件资料)。
1-6 Mark Editor
FUJI FLE A基础讲义

进入CAD data units窗 口,在coordinate data format 框里coordinate units选择单位mm,再在 multipler选择1;在 angle data format框里 angle units 选择单位 degrees,再在 multipler选择1,然后 单击Ok按钮退出。
Flexa TOP Coordinate Data建立
8、选择每一列,然后给每一列 命名(先选择一列,然后在 field name 中选择对应的名 字),做完后按next按钮, 进入下一窗口。
Flexa TOP Coordinate Data建立
9、进入fiducial sequence窗口 后,在在start line 里选择 line选项并填上mark点开始 行(例:2),然后在end line 里选择line并填上mark 点的结束行,然后按next按 钮,进入下一窗口。
备注: Part Number这项不可随变更点击,容易变成 别的Part Number而造成错件
Flexa TOP Coordinate Data建立
一、通过文本文件转入 (*.txt)
1、在job building窗口 中从tool菜单里找到 options菜单,单击该 选项进入窗口,选择 origin菜单,然后根 据所给数据的原点来 定义程序的坐标原点, 定义好后单击OK退 出。
入Mark的直径及偏差范围。 (4) Mark Color:输入Mark为白
色或是黑色。 (5) Read Level:输入读取Mark
時CCD的亮度值。(预设 128) (6) Inspection Method:输入 检查Mark的方式。(预设 Scan) (7) Scanning Area:输入搜寻 Mark的区域大小。(至少 3.5mm,一般设5mm)
FUJI_FLEXA基础讲义
Flexa TOP Coordinate Data建立
12、在该窗口中把刚才做的
文件格式进行保存,以便 以后有相同的格式的坐标 文件可以进行调用,给定 一个名字后,直接按save 按钮即可,进入下一窗口。
Flexa TOP Coordinate Data建立
13、在该窗口中单击import 按钮,
Flexa TOP Coordinate Data建立
6、使用导入的MCSIMF数据创建 JOB。打开一个JOB从[File]菜单上, 顺序选择[New]-[Job]-[Read MCSIMF]在弹出的窗口中输入JOB 名与版本号点击[New]弹出Import MCSIMF对话框设置生产线,选择 须输入的程序与元件数据存放的文 件夹,点击[OK]开始导入过程。导 入完成后单击[Close]键。
Flexa TOP Coordinate Data建立
4、单击options按钮, 进入CAD data format 窗口(如果同时导入 top和bottom,在 specify side前的方框 里打钩,然后分别在 top和bottom的后面填 上区分的字符),选 择好后单击Ok按钮退 出。
Flexa TOP Coordinate Data建立
FUJI FLEXA基础班讲义
FUJI FLEXA基礎班講義及新機種程式製作範例FLEXA程式架構Flexa分為六大部份:(1) Top Data:此為X、Y座標及角度,料站等資料,相當於MCS系統的N-Data。
(2) Panel Information Data:此為PC板的相關資料,相當於MCS系統之PCB-Data及部份的Machine-Data。
(3) Mark Data:此為Mark的相關資料,相當於MCS系統之Mark-Data。
(4) Shape Data:此為Part的相關資料,相當於MCS系統的Part Data。
(5) Package Data:此为Feeder的相关资料,相當於MCS系統的Part Data的一小部分。
(6)Part Data:此为零件名资料,相当于MCS系统的D Data。
**該6項Data結合成一個完整的程式,且該6項Data一旦建立完成,可供不同的程式所取用。
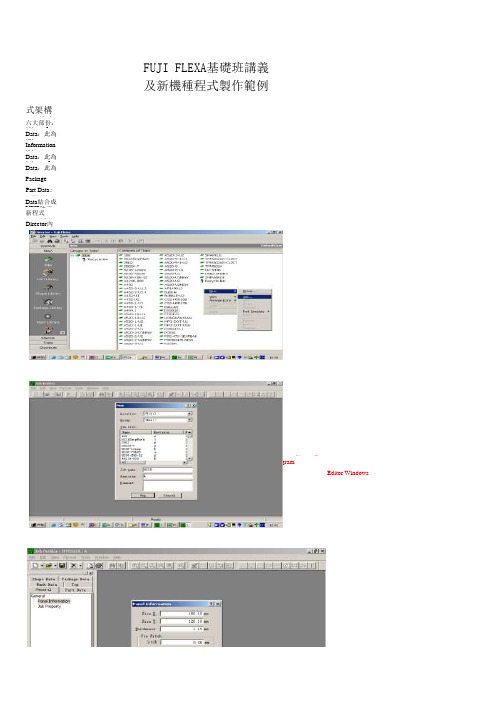
Flexa建立新程式1. 開啟Director內之Main Jobs在空白出按鼠标右键点击new写入程式名及版本资料。
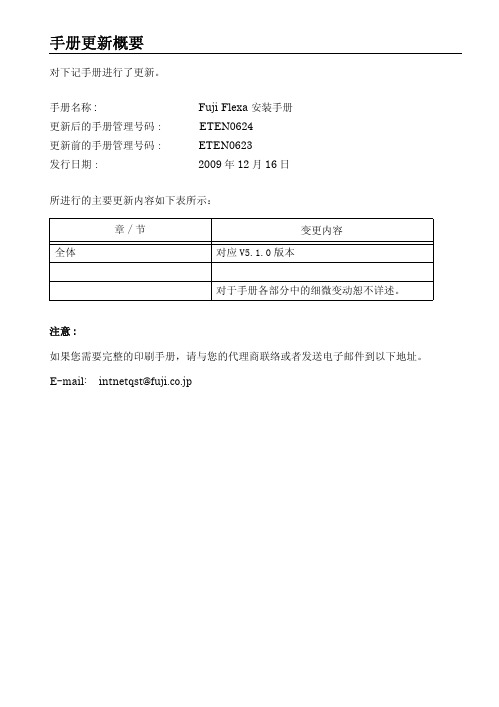
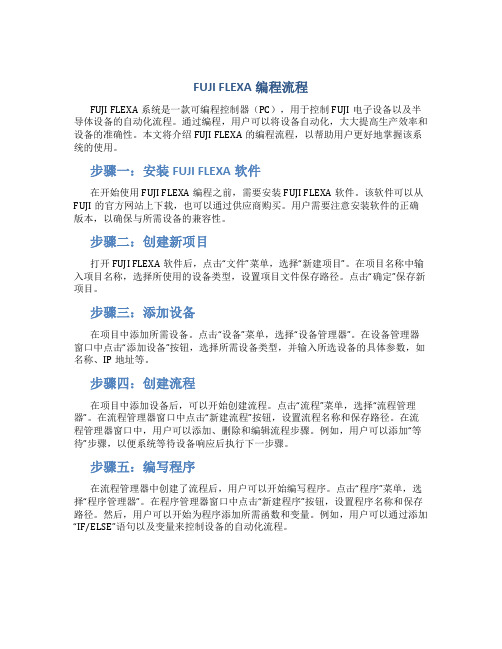
2.按new進入ProgramEditor Windows1页共13页3. 進入PCB Edit畫面(1)PCB Size X/Y:輸入PCB板的X、Y方向的尺寸(2)Thickness:輸入PCB板的厚度(3)点击OK完成4. 拼板的建立(1)点击Tools Panelize… new board(2) Board Szie输入连板X.Y尺寸(注:即使PCB在没有连板的情况下也要输入此项,也就是第3步里PCB X.Y的尺寸输入即可)2页共13页5.进入Shape Data编辑按鼠标右键点击newShape name:输入外观资料名称(SOIC04)按New 进入编辑画面带有此符号项目表Body Size X/Y:輸入零件Body的尺寸(不包括腳)。
Body Size X/Y Tolerance:輸入零件Body尺寸誤差值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
相似。当这种模式处于激活状态时,只有一个组件被用来创建和编辑零件资料。
在安装过程中,需要确定使用的模式。在Fuji Flexa 中的预设模式为相关模式。
,按鼠标左键 。在弹出的对话 这可以在用户服务器计算机进行修改。按鼠标左键[Start]后,顺序选择
[Programs] [Fuji Flexa]
[FlexaServer Setup]
键减号,减号会变为加号,信息被隐藏。从菜单栏的[View]菜单中,通过选择 [Job
Information],可以决定显示或是隐藏任务信息栏。窗口显示任务信息栏中选择 的资料。可以同时打开多个资料窗口。
1-5 Part Data
在Director窗口,依次选择[Tools] [ Part Number Editor…]或直接双击 任何一项Part number资料,就可以进入Part edit窗口。零件资料由零件编辑器 (Part Editor)创建和编辑。当零件资料使用相关模式时,零件资料将由零件 号码编辑器,外形编辑器和封装编辑器来创建和编辑。此外,零件模板是由模板 编辑器来创建和编辑的。零件数据也可以通过导入数据或者使用新零件向导来手 工创建。本手册主要介绍相关模式零件资料的制作。
目录
第一章 Fuji Flexa软体构造及概论
1-1 Direct框架 1-2 视图 1-3 视图模式 1-4 JOB Builder 1-5 Part Data 1-6 Mark Editor
第二章 程式创建基本流程
第三章 导入Centroid Cad创建程式
3-1 手动创建一个程式(JOB) 3-2. 输入Centroid CAD 数据 3-3. 导入BOM文件 3-4 导入或创建程式中需要的零件资料 3-5. 在 JOB 中导入或制作定位点数据(Mark) 3-6. 给 JOB 增加一条生产线 3-7. 输入机器配置(configuration)处理(process)数据 3-8. Job 尺寸的设定 3-9. 分配基准定位点到机器上 3-10. 平衡生产线 3-11. 优化顺序brary (外形库(仅对相关模式有效))
该视图模式显示在零件外状库中有效的外形。该视图模式仅在对被使用的零 件资料有关联的模式时有效。在该视图模式处于激活状态时可编辑、移动、增加 和删除外形资料。在某外形上按鼠标左键两次后可在外状编辑器中打开该外形资
料。
Package Library (封装资料(仅对相关模式有效))
该视图模式显示在零件封装库中有效的封装。该视图模式仅在对被使用的零 件资料有关联的模式时有效。在该视图模式处于激活状态时可编辑、移动、增加 和删除封装资料。在某封装上按鼠标左键两次后可在封装编辑器中打开该封装资 料。
Mark Library (定位点库) 该视图模式显示保存定位点资料目录内的各种定位点。每一种定位点资料都
第四章 综合部分
4-1 导入 CCIMF 文件 4-2 传输程式 4-3 工厂的设定
第四章 零件资料的创建
5-1 零件1(MINI PW) 5-2 零件2(SOJ) 5-3 零件3(BGA224P)
第五章 Fuji Flexa的安装
5-1 Fuji Flexa 的安装
5-2 Fuji Flexa的系统准备
) Trace Viewer(
) Macros( )
Fuji Flexa Wizards(Fuji Flexa向导)。
*仅在零件相关模式被使用时显示。
1-2 视图
Director有许多不同的视图,这些不同的视图用来完成不同的操作。用户首 次打开Fuji Flexa所显示的视图是任务视图。任务视图如下图所示:
器在基板上发现该定位点后就跳过那块子板(即不在那块子板上置件)。对于那 些在指定位置无跳过定位点的子板则置件。跳过定位点有两类:
基板(Panel):这类跳过定位点作为主跳过定位点。尽管某块子板是否被跳过 取决于跳过定位点是否存在,但在实际生产环境中这个情形是不常见的。由于在 生产中跳过某块子板的情形很少见,利用主跳过定位点可减少拼版上每块子板的 跳过定位点检测所需的时间。主跳过定位点被定义为基板上的一个跳过定位点, 如指定了主跳过定位点幷被机器检测到,该机器将对拼版上的每一块子板检测跳 过定位点幷跳过有定位点的子板。如未检测到主跳过定位点,则机器不检测每块 板的跳过定位点而直接置件,从而消除了检测跳过定位点所耗费的时间。
零件数据配置
(相关模式)
资料相在关使模用式零。件在数安据装之和前使,用很F重uji要Fl的ex一a 点之就前是一理定要解首Fu先ji 考Fle虑xa使用中哪的一两种种模不式同。的
我们不推荐在零件数据库组装好以后更改模式,因为如果这样做,会导致现存资 料的损坏。下面是对这两种模式的简单介绍。
相关模式
这种模式允许一个零件号码被连接到一个共享的外形名称和封装名称。 相 关模式允许多个零件号码纪录使用同样的外形名记录和(或者)封装名记录。因 此使零件库的尺寸最小化。此外,通过修改多个零件号码访问的外形或者封装的 纪录,所有零件号码对应的零件资料在同一时间被更新。这一点和Fuji 以前的 主系统FujiCam类似。当这种模式处于激活状态时,有三个组件被用来创建和修 改不同的资料。零件号码编辑器用来创建或者修改零件的属性以及和外形数据与
生产线显示器 , 生产线记录器 , 进 Monitor(
) Line Reporter(
) Schedule Builder(
浏览器 , 规格保持器 , 跟踪浏览器 , 宏 , 度表编制器),Schedule Assembler(进度表汇编器),Schedule Viewer(进度表
) Spec Keeper(
显示相应的视图模式的组。组窗格显示可由选择[View]-[Group List]来切换。 右边的窗格是内容窗格,该窗格显示被选定组的内容。
1-3 视图模式
不同的视图模式用来管理不同类型的资料。各个视图模式和各自的简要叙述
如下: Jobs (任务)
该视图模式显示局部和全局任务目录。在该视图模式处于启动态时可编辑、
View mode bar (视图模式栏)
视图模式字段元于工具栏和资料显示窗格之间。栏的左端显示视图模式中哪
一个是启动态,栏的右端显示当前用户的用户标识。 Data display panes (资料显示窗)
被选中项目的资料在这几个区域显示。上图的白色区域称为窗格。根据所选 择的视图模式,可同时显示多个窗格。如上图所示,左窗格称为组窗格。组窗格
Toolbar (工具栏)
菜单栏下方是工具栏。按鼠标左键工具栏上的按钮可完成一些常用的命令。
Icon bar (图标栏)
工具栏下方,屏幕左侧是图标栏。图标栏分为数组,按鼠标左键灰色钮上的
组名称可打开各个组。按鼠标左键图标栏中的某一选项可以改变显示或打开程 序。在[Macros]组中,可以添加新的宏快捷按钮。在[Shortcuts]组中,还可以 添加Fuji Flexa之外的应用程序的快捷方式。
关某机器的生产程序。
Factory Lines (工厂生产线)
该视图模式显示对传输和生产线监控方面的工厂、生产线以及机器的设置。
当该视图模式处于启动态时可以创建、编辑及删除工厂、生产线和机器。
1-4 Job Builder
在Director窗口,依次选择[Tools] [ Job Builder…]或直接双击任何一 个Job,可以进入Job Builder窗口。Job Builder用于创建、编辑任务和生产程 序。并可以通过不同的方法创建一个任务:使用手工创建,通过导入CAD资料 的 方法,或使用任务向导创建一个任务。
Job Builder,Part Editor(零件编辑器),Part Number Editor*(零件号码
编辑器),Shape Editor*(外形编辑器),Package Editor*(封装编辑器),Part
Template Editor(零件模板编辑器),Mark Editor(定位点编辑器),Line
Menu bar
Tittle bar Tool bar
Group pane
View mode bar Contents
Icon bar
Title bar (标题栏)
窗口的顶部是标题栏。在标题栏中,包含应用程序名以及最小化、改变大小
和关闭窗口的按钮。
Menu bar (菜单栏)
在标题栏下方的是菜单栏。按鼠标左键菜单栏名可打开菜单。
在Job Builder的窗口中,菜单字段于窗口顶部,菜单栏下面放置着不同的 工具栏。这些工具栏的位置并非固定不变,可以用鼠标把它们拖动到窗口中所希 望的位置。
当打开一个任务时,窗口通常要显示出此任务的信息栏,预设位置为窗口的 左边。信息栏被分为四部分:概述(General)、零件数据(Part Data)、定位点数 据(Mark Data)和顶端(Top)。如果零件数据使用的是相关方式,则“外形资料 (Shape Data)” 与“封装资料(Package Data)” 标签也一并显示在信息栏中。 同一标签中的资料以分级形式放置。如果某名称下含有附加的信息或下级成员, 在其名称前方会出现一个“+”符号。按鼠标左键此“+”号,“+”号会变为“-” 号,同时会在其名称下显示出属于此部分的信息。不显示这些信息时,按鼠标左
第1章 Fuji Flexa软体构造与概论
1-1. Director框架
是 Director Fuji Flexa的核心。它是所有Fuji Flexa 任务资料的中心部分,
并在访问Fuji Flexa工具时被使用。
Director用于数据管理,数据传输,以及生产线及机器的管理。Director 也为用户提供下列Fuji Flexa工具的访问途径:
点项资定料位,点有资五料个,不就同可的以档进案入夹M用ar于k 存Ed放ito定r窗位口点。资M料a,rk每E一di档tor案用夹来针创对建一和种编定辑位定点位。