机器生产效率统计表
合集下载
设备综合效率OEE统计表(使用)

6600
64.25
150
6600
70.83 42.83
%
%
100.0 0%
30.3 4%
00
#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV /0!
00
#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV /0!
00
#DIV/0!
#DIV /0!
#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV /0!
#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV /0!
#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV /0!
#DIV/ 0!
#DIV /0!
00
#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV /0!Biblioteka 00#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV /0!
00
#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
计划停机时间
生产 总数
不合 格数
计划 保养
休息
调机
培训
会议
生产效率分析表格
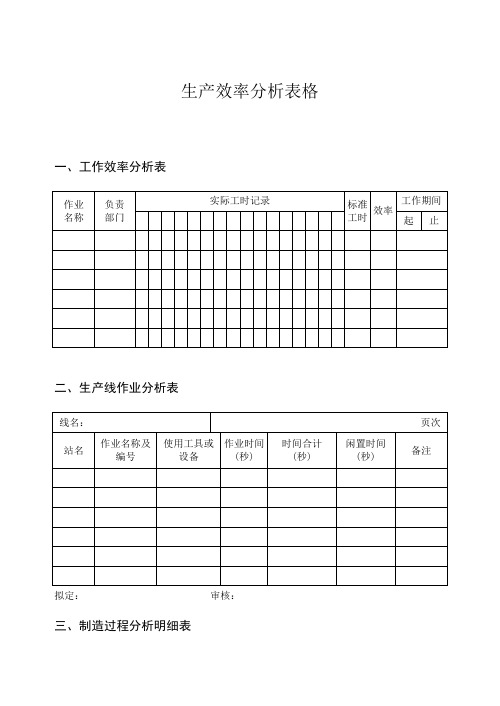
生产效率分析表格一、工作效率分析表
二、生产线作业分析表
拟定:审核:
三、制造过程分析明细表
拟定:审核:四、产量分析表
五、各制造过程产量分析表
348
六、月份各部门生产效率分析表
审核:填表:
349
七、月份各产品产出率报告表
核对:
八、月份完工产品效率汇总表
350
九、生产效率不佳原因分析表
月份:
十、零件自制外购对比分析表
日期:
初拟:修订:批示:审核:分析人:
351
十一、经济生产量分析表
十二、工厂设备投资经济效益分析
续表352
审核:分析表:
十三、机器生产效率统计表
机别:月份:
353
十四、设备利用率分析
期间:月日至月日资料来源:□资料分析
□抽查
审核:分析员:十五、生产进度异常原因分析
354
续表
十六、生产故障分析表
部门:年月编号:
355。
设备综合效率OEE统计表
当天生产数量= ___________
当天班次总时间=min
计划生产时间=当天班次总时间-计划停机时间=当天班次总时间- A - I =min
净生产时间=计划生产时间-非计划停机时间=计划生产时间- B - C - E - F - G -H =min
OEE =时间开动率×性能开动率×合格品率
=【净生产时间/计划生产时间】×【净开动率×速度开动率】×【合格品数量/总产量】
25
30
35
40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
中班
16:00 17:00 18:00 19:00 20:00
25
30
35
40
45
50
55
60
04:00 05:00 06:00 07:00 08:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
当天班次总时间=min
计划生产时间=当天班次总时间-计划停机时间=当天班次总时间- A - I =min
净生产时间=计划生产时间-非计划停机时间=计划生产时间- B - C - E - F - G -H =min
OEE =时间开动率×性能开动率×合格品率
=【净生产时间/计划生产时间】×【净开动率×速度开动率】×【合格品数量/总产量】
25
30
35
40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
中班
16:00 17:00 18:00 19:00 20:00
25
30
35
40
45
50
55
60
04:00 05:00 06:00 07:00 08:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
车间生产效率统计表

日期:
車間 產線
2013/9/28
产品名称
良品完 不良 人均时產 標準計 成數量 品數 能PCS/H 劃工时
实际 投入 工时
非作业工時(分钟)
非作业
工时汇 有效
总(H) 轉拉 來料 工程 機械 夾具 待料 返工 其它
工時
產線效率
稼動 操作效 良品 率% 率% 率%
整体良品 整体 率% 效率% 率% 效率
组装 白班 P303A壳装饰件组件 5000 45
364
13.9 25.0
组装 白班 6700-S底壳组件
4000 20
133
30.3 40.0 50
组装 夜班 7707H电池盖组件
1800 10
142
12.7 20.0 50
组装 夜班 A201C底壳组件
10000 120 142
71.1 80.0 80 120
150
64.2 98.7% 68.8% 99.3% 67.4% 158 95.5% 81.3% 99.1% 76.8%
0.8 0.8 93.3 93.3% 89.8% 98.9% 82.9% 5.8
汇总: 20800 195
180 120
150
一
75%
90%
二
72%
90%
三
80%
90%
四
95%
90%
五
82%
90%
六
83%
90%
100%
95%
80%
75%
72%
80%
82%
83%
80%
75%
72%
80%
60%
40%
【精品】OEE记录表格(设备综合效率)

可返工产品数量:
0
质量问题描述:
1
KA:孔未冲出
2
KC:毛刺大
10:00 15:00
组 长 确 认 :
11:00
16:00
班 长 确 认 :
12:00
17:00
产品 #2 KC0154 400次/min 420次/min 67125
0 12225
产品 #3
模具或设备故障描述
1 2 3 4 5 6 问题原因初步判定和措施
设备运行状况统计表
设备编 号:
生产日 期/班:
8:00
9:00
时间
(10分钟/ 格)
原因
时间
(10分钟/ 格)
13:00
14:00
原因
产品 #1
零件号/名称: 理论节拍时间: 实际节拍时间: 合格产品数量:
KA 0051 400次/min 320次/min 70048pcs
报废产品数量:
11352pcs
设备运行状况统计表
休 R息
调 试 新 模 A具
待 W料
其 O它
设备运行状况统计表
19'40
可疑品处理
冲针断,换
13:00
操 作
18:00
注: 每格为5分钟 维修和处理结果及验证
最终解决方案和验证
3 4
设 备 保 P养 符号:
无 生 产 计 D划
架 模 ( 需 注 明 下 一 产 品 号 C) 模 具 或 设 备 故 障 ( 需 注 明 故 障 名 称 T)
设备效率统计表
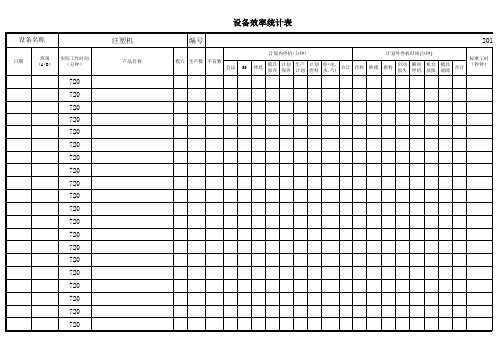
设备名称
日期
班别 实际工作时间 (A/B) (分钟)
720 720 720 720 720 720 720 720 720 720 720 720 720 720 720 720 720 720 720 720
注塑机
产品名称
设备效率统计表
编号
2017年
计划内停机(分钟)
计划外停机时间(分钟)
模穴 生产数 不良数 会议
停(电.水.气) :在实际工作时间段内,因某种原因造成的停电.停水.停气的停机时间.
待料
:在实际工作时间段内,有原材料但因原材料不能及时生产造成的停机时间.
换模
:在实际工作时间段内,因更换模具的停机时间.
换料
:在实际工作时间段内,因更换材料的停机时间.
启动损失 :在实际工作时间段内,因停机后的机台需预热的停机时间(预热至生产出可用的产品的时间段).
瞬间停机 :在实际工作时间段内,出现意外的停机调整或工艺调整的停机时间(开始停机调整至生产出可用的产品时间段,如在下班时还未修好,时间记录在下班的时间段)
故障
:在实际工作时间段内,机台出现故障到修复后可生产的时间段的停机时间(如故障在下班时还未修好的,请把时间记录至出现故障至下班时间的时间段)
模具故障 :在实际工作时间段内,模具出现故障到修复后可生产的时间段的停机时间(如故障在下班时还未修好的,请把时间记录至出现故障至下班时间的时间段)
在实际工作时间段内模具出现故障到修复后可生产的时间段的停机时间如故障在下班时还未修好的请把时间记录至出现故障至下班时间的时间段理论周期时间工艺卡中记录的成型周期时间时间按计算秒设备效率统计表设备名称编号日期产品名称生产数不良数操作者会议5s休息合计换料合计实际工作时间会议5s休息模具保养计划保养2018年实际工作时间分钟计划内停机分钟计划外停机时间分钟标准工时秒
日期
班别 实际工作时间 (A/B) (分钟)
720 720 720 720 720 720 720 720 720 720 720 720 720 720 720 720 720 720 720 720
注塑机
产品名称
设备效率统计表
编号
2017年
计划内停机(分钟)
计划外停机时间(分钟)
模穴 生产数 不良数 会议
停(电.水.气) :在实际工作时间段内,因某种原因造成的停电.停水.停气的停机时间.
待料
:在实际工作时间段内,有原材料但因原材料不能及时生产造成的停机时间.
换模
:在实际工作时间段内,因更换模具的停机时间.
换料
:在实际工作时间段内,因更换材料的停机时间.
启动损失 :在实际工作时间段内,因停机后的机台需预热的停机时间(预热至生产出可用的产品的时间段).
瞬间停机 :在实际工作时间段内,出现意外的停机调整或工艺调整的停机时间(开始停机调整至生产出可用的产品时间段,如在下班时还未修好,时间记录在下班的时间段)
故障
:在实际工作时间段内,机台出现故障到修复后可生产的时间段的停机时间(如故障在下班时还未修好的,请把时间记录至出现故障至下班时间的时间段)
模具故障 :在实际工作时间段内,模具出现故障到修复后可生产的时间段的停机时间(如故障在下班时还未修好的,请把时间记录至出现故障至下班时间的时间段)
在实际工作时间段内模具出现故障到修复后可生产的时间段的停机时间如故障在下班时还未修好的请把时间记录至出现故障至下班时间的时间段理论周期时间工艺卡中记录的成型周期时间时间按计算秒设备效率统计表设备名称编号日期产品名称生产数不良数操作者会议5s休息合计换料合计实际工作时间会议5s休息模具保养计划保养2018年实际工作时间分钟计划内停机分钟计划外停机时间分钟标准工时秒