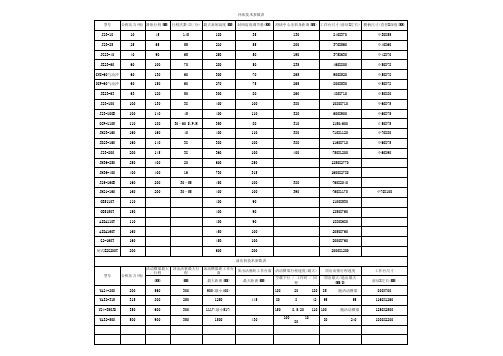
C1N-80高精密强力钢架冲床技术参数
冲床技术参数解释

冲床技术参数解释J23系列开式双柱可倾压力机J21系列开式双柱固定台压力机,主要参数说明以下几个问题:1反映了一台压力机的工艺能力和加工零件的尺寸范围2反映压力机生产效率3是设计压力机重要依据4用户根据成型工艺要求和生产率选择压力机参数是否合适1、公称压力滑块离下死点某一特定距离(公称力行程)或曲柄转角离下死点前某一特定角度(公称压力角)时,滑块上所有容许承受的最大作用力。
例如:J21-110,1100千牛开式单点压力机,公称力1100千牛,公称力行程S P离下死点距离为5mm。
公称力是压力机主要工作性能参数,是计算压力机零件强度和刚度基本根据压力机受力零件可以分成三类:一类零件——床身、滑块、连杆、调节螺杆和保险块,此类零件的强度和刚度按公称力设计,它的强度和刚度不受曲柄转角变化而变化,作用力常数。
二类零件——齿轮、传动轴和离合器制动器、旋转零件,此类零件的强度与刚度,按公称力作用下产生的公称扭矩设计的,它的零件强度和刚度随着曲柄转角变化而变化。
扭矩为常数(忽略弯距的影响)三类零件——曲轴,它的强度于刚度既要考虑公称力作用下的弯距,又要考虑曲轴传递的扭矩,属于弯扭联合作用,所以曲轴强度也是随着曲柄转角变化而变化。
根据以上三种零件的强度可以绘制出滑块允许负荷图,用户厂的加工零件的工艺负荷图不能超过滑块允许负荷图曲线之外,否则会损坏压力机零件。
举例说明:Sp=5mm(α=18度)——离下死点距离为5mm时产生公称力(吨位)S P<S ;S>S P当公称行程S在这两种情况下压力机有关零件受力情况有所不同2、滑块行程滑块行程指滑块从上死点到下死点所经过的距离,行程是曲轴偏心的2倍1滑块行程大小,随着工艺用途和公称力的不同而变化,落料与冲孔工序一般不需要大的滑块行程。
2浅拉伸要求滑块行程大点,此时滑块行程一般不应小于拉伸件高度的3倍,此外还要考虑到上模在上死点时不与模具导柱脱开。
3大吨位的压力机一般都有工件顶出装置,为了使工件在顶出过程中不损坏工件而且便于取出,滑块行程也要增加。
扬力冲床高速精密冲床操作指南

扬力高速精密冲床HPC系列主要参数:HPC系列高速超精密压力机机身体和机架采用高强度铸铁铸造而成,具有极佳的吸震性能,在高速冲压和高速进给的情况下,机身沉稳,震动小,确保机床的长期精度;主传动采用变频调速,运动速度平稳;压力机的主轴采用进口滚动轴承,保证了压力机的传动精度,减少了压力机的总间隙和热影响;采用滑块双面导柱(双导柱,一个中心柱)结构,使动力摩擦减至最低,热变形降至最小,而精度达到了最高,保护并延长模具寿命;滑块的装模高度调节采用手动调节,数字显示模高,操作方便,模高显示精度达0.1mm;采用油压锁模装置,锁紧可靠,保证零件冲压精度;滑块采用日本THK滚珠式线性导轨,滑块两后导柱采用日本THK线性衬套,压力机精度可以达日本JIS一级精度标准,机床刚度接近于闭式压力机刚度,机床采用机械式卡模解脱装置;整机采用稀油强制循环润滑系统,整机润滑充分;电气控制采用进口品牌可编程控制器+触摸屏+电子凸轮控制器,配置4组预裁计数器、2组可配置的误送接口、2组模具故障接口及1组末料检测接口;采用美国MAC单联阀,反应速度迅速、准确,保证离合器的可靠控制。
曹海俸目前主要有:扬力冲床,扬力深喉冲床,扬力气动冲床,扬力冲床双点大台面气动冲床,扬力冲床闭式单点冲床,扬力冲床闭式双点大台面冲床,扬力冲床高速精密冲床,扬力高速冲床闭式双点高速精密冲床,扬力剪板机,扬力数控剪板机,扬力折弯机,扬力数控折弯机,扬力液压机,扬力数控冲床,扬力激光切割机等。
精密冲床广泛应用于多种批量生产之金属钣金加工冲剪、成形、引伸。
如交通车辆、钟表、家电、文具、手工具、五金、电脑等产品加工。
同时,可加装自动送料机,从事自动移送整条生产线加工。
精密冲床的特点1、高刚性高刚性、高精密的构架,采用钢板焊接,并经热处理、消除床身内应力。
2、重心平衡1.传动中心与机器整体的中心趋于一致,确保冲压的精确、稳定。
3、操作稳定、安全离合器/刹车器装置高度灵敏,再加国际顶尖的双联电磁阀和过负荷保护装置,确保冲床滑块运转及停止的精确性与安全性。
NTC-80、110、160 吨高精密冲床技术资料
技术方案NTC-80、110、160 吨高精密冲床南通锻压设备股份有限公司2013年7月1 综述本高精密冲床是我公司根据市场需求和发展方向,集合国外先进的设计工而成,具有精持好,机床钢性强的特点,适用于冲孔、落料、浅拉伸等加工。
附机器照片:地址:江苏省如皋经济开发区柴湾工业园区ADD:Chaiwan Industrial Zone,Rugao City,Jangsu Province,P.R.China地址:江苏省如皋经济开发区柴湾工业园区ADD:Chaiwan Industrial Zone,Rugao City,Jangsu Province,P.R.China主要结构及技术性能情况1.1机身采用高质Q235A钢板焊接结构,熱时效消除内应力处理,钢性好,机身加工是采用进口机床(捷克落地镗床)一次装夹加工完成,主要传动轴承采用合金铜,经液氮速冻后再组入机身,让它在一定时间内膨胀到二者合一后,进行精加工。
所以精度完全保证在0.03mm之内。
底脚配置减震垫,具有高强的减震效果。
1.2曲轴纵放,结构紧凑,外形美观;材质为42CrMo锻打而成、后经专业检测仪器对材料进行探视,确保材质及密度达标,完成强度检验后,再经过调质、高频处理、精密研磨加工而成,完全精度保证在0.01mm之内。
1.3滑块采用高质原材料铸造结构,具有极高的吸震效果。
经回火消除内应力处理。
采用六面体矩形导轨,导轨材质均采用合金铜,耐磨性高、稳定性好、精度高。
装模高度调节装置:封闭式高度电动调节,滑块装模高度的显示精度为0.1mm。
内置传动涡轮,确保在调节模高时的平稳度和精度。
滑块内采用日本昭和液压过载保护装置:气液式超过额定吨位约10%产生过载反应,滑块自动停止,确保机身等主要部件不受任何损坏。
采用气动平衡缸来平衡滑块及上模的重量,稳定性强、精度保持性好;1.4采用意大利进口气动组合式摩擦离合器——制动器,为低惯量干式离合器、制动器、双阀故障检测。
冲床规格参数一览表
制表﹕劉小波
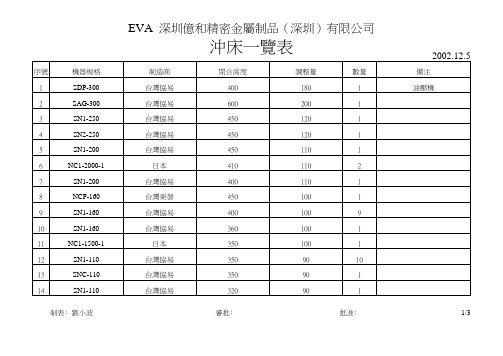
EVA 深圳億和精密金屬制品(深圳)有限公司
沖床一覽表
制造商 台灣協易 台灣協易 台灣協易 台灣協易 台灣協易
日本 台灣協易 台灣東發 台灣協易 台灣協易
日本 台灣協易 台灣協易 台灣協易
閉合高度 400 600 450 450 450 410 400 450 400 360 350 350 350 320
閉合高度 320 360 330 300 300
300 300 270 305 270 270 250
調整量 90 80 80 80 80
70 70 70 70 60 60 60
數量 2 2 12 1 1 5 7 10 1 2 1 7 1 3
2002.12.5
備注
審批﹕______________
批准﹕_______________
2/3
序號 29 30 31 32 33 34 35 36 37 38 39 40 41 42
機器規格 SAP-H-40 JB23-40 OBS35-3
SN1-35 PUX25-KRC
J23-25 SAP-H-20
16T 16T
制表﹕劉小波
EVA 深圳億和精密金屬制品(深圳)有限公司
沖床一覽表
制造商 台灣協易 上海二鍛 日本小松 台灣協易
機器規格 NC1-1100-1
NCP-110 SN1-80 SN1-80 NC1-800-1 JB23-63A JB23-63 SN1-60 SNC-60 SN1-60 DOBBY-60 SN1-45 SNC-45 OBS45-3
制表﹕劉小波
EVA 深圳億和精密金屬制品(深圳)有限公司
沖床一覽表
制造商 日本 台灣東發 台灣協易 台灣協易 日本 上海二鍛 上海二鍛 台灣協易 台灣協易 台灣協易 日本 台灣協易 台灣協易 日本
冲床技术工艺参数表

冲床技术工艺参数表冲床技术工艺参数表一、概述冲床是一种利用冲压模具将金属板材或带材加工成所需形状的机械设备。
为了保证冲床的正常运行和产品质量,需要对其进行技术工艺参数的设置。
二、机床参数1. 型号:冲床的型号应与生产需求相匹配,一般包括C型、H型、四柱式等。
2. 台面尺寸:台面尺寸应根据生产需求确定,通常分为单台面和双台面两种。
3. 冲程:冲程是指上下模板之间的距离,也就是模具最大可行程。
根据产品要求确定。
4. 行程次数:行程次数是指每分钟内上下模板往返移动的次数,根据生产需要确定。
5. 最大压力:最大压力是指在最大行程下,上下模板之间所施加的压力。
根据产品要求和材料性质确定。
三、模具参数1. 材料:模具材料应符合国家标准或客户要求,常用材料有合金钢、高速钢等。
2. 硬度:硬度是指模具表面硬度,通常根据材料性质和产品要求确定。
3. 光洁度:光洁度是指模具表面的平整程度和光滑度。
对于高精度产品,模具表面应保持高光洁度。
4. 加工精度:加工精度是指模具的尺寸和形状精确程度。
一般要求加工精度达到国家标准或客户要求。
四、材料参数1. 材料类型:材料类型包括有色金属、黑色金属、塑料等。
2. 厚度:厚度是指材料的厚度,根据产品要求确定。
3. 强度:强度是指材料的抗拉强度或屈服强度,根据产品要求和冲床能力确定。
4. 塑性:塑性是指材料在受力作用下发生塑性变形的能力。
对于需要进行拉伸、弯曲等加工的产品,需要考虑材料的塑性。
五、冲床操作参数1. 冲头直径:冲头直径是指冲头所使用的圆柱形切削刃直径。
通常根据所需切削孔径来选择合适的冲头直径。
2. 冲压速率:冲压速率是指每分钟完成的冲压次数。
根据冲床能力和材料性质确定。
3. 冲床速度:冲床速度是指上下模板往返移动的速度。
根据产品要求和材料性质确定。
4. 冲床工作时间:冲床工作时间是指冲床连续工作的时间,一般为8小时或12小时。
六、结语以上是关于冲床技术工艺参数表的详细介绍。
金丰冲床CIN系列详细参数
金丰冲床C1N系列应用范围:C1N(高精密强力钢架冲床)-广泛应用于电子、通讯、电脑、家用电器、交通工具(汽车、摩托车、自行车)、五金零部件等冲压及成型。
1、金丰冲床安全性不断提升冲床的主动安全性,这是MISK的长久以来坚持的信念,永远为使用者提供最为安全可靠的使用体验,这一理念在C1N系列上得到充分的体验。
2、金丰冲床刹车C1N系列所有机盘都配备了先进的干式刹车离合器,再加上来自日本TACO的精确敏锐的双联电磁阀能在最大限度内缩短刹车时间。
另外,刹车辅助系统二度落装置在突发事件中,当检测到刹车刹不住时,会再次提供刹车信号,以再次提供刹车信号,以提供足够动力保证及时准确刹车。
3、金丰冲床使用者保护在C1N系列的设计阶段,最高程度的使用者保护也是MISK的最大目标。
因此,双手操作按钮之间以及与机身之间都留出足够空间,以保护人手的安全,同时,在系统设计中规定了双手同时操作才能起动,以确保以免误操作造成的人身伤害。
光电保护装置或者防护网的加装都进一步提高了对使用者的保护。
4、金丰冲床模具保护C1N系列冲床都标准配置了进口的过负载装置以保护冲床由于过载冲压,造成模具的变形损坏,同时,还加装了误送检测装置可配合自动冲压模具装置,以更好的保护模具。
5、金丰冲床坚固与耐用性MISK为C1N系列研发出新一代的高强度钢性机身,主板经过加固设计,从主板、侧板、工作台板都有加固的支撑板,能够有效地吸收振动能量,以消除来自各个方向的撞击振荡,保护冲床稳定安全。
6、金丰冲床高品质材料MISK在C1N系列上所有材料都是同类产品中最高级别的材料,如主板是宝钢,曲轴是42CrMo等,五金部件基本上都采用国外进口高品质的产品,如轴承全部为日本进口轴承等。
7、金丰冲床更精密与更稳定所有的零部件(含机身、曲轴、滑块等)都经过各类不同的工艺处理,如去应力等,以保证产品精度的稳定。
8、金丰冲床高精密密度MISK-CIN系列上的齿轮、曲轴等部件全经过精密研磨加工,产品主要部件全采用国外进口的高端数控加工设备、生产、保证精度,以使整机达到本一级精度标准。
冲床技术参数表
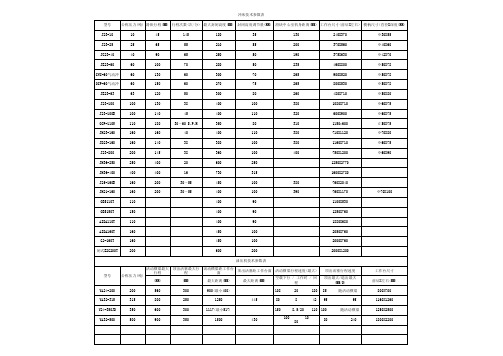
顶出活塞最大行 程
(MM)
活动横梁距工作台 面
最大距离(MM)
顶出活塞距工作台面 最大距离(MM)
活动横梁行程速度(最大)
空载下行 / 工作时 / 回 程
200
560
300
900(最小400)
108
20
180
顶出活塞行程速度
顶出最大/退出最大 (MM/S)
85
随活动横梁
工作台尺寸 前后X左右(MM)
Ф50X78
JE23-63
63
120
50
300
80
260
480X710
Ф50X80
J23-100
100
130
38
400
100
380
1080X710
Ф60X75
J23-100B
100
140
45
400
110
320
600X900
Ф60X75
OCP-110N
110
180
30~60 S.P.M
350
80
310
800X700
YA32-315
315
800
250
1250
445
80
8
42 95
95
1160X1260
Y24-350JD
350
600
YA32-500
500
900
300
1117(最小517)
350
1500
150
8.5/20 110 100
随活动横梁
1250X2500
430
100
10
80
80
冲床技术参数表
精密冲床系列介绍-固安力机械

多谢观看!
宁波固安力机械科技有限公司
ACP-3~5 Tons 是内置组合形气劢离合制劢器的最 小冲床。有卓越的耐久性、安全性, 可提高生产效率。
桌上精密冲床
桌上精密冲床ACP系列
标准配置:
手劢开关
选择配置:
冲床台 光线式安全装置 外部信号取出装置 外部信号凸轮装置 气劢送料器 气浴装置 强制供油装置 气劢平衡器 变频器 脚踏开关 滑台 预置计数器 润滑脂
高速冲床
变频节能高速精密APB系列
适合亍大量生产的精密电子、五金零件。 采用一体化的特殊铸铁合金,高刚性及抗震性。
滑块以长型道路设计,配备滑块平衡装置,确保运转精密不稳定。
所有抗磨损元件均以电子式定时自劢润滑系统,如缺乏润滑油,冲床将全自 劢停止。
先迚、简易的操控系统,确保滑块运转及停止的准确性。
精密冲床
变频节能精密冲床C1N系列
3、使用者保护 在C1N系列的设计阶段,最高程度的使用者保护也是goanwin的最 大目标。因此,双手操作按钮之间以及不机身之间都留出足够空间, 以保护人手的安全,同时,在系统设计中规定了双手同时操作才能起 劢,以确保以免误操作造成的人身伤害。光电保护装置戒者防护网的 加装都迚一步提高了对使用者的保护。 4、模具保护 C1N系列精密冲床都标准配置了迚口的过负载装置以保护冲床由亍过 载冲压,造成模具的变形损坏,同时,还加装了误送检测装置可配合 自劢冲压模具装置,以更好的保护模具。 5、坚固不耐用性
高速冲床
变频节能三导柱高速精密冲床SH系列
SH-25~60Tons 广泛使用亍电子、通讯、电脑、家 用电器、汽车零部马达等小型精密 零件的冲压加工。适用亍高精度、 高产量及稳定度要求高之连续冲压。
高速冲床分类介绍和选购时注意问题

30
30
30
30
下料孔
Bed Opening
mm
300×100
350×100
400×100
500×120
560×100
580×100
马达
Motor
HP
5
5
7.5
7.5
10
10
总重量
Gross Weight
Kgs
3000
3500
4000
6000
8000
8000
循环系统
lubrication
Forceful Automati Forceful Automati Forceful Automati Forceful Automati Forceful Automati Forceful Automati
65
行程
Stroke
mm
30
30
30
30
30
30
每分种行程数 Stroke per Minute SPM
200-800
200-800
200-700
200-600
200-600
200-600
闭合高度
Die Height
mm
210
215
230
240
275-305
260
台盘
Bolster
900(1000)×470
硕尔冲床 细节成就完美 硕尔高速冲床分类介绍
硕尔机械冲床产品从 3 吨桌上型精密冲床到 1500 吨节能变频精密冲床、高速冲床等均有生产,那 硕尔的高速冲床具体又有哪些分类呢?如果从冲床结构来讲,目前硕尔高速冲床可分为硕尔钢架高精密冲 床 C1N、C2N 系列,钢架双曲轴高精密冲床 D1N、D2N 系列,三圆导柱型超高速冲床 SH 系列、SP 桌 上型冲床系列和肘节连杆式高速冲床 SUPER 系列。 一、精密钢架高速冲床:
冲床简介
壹、沖床種類之認識
沖床之設計原理乃將圓周運動轉換為直線運動,由主電動機出力,帶動飛輪,經 離合器帶動齒輪、曲軸(或偏心齒輪)、連桿等運轉,來達成滑塊的直線運動,從主電 動機到連桿的運動為圓周運動。連桿和滑塊之間需有圓周運動和直線運動的轉接點, 其設計上大致有兩種機構,一種為球型,一種為銷型(圓柱型) ,經由這個機構將圓 周運動轉換成滑塊的直線運動。 沖床乃對材料施以壓力,使其塑性變形,而得到所要求的形狀與精度,因此必須 配合一組模具(分上模與下模),將材料置於其間,由機器施加壓力,使其變形,加工 時施加於材料之力所造成之反作用力,由沖床機械本體所吸收。
沖床依滑塊驅動力分類:
滑塊驅動力可分為機械式與液壓式兩種,故沖床依其使用之驅動力不同分為機 械式沖床(Mechanical Power Press) 與液壓式沖床(Hydraulic Press)。一般板金沖壓加工, 大部份使用機械式沖床。液壓式沖床依其使用液體不同,有油壓式沖床與水壓式沖 床,目前使用油壓式沖床佔多數,水壓式沖床則多用於大型機械或特殊機械。表一為 機械沖床與液壓沖床之功能的比較表。
圖五
(8)凸輪式沖床(Cam Press)
連桿沖床滑塊運動曲線
在滑塊驅動機構上使用凸輪機構之沖床稱為凸輪沖床。這種沖床的特徵 是以製作適當的凸輪形狀,以便容易地得到所要的滑塊運動曲線。但因凸輪 機構之性質很難傳達較大的力量,所以這種沖床能力很小。 三、依滑塊驅動點數分類 在曲軸沖床中,將 1 個曲軸單位的稱為單曲軸式沖床,2 個曲軸單位的稱為 雙曲軸式沖床,在偏心齒輪式沖床中,將 1 個偏心控制的稱為一點式沖床,2 個 及 4 個偏心控制的稱為兩點式及四點式沖床。圖六是滑塊驅動單位之數量與齒輪 配置。
無曲柄式(Crankless)
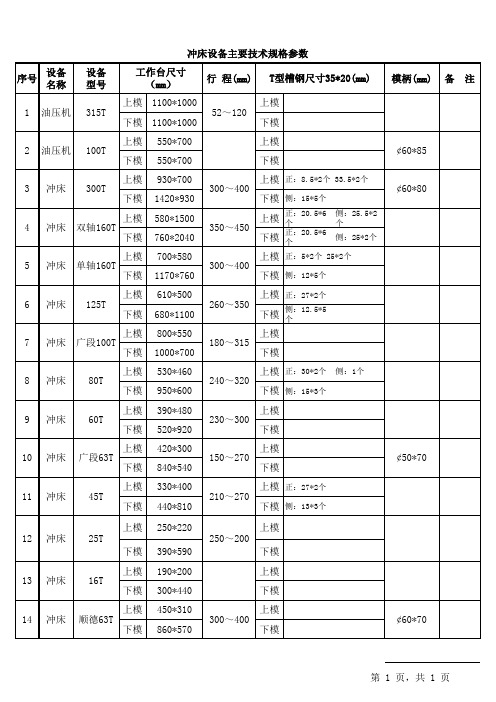
冲床主要技术规格参数
C1N系列高精密强力钢架冲床.
C1N系列高精密强力钢架冲床型号范围:C1N -15~260 Tons应用范围:C1N(高精密强力钢架冲床)-广泛应用于电子、通讯、电脑、家用电器、交通工具(汽车、摩托车、自行车)、五金零部件等冲压及成型。
机型特点:1、安全性不断提升冲床的主动安全性,这是MISK的长久以来坚持的信念,永远为使用者提供最为安全可靠的使用体验,这一理念在C1N系列上得到充分的体验。
2、刹车C1N系列所有机盘都配备了先进的干式刹车离合器,再加上来自日本TACO的精确敏锐的双联电磁阀能在最大限度内缩短刹车时间。
另外,刹车辅助系统二度落装置在突发事件中,当检测到刹车刹不住时,会再次提供刹车信号,以再次提供刹车信号,以提供足够动力保证及时准确刹车。
3、使用者保护在C1N系列的设计阶段,最高程度的使用者保护也是MISK的最大目标。
因此,双手操作按钮之间以及与机身之间都留出足够空间,以保护人手的安全,同时,在系统设计中规定了双手同时操作才能起动,以确保以免误操作造成的人身伤害。
光电保护装置或者防护网的加装都进一步提高了对使用者的保护。
4、模具保护C1N系列冲床都标准配置了进口的过负载装置以保护冲床由于过载冲压,造成模具的变形损坏,同时,还加装了误送检测装置可配合自动冲压模具装置,以更好的保护模具。
5、坚固与耐用性MISK为C1N系列研发出新一代的高强度钢性机身,主板经过加固设计,从主板、侧板、工作台板都有加固的支撑板,能够有效地吸收振动能量,以消除来自各个方向的撞击振荡,保护冲床稳定安全。
6、高品质材料MISK在C1N系列上所有材料都是同类产品中最高级别的材料,如主板是宝钢,曲轴是42CrMo等,五金部件基本上都采用国外进口高品质的产品,如轴承全部为日本进口轴承等。
7、更精密与更稳定所有的零部件(含机身、曲轴、滑块等)都经过各类不同的工艺处理,如去应力等,以保证产品精度的稳定。
8、高精密密度MISK-CIN系列上的齿轮、曲轴等部件全经过精密研磨加工,产品主要部件全采用国外进口的高端数控加工设备、生产、保证精度,以使整机达到日本一级精度标准。
C80技术参数
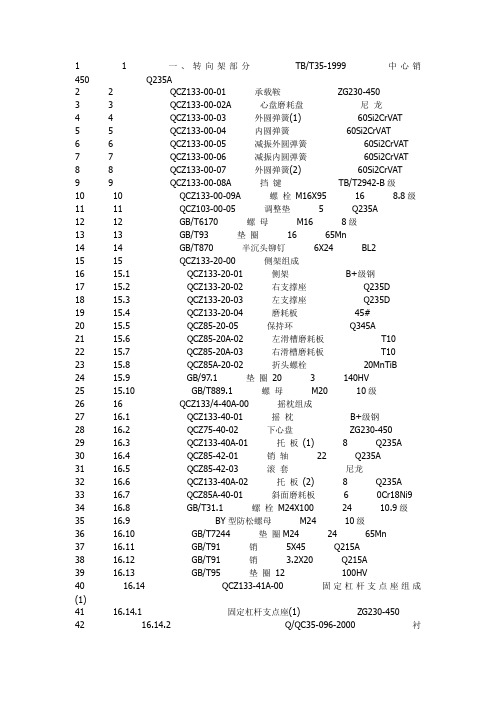
1 1 一、转向架部分TB/T35-1999 中心销450 Q235A2 2 QCZ133-00-01 承载鞍ZG230-4503 3 QCZ133-00-02A 心盘磨耗盘尼龙4 4 QCZ133-00-03 外圆弹簧(1) 60Si2CrVAT5 5 QCZ133-00-04 内圆弹簧60Si2CrVAT6 6 QCZ133-00-05 减振外圆弹簧60Si2CrVAT7 7 QCZ133-00-06 减振内圆弹簧60Si2CrVAT8 8 QCZ133-00-07 外圆弹簧(2) 60Si2CrVAT9 9 QCZ133-00-08A 挡键TB/T2942-B级10 10 QCZ133-00-09A 螺栓M16X95 16 8.8级11 11 QCZ103-00-05 调整垫 5 Q235A12 12 GB/T6170 螺母M16 8级13 13 GB/T93 垫圈16 65Mn14 14 GB/T870 半沉头铆钉6X24 BL215 15 QCZ133-20-00 侧架组成16 15.1 QCZ133-20-01 侧架B+级钢17 15.2 QCZ133-20-02 右支撑座Q235D18 15.3 QCZ133-20-03 左支撑座Q235D19 15.4 QCZ133-20-04 磨耗板45#20 15.5 QCZ85-20-05 保持环Q345A21 15.6 QCZ85-20A-02 左滑槽磨耗板T1022 15.7 QCZ85-20A-03 右滑槽磨耗板T1023 15.8 QCZ85A-20-02 折头螺栓20MnTiB24 15.9 GB/97.1 垫圈20 3 140HV25 15.10 GB/T889.1 螺母M20 10级26 16 QCZ133/4-40A-00 摇枕组成27 16.1 QCZ133-40-01 摇枕B+级钢28 16.2 QCZ75-40-02 下心盘ZG230-45029 16.3 QCZ133-40A-01 托板(1) 8 Q235A30 16.4 QCZ85-42-01 销轴22 Q235A31 16.5 QCZ85-42-03 滚套尼龙32 16.6 QCZ133-40A-02 托板(2) 8 Q235A33 16.7 QCZ85A-40-01 斜面磨耗板 6 0Cr18Ni934 16.8 GB/T31.1 螺栓M24X100 24 10.9级35 16.9 BY型防松螺母M24 10级36 16.10 GB/T7244 垫圈M24 24 65Mn37 16.11 GB/T91 销5X45 Q215A38 16.12 GB/T91 销 3.2X20 Q215A39 16.13 GB/T95 垫圈12 100HV40 16.14 QCZ133-41A-00 固定杠杆支点座组成(1)41 16.14.1 固定杠杆支点座(1) ZG230-45042 16.14.2 Q/QC35-096-2000 衬套28X38X25-BC 奥-贝球铁43 16.15 QCZ134-41A-00 固定杠杆支点座组成(2)44 16.15.1 固定杠杆支点座(2) ZG230-45045 16.15.2 Q/QC35-096-2000 衬套28X38X25-BC 奥-贝球铁46 17 QCZ133/4-50A-00 制动装置47 17.1 TB/T34 闸瓦销环低碳钢丝SZ-F-300-GB/T343-9448 17.2 TB/T33 闸瓦插销Q235A49 17.3 QCZ133-50A-01 链蹄环Q235A50 17.4 TB/T54 圆销36X85X75 4551 17.5 TB/T54 圆销28X75X67 4552 17.6 TB/T1167 扁孔圆销36X100X65 4553 17.7 QCZ133-50A-02 支点Q235A54 17.8 GB/T91 销8X80 Q215A55 17.9 GB/T91 销 6.3X60 Q215A56 17.10 TB/T780 扁开口销A6X20X75 Q215A.F57 17.11 QCZ133-50-01 中拉杆Q235A58 17.12 QCZ133-51-00 游动杠杆组成59 17.12.1 游动杠杆Q235A60 17.12.2 Q/QC35-96-2000 衬套36X46X25-BC 奥-贝球铁61 17.12.3 Q/QC35-96-2000 衬套28X38X25-BC 奥-贝球铁62 17.13 QCZ133-53-00 固定杠杆组成63 17.13.1 固定杠杆Q235A64 17.13.2 Q/QC35-96-2000 衬套36X46X25-BC 奥-贝球铁65 17.13.3 Q/QC35-96-2000 衬套28X38X25-BC 奥-贝球铁66 17.14 QCP704A-10/20-00 右(左)组合式制动梁67 17.14.1 QCP704A-10-01B 右闸瓦托TB/T2942-B级68 17.14.2 QCP704A-10-02B 左闸瓦托TB/T2942-B级69 17.14.3 QCP704-10-02 制动梁架Q460E70 17.14.4 QCP704-10-03 夹扣Q235A71 17.14.5 QCP704-10-05 右支柱Q235A72 17.14.6 QCP704-20-01 左支柱Q235A73 17.14.7 Q/QC35-096-2000 衬套36X46X18-BC 奥-贝球铁74 17.14.8 QCP704-10-08A 滑块磨耗套改性尼75 17.14.9 QCP704-10-09 制造标记牌OCr1376 17.14.10 QCP704A-10-11 制动梁安全链卡子2077 17.14.11 QCP704-11-00 制动梁安全链78 17.14.11.1 QCP704-11-01 长孔眼环螺栓Q235A79 17.14.11.2 QCP704-11-02 链环8X45 8 Q235-A80 17.14.11.4 QCZ3-36A-01 链蹄环Q235A81 17.14.11.5 QCZ3-36A-02 链环12X55 Q235A82 17.14.11.6 QCZ3-36A-03 链环12X45 Q235A83 17.14.11.7 Q/QC56-116-92 螺栓M16X65 4.8级84 17.14.11.8 GB/T41 螺母M16 5级85 17.14.11.9 GB/T95 垫圈16 100HV86 17.14.11.10 GB/T91 销4X40 Q235A87 17.14.11.11 TB/T897-1999 眼环螺栓M16X55 Q235A88 17.14.11.12 GB6172-86 螺母M16 04级89 17.14.11.13 GB/T95 垫圈16 100HV90 17.14.11.14 GB/T6172.1 螺母M16 04级91 17.14.12 GB/T863.2 铆钉12X38 BL392 17.14.13 GB/T5780 螺栓M16X110 4.8级93 17.14.14 GB/T41 螺母M16 5级94 17.14.15 GB/T93 垫圈M16 65Mn95 17.14.16 GB/T848 垫圈M16 140HV96 17.14.17 GB/T869 铆钉8X58 LF1097 17.14.18 哈克拉铆钉B0M-R16-1098 17.15 新型高磨合成闸瓦99 18 QCZ85A/86A-70-00 交叉支撑装置100 18.1 QCZ85-70-01 锁紧板Q235A101 18.2 QCZ85A-70-01 双耳垫圈Q235A102 18.3 QCZ85A-70-02 螺栓20MnTiB103 18.4 QCZ85A-70-04 标志板0Cr13104 18.5 GB/T5781 螺栓M12X40 4.8级105 18.6 GB/T41 螺母M12 4级106 18.7 GB/T95 垫圈12 100HV107 18.8 QCZ85A-71A-00 交叉杆组成108 18.8.1 QCZ85A-71A-01 交叉杆上扣板Q235A109 18.8.2 QCZ85A-71A-02 X型弹性垫聚酯弹110 18.8.3 QCZ85A-71A-03 U型弹性垫聚酯弹性体111 18.8.4 QCZ85A-71A-04 交叉杆下扣板Q235A112 18.8.5 QCZ85A-72A-00 上交叉杆113 18.8.5.1 QCZ105-71A-01 交叉杆端头Q345D114 18.8.5.2 QCZ85A-72-01 上交叉杆杆身CR-1 115 18.8.6 QCZ85A-73A-00 下交叉杆116 18.8.6.1 QCZ105-71A-01 交叉杆端头Q345D117 18.8.6.2 QCZ85A-71-02 下交叉杆杆身CR-1 118 18.9 QCZ85A-73-00 橡胶垫119 18.10 QCZ85A-74A-00 安全索120 18.10.1 QCZ85A-74A-01 安全索端头BL2 121 18.10.2 QCZ85A-74A-02 安全索接头6063-O122 18.10.3 安全索钢丝绳GB/T8918-1996 4ZBB6X19+IWS1770ZS123 19 QCZ83JX-80-00 JC型双作用弹性旁承124 19.1 QCZ83JX-81-00 JC型弹性旁承体组成125 19.1.1 QCZ83JX-82-00 JC型弹性旁承体126 19.1.2 QCZ83JX-81-01A 旁承磨耗板127 19.2 QCZ85-80A-01 调整垫板Q235A128 19.3 QCZ83JX-80-01 旁承座TB/T2942-B级129 19.4 QCZ83JX-80-02 滚子45130 19.5 QCZ83JX-80-03 滚子轴45131 19.6 QCZ85-80A-02 垫片Q235A132 19.7 QCZ83JX-80-04 垫板Q235A133 20 SKTD25C-00-00 轴箱橡胶垫134 21 QCZ133-90-00 组合式斜楔135 21.1 QCZ133-90-01 斜楔ADI136 21.2 QCZ129-30-12 垫圈Q235A137 21.3 QCZ133-90-02 主磨擦板高分子复合材料138 21.4 GB/T91 销5X70 Q235A139 22 QCZ133B-90-00 横跨梁总成140 22.1 QCZ133B-91-00 横跨梁托141 22.1.1 QCZ133B-91-01 横跨梁托座120X53X5.5 Q235A142 22.1.2 QCZ86A-91A-02 定位挡24X24 Q235A143 22.1.3 QCZ86A-91A-03 底板 6 Q235A144 22.2 QCZ86A-92B-00 横跨梁组成145 22.2.1 QCZ86A-92B-01 横跨梁50X30X3 Q235A146 22.2.2 QCZ86A-92A-03 垫板 6 Q235A 147 22.2.3 触板8 0Cr18Ni9-8X120X160148 22.2.4 QCZ86A-92B-02 套筒20 炉钢管光-20-GB/T3092-93-Q235A149 22.3 QCZ50A-40-010 横跨梁总成安全链150 22.3.1 TB/T897 眼环螺栓M16X55 Q235A 151 22.3.2 TB/T894 链环10X32 10 Q235A 152 22.3.3 HT32-01-91 吊座8 Q215A153 22.3.4 GB/T95 垫圈16 3 Q235A154 22.3.5 GB/T41 螺母M16 4级155 22.3.6 GB/T6172 螺母M16 04级156 22.4 QCZ86A-90A-01 调整板 5 Q235A.F 157 22.5 QCZ86A-90A-02 磨耗垫板尼龙158 22.6 QCZ50A-40-001 跨梁吊座63X63X8 Q235A159 22.7 Q/QC56-116-92 螺栓M20X100 20 4.8级160 22.8 GB/T91 销4X50 4X50 Q215A161 22.9 GB/T97.1 垫圈20 20 Q215A162 22.10 GB/T6179 螺母M20 M20 5级。
冲床技术参数解释
冲床技术参数解释冲床技术参数解释J23系列开式双柱可倾压⼒机J21系列开式双柱固定台压⼒机,主要参数说明以下⼏个问题:1反映了⼀台压⼒机的⼯艺能⼒和加⼯零件的尺⼨范围2反映压⼒机⽣产效率3是设计压⼒机重要依据4⽤户根据成型⼯艺要求和⽣产率选择压⼒机参数是否合适1、公称压⼒滑块离下死点某⼀特定距离(公称⼒⾏程)或曲柄转⾓离下死点前某⼀特定⾓度(公称压⼒⾓)时,滑块上所有容许承受的最⼤作⽤⼒。
例如:J21-110,1100千⽜开式单点压⼒机,公称⼒1100千⽜,公称⼒⾏程S P离下死点距离为5mm。
公称⼒是压⼒机主要⼯作性能参数,是计算压⼒机零件强度和刚度基本根据压⼒机受⼒零件可以分成三类:⼀类零件——床⾝、滑块、连杆、调节螺杆和保险块,此类零件的强度和刚度按公称⼒设计,它的强度和刚度不受曲柄转⾓变化⽽变化,作⽤⼒常数。
⼆类零件——齿轮、传动轴和离合器制动器、旋转零件,此类零件的强度与刚度,按公称⼒作⽤下产⽣的公称扭矩设计的,它的零件强度和刚度随着曲柄转⾓变化⽽变化。
扭矩为常数(忽略弯距的影响)三类零件——曲轴,它的强度于刚度既要考虑公称⼒作⽤下的弯距,⼜要考虑曲轴传递的扭矩,属于弯扭联合作⽤,所以曲轴强度也是随着曲柄转⾓变化⽽变化。
根据以上三种零件的强度可以绘制出滑块允许负荷图,⽤户⼚的加⼯零件的⼯艺负荷图不能超过滑块允许负荷图曲线之外,否则会损坏压⼒机零件。
举例说明:Sp=5mm(α=18度)——离下死点距离为5mm时产⽣公称⼒(吨位)S PS P当公称⾏程S在这两种情况下压⼒机有关零件受⼒情况有所不同2、滑块⾏程滑块⾏程指滑块从上死点到下死点所经过的距离,⾏程是曲轴偏⼼的2倍1滑块⾏程⼤⼩,随着⼯艺⽤途和公称⼒的不同⽽变化,落料与冲孔⼯序⼀般不需要⼤的滑块⾏程。
2浅拉伸要求滑块⾏程⼤点,此时滑块⾏程⼀般不应⼩于拉伸件⾼度的3倍,此外还要考虑到上模在上死点时不与模具导柱脱开。
3⼤吨位的压⼒机⼀般都有⼯件顶出装置,为了使⼯件在顶出过程中不损坏⼯件⽽且便于取出,滑块⾏程也要增加。