以碳当量分组轧制Q345B热轧板卷的研究与实践
薄规格普通碳素结构钢热轧板卷工艺优化实践

下 率接 近极 限值 ,轧制 力较 大 ,易 出现轧 辊两侧 辊
缝 不平 衡 ,造成 跑偏加 剧 ,易 出现断 带事 故 。且 成 品轧制长度 1 m以上 ,带钢滞 留辊道时间最久 ,头尾 k 温 降最 大 ,道 次 变形抗 力 明显增 加 ,易造成 轧机 超 负 荷 ,导致 轧废 。虽然 轧机 两侧 均布 置有卷 取炉 ,
2 1 年第3 0 1 期
陈伟:薄规 格普通 碳素结构钢热轧板卷工艺优化实践
尾 减窄前 提 下 ,轧机 机架 间 活套张力 略微提 升 , 由 之前 的1. MP 提高至2 . MP 。 95 a 0 a 5 ( 3)加 强 宽 度监 控 及 调整 :为 减少 轧 件 头尾 段易 因建 张 、轧机 提速 等造 成 宽度不 足 ,操作 人员 根据 在线 测宽 仪反 馈 的实 时宽度 数据 ,及 时调 整坯 料 、产 品宽度设 定 值 ,适 当调整第 1 _ 轧道 次 的 、2 _ f i
昆钢 炉 卷 轧 机 的双 机 架 串式 布 置 ,为保 证 两 机架 的金 属秒 流量相 等 ,轧制 过程 中两机 架 间和轧 机前 后需 匹配 一定 大小 的张力 ,以保证 带钢 轧制稳 定 。但轧 制越 薄规格 的带钢 ,受温 度差异 、变形不
均 的影 响 ,其 跑偏 量大 ,稳定 性 下降 、变差 。为 改
( 强化板形监 控及 调整 : 4)
A .冷却 水调整 :针对Q 3 B2x1 5 温 降 25 2 0mm
大 的情 况 ,轧 前适 当调 整轧 机夹 送辊 冷却 水 、轧辊 冷却水 水 量及 其挡 水装 置 ,避免 落到 轧件 上 ,重新 匹配上 下 层流 集管 开关 比例 ,减 少 因冷却 不均 引起
正火轧制Q345B系列钢板探索应用
核位 置 ,得 到更 加 细小 的铁 素体 晶粒 l3]。考 虑 板 型 问题 ,最 后 一道 次 采 用 无 负 荷 轧 制 进 行 平 整 。终 轧 温 度控 制在 815—840 cc。
4 实验 结果及分析
4.1 力学 性能 由表 2可 知 ,试 验 轧制 的钢 板 力 学 性 能完 全 满
正火 轧制减 去正火加 热升温 的过程 ,生产周 期短
且减少 能源消耗 有 利于 降低 生产 成本 。轧 后钢板 用 户直接 进行材 料 的深 加 工 ,一 般 远程 运 输 管 道 、交 通 工具 、框 架结构 等产 品采 用正火轧 制 的工 艺 。
3 生 产 工 艺
本 实验 轧制 钢 板 采 用 220x 1 580坯 料 ,主 要 生 产 工艺 流程 为 铁 水 预 处 理一 转 炉 冶炼 一 精 炼 一 RH 一 连铸一 加 热一 轧 制一 冷床一 板 面检 查一 剪 切一 取 样一 喷印 (侧 标 )一 成 品入库 。 3.1 实验 原料
试 验 钢板 坯厚 度 为 220 mln,加 热 炉 中预热 段 温 度 范 围 1 000~1 100 qC.加 热 段 温 度 范 围 1 190 l 220℃ ,均 热 温度 范 围 1 180~1 210℃ ,在 炉 时 间 6 h,保证 板 坯 内部 温度 均匀 。 3.2.2 轧 制 参数
At this point,the conventional Q345 series of products can no longer meet the requirements of users,SO it is neeessary to
conduct norm al rolling to nlake it have uniform structure, stable physical and chemical properties after long—term low—ter n —
天铁Ti微合金化Q345B的生产实践

保证 Q 3 4 5 B钢的强度 。 该钢种在天铁 1 7 5 0 m r f l 半连续热连轧机组实现了工业化生产。 热轧加热温度 1 2 0 0℃, 终轧
C h i n a ; 2 . B a r R o l l i n g Mi l l , T i a n j i n T i a n t i e Me t a l l u r g y G r o u p , S h e C o u n t y , H e b e i P r o v i n c e 0 5 6 4 0 4 , C h i n a ) A b s t r a c t I n o r d e r t o r e d u c e t h e c o n s u m p t i o n o f Mn a l l o y i n Q 3 4 5 B s t e e l ,t i t a n i u m m i c r o a l l o y i n g
c o o l i n g p r o c e s s f o r Q 3 4 5 B t i t a n i u m mi c r o a l l o y i n g s t e e l e n a b l e d t h e s t e e l p l a t e t o p o s s e s s g o o d m e t a l l o g r a p h i c
温度在 8 4 0 ~ 8 8 0℃, 卷取温度在 5 5 0 6 2 0 o C 。通过采用合 理的控轧控冷工艺 , 使钢板获得了 良好 的金 相组 织和力学
轧制工艺对Q345B钢板Z向性能的影响

ent rolling process effect on the Z—directional properties of the steel plate.
Keywords Q345B,Rolling process,Z—Directional properties
0前言
钢在轧制过程中,塑性夹杂物很容易被拉长, 从而使钢表现出明显的各向异性。而夹杂物的形 状是由轧制条件决定的,因此,研究轧制工艺对z 向性能的影响,对研究抗层状撕裂钢有着重要的 作用。为此,本试验取Q345B连铸坯经锻造后, 在实验轧机上模拟中厚板生产线轧制条件,研究 了精轧温度及轧后冷却方式对Q345B钢板z向 性能的影响。
万方数据
·8‘
宽厚板
第17卷
I阶段开轧温度l 050~1 100 oC,通过Ⅱ阶 段开轧温度、待温方式和轧后冷却速度的变化,选 择最佳的热轧工艺方案。热轧工艺方案及试验数 据分别见表2和表3。
表3热轧过程试验数据
表2 热轧T艺方案
竺兰:墨竺苎兰竺二。釜兰::
01
980
空冷
9
空冷
650
O
9
空冷
9
空冷
3结论
(1)在Ⅱ阶段开轧温度为840~990℃时,随 着开轧温度的降低,试验钢板的组织组成没有变 化,都是铁素体+珠光体,但魏氏组织级别稍有变 化。
(2)随着Ⅱ阶段开轧温度的降低,硫化物夹 杂将会进一步被拉长,尖端效应更明显,夹杂物作 为裂纹源在外力的作用下扩展的倾向性增大,因 而抗层状撕裂的能力降低,z向断面收缩率下降。
Q345B 热轧板延伸率不合格原因分析
31 l 3 0 3 01 01 2 5
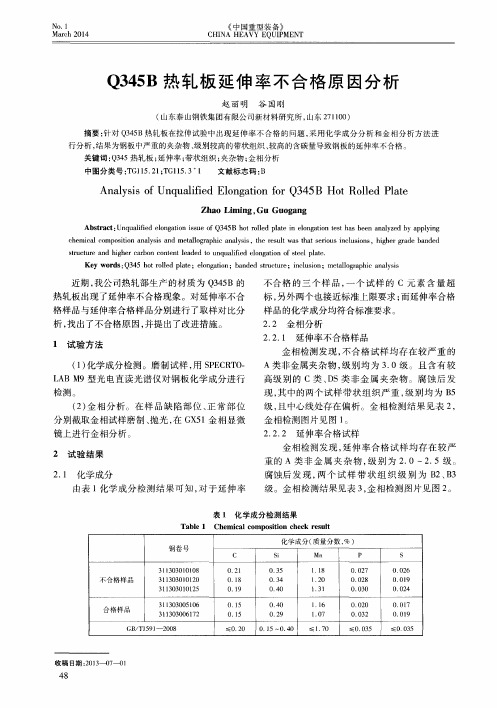
2 . 1 化学 成分 由表 1 化学 成 分 检 测 结果 可 知 , 对 于延 伸 率
腐 蚀后 发 现 , 两个 试样 带状 组织 级别 为 B 2、 B 3
级 。金 相检 测结 果见 表 3 , 金 相检 测图 片见 图 2 。
表 1 化 学 成 分 检 测 结 果
T a b l e 1 Ch e mi c a l c o mp o s i t i o n c h e c k r e s u l t
A n a l y s i s o f U n q u a l i i f e d E l o n g a t i o n f o r Q 3 4 5 B Ho t R o l l e d P l a t e
Zha o Li mi ng, Gu Gu og a n g
s t r uc t u r e a n d h i g h e r c a r b o n c o nt e n t l e a d e d t o un q ua l i f i e d e l o n g a t i o n o f s t e e l p l a t e.
No. 1
Ma r c h 2 0 1 4
《 中国重型装备》 C H I N A H E A V Y E Q U I P ME N T
Q345B大角钢屈服性能的优化实践

( ) 之 间关 系 ,对 2 1 00年 6~1 生 产 的 8 0月 5 批 大 角 钢试 样 的屈 服强 度 和 碳 当量 进 行 了统 计
度带来很大的负面影响。因此 ,主要从 以下几 个方面进行分析 。
作者 :陈小龙 ,大学学历 ,轧钢 工程 师 ,现任柳钢
技术 中心工艺科科 员。
分析 ( 图 1 。从 图 1 见 ) 可以看 出,实际生产 的
Q4 3 5大 角 钢 的屈 服 强 度 和碳 当量 关 联 性 不 大 。
考虑到大角钢的性 能同时还受到加热工艺 和轧 制工艺等 因素 的影响 ,并且从金相检验看 ,大
n
角 钢 的 晶粒 度 大 多 数 只 有 8~8 . ;因此 ,可 5级
为 了进一步 加强 轧后冷 却手 段 ,成 品机架后 辊道 喷淋 冷却装 置继续 使 用 ,另 外 ,冷床 中间喷 水冷却成品 ,但喷水前的温度要低于 7 0 。 0
34 试 轧效 果 .
采用 以上 改进 措 施 后 ,试 轧 了 3 6批 Q 4 B 35
的 1#角 钢 ,屈服 强 度 指 标 得 到 了很 大 改 善 和 6
一
床表面温降只有 2 ℃ ~ 0 ℃,冷却效果非常 O 3 低 。终轧 温度偏 高 以及轧后 控冷设 备能力 差 ,
一
定 程 度 上 影 响 了 Q 4 B大 角 钢 屈 服 强 度 的 提 35
高。
3 改进措施 及效果
31 调 整和 收严坯 料 的化 学成 分 .
直 不 高 ,从 而 造 成 钢 坯 在 炉 时 间较 长 ,有 部
4 结 语
()针对 中型厂在轧制较大规格角钢时机 1
时产 量 不 高 ,钢 坯 在 炉 时 间 过长 的特 点 ,采 取
厚度方向性能用钢板Q345BZ15的生产实践
验 酸溶 铝时 ,其含 量不 小于 00 0 .1%。
表2
Q 4 B 1 板 的力学性 能 35 Z 5钢
3 工 艺 方 案
31 工 艺流 程 . 优质 铁 水一 喂丝 一 转炉 冶炼一 钢 包 底 吹氩 、 板 坯
钢 》 和 GB 3 3 18 《 度 方 向 性 能 钢板 》 1 — 95 厚 标 准 中的 化 学 成 分 要 求 ,结 合 中板 现 有低 合 金 高强度 Q 4 3 5系列 4mm 以上 钢 板 的 优 化成 份 , 0
r a o a l o o i o y t m e in a d p o e s b o i i g p o u t t c n c l r q i me t a d a — e s n b e c mp s i n s s t e d sg n r c s y c mb n n r d c e h ia e u r e n n c t a r d c in wee e a o a e . u l p o u t r lb r td o
全相 同 。由 于轧 制 和硫 、磷 偏 析 等原 因 ,厚 钢
板在 厚 度方 向 ( 也称 为 Z向 )的性 能 较 差 ,焊
接后 焊 缝在 拉 应 力 的作 用 下 钢板 易 在厚 度方 向 产生层状撕 裂现象 。Z向钢板不 仅要求 优 良的强 度 、韧 性 、可 焊 性 ,同时 要求 厚 度方 向具 备 抗 层状 撕裂性 能 ,以保 证 大载荷下 的抗 断 裂 能力 ,
L O Y n — eg U og— n WE i— i g h IQ u- o qn
( e im HaePat M du t l ) n
A s at T e ta- auatr o 35 Z 5 s e paefrtikesdrco rpr ,te bt c h r lm nf ue fQ 4 B 1 t l l o hcns i tn poet h r i c e t ei y
Q345A、Q345B、Q345C、Q345D、Q345E钢材的性能差异

Q345A、Q345B、Q345C、Q345D、Q345E钢材的性能差异Q345是一种钢材的材质。
它是低合金钢(C<0.2%),广泛应用于建筑,桥梁、车辆、船舶、压力容器等。
Q代表的是这种材质的屈服强度,后面的345,就是指这种材质的屈服值,在345MPa左右。
并会随着材质的厚度的增加而使其屈服值减小。
Q345综合力学性能良好,低温性能尚可,塑性和焊接性良好,用做中低压容器、油罐、车辆、起重机、矿山机械、电站、桥梁等承受动载荷的结构、机械零件、建筑结构、一般金属结构件,热轧或正火状态使用,可用于-40℃以下寒冷地区的各种结构。
级别分类Q345按等级可分为Q345A,Q345B,Q345C,Q345D,Q345E。
它们所代表的,主要是冲击的温度有所不同。
•Q345A级,是不做冲击;•Q345B级,是20度常温冲击;•Q345C级,是0度冲击;•Q345D级,是-20度冲击;•Q345E级,是-40度冲击。
在不同的冲击温度,冲击的数值也有所不同。
化学成分Q345A:C≤0.20,Mn ≤1.7,Si≤0.55,P≤0.045,S≤0.045,V 0.02~0.15;Q345B:C≤0.20,Mn≤1.7,Si≤0.55,P≤0.040,S≤0.040,V 0.02~0.15;Q345C:C≤0.20,Mn≤1.7,Si≤0.55,P≤0.035,S≤0.035,V 0.02~0.15,Al≥0.015;Q345D:C≤0.20,Mn≤1.7,Si≤0.55,P≤0.030,S≤0.030,V 0.02~0.15,Al≥0.015;Q345E:C≤0.20,Mn≤1.7,Si≤0.55,P≤0.025,S≤0.025,V 0.02~0.15,Al≥0.015。
对比16MnQ345钢是老牌号的12MnV、14MnNb、18Nb、16MnRE、16Mn等多个钢种的替代,而并非仅替代16Mn钢一种材料。
制管用Q345B带钢性能分析
低 的后 形成 富碳 的珠光 体 .这 样就 交替 形成 铁 素
以上 两者 因素叠 加 ,就是螺 旋焊 管管 体拉 伸 性能 比同炉号 、同位 置原 材料性 能普 遍下 降 的基
本原 因 。
当然 带 钢 属 多 晶体 织 构 ,它 的塑 性 变 形 主
要 以滑移 和孪 生 的方 式进 行 ,随着 变形量 增 加到 临 界 变 形 度 以上 ,晶粒 产 生 明显 变 形 和 组 织 破 碎 ,形变 阻力增 大 。材料 得到 强化 ,当材料 加工 强 化作 用大 于包辛 格效应 时 ,力学 性能 呈上 升现 象 。而 焊管螺旋 成 型过程 带钢 截面 变形 量一 般 为 l 3 %一 %,都低 于 临界 变 形 度 ,只 产 生 电镜 可 观
上 ,由带铜加 工成钢 管 ,变形量( 大约为 l 3 一般都低 于临界 变形量 ,成 型后金 相 带状 组织 %~ %)
中铁素体 变宽 ,条状珠 光体略 成断续状 ,在成型应 力作 用下,焊管只产生少量位错与位错 滑移 ,
不 必通过 晶粒整体 移动 ,导 致管体 材料 整体 变形后 强度 有 明显 降低 。
sae t er s l h we a eg a eo se l t p mi r s u t r e ea ra o elv l t ep p o yd fr ai n tt , h e u t s o dt t h r d f t e r c o t c u ei g n r l o b v e , h i eb d eo s h t si r s 3 e m t o i lwe a r i a eo mai nv l e i i a o t % - % . h ri a d d sr c u e b c me i e m e r i g s o r h n c i c l fr t a u , t s b u t t d o 1 3 T ef r e i b n e t t r e o sw d r o n 。 e t n u fm sr e ri p e r i o t ai n s p a eo c r nwed d p p n e r i g ti p a l e a p a sd s n i i On yfw f so ai n ilc t l p g c u l e i eu d r o n p t c n y d o o i o fm
Nb微合金化Q345B热轧钢板退火工艺研究_孙有平

图2给 出 了Q345B钢 在550 ℃保 温 不 同 时 间 的 碳体分布特征与保温1 h时相同。
金相组织。 可见,550 ℃保温1 h时,F明显发生再结 晶,部分F晶粒呈近似圆形,同时珠光体分解,析出保
3 力学性能
留原珠光体的分布规律与特征的渗碳体组织,见图
图3给出了在不同退火处 理 条 件 下Q345B热 轧
for different time
(1) Q345B再结晶退火温度在550 ℃左右时,铁 素体发生再结晶, 同时珠光体中开始分解出保留珠 光体分布规律与特征的渗碳体组织; 再结晶过程至 600 ℃左右时完成。
(2) 退 火 温 度 升 高 时 ,Q345B热 轧 钢 板 的 抗 拉
《铸 造 技 术 》07/2013
Vol. 34 No. 7 Jul. 2013
铸造技术 FOUNDRY TECHNOLOGY
·821·
Nb 微合金化 Q345B 热轧钢板退火工艺研究
孙有平,白兆军,惠 静,涂耀耀 (广西工学院 机械工程系,广西 柳州 545006)
摘 要:对 Q345B 热轧板进行了退火处理,研究其在不同退火条件下的组织及力学性能演变规律。 结果表明,退火
钢板的力学性能演变规律。 可见,热轧板的抗拉强度
为540 MPa,屈服强度为370 MPa,伸长率为28%;当
退火温度升高时,其抗拉强度和屈服强度逐渐降低,
在低于500 ℃时,抗拉强度与屈服强度变化较平缓,
当温度大于500 ℃时,强度变化较快,在500~640 ℃
温度区间内,强度迅速降低,由图1可知,在此温度区
图 1 Q345B 热轧钢在不同温度退火 1 h 后的显微组织 Fig.1 The microstructures of Q345B after annealed at different temperature for 1 h
低合金Q345B钢板的轧制实践

低合金Q345B钢板的轧制实践马长宏;赵虎【摘要】通过研究降合金的Q345B钢板的轧制工艺和控冷工艺,成功试制了力学性能满足国标要求的低合金的Q345B钢板.【期刊名称】《新疆钢铁》【年(卷),期】2012(000)004【总页数】3页(P41-43)【关键词】合金元素;性能;控轧控冷【作者】马长宏;赵虎【作者单位】新疆八一钢铁股份有限公司【正文语种】中文【中图分类】TG335.5联系人:马长宏,男,26岁,大学本科,乌鲁木齐(830022)新疆八一钢铁股份有限公司轧钢厂中厚板分厂E-mail:*************.cn随着产品技术日新月异,市场竞争不断加剧,产品创新和产品结构优化成为企业增加市场竞争力的法宝。
为进一步优化产品结构并降低制造成本,八钢公司通过对在产品技术标准的研究,针对Q35B钢种,适当降低了合金含量,为保证产品的性能,对轧制Q345工艺进行了优化调整。
由于降低合金元素(主要是Mn含量),此钢种化学成分如表1、表2。
在控轧状态下钢板强度强度与化学成分之间的关系,如公式(1)和(2)所示。
由两公式可知,在控轧状态下,每增加或减少0.01%Mn,会造成钢板的屈服强度增加或降低0.32MPa;抗拉强度会增加或降低0.28MPa。
可见,在原基础上将Mn含量降低约0.35%,钢板的屈服强度会下降11.3MPa,抗拉强度会下降9.7MPa[1]。
八钢中厚板厂通过对控轧控冷工艺参数的摸索,优化Q345钢板轧制工艺,使轧制产品性能符合国标,达到了客户要求。
中厚板工艺流程:原料准备-加热-粗轧-精轧-ACC-矫直-冷床-下表检查-剪切(取样)-喷印-上表检验-入库-性能-准发。
其中粗轧为四辊可逆轧机,最大压下量25mm,最大允许轧制力4200kN,最大力矩2×2000 kN/m;精轧为四辊可逆轧机,最大压下量35mm,最大允许轧制力6000kN,最大力矩2×2800 kN/m;ACC共20组集管,前18组为快冷区,最后2组为精冷区,普通冷却速率大于25℃/s。
Q345B热轧钢板抗拉强度过程能力分析

热轧Q345B钢板抗拉强度过程能力分析一、Q345B热轧钢板强度值质量特性值统计表代表性产品Q345B热轧钢板(厚度≤16mm) 特性值名称抗拉强度值 (MPa)技术标准T(公差)-T U(上限)630 T L(下限) 470 M(中值)-内控标准T(公差)150 T U(上限)475 T L(下限) 625 M(目标值)550特性值数据N(样本数)100 x (均值)559.6 S(标准偏差)13.95 Max(最大值)585 Min(最小值)512 R(极差)73 P(不良品率)0工序能力指数技术标准准Cp -Cpk -内控标准Cp 1.74Cpk必填1.52备注1、生产工艺采用电弧炉-板坯连铸生产。
2、上述统计的100炉的原始数据及过程能力分析见附表。
2014年6月,采集了牌号为Q345B、≤16毫米厚热轧钢板,共计100个批次钢板抗拉强度值数据,具体检测数据如下:附表1:抗拉强度值统计表序第1列第2列第3列第4列第5列第6列第7列第8列第9列第10列号1570 549 546 550 549 558 578 570 549 546 2573 561 523 546 552 569 573 573 561 523 3576 558 536 549 571 559 569 576 558 536 4559 539 557 531 578 560 570 559 539 557 5538 556 551 520 570 567 565 538 556 551 6559 562 578 508 552 571 570 559 562 578 7560 559 571 512 567 578 569 560 559 571 8534 570 579 514 578 573 550 534 570 579 9568 568 567 585 568 569 573 568 568 567 10559 550 562 558 559 570 568 559 550 562Q345B热轧钢板过程能力分析附表2:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
化产 品质 量管理的 目标 ,使资 源配置更为合 理 ,提 高了产 品力 学性 能检 验合格 率,促进 了生产成 本的 降
低。
Ma Ho n g - - q u a n Che n Yu・ - s h e n g Che n Ho n g
( A n n i n g C o mp a n y S t e c k e l Mi l l P l nt a )
A bs t r a c t I n t h e l i g h t o f Ku n g a n g d o u b l e s mn d S t e c k e l mi l l e q u i p me n t c h a r a c t e r i s i t c , t h r o u g h p r o c e s s r e s e a r c h
m m厚度 规格扩展 到 了 4~1 6m m厚度范 围 ,由于昆
钢 Q 3 4 5 B热轧板 卷产 品所 有规 格均按 同一个 成分进
理 创新 、低 成 本 制 造 工 艺 技 术 等 措 施 ,全 面提 高
Q 3 4 5 B综合 使 用性 能 ,降低 生 产成 本 提 供 了空 间 。 结合 昆钢 Q 3 4 5 B产 品实 物质量 、炉卷 轧机 生产工 艺 特点 和生产组 织管理 实际 ,为有效 解决 Q 3 4 5 B力 学
p r o d uc t i o n c os t .
Ke y Wo r d s c r a b o n e q u i v a l e n t ; Ho t - r o l l e d ; Q 3 4 5 B ; b l o c k r o l l i n g ; S t e c k e l mi l l
mo r e r e a s o n a b l e , i mp r o v e he t me c h a n i c a l p r o p e r t i e s o f p r o d u c t i n s p e c t i o n p a s s r a t e , p r o mo t e t h e r e d u c t i o n o f he t
昆钢 科 技
K u n g a n g K e j i
以碳 当量分 组轧制 Q3 4 5 B热轧板卷 的研究与实践
马红权 陈 育生 陈 红 ( 安 宁公 司板 带厂) ቤተ መጻሕፍቲ ባይዱ
摘 要 结合昆钢 双机 架炉卷轧机设备特 性 ,通过 工艺研 究与实践 ,形成 了以碳 当量分组轧制 Q3 4 5 B热轧
组 织 等 多 个 方 面 开 展 了 以碳 当量 进 行 分 组 轧 制 Q 3 4 5 B热轧板卷研究与实践 。
Q3 4 5 B l o w a l l o y , nd a u p t o he t q u a l i t y ma n a g e me n t o f r e i f n e d p r o d u c t s t a r g e t , ma k e r e s o u r c e t h e c o n i f g u r a t i o n i s
关键 词 碳 当量 热 轧 Q3 4 5 B 分 组 轧 制 炉 卷 轧机
Re s e a r c h a nd Pr a c t i c e o f Bl oc k Ro l l i ng by c a r bon
Eq u i v a l e n t f o r Q3 4 5 B Ho t Ro l l e d P l a t e
1 引 言
随着 市场需求 的不 断变化 ,昆钢 双机架 紧凑式
金高 强度结构 钢》 仅对 Q 3 4 5 B主要化 学成分 最大值
做 了要求 ,通过碳 当量来 限制焊接敏感 元素 的含量 。 这就 给企业 在充分 保证 产品性 能 的前提 下 ,采取 管
炉卷 轧机 生产 的 Q 3 4 5 B产 品从原 先 主要生 产 8~1 4
行生 产 ,厚 度规格 范 围的拓宽 ,使得 力学 性能 波动 增 加 ,性 能离 散度 偏 大 。 同时经 常 出现 屈服 强 度 、 伸长 率 、冷 弯 、冲击不合 格 ,力学性 能合 格率 降低
等 问题 。
性 能离散度 偏 大 ,性能 检验合 格 率低 等问题 ,促 进 生产 成本 降低 ,从 成分设 计 、工 艺制度 确定 和生 产
he t p r o d u c t i o n a n d a p p l i c a t i o n t e c h n o l o g y o f h i g h s We n g t h s t r u c t u r a l s t e e l c a r b o n e q u i v a l e n t b l o c k r o l l i n g o f
a n d p r a c t i c e , t h e Q 3 4 5 B h o t r o l l e d s t r i p p r o c e s s s y s t e m b y t h e c a r b o n e q u i v a l e n t b l o c k r o l l i n g i s f o r me d , t o r e a l i z e