米巴赫激光焊机
设备管理精益
除了对设备进行定期的巡检与点检以外,如何有效的预防维修也是每个巡检员必须了解和掌握的重点。在实施预防维修实践是需注意以下几点:
(1)了解零部件自然劣化周期,确定其使用寿命;
(2)设定劣化基础,以便及时取代劣化零部件;
(3)提高维修方法技能。
4.3、亡羊补牢式故障控制
1)故障分析会。采取故障分析会,每天对前一天发生的故障及更换的备件原因进行分析,集思广益,找到避免故障再次发生的预防措施,并将分析经验总结发放到相同的生产线,做到举一反三。
1、设备精益化管理的目的
将设备精益化管理是一种从源头对设备进行保护的有效措施,实施设备精益化管理的最终目的在于达到心防,心防是提高员工责任心的一种简单的表述方式,教会我们如何利用有效的时间创造出更多的效率。设备精益化管理能否实现,直接影响着生产线设备的保养工作,设备的使用寿命,对生产意义重大。
2、人员与设备的管理心防
4.2.1巡检:
1)巡检员工作流程:首先是按照作业流程划分或者按照设备布局划分点检区域,巡检员以运行值班班组为单位,每班定时按规定对设备进行巡视检查。制定一个详尽的点检作业业务流程图(如图1所示)。
安钢1550mm冷轧机组TMEIC激光焊机应用及焊缝质量分析

安钢1550mm冷轧机组TMEIC激光焊机应用及焊缝质量分析邢巍琚艳军(安钢集团冷轧分公司)摘要以安钢集团冷轧分公司1550mm机组激光焊机为例,分析了激光焊机在实际生产中的应用,结合生产情况对焊机在生产中影响焊机焊缝质量的因素进行分析提出改进方法。
关键词激光焊机焊缝质量I NTRODUCTION TO TMEIC LASER WELDING MACHINE IN THEAPPLICATION OF ANGANG 1550 COLD ROLLING UNITAND COMMON FAILURE CAUSE ANAL YSISXingWei JuYanJun(Branch group cold rolling plant of Anyang Iron &steel Co)ABSTRACT Angang group 1550mm cold rolling branch units to laser welding machine as an example,analyzes the laser welding machine in the application of practical production,combining with the production situation of welding machine in production, this paper analyzes the factors which affect the quality of welding seam improvement methods are proposed. KEY WORDS Laser welding machine Application Weld quality analysis前言随着经济社会各行各业对薄板的需求量的增加,轧制高质量高性能的卷带薄板已经成为当今轧钢企业重要的工作方向。
鞍钢冷轧厂2号线简介201105[1]
![鞍钢冷轧厂2号线简介201105[1]](https://img.taocdn.com/s3/m/f3f95c3867ec102de2bd89b7.png)
热家电-微波炉,电烤箱
冷轧二号线
鞍山钢铁集 团公司
冷轧二号线是我国第一条立足国内技术资源整合集成的拥有国际一流 技术装备水平的酸洗连轧生产线,主要产品包括05级轿车板及普通用板、建 筑板、家电板、汽车板、耐候钢等40多个品种、60多个规格,还成功开发了 搪瓷钢系列、汽车车轮用钢系列、烘烤硬化钢系列、含磷钢系列、家电用钢 板系列、汽车结构钢系列等冷轧钢板。年设计生产能力:酸轧联合机组150 万吨;罩式退火炉;平整、剪切机组70万吨
鞍山钢铁集 团公司
7) AGC与张力控制(ATC)的互不相关控制
高精度的板形控制技术
•
鞍山钢铁集 团公司
板形控制新技术:窜辊技术、乳化液分段冷却技术
•
•
带钢自动跟踪技术
浅槽紊流酸洗技术
•
•
延伸率闭环控制技术
带钢自动对中控制技术
全 氢 罩 式 炉
冷轧板的退火是冷轧带 钢生产中最主要的热处理 工序之一。冷轧带钢的退 火因钢种的不同分初退火、 中间退火和成品退火,我 厂采用的是成品退火,其 目的是消除冷轧造成的内 应力和加工硬化,使钢板 达到客户所要求的力学性 能、工艺性能及显微结构 等标准。
重 卷 机 组
• 重卷线是用来将从平整 机组或连退线等机组生 产过来的大钢卷重新分 卷成用户所要求重量的 小钢卷。主要设备由开 卷机、圆盘剪、涂油机、 (矫直机)和卷取机。 • 重卷线速度比剪切线速 度高,可达到300- 400m/min。
鞍山钢铁集 团公司
包 装 机 组
包装机组的功能是将重 卷线生产过来的钢卷进 行包装,其核心设备是 自动打捆机,分为圆周 打捆机和穿心打捆机。
鞍钢冷轧厂历史
1958 年
1989 年 1999 年 2002 年 2003 年 2006年 2007年 新中国第一家冷轧薄板厂成立。
米巴赫激光焊机
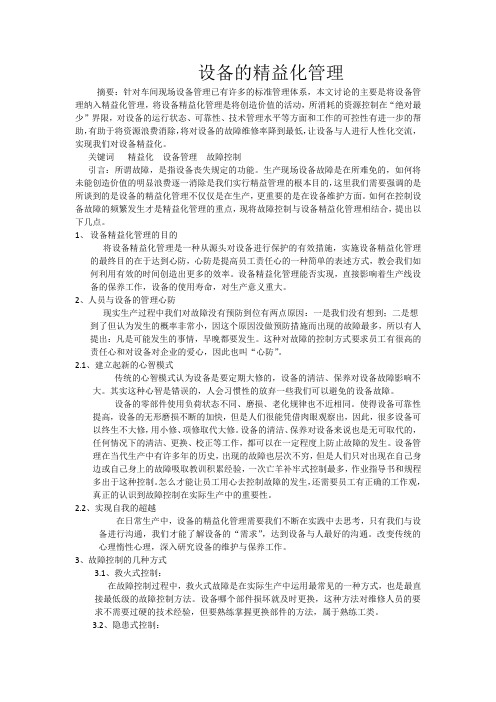
米巴赫激光焊机(HSL 21)1 焊机总体描述激光焊机位于酸轧线入口段,它能够自动将单个钢带焊接成一个无限长的板带。
焊机结构图如下:1 焊接小车2 焊接小车驱动3 剪子驱动4 剪子装置5 焊接边沿定位6 激光聚焦头7 激光焊接头8 激光束导向9 平整轮10 加热装置(感应加热)11 打孔装置12 废料排出13 板带边沿检测14 废料槽2 数据2.1 焊机类型板带激光束焊机制造商:Hugo Miebach,Dortmund类型:HSL 212.2 板带尺寸和来料材料板带宽度930-2080mm板带厚度 1.8-6.0mm(+/-10%)(焊接范围1.6-6.5mm)钢种等级激光可焊接钢、普通低碳钢、高强度低合金钢、高强钢板和热轧钢带钢类型普通商用钢、冲压钢、深冲钢、超高深冲钢、高强钢(强度340、590、780)2.3 板带通过方向从操作侧看:从左到右板带通过线高度1100mm3 技术数据3.1 机器参数板带水平通道宽2300mm板带垂直通道宽140mm主夹紧力(每一边)大约400KN先导头夹紧力大约40KN双切剪和打孔机剪切力大约800KN剪刀之间的距离140mm打孔机冲头直径14mm板带中心线上冲孔距焊缝的距离100mm焊缝平整力50KN焊接小车速度(无级可调)1m/min. 到12m/min. 焊接和平整后超厚量0%尺寸焊机尺寸(依据图纸),不含开关柜和液压装置长度(线上):大约10 000mm宽度:大约18 800mm高度:大约 4 300mm(板带通过线以上高度)3.2 总重包括所有的附属设备在内总重:大约220吨焊机在运输时要拆卸成几个部分最大单体重量:大约87吨3.3CO激光源2涡轮轴承无油润滑输出激光功率12KW波长10.6m功率稳定性(长期)±2%激光束长度(固定)大约7 100mm3.4 液压站1个三相电机带有泵(加一个备用)90KW/380V, 1500RPM 压力水平Max.18MPa;260l/min 1个油箱标准1 500 l油粘度(动力粘度)ISO,VG 46依据DIN51562 cSt/240℃时46cStmm=.sec推荐用油HLP 46 依据DIN51524,第二部分(矿物油)NAS 61个油液循环泵(加一个备用)Max.1MPa,140l/min用于过滤和油水冷却器 5.5KW 电机1个加热装置8KW作为冷却介质的水最大入口温度35℃最大出口温度45℃水量大约15hm/3压力 2bar(开式循环)冷却水(工业用水)4 公用介质4.1 气动和气体冲刷焊机上装载的阀组气体压力5到7bar压缩气体质量等级3(参照ISO8573-1)4.2 激光气体纯净度CO99.995%2He99.996%N99.996%2惰性气体(焊接区域保护气)He99.996%4.3 供电电气数据主电源电压380V,50Hz,3相带有最大偏差为10%主电源功率110kV A用于激光冷却400kV A用于附属装置照明供电220V/50Hz,1.5kW 不间断电源(用于PLC、HMI和QCDS)220V/50Hz,Max 5KV A 米巴赫内部电磁阀24 V DC;220 V AC 接近开关/光电管24 V DC5 消耗品5.1 矿物油2000升依据规定进行更换和再补充5.2 冷却水5.2.1 液压和水冷用冷却水水用量大约15hm/3温度:入口最大35℃压力2bar(开式循环)冷却水(工业用水)5.2.2 预加热和后加热的冷却(闭式循环)脱盐水、去离子水或蒸馏水,150升5.2.3 激光发生器的冷却水闭式循环:操作中没有冷却液的消耗。
包钢冷连轧机断带原因及控制措施
收稿日期:2017-12-01 作者简介:韩玉龙(1978-),男,天津市宝砥县人,硕士,轧钢高级工程师,现从事科技、质量及板带研究等工作。
26
包钢科技
第 44卷
易造成轧辊粘钢,有时废钢堵在机架内,使得轧辊抽 出困难,增加了生产线的停机时间[2]。本文通过对 包钢冷轧断带进行分析,从原料、工艺、设备等角度 入手,分析问题,研究对策,固化措施,有效的抑制了 断带事故的发生,为生产线的提质增效做出了有益 的探索和尝试。
第 44卷第 2期 2018年 4月
包 钢 科 技 ScienceandTechnologyofBaotouSteel
Vol.44,No.2 April,2018
包钢冷连轧机断带原因及控制措施
韩玉龙,高 军,廖 腾
(内蒙古包钢钢联股份有限公司薄板坯连铸连轧厂,内蒙古 包头 014010)
摘 要:文章主要介绍了包钢 1780mm冷连轧机近年来发生的各种断带事故。并针对轧机断带事故从热轧原料、 激光焊机、拉矫机、切边剪、轧制计划等方面查找原因,据此在优化热轧工艺、激光焊机参数、拉矫机延伸率、轧制计 划搭接、冷轧设备维检等方面制定了行之有效地措施,使得机组断带率显著下降,作业率显著上升,取得了较好的 经济效益。 关键词:冷连轧机;轧机断带;轧制工艺 中图分类号:TG3337+2 文献标识码:B 文章编号:1009-5438(2018)02-0025-04
包钢薄板厂 1780mm酸轧联合机组主要设备 有激光焊机、酸洗槽、五机架连轧机、卡伦赛卷取机。 产品主要包括低碳钢、深冲钢、低合金高强度钢等, 产品厚度为 025~300mm,宽度 960~1540mm, 设计年产量 140万 t。近年来,冷轧断带事故逐渐成 为制约作业率提升的瓶颈。发生断带后,轻则生产 线非计划停机产生不合格产品,重则产生轧辊掉肉、
[材料科学]本钢浦项冷轧薄板有限责任公司情况介绍1
![[材料科学]本钢浦项冷轧薄板有限责任公司情况介绍1](https://img.taocdn.com/s3/m/a7e3792eec3a87c24128c49c.png)
BX-POSCO
酸洗-轧机联合机组特点(1/3)
➢ 该机组由日本三菱-日立公司设计,采用了当今最先进 的酸洗-轧机联合技术。
➢ 焊机采用德国米巴赫公司设计的激光焊机,该焊机可对 不同钢种进行焊接,同时提高了焊接质量,降低了轧制 带钢的断带率。
1条
➢ 半自动化钢卷包装机组
2条
9/36
BX-POSCO
酸洗-轧机联合机组
➢ 该机组由三菱日立公司设计 ➢ 机组设计产量为:2,051,081 t/年
带钢厚度 :0.2 - 2.5 mm 宽度 :800 -1,870 mm
➢ 主要生产钢种:CQ、DQ、DDQ、EDDQ、SEDDQ、 CQ-HSS、DQ/DDQ-HSS、BH-HSS、DP、TRIP等 。
➢ 产品规格:宽度:800-1850mm 厚度:0.2-2.5mm
6/36
BX-POSCO
产品流程图
本钢 热连轧+薄板坯连铸连轧 供热轧原料钢卷
市场采购供热轧原料钢卷
酸洗-轧机联合机组
2#热镀锌机组 冷硬卷
彩色涂层机组
连续退火机组
1#热镀锌机组
1、2#重卷检查机组
重卷剖分机组
人工包装
半机械化包装
生产机组情况
❖ 工程预计在2005年年底开始热负荷试车。
3/36
BX-POSCO
厂区效果图
4/36
BX-POSCO
生产规模及产品分配
合营公司年生产规模为190万t,其中:
➢ 冷轧连续退火产品
90万t
➢ 以汽车板为主的热Байду номын сангаас锌产品
45万t
新钢冷轧产品
注:根据需要成分可加入Ti或Nb。
电器用冷轧钢带性能
牌号 供贷标准
XGHS
1 Q/XGJX20
XGHS
8-2011
2
XGTC
1 Q/XGJ224
XGTC
-2012
2
屈服强 度
ReL
MPa
抗拉强 度
ReL
MPa
延伸率 A50 %
延伸率 A80 %
≤280
270~ 370
≥40
-
≤230
270~ 400
公称厚度 0.50~1.20mm 0.35~2.00mm
0.5mm
公称宽度 800~1400mm 800~1400mm 800~1400mm
用途及注意事项 药芯焊丝用钢带 普通冲压级搪瓷用钢 深冲压级、工业搪瓷用钢 中小型电器用无涂层电工钢
化学成分
牌号 XGHS1 XGHS2 XGTC1 XGTC2
XJD4
≤0.02
注:根据需要成分 可加入Ti或Nb。
力学性能
≤0.30
牌号
XJD1 XJD2 XJD3 XJD4
屈服强度ReL MPa
280~360 230~300 190~240 120~180
≤0.008
≤0.025
≤0.030
0.015-0.070
抗拉强度ReL MPa
≥340 ≥310 ≥270 ≥260
延伸率A50 %
≥32 ≥36 ≥40 ≥45
硬度,HV
≥95 ≥90 ≥80 ≥75
9
□汽车用冷轧板
可供牌号、标准、规格、用途
牌号 XQDC01 XQDC03 XQDC04 XQDC05 XQDC06
连退机组焊接质量影响因素研究与工艺改进
0引言连退机组是一条高速退火机组,前行带钢生产完,通过激光焊接将其带尾与后行带钢带头进行焊接,达到连续生产的目的,连退机组处理速度快,对焊接精度、焊接质量要求高,焊缝质量对机组连续、稳定生产影响很大。
国内某大型钢铁公司连退机组近年来品种结构不断优化,深冲、高强等产品品种比例逐年攀升,机组原来的生产工艺与流程在新品种生产过程中易出现焊缝质量不高、重焊率高以及带钢断带造成机组停机等严重影响带钢焊接质量和生产效益的情况,已无法适应生产需求。
国内已有相关研究针对带钢生产中过烧、虚焊等焊接质量问题,通过分析影响焊接质量的因素,建立焊接工艺方法以及数学模型[1];基于解析焊接热量计算模型,实现连退机组焊接工艺综合优化控制技术[2];分析碾压轮压力、搭接量等焊接工艺参数对焊接质量影响的基础上,优化焊接工艺参数配置[3]。
当前研究主要集中在焊接工艺方法、参数配置上,对于机组设备的运行状态、过程检测与试验方法综合影响考虑不足。
1连退机组本体设备1.1及时清理设备一是清理剪刃区域废板条。
焊机剪刃呈弱磁性,易吸附焊接剪切前产生的细铁条,尤其在生产厚料时,焊机二次剪切产生的板条细而长,吸附在焊机剪刃侧边不仅影响剪切质量,也会造成剪刃损伤,影响焊接质量。
因此,在每次焊接前,必须检查、清理焊机剪刃区域废板条,确保剪切质量和焊缝稳定。
二是清理焊渣。
焊接过程中产生的焊渣,不仅影响焊接质量,也易粘在焊缝传感器上,损伤传感器并影响焊缝检测,使QCDS 图像失真,诱导操作工误判焊缝质量。
生产1.0mm 以下薄料时,每班清理1~2次即可,在生产1.2mm 以上厚料,尤其是部分使用后加热功能焊接的带钢,产生焊渣量更大,需增加清理频次,每班至少清理3~4次。
三是清理对中灯管和摄像头灰尘。
激光接带钢采用光电感应对中方式,光电感应对中精度高,维护和故障判断难度较大。
对中摄像头对光线感应非常灵敏,即便灯管或摄像头镜头有少量灰尘,也会产生对中偏差,焊缝错边,造成焊缝运行过程中跑偏。
本钢浦项酸洗-轧机联合机组概述

本钢浦项酸洗-轧机联合机组概述摘要随着科技的不断发展,对钢铁的需求的不断增加,要求钢铁厂在生产钢板时即要有良好的产品质量又要有高速的生产能力。
时代的要求不仅是针对钢铁厂的产品,同时也是针对钢铁厂的设备提出了要求。
本文详细介绍了本钢浦项酸洗-轧机联合机组的主要产品结构、技术参数、工艺流程及先进的生产设备情况。
关键词酸洗-轧机联合机组激光焊机酸洗工艺五机架六辊UCM轧机1.前言本钢浦项冷轧薄板有限责任公司是本溪钢铁集团公司与韩国浦项钢铁株式会社共同出资兴建的冷轧厂。
其中酸洗-轧机联合机组(简称PL-TCM机组)采用了浅槽紊流式酸洗及五机架六辊轧机进行轧制。
这种一体化生产工艺与常规的串列式冷轧机或无头轧制相比,具有工序简单、生产周期短、操作人员少、节约投资、减少占地面积、产品质量好、成材率高等优点。
PL-TCM机组的主要设备多为三菱-日立设计,其中几个重点的设备全部采用的三菱-日立技术,该技术是目前世界上最先进的冷轧技术之一。
2.产品品种和规格本钢浦项冷轧薄板有限责任公司PL-TCM机组可生产780MPa级以下的冷轧板,生产的品种包括:CQ、DQ、DDQ、EDDQ、SEDDQ、CQ-HSS、DQ/DDQ-HSS、BH-HSS、DP、TRIP等。
机组主要技术参数:设计年生产能力:190万吨成品规格:宽度 800mm~1850mm厚度 0.20mm~2.5mm钢卷处径 Max.1600mm钢卷内径Φ508mm; Φ610mm卷重 Max.20T具体产品情况如表2.1:表2.1 产品及规格3.PL-TCM机组的主要工艺流程及工艺参数PL-TCM机组做为本钢浦项冷轧薄板有限责任公司的第一条机组,主要是将热轧原料经过酸洗和轧制处理后,将冷硬板提供给连续退火机组和热镀锌机组进行机组主要的技术参数如下:线速度:入口段 Max.600 m/min中间段 Max.250 m/min圆盘剪段 Max.400 m/min穿带速度:入口段 Max.60 m/min中间段 Max.30 m/min圆盘剪段 Max.60 m/min加速度:入口段 Max.60 m/min/sce中间段 Max.30 m/min/sce圆盘剪段 Max.60 m/min/sce生产能力:最大500t/h轧机出口最大速度:1650m/min4.PL-TCM机组主要设备、工艺参数及其特点4.1 激光焊机PL-TCM机组的激光焊机采用的是三菱-日立的技术,与之配套的焊机选用的是米巴赫12kw的激光焊机。
邯钢新区冷轧厂连续退货机组简介

邯钢新区2080连续退火机组简介邯钢新区2080连退机组是继宝钢1800、本钢1850、顺义2080等之后,我国即将投产建成的又一大连续退火机组。
该机组于2008年3月开始筹建,2010年10月开始投产,设计年产量约100万吨。
机组由德国SMSD公司总设计,主题关键设备从德国进口,其他设备由SMSD公司设计、监造和国内合作制造,电气控制系统由德国SIMENS 公司设计制造。
1邯钢新区连续退火机组的工艺流程和装备水平1.1 工艺流程简介步进梁上料系统双开卷双直头机双切剪米巴赫激光焊机碱液喷淋清洗Ⅰ段涮洗Ⅰ段碱液喷淋清洗Ⅱ段刷洗Ⅱ段电解清洗刷洗Ⅲ段热水漂洗带钢热风干燥入口活套预热ⅠⅡ段加热ⅠⅡⅢ段均热段缓冷段过时效ⅠⅡⅢ段终冷段水淬段出口活套平整机出口检查活套垂直/水平检查圆盘剪静电涂油机飞剪双卷取机步进梁下料系统。
1.2连退机组特点新区连续退火机组的特点:(1)机组采用双开卷机、双卷取机、自动拆捆带机、自动打捆带机、入口双切剪等设备,极大的提高了机组的自动化水平。
(2)机组采用立式喷淋清洗、电解、漂洗、烘干和卧式刷洗、漂洗相结合的清洗方式;采用大电流的清洗整流器,结构紧凑,长短适中,既保证了带钢的清洗效果,又节省了空间和资金。
(3)机组采用入口、出口、出口检查三组立式活套,充分保证了机组的全连续生产。
(4)采用加速喷气冷却和辊冷的快冷方式,大大提高了带钢的板型质量和温度均匀性,保证了带钢的冷却效率。
(5)退火炉采用连续比例控制,采用“鼓-抽”式烧嘴,W型辐射管,燃烧效果非常好。
炉内采用高张力控制,配有张力辊、张力测量辊、控偏辊、稳定辊及辊型设计和辊凸度控制系统,有效避免带钢炉内跑偏,保证带钢板型质量。
(6)炉子段入口和出口各布置一个弹跳辊,一个弹跳辊在炉子段前面,用来补偿带钢在炉子中加热和均热段当中的板带在事故停车时带钢收缩;另外一个弹跳辊位于炉子段后面,补偿炉子中过失效段和快冷段在炉子事故停车时的板带收缩。
浅谈MIEBACH.CSLH21激光焊机工作原理和焊缝质量判断
( 5 ) 焊 接 过 程 中 如 果 出现 大 量 的烟 气 , 则 说 明焊 缝 处 有
油或者异物 , 需要清理带钢表面 , 加持板或剪刃 。 异 物 会 使 激
光作用于板带上的能量不足 . 导致焊接效果不好。 以上 为 提 前 判 断 焊 缝 质 量 的一 些 经验 . 具 体 的情 况 需 要
间较 长 . 所 以适 用 于 产 线 速 度慢 或新 钢 种 试 焊
测焊缝 , 能 检 测焊 缝 漏 焊 、 超厚等缺陷。
激 光 是 通 过 激 光 器 中发 出 . 通 过 管 路 和平 面 反 射 镜 传 输
到焊 机本体 . 为 了满 足 高 速 焊 接 和 焊 缝 熔 融 要 求 , 充 分 利 用
将 焊 接 完 成 后 的带 钢 测 试 样 板放 在 杯 凸 机 上 . 带 钢 正 反 面 间 隔5 c m ~ 1 0 c m 进 行 冲压 .破 裂 处 如 果 明显 是 焊 缝 剪 切 处 裂 开, 则焊缝不合格 , 需调整焊接参 数 : 如果 破 裂处 垂 直 于 焊缝
或在 焊 缝 边 缘 裂 开 . 则 焊 缝 合 格 由 于此 项 测 试 方 法需 要 时
移动时 , 熔 化 的金 属 就 会 充 填 小 孔 , 并 固 化成 焊接 。
激 光 焊 机 大 多 采 用元 填 充 金属 的 自熔 焊 技 术 。 两 卷 带 钢 头 尾 在 焊 机 内 被 夹 钳 夹 紧 后 经 过 厚 度 方 向 和 宽 度 方 向对 中 后. 激 光 从 激 光 器 中投 射 到 前 后 带 钢 的 缝 隙 中 间 , 加 热 两 边 的带钢 . 激 光 投 射 的 同 时 也 沿 带 钢 焊 接 面 横 向移 动 和 连 续烧 化. 使前带 的带尾和后带 的带头焊 合在一起 , 焊 缝 在 经 过 热 处理后和碾平辊修正前 . 通 过 高 精 度 焊 缝 传 感 器 同 步 跟 踪 检
鞍钢新轧钢2_冷轧工程工艺简介
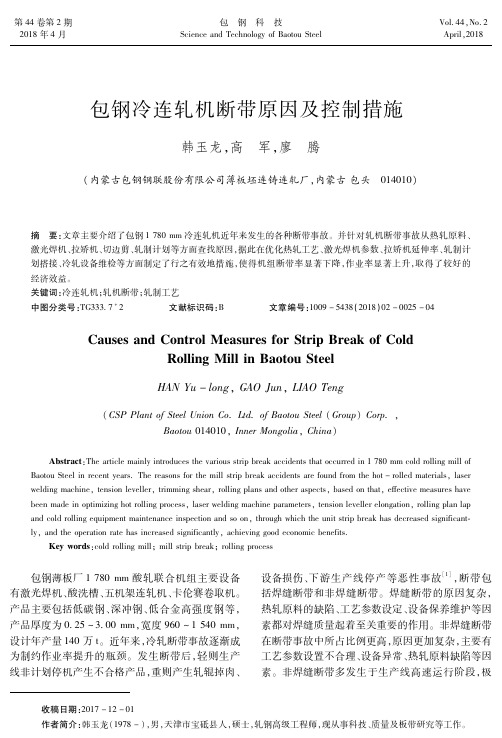
1概述鞍钢新轧钢股份有限公司2#冷轧生产线布置在现钢材加工中心一车间的位置,新建2#酸洗-轧机联合机组、罩式退火炉、单机架平整机组、两条热镀锌机组以及精整处理等生产线,形成150万t的生产规模。
2 生产规模及产品方案2.1 生产规模本工程成品量为150万t/a。
其中:冷轧产品70万t;热镀锌产品80万t。
2.2 冷轧产品的产品方案☆冷轧产品主要代表规格及所占比例表1宽度厚度750~950>950~1150>1150~1350>1350~1600 900%1050%1250%1475%0.30~0.55350005 56000849000700140000 >0.55~0.831500 4.5420006525007.5560008182000 >0.8~1.231500 4.538500 5.56300097700011210000 >1.2~1.815400 2.2 17500 2.530100 4.328000491000 >1.8~2.20014000221000321000356000 >2.2~3.0 00 70001700017000121000合计11340016.21750002522260031.818900027700000平均规格:0.99×1204mm2.3 冷轧产品的品种及生产标准70万t冷轧产品的品种为低碳钢(CQ、DQ、DDQ)、低合金结构钢等,其中CQ:29%,DQ:32%,DDQ:29%、低合金结构钢10%。
生产标准按GB13237-91或日本和欧洲的相应标准。
1.2.4产品规格冷轧卷:宽度:750~1600mm内径:Ф610mm外径:max.Ф1600mm重量:max. 15t,Ave. 8t3 原料本工程原料钢卷全部来自本公司1780mm热轧厂提供的符合国家标准的热轧原料卷,年需要量为1602030t。
2230连退机组Miebach激光焊缝质量控制研究
DOI:10.16661/ki.1672-3791.2017.35.0622230连退机组Miebach激光焊缝质量控制研究①孙宁波(首钢京唐钢铁联合有限责任公司 河北唐山 063200)摘 要:本文分析了影响2230连退机组Miebach激光焊机焊缝质量的因素:焊接参数、来料状态、焊机设备状态等,并研究了生产实践过程中遇到的各类典型焊接缺陷:填充不饱满、焊缝搭接、焊缝漏焊、焊缝间隙的异常增大、焊缝夹入二次剪切边丝等,并针对每种焊缝缺陷制定了相应的控制措施,有效地控制了焊机重率和焊缝断带率,保证连退机组的稳定运行。
关键词:激光焊 焊接参数 来料 设备状态 焊接缺陷中图分类号:TG44 文献标识码:A 文章编号:1672-3791(2017)12(b)-0062-02(下转64页)①作者简介:孙宁波(1989—),男,汉族,河北任丘人,本科,助理工程师,主要从事冷轧厂焊机设备维护和工艺指导工作。
目前国内主要钢铁企业在冷轧连退生产线普遍采用窄搭接焊机,随着冷轧高强钢需求的增加,越来越多的冷轧连退生产线也开始使用激光焊机。
首钢京唐2230连退机组采用从德国引进的M iebach激光焊机,考虑到影响激光焊机焊缝质量的因素比较多,结合近些年焊机使用维护经验,本文归纳出影响焊缝质量缺陷的因素,并列举一些改进措施,使焊缝质量得以控制。
1 Miebach激光焊机概况首钢京唐2230连退机组引进的Miebach激光焊机采用的激光器为3.5kW-CO 2-Rof i n激光源,可焊接板带宽度范围1000~2080m m,厚度范围0.4~2.5m m,实际生产中可拓展到3.0mm厚度,可焊钢种包括低碳钢、高碳钢、双相钢、TRI P钢等碳当量(c e q)在0.8以下多个钢种。
其主要设备包括入出口平台、入出口起套装置、入出口夹送辊、对中装置、入出口夹钳、焊接小车、剪切系统、月牙剪、激光源系统、外光路系统、冷却水系统、退火装置、焊缝在线监测系统、用气系统等。
米巴赫激光焊机对中装置对中原理及分析
米巴赫激光焊机对中装置对中原理及分析摘要:MIEBACH激光焊机安装、使用在冷轧酸洗机组入口段,用以将前后两卷带钢的尾部及头部焊接起来,实现无头轧制。
制造商—米巴赫(MIEBACH),型式—HSL19。
米巴赫激光焊机的特点:结构轻巧紧凑;采用了稳定性很高的激光发生器;激光发生器安装在焊机本体的“C”架上,激光输出光路固定且传输距离短;激光传输至激光聚焦点仅设有2个铜质镀膜的反光镜;焊接过程中用特殊的导向系统LPS实现带钢精确对中;设有焊前预热和焊后退火装置。
且其工艺过程是与焊接同时进行的;设有自动的切头输出装置;与传统的闪光对焊机相比不需要容量较大的变压器和绝缘;实现了全自动程序控制;采用了先进的焊接过程和焊接质量监控系统。
关键词:米巴赫激光焊机;对中装置;对中原理1 引言本文主要对宝钢宝日汽车板厂激光焊机的对中装置及对中原理、控制系统和执行机构进行较为详细的分析,有助于对焊机设备的深入认识和该部分装置的具体故障分析,减少设备故障率,提高机组设备运行效率。
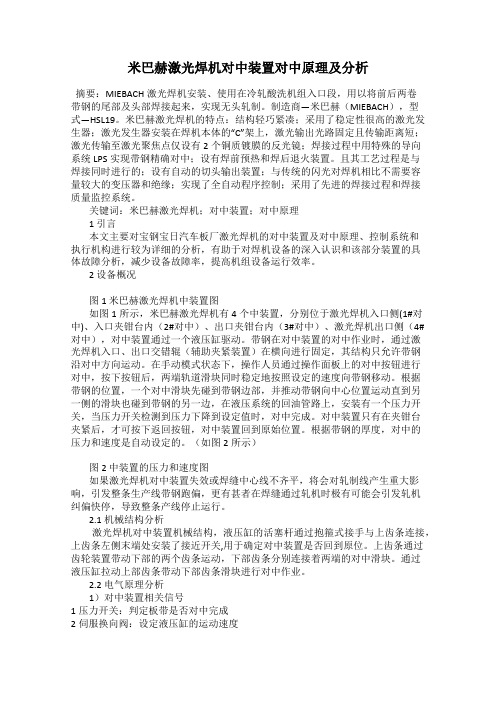
2 设备概况图1 米巴赫激光焊机中装置图如图1所示,米巴赫激光焊机有4个中装置,分别位于激光焊机入口侧(1#对中)、入口夹钳台内(2#对中)、出口夹钳台内(3#对中)、激光焊机出口侧(4#对中),对中装置通过一个液压缸驱动。
带钢在对中装置的对中作业时,通过激光焊机入口、出口交错辊(辅助夹紧装置)在横向进行固定,其结构只允许带钢沿对中方向运动。
在手动模式状态下,操作人员通过操作面板上的对中按钮进行对中,按下按钮后,两端轨道滑块同时稳定地按照设定的速度向带钢移动。
根据带钢的位置,一个对中滑块先碰到带钢边部,并推动带钢向中心位置运动直到另一侧的滑块也碰到带钢的另一边,在液压系统的回油管路上,安装有一个压力开关,当压力开关检测到压力下降到设定值时,对中完成。
对中装置只有在夹钳台夹紧后,才可按下返回按钮,对中装置回到原始位置。
根据带钢的厚度,对中的压力和速度是自动设定的。
Omega Migatronic焊接机系列说明说明书

OMEGAMIGATRONIC A/S Aggersundvej 33DK-9690 Fjerritslev, Denmark Tel: +45 96 500 The Omega range is targeted at all welding environments- manual and manufacturing industriesSuper simplethree-phase MIG/MAG and MMA inverter welding machines for high performance welding – perfect for mild steel.THE OMEGA RANGE2EASE OF OPERATIONThe Omega range is available with three different control panels: Basic, Classic and Advanced. Basic and Classic are manual control panels by means of which you can operate the machine almost like a step-regulatedwelding machine, but they have all the advantages of an infinitely variable inverter. The Advanced control panel is synergic and features more than 70 versatile welding programs.FROM MIG/MAG TO MMA OR GOUGINGWith the Advanced control panel, the Omega is easy to change over from synergic MIG/MAG programs to MMA welding. Gouging is a standard feature in the Omega 550 with Advanced panel.POWERARC FOR THICK-WALLED PLATESThe program package for Omega 400 and Omega 550 with Advanced panel also includes PowerArc™ programs.OMEGA BOOST OR AUTOTRANSFORMERThe Omega 300 is available withelectronic Boost Converter (autotrans-former) for welding on all mono-phase and three-phase mains voltages. The Omega 400 and Omega 550 are available with a conventional autotransformer.REVERSED POLARITYAll Omega versions feature reversed polarity for welding with innershield wire (without gas).The MWF 27 wire feed unit is turn-able and detachable and equipped with four-roll wire feed system. Made of weather-proof reinforced aluminium, the wire feed unit is ideal for heavy-duty applications, and its control panel makes it easy to operate the welding machine on the welding site.The incorporated cooling system keeps the operating temperature in the torch low, irrespective of current load. This ensures trouble-free wire feeding and long life of wearing parts. The Omega 550S features double cooling and if combined with the FKS type of the MIG-A Twisttorch with a double cooling chamber, optimal comfort is provided under all operating conditions.Classic panel for manual control of the welding machine – including the advantages of the infinitely variable inverterBasic panel for manual setting of welding jobsAdvanced panel featuring e.g. PowerArc™ and DUO Plus™. DUO Plus provides a TIG-like weld appearance and better control of the weld pool. The panel con-tains programs for MIG brazing and welding using flux-cored or solid wires in mild and stainless steels and aluminium.The welding machines may be shownwith optional equipment.The Omega range includes three sizes of power sources: 300 A, 400 A and 550 A. The Omega 300 is available as an air-cooled C version (compact). The Omega 400 and 550 are available as air-cooled or water-cooled in C or S version with separate MWF 27 wire feed unit and replaceable interconnecting cables with quick-release fittings. IGC (Intelligent Gas Control) is an optional feature in all models, ensuring large-scale gas savings and optimal gas shielding in all current ranges.PowerArc ensures full penetration in fillet welds and butt welds and increased welding speed using mild and stainless steels.SUPER-SIMPLE MIG/MAG INVERTERS RANGING FROM 300 A TO 550 A3Welding in mild steel.A program reader is incorpo-rated in the Omega machines for easy software update via the SD card; the welding machines are designed to meet new requirements for materials and shielding gases.Omega 300 C Classic air-cooled and Omega 550 C Advanced water-cooled- both on trolleys.Omega 400 S-W with relief arm.SOFTWARE UPDATESAt you can download software for update of the Omega machines via the SD card.MIG-A TWIST ® - THE NEW GENERATION OF TORCHESThe ergonomic MIG-A Twist torch has a turnable swan neck for easy access to hard-to-reach locations. Control unit for adjustment of welding current at the torch handle is available as optional equipment.THE OMEGA RANGE4Dealer’s stamp:52173038Wire feed speed, m/min.1,5-27,0Wire spool diameter, mm 300Duty cycle 100%/40°C, A/%420 / 100Duty cycle 60%/40°C, A/%500 / 50Torch connection EURO Protection class IP23NormIEC60974-5, IEC60974-10 CL. A Dimensions (H x W x L), mm 470x210x690Weight, kg13We reserve the right to make changes.READ MORE AT • IGC ® Intelligent Gas ControlEXAMPLES OF EQUIPMENT:• IGC ® Intelligent Gas Control • Relief arm for S version • Current control unit• Push Pull kit (Omega 400/550)• Wheels and lifting bracket for MWF 27 (Omega 400S/550S)• Trolley for C version• Efficient cooling with or without flow control • Boost Converter (Omega 300)• Autotransformer 230-500 V (Omega 400/550)• CEE mains plug• Protective frame (Omega 300)•Gouging torch (Omega 550)OMEGA DATA。
米巴赫焊机规格介绍
•退火线
•检查线
•再次卷轧线
•预处理线
激光焊机
类型:CSL
带厚:0.1mm到0.8mm
带宽:600mm到1300mm
镀锡铁皮,薄片金属,镀锡金属薄片,铬合金钢板,奥氏体和铁素体不锈钢-不锈,含涂层
•检查线
•预处理线
•退火线
•镀锡线
•检查和预处理线
电弧焊机
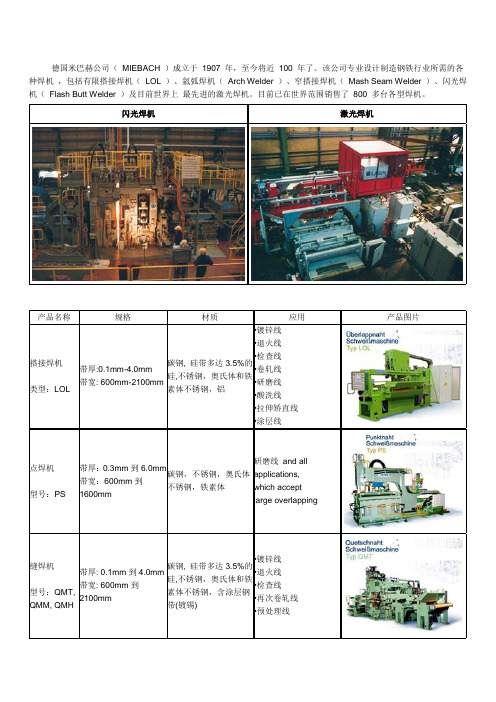
类型:PSA, DMA, BACH)成立于1907年,至今将近100年了。该公司专业设计制造钢铁行业所需的各种焊机,包括有限搭接焊机(LOL)、氩弧焊机(Arch Welder)、窄搭接焊机(Mash Seam Welder)、闪光焊机(Flash Butt Welder)及目前世界上最先进的激光焊机。目前已在世界范围销售了800多台各型焊机。
•镀锌线
•镀锡线
•再次卷轧线
•预处理线
热轧激光焊机
类型:HSL
带厚:0.6mm到6.5mm
带宽:600mm到2100mm
低碳钢,高硬度钢,硅钢,全部TRIP钢,MS钢,奥氏体和铁素体不锈钢,和铝
•酸洗线
•串列轧机
•联接酸洗线和串列轧机
闪光焊机
激光焊机
产品名称
规格
材质
应用
产品图片
搭接焊机
类型:LOL
带厚:0.1mm-4.0mm
带宽:600mm-2100mm
碳钢,硅带多达3.5%的硅,不锈钢,奥氏体和铁素体不锈钢,铝
•镀锌线
•退火线
•检查线
•卷轧线
•研磨线
•酸洗线
•拉伸矫直线
•涂层线
点焊机
型号:PS
带厚:0.3mm到6.0mm
带宽:600mm到1600mm
马钢四钢轧总厂热轧酸洗板米巴赫激光焊机维护和维修探究
马钢四钢轧总厂热轧酸洗板米巴赫激光焊机维护和维修探究摘要:本文作者根据多年工作经验结合,详细阐述马钢四钢轧总厂热轧酸洗板米巴赫激光焊机的使用情况,以加深维护人员对激光焊机原理的掌握,总结出日常维护经验。
前言马钢集团是我国大型钢铁生产基地,位于安微省马鞍山。
随着科技技术的发展,人们生活水平的提高。
热轧酸洗板被作为一种新型的钢材产品和性价比较高的产品;就其目前科技而言,热轧酸洗板己广泛涉及到家庭家电、汽车行业、集装箱、电器控制柜等行业。
在我国目前仅有几家大型轧钢厂可以生产热轧酸洗板,马钢集团则是其中之一。
热轧酸洗板不仅填补了马钢此类产品的空白,同时也提高了马钢酸洗板的整体质量,它替代了冷轧、替代进口和替代小酸洗等产品,大幅度有效地减少生产工序,且降低了生产成本,从而进一步提升了马钢产品的市场竞争力。
1.马钢四钢轧总厂生产的热轧酸洗板使用情况马钢四钢轧总厂生产的热轧酸洗板SAPH370的屈服强度达到325MPa、抗拉强度为405MPa、延伸率为41.5,达到了汽车生产企业对板材的标准要求。
与此同时,将标志着四钢轧已具备生产新型板材产品热轧酸洗板的能力,也有效的提高马钢集团的发展趋势,象征着马钢集团在不断地发展。
热轧酸洗板,其特点是冲压性性能较好;容易成形;表面质量较好;回弹性小;有着较高的强度,再者是一些特殊要求也是可以满足;经过马钢技术中心对热轧酸洗板精心的产品设计,四钢轧总厂技术质量部和设备保障部协同配合中,以紧密相连的精确操作,确保了热轧酸洗板稳定的轧制成功。
热轧酸洗板于2010年12月项目筹建,2011年3月项目建设,2012年6月投产。
热轧酸洗板所需热轧原料卷由马钢2250热轧及新建的1580热轧提供。
2.米巴赫激光焊机的工作原理及组成部分2.1米巴赫激光焊机工作原理:随着我国技术的进步,米巴赫激光焊机是一种先进的设备,它取代了老式的焊机。
米巴赫激光焊机是热轧酸洗板连续生产线上的关键设备。
米巴赫激光焊机位于酸洗板生产线入口段,它能够自动将单个钢带焊接成一个无限长板带。
Miebach激光焊机极限规格焊接质量的控制与研究
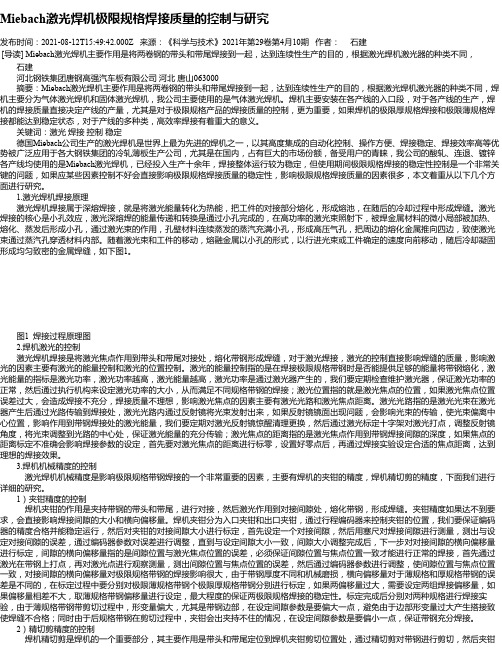
Miebach激光焊机极限规格焊接质量的控制与研究发布时间:2021-08-12T15:49:42.000Z 来源:《科学与技术》2021年第29卷第4月10期作者:石建[导读] Miebach激光焊机主要作用是将两卷钢的带头和带尾焊接到一起,达到连续性生产的目的,根据激光焊机激光器的种类不同,石建河北钢铁集团唐钢高强汽车板有限公司河北唐山063000摘要:Miebach激光焊机主要作用是将两卷钢的带头和带尾焊接到一起,达到连续性生产的目的,根据激光焊机激光器的种类不同,焊机主要分为气体激光焊机和固体激光焊机,我公司主要使用的是气体激光焊机。
焊机主要安装在各产线的入口段,对于各产线的生产,焊机的焊接质量直接决定产线的产量,尤其是对于极限规格产品的焊接质量的控制,更为重要,如果焊机的极限厚规格焊接和极限薄规格焊接都能达到稳定状态,对于产线的多种类,高效率焊接有着重大的意义。
关键词:激光焊接控制稳定德国Miebach公司生产的激光焊机是世界上最为先进的焊机之一,以其高度集成的自动化控制、操作方便、焊接稳定、焊接效率高等优势被广泛应用于各大钢铁集团的冷轧薄板生产公司,尤其是在国内,占有巨大的市场份额,备受用户的青睐,我公司的酸轧、连退、镀锌各产线均使用的是Miebach激光焊机,已经投入生产十余年,焊接整体运行较为稳定,但使用期间极限规格焊接的稳定性控制是一个非常关键的问题,如果应某些因素控制不好会直接影响极限规格焊接质量的稳定性,影响极限规格焊接质量的因素很多,本文着重从以下几个方面进行研究。
1.激光焊机焊接原理激光焊机焊接属于深熔焊接,就是将激光能量转化为热能,把工件的对接部分熔化,形成熔池,在随后的冷却过程中形成焊缝。
激光焊接的核心是小孔效应,激光深熔焊的能量传递和转换是通过小孔完成的,在高功率的激光束照射下,被焊金属材料的微小局部被加热、熔化、蒸发后形成小孔,通过激光束的作用,孔壁材料连续蒸发的蒸汽充满小孔,形成高压气孔,把周边的熔化金属推向四边,致使激光束通过蒸汽孔穿透材料内部。
米巴赫激光焊机培训课件
主讲人:朱明辉
焊机的基本情况介绍:激光焊机有入口导板台,焊 机冷却装置、激光发生器、激光引导梁、激光头、 出口导板台、出口月牙剪等多部分功能区组成。
1 焊机支架 2 焊机支架驱动 3 双切剪驱动 4 双切剪 5 焊机边部定位 6 激光器托轮 7 激光头 8 激光引导轨道 9 激光焦距调装置 10 保护气管 11 精细压辊 12 感应加热装置 13 冲孔装置
设备更换及维护周期管理系统
报警及故障清单
谢谢!!!
焊机主选择画面,按照权限分级可分为三级: oper、engineer、Administrator
1#&2#焊机的区别:带喂丝&不带喂丝
焊机过程中的主要调整参数:焊机的电流强度、带 钢间隙、激光源的焦距、预加热/退火温度等
焊机过程中的主要调整参数:焊机的电流强 度、带钢间隙、激光源的焦距、
入口导板台参数设定范围
15 夹紧导板台 16 夹紧导板台驱动装置 17 锁紧支架 18 中心定位杆 19 带钢边部定位装置 20 带钢到位检测 21 提升辊道 22 操作面板 23 夹送辊 24 入口/出口活套 25 保护气体及管理系统 26 液压站及管理系统 27 废料移出装置
保护气体压力. 5 bar, max. 6 bar 高纯度的保护气体 CO2 99.995 %
He 99.996 %
N2 99.999 % 焊接区域 He 99.996 % 导轨吹扫用气 N2 99.99 % 焊机用点数据 1. 激光冷却及加热 80 kVA 380 V / 3 phase, + 10 % / -15 %,50 Hz ± 2 % 2. 激光源及辅助设备 450 kVA 3 phase 380 V / 3 phase, + 10 % / ห้องสมุดไป่ตู้15 %, 50 Hz ± 2 % 3. UPS电源 2.5 kW, 220 V / 50 Hz 4. 照明及气源 3,5 kVA 220 V / 1 phase, + 10 % / -15 %, 50 Hz ± 2 % 控制用电 220 V / 50 Hz 阀门用电 24 V DC 接近开关及摄像机 24 V DC
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
米巴赫激光焊机(HSL 21)1 焊机总体描述激光焊机位于酸轧线入口段,它能够自动将单个钢带焊接成一个无限长的板带。
焊机结构图如下:1 焊接小车2 焊接小车驱动3 剪子驱动4 剪子装置5 焊接边沿定位6 激光聚焦头7 激光焊接头8 激光束导向9 平整轮10 加热装置(感应加热)11 打孔装置12 废料排出13 板带边沿检测14 废料槽2 数据2.1 焊机类型板带激光束焊机制造商:Hugo Miebach,Dortmund类型:HSL 212.2 板带尺寸和来料材料板带宽度930-2080mm板带厚度 1.8-6.0mm(+/-10%)(焊接范围1.6-6.5mm)钢种等级激光可焊接钢、普通低碳钢、高强度低合金钢、高强钢板和热轧钢带钢类型普通商用钢、冲压钢、深冲钢、超高深冲钢、高强钢(强度340、590、780)2.3 板带通过方向从操作侧看:从左到右板带通过线高度1100mm3 技术数据3.1 机器参数板带水平通道宽2300mm板带垂直通道宽140mm主夹紧力(每一边)大约400KN先导头夹紧力大约40KN双切剪和打孔机剪切力大约800KN剪刀之间的距离140mm打孔机冲头直径14mm板带中心线上冲孔距焊缝的距离100mm焊缝平整力50KN焊接小车速度(无级可调)1m/min. 到12m/min. 焊接和平整后超厚量0%尺寸焊机尺寸(依据图纸),不含开关柜和液压装置长度(线上):大约10 000mm宽度:大约18 800mm高度:大约 4 300mm(板带通过线以上高度)3.2 总重包括所有的附属设备在内总重:大约220吨焊机在运输时要拆卸成几个部分最大单体重量:大约87吨3.3CO激光源2涡轮轴承无油润滑输出激光功率12KW波长10.6m功率稳定性(长期)±2%激光束长度(固定)大约7 100mm3.4 液压站1个三相电机带有泵(加一个备用)90KW/380V, 1500RPM 压力水平Max.18MPa;260l/min 1个油箱标准1 500 l油粘度(动力粘度)ISO,VG 46依据DIN51562 cSt/240℃时46cStmm=.sec推荐用油HLP 46 依据DIN51524,第二部分(矿物油)NAS 61个油液循环泵(加一个备用)Max.1MPa,140l/min用于过滤和油水冷却器 5.5KW 电机1个加热装置8KW作为冷却介质的水最大入口温度35℃最大出口温度45℃水量大约15hm/3压力 2bar(开式循环)冷却水(工业用水)4 公用介质4.1 气动和气体冲刷焊机上装载的阀组气体压力5到7bar压缩气体质量等级3(参照ISO8573-1)4.2 激光气体纯净度CO99.995%2He99.996%N99.996%2惰性气体(焊接区域保护气)He99.996%4.3 供电电气数据主电源电压380V,50Hz,3相带有最大偏差为10%主电源功率110kV A用于激光冷却400kV A用于附属装置照明供电220V/50Hz,1.5kW 不间断电源(用于PLC、HMI和QCDS)220V/50Hz,Max 5KV A 米巴赫内部电磁阀24 V DC;220 V AC 接近开关/光电管24 V DC5 消耗品5.1 矿物油2000升依据规定进行更换和再补充5.2 冷却水5.2.1 液压和水冷用冷却水水用量大约15hm/3温度:入口最大35℃压力2bar(开式循环)冷却水(工业用水)5.2.2 预加热和后加热的冷却(闭式循环)脱盐水、去离子水或蒸馏水,150升5.2.3 激光发生器的冷却水闭式循环:操作中没有冷却液的消耗。
当导电率超过200cmμS/时,整个水量就要改变。
供应水量:1000升发生器对水的要求:脱盐水、去离子水或蒸馏水导电率大约20-30cmμS/5.3 气动压缩空气(不连续)大约36hNm/35.4 气体He48Nl/h 连续N10 Nl/h 连续2CO 2 Nl/h 连续2保护气He大约70 Nl/min 仅在焊接过程中用用于冲刷的气体(N)消耗大约135 Nl/min26 设备的说明6.1.1 激光焊机HSL21,提供者:米巴赫本激光焊机将完全由米巴赫提供主要设备如下:1.带有精密导轨的框架2.滚珠丝杠驱动的C型焊接小车,可以无级调速,包括:-激光先导焊接系统(LPS),包括:焊缝和带钢边沿导向的上辊和下辊液压缸,导向内置式激光焊接头(水冷和高度自动调整),带有反射铜镜和聚焦铜镜基于不同带钢厚度的动态高度调整(两边高度都可调)-上下焊接区域的保护气体(He)-C型小车内部的防尘柜,由防护罩保护,底部有小气流-长度优化、稳定的密封式激光束导向,带有水冷铜镜和铝保护管内部的保护系统(空气干燥系统)-激光电气柜,带有可控式无线电频率发生器(两边都有),安装于框架上-高频感应加热装置,用于带钢边沿的预加热和后加热,包括:-高频转换器-带有感应线圈、合适的变压器、电容振荡回路和水冷的加热单元-高精密度的双切剪,便于激光焊接。
剪刃安装在剪盒内便于快速更换。
双切剪带有内置式打中心孔的打孔设备。
为了维护剪刀的方便,还带有精密研磨设备。
剪子的研磨要按照米巴赫研磨说明来进行。
-剪切废料传送带,放置于下剪处便于自动废料排出-废料溜槽将废料传送至与生产线平行的主传送带上(主传送带不是米巴赫的供货范围)。
-用于带钢边沿检测的光电控制(激光束的开启与停止)-LPS前面的预定位辊-带有导向和液压缸驱动的上下焊缝平整辊-焊接小车所有介质供应的电缆拖链-作为基础设备QCDS 13.带钢入口夹紧装置,带有辅助装置和编码器4.带钢出口夹紧装置,带有辅助装置和编码器5.入口、出口提升辊,带钢线上运行时提升,焊接时下降6.单独安装于地面水平位置的液压单元,带有油箱、油冷、过滤和加热7.单独安装的液压阀台和焊机上的阀焊机上的气动阀8.单独的电气开关柜,带有电气软件和程序队列控制型西门子S7,机上外部接口(以太网)第一人机界面悬挂式操作面板(触摸屏幕(中文,买方再次检验翻译对错))用于控制入口和出口侧焊机的功能,带有激光功能面板(放置于焊机上)第二人机界面一个人机界面在控制室里的控制台,基于标准电脑带有彩色标准监控器(19”).该人机界面作用如下:-帮助和知道操作者-焊接参数输入-预选-带钢数据-故障诊断-互锁-如果需要,实施自动重焊6.1.2 带钢对中设备入口侧:- 一个带钢活套辊- 一个带钢转向- 一个外部带钢对中单元MCD- 夹送辊- 光栅控制来跟踪带钢头- 一个衬垫式带钢对中单元MCD集成在焊接入口夹送装置内。
带有带钢夹持辊,来保证带钢头在横移过程中维持活套,从而避免带钢头向焊机滑移。
出口侧:- 一个衬垫式带钢对中单元MCD集成在焊接出口夹送装置内。
带有带钢夹持辊,来保证带钢尾部在横移过程中维持活套,从而避免带钢尾部向焊机滑移。
- 夹送辊- 一个外部带钢对中单元MCD,安装在支撑台上- 带钢转向- 一个带钢活套辊6.1.3 焊缝质量控制数据系统QCDS 3 代替QCDS1(可选)焊机带有在线焊缝跟踪和质量控制系统。
焊接完成后,三个高分辨率的相机将焊接区域的详细情况拍摄下来。
拍摄结果将在单独的QCDS监控设备上显示。
另外,6个模拟数值、焊接参数可以被记录并且显示下来。
存储能力为最近的5000个焊缝参数。
模拟值:激光功率焊接速度预加热功率后加热功率平整压力LPS辊压力6.1.4 切边剪带有内部传送带的双切边剪剪子中心线位置:距离焊机中心线位置大约2340mm剪切部分:带钢每边最大150mm的宽度差值,剪切废料尺寸180×635mm7.0埃氏焊缝检测仪液压驱动焊缝检测仪,用于线下检测焊缝质量。
检测时考虑:如果焊缝是在轧制方向上破裂,没有问题。
如果焊缝是在焊接方向上破裂,有问题。
8.0 气站包括:一个带有3×2个激光气瓶的气站(氦气、氮气和二氧化碳),该气站带有:●转换开关●自起泡●信号装置●两级减压阀(激光柜内气体混合装置)两个保护气体气瓶(氦),带有:●开关功能●洗气●两级减压阀流量计9.0 功能描述9.1 机器结构焊机主要包括四个主要部分A 带钢入口部分B 带钢出口部分C 激光焊机本体D 液压站(这里不描述)9.2 带钢出口部分机器部件A1 提升辊A2 夹送辊A3 活套A4 夹钳对中装置A5 边部开槽A1 提升辊提升辊安装在夹送辊的框架上。
为了保护焊机和支撑带钢,在带钢运行时,提升辊处于上升状态。
当“带尾接近”信号从生产线输送到焊机,提升辊在夹送辊下降之前下降。
升降辊在焊接准备和整个焊接过程中处于下降位。
边部开槽后,焊机发出“释放带钢”信号到生产线,升降辊再次升起用于过带。
出口提升辊由一个液压缸来驱动,实现提升和下降(入口相同)。
A2 夹送辊夹送辊输送和精确定位带钢边沿进入双切剪(最大速度30 m/min)。
两个液压缸(一个在驱动侧另一个在操作侧)驱动从动辊(上夹送辊)升降。
夹送辊(下辊)固定安装在水平平台的下部。
从动辊下降,实现带钢的传输和夹紧。
夹送辊是由液压马达驱动的。
为了保证夹送辊能够可靠停止,在方向控制阀和液压马达之间安装有回流阀。
带钢就是这样在两个转动的辊子之间实现传送的。
为了实现活套的形成,夹送辊输送速度要比线上速度快。
从动辊上的脉冲发生器检测带钢尾部送入剪子的距离。
A3 活套为了在焊机后面形成活套,在带钢出口部分安装了一个活套辊。
一个液压缸向上移动起活套臂,撑起带钢,形成活套后活套臂下降。
A4 夹钳对中装置带钢出口部分装配有两个对中滑块,每一个都带有对中夹钳,由液压缸和齿轮齿条机构驱动。
对中夹钳以对中速度相向运动直到夹紧压力达到调节压力。
带钢即被定位到生产线中心。
夹钳最大距离:大约2300mm夹钳最小距离:大约550mmA5 边部开槽(侧冲剪)当不同宽度的带钢焊接在一起的时候,焊缝的边部将会妨碍带钢顺利通过穿过生产线后续的其它部件。
这些边部能被侧冲剪切掉。
侧冲剪由驱动侧及操作侧的冲切小车、冲切工具和输送通道组成。
冲切小车和冲切工具由液压缸驱动,相应的初始位、最终位以及冲切小车的定位由传感器(极限开关)完成。
为切掉焊缝边角以及消除带钢宽度上的不同,带钢在焊接完毕后需进一步输送到侧冲剪。
冲切小车向带钢边部移动直至冲切位置。
在冲切工具切削掉焊缝的边角后,冲切小车退回到初始位。
冲切完毕后,冲切的边部废料由内部输送皮带输送至辅助皮带。
废料可以由内部皮带送至操作侧或驱动侧。
最大距离:大约2300mm最小距离:大约550mm9.3 带钢出口部分机器部件B1 夹钳对中装置B2 活套B3 夹送辊B1 夹钳对中装置同出口夹钳对中装置(略)B2 活套同出口活套(略)B3 夹送辊同出口夹送辊(略)B4 带钢检测器(两个光栅)检测进来的带钢9.4 激光焊机本体机器部件C1 底座C2 空项C3 夹紧台C4 夹紧装置C5辅助夹紧装置C6 对中装置C7 焊接小车C8 焊接小车驱动C9 剪子装置C10 剪子驱动C11剪切废料输送C12空项C13 打孔机C14 带钢检测器C15焊接边沿定位C16 预加热C17 激光焊接头导向C18激光焊接头C19 激光支撑辊头C20 后加热C21平整辊导向C22 激光气体装置C23 激光源柜C24 激光束导向系统C25 焊缝检测系统C1底座(横移通道)底座是几个组件的静止的支承架,另外在它上面装配有运行轨道。