最新机器生产效率统计表
折弯机设备效率综合统计表
折弯机设备效率综合统计表折弯机是一种常见的金属加工设备,用于将金属板材通过压力加工成所需的折弯形状。
为了评估折弯机的设备效率,统计员可以制作一份折弯机设备效率综合统计表。
本文将提供一个例子,展示该统计表的完整内容。
1.折弯机设备信息首先,在统计表的开头,我们需要提供所评估的折弯机的设备信息。
具体内容包括:-设备名称:折弯机型号ABC123-设备运行时间:统计的时间段例如2023年1月1日至2023年12月31日-工作日历:统计期间内的实际工作日数,不包括休息日和节假日2.统计结果接下来,我们将按照不同指标统计折弯机的设备效率。
具体指标包括:-设备利用率:设备运行时间与统计期间的总时间之比,通常以百分比表示。
计算公式:设备利用率=(设备运行时间/统计期间总时间)*100% -操作员效率:操作员完成的折弯任务数量与设备理论工作时间之比,通常以百分比表示。
计算公式:操作员效率=(操作员完成的折弯任务数量/设备理论工作时间)*100%-设备故障率:设备故障次数与设备运行时间之比,通常以百分比表示。
计算公式:设备故障率=(设备故障次数/设备运行时间)*100%3.数据收集为了进行统计,统计员应该收集以下数据:-设备运行时间记录:记录设备每天的运行时间,以小时或分钟为单位。
-折弯任务记录:记录每个操作员完成的折弯任务数量。
-设备故障记录:记录设备在统计期间内的故障次数。
4.统计数据计算根据收集到的数据,统计员可以计算出上述指标的具体数值,并填入统计表中。
统计结果应包括整个统计期间内的数据,可以按天、月或任何合适的时间间隔进行统计。
5.分析和解读在统计表的末尾,统计员可以通过对数据进行分析和解读,提供一些关于折弯机设备效率的观察和建议。
例如,根据设备利用率和操作员效率的数据,可以评估设备的使用情况和操作员的工作效率,并针对不足之处提出改进措施。
同时,根据设备故障率的数据,可以评估设备的稳定性和可靠性,并提出维护和保养的建议。
设备总效率统计表

OEE是Overall Equipment Effectiveness(全局设备效率)的缩写;OEE=使用率X 性能效率 X良品率。 其中: 使用率=操作时间 / 计划工作时间 它是用来考虑停工所带来的损失,包括引起计划生产发生停工的任何事件,例如设备故障,原料短缺以及生产方法的改变等) 性能效率=(总产量/操作时间)/理想周期时间=(总产量 / 操作时间)/ 生产速率 (性能效率考虑生产速度上的损失。包括任何导致生产不能以最大速度运行的因素, 例如设备的磨损,材料的不合格以及操作人员的失误等) 良品率=良品/总产量 (质量指数考虑质量的损失,它用来反映没有满足质量要求的产品(包括返工的产品)) 利用OEE的一个最重要目的就是减少一般制造业所存在的六大损失:停机损失、换装调试损失、暂停机损失、减速损失、启动过程次品损失和生产正常运行时产生的 次品损失。
文件编号: 12月
总效率1 系列4 系列5 系列3 系列6 系列2 系列8 系列10 系列7 系列9
改变等) 度运行的因素,
运行时产生的
ቤተ መጻሕፍቲ ባይዱ
公司名称:
设备名称
科目
产品总件数 总工时
计划开机时间 实际开机时间
使用率 性能效率
良品率 总效率1
79% 77% 75% 73% 71% 69% 67% 65% 63% 61% 59% 57% 55%
1月
设备总效率统计表
部门:
文件编号:
2月
3月
4月
5月
6月
7月
8月
9月
10月
11月
月份
总效率 系列 系列 系列 系列 系列 系列 系列 系列 系列
设备综合效率统计表
设备综合效率统计表过程卡号时间 Time8:00 9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00 图号生产时间 min 吊装时间 min 调整时间 min 转序时间 min 生产数量= 不合格数量= 日期:过程卡号时间 Time8:00 9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00 图号生产时间 min 吊装时间 min 调整时间 min 转序时间 min生产数量= 不合格数量= 日期:过程卡号时间 Time8:00 9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00 图号生产时间 min 吊装时间 min 调整时间 min 转序时间 min 生产数量= 不合格数量= 日期:过程卡号时间 Time8:00 9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00 图号生产时间 min 吊装时间 min 调整时间 min 转序时间 min 生产数量= 不合格数量= 日期:过程卡号时间 Time8:00 9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00 图号生产时间 min 吊装时间 min 调整时间 min 转序时间 min生产数量= 不合格数量= 日期:过程卡号时间 Time8:00 9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00 图号生产时间 min 吊装时间 min 调整时间 min 转序时间 min 生产数量= 不合格数量= 日期:过程卡号时间 Time8:00 9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00 图号生产时间 min 吊装时间 min 调整时间 min 转序时间 min 生产数量= 不合格数量= 日期:填写方法:在相应的起止时间段作记号“×”并每天汇总各项目时间。
设备综合效率OEE统计表
当天班次总时间=min
计划生产时间=当天班次总时间-计划停机时间=当天班次总时间- A - I =min
净生产时间=计划生产时间-非计划停机时间=计划生产时间- B - C - E - F - G -H =min
OEE =时间开动率×性能开动率×合格品率
=【净生产时间/计划生产时间】×【净开动率×速度开动率】×【合格品数量/总产量】
25
30
35
40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
中班
16:00 17:00 18:00 19:00 20:00
25
30
35
40
45
50
55
60
04:00 05:00 06:00 07:00 08:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
设备效率统计表
11月
12月
月份
总效率1 系列4 系列5 系列3 系列6 系列2 系列8 系列10 系列7 系列9
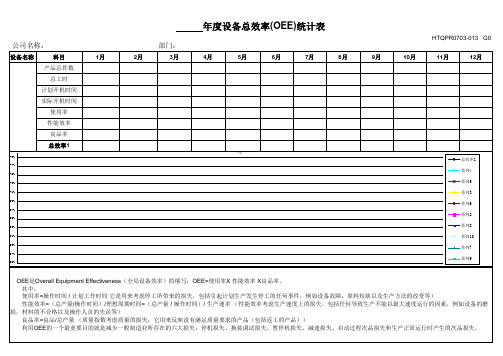
OEE是Overall Equipment Effectiveness(全局设备效率)的缩写;OEE=使用率X 性能效率 X良品率。 其中: 使用率=操作时间 / 计划工作时间 它是用来考虑停工所带来的损失,包括引起计划生产发生停工的任何事件,例如设备故障,原料短缺以及生产方法的改变等) 性能效率=(总产量/操作时间)/理想周期时间=(总产量 / 操作时间)/ 生产速率 (性能效率考虑生产速度上的损失。包括任何导致生产不能以最大速度运行的因素,例如设备的磨 损,材料的不合格以及操作人员的失误等) 良品率=良品/总产量 (质量指数考虑质量的损失,它用来反映没有满足质量要求的产品(包括返工的产品)) 利用OEE的一个最重要目的就是减少一般制造业所存在的六大损失:停机损失、换装调试损失、暂停机损失、减速损失、启动过程次品损失和生产正常运行时产生的次品损失。
公司名称:
设备名称
科目
1月
产品总件数
总
使用率
性能效率
良品率
总效率1
79% 77% 75% 73% 71% 69% 67% 65% 63% 61% 59% 57% 55%
部门:
2月
3月
年度设备总效率(OEE)统计表
4月
5月
6月
7月
8月
HTQPR0703-013 G0
9月
10月
设备综合效率OEE统计表
30
35
40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
中班
16:00 17:00 18:00 19:00 20:00
25
30
35
40
45
50
55
60
20:00 21:00 22:00 23:00 20:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
零 班
00:00 01:00 02:00 03:00 04:00
折弯机设备效率综合统计表
折弯机设备效率综合统计表
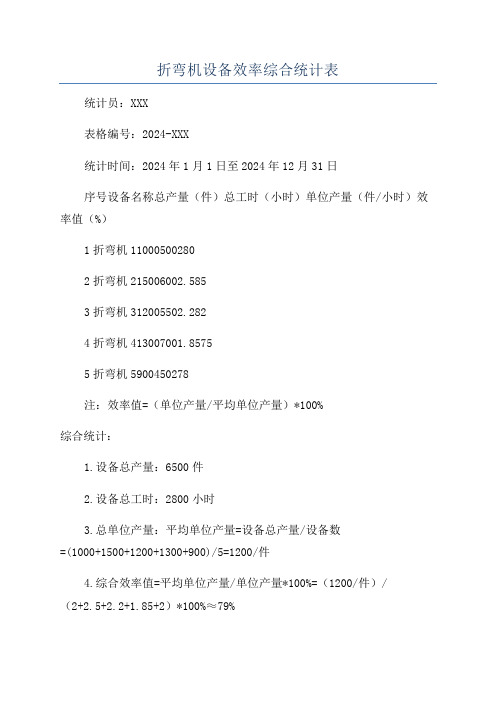
统计员:XXX
表格编号:2024-XXX
统计时间:2024年1月1日至2024年12月31日
序号设备名称总产量(件)总工时(小时)单位产量(件/小时)效率值(%)
1折弯机11000500280
2折弯机215006002.585
3折弯机312005502.282
4折弯机413007001.8575
5折弯机5900450278
注:效率值=(单位产量/平均单位产量)*100%
综合统计:
1.设备总产量:6500件
2.设备总工时:2800小时
3.总单位产量:平均单位产量=设备总产量/设备数
=(1000+1500+1200+1300+900)/5=1200/件
4.综合效率值=平均单位产量/单位产量*100%=(1200/件)/
(2+2.5+2.2+1.85+2)*100%≈79%
根据以上统计信息,折弯机设备综合效率值为79%,平均每小时产出1200件产品。
需要注意的是,统计结果仅仅是对机器设备的综合效率进行量化,无法对工人的操作技能和设备质量进行定量评价。
统计员签名:。