RFCC炼制高含硫油的设备防腐
加工高含硫原油设备管道腐蚀及相应措施

20 0 0年 以来 安 庆炼 油 厂 原油 及 主要 生 产 装 置 原 料硫含 量等 基 本情 况见 表 3和 表 4所示 。如 常 减 压装 置 工套 平 均 为 0 9 % , 高 达 1 2 ; 化 .2 最 .% 焦 装置 实 际 进 料 平 均 硫 含 量 为 1 3 % , 高 达 1 .5 最 . 5 % 。两 套装 置均超 过原 料设 计 的硫 含量 值 , 蚀 6 腐
钛材
0 C2 1 R N —P镀 9 rAMo e i
涂料
电化学保护
随着 加工 高 含硫 、 酸值 原 油 , 蚀介 质 变 得 高 腐 越来 越 复杂 , 防腐 蚀 工作增 加 了难 度 。安庆炼 油 给 厂狠抓 防 腐 蚀 措 施 落 实 工 作 , 取 得 了 一定 的 成 并
效。
值上 升 , 次加 工 的硫 腐 蚀 问题 愈来 愈 严 重 , 其 二 尤
是 焦化装 置 ( 表 5 ,00年 至今 , 如 ) 20 己更 换 了 2 0台
管束 , 其泄 漏点 多 在 换 热管 与 管 板 的焊 缝处 , 现 表
为点蚀 、 冲蚀 和裂纹 。 主要原 因为 :
①换 热管 与管板 焊缝 内有 缺 陷 , 在腐 蚀 介质 和 液体 冲刷作 用 下 , 层金 属 冲蚀 , 孑 ( 为针 孔 ) 表 气 L多
收 稿 日期 : 0 —1 —3 2 1 0 0 0 作 者 简介 : 长 青 ,92年 毕 业 于 浙 江 大 学 材 料 系 。 高 级 郑 18 工程 师 。
第 3期
郑 长 青 等 . 工 高 含硫 原 油设 备 管道 腐 蚀 及 相 应 措 施 加
相 当严重 。
表 3 原 油 含硫 情 况
( 庆 石 化 分 公 司炼 油 厂机 动 科 , 安 安徽 安 庆 260 ) 40 1
加工高含硫原料对装置的影响和对策
加工高含硫原料对装置的影响和对策景录昌中石化金陵分公司(南京210033)摘要金陵分公司作为集团公司进口油加工基地,原料硫含量逐年上升,RFCC作为分公司重油加工的要紧装置之一,硫对装置的阻碍越来越明显,本文将就硫对装置的阻碍,降低产品硫含量和减少硫污染的手段进行调研并简要分析。
关键词高硫原料污染汽油总硫腐蚀1 前言中国石化金陵分公司是一个大型燃料型原油加工基地,依照集团公司的“十五”规划,金陵分公司作为进口油加工基地,“十五”末,高含硫原油加工能力将达到500万吨/年,占加工能力的50%,这其中的绝大部分今后自中东地区。
重油催化装置是按照处理管输蜡油与渣油的混合料而设计的,其设计的原料硫含量只有0.54 %。
而中东原油如典型的沙特轻质原油硫含量为1.7%,中质、重质原油硫含量达2.8%,其催化原料硫含量将达到2%~3%,远远高出装置设计值。
原料中硫杂质的存在不仅阻碍产品质量,对设备腐蚀、环境污染和安全生产也构成一定的威逼。
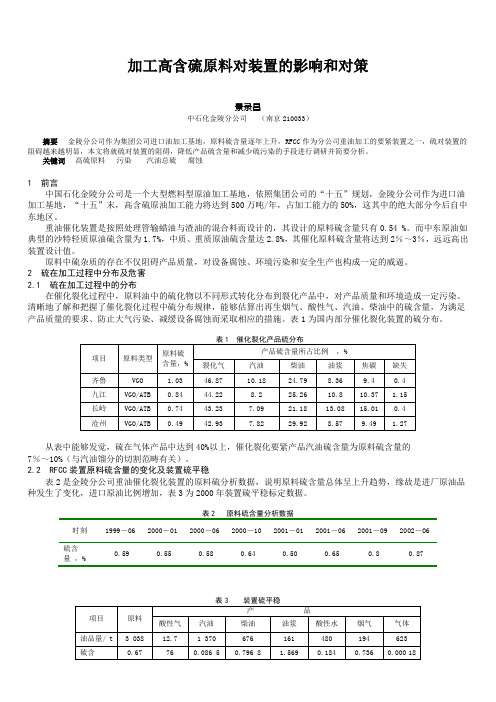
2 硫在加工过程中分布及危害2.1 硫在加工过程中的分布在催化裂化过程中,原料油中的硫化物以不同形式转化分布到裂化产品中,对产品质量和环境造成一定污染。
清晰地了解和把握了催化裂化过程中硫分布规律,能够估算出再生烟气、酸性气、汽油、柴油中的硫含量,为满足产品质量的要求、防止大气污染、减缓设备腐蚀而采取相应的措施。
表1为国内部分催化裂化装置的硫分布。
从表中能够发觉,硫在气体产品中达到40%以上,催化裂化要紧产品汽油硫含量为原料硫含量的7%~10%(与汽油馏分的切割范畴有关)。
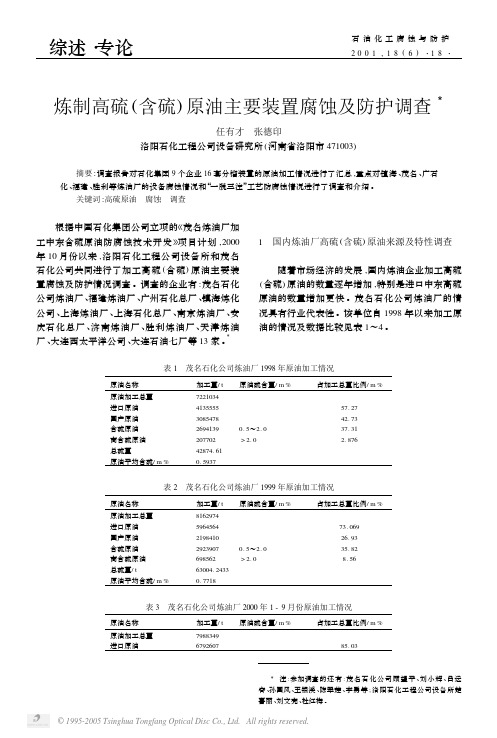
2.2 RFCC装置原料硫含量的变化及装置硫平稳表2是金陵分公司重油催化裂化装置的原料硫分析数据,说明原料硫含量总体呈上升趋势,缘故是进厂原油品种发生了变化,进口原油比例增加,表3为2000年装置硫平稳标定数据。
表2 原料硫含量分析数据时刻1999-06 2000-01 2000-06 2000-10 2001-01 2001-06 2001-09 2002-06硫含0.590.550.580.640.500.650.80.87量,%从表3能够看到,在装置加工过程中,有约50%的硫以硫化氢的形式去硫磺回收制硫,其余的硫则随产品带出,在产品使用中以SO X的方式排入大气,造成污染。
加工含硫原油的设备腐蚀问题与对策

加工含硫原油的设备腐蚀问题与对策*摘要综述了加工含硫原油对设备的腐蚀问题和应采取的对策。
认为应提高原料油和产品的脱硫能力,和做好工艺防腐及设备的选材工作。
关键词含硫原油性质腐蚀与防护世界原油的硫含量在不断升高,目前硫含量在1%以上的原油占世界原油总产量的55%以上。
据预测原油平均相对密度将上升到 3 g/cm3,硫含量将上升到%。
2001年中国石油化工集团公司下发了《加工高含硫原油安全管理规定》,明确含硫量在1%以上的原油为高含硫原油。
随着我国沿海炼油厂加工含硫原油规模的不断扩大和我国环保要求的不断提高,加工含硫原油所面临的问题也越来越多。
含硫原油有两个比较突出的特点,一是硫含量高,如伊朗拉万原油的硫含量达%,其大于500℃的减压渣油硫含量高达%;二是轻馏分多,蜡油收率较高,如沙特拜里原油小于180℃轻馏分质量收率达%,而我国胜利原油小于180℃轻馏分质量收率只有%(几乎不含C3和C4)。
因此加工含硫原油带来了加工工艺的改动、设备的腐蚀与防护,以及环境保护等问题。
1 含硫原油的主要性质含硫原油主要来自中东,如沙特、伊朗、伊拉克、阿联酋、科威特、阿曼等国家,其主要性质见表1。
从中可见,含硫原油与中国胜利原油相比,轻馏分都较多,密度、粘度、酸值、胶质、凝点和闪点都较低,钒含量则普遍较高,各段馏分的硫含量都较高。
表1 含硫原油的主要性质原油种类伊朗拉万沙特轻质伊朗重质伊朗轻质沙特拜里加蓬曼吉美国北坡阿曼阿联酋穆尔班中国胜利评价日期1997-08-06 1995-03-061997-03-051995-08-271995-12-231997-06-231998-07-271997-07-171993-06-031998-05-20含量,% 0密度/()凝点/℃-22 <-30 <-30 -16 <-30 -15 <-30 <-30 -7 15 开口闪点<28 <21 <21 28 <18 <28 47 <25 <29 57●/℃50℃粘度/()酸值(KOH)/()残碳,%盐含量/()蜡含量,%硅胶胶4 质, %沥青质,%镍含量(×10-6)钒含量(×10-6)HK-180℃收率,%180~260℃收率,%260~360℃收率,%360~500℃收率,%>500℃收率,%汽油含硫,%煤油含硫,%柴油含硫,%蜡油含硫,%减渣含硫,%注:均油轮采样。
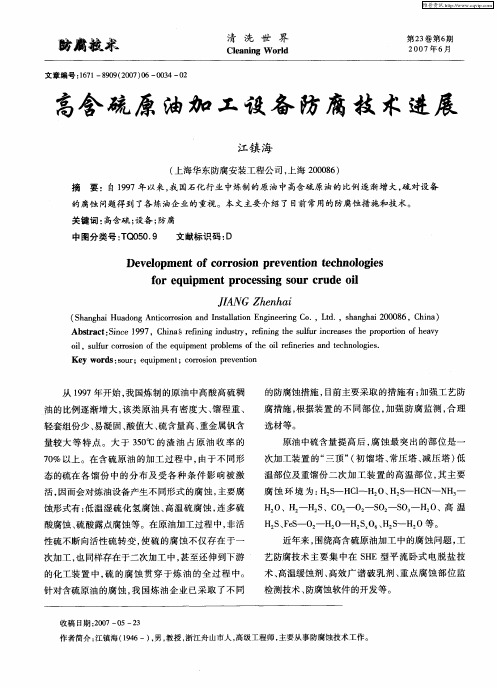
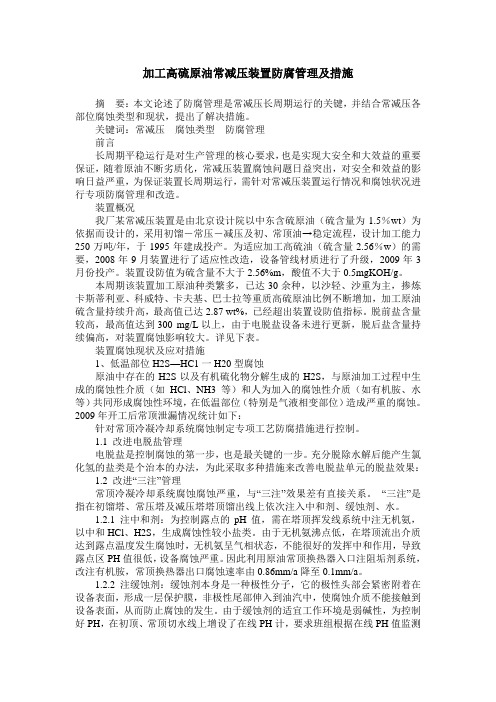
炼制高硫含硫原油主要装置腐蚀及防护调查
原油硫含量/ m %
0. 5~2. 0 > 2. 0
占加工总量比例/ m % 14. 97 56. 43 25. 57
表 4 茂名石化炼油厂近三年加工含硫原油情况对比
项目
原油加工量/ t 含硫油比例/ m % 高硫油比例/ m % 平均含硫/ m %
1998 年
7221034 37. 31 2. 876 0. 5937
油种
硫含量/ m % 酸值/ mgKOH·g - 1 氮含量/ m % 平均 最高 平均 最高 平均 最高
陆比 (越南) ,米纳斯 (印尼) ,韦杜里 (印尼) ,西江 0. 1 (中国) ,涠州 (中国) ,大庆等
0. 16 0. 17 0. 28
阮东 (越南) , 陆比 ( 越南) , 渤中 ( 中国) , 阿塔克 0. 104 0. 5 (印尼) ,米纳斯 (印尼) ,韦杜里 (印尼) ,古尔法克 斯 (挪威) ,奥赛贝格 (挪威) ,布伦特 (英国北海) , 辛塔 (印尼) , 西江 ( 中国) , 涠洲 ( 中国) , 阿朱纳 (印尼) ,卡宾达 (安哥拉) 等 。
辛塔 ,奥赛贝格 ,韦杜里 ,陆比 ,都兰 ,葵花 ,南非 0. 14 0. 30 0. 21 0. 45 0. 051 0. 082 NEMBA 等
沙轻 ,阿曼 ,黄岛 ,平湖 ,卡宾达 ,马西拉 ,韦杜里 , 0. 477 1. 96 0. 119 0. 44 0. 051 0. 085 穆尔班 ,陆丰 ,奥斯柏格等
阿曼 、沙特 、伊朗 、白虎 、西江 、涠洲等
硫含量/ m % 平均 最高
1. 08 2. 40 1. 34 3. 06
2. 56
酸值/ mgKOH/ g 平均 最高
1. 41 1. 37
高含硫原油加工设备防腐技术进展
从 1997年开始 ,我 国炼 制 的原油 中高酸 高硫 稠 油 的比例逐渐 增 大 ,该 类 原 油 具有 密 度 大 、馏 程 重 、 轻套组份少 、易凝 固、酸值大 、硫含量高、重金属钒含 量较 大 等 特 点 。大 于 350 ̄C的渣 油 占原 油 收 率 的 70% 以上 。在 含 硫原 油 的加 工 过程 中 ,由 于不 同形 态 的硫 在 各 馏 份 中 的分 布 及 受 各 种 条 件 影 响 被 激 活 ,因而会对 炼油设 备产 生不 同形式 的腐 蚀 ,主要 腐 蚀 形式 有 :低 温 湿硫 化 氢 腐 蚀 、高 温硫 腐 蚀 ,连 多 硫 酸腐蚀 、硫 酸露 点腐蚀 等 。在原 油加工 过程 中,非 活 性 硫不 断 向活性 硫 转 变 ,使 硫 的腐 蚀 不 仅存 在 于 一 次 加 工 ,也 同样存在 于二 次加工 中 ,甚 至 还伸 到下 游 的化 工装 置 中 ,硫 的腐 蚀 贯 穿 于 炼 油 的全 过 程 中 。 针 对含 硫原油 的腐 蚀 ,我 国炼 油 企 业 已采 取 了不 同
维普资讯
盼瘸渡 尜
清 洗 世 界
Cleaning W orld
第 23卷第6期 2007年 6月
文章编号 :1671—8909(2007)06—0034—02
高含 硫 原 油加 工设备 防腐技 术进展
江镇 海
(上海华 东防腐 安装工 程公 司 ,上 海 200086) 摘 要 :自 1997年 以来 ,我 国石化行 业 中炼制 的原油 中 高含硫 原 油的 比例 逐渐 增 大 ,硫 对设 备 的腐蚀 问题得 到 了各 炼油企业 的重视 。本 文主要介 绍 了 目前 常用的 防腐蚀 措施 和技 术。 关键 词 :高含硫 ;设备 ;防腐 中图分类 号 :TQ05O.9 文献标识 码 :D
加工高硫原油常减压装置工艺设备防腐措施
停 工检 修 , 并进 行 了 1 Mta的扩 能改 造 工作 , 0 / 首 期运行 一 年六个 月 。2 0 0 3年 4月停 工 大 检修 后 ,
至 20 0 5年 3 底 累计运 行 7 5天 。投 产初 期 , 月 2 一 直存 在 着常 压 塔 塔 顶 油 气 换 热 器 严 重 腐 蚀 的 问
维普资讯
腐蚀与防护
P o 工 备 术i0ntTechnolgy 石r化 emialEqu267)4- 油Ch设c技 ,022 o ,(・ 8 e t p me
加 工 高硫 原 油 常减 压 装 置 工 艺 设 备 防腐 措 施
沈 强锋
( 国 石 化 镇 海 炼 油化 工 股 份 有 限公 司 , 江 宁波 3 0 ) 中 浙 12 7 5
看 出 , 月 的 氯 离 子 平 均 含 晕 都 高 达 3 0~ 每 0
50gg 0 / / 。在加 工 乌 拉 尔 原 油 时 , 后 原 油 盐 含 x 脱 量 在 3n / 以下 。但 常 顶 切 水 中氯 离 子 含 量 高 rg I 达 96 2 gg 7 .  ̄ / 。H2 S和 HC 含量 的上 升 , 疑 加 1 无 剧 了塔顶 系统 的腐 蚀 。
镇海 炼油 化工 股份 有 限公 司 第 Ⅲ套常 减压 装
置塔 顶 系统有 一 部 分 是碳 钢 设 备 , 加 工 高 硫 原 在
油过 程 中 , 产生 了 比较严 重 的腐蚀 。投产不 久 , 常 顶换 热 器 ( 1 2 B) E 0 A/ 就发 生 腐 蚀 泄 漏 , 蚀 较 严 腐 重 , 20 至 0 0年 1 O月先后 共 发生腐 蚀泄 漏 2 O次 。
高含硫原油加工设备工艺防腐技术
( )在工 艺 上 ,尽 量 减 低环 境 中 卤 素离 5 子 的浓 度 ,增 加 p 值 ,添 加 适 量 的 缓 蚀 剂 , H 以 防止氯 化物 离子 吸 附而造 成腐 蚀 。
( 收稿 日期 :20 -83 ) 0 70 —1
( )造 成 两 冷 却 器 器 壁 奥 氏体 不 锈 钢 1 0 r8 i 34)腐 蚀 的 主 要 原 因 是 氯 化 铵 ClN9( 0 N 1 H C 和氯 气 C 引起 的点蚀 ( L ) l 孑 蚀 和应 力腐
工艺防腐措施 ;根据装置的不同部位 ,加强防 腐监测 ;合理选材等。
原 油 中硫 含 量提 高后 ,腐 蚀 最突 出的部 位 是 一 次加工装 置 的 “ 顶 ” ( 馏 塔 、 压 塔 、 三 初 常
原油的加工过程中,由于不同形态的硫在各馏
分 中的分 布及 受各 种 条件影 响被激 活 ,因而会
对炼油设备产生不 同形式的腐蚀。主要的腐蚀 形式有 :低温湿硫化氢腐蚀 、高温硫腐蚀 、连 多硫 酸腐 蚀 、硫酸 露 点腐蚀 等 。在 原油 加工 过
程 中 ,非 活性 硫不 断 向活性 硫 转变 ,使 硫 的腐 蚀不 仅存 在 于一 次加 工过 程 中 ,也 同样 存在 于 二 次加工 中 ,甚 至延 伸到下 游 的化 工工 艺 ( 装 照片 可 以看 出 :冷 却 器 E一94的奥 氏体组 织 0 不正 常 ,而冷 却器 E一95的奥 氏体 组 织 比较 0 正 常 ,说 明冷 却器 E一94器 壁 材 料 的 固熔 或 0 稳定性 处 理不 当 ,基 体 中存 在 弥散 的析 出二 次
0 一H 0一H S0 ,H S—H2 2 2 2 6 2 0等 。
近些年来 ,围绕高含硫原油加工中的腐蚀
加工高硫原油设备管道的防腐蚀管理
综 述 ・ 论 专
P t e e, c 1‘ er h m a c 2 o o 2
.
石油化工腐蚀与防护
.
加 工 高硫 原 油 设 备 管道 的 防腐 蚀 管 理
麦 郁穗 曾彦华
( 中国石化广州分公司机动部 . 广东广州 502 ) 176
在 06 %, . 8 蒸馏( 则定为 单 炼 阿 曼 油( 含 二) 硫 量 约 11 。从表 1 .%) 中可以粗略看出单炼阿曼油
后 . 次加工装 置原料 的硫 含量有 上 升 的趋势 。 二
伊轻 、 曼吉 、 阿曼等廿多种。2 0年全年加工含硫 0 C
表 1 各生产装置 加工原料古硫情况 w %
第 1 期
麦郁穗 等 加工高硫 原油设备管道防腐蚀管理
腐蚀 减薄 、 孔 的情 况 时有 发 生 。表 2是 20 穿 C0年 炼 油各 主要 装置设 备腐蚀 情况 , 统计 数据 显示该年 度 的腐蚀 问题 主要 集 中在 管道 ( 门 )冷换 设 备等 阀 、 部位 表 3 20 是 0 1年 J~8月 炼 油各 主 要装 置 腐
从表 1 以看 出 : 套蒸馏 原设 计炼 制 的原 油 可 二 硫含 量较低 , 由于生 产 需 要 , 其硫 含量 的上 限 值 已
多次被重新 评估 . 实际 L 整套 炼油 系统 大部 分装 置
一
仍 集 中在水冷 器 和管线 两部分 。 管线 的腐 蚀 , 要是 高 温 部 位 的 管 线 材 质较 主 差, 同时 又缺乏 必 要 的 高 温腐 蚀 监 测 的管 理 手段 , 当管 线腐 蚀穿孔 造 成泄漏 时 , 随着 发 生火灾 的 常伴 危险
原油 64M , 中硫含 量 ≥l 的原 油 197 , .9 r其 % .8Mt占
加工含硫原油工艺设备的腐蚀与防护

Ⅱ套 常 碱 压 装 置 于 1 8 9 9年 投 产 , 始 处 理 量 原 2 0 k / , 9 7年 改 造 成 3 0 k / 。 1 9 o ta 1 5 9 0 0 ta 4年 为 降 9 低 蜡 油 中 铁 离 子 含 量 , 减 压 塔 减 一 线 至 减 三 线 将 内 壁 条 衬 1 1 NiTi 。 1 9 9 板 8 9 4年 至 1 9 7年 大 9
摘
要 : 工 ( 掺 炼 ) 口分 硫 、 酸值 原 油 , 工 艺设 备 和管 道 造 成 严 重席 蚀 。作 者 结合 实 际 工 作 , 加 或 进 高 对 着
重 阐述 了镇 海 炼 油 化 工 股 份 有 限公 司炼 油 厂 加 工 进 口原 油 时 . 常减 压 装 置 、 气体 脱硫 装 置 工 艺设 备 和 管道 的 腐 蚀 情 1 分析 了腐蚀 原 殴和 腐蚀 机 理 , 提 出 了防 腐 蚀 措 施 。 兄, 并 关键词 : 舍硫 高 酸 值 原 油 ; 工 ; 加 腐蚀 ; 防护 中 图分 类 号 : E 8 T 9 6 文献 标 识 码 : 文 章 编 号 : 0 68 0 ( 0 2 0 0 38 B 10 8 52 0 >305 ~4
二级二 台罐采用交直流电场 , 台罐设 三台变压器 . 每
均 选 用 长 江 ( 中 ) 脱 盐 设 备 公 司 的 产 品 脱 盐 扬 电 效 果 较 好 , 后 基 本 上 能 满 足 含 盐 量 小 于 5 / 脱 mg I 的指 标 。 缓 蚀 剂 长 期 使 用 7 1 . 证 按 量 注 入 。 0 保 9 从材料 角度 讲 , Ⅱ套 常 减 压 装 置 已基 本 达 到
减 压 装 置 耐 腐 蚀 状 况 基 本 良好 。 但 由 于 加 工 原 油
加工高硫原油常减压装置防腐管理及措施
加工高硫原油常减压装置防腐管理及措施摘要:本文论述了防腐管理是常减压长周期运行的关键,并结合常减压各部位腐蚀类型和现状,提出了解决措施。
关键词:常减压腐蚀类型防腐管理前言长周期平稳运行是对生产管理的核心要求,也是实现大安全和大效益的重要保证,随着原油不断劣质化,常减压装置腐蚀问题日益突出,对安全和效益的影响日益严重,为保证装置长周期运行,需针对常减压装置运行情况和腐蚀状况进行专项防腐管理和改造。
装置概况我厂某常减压装置是由北京设计院以中东含硫原油(硫含量为1.5%wt)为依据而设计的,采用初馏-常压-减压及初、常顶油→稳定流程,设计加工能力250万吨/年,于1995年建成投产。
为适应加工高硫油(硫含量2.56%w)的需要,2008年9月装置进行了适应性改造,设备管线材质进行了升级,2009年3月份投产。
装置设防值为硫含量不大于2.56%m,酸值不大于0.5mgKOH/g。
本周期该装置加工原油种类繁多,已达30余种,以沙轻、沙重为主,掺炼卡斯蒂利亚、科威特、卡夫基、巴士拉等重质高硫原油比例不断增加,加工原油硫含量持续升高,最高值已达2.87 wt%,已经超出装置设防值指标。
脱前盐含量较高,最高值达到300 mg/L以上,由于电脱盐设备未进行更新,脱后盐含量持续偏高,对装置腐蚀影响较大。
详见下表。
装置腐蚀现状及应对措施1、低温部位H2S—HC1一H20型腐蚀原油中存在的H2S以及有机硫化物分解生成的H2S,与原油加工过程中生成的腐蚀性介质(如HCl、NH3等)和人为加入的腐蚀性介质(如有机胺、水等)共同形成腐蚀性环境,在低温部位(特别是气液相变部位)造成严重的腐蚀。
2009年开工后常顶泄漏情况统计如下:针对常顶冷凝冷却系统腐蚀制定专项工艺防腐措施进行控制。
1.1 改进电脱盐管理电脱盐是控制腐蚀的第一步,也是最关键的一步。
充分脱除水解后能产生氯化氢的盐类是个治本的办法,为此采取多种措施来改善电脱盐单元的脱盐效果:1.2 改进“三注”管理常顶冷凝冷却系统腐蚀腐蚀严重,与“三注”效果差有直接关系。
浅析高硫原油对炼油设备的腐蚀与防护
浅析高硫原油对炼油设备的腐蚀与防护Abstract This article describes the corrosion characteristics of Middle East crude oil,main types of sulphide cor rosion and relevant preventive measures as well as the way to strengthen the cor rosion preventing research and implement scientific management.1 概述广州石油化工总厂经过二期扩建和改造,原油处理能力已达770万t/a,原油来源多数为进口原油,1997年原油进口量达总处理量的97%,预测亚太地区石油产量日趋减少,中东地区,特别是沙特原油仍稳定供应,中东原油占世界贮量的65%。
由于中东原油普遍含硫高且价格相对较低,所以广石化总厂选择炼中东高硫原油的比例越来越多,从而造成炼油装置中硫的腐蚀将越加严重。
需要尽快对设备防腐蚀问题进行深入研究,正确选择有关装置的设备材料及防腐措施,确保加工含高硫原油装置的正常运转。
2 中东油的腐蚀特点2.1含硫原油的腐蚀源原油中的硫化物主要有硫醇(RSH)、硫醚(RSR')、硫化氢(H2S)、多硫化物(RMS N )等。
这些硫化物中参与腐蚀反应的主要是H2S、S、RSH和易分解成H2S的硫化物,一般称其为腐蚀源或活性硫。
不同的原油所含硫化物的组成不同,即使总含量接近,在加工过程中生成的活性硫化物量也可能出现较大的差别。
如图1所示。
以含硫相近的阿拉伯原油(含硫1.7%)与伊朗原油(含硫1.4%)相比,在250~330℃馏分中的H2S含量,阿拉伯原油高达180mg/L,而伊朗原油只有20mg /L,就是说该馏分所在常减压分馏塔部位前其腐蚀基本没有,而炼阿拉伯原油时要比炼伊朗原油时产生H2S含量严重得多.硫含量不同的原油,腐蚀部位也不一样。
炼制高硫原油对设备的腐蚀与安全对策
收到初稿:2002203228;收到修改稿:2002207208作者简介:卜全民,男,1976年生,硕士生Tel :025-******* E -mail :buquanmin @炼制高硫原油对设备的腐蚀与安全对策卜全民 温 力 姜 虹 崔克清南京工业大学安全工程研究所南京210009摘要 介绍了炼制高硫原油对设备的危害性,并着重论述了炼制高硫原油的安全对策.关键词 高硫原油 加工 腐蚀 安全对策中图分类号 TQ441.12;TQ086.3 文献标识码 A 文章编号 100226495(2002)0620362203ON HIGH-SU LFUR CRU DE OI L IN D UCED CORR OSION OF PR OCESSING EQUIPMENT AN D COUNTERMEASURESBU Quanhmin ,WEN Li ,J IAN G Hong ,CU I KeqingInstitution of S af ety Engineering ,N anjing U niversity of Technology ,N anjing 210009ABSTRACT The harmful effect of high sulfur containing crude oil on the processing facilities of re 2fineries was summerized and the emphasis is placed on the countermeasures for giving assurance of safe 2ty operation.KE Y WOR DS high -sulfur crude oil ,processing ,corrosion ,safety countermeasures 近年来,国内原油产量已不能满足原油加工能力的要求,进口原油加工量逐年增加,已占原油加工总量的40%左右.国际上多把含硫量大于2%的原油称为高硫原油〔1〕,而把含硫量在015~210%的原油称为含硫原油.一般说来,含硫量在1%以上的原油在加工过程中就会引起严重的腐蚀问题,所以在行业内部又把含硫量在1%以上的原油泛称为高硫原油〔2〕.典型含硫原油的含硫分布情况如表1列出的10种情况〔3〕.由表1中典型含硫原油的分布情况数据可以看出:中东原油含硫量高,尤其是重质原油.我国进口原油绝大多数是中东原油,因此,在加工炼制过程中,产生的设备及管线腐蚀问题相当严重,从而导致一系列由于硫腐蚀而引发的各类事故和潜伏的隐患,对此必须给予高度的重视并采取有效的安全防范措施.1腐蚀机制原油中的硫包括元素硫、硫化氢、硫醇以及分子量大、结构复杂的含硫化合物.通常将原油中的元素硫、硫化氢和低分子硫醇等能直接与金属作用而引起设备腐蚀的,统称为活性硫;而其余不能直接与金属作用的硫化物统称为非活性硫.在加热炉出口温度为358℃~366℃时,高硫原油中硫化物分解产生的H 2S 量约占蒸馏塔顶瓦斯量的114%~311%.由于硫化氢呈弱酸性,在硫化氢的水溶液中,含有氢离子、硫化氢离子、硫离子和硫化氢分子,故可与金属产生化学反应,从而产生H 2S 腐蚀.原油中所含的CaCl 2和MgCl 2两种氯盐不仅在电脱盐过程中难以脱除,而且又极易产生水解,具有关资料介绍在炉出口温度(358℃~366℃)时,Mg 2Cl 2的水解率为95%,CaCl 2水解率约为10%,具体水解方程式如下:CaCl 2+H 2O →Ca (OH )2+2HClMgCl 2+H 2O →Mg (OH )2+2HCl故当脱盐达不到一定的深度时,即使氯化物含量降低很多,钙离子和镁离子的含量也不会降得太多〔4〕.产生的HCl 气体遇水形成盐酸后,其腐蚀性更强,其腐蚀原理按下反应式进行:Fe +2HCl →FeCl 2+H 2且盐酸的腐蚀主要在初凝相变区.在H 2S 的水溶液中,当有氯离子存在时,不仅H 2S 的腐蚀作用大大增强,而且HCl 也能破坏金属表面上已经生成的具有保护作用的硫化亚铁膜,使第14卷第6期2002年11月 腐蚀科学与防护技术CORR OSION SCIENCE AN D PR OTECTION TECHN OLOG Y Vol 114No 16Nov 12002T able1Distribution of typical crude oil containing sulfur序号原油名称原油含硫汽油含硫分布煤油含硫分布柴油含硫分布蜡油含硫分布减渣含硫分布1胜利1100010080102010120105013435100168171911547610 2伊朗轻11350105015011721111181515116216193105514 3伊朗重11780109017013231111449141187131531517319 4阿曼111501030130110811401488171110201121556915 5伊拉克轻1195010180120140741411127152142381241564915 6北海混合11230103401701414512111410121152341331214915 7卡塔塔尔1142010460180131317112410132109331831095114 8沙特轻质117501036014014331911217152148441541104315 9沙特中质214801034013016331511516123101351551515313 10沙特重质218301033012015421411484192185321161006014金属表面裸露于H2S的腐蚀环境中.促使H2S再次与Fe反应,并不断循环,其反应方程式如下: H2S+Fe→FeS+H2FeS+2HCl→FeCl2+H2S即使金属表面因腐蚀而生成氧化铁保护膜,氧化铁仍能溶于HCl,而生成FeCl3,其反应原理按下反应式进行:Fe2O3+6HCl→2FeCl3+3H2O而这些反应产物均易溶于水,因此H2S和HCl 可进一步与金属发生反应,故可对设备造成严重的腐蚀.2设备腐蚀在高硫原油的加工过程中,由于非活性硫不断向活性硫转变,使硫腐蚀不仅存在于一次加工装置,而且也存在于二次加工装置,甚至延伸到下游加工装置.因此,可以说硫腐蚀贯穿于炼油的全过程.同时硫腐蚀又与氧化物、氯化物、氮化物等腐蚀介质共同作用,形成一系列错综复杂的腐蚀体系.在炼油装置的低温部位、高温部位以及储运系统等均有腐蚀发生.常见腐蚀问题主要集中于以下环境:1脱硫、酸性水气提等装置的某些部位,其主要腐蚀环境为:H2S-CO2-乙醇胺-H2O;2常减压蒸馏装置的初馏塔、常压塔顶低温部位,包括挥发线等轻油部位的冷凝冷却系统,和催化重整装置的某些冷却系统,主要腐蚀环境为:H2S-HCl-H2O;3催化裂化、延迟焦化等二次加工装置的冷凝冷却系统,其主要腐蚀环境为:H2S-HCN-N H3-H2O;4加热炉、转化线、塔器、转换器等高温部位,其主要腐蚀环境为:高温硫和H2S;5其它还有低温部位的H2S-H2O和高温部位的H2S-H2及连多硫酸等腐蚀环境.总之,炼制高硫原油时,设备和装置的其它机械、配管由硫化物引起的各类腐蚀比原来要严重的多,必须给予足够的重视.3安全对策311提高装置的抗腐蚀能力对H2S浓度大于50mg/L的腐蚀环境,壳体宜选用抗拉强度不小于414MPa的碳钢或碳锰钢材料;对H2S浓度大于50mg/L且氰化物大于20mg/ L的腐蚀环境,壳体宜选用碳钢或碳锰钢+OCr13复合钢板,内件选用OCr13〔5〕.用碳锰钢作壳体材料时,由于Mn的偏析容易产生马氏体和贝氏体,使焊后组织增加开裂倾向,故含Mn的低合金钢不宜用于制造湿H2S环境中的压力容器.目前通用的做法是控制Mn含量,如国内的16MnR钢规定Mn的含量必须小于1160mass%,日本规定的Mn含量约为114mass%〔6〕.312采用“一脱三注”的防腐手段由于蒸馏装置塔顶腐蚀环境中氯离子浓度较高,再加上各种应力的影响,极易造成氯离子腐蚀开裂,因此低温轻油部位的材料升级难度较大,故采用“一脱三注”为核心内容的工艺防腐蚀手段显得异常重要,一脱即:脱硫,三注即:注胺(氨)、注缓蚀剂和注水.3636期卜全民等:炼制高硫原油对设备的腐蚀与安全对策 T able2Optimal pH valueHS,mg/L p H值(max)p H值20516511~51650514419~514100513418~513200511416~511在塔顶系统注氨水是国内控制p H值的常用方法,但也是设备发生垢下腐蚀的主要原因(约占设备腐蚀的80%),其腐蚀速度是均匀腐蚀的20倍.垢下沉积中的FeS约占70%~80%,FeS是原油塔顶系统中溶解度最低的盐,其溶解性取决于p H值和硫化物浓度.一些研究结果表明,塔顶系统最佳p H 值范围比推荐的范围(515~710)要低,如表2所示〔7〕.在此范围内操作,易于控制沉积物形成,从而减少中和剂用量,延长设备寿命.目前多数塔顶系统采用的p H值范围为511~516,即使在含硫量较高的情况下,p H值最低下限也不能低于416.313高温硫腐蚀对策在高温条件下,硫化氢与奥氏体不锈钢将发生化学反应生成硫化亚铁.为此,炼油装置的高温部位应可选用碳钢+OCr13或+OCr18Ni10Ti(SUS405)等铁素体不锈钢复合板.塔内件选用+ OCr13112AlMoV钢渗铝等,换热器的管子选用Cr5Mo和碳钢渗铝.塔体材料也可选择+ OCr18Ni10Ti(SUS321),其耐硫腐蚀和环烷酸腐蚀性要优于+OCr13或OCr13Al,并且加工性好.管线通常选用Cr5Mo防腐蚀是合适的,但对于转油线弯头等冲刷严重的部位,则应选用316L〔8〕.314高温烟气硫酸露点对策基于烟气在露点以上基本不存在硫酸露点腐蚀的问题,而采用在准确测定烟气露点的基础上,通过提高排烟温度以达到预防烟气露点腐蚀的目的.烧结合金涂层的方法也可解决高温烟气硫酸露点腐蚀的问题.烧结合金涂层即采用超合金化原理,在具有保护和还原环境中烧结而成,其最高使用温度在600℃左右,其导热性能也十分良好,与基体结合也极为紧密,从而也可达到预防烟气露点腐蚀的目的.4结束语炼制高硫原油不仅要根据原油的性质确定合理的加工流程和工艺,更要注意其对设备的要求以及对设备的腐蚀情况.为此,加工高硫原油时,应从源头、过程和后处理三方面综合考虑,重点解决好腐蚀严重、容易造成事故的重点装置和重点部位.参考文献:〔1〕崔克清主编.安全工程大词典.北京:化学工业出版社,1995.11〔2〕崔克清主编.化工安全技术.北京:化学工业出版社,1984.11〔3〕Ushlo M,K am iya K,Y oshlda T,et al.Production of High VI Base Oil by V G O Deep Hydrocaking.ACS(automatic controlsystem)Prepr,1998,37(4):1293〔4〕刘积贤.工业锅炉安全技术.北京:化学工业出版社,1999.3〔5〕崔克清主编.化工过程安全工程.北京:化学工业出版社, 2002.1〔6〕刘羽辉.金属材料物理性能检验标准工作手册.北京:技术标准出版社,1992.46〔7〕Hennico,Billon A,Bigenrd PH,et al.Revue de L’institute du Petrole,Princeton,1993,4:5〔8〕徐坚、戴新民、夏再筑.腐蚀金属学及耐腐蚀金属材料.杭州:浙江科学技术出版社,2001.6(上接第325页3结论在本实验条件下,含锌铬黄防锈颜料的环氧树脂涂层的老化过程实际是有机高分子进一步反应与分子键破坏的竞争过程;当老化时间一定时(672小时),含锌铬黄防锈颜料的环氧树脂涂层的最佳老化温度为80℃,老化温度越高,涂层耐蚀性能越差,但比不老化的涂层的耐蚀性能好;在涂层老化时间的筛选中,用EIS技术快速评价的结果与实际观察到的现象一致.参考文献:〔1〕M K endig,F Mansfeld.Corrosion,1983,39:466〔2〕F Mansfeld.Corrosion,1988,44:856〔3〕G Reinhard,V Rammelt,K Rammelt.Corrosion Science,1986, 26:109〔4〕F Mansfeld,M W K endig,S Tsai.Corrosion,1982,38:478〔5〕M K endig,J Scully.Corrosion,1990,46(1):22〔6〕M K endig,F Mansfeld,S Tsai,Corrosion Science,1983,23:317463腐蚀科学与防护技术第14卷。
炼制高硫原油设备腐蚀与防护对策

2可 以看 出 , 油 的硫含 量 较 高 , 硫 分 布 的趋 势 是 原 而 越 到重 油 部 位硫 含 量越 高 , 必 然 造 成 常 减 压 的下 其 游 加工 装 置 硫含 量 居 高不 下 , 必 对 下 游 装 置 的设 势
炼 油 厂 各 装 置硫 质 量 分 数 的 设 计 值 如 下 : 套 一 常减 压 装置 0 5 , . % 二套 常 减 压 装置 1 3 % , 套加 .5 一 氢装 置 10 % , 套 加 氢 装 置 0 7 % , 迟 焦 化 装 .4 二 .5 延
置 199 , 气 裂 解 装 置 14 催 化 裂 化 装 置 .0 % 蒸 . %, 0 6 % , 体 分馏 装 置 0 0 %。 .2 气 .4
当原 料量 5 1th 硫 质 量分 数 91 0×1 , 6 / , 2 0 硫 产量 5 1 6 k / 1 g h时 , 据 物 料 流 程 , 一 套 常 减 压 根 对 2 腐 蚀现 状 与 防护 措 施
2 1 I2一H S—H O型 腐 蚀 . -1 2 t l e
蒸馏 、 二套 常 减 压蒸 馏 、 迟焦 化 等 装 置含 硫 物料 的 延
硫 含量 进 行 了测 定 , 果 列 于 表 1 表 2 结 、 。从 表 1 表 、
HC 一 S—I2 1 -O型 腐 蚀 主要 在 常 减 压 装 置 、 I 加 氢 精制装 置 的低 温 轻 油冷 凝 系 统 的塔 设 备 顶 部 及其
锈钢 管道 部 分 除 进 行 测 厚 、 伤 外 , 进 行 光 谱 检 探 还
改炼高含硫原油扩能改造中蒸馏装置的防腐蚀措施

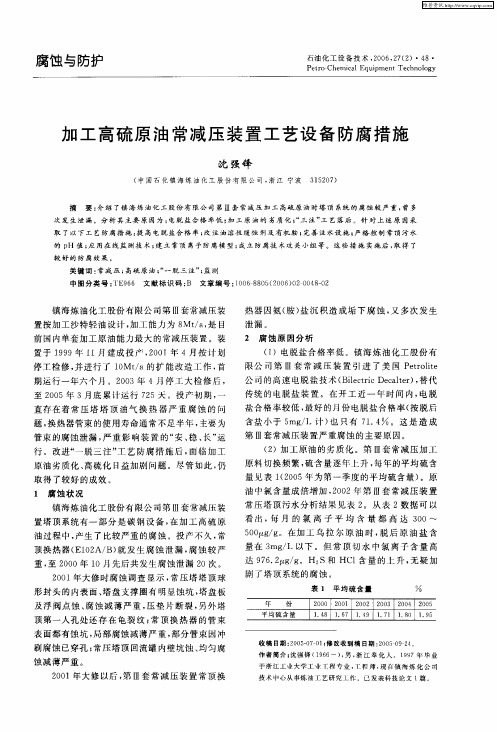
尼班切马斯原油、 魁托原油、 卡基油、 马西拉原油、 尼罗原油、 伊拉克巴士拉原油 、 越南 白虎原油、 穆 尔班油、 卡宾达油 、 卡塔尔原油、 印尼拉朗油、 阿曼
油 等 。加工 原 油 的 密度 为 8 12—94 8k/ 1. 3 . gm ,
作者简介 : 高级工程师 , 8 年 毕业于武汉 化工学 院化工机 1 6 9 械专业 , 现从事设备技术管 理工作 , 研究 方 向为燃料 油缓蚀
工装置安全生产创造 了有利条件 , 从长远看还 是 相 当经济 的。
表 1 低 温 部 位 选 材
T b e 1 Mae ils lc in f rlw t mp r t r r a a l t r ee t o o e e a u e a e a o
初顶 系统
常顶 系统
深减顶1 钢冷空夤 , 器器无 i3 一一 篱矗R 号为6三M二 材2l蕖90 1钢r苎ir) 3 卷、xC不 台08 J抽 C L景h R;2: 层 原一器j丁。 E3T})i ;钢层毽基为 :号为< ̄2 回为钢 为 r复却nⅢ基 钢线复去塔) 为冷缝县锈; 空 管 器1 其 6 n浅 l1iu钢冷 6合: C 。 冷。层 磊0顶 8不1 f复为 油均为 2器( 流器钢 ‘1: L; 号号 030 8层2 ; 锈2 1一 N 1 箕 问 板为 垦合 。(线 话. 换为号 晷预 i,管 N2 罐管水 l级 960 b为 管2 + (复 凳 T卷 T3 一 警8 器L癸 o级 热 舌 3管 一钢I 槭 2束士 N缝 i,L ^L 束层, o‘ )日 一钢 线塔 抽级 。基 ;一 )空 线抽 器0 蚋线 空为 7器 塔复 '塔 为号 层2 管顶 减空 (层 顶二 均冷 一0 ; 空一 :1 2管 3合 为级 C _ 冷 3 ,器 顶一 )器 衬为 1钢 为管 l 管1 钢 00 号 一缝 抽 线N 水 换; 束束 M 冷 无 号R 冷 里, 复 2 空 水无 热基 为9 第i 6 0 水 器 , 空 槭 冷 管 ( 层 水 : 3 器 一 束
加工高含硫原油防腐工作经验总结归纳
精心整理[资料]加工高含硫原油防腐工作经验总结含硫原油,经验总结,加工,防腐近几年,加工高含硫原油不断增加,大部分装置的原料含硫超过设计值,设备腐蚀加重,给设备安全运行造成威胁。
针对加工高含硫原油造成的设备腐蚀情况,我们应加强设备防腐管理,开展全面的腐蚀调查,采取各种有效的防腐措施,现对近年1、加工高含硫原油存在的腐蚀问题:1.1加工高含硫原油情况1.2加工高含硫原油后设备腐蚀情况含硫油指含硫0.5-2.0%,表2加热炉腐蚀主要发生在对流段冷进料炉管及软化水管。
二蒸馏装置2000年2月,炉1、炉2、炉3对流段软化水管及冷进料管腐蚀穿孔,于同年5月份大修,3台炉对流段整体更换。
主要原因是瓦斯和燃料油含硫较高,烟气露点上升,管子受烟气露点腐蚀减薄。
塔器腐蚀主要发生在常、减压塔碳钢内构件,腐蚀形态为高温段(>300℃)的均匀减薄,低温段(<120℃)的减薄和坑蚀。
三蒸馏装置2000年底大修检查发现常、减压塔碳钢内件腐蚀较重。
常压塔7-26、43-48层塔盘支梁减薄近一半,部分受液盘穿孔。
主要原因是碳钢受高温硫腐蚀和低温H2O+HCL+H2S腐蚀。
冷换设备腐蚀主要发生在:1高温硫腐蚀;21、三蒸馏、四蒸馏常顶冷却器18-8管束2、三蒸馏装置渣油一次换热器(换度由14mm减至9mm 1.7mm/a。
管线阀门1、19979、10)平衡管腐蚀穿孔;减压塔底流控阀及法兰腐蚀穿孔;常压炉(炉-1)转油线低速蒸汽入口腐蚀穿孔;减四线压力表碳钢接管腐蚀穿孔。
2、1998年减压渣油泵出口Cr5Mo三通腐蚀穿孔。
二蒸馏装置:1、减底渣油线原用20#钢,渣油泵(泵30)出口至换11渣油线腐蚀穿孔,1998年6月和99年5月将泵进出口管更换为Cr5Mo,检查旧管内表面腐蚀严重。
2、渣油泵30出口碳钢弯头腐蚀减薄至3mm,2000年2月7日更换。
三蒸馏装置:1、换13/1C壳程进口短管(20#钢)2000年2月18日因高温硫腐蚀减薄穿孔,测厚为1.5mm。
RFCC气体分离脱硫系统的腐蚀及控制
RFCC气体分离脱硫系统的腐蚀及控制宋洪建1 高向东2 杜进3(1.中国石化金陵分公司机动部,江苏南京210037;2.金陵分公司炼油厂,江苏南京210037;3.金陵分公司研究院,江苏南京210033)摘要:通过脱硫剂、贫液、富液对碳钢的腐蚀试验证明,贫液中游离活性H2S、C O2是造成RFCC气体分离脱硫再生系统产生腐蚀的主要原因。
采取投加缓蚀剂的方法可使腐蚀得到控制,当溶剂中缓蚀剂含量达到0.02%时,碳钢的腐蚀速率可控制在0.15mm/a以下。
关键词:重油催化裂化 腐蚀 脱硫剂 N-甲基二乙醇胺 H2S C O2 缓蚀剂 南京炼油厂RFCC装置的液化气、干气脱硫装置原设计采用二异丙醇胺为脱硫溶剂,1991年4月建成投产,处理能力分别为118kt/a液化气和46kt/a干气。
1993年8月开始试用以N-甲基二乙醇胺(M DE A)为主体的新型脱硫剂,投用后对提高H2S吸附的选择性、降低能耗、提高脱硫塔的处理能力等起到了积极作用。
但由于溶剂本身的问题,运行一段时间后,系统陆续发生了严重的腐蚀,贫液、半贫液线管壁减薄严重,尤其是塔底重沸器的底部抽出线调节阀,抽出线弯头以及重沸器的上半部气液界面等处腐蚀最为严重,腐蚀形态表现为非均匀腐蚀减薄及腐蚀穿孔。
此外,系统中还产生了大量的降解产物,严重堵塞塔盘和换热器,多次造成脱硫装置停工清扫。
1997年4月决定选用某化工厂生产的以M DE A为主体的高效脱硫溶剂,并对脱硫系统内的溶剂进行了大量置换。
但运行几个月后,再生塔塔壁,重沸器上部挥发线及贫液线相继出现腐蚀穿孔,多次造成停工。
1 腐蚀原因分析1.1溶剂、富液、贫液主要成分与性能分析用色谱—质谱联用分析法对该复合型脱硫剂及贫液、富液进行分析,其配方中主要成分见表1。
由表1可见,该溶剂采用的是M DE A-环丁砜型复合溶剂,其中M DE A是化学溶剂,环丁砜为物理溶剂,其特点是既能选择性脱除H2S、又能脱除有机硫。
浅析高硫原油加工过程的腐蚀与防腐技术

浅析高硫原油加工过程的腐蚀与防腐技术随着石油资源的日益减少及国家对原油资源的调控,加工高硫原油的比例逐年增大。
高硫原油的加工过程中会对设备造成严重的腐蚀,这个问题已引起国内外的广泛关注及研究。
文章简述了高硫原油的特点及在加工过程中的腐蚀类型,并提出了相应的设备和管道的选材方案及防腐措施。
标签:高硫原油;腐蚀类型;防腐措施;选材21世纪以来,随着石油开采程度的深化,采出的原油的硫值却越来越高。
当前,高含硫原油总量中的比例已占到50%以上,在中东地区原油中,高硫原油占了很大的比例。
虽然高硫原油比低硫原油有着明显的价格优势,但高硫原油的加工过程中对设备的腐蚀仍然是有待解决问题。
尤其是在目前高油价的情况下,具有高硫原油加工能力的炼油厂,能在一定程度上通过对原油品种的选择来控制成本。
但高硫原油的加工是一朵“带刺的玫瑰”,使众多炼油企业望而却步。
因此,了解和掌握高硫原油加工过程的腐蚀型式、设备选料及防腐工艺都有着非常重要的现实价值。
1 高硫原油的腐蚀类型在原油生产流程中,非活性硫会向活性硫转换,故使硫化腐蚀不仅存在于一次加工装置,亦同样在二次加工装置中存在,更甚会延伸至下游化工车间装置中。
因此说硫腐蚀会贯穿于整个炼油过程。
按腐蚀特点可以分为硫酸露点腐蚀、高温硫腐蚀、低温湿硫化氢腐蚀及连多硫酸腐蚀。
2 设备及管道设计选材目前,国际上炼制的高硫原油的硫含量不断升高,进口原油将主要是含硫和高硫原油,且主要来自中东地区,为方便讨论,文章就以中东地区原油作为例子进行选材设计。
选材原则及依据:材料的设计选择应遵循经济合理,运行可靠、优先选择国产材料的原则,并依据SH/T3096《高硫原油加工装置设备和管道设计选材导则》[1]和SH/T3075《石油化工钢制压力容器材料选用规范》[2]等标准。
以上标准对减压塔、闪蒸塔、电脱盐罐、常压塔等高硫原油加工重点设备选材设计都作了很明确的规定,分别要求选用渗铝碳钢、双相钢和碳钢等,这些材料都提出了具体的要求。
浅谈高硫原油加工设备的硫腐蚀与防护

浅谈高硫原油加工设备的硫腐蚀与防护摘要:随着经济的发展,国内高硫原油的加工比例不断增大,硫化物在原油加工过程中对设备的腐蚀是工业上的一大难题。
随着炼制进口中东高硫原油数量的增加,炼制高硫原油中出现的问题也越来越突出,基于此本文介绍了炼油装置在炼制高硫原油后设备腐蚀的主要类型、腐蚀部位及腐蚀机理,并在此基础上提出了相应的防护措施。
关键词:高硫原油;设备腐蚀;防护措施前言随着石油的开采深度逐渐加大,含硫和高硫原油逐年增加,已占原油总量的50%以上,尤其是中东地区的原油,大部分为高硫原油。
虽然在价格上高硫原油相比于低硫原油有着明显的优势,但高硫原油在加工过程中对设备造成的腐蚀却是个棘手的难题。
因此,深入了解加工高硫原油设备的腐蚀与防护技术对于石油加工企业有着非常重要的意义。
1、硫化物形态的腐蚀类型根据原油中各形态含硫化合物的性质不同可划分为活性硫、中性硫和非活性硫。
其中活性硫主要包括单质硫、硫化氢、二氧化硫和硫醇等;中性硫主要包括硫醚、二硫醚和二甲基硫醚等;非活性硫主要包括噻吩及其同系物等。
含硫化合物对设备的腐蚀是造成高硫原油加工设备腐蚀的主要原因,而其中的活性硫化物对碳钢和低合金钢材质的加工设备的腐蚀最为活跃。
硫腐蚀机理的不同而十分复杂,大部分情况下,腐蚀程硫化物对加工设备的腐蚀过程因活性硫与非活性度随着温度的上升而加深,因此,一般以240℃界定低温硫腐蚀和高温硫腐蚀,并以此判别硫化物腐蚀类型。
1.1、低温硫腐蚀1.1.1低温轻油腐蚀低温轻油腐蚀常见于温度低于200℃的常减压装置塔顶冷凝冷却系统,对碳钢设备可以形成均匀腐蚀、点蚀及湿硫化氢应力腐蚀开裂,其中H2S-HCI-H2O型和H2S-H2O型是2大主要的硫腐蚀类型。
有机氯及少量未脱除的无机盐随油品温度升高在塔内分解,产生大量的HCI气体,同时油品的活性硫成分在塔内生成H2S,干燥环境下的HCI和H2S对金属无腐蚀作用,当塔顶冷凝器将水蒸气冷凝成小水滴时,便为形成一个强烈的酸腐蚀环境提供了条件,因此高硫原油馏分中存在的H2S、HCl和H2O相互促进会加速对设备的腐蚀。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
RFCC炼制高含硫油的设备防腐侍述然中石化金陵分公司 (南京 210033)摘要介绍了中石化金陵分公司重油催化装置炼制高硫原油对设备的危害性, 概述—炼制高含硫原油时的设备现状以及防腐的必要性,并着重论述了重催硫腐蚀的机理和发生硫腐蚀的部位,以及炼制高硫原油的安全对策。
关键词重油催化裂化高温H2S腐蚀1 防腐的必要性随着催化裂化技术的发展,提升管多点进料技术、急冷技术、反应喷嘴技术以及内外取热器技术在工艺生产上的应用,重油催化装置富含硫、杂质的渣油掺炼量逐年上升,甚至用100%的全渣油,从而大大提高了重油催化裂化装置的经济效益。
同时,由于分公司进口高酸、高硫原油的逐年增加,原料性质继续重质化和劣质化,重催装置的混合原料硫含量也由1994年的平均0.32%,增加到2004年的1.15%;酸值(KOH)大于1.5 mg/g的高酸原油也经常炼制,给设备带来严重的腐蚀问题,。
众所周知,含硫和高酸油在200~400℃高温下具有强烈的腐蚀作用,在催化裂化的环境下,往往造成设备过早失效,从而导致一系列由于硫腐蚀而引发的各类事故和潜伏的隐患,对此必须给予高度的重视。
特别是在冲刷条件下的油流转弯处,腐蚀作用更为剧烈,因此腐蚀穿孔常发生在弯头、阀门、大小头、防冲板和塔器进料段等处,所以,深入研究重油催化设备腐蚀特性和机理, 并采取有效的安全防范措施,对延长装置的正常运行周期,提高炼油厂的经济效益具有十分重要的意义。
2 炼制高硫原油时的设备腐蚀特性2.1硫平衡重油催化装置是一套处理能力为100×104 t/a主要以减压蜡油掺炼减压渣油、常压渣油或焦蜡为原料的二次加工装置,原设计原料硫含量为0.56%,但随着分公司进口原油比重的不断增加,装置原料性质,尤其是含硫量、含酸量也发生了很大变化。
重油催化裂化原料中的硫含量2000年以前,一般为0.4%左右,从2002年开始由于参炼进口高硫油比例逐渐上升,装置原料的硫含量已达1%。
随着原油产地的不同,其硫化物存在的形式也不同。
委内瑞拉原油中的硫主要以噻吩形式存在,而中东原油中的硫化物不但有噻吩,还有硫醚、二硫醚等。
噻吩为非活性硫,比较稳定。
而硫醚、二硫醚或其它硫化物在催化裂化条件下,45%的硫转化为H2S随气体进入产品中。
45%~50%的硫转化为硫醇和低分子的醚化物进入催化液体产品中,5%~10%的硫留在焦碳中。
表1为炼制瑞斯查比油时硫平衡。
表1 瑞斯查比油及其产品含硫情况统计表2.2腐蚀形态本装置自开工以来因设备腐蚀造成的故障越来越多。
许多因腐蚀穿孔而造成的火灾、人员受伤,甚至非计划停工时有发生,给安全生产带来了许多不确定的隐患。
表2为2001年至2004年重催部分设备腐蚀一览。
3 硫腐蚀机理探讨3.1 S-H2S-反应产物的高温腐蚀在200~400℃高温下,高硫高酸原油的腐蚀反应式为:Fe+S→FeSFe+H2S→FeS+H2↑2R-COOH+Fe→Fe(RCOO)2+H2↑腐蚀产物FeS和Fe(RCOO)2有一定的保护作用。
它的脱落或溶解,势必加速设备材料的腐蚀。
腐蚀产物受冲力作用而剥落,露出新鲜的金属活性表面,产生了新一轮的腐蚀,这样循环往复,致使设备不断减薄,直到穿孔破坏。
冲力越大,剥落越快。
根据流速与炉管弯头腐蚀的试验,在同一材料试验中,流速与腐蚀成正比关系。
冲刷力的大小与流体密度、流量、流速、压强和直径等有关。
实践与计算相一致,直管壁腐蚀最小,90°弯头处腐蚀较大。
应当指出,产生涡流和紊流时,对设备管线的冲刷作用更大,此处腐蚀更为严重,如阀门的开断处,孔板流量计、不吻接的接头,焊疤和表面凹凸处。
重油催化裂化生成的液体产品,柴油抽出温度都在230℃左右,油浆更是高达350℃。
其中液体产品中的硫醇在高温下,由于分子引力的作用,吸附在碳钢表面,生成H2S,反应式为:RCH2SH→RCH●+SH●RCH2SH+ SH●→RCH1SH+H2S↑液体产品中的二硫醚在高温下分解可生成单质硫和H2S:(RCH2 CH2)S→RCH2CH2SH+ RCH= CH2+S2R CH2SH→RCH●+RCHSH+ H2S↑生成的单质硫和H2S对设备有腐蚀作用,且随着温度的升高,腐蚀速度加快,在255℃时腐蚀速率加快强烈。
反应式为:S+Fe→FeSH2S+Fe→FeS+ H2↑3 H2S+Fe2O3→2FeS+ H2O+S生成的FeS附着在金属表面结成一层致密的保护膜,在一定的条件下,这层膜阻滞了材质的进一步腐蚀反应。
但由于催化液体产品中含有环烷酸,溶解了FeS保护膜,使新的金属再次裸露在“牛”的魔爪之下。
在250~400℃的条件下,重催液体产品中的环烷酸本身也可与金属反应,生成油溶性的腐蚀产物,随产品离开金属表面。
此外,噻吩在285℃时对碳钢也有腐蚀作用,但它的腐蚀作用并没有想象的那么强,且它生成的噻吩膜对环烷酸有防腐作用。
另外,原料中的杂质氮,经催化反应后生成的氰化物、胺化物,在分馏水洗后与H2S结合,还能形成湿H2S电化学应力腐蚀和H2S低温腐蚀,对装置稳定吸收解析系统以及酸性水罐和汽油、液态烃罐的脱水包造成腐蚀开裂。
3.2 H2S-CO2的腐蚀在精制脱硫区,由于有胺、CO2的存在,溶剂pH值一般为10左右,形成了胺-CO2- H2S的腐蚀体系,生成可溶性的FeCO3腐蚀产物。
反应式为:Fe+ CO2+ H2O→FeCO3 + H2↑当温度高于115℃时,胺还可以分解,生成对金属有强腐蚀作用的乙二胺腐蚀源。
3.3 HCN-H2S-H2O腐蚀重催分馏塔顶油管线腐蚀类型主要为HCN-H2S-H2O腐蚀。
腐蚀产生的原因主要是原油中的含硫化合物在催化裂化反应条件下生成硫化氢,同时一些氮化物也以一定比例存在于裂解产物中,其中1%~2%的氮化物以HCN形式存在,低温部位HCN与H2S形成HCN-H2S-H2O腐蚀环境。
其反应式如下:硫化氢在水中电离:H2S→H++HS-HS-→H++S2-铁在水溶液中发生电化学反应:阳极反应:Fe→Fe2++2e阴极反应:2H++2e→H2在水溶液中发生二次反应:3.4 SO2的露点腐蚀反再烟气中的SO2在高温下转化为SO3,烟气的露点一般为115℃,在此附近,SO3与H2O结合生成H2SO4,对金属设备腐蚀。
反应式为:Fe+ H2SO4→FeSO4+ H2↑烟气管道和锅炉省煤器处的腐蚀就为此腐蚀。
3.5 H2S-16MnR的腐蚀在H2S的环境下,16MnR中夹带的硫容易发生H2S开裂。
4. 防腐安全对策4.1 定期定点对设备管线测厚检查针对高温部位硫对设备腐蚀危害性更强的特性,车间重点对装置的高温管线进行定期定点的检测,并作出相应空视图。
每季度至少检测一次。
通过分析比对材质的测厚数据,逐一摸清高温易腐蚀设备和管线的状况。
对温度低于180℃的低温设备和管线,虽然干H2S的腐蚀程度比高温管线设备低得多,但由于操作环境的变化和产品中杂质的影响,尤其是在工艺操作波动,设备停用切换时,极易产生湿H2S的应力腐蚀、胺—CO2—H2S的均匀腐蚀,以及多硫醇和二氧化硫的露点腐蚀。
因此,车间在加强高温部位检测的同时,也不放过低温设备和管线测厚工作。
每年至少检测一次。
通过对设备管线的检测,挂片、探针结果的分析,发现了8处管线或弯头严重减薄,多台设备腐蚀严重。
为此,车间根据设备检测报告,对全装置的设备、管线一一梳理,每台设备的腐蚀情况做到心中有数。
对腐蚀情况严重的部位早作处理,防患于未燃。
4.2 积极开展腐蚀调查工作为了进一步做好设备管理工作,摸清重油催化装置炼制高硫油的设备腐蚀状况,为今后重油催化装置的长周期运行和设备可靠度的评估预测作资料准备,指导今后重油催化检修项目的立项,车间特制订炼制高硫油的设备腐蚀调查方案,利用每次装置大检修的机会,积极开展设备腐蚀调查工作尤其对重点部位进行调查。
a)反应再生系统A、检查烟道管的焊缝裂纹、膨胀节裂纹、滑阀内件冲刷腐蚀;B、检查再生烟气系统设备及管道的焊缝应力腐蚀裂纹;C、检查三旋至烟机奥氏体不锈钢管道的蠕变裂纹,低点冷凝酸性水腐蚀;D、检查反应器至分馏塔大油气管的蠕变裂纹;E、检查余热锅炉省煤段的露点腐蚀及过热段的冲刷腐蚀。
b)分馏系统分馏系统应重点检查高温油浆系统设备、管线,分馏塔顶部位系统管线,分馏塔进料段管线和分馏塔中下部。
设备接管应全部测厚检查。
c)稳定吸收系统重点检查设备管道湿硫化氢应力腐蚀的情况。
d)脱硫系统对气相部位的设备、管线、接管进行详细测厚,并检查焊缝腐蚀情况。
4.3 有的放矢实施防腐措施车间通过对设备腐蚀状况的调查,分析研究,利用一切可利用的机会对一些已腐和易腐设备进行处理,完善了一系列的防腐措施。
a)第十三周期中,35台水冷器安装了牺牲阳极,在这次调查中发现许多牺牲阳极的消耗较大,从而管板及管口得到了保护,减缓了管板和管口腐蚀。
为此车间在下面换热设备上继续安装了牺牲阳极镁块:E-201/ABCD, E-202/ABCDE, E2012, E2006ABCD, E302ABCD, E303AB, E305ABCD, E3202ABC, E2004AB, E203AB, E2008, E2009, E2010A, E2011, E2002AB, E2013, E310AB, E312, E3203, EC301/AB ,EB101AB, EB102A,EB102B。
b)在对V-202, V203, V204, V3201, V3204, V3205, 六台容器的腐蚀调查基础上,认为这些容器中的低温湿H2S 会引起均匀腐蚀和湿H2S应力腐蚀,而经过市场调查,超音速电弧喷涂可防湿H2S 应力腐蚀,且使用寿命长,可达10年之久。
涂料采用双组分的聚氨脂漆,可抗静电防锈。
使碳钢和涂层铝金属之间形成腐蚀电池铝涂层是阳极,碳钢是阴极,使容器受到电化学阴极保护作用,而铝涂层则作为牺牲阳极被逐步消耗掉,从而防止了氢离子对钢的渗透,阻止Fe→Fe2++2e和2H++2e→2H的进行。
因此在2002年的大修中,车间对上六台容器实施了内壁超音速电弧喷涂铝丝加两道涂料封闭的复合喷涂方案。
4.4 在线监测a)由于在一定温度下胺分解成有强腐蚀作用的乙二胺,乙二胺的腐蚀产物在管线弯头处高速冲刷FeS保护膜,使未腐蚀金属裸露在腐蚀介质下。
另一方面,因干气中含有2%~4(v)%的CO2,而这些CO2,随着富液进入再生塔T3203时,在水分作用下,对设备造成腐蚀失效。
它的腐蚀比H2S的低温腐蚀还强,腐蚀产物为可溶性的FeCO3,随贫液离开,新的金属继续被腐蚀,最终导致设备腐蚀穿孔。
针对T3203抽出至E3204入口弯头管线易发生腐蚀穿孔的现象,公司设备处在T3203底贫液换热器E3204贫液入口弯头处加装腐蚀在线监测仪,可与电脑连接,进入公司防腐网络,时刻对装置易腐设备进行监控和防腐。