094140_螺杆泵教材2010
《螺杆泵培训》课件

故障处理:了解螺杆泵的常见故障及处理方法,如堵塞、泄漏等。
维护保养:熟悉螺杆泵的维护保养方法,如定期检查、更换易损件等。
考核标准:了解螺杆泵的实践操作考核标准,如操作时间、操作质量等。
汇报人:PPT
温度:螺杆泵在运行过程中产生的温度, 影响螺杆泵的性能和寿命
选型原则:根据实际工况选择合适 的螺杆泵类型和规格
选型参数:流量、扬程、转速、功 率、材质等
使用注意事项:定期检查维护,确 保螺杆泵的正常运行
使用禁忌:避免长时间空转,防止 螺杆泵损坏
故障处理:及时处理故障,确保螺 杆泵的正常运行
安全操作:遵守操作规程,确保安 全操作
石油工业:用于输送原 油、天然气等
食品工业:用于输送食 品原料、添加剂等
水处理行业:用于输送 污水、净水等
航空航天:用于输送航 空燃油、润滑油等
农业灌溉:用于输送灌 溉用水
操作前检查:确保螺杆泵各部件完好无损, 润滑油充足
启动与停止:按照操作规程启动和停止螺 杆泵,避免突然启动和停止
运行中观察:注意观察螺杆泵的运行状态, 如发现异常及时处理
螺杆泵流量不足:检查螺杆泵的吸入口和排出口是否堵塞
螺杆泵振动过大:检查螺杆泵的螺杆和泵壳是否磨损或损坏 螺杆泵噪音过大:检查螺杆泵的螺杆和泵壳是否磨损或损坏,以及 螺杆泵的润滑是否正常
定期检查螺杆泵的油位,确保油位在正 常范围内
定期检查螺杆泵的振动和噪音,确保 振动和噪音在正常范围内
定期更换螺杆泵的润滑油,确保润滑 油的质量Βιβλιοθήκη 排出口:液体从螺杆泵排出的出口
驱动装置:为螺杆泵提供动力,如 电动机、柴油机等
螺杆泵教材最终稿PPT课件

.
4
适应高含砂井。理论上,螺杆泵可输送含砂量达80%的砂浆,
五是 在原油中含砂量达40%的情况下也可正常生产 。
六是 适应高含气井。螺杆泵不会发生气锁,因此较适合于油气
混输,但井下泵入口的游离气会影响容积效率。
七是 适合于海上油田丛式井组和水平井。螺杆泵可下在斜直井
.
地面驱动螺杆泵 采油系统
Sketch of surface driving PCP oil production system
8
大庆油田自1986年到1992年开展 GLB120-27 型 螺 杆 泵 的 研 制 , 初 期 由
于螺杆泵定子质量不过关及其配套工
艺技术不完善,导致现场试验井抽油 杆断脱、油管脱落及泵定子脱胶现象 时有发生,螺杆泵使用寿命较短。 1993年至1998年针对大庆油田三次加 密井采油和排液的需要,先后完成了 GLB40-42和GLB75-40型螺杆泵机组的 研制;针对聚合物驱油田举升的需要 完成了GLB500-14和GLB800-14 型螺 杆泵机组的研制。
.
10
1、国外应用现状
稠油井应用
加拿大约40%的重油井使用螺杆泵采油,其中一石油公 司采用PCM/IFP联合公司生产的Rodemip地面驱动螺杆泵采油 系统,井下部分连续运转了两年,地面部分5年。扬程2000m, 排量240m3/d,驱动功率小,节约电耗60--75%,投资与维护 保养费用均较低。
.
9
2000 年 至 2002 年 针 对 高 产 液 井举升和电泵井转型的需求完成 了 GLB1200-14 型 螺 杆 泵 机 组 的 研 制;针对长期困扰螺杆泵采油技 术推广应用的清防蜡和测压问题, 完 成 了 KGLB120-27 和 KGLB500-14 型空心转子螺杆泵机组的研制, 目前空心转子已形成系列化,排 量、扬程和使用寿命均达到了同 型号常规螺杆泵的应用水平,已 成为常规螺杆泵的替代产品。
螺杆泵基本知识

螺杆泵基本知识• 1•下一篇文章点击图片查看下一篇文章螺杆泵结构图示1-后盖 2-泵体 3-主动螺杆 4-从动螺杆 5-前盖双头、右旋、凸螺杆>组成两根从动螺杆+一根主动螺杆=螺杆泵双头、左旋、凹螺杆螺杆泵工作原理:V密形成:必须满足四个密封条件,才能形成密封积。
主从动螺杆共扼;螺杆根数和螺纹头数须满足一定关系;泵体最小长度应大于螺杆的导程;保证最小径向间隙,才能形成空间八字形密封容积。
左面吸油V密变化:当主动螺杆逆时针方向旋转时〈右面压油吸压油口隔开:同时必须满足上述四个密封条件螺杆泵的特点:结构简单,体积小,重量轻,运转平稳,噪声小,寿命长,流量均匀,自吸能力强,容积效率高,无困油现象;但螺杆齿形复杂,不易加工,精度难以保证。
螺杆泵• 1•下一篇文章一种利用螺杆的旋转来吸排液体的泵,它最适于吸排黏稠液体.1. 螺杆泵的基本工作原理螺杆泵是利用螺杆的回转来吸排液体的。
图1表示三螺杆泵的剖视图。
图中,中间螺杆为主动螺杆,由原动机带动回转,两边的螺杆为从动螺杆,随主动螺杆作反向旋转。
主、从动螺杆的螺纹均为双头螺纹。
由于各螺杆的相互啮合以及螺杆与衬筒内壁的紧密配合,在泵的吸入口和排出口之间,就会被分隔成一个或多个密封空间。
随着螺杆的转动和啮合,这些密封空间在泵的吸入端不断形成,将吸入室中的液体封入其中,并自吸入室沿螺杆轴向连续地推移至排出端,将封闭在各空间中的液体不断排出,犹如一螺母在螺纹回转时被不断向前推进的情形那样,这就是螺杆泵的基本工作原理。
螺杆与壳体之间的密封面是一个空间曲面。
在这个曲面上存在着诸如ab或de 之类的非密封区,并且与螺杆的凹槽部分形成许多三角形的缺口abc、def。
这些三角形的缺口构成液体的通道,使主动螺杆凹槽A与从动螺杆上的凹槽B、C相连通。
而凹槽B、C又沿着自己的螺线绕向背面,并分别和背面的凹槽D、E 相连通。
由于在槽D、E与槽F(它属于另一头螺线)相衔接的密封面上,也存在着类似于正面的三角形缺口a’b’c’,所以D、F、E也将相通。
第九章 螺杆泵

第九章 螺 杆 泵螺杆泵依靠旋转的螺杆输送液体。
它在工作中不产生困油现象,流量均匀,无压力脉动,噪声和振动小,对液体不产生搅动,工作平稳可靠,使用寿命长。
由于螺杆是一个轴对称的旋转体,可允许在高速(一般为1500~3000r/min ,有的可达10000r/min )下运行。
由于其工作平稳、噪声小,故可用于精密机床、舰船等液压系统。
螺杆泵还可以用来输送粘度较大或具有悬浮颗粒的液体,因此在石油、化工、食品工业中也有应用。
但是,螺杆的螺旋面加工特殊,精度不易保证,给广泛使用带来了不便。
螺杆只作为定量泵,它的流量范围为6~10000L/min ,工作压力为2.5Mpa~20Mpa 。
泵的容积效率一般在75%~95%。
§ 9-1 螺杆泵的工作原理及流量公式液压系统常用的螺杆泵为三螺杆泵。
图9-1为螺杆泵的结构简图。
在壳体中有三根轴线平行的螺杆。
在凸螺杆两边各有一根凹螺杆与之啮合。
啮合线把螺旋槽分成若干密封容腔。
当主动螺杆(凸螺杆)带动从动螺杆(凹螺杆)按图示方向转动时,被密封的容积带动液体沿轴向朝右移动。
螺杆泵便按图示方向吸、排油。
主动螺杆因为要传递转矩,所以都采用刚度较大的凸螺杆,并且大多为右旋,螺纹头数为2。
从动螺杆不需传递转矩,因而采用凹螺杆,螺纹头数为2,左旋。
一、形成密闭工作容腔的条件为使螺杆泵能正常工作,须形成密闭的工作容腔。
在螺杆转动时,此密闭容腔带动其中的液体一起沿轴向朝排油腔移动。
为了形成密闭容腔,要保证下列四类密封条件:(一)凸、凹螺杆的互相啮合条件——第一密封条件如图9-2所示,为了密封,应使凹螺杆把凸螺杆的螺旋槽隔断。
也就是图中的m 处要保证密封,而n 处不必(往往也不可能达到)密封。
因而,对螺杆的齿形提出二点要求:1)凸、凹螺杆的齿顶和齿根圆必须相切。
2)凸螺杆和凹螺杆为一对互相啮合的共轭螺杆。
图9-3为垂直于螺杆轴线的横截面。
因为螺杆是2头螺纹,所以在横截面上每个螺杆应有二个齿(图中只表示了凸、凹螺杆横截面的一半,故各有一个齿)。
螺杆泵培训教材

螺杆泵培训教材回用水装置设备培训教材螺杆泵什么是螺杆泵?一种利用螺杆的旋转来吸排液体的泵,适于吸排黏稠液体。
单螺杆泵是一种单螺杆式输运泵,它的主要工作部件是偏心螺旋体的螺杆(称转子)和内表面呈双线螺旋面的螺杆衬套(称定子) 螺杆泵的工作原理:单螺杆泵是一种内啮合偏心回转的容积泵,泵的主要构件:一根单头螺旋的转子和一个通常用弹性材料制造的具有双关螺旋的定子,当转子在定于型腔内绕定子的轴线作行星回转时,转定子之间形成的密闭腕就沿转子螺线产生位移;因此就将介质连续地,均速地、而且容积恒定地从吸入口送到压出端单螺杆泵的特点:单螺杆泵由于结构和工作特性,与活塞泵离心泵、叶片泵、齿轮泵相比具有下列诸多优点:能输送高固体含量的介质;流量均匀压力稳定,低转速时更为明显;流量与泵的转速成正比,因而具有良好的变量调节性;一泵多用可以输送不同粘度的介质;泵的安装位置可以任意倾斜;体积小,重量轻、噪声低,结构简单,维修方便。
螺杆泵的操作一、开机前的检查1)检查电机与泵的同心度是否合格(专业人员),注意电机的接地线是否完好2)检查润滑油的油位是否正常3)盘车2-3圈,确认转动灵活没有卡阻4)检查电机与泵的各个紧固点是否牢固,地脚螺栓是否松动5)看看各法兰接头和阀门是否安装牢靠有无松动现象6)确定出口压力表是否安装完好二、开机操作程序1)通知控电室送电2)打开泵的排气阀和进口阀进行灌泵,将泵内空气排尽3)关闭排气阀,打开出口阀,然后点动启停泵,查看泵的转向是否正确4)按下开机按钮,启动电源,监测泵的运行情况,看是否稳定,有无异常的杂音或振动三、运行过程注意事项1)根据需要调节入口阀的开度进行负荷调整2)出口阀及出口管线上的其它阀门要保持全开3)查看泵的行程和出口压力是否正常4)检查润滑油的油位,低于一半时要及时补充5)检查泵轴温度是否正常,有无异常杂音或振动四、停机的操作步骤1)打开冲洗管线上的调节阀,对泵及管线进行冲洗置换,冲洗时间不少于15分钟,然后关闭冲洗调节阀2)立即按停机按钮,再关闭泵的进出口阀3)注意:冬季停机时,要打开泵吸入室底端的放空螺栓,使积液放空螺杆泵的故障分析一、泵不转动1)电源不对,电机参数有误2)泵内有杂质3)如泵或定子为新的,摩擦力太大4)定子受腐蚀发生膨胀5)介质温度较高而使定子膨胀6) 由于介质中含有固体而堵塞7)泵停车后介质沉淀变硬8)介质粘度或比重过高9) 电机与泵不同心10) 备件错误检查电机标牌数据,电压、相位及频率清除杂质灌满液体,手动转泵改变定子材料降低介质温度或使用小一号转子降低固液比每次用完泵后要冲洗测量并与说明书比较调整电机与泵位置检查并与旧零件对比二、泵不出水1) 2) 3) 4) 5) 6) 7) 8) 9)入口管路没有被浸满液体入口管路有空气泵转数低吸程过高泵干转,没灌满定子磨损严重转子磨损严重转向错误出口压力过高10) 介质粘度或比重过高11) 备件错误重新安装入口管路拧紧连接,阻止泄漏提高电机转数减少吸入损失,降低泵高度,增加管路直径从入口管路灌满泵更换定子并检查转子更换转子改变电机极性打开出口阀,减少出口管路长度,除去堵塞物,增加管路直径测量并与说明书比较如果泵已经重装,检查并与旧零件对比三、出口流量少1) 2) 3) 4) 5) 6) 7) 8)电源不对,电机参数有误泵内有杂质由于介质中含有固体而堵塞泵停车后介质沉淀变硬入口管路没有被浸满液体入口管路有空气泵转数低吸程过高9) 泵干转,没灌满10) 定子磨损严重11) 转子磨损严重12) 出口压力过高13)入口泄漏14)定子材料易碎15) 介质粘度或比重过高16)备件错误检查电机标牌,电压、相位及频率清除杂质降低固液比每次用完泵后要冲洗重新安装入口管路拧紧连接,阻止泄漏提高电机转数减少吸入损失,降低泵高度,增加管路直径从入口管路灌满泵更换定子并检查转子更换转子打开出口阀,减少出口管路长度,除去堵塞物,增加管路直径拧紧管路连接更换定子测量并与说明书比较如果泵已经重装,检查并与旧零件对比四、.出口流量不稳定1) 2) 3) 4) 5)由于介质中含有固体而堵塞泵停车后介质沉淀变硬入口管路没有被浸满液体入口管路有空气吸程过高6) 定子磨损严重7) 转子磨损严重8) 入口泄漏9) 泵转数过高10) 介质粘度或比重过高11) 备件错误降低固液比每次用完泵后要冲洗重新安装入口管路拧紧连接,阻止泄漏减少吸入损失,降低泵高度,增加管路直径更换定子并检查转子更换转子拧紧管路连接降低电机转数测量并与说明书比较如果泵已经重装,检查并与旧零件对比五、.电机过载1) 2) 3) 大4) 5) 6) 7) 8) 9)电源不对,电机参数有误泵内有杂质如泵或定子为新的,摩擦力太定子受腐蚀发生膨胀介质温度较高而使定子膨胀由于介质中含有固体而堵塞泵停车后介质沉淀变硬泵干转,没灌满出口压力过高检查电机电压、相位及频率清除杂质灌满液体,手动转泵改变定子材料降低介质温度或使用小一号转子降低固液比每次用完泵后要冲洗从入口管路灌满泵打开出口阀,减少出口管路长度,除去堵塞物,增加管路直径降低电机转数测量并与说明书比较更换驱动轴如果泵已经重装,检查并与旧零件对比10) 11) 12) 13)泵转数过高介质粘度或比重过高驱动轴弯曲备件错误六、泵的噪音大1) 2) 3) 4) 5) 6)泵内有杂质由于介质中含有固体而堵塞泵停车后介质沉淀变硬入口管路没有被浸满液体入口管路有空气吸程过高7) 泵干转,没灌满8) 定子磨损严重9) 转子磨损严重10) 入口泄漏11) 定子材料易碎12) 泵转数过高13) 介质粘度或比重过高14) 驱动轴弯曲15) 电机与泵不同心16) 驱动轴承磨损17) 备件错误清除杂质降低固液比每次用完泵后要冲洗重新安装入口管路拧紧连接,阻止泄漏减少吸入损失,降低泵高度,增加管路直径从入口管路灌满泵更换定子并检查转子更换转子拧紧管路连接更换定子降低电机转数测量并与说明书比较更换驱动轴调整电机与泵位置更换轴承如果泵已经重装,检查并与旧零件对比七、定子磨损过快1) 2) 3) 4) 5)定子受腐蚀发生膨胀介质温度较高而使定子膨胀由于介质中含有固体而堵塞泵停车后介质沉淀变硬吸程过高6) 泵干转,没灌满7) 转子磨损严重8) 出口压力过高9) 定子材料易碎10) 泵转数过高11) 备件错误改变定子材料降低介质温度或使用小一号转子降低固液比每次用完泵后要冲洗减少吸入损失,降低泵高度,增加管路直径从入口管路灌满泵更换转子打开出口阀,减少出口管路长度,除去堵塞物,增加管路直径更换定子降低电机转数如果泵已经重装,检查并与旧零件对比1) 介质温度较高而使定子膨胀2) 泵停车后介质沉淀变硬3) 吸程过高4) 出口压力过高5) 定子材料易碎6) 泵转数过高7) 备件错误降低介质温度或用小一号转子每次用完泵后要冲洗减少吸入损失,降低泵高度,增加管路直径打开出口阀,减少出口管路长度,除去堵塞物,增加管路直径更换定子降低电机转数如果泵已经重装,检查并与旧零件对比。
螺杆泵作业指导书
(3)1.1合用范围 (3)1.2结构简述 (3)1.3主要性能 (3) (3)2.1零、部件 (3)2.2运行性能 (3)2.3技术资料 (3)2.4设备及环境 (4) (4)3.1日常维护 (4)3.2定期检查 (4)3.3常见故障及处理方法 (4)3.4紧急情况停车 (5) (5)4.1检修周期 (5)4.2检修内容 (6) (6)5.1泵体 (6)5.2螺杆 (6)5.3衬套 (7)5.4安全阀 (7)5.5机械密封与填料密封 (7)5.6联轴器 (7) (8)6.1试车前的准备工作 (8)6.2试车 (8)6.3验收 (8) (8)7.1维护安全注意事项 (8)7.2检修安全注意事项 (9)7.3试车安全注意事项 (9)1.1 合用范围本规程合用于本厂螺杆泵的维护检修。
1.2 结构简述本泵由泵体、衬套、主动螺杆、从动螺杆、吸入室、安全阀组件以及机械密封或者填料密封组成。
1.3 主要性能设备性能见表 1。
2.1 零、部件2.1.1 主体零、部件完整齐全。
2.1.2 机电及附属装置完整齐全。
2.1.3 各部连接螺栓、螺母齐全,罗纹外露 2~3 扣,连接紧固。
2.1.4 安全防护装置齐全、稳固。
2.1.5 压力表、电流表等灵敏,并定期校验。
2.1.6 基础、底座及地脚螺栓坚固。
2.2 运行性能2.2.1 油路畅通、油质符合规定,实行“五定”、“三级过滤”。
2.2.2 压力、流量平稳,各部温度正常,电流稳定。
2.2.3 运转平稳,无异常振动、杂音等不正常现象。
2.2.4 轴封处泄漏符合规定。
2.2.5 能达到铭牌出力或者查定能力。
2.3 技术资料2.3.1 有总装配图、主要零件图、易损配件图。
2.3.2 有基础图。
2.3.3 有使用说明书。
2.3.4 操作规程、维护保养规程齐全。
2.3.5 设备档案齐全,数据准确,包括:a 产品合格证或者质量证明书。
b 安装及试车验收资料。
螺杆泵说明书-北京海林柯(SCREW PUMPS)
GENERAL INSTALLATION, OPERATION,MAINTENANCE AND TROUBLESHOOTINGMANUALFOR:THREE SCREW PUMP CLASSSMT16B / SMT / SMAPINotes:•Settima production includes: three screw pumps, helical rotor Continuum ® pumps, flow metering devices, motor-pump unit, custom products•Please refer to the catalogues to have all the information about Settima production•Pump drawing available in 2D and 3D format•Please visit www.settima.it / Settima Meccanica s.r.l.Zone Industriale – 29020 Settima (PC) – ItalyTel.: +39 0523 557623 – Fax: +39 0523 557256 – info@settima.itREAD THIS ENTIRE PAGE BEFORE PROCEEDINGFOR THE SAFETY OF PERSONNEL AND TO PREVENT DAMAGE TO THE EQUIPMENT, THE FOLLOWING NOMENCLATURE HAS BEEN USED IN THIS MANUAL:DANGERFailure to observe the precautions noted in this box can result in severebodily injury or loss of life.WARNINGFailure to observe the precautions noted in this box can cause injury to personnel by accidental contact with the equipment or liquids. Protection should be provided by the user to prevent accidental contact.CAUTION ATTENTIONFailure to observe the precautions noted in this box can cause damage or failure of the equipmentTABLE of CONTENTSA. GENERAL (4)B. TRANSPORTATION AND STORAGE (4)C. DESCRIPTION OF THE PUMP (4)D. INSTALLATION / ASSEMBLY (5)D.1 TOOLS (5)D.2 LIFTING OF PUMP AND PUMP/DRIVER ASSEMBLIES (5)D.3 INSTALLATION OF PUMP ASSEMBLY (5)D.4 FOUNDATIONS AND BASEPLATES (6)D.5 MOUNTING OF FOOT MOUNTED PUMPS AND DRIVERS (6)D.6 ALIGNMENT (6)D.7 PIPING AND VALVES (10)D.9 QUENCHED SHAFT SEALS (12)D.10 GAGES (13)D.11 IDEALIZED INSTALLATION FOR PUMPS LOCATED ABOVE LIQUID LEVEL (13)E. STARTUP, OPERATION and SHUTDOWN (14)E.1 ELECTRICAL CONNECTIONS (14)E.2 ROTATION (14)E.3 HYDROSTATIC TESTING THE SYSTEM (14)E.4 PROTECTIVE DEVICES (14)E.5 INTERMEDIATE DRIVE LUBRICATION (15)E.6 QUENCHED SHAFT SEALS (15)E.7 PUMPED LIQUIDS (15)E.8 PRIMING (16)E.9 START-UP (16)E.10 SHAFT PACKING (STUFFING BOX) LEAKAGE (17)E.11 THERMAL SHOCK AND OPERATING TEMPERATURE LIMITS (17)E.12 SHUTDOWN (17)F. MAINTENANCE (18)F.1 FILTERS AND STRAINERS (18)F.2 FOUNDATION (18)F.3 ALIGNMENT (18)F.4 LUBRICATION (18)F.5 PACKING (18)F.6 SHAFT SEALS AND LEAKAGE (18)F.7 SPARE PARTS (19)F.8 DISASSEMBLY AND REASSEMBLY (19)G. FIELD AND FACTORY SERVICE AND PARTS (20)H. SMAPI USER GUIDE & SERVICE MANUAL (22)H.1 PUMP CARTRIDGE-CASE ASSEMBLY (22)H.2 PUMP-BELLHOUSE-MOTOR ASSEMBLY (22)H.3 PUMP COMMISSIONING (22)H.4 BEST PUMP RUNNING SETTING (23)I. TROUBLESHOOTING (26)J. APPLICATION DESCRIPTION OR PROBLEM REPORT (28)K.WARRANTY (30)K.1 Exclusive Warranties (30)K.2 Limited Warranty and Remedy (30)K.3 Returns Per RMA (Return Material Autorization) Procedure (30)K.4 LIMITATION OF LIABILITY; INDEMNITY (30)L. RMA PROCEDURE (31)L.1 RMA Number (31)L.2 Italian Clients (31)L.3 International Clients (31)APPLICATIONS MANUAL FOR SETTIMA MECCANICA PUMPSA. GENERALThe instructions found herein cover the general installation, operation, maintenance and troubleshooting of subject equipment.NOTE: Individual contracts may have specific provisions that vary from this manual. Should any questions arise which may not be answered by these instructions, refer to the specific pump instruction manual provided with your order. For further detailed information and technical assistance to questions not answered by these manuals, please refer to SETTIMA MECCANICA, Technical/Customer Service Department, at +39 0523 557623 or info@settima.it.This manual cannot possibly cover every situation connected with the installation, operation, maintenance and troubleshooting of the equipment supplied. Every effort was made to prepare the text of the manual so that engineering and design data was transformed into easily understood wording.SETTIMA MECCANICA must assume the personnel assigned to operate and maintain the supplied equipment and apply this instruction manual have sufficient technical knowledge and experience to use sound safety and operational practices which may not be otherwise covered by this manual.In applications where equipment furnished by SETTIMA MECCANICA is to become part of a process or other machinery, these instructions should be thoroughly reviewed to determine proper fit of the equipment into overall plant operational procedures.B. TRANSPORTATION AND STORAGEAlways protect the pump against taking in water and other contaminants. Store the pump in a clean, dry and relatively warm environment. Pumps are delivered with their internals oiled (unless specified otherwise by the customer order) and with protective covers in or over all openings. These covers should remain in place during the mounting and alignment procedures. The covers must be removed just prior to attaching system piping to pump. If pumps are to be stored in other than a clean, warm, or dry environment, or if they are to be stored for more than six months, contact SETTIMA MECCANICA for appropriate storage procedures.C. DESCRIPTION OF THE PUMPAdditional specific pump instruction manual may be provided with your order.D. INSTALLATION / ASSEMBLYD.1 TOOLSThe procedures described in this manual require common mechanics hand tools, dial indicatorsfor alignment and suitable lifting devices such as slings, straps, spreader bars, etc.D.2 LIFTING OF PUMP AND PUMP/DRIVER ASSEMBLIESAll pumps and pump/driver assemblies should be lifted with appropriate devices securely attached to the whole unit. Ensure unit’s center-of-gravity is located between lifting points. See Figure 1. This will avoid tipping of pump or pump/driver assembly. Spreader bars should be used as necessary to insure load is properly distributed and lifting straps do not damage equipment.Some pumps and pump/driver assemblies have designated lifting points that are shown on their outline drawings.Figure 1 - Lifting Pumps and Pump/Driver AssembliesD.3 INSTALLATION OF PUMP ASSEMBLYTo insure adequate flow of liquid to pump’s inlet port, place pump near liquid source and preferably place pump center line below liquid surface. Use short, straight inlet lines.A dry, clean, well-lit and well-ventilated site should be selected for installing the pump assembly.Sufficient open space should be provided around pump rotor and/or gear housing to permit routine visual inspection, on-site service and maintenance, and pump replacement. For installation and servicing of large pump units, ample overhead clearance should be provided to allow for lifting device manoeuvring.Types of outlet and inlet connections are SAE. The suction connection can be rotated 90°, 180° or 270°. The steps for the rotations are:- Remove the four screws- Rotate the suction connection to desired position- Tight the four screws in. Make sure that the sealing is properly located in its seat. Tighten the screws according to the specification: M 8 = 25 Nm, M 10 = 50 Nm, M 12 = 80 Nm.Connect the pressure and suction lines and remove the protective stoppersD.4 FOUNDATIONS AND BASEPLATESFoundations and baseplates must be designed and installed so pump and driver alignment can be maintained at all times. Be sure baseplates are level and rest on smooth flat surfaces. Small pumps may be mounted on baseplates or directly to existing floors that meet the criteria of foundations. Larger pumps and/or drivers must be mounted to baseplates and foundations. It is recommended that pumps and their drivers be mounted on common baseplates.D.5 MOUNTING OF FOOT MOUNTED PUMPS AND DRIVERSSome pumps are shipped on baseplates without drivers. For these units, install and tighteneach coupling half on driver and pump shafts. Place driver on baseplate and set proper distance between shafts and coupling hubs (See Figure 2). Locate driver so pump and drivershafts are in axial alignment. See Section D.6 on Alignment.Figure 2 - Coupling Gap MeasurementFor pumps driven through a separate gearbox or other device, first align device relative to pump, and then align driver relative to device.See Section D.6.5 for belt-driven pumps. On horizontal pump/driver assemblies, shaft couplings are often shipped disassembled to prevent coupling damage during shipping and handling.When not supplied by the manufacturer, coupling, shaft and/or belt guards conforming to ANSI B15.1 should be installed for personnel protection during pump operation.Final alignment of pump and driver should take place after unit is secured to foundation. If baseplate is to be grouted, this should be completed before final alignment.NOTE: Grouting is recommended to prevent lateral shifting of baseplate, not to take up irregularities in the foundation. For installations requiring grouting, a baseplate designed specifically for this purpose is needed.D.6 ALIGNMENTD.6.1 GeneralAll pump and driver assemblies must be aligned after site installation and at regular maintenance intervals. This applies to factory-mounted units (new or rebuilt) because factory alignment is often disturbed during shipping and handling. Flexible couplings shall be used to connect pump to its driver (unless otherwise specified by SETTIMA MECCANICA).The objective of any aligning procedure is to align shafts (not align coupling hubs) by using methods that cancel out any surface irregularities, shaft-end float, and eccentricity.At operating temperatures above 65°C (175°F), pumps require “hot alignment” after pump and driver reach normal operating temperatures. Also, re-check final alignment after all piping is connected to pump.D.6.2 Flexible Shaft CouplingsFlexible couplings are intended to provide a mechanically flexible connection for two aligned shaft-ends. Flexible couplings are not intended to compensate for major angular or parallel shaft misalignment. The allowable misalignment varies with the type of coupling. Any improvement in alignment beyond coupling manufacturer’sminimum specification will extend pump, mechanical seal or packing, coupling, and driver service life by reducing bearing loads and wear.D.6.3 Aligning Foot Mounted Pumps - See Figure 3Figure 3 - Foot Mounted PumpTo install foot mounted pumps, perform the following:• Install pump and driver onto baseplate after installing appropriate coupling halves on pump and driver shafts. • Perform alignment of pump and driver shafts using dial indicators. Acceptable alignment has been attained when FIM (Full Indicator Movement) is less than or equal to 0.1mm (0.005 inch) for face (angularity) and rim (parallelism) readings at or near coupling outer diameter while rotating both shafts together one full turn (360°).D.6.4 Aligning Flange Mounted Pumps and Drivers - See Figure 5Figure 4 - Flange Mounted PumpShaft alignment requirements for flange mounted pumps are the same as for foot mounted pumps. That is, shafts must be aligned within 0.1mm (0.005 inch) FIM (Full Indicator Movement) for face (angularity) and rim (parallelism) at or near coupling outer diameter while rotating both shafts together one full turn (360°).When a pump and driver are both flange mounted to a bracket, DO NOT assume bracket will automatically align shafts to the above requirements. Brackets must be designed to obtain/maintain required alignment as well as tosupport pump weight plus any (small) residual piping forces without distorting. If at all possible, bracket design should include adequate room to check shaft alignment with dial indicators with both pump and motor mounted onto bracket. See Figure 4. If this is not possible, align bracket to driver shaft (see Figure 6), then attach pump to bracket (assumes pump fits snugly into its mounting bore in the bracket).After pump-bracket-driver is installed into system and after piping is connected to pump, shaft alignment should be re-checked and adjusted, if necessary, When a right-angle foot bracket is used, mount pump onto bracket and tighten pump-to-bracket mounting bolts. At this point, bracket base, in effect, becomes pump feet. Continue with aligning procedure as if pump were foot mounted. See Section D.6.3.Figure 5 -Alignment of Flange Mounted PumpsD.6.5 Belts and SheavesIt is only acceptable to belt drive SETTIMA MECCANICA PUMPS that are specifically designed for this purpose. It is generally not acceptable to belt drive pumps with ratings in excess of 40 bar (600 psi) differential pressure. Contact SETTIMA MECCANICA if not sure a particular pump can be belt driven.Belts and sheaves must be properly selected aligned and tensioned to minimize belt wear, eliminate possibility of belt turnover in sheave grooves, and avoid excessive side load on pump shaft. Adjustable slide rails mounted under driver are recommended for proper belt tensioning.Check belt tension frequently during first 24 to 48 hours of run-in operation. Follow belt drive manufacturer’s recommendations for alignment of sheaves and belt-tension settings.D.6.6 Hollow ShaftClose all cut-off cocks and remove protection for outlet and inlet. To facilitate venting, place the outlet higher than inlet.Figure 6b – Hollow Shaft mountingProceed as follow:•Check the motor: verify the perpendicularity of the flange and the motor shaft: 0,05 max allowed.•The use of motor IP65 is suggested.•Warranty is voided if motor is outside the tolerances.•Put the motor in vertical position, as per drawing;•The pump has to entry free on the shaft of electric motor;•Do not force. If necessary remove and polish the key of the shaft of electric motor;•After you have tighten the four screws, control that the pump-motor group turn free by rotating the motor fan. If not the shafts may be misaligned.•In case of replacement, and the motor can not be disassembled, always verify the free smooth rotation of the motor fan. IF IT IS NOT SO NEVER ACTIVATE THE MOTOR.NOTES:•FRETTING: To reduce the corrosion due to fretting effect we recommend to greases the motor shaft with dedicated products (samples: lubricants based on MoS2, Loctite ® 8008, Molykote ® G-n plus, Turmopast ® MA2).•FRETTING: To reduce the corrosion due to fretting effect, we recommend to check the electric motor ground connection and to check that the shaft residual currents are within the norms.•LEACKAGE PREVENTION: In case of wear of shaft seal to avoid leakage, all pump flanges with hallow shaft have a threaded ¼” GAS thread that can be used for drainage connection to the tank.D.7 PIPING AND VALVESD7.1GeneralPiping connected to pump MUST be independently supported and not allowed to impose strains on pump casing including allowing for expansion and contraction due to pressure and temperature changes.To prevent foaming and air entrainment, all return lines in recirculating systems should end well below liquid surface in reservoir. Bypass liquid from relief pressure and flow control valves should be returned to source (tank, reservoir, etc.), NOT to pump inlet line.Shut-off valves should be installed in both the suction and discharge lines so pump can be hydraulically isolated for service or removal. All new piping should be flushed clean before connecting to pump.D.7.2 Relief ValveUse relief valves to protect pumps from overpressure. They need to be connected to pump discharge lines as close to pumps as possible and with no other valving between pumps and relief valves. Relief valve settings should be set as low as practical.DO NOTset relief valve higher than maximum pressure rating of pump, including pressure accumulation at 100% bypass. Relief valve return lines should NOT be piped into pump inlet lines because they can produce aFigure 6– Proper Relief Valve Return Line ArrangementSome low pressure pump models include built-in safety relief valves. They are intended only for emergency operation, NOT for system control. Extended operation of relief valves in these pumps could lead to pump damage or failure.D.7.3 Suction LineThe suction line should be designed so pump inlet pressure, measured at pump inlet flange, is greater than or equal to the minimum required pump inlet pressure (also referred to as Net Positive Inlet Pressure Required or NPIPR). Suction line length should be as short as possible and equal to or larger than pump’s inlet size. All joints in suction line must be tight and sealed. If pump cannot be located below liquid level in reservoir, position suctionline or install a foot valve so liquid cannot drain from pump while it is shut down. See Figure 8. When pump is mounted vertically with drive shaft upward, or mounted horizontally with inlet port opening other than facing upward, a foot valve or liquid trap should be installed in suction line to prevent draining. The suction line should be filled before pump start-up.Figure 7– Fluid Trap and Foot Valve Arrangements for Vertical PumpsD.7.4 Suction Strainer /FilterPump life is related to liquid cleanliness. Suction strainers or filters should be installed in all systems to prevent entry of large contaminants into pump. See Figure 9.The purpose of a suction strainer or filter is for basic protection of internal pumping elements. It should be installed immediately ahead of inlet port. This location should provide for easy cleaning or replacement of strainer element. Appropriate gages or instrumentation should be provided to monitor pump pressure. Pressure drop across a dirty strainer must not allow inlet pressure to fall below NPIPR. General guidelines for strainer sizing are as follows:When pumping relatively clean viscous liquids (over 1000 cSt), use 10 to 12 mesh screens or those with about 1,5mm (1/16 inch) openings.When pumping relatively clean light liquids such as distillate fuels, hydraulic oil and light lube oils, use suction strainers of 100 to 200 mesh.When pumping heavy crude oils, use 5 to 6 mesh strainer screens or those with or about 3mm (1/8 inch) openings. When pumping relatively clean distillate fuels in high pressure fuel supply systems, use 25 micron “absolute” filters for three screw pumps and 10 micron “absolute” filters for gear pumps.Make sure size/capacity of strainer or filter is adequate to prevent having to clean or replace elements tooFigure 8- Ideal Strainer ArrangementD.7.5 System FiltrationIn systems that re-circulate the pumped liquid, downstream (pressure and/or return side) filtration should be installed. Downstream filters may also be required to protect components such as servo valves in hydraulic systems or high-pressure fuel nozzles and flow dividers in fuel oil supply systems for gas turbines.The system’s most contamination-sensitive component determines its liquid cleanliness requirement. For optimum SETTIMA MECCANICA pump life when running on fuel oil, light lube oil, hydraulic oil and other relatively low viscosity (thin) liquids, a high efficiency 10 micron “absolute” or finer filter is recommended in accordance with NAS 1638/10 or ISO DIN 4406-19/16. This same filter rating is recommended for pumps running at extreme operating conditions and/or in harsh environments. For pumps running on relatively clean, more viscous (thicker) liquids, filter ratings as high as 25 micron “nominal” may be acceptable as long as operating conditions and the operating environment are moderate.SETTIMA MECCANICA should be contacted for filtration requirements for pumps running on very low viscosity (water thin) and low lubricity as well as for those with an unusually large quantity of contaminants.The system builder determines filter size (dirt holding capacity) by the amount and size of contamination expected to be produced by system and other external contamination sources, by allowable pressure drop across filter and by acceptable frequency for cleaning/replacing filter elements.D.7.6 Outlet PipingIn general, outlet piping should be sized to accommodate the pump’s flow rate while minimizing pipe friction losses. It should also be designed to prevent gas and air pockets. Piping downstream of pump should include a vent at highest point in system to allow air to escape during priming.D.8 SHAFT PACKING AND SEAL LEAKAGEThe pump should be installed so any leakage from shaft packing or shaft seal does not become a hazard. Packing leakage should be about 8 to 10 drops per minute. A small amount of liquid may also leak from mechanical or lip seals (usually less then or equal to 10 drops per hour).Provisions should be made to collect leakage from packing or shaft seals.D.9 QUENCHED SHAFT SEALSSome pumps include quenched mechanical shaft seals. For these pumps, a low pressure stream of steam, nitrogen, or clean water is supplied from an external source to atmospheric side of seal faces.Quenching is used in selected seal applications to:• Heat or cool seal area.• Prevent build up of coke formations by excluding oxygen.• Flush away undesirable material build-up around dynamic seal components.• When quenched mechanical seals are part of pump assembly, an appropriate quenching stream must be supplied by user.NOTE:Refer to pump or pump/driver outline drawing and/or specific pump’s instruction manual for quench connection size and port locations.D.10 GAGESPressure and temperature gages are recommended for monitoring the pump’s operating conditions. These gages should be easily readable and placed as close as possible to pump’s inletand outlet flanges. See Figure 10a.D.11 IDEALIZED INSTALLATION FOR PUMPS LOCATED ABOVE LIQUID LEVELFigures 10a and 10b are compilations of Figures 7, 8 and 9 showing good-practice installation schemes for pumps located above the liquid reservoir in systems that re-circulate the pumped liquid.Figure 9 a- Vertical Mounted PumpFigure 10 b- Horizontal Mounted PumpE. STARTUP, OPERATION and SHUTDOWNE.1 ELECTRICAL CONNECTIONSVerify electrical requirements for driver match electrical supply with respect to voltage, number of phases and terminal connections. Also, check that driver has been wired to rotate in correct direction.E.2 ROTATIONBefore connecting couplings, check pump rotation to be sure it matches rotation of driver. When coupling is connected and shafts are correctly aligned, pump should turn freely by hand. Rotation direction is indicated by an arrow cast on casing or by an attached plate showing a rotation direction arrow. See Figure 11.Figure 10– Rotation ArrowE.3 HYDROSTATIC TESTING THE SYSTEMBefore any system is hydrostatically tested, pump must be removed or isolated.E.4 PROTECTIVE DEVICESE.4.1 GeneralAutomatic shutdowns, emergency switches, and similar controls should be part of pumpingsystem. They are generally supplied by system supplier or user.E.4.2 Covers and GuardsBefore start-up, insure all protective-covers and guards are in place.E.4.3 ValvesCheck all valves, especially those that are manually operated, to be sure they are in the proper position. Check that there is no possibility of starting pump with a blocked suction or discharge line.E.5 INTERMEDIATE DRIVE LUBRICATIONSome SETTIMA MECCANICA pump units include intermediate gearboxes or other devices between pump and driver. When these devices are present, lubrication is required. Add lubricant to specified level per device manufacturer’s recommendations before start-up.E.6 QUENCHED SHAFT SEALSWhen quenching fluid is hot water or steam, apply to seal at least 30 minutes prior to pump start-up to insure seal area is thoroughly heated. When steam is used, it should be saturated at about 4 to 7 psi gage. When quench fluid is ambient temperature nitrogen, it can be applied just prior to pump start-up.E.7 PUMPED LIQUIDSNEVER operate a pump with water. The pump is designed for liquids having general characteristics of oil. In closed or recirculating systems, check liquid level in tank before and after start-up to be sure it is within operating limits. If initial liquid level is low, or if it drops as system fills during start-up or pumping operations, add sufficient clean liquid to tank to bring liquid to its normal operating level. Only use liquid recommended or approved for use with the equipment. Regular checks should be made on the condition of the liquid. In closed systems, follow supplier’s recommendations for maintaining liquid and establishing when liquid is to be changed. Be sure temperature is controlled so liquid can not fall below its minimum allowable viscosity which occurs at its maximum operating temperature. Also, insure that maximum viscosity at cold start-up does not cause pump inlet pressure to fall below its minimum required value.E.7.1 High ViscosityHigh Viscosity and high rotation speed may cause the pump to cavitate. Consequence of this may with time damage the pumps inner part and deteriorate the efficiency of the pump if not the overall pump behaviour. Special finishing of the internal screws may prevent the cavitations due to high viscosity with a loss of overall efficiency. When application requires fluid viscosity higher than 68 cSt special option have to be selected when ordering the products. Ask to SETTIMA MECCANICA for support when selecting a product for high viscosity. Use the table at the end of this document to guide your application description.E.7.2 Air EmulsionsIn gear box or turbine lubrication applications air emulsion may not be avoided. Air Emulsion may cause the pump to cavitate. Consequence of this may with time damage the pumps inner part and deteriorate the efficiency of the pump if not the overall pump behaviour. Special finishing of the internal screws may prevent the cavitations due to high viscosity with a loss of overall efficiency.When application requires air emulsion fluid special option have to be selected when ordering the products. Ask to SETTIMA MECCANICA for support when selecting a product for high viscosity. Use the table at the end of this document to guide your application description.E.8 PRIMINGPrime pump before initial start-up by pouring some of liquid to be pumped into fill point in system or directly into pump suction port. Rotate pump slowly by hand until rotors or gears (pumping elements) are wet and suction line is as full of liquid as possible. See Figure 12. Also, fill mechanical seal chamber with liquid to insure seal does notFigure 11 - Priming PointE.9 START-UP It is suggested that the driver be started and immediately stopped (jogged) three or four times in order to verify proper pump rotation and to insure pump is filled with liquid. Open bleed port at high point in system and vent trapped air until a solid stream of liquid emerges (where practical).When pump is running, check for unusual noise or vibration. Investigate any abnormalities.Check inlet and outlet gages to see if pump is operating within its ratings. Generally, differential pressure across pump should be at least 1,5 bar (25 psi) to insure proper pump operation.E.10 SHAFT PACKING (STUFFING BOX) LEAKAGEPumps with packing-type seals must be checked to insure packing gland is not too tight. Excessive gland pressure on packing will cause a scored shaft, overheating and rapid breakdown of packing. Keep gland nuts only finger tight. After new packing has been installed, gland nuts should be tightened evenly but only tight enough to seat packing rings properly. Then, loosen gland nuts and re-tighten finger tight. The final adjustment should allow a leakage of approximately ten drops per minute while pump is operating. This leakage is necessary to lubricate the packing. Provide a place for safe draining and disposal of this leakage.E.11 THERMAL SHOCK AND OPERATING TEMPERATURE LIMITSDuring pump start-up, as well as during pump operation, pump must not see a thermal shock greater than 28°C (50°F) from liquid entering the pump. Rapid temperature changes beyondthis limit must be avoided. Unless approved by SETTIMA MECCANICA, liquids entering pump inlet must not behotter than 107°C (225°F) nor colder than –18°C (0°F). Most pumps also have temperature limits of 107°C (225°F). The maximum rate of temperature change during pump heating or cooling should be about 0.8°C/minute (1.5°F/minute). A heated or cooled pump should be held at its start-up temperature for at least an hour prior to start-up. This will insure uniform temperature distribution throughout pump assembly.E.12 SHUTDOWNIf system is to be shut down for a short period, do not drain pump as this would require priming at start-up. If pump is to be stored, apply a rust-inhibiting agent (one compatible with all pump materials) to all internal and external surfaces, especially those that are machined.。
螺杆泵教材2005讲解

构 X2
t
R Z2
y2 y M
O1 β
x
α O2
x2
转子可视为半径为R的圆片沿着螺距为t、偏心为e的螺旋线连续移动所形成的轨迹。
定子型线
定子衬套曲面是由两个半径为 R(转子半径)的半圆和 两条长度为 4e的直线段组成的封闭对称曲线以长度 T(T=2t)
为导程螺旋旋转形成空间螺旋曲面。
y1
A
O1
x1
螺杆泵定子是用丁腈橡胶衬套浇铸粘接在钢体外套内而形成的一种腔 体装置。定子内表面呈双螺旋曲面,与转子外表面相配合。
螺杆泵工作原 理是什么?
沿着螺杆泵的全长,在转 子外表面与定子橡胶衬套内表 面间形成多个密封腔室;随着 转子的转动,在吸入端转子与 定子橡胶衬套内表面间会不断 形成密封腔室,并向排出端推 移,最后在排出端消失,油液 在吸入端压差的作用下被吸入, 并由吸入端推挤到排出端,压 力不断升高,流量非常均匀 。
T
Fy
TZ
Fω
Fa
轴向力 : 横向力 : 惯性力 :
Fa ? ? 16 Re ? P
4 Rt
Fy ? ? ? P
F?
?
1 2
?
R
2
e?
t 2 ? 4? 2 e 2 ? 2
负载扭矩 : T ? 16eRt ? P 2?
倾倒力矩 : TZ
?
4Rt 2
?2
?P
摩擦扭矩 : Tf ? f
64e2
?
256t
?4
式中:
Ty --流体的扭矩, N.m;
pout --泵出口压力,MPa; pin --泵入口压力,MPa。
Ty
?
8eDt 2π
螺杆泵(讲义)
在井口提放管柱实现的,
为保证坐封效果,要求
20mm
坐封后管柱在大四通以
上方余20mm,通过压油
管头的方式将油管头压
入四通内,上紧顶丝完
成操作。
支撑卡瓦的坐封是通过 在井口提放管柱实现的, 为保证坐封效果,要求 坐封后管柱在大四通以 上方余20mm,通过压油 管头的方式将油管头压 入四通内,上紧顶丝完 成操作。
入四通内,上紧顶丝完
成操作。
支撑卡瓦的坐封是通过 在井口提放管柱实现的, 为保证坐封效果,要求 坐封后管柱在大四通以 上方余20mm,通过压油 管头的方式将油管头压 入四通内,上紧顶丝完 成操作。
7)下抽油杆柱: 7.1 下转子时速度要慢,切勿损伤转子 表面。 7.2 上扣扭矩达到抽油 杆的推荐值要求。
1、施工准备
1)目前生产情况:日产液、含水、流压、静压等。 2)井史资料:在历次施工总结和油管、抽油杆记录中 查看有无落物、井斜、套损等情况。 3)施工设计:根据油井生产情况、产能、井史资料优 化施工设计。 4)下井工具、油管、抽油杆要清洗干净,不得有弯曲、 损坏,要严格丈量。并记录好原始数据。
2、施工过程及要求
防 转 锚
当螺杆泵工作时,防转 锚自动坐封,卡在套管内壁 上,阻止反向扭矩对管柱的 倒扣作用,作业施工时,管 柱可自由上下活动,无需进 行解封操作。完全省去了坐 封支撑卡瓦、压油管头工序。
3、管柱扶正技术
由于螺杆泵转子离心力的作用,定子受到周期 性冲击产生振动,为减小或消除定子的振动需要设 置扶正器。一般在定子上接头处安装较为适宜,而 对于采用反扣油管的管柱,则需在定子上、下接头 处分别安装扶正器。目前扶正器有两种,一种是弹 簧式,一种是橡胶式。
井 下 驱 动 螺 杆 泵
螺杆泵产品生产组织与计划管理教材

本小组成员
责任分配矩阵
生产计划 产品出产进度计划 物料需求计划 能力需求计划
总结
15%
20%
课程设计
55%
目的 要求及内容
10%
简介
生产单元设置 生产组织设计
I
生产能力和负荷率 生产车间布局
简介
螺杆泵是依靠泵体与螺杆所形成的啮合空间容积变化和移动来输送 液体或使之增压的回转泵(见泵)。螺杆泵按螺杆数目分为单螺杆泵、双 螺杆泵和三螺杆泵等。图为双螺杆泵。当主动螺杆转动时,带动与其 啮合的从动螺杆一起转动,吸入腔一端的螺杆啮合空间容积逐渐增大, 压力降低。液体在压差作用下进入啮合空间容积。当容积增至最大而 形成一个密封腔时,液体就在一个个密封腔内连续地沿轴向移动,直 至排出腔一端。这时排出腔一端的螺杆啮合空间容积逐渐缩小,而将 液体排出。螺杆泵的工作原理与齿轮泵相似,只是在结构上用螺杆取 代了齿轮。表为各种螺杆泵的特点和应用范围。螺杆泵的流量和压力 脉冲很小,噪声和振动小,有自吸能力,但螺杆加工较困难。泵有单 吸式和双吸式两种结构,但单螺杆泵仅有单吸式。泵必须配带安全阀(单 螺杆泵不必配带),以防止由于某种原因如排出管堵塞使泵的出口压 力超过容许值而损坏泵或原动机
随着计算机技术、网络技术、办公自动化技术的发展及企业管理信息系统(MIS) 的应用,企业开始实行网络化、一体化的管理,职能科室在企业经营决策和业务活 动中的作用日渐加强,其角色定位也由传统的控制人工成本的“成本中心” 转变为 增加产出的 “利润中心”,更注重于设计实施各种有利于提高企业整体绩效的方案, 努力为企业创造价值,促进企业成功实施整体战略。
产品B-1、产品C-1和产品A-1的结构相同
产品结构树
产品A-3、产品B-2、产品C-2、产品C-3和产品A-2结构相同
单螺杆泵说明书
目录一、工作原理...................................................... 错误!未定义书签。
二、螺杆泵特性 .................................................. 错误!未定义书签。
三、应用领域...................................................... 错误!未定义书签。
四、选型指南 .................................................... 错误!未定义书签。
五、结构说明...................................................... 错误!未定义书签。
六、使用时注意事项 ......................................... 错误!未定义书签。
七、安装……………………………………………………………错误!未定义书签。
八、试运转 (11)九、维护与保养 (12)单螺杆泵系列工作原理单螺杆泵是一种内啮合回转式容积泵,当单线螺旋的转子在双线的螺旋的定子孔内绕定子轴线作行星回转时,转子——一定子付之间形成的密闭腔就连续的、匀速的、容积不变的将介质从吸入端输送到输出端。
螺杆泵特性1.输送范围广泛:从含固量60%的物料,且粘度高达1,000,000CPS的物料均可有效输送。
2.机械振动及噪声低,运行中物料没有搅动、剪切、湍流和搅拌。
3.自吸能力强,吸上真空高度可达8.5米(28英尺)。
4.由钢性的转子与弹性的定子组成的特殊结构使其具有能输送含固体颗粒的物料。
5.被输送物料的温度最高可达到摄氏120度,流量最高可达260m3/h。
压力可达0.6,1.2,1.8,2.4,……9.6MPa。
6.流量与转速成线性关系,可以方便的能过调整转速来控制流量,通常可作计量泵用。
螺杆泵工作原理课件
市场发展前景
市场需求持续增长
随着工业领域的不断发展,螺杆泵的市场需求也在持续增长,特 别是在石油、化工、制药等领域,需求量较大。
技术创新推动市场发展
随着技术的不断创新,螺杆泵的性能和可靠性也在不断提高,进一 步推动了市场的发展。
市场竞争日益激烈
随着螺杆泵市场的不断发展,竞争也日益激烈,企业需要不断提高 产品质量和技术水平,以获得更好的市场份额。
80%
创新阶段
现代螺杆泵在材料、结构、控制 系统等方面不断创新,进一步提 高性能和效率。
02
螺杆泵工作原理
螺杆泵的结构组成
螺杆
螺杆是螺杆泵的核心部分,通 常由金属或塑料制成,其螺旋 形状的设计使得流体在泵内受 到挤压和推进。
泵壳
泵壳是螺杆泵的外壳,内部安 装有螺杆,起到容纳和保护的 作用。泵壳的一端通常安装有 吸入口,另一端安装有排出口。
异常噪音或振动
检查泵的机械部件、轴承和电机是否正常。
维修保养流程
定期检查 定期检查泵的机械部件、轴承、密封 件和电机是否正常。
清洗与润滑
定期清洗泵的内部和外部,并使用适 当的润滑剂进行润滑。
更换磨损部件
定期更换泵的旋转部件和密封件,以 确保泵的正常运行。
维护记录
建立维护记录,记录泵的运行状况、 维修和更换部件的详细信息,以便进 行故障排除和预防性维护。
螺杆泵的应用范围
化工领域
用于输送酸、碱、盐等腐蚀性液体。
石油领域
用于油气的采集、输送和注水。
食品领域
用于输送牛奶、果汁、酒类等食品级液体。
螺杆泵的发展历程
80%
初期阶段
螺杆泵技术起源于20世纪初,最 初主要用于输送粘稠液体。
螺杆泵教材
螺杆泵采油技术本文介绍了螺杆泵采油的技术原理和现场应用,从螺杆泵的工作原理、工作特性入手,阐述了螺杆泵采油的工艺技术,螺杆泵采油设计和配套工艺技术,这些对有关技术人员及管理人员有一定的指导作用,由此可了解螺杆泵采油机理,应用过程中常出现的问题及解决途径。
为了有效地提高螺杆泵下井成功率和延长检泵周期,便于现场技术人员和一线工人使用,闸述了螺杆泵采油的井下作业工艺技术和采油井生产管理方面的要求。
一、 螺杆泵工作原理及组成1932年,法国人Rene ’Moineau 发明了螺杆泵。
之后,螺杆泵这种水力机械在世界范围内得到了广泛的应用、发展和完善。
螺杆泵用于原油开采是最近二十几年的事情。
它是为开采高粘度原油而研究设计的,并且随着合成橡胶技术和粘接技术的发展而迅速发展起来。
目前螺杆泵采油按驱动方式分为潜油电动螺杆泵和地面驱动井下螺杆泵。
本文重点讨论地面驱动井下单螺杆泵(简称螺杆泵)。
根据螺杆泵的工作原理,它兼有离心泵和容积泵的优点。
螺杆泵运动部件少,没有阀体和复杂的流道,吸入性能好,水力损失小, 介质连续均匀吸入和排出,砂粒不易沉积且不怕磨,不易结蜡, 因为没有凡尔,不会产生气锁现象。
螺杆泵采油系统又具有结构简单、体积小、重量轻、噪音小、耗能低、投资少、使用、安装、维修、保养方便等特点。
所以螺杆泵已经成为一种新型的、实用有效的机械采油设备。
随着配套工艺技术的日益完善,螺杆泵采油技术的发展有着广阔的前景。
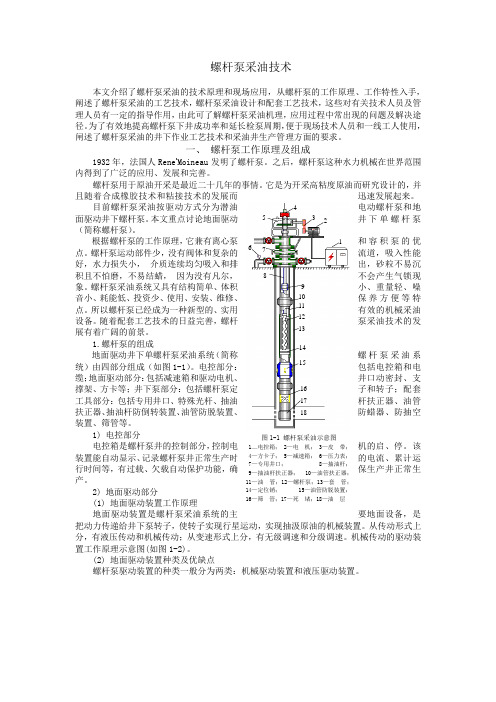
1.螺杆泵的组成 地面驱动井下单螺杆泵采油系统(简称螺杆泵采油系统)由四部分组成(如图1-1)。
电控部分:包括电控箱和电缆;地面驱动部分:包括减速箱和驱动电机、井口动密封、支撑架、方卡等;井下泵部分:包括螺杆泵定子和转子;配套工具部分:包括专用井口、特殊光杆、抽油杆扶正器、油管扶正器、抽油杆防倒转装置、油管防脱装置、防蜡器、防抽空装置、筛管等。
1) 电控部分 电控箱是螺杆泵井的控制部分,控制电机的启、停。
螺杆泵课件

Pd
L
—— 动液面深度,m;
3、 确定适合的转速
在高含砂油井,磨损是限制泵转速的又一重要因素。在磨蚀 工况下,定子橡胶的磨损量与转速的平方成正比。因此,在高含 砂油井,螺杆泵不宜高速运转。在普通油井,泵寿命决定于定子 橡胶的磨损和疲劳。由于定子和转子间有一定过盈值,转子在定 子内旋转时,定子橡胶受到周期性压缩,产生摩擦面的自动升温
设计中关键数据
1、地质关键数据
动液面情况 设计液量 静液面情况 对应水井工 作情况 水泥返高
2、井况关键数据
出砂情况 拐点位置
泵若下在拐点以下,必须采取相应治理 措施。
螺 杆 泵 井 的 选 泵 与 单 井 设 计
杆管配套
ф28mm梯形扣全井扶正+ф76mm油管配套模式
该杆柱配套模式可与各排量螺杆 泵配套使用,尤其适用于原井杆管偏
泵型 120-36 LB230DT40 LB375DT40 LB580DT27 LB800DT24 LB1100-16 LB1200DT14 LB1400DT14 LB1600-14 LB1600DT24 LB2000DT24 理论排量(100转/分) 17.3 33.12 54 83.5 115.2 158.4 172.8 201.6 230.4 230.4 288 考虑75%泵效 12.975 24.84 40.5 62.625 86.4 118.8 129.6 151.2 172.8 172.8 216 理论扬程m 1500 1800 1800 1300 1200 800 700 700 700 1200 1200 推荐最大下泵深度 1600 1900 1900 1400 1300 900 800 800 800 1100 1000 转子最大径mm 55 54 58 58 58 61 62 64 64 62 67
双螺杆泵调试与维护教程-2010-7-16

检修方法:检查无噪音吸上高度,如果可能,加大管路截面,检查管
路,清洗过滤器或加大过滤器,检查加热温度是否达到标准。
驱动机过热
●故障原因:泵与联轴器对中不好,
检修方法:检查联轴器的数据,重新找正。
抱
轴
●故障原因之一:滚动轴承损坏或齿轮箱内缺油。 检修方法:检修或更换轴承,或向齿轮箱内注油 ●故障原因之二:机械密封磨损或破碎,导致泵的卡死
● 有必要进行更换润滑油(脂),检查泵与原动机的联接对中。 ● 同步齿轮的良好维护,会使泵的工作寿命更长,运转更平稳。检查同步齿 轮是否有磨损,缺口和划痕,并在检查中确保各部分的正常紧固联接。
设备运转的监查与维护-定期检查(三)
说明:
● 每次检查需检查现场的通风状况,要保证通风良好。 ● 检查流量参数时,如果流量减小或出口压力不足,预示着螺杆和衬套的磨 损,应拆修泵,并对磨损零部件予以更换(此建议供参考,拆修的时间 和决定权由用户自己把握)。 ● 最多泵机组运行2年,对泵进行拆检一次,并对磨损的零部件进行更换
启动(一)
完全打开泵的轴承、齿轮的冷却管路的阀门,使冷却系统循环起来。 完全打开进、出口阀门,向泵内注入输送介质。
注液时应特别注意泵进口的排气,应 从泵进口管路的最高点(比如过 滤器的上端)进行,当排气点有液体排出时,视为排气终止。
打开泵的加热系统,对泵进行充分加热和保温。
打开泵与电机间联轴器护罩,盘车3~5圈,此时泵应转动均匀,无别劲现象。 点动电机观察转向,确认电机是否与泵转向牌方向一致。
按轴承位置分类
外置轴承结构
内置轴承结构
双螺杆泵的工作原理
双螺杆泵是一种回转式容积泵,主要工作部件
是由具有8字形内孔的泵体(定子)和装在泵体孔 内相互啮合的转子(即主、从螺杆)组成。两根转 子与定子三者之间的共同啮合、配合,形成一系列 等容积的密封腔。当主轴通过同步齿轮带动从轴按 一定的方向旋转,固定在主、从轴上互相啮合的两 对螺旋套同时旋转,从而形成一个个密封腔,把被
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锥螺纹抽油杆结构
3、插接式抽油杆
为了提高大中排量螺杆泵井抽油杆的防断脱性能,大庆油田开发 了插接式螺杆泵抽油杆,该抽油杆的结构如图。
插接式螺杆泵抽油杆结构图
1-杆体上接头;2-O形密封圈; 3-接箍;4-杆体下接头 插接式螺杆泵抽油杆结构示意图 插接式螺杆泵抽油杆的接头
该种结构抽油杆主要有Ф38mmD级抽油杆
二、螺杆泵抽油杆
1、普通抽油杆
其杆体是实心圆形断面的钢杆,两端为镦粗的杆头。杆头 由螺纹接头、卸荷槽、推承面台肩、扳手方颈、凸缘和圆弧过 度区组成。螺纹接头用来与接箍相连接,扳手方颈用来装卸抽
油杆接头时卡抽油杆用。
用于螺杆泵井的普通抽油杆,其主 要规格有:Ф25mm 、Ф38mm 空心抽油杆。 抽油杆的长度一般为 8-10m ,为调节抽油 杆柱的长度,还配备有不同长度的抽油 杆短接。
H、替喷
将转子缓慢全部提出定子,关闭井口清蜡阀门,连接好替喷管线。 按SY/T5587.3的规定进行替喷,直到井口见清水10分钟后停止。
打开清蜡阀门,缓慢将转子放入定子,直至吊卡松弛。
I、安装地面机组
检查地面机组零部件是否齐全,检查吊升用钢丝绳、吊环有无损 伤,准备好常用工具。
将驱动头吊平衡,穿入光杆时缓慢下放,防止把光杆压弯,校正 井口并上紧螺栓。
2
油管上扣扭矩如何推荐?
规格 2 1/2〞 3 1/2〞 J55 N80 J55 最小N.m 1680 2340 2300 最佳N.m 2230 3110 3090 最大N.m 2790 3900 3850
N80
3250
4300
5400
3
锚定工具是防喷式油管锚,下入泵和第一根油管后,试 坐 油管锚 (上提管柱 1m ,边提边右旋)。试坐成功后, 上提管柱1m解封,然后继续下管柱。 如中途坐封,缓慢上提管柱 1m 以上,然后缓慢下放 管柱解封,要平稳操作。
1-电控箱; 2-电机; 3-皮带; 4-方卡子; 5-光杆; 6-减速箱; 7-专用井口; 8-抽油杆; 9-抽油杆扶正器; 10-油管扶正器; 11-油管; 12-螺杆泵; 13-套管; 14-定位销; 15-防脱装置;16-筛管
5 6 5 7
4 3 2 1
8 9 10 11
12 13 14 15
插接式螺杆泵抽油杆原则上可以适用于各种排量的
螺杆泵井,但从用杆的经济性考虑,该抽油杆更适合于大
中排量螺杆泵井。目前插接式螺杆泵抽油杆广泛应用于大 中排量螺杆泵井中,防断脱效果较为理想。
三、螺杆泵井下作业
(一)施工设计
螺杆泵井施工设计可以有效指导螺杆泵作业施工,由相 关技术部门(工程技术大队)编写,经批准后发放到作业队
例 如
GLB500-14K为空心转子螺杆泵,每转排量500毫升,级数14; GLB120-27(2:3) 为多头螺杆泵, 转子与定子头数比为 2:3 ,每转排量 120毫升,级数27。
Q=4eDT n
螺杆泵理论排量如何计算 ?
理论排量公式如下:
Q=4eDT n
现场应用中,根据选用泵的型号可计算出理论排量, 公式如下:
技术要点,提高了作业技术水平,为进一步提高螺杆泵作
业质量起到了积极的推动作用。
一、螺杆泵基础知识
螺杆泵又叫渐进容积式泵, 由定子和转子组成,两者由螺旋 状过盈配合形成连续密封的腔体, 通过转子的旋转运动实现对介质 的传输。
螺杆泵工作原 理是什么?
沿着螺杆泵的全长,在转
子外表面与定子橡胶衬套内表 面间形成多个密封腔室;随着 转子的转动,油液在吸入端压 差的作用下被吸入,并由吸入 端推挤到排出端,排除端的压 力不断升高,直到将油液举升 到地面,流量非常均匀 。 螺杆泵工作的过程本质上 也就是密封腔室不断形成、推 移和消失的过程。
2、 施工过程及要求
A、热洗、压井 用热水反循环把死油替出,如需压井,则用相应比重井液 压井,热洗、压井按SY/T5587.7和SY/T5587.3的规定执行。 B、起原井杆柱、管柱 按SY/T5587.6的规定和施工设计要求起出原井管柱、杆柱。 C、通井、刮削、冲砂
通井、刮蜡按SY/T5587.16的规定执行。
选择泵型。 井史资料:查看历次施工(特别是上次施工)总结和油管、 抽油杆记录,确认井中有无落物、井斜、套损等情况。确定 本次施工有无特殊工序,确保施工安全。
施工设计:根据油井生产情况、产能、井史资料优化施工设
计。
(二)井下作业
1、施工准备 地面准备
下转子和抽油杆注意事项
a.下转子时,速度要慢,切勿损伤转子表面或使其弯曲变形。
b.抽油杆上扣扭矩达到下表要求。 c.转子将要进入定子时,要缓慢下放杆柱(注意转子进入定子 时杆柱应顺时针旋转),直至吊卡松弛。 d. 记录光杆露出套管法兰面的高度,校核管柱与杆柱深度是否 一致。
规 格 3/4″ 7/8″ 1″ 1 1/8″ 上扣扭矩(N.m) 400 600 700 1000 承载扭矩(N.m) 590 940 1050 2000
螺杆泵施工技术
工程技术大队
技术管理及作业施工技术监督目的及意义:
为了提高我厂螺杆泵作业施工质量,提高对施工人员
螺杆泵施工技术的监督和认识,有效地降低螺杆泵井“两 率”,为螺杆泵技术管理、监督人员举办此次培训,详细 讲解了螺杆泵作业知识、螺杆泵操作规程、螺杆泵工艺配 套技术等内容。通过学习,学员可以巩固螺杆泵作业施工
J、提防冲距
缓慢上提杆柱,记录指重表载荷达到整个杆柱负荷时(记录数 值),再上提光杆外露550-600mm。提防冲距后安装方卡。
3、试运转 A、加齿轮油
从减速箱注油孔处加入齿轮油,油面在油标1/2—2/3处。
B、上紧密封
按照说明上紧机械密封,最后压紧压盖。
C、调电机正反转
将变压器、电控箱、电机相应规格电缆连接好,电机采 用△型接法。 卸掉皮带,接通电源使电机空转,如电机轮是逆时针方 向转动,关闭电源调换电缆任意两相相序,确保光杆为 顺时针转动。
冲砂、探砂面按SY/T5587.5的规定执行。
D、连接井下工具
井下工具在地面按施工设计连接上紧扣,如使用支撑卡 瓦,应在滑道上涂上黄油,锚定工具处在解封状态。
E、下管柱
按SY/T5587.6的规定和施工设计要求执行。
1
按设计要求在地面组配好管柱,尾管不得少于三根, 并在油管丝扣上涂上密封脂,用相应通井规通过每 根油管。 油管上扣扭矩达到SY/T5587.6标准中“油管推荐上 扣扭矩”要求的数值。
螺杆泵规格型号是如何规定的?
LB - ( )
空心转子用“K”;实心省略;等壁厚定子用“D”;金属定子用“J” 转子与定子头数比,用阿拉伯数字表示,单头省略 泵的总级数 泵的几何排量,ml/r 单螺杆抽油泵,“螺”和“泵”两字汉语拼音第一个字母 泵的驱动方式:抽油杆地面驱动,用“杆”字汉语拼音第一个字母G表示; 潜油电机井下驱动,用“潜”字汉语拼音第一个字母Q表示
Q 1440 q n 106
式中: Q——螺杆泵理论排量,m3/d; q——螺杆泵每转排量,ml/r; n——转子转速,r/min。
地面驱动单螺杆泵采油系统由哪几部分组成?
可分为地面和井下两大部 分。地面部分包括:驱动头和 控制柜,井下部分包括:井 下泵、抽油杆、油管、配套 工具等。
无损。吊卡须经检查,磨损量不超过规定,不得有碰伤和刻痕。 起吊系统应安全可靠,严格避免发生抽油杆落井事故。抽油杆扳 手的钳口应完好,避免啃伤抽油杆的扳手方颈。应用抽油杆动力 钳时,应预先进行空载循环,当油温达到规定值时,再进行标定。 动力钳未经标定,不得使用。
B 保证螺纹连接良好状态:提起抽油杆下放对扣时,应缓慢
螺杆泵井施工设计主要有哪些内容?
原井基础数据 原井生产动、静态数据 施工准备及任务分工
施 工 步 骤 技 术 要 求
安全、环保注意事项
注:施工设计实 施后,由作业队 根据具体施工情 况编写施工小结, 与施工设计共同 存档。
施工设计
原井基础数据:套补距、套管规格、射孔深度、人工井底, 确定锚定工具大小和位置,避免锚定工具下到射孔井段。
在井场上拆卸抽油杆包装箱时,应使用适当工具拆除紧固 用的螺栓和角钢,不允许锤击、撬动抽油杆本体。
抽油杆在下井前,应将螺纹部位、台肩推承面和接箍端面 清洗干净,以保证螺纹连接部分的完好状态。 在使用吊卡吊起抽油杆之前,外螺纹均应戴有防护罩,接 箍内螺纹均应戴有堵头,以免螺纹部位混入油污和泥沙,影响 螺纹的连接性能。直到起吊时,才卸掉防护罩和堵头。 抽油杆在下井前应重复测量 3 遍,并认真作好记录,测量 的尺寸应以抽油杆外螺纹的台肩端面为一端,量至另一端的接 箍端面。记录项目应有抽油杆规格、级别、材料、生产厂、产 品制造年月、下井日期及服役历史等项目。 对起杆作业中拔过的抽油杆和墩弯的抽油杆,应做好标 记,予以报废,严禁混入合格的抽油杆中。
1
油管桥3道,离地面高度不小于 0.3m,抽油杆桥座 4道,
离地面高度不小于0.5 m,桥座摆放均匀。
2
3
螺杆泵及其配套装臵、油管、抽油杆运输过程中要求放平、
固定,确保设备完好无损。 施工中要下入井内的螺杆泵及配套工具、油管、抽油杆要
清洗干净,不得有弯曲、损坏,要严格丈量,并记录好原始 数据。空心抽油杆要安装胶圈,并在密封处涂上黄油。
和基层单位实施,监督人员对施工过程特别是重点工序如:
锚定工具的坐封、抽油杆的连接、杆管扶正器的布置、提防 冲距的多少、地面驱动装置就位、电控箱电源的连接、电机 正反转确定、转速的确定、试投产等按施工设计要求进行监 督、指导,确保施工成果达到设计要求,提高一次施工投产 成功率。如需要变更,需上报编写部门同意,并形成书面变 更文件。
4
F、锚定工具坐封
坐油管锚:上提管柱 1000mm 左右,右旋油管4-5圈,多转无害, 缓慢下放油管。坐封后油管头上平面与套管法兰平面距离控制在 10—20mm之间,如超出这个高度,需重新坐封,直至达到要求。 用钢丝绳向下压油管挂,拧紧法兰顶丝。