1、电弧物理基础
焊接电弧物理基础

4) Control of weld metallurgy;
5 / 54
Metal joining approach:
1) Heating:
Break up the surface oxide Joint becomes plastic or fusion state molten pool crystal together weld bead Applied heating sources: Gas flame ;Arc heat;
molecules through chemical reaction and physical effect.
3 / 54
Welding is one of the most widely applied joining process in the modern (advanced) manufacturing industry.
弧柱的温度一般在5000--50000K之间,而电场强度仅为10v /cm左右,所以在弧柱区热电离是产生带电粒子的主要途 径,电场作用下的电离则是次要的。
在电弧的阴极压降区和阳极压降区.电场强度可达105— 107v/cm,远高于弧柱区,因而会产生显著的场致电离现象。
24 / 54
3) 光电离 中性气体粒子受到光辐射的作用而产生的电
气体放电随电流的强弱而有不同的形式,如 暗放电、辉光放电、电弧放电等。
与其他气体放电形式相比,电弧放电的主要 特点是电流最大、电压最低、温度最高、发 光最强。
10 / 54
第10章 金属连接成形的主要工艺
二次电离,雪崩
电弧的基本理论

5.1 电弧的基本理论
5.1.1 电弧的产生和物理特性 5. 电弧发生的途径 从辉光放电转变到冷阴极电弧的过程。在阴极电化显著增高的非正常辉光放电中 。 阴极表面的个别
部分在强电场影响下能够发射电子,其数量足以使阴极电位降区域和气体显著地游离,由此产生电荷浓 度较高的区域。电子比正离子更快离开这个区域,因此形成中间电荷的增加,促使场电子发射继续增加 , 最后形成电弧放电。
5.1 电弧的基本理论
5.1.1 电弧的产生和物理特性 6. 电弧的物理特性 1)电弧的温度 在电弧中可能在几个微秒的时间内达到大约4000K~5000K的高温,电弧的燃炽与熄灭与温度有很
大的关系。电弧温度与电流有重要的关系,电流的增加基本上标志着温度的上升。
2)电弧的直径 弧柱本身,电弧中间明亮的部分,直径大致相当于弧柱,电弧的最大导电部分,几乎100%的电流 在它中间通过。 光圈,周围较宽广而亮度较低的外壳。 电弧的直径与电流有关。对于在空气中自由燃炽的电弧,其直径d与电流I的平方根成正比。
5.1 电弧的基本理论
5.1.1 电弧的产生和物理特性 6. 电弧的物理特性 4)电弧等离子体的热容与冷却 开关电弧的熄灭,主要是靠对电弧等离子体进行冷却来实现的。冷却方式主要有等熵(热能除以温
度所得的商,标志热量转化为功的程度)冷却和热传导冷却两种。 等熵冷却就是所谓绝热膨胀。当气体沿着压力梯度进行膨胀运动时、由粒子运动形成的内部能量转
5.1 电弧的基本理论 5.1.1 电弧的产生和物理特性 5.1.2 交流电弧 5.1.3 直流电弧 5.1.4 直流电弧和交流电弧的区别 5.1.5 电弧的熄灭方法和灭弧装置
5.1 电弧的基本理论
5.1.1 电弧的产生和物理特性 1. 概述 大气中两个触头将接触或开始分离时,只要它们之间的电压达12~20V,电流达0.25~1A,触头间
电弧焊基础知识

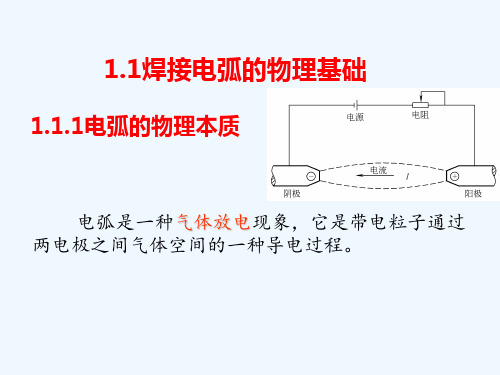
第一章电弧焊基础知识一、教学目的:能正确认识焊接电弧中带电粒子的产生原理了解焊接电弧的工艺特性及电弧力的种类了解阴极斑点及阳极斑点的定义了解熔滴上的作用力掌握熔滴过渡的主要形式及其特点能正确认识焊缝形成过程了解焊接工艺参数对焊缝成形的影响了解焊缝成形缺陷的产生及防止二、教学重点:焊接电弧中带电粒子的产生原理熔滴过渡的主要形式及其特点焊接工艺参数对焊缝成形的影响三、教学难点:电离和激励极斑点及阳极斑点最小电压原理焊缝成形缺陷的产生及防止四、参考学时数:4~6学时五、主要教学内容:第一节焊接电弧一、焊接电弧的物理基础(一)电弧及其电场强度分布电弧是一种气体放电现象,它是带电粒子通过两电极之间气体空间的一种导电过程。
电弧有三个部分构成:阴极区、阳极区、弧柱区。
(二)电弧中带电粒子的产生1、气体的电离在外加能量作用下,使中性的气体分子或原子分离成电子和正离子的过程称为气体电离。
其本质是中性气体粒子吸收足够的能量,使电子脱离原子核的束缚而成为自由电子和正离子的过程。
电离种类:(1)热电离气体粒子受热的作用而产生电离的过程称为热电离。
其本质为粒子热运动激烈,相互碰撞产生的电离。
(2)场致电离带电粒子在电场中加速,和其中的中性粒子发生非弹性膨胀而产生的电离。
电离程度:电离度:单位体积内电离的粒子数浴气体电离前粒子总数的比值称为电离度。
(3)光电离中性气体粒子受到光辐射的作用而产生的电离过程称为光电离。
2、阴极电子发射(1)电子发射:阴极中的自由电子受到外加能量时从阴极表面逸出的过程称为电子发射。
其发射能力的大小用逸出功A w表示。
(2)阴极斑点阴极表面光亮的区域称为阴极斑点。
阴极斑点具有“阴极清理”(“阴极破碎”)作用,原因:由于氧化物的逸出功比纯金属低,因为阴极斑点会移向有氧化物的地方,将该氧化物清除。
(3)电子发射类型1)热发射阴极表面受热引起部分电子动能达到或超过逸出功时产生的电子发射。
热阴极以热发射为主要的发射形式。
焊接电弧

诚洁勤敏
⑵电场作用下的电离(场致电离):带电粒子从电场 中获得能量,通过碰撞而产生电离过程称为电场作用 下的电离。
带电粒子一边与气体粒子碰撞,一边沿电场方向作加速运动。 两次碰撞之间的路长度为粒子的自由行程。其平均值称为平 均自由行程。 在相同条件下电子的平均自由程比离子大4倍而电子质量比离 子小得多。在电场作用下电子获得4倍于离子的动能与中性粒 子发生非弹性碰撞产生电离,故电场作用下的电离主要是电 子与中性粒子的非弹性碰撞引起的。这种电离是有链锁反应 性质,但并不是无限的。电弧中除电离外,还存在着带电粒 子复合成中性粒子的消电离过程。 弧柱中场强较弱(10 V/cm左右),电子获得动能较小。此时 热电离是主要形式,场致电离是次要的,阳、阴极区场强较 高(105-107V/cm)才产生显著场致电离。
诚洁勤敏
由于外加能量形式不同,电子发射机构可分为热发射、 电场发射、光发射和粒子碰撞发射四种类型: 1.热发射: 由于金属表面受热作用,使其内部的自由电子热运动加剧,当 自由电子的动能大于逸出功时,则飞出金属表面参加电弧的导 电过程。电子从金属表面逸出时要带走热量,对金属表面产生 冷却作用,当其被金属表面接收时,会释放能量,使金属表面 加热,带走和释放的能量在数值上均为IUw(其中I为发射的总 电子流,Uw逸出电压)。如热态引弧较容易。
诚洁勤敏
⑵光辐射传递: 一般焊接电弧中,以光辐射传递方式产生带 电粒子与碰撞传递相比,是次要的。 中性气体粒子接受外界光量子形式能量,内 能提高结构改变,产生激励或电离。
3.电离种类: 电弧中气体粒子的电离因外加能量和种类的不同可分 为三类:热电离、电场作用下的电离和光电离。 ⑴热电离:高温下,气体粒子受热的作用相互碰撞而 产生的电离。
诚洁勤敏
电弧基础-王猛

如:引弧时,热电子发射和场致电子发射起主要作用。电弧稳定燃烧时, 若用高熔点电极材料做电极,则热电子发射作用显著,而用低熔点材料 做电极时,则撞击电子发射和场致电子发射产生主要影响,用钢做电极 时,则和三种发射都有关系。
返回
电弧的导电机构
1、电弧的区域组成
焊接电弧是由阴极区、阳极区、弧柱区三个部分组成的。
电弧中带电粒子的产生过程6-2
一个电子伏能量(eV)等于在电位差为1V的两点间移动一个电子所做的功,其数值为 1.6×10-10J。为了计算方便,常把用电子伏为单位的能量转换为数值相等的电压表 示,叫做电离电压。使中性气体粒子失去一个电子的电离称为一次电离,依次类推 有二次电离、三次电离、四次电离。焊接过程中主要是一次电离。要使中性气体粒 子失去第二电子则需要更大的电离电压,这个电压成为第二电离电压。不同的气体 元素的电离电压是不同的,其数值的大小反映气体电离的难易程度,常见的气体离 子的电离电压见下表:
(3)撞击电子发射
返回
热点子发射
(1)热点子发射 热电子发射就是电极(阴极)由于高温的作 用而使电子逸出电极表面的一种过程。 电极加热温度越高,则从其表面逸出电子数目也就越多,从而促 使碰撞电离也越剧烈,因此也越有利于电弧的稳定燃电子发射
场致电子发射就是由于电场强度增大而产
阴极区
1.阴极区 阴极区是贴近阴极表面的极薄的一个区域(大约10-5~10-6厘米)。 在阴极区的阴极表面有一个明亮的斑点,称为阴极辉点。在阴极辉点中,电子在电场的作用下 ,得到足够的能量而逸出。因此,阴极辉点是一次电子的发源地,也是阴极区中温度最高的部 分。 实际上,阴极发射出来的电子,受电场的作用迅速向阳极移动,电弧中被电离的微粒—阳离子则向 阴极移动。由于阳离子的质量比电子的质量大的多,因此阳离子的运动速度比电子要慢的多, 结果在阴极表面附近的空间(大约10-5~10-6厘米)每一瞬间运动的阳离子的浓度比电子的浓度大 的多,就使得阴极表面附近所有阳离子的正电荷总和大大超过所有电子的负电荷的总和,所以 在阴极表面附近的空间形成了一层阳离子层。这样从阴极表面到阳离子层之间就形成较大的电 位差,这部分电位差称为“阴极电压降”。由于阴极电压降的存在,使阴极区造成局部的强电 场(约为105~106/㎝),加速了阴极表面的电子发射,同时也使阳离子加速进入阴极。 阴极获得的能量主要有:阳离子到达阴极表面与电子复合承中性微粒时放出的热量;阳离子撞击 阴极表面析出的能量。这些能量都使阴极温度升高。 阴极消耗的能量有:阴极发射电子消耗的能量;阴极金属材料加热、熔化和蒸发消耗的能量。
电弧焊基础

一、焊丝的加热和熔化特性
1、焊丝的热源 电弧焊时,主要热源是电弧热和电阻热。 熔化极时,阴(阳)极区电弧热及电阻热; 非熔化极时,主要靠弧柱区产生的热量。 其中:阴极区的产热功率:PK=I(UK-UW); 阳极区的产热功率:Pa=IUW 电阻热:PR=I2RS;RS=ρLS/S 2、焊丝的熔化特性 焊丝的熔化特性指焊丝的熔化速度和焊接电流之间的关系。 在其他条件相同的情况下,焊丝电阻率和熔化系数越大, 焊丝熔化速度越快,反之,熔化速度越慢。图示为熔化 下一页 特性与焊丝直径的关系及熔化特性与伸出长度的关系。
焊接工艺 (焊接方法与设备)
第一单元 电弧焊的基础知识
第一单元 电弧焊的基础知识
综合知识模块一 焊接电弧 综合知识模块二 焊丝的熔化与熔滴过渡 综合知识模块三 母材熔化与焊缝成形
综合知识模块一 焊接电弧
能力知识点1 焊接电弧的物理基础 能力知识点2 焊接电弧的导电性 能力知识点3 焊接电弧的工艺特性
焊丝的熔化特性与焊丝直径及伸出长度的关系
返回
二、熔滴上的作用力
1、重力:平焊时,促进熔滴过渡;其他位置时,阻碍熔滴过渡。 2、表面张力:表面张力是指向焊丝端头上保持熔滴的作用力。平 焊时,阻碍熔滴过渡;其他位置有利于熔滴过渡。如图所示。 3、电弧力:电弧力包括电磁收缩力、等离子流力、斑点压力等。 其中电弧力和等离子流力促进熔滴过渡;斑点压力总是阻碍熔滴 过渡。 4、熔滴爆破力:当熔滴内部因冶金作用而生成气体或含有易蒸发 金属时,在电弧高温作用下将使气体积聚、膨胀而产生较大的内 压力,致使熔滴爆破。它促使熔滴过渡。 5、电弧的气体吹力:焊条电弧焊时,焊条药皮的熔化滞后于焊芯 的熔化,在焊条端部形成套筒,此时,药皮中的造气剂产生的气 体在高温下急剧膨胀,从套筒中喷出作用于熔滴。不论何种位置 的焊接,电弧气体吹力总是促进熔滴过渡。
第一章焊接电弧
热发射:当所用的电极是热阴极型且电流较大时, 主要依靠热发射向电弧提供电子; 场致发射而当所用的电极是冷阴极型时,热发射不 能提供足够的电子,此时场致发射起主要作用; 碰撞发射由于焊接电弧的阴极区前面有大量正离子 聚集,形成具有一定强度的电场,能使正离子加速 撞击阴极,因而在一定条件下,粒子碰撞发射能够 成为向电弧提供导电所需电子的主要途径; 光发射:在阴极电子发射中则居于次要地位。
子状态的气体也可以直接被电离。但由于一般情 况下电子脱离气体分子需要克服原子对电子和分 子对电子的两层约束,因此分子状态时的气体电 离电压比原子状态时的电离电压值要高一些。 例如氢原子为13.5V,而氢分子为15.4V。但 是有些气体分子的电离电压反而比原子的电离电 压低,如NO分子的电离电压为9.5V,而N原子 和O氧子的电离电压分别为14.5V和13.5V。
1.1.3 电弧中带电粒子的消失
电弧导电过程中不仅有带电粒子的产生过程,而且 有带电粒子的消失过程,而且,当电弧稳定燃烧时这两 个过程处于动态平衡状态,即在单位时间内产生的带电 粒子数目等于消失的带电粒子的数目。 主要有两种方式: “扩散”:即带电粒子离开它们原来的地方,而逃逸到 电弧的四周,不再参加放电过程; “复合”:即正的带电粒子和负的带电粒子结合成中性 的原子或分子,这里既有电子与正离子的复合,也有负 离子与正离子的复合。在复合的过程中释放出大量的热 和光。包括:空间复合和电极表面复合。
2.电子的发射
电极表面接受一定外加能量作用,使其 内部的电子冲破电极表面的束缚而飞到电弧 空间的现象称为电子发射。 电子发射在阴极和阳极皆可能发生,但 是从阳极发射出来的电子因受到电场的排斥, 不能参加导电过程,只有从阴极发射出的电 子,在电场的作用下才能参加导电过程。
《熔焊方法及设备(第2版)》课件 第一章 焊接电弧

激励是当中性气体分子或原子受到外加能量的 作用不足以使电子完全脱离气体分子或原子,而使 电子从较低的能级转移到较高的能级的现象。通过 加热、电场作用或光辐射均可产生激励现象。由于 产生激励时电子尚未脱离分子或原子,因此气体分 子或原子对外仍呈中性,但是激励状态是一种非稳 定状态,它存在的时间很短暂。
图1-2 气体放电的伏安特性曲线
1.1.2 电弧中带电粒子的产生
两电极之间要产生气体放电必须具备两个条 件,一是必须有带电粒子,二是在两极之间必须 有一定强度的电场。
电弧中的带电粒子指的是电子、正离子和负离 子。引燃电弧和维持电弧燃烧的带电粒子是电子 和正离子。这两种带电粒子主要是依靠电弧中气 体介质的电离和电极的电子发射两个物理过程产 生的。
压较高,发热发光较弱,而电弧放电的电流最 大,电压最低,温度最高、发光最强。正是因 为电弧具有这样的特点,因此在工业中广泛用 来作为热源和光源,在焊接技术中成为一种不 可缺少的能源。综上所述,从电弧的物理本质 来看,它是一种在具有一定电压的两电极之间 的气体介质中所产生的电流最大、电压最低、 温度最高、发光最强的自持放电现象。
在电弧引燃和燃烧的过程中,除了存在电离和 发射这两个过程外,还伴随有气体解离、激励、 生成负离子、复合等过程。
1.气体的电离
两电极之间的气体受到外加能量(如外加电场、 光辐射、加热等)作用时,气体分子热运动加剧。 当能量足够大时,由多原子构成的气体分子就会分 解为原子状态,这个过程称为解离。
(1)电离与激励
电离能通常以电子伏(eV)为单位,1电子 伏就是1个电子通过1V电位差的空间所获得的能 量,其数值为1.6×10-19J。为了便于计算,常把以 电子伏为单位的能量转换为数值上相等的电压来 处理,单位为伏(V),此电压称为电离电压。 电弧气氛中常见气体的电离电压如表1-1所示。
电弧中带电粒子的产生方式

电弧中带电粒子的产生方式电弧是一种高温高能量的现象,是电流在介质中流动时产生的。
在电弧中,带电粒子的产生方式十分复杂,涉及到许多物理过程。
本文将介绍电弧中带电粒子的产生方式及其物理原理。
一、电弧的基本概念电弧是指两个电极之间,由于电流的作用产生的一种放电现象。
在电弧中,电流通过电极,使电极表面产生高温、高能量的等离子体,形成一条带电的气体通道,这条通道即为电弧。
电弧可以产生强烈的光和热,能够将金属等物质熔化和汽化。
二、电弧中带电粒子的产生方式1. 离子化在电弧中,当电极上的电子受到电场的作用,能量足够大时,就会从原子或分子中脱离出来,形成带电离子。
这个过程称为离子化。
离子化是电弧中带电粒子产生的最基本方式。
2. 电子碰撞在电弧中,带电离子与未带电原子或分子相互碰撞,使原子或分子失去电子,形成带电离子。
这个过程称为电子碰撞。
3. 电子复合在电弧中,带电离子与带负电的电子相互碰撞,使电子与离子复合成原子或分子,释放出能量。
这个过程称为电子复合。
4. 电子振荡在电弧中,电场的作用使电子在原子或分子中做振荡运动,电子的能量足够大时,就会从原子或分子中脱离出来,形成带电离子。
这个过程称为电子振荡。
三、电弧中带电粒子的物理原理电弧中带电粒子的产生方式涉及到许多物理原理,其中最重要的是电离作用、电子碰撞和电子复合。
1. 电离作用电离作用是电弧中带电粒子产生的基础。
在电弧中,电场的作用使电子获得足够的能量,从原子或分子中脱离出来,形成带电离子。
电离作用是电弧中带电粒子产生的必要条件。
2. 电子碰撞电子碰撞是电弧中带电粒子产生的重要方式之一。
在电弧中,带电离子与未带电原子或分子相互碰撞,使原子或分子失去电子,形成带电离子。
电子碰撞是电弧中带电粒子产生的主要方式之一。
3. 电子复合电子复合是电弧中带电粒子产生的重要方式之一。
在电弧中,带电离子与带负电的电子相互碰撞,使电子与离子复合成原子或分子,释放出能量。
电子复合是电弧中带电粒子产生的重要机制之一。
第一章 电弧焊基础知识
下面为冷金属过渡过程及其所焊的铝合金薄板对接焊缝。 下面为冷金属过渡过程及其所焊的铝合金薄板对接焊缝。
瑞典ESAB公司发展的 瑞典ESAB公司发展的super pulse技术,在一个电流周期内可以采 公司发展的super pulse技术 技术, 用不同熔滴过渡形式的组合,即正、 用不同熔滴过渡形式的组合,即正、负半波可以分别采用不同的熔滴过 渡形式,使焊缝成形比以往更加美观、精确并且容易控制、飞溅极少。 渡形式,使焊缝成形比以往更加美观、精确并且容易控制、飞溅极少。 焊缝成形更多地依靠机器来完成, 焊缝成形更多地依靠机器来完成,大大降低了人为因素对焊缝成形的影 降低对焊工操作技能培训的要求,不但节省了生产成本, 响、降低对焊工操作技能培训的要求,不但节省了生产成本,而且使以 往难于解决的焊接问题(如极薄的铝或不锈钢板的MIG焊 变得简单, 往难于解决的焊接问题(如极薄的铝或不锈钢板的MIG焊)变得简单, 焊缝质量的稳定性、再现性得到极大的提高。 焊缝质量的稳定性、再现性得到极大的提高。 点击看双脉冲( pulse)过渡技术(瑞典ESAB公司 公司)。 点击看双脉冲(super pulse)过渡技术(瑞典ESAB公司)。 点击了解冷金属过渡(CMT)技术(奥地利Fronius公司) 公司) 点击了解冷金属过渡(CMT)技术(奥地利Fronius公司
v cm
第一节
焊接电弧
弧柱区 阳极区
二、焊接电弧的导电特性
电弧的三个区域:阴极区 电弧的三个区域: (一)弧柱区的导电特性 热电离是弧柱部分产生带电粒子的主要途径 (二)阴极区的导电特性
(阴极区长度10-5~10-6cm ,阴极区压降约为106~107 V/cm) 阴极区长度10 ,阴极区压降约为 阴极区压降约为10 V/cm)
焊接电弧的基础知识

各区温度分布情况如下: 1. 弧柱区的温度最高,但热量大部分通过对流的形式流失了 2.阴极区的热量用于对阴极加热,这部分热量可用于加热填
充材料或工件 3. 阳极区的热量主要用于加热工件和焊材,阳极和阴极相比,
(三)带电粒子的消失
二、焊接电弧的导电特性 (一)弧柱区的导电特性 (二)阴极区的特点 (三) 阳极区的特点 (四)焊接电弧的静态伏安特性 三、焊接电弧的工艺特性
(一)电弧的热能特性
⑴ 弧柱、阴极区、阳极区的产热
(2)电弧的温度分布
(二)电弧的力学特性 (三)焊接电弧的稳定性
Ⅰ、焊接电弧的产生
电弧是一种气体放电现象,它是带电粒子通过两电极之间气体 空间的一种导电过程。 气体导电必须具备两个条件: ① 两电极之间有带电粒子; ② 两电极之间有电场。 带电粒子在电场作用下运动形成电流,从而使两电极之间的 气体空间成为导体,也就形成了电弧。
• 同一种方法,在不同的位置 上的能量密度也是不同的
• 能量密度大的时候,可有效的利用热源熔化金属,并减少热影 响区,获得窄而深的焊缝,有利于提高焊为2600 K, 阴极区温度约为2400 K, 电弧中心区温度最高,可达6000~8000 K。 由于电弧截面的特点,所以电流密度及能量密度在弧柱区较低 。
,焊接电流与电弧电压变化的关系称为焊接电弧的静特性。表示 这两者关系的曲线叫电弧静特性曲线。
电弧电压决定于电弧长度和 焊接电流值
• 不同的电极材料、气体介质或电弧长度,对电弧静特性均有 影响,当其他条件不变情况下弧长增加,电弧电压也升高, 电弧静特性曲线的位置相应升高,当电流—定时,电弧电压 与弧长成正比。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Ua Uc Uk
弧柱区 10-210-4cm
阴极区
阳极区
5
(二)弧柱区的导电特性 1、带电粒子的产生 (1)电离:热电离 光电离 场电离 (2)阴极区注入的电子 (3)阳极区注入的正离子 2、带电离子的运动 A+冲向阴极→正离子流IA+ e冲向阳极→电子流Ie I =IA+ + Ie 其中:IA+ = 0.1%I Ie = 99.9%I(Me》MA+) IA+ 3、特点: (1)电中性; (2)E小、Uc小 Ie
33
送丝轮
导电嘴
电 源
Ls
LH
la
(2)电阻热 在自动和半自动焊时,从焊丝与导电嘴接触点到焊丝端 头的一段焊丝(即焊丝伸出长度,用Ls表示)有焊接电流通 过,所产生的电阻热对焊丝有预热作用,从而影响焊丝的熔 化速度。特别是焊丝比较细和焊丝的电阻系数比较大时(如 不锈钢),这种影响更加明显。 34
PR=I2Rs Rs=ρ Ls/S 电阻热与伸出长度部分的电阻以及通过的I有关。 材料不同,则电阻率不同,相应的电阻就会不同,相同伸 出长度,相同电流条件下,电阻热也不同。 熔化极气体保护焊时,通常伸出长度Ls=10~30mm,对 于导电良好的铝和铜等金属,PR与Pa或PK相比很小,可忽 略不计;而对于钢和钛等材料,电阻率高。 PR与Pa或PK 相比很大,不可忽略。 用于加热和熔化焊丝的总热量P是单位时间内电弧热和电 阻热提供的能量。 P=Pa(k)+PR
I
6
(三)阴极区的导电特性 1、阴极区在导电过程中的作用 (1)产生弧柱区导电所需要电子流 Ie=0.999I (2)接收弧柱区来的正离子流IA+=0.001I 2、热发射型 (1)产生条件:W、C阴极,且电流很大 (2)带电粒子的产生方式:热发射 热阴极:弧柱导电所需要的电子可完全由热发射 来产生的阴极。 冷阴极:热发射能力不足的阴极。 热阴极材料:熔点高的材料。 冷阴极材料:熔点低的材料。 (3)特点:阴极压降很小
19
(二)电弧的力学特性 1、电弧力及作用 (1)电磁收缩力---电弧静压力 由于电磁收缩效应使可变导体(气、液)所受的力,对熔 池形成压力,又叫电弧静压力,使熔池下凹,产生搅拌,利于 细化晶粒,有利排气排炸,改善焊缝质量。
流态导体中电磁收缩力
20 柱形导体中的电磁收缩力
焊丝
L A
F推
母材
32
阴极区:Pk≈IUk-IUw= I(Uk-Uw) 焊丝接负时:焊丝的加热与熔化取决于(Uk-Uw)。 很多因素影响阴极电子发射,即影响的Uk大小。 阳极区:Pa≈IUw 焊丝接正时:主要取决于材料逸出功和电流的大小。
熔化极气体保护焊时,焊丝材料作为冷阴极材料, Uk>>Uw ,则Pk>Pa。所以,同种材料,相同电流的作用下, 焊丝作为阴极的产热将比焊丝作为阳极时产热多。因为散 热条件相近,所以焊丝接负时比焊丝接正时熔化快。
7
3、电场发射型 (1) 条件:a.W、C阴极、且I较小 b.Al、Fe、Cu作阴极 (2) 带电离子产生方式 a.场发射 b.场电离 c.热发射 d.碰撞发射 (3)特点: a.阴极附近存在—正电性区—阴极区
b.阴极区断面收缩
c.阴极表面上产生阴极斑点
8
碰撞发射
0.999I
场电离 场发射
+ + + + + + + + + + + + + + + + + + + - + + + -+ +
-
-
F右
-
-
接线位置引起的磁偏吹 工件两端同时接地线,以消 除不对称;或使用交流电源。 5、其它: 磁性物质引起的磁偏吹 尽可能在周围无铁磁物质处 焊接。
电弧太长,电弧摆动,飞溅大;焊接处有异物;强风、气流;
30
第四节 焊丝的熔化与熔滴过渡
熔滴过渡 焊丝端部的熔化金属以滴状受各种力经电弧空间进入 熔池的过程。
(1)弧柱温度分布 ①轴向 两极区低弧柱区高 a.二电极尺寸相等时,轴向温度 分布均匀 b.二电极尺寸不等,轴向温度分 布不均匀,靠近尺寸较小的一端, 温度度
18
3、焊接电弧的热效率及能量密度 (1)电弧总产热 PQ=Pc +Pa+Pk = I(Uc+Uk+Ua)=IUA (2)有效功率、热效率系数 ①有效功率:用于加热工件和焊丝的功率PQ′ ②有效热效率系数:= PQ′ /PQ ③影响因素: a.焊接方法:TIG焊低、SAW焊高 b.焊接工艺参数: c.外部条件 (3)能量密度 ①单位面积上的有效热功率,单位:w/cm2 ②越高,H/B越大,焊接变形及HAZ越小。 气焊 电弧焊 激光 电子束 1-10 102-104 106-107 106-108
(六)最小电压原理
电流与周围条件一定时,电弧稳定燃烧时,会自动选择一 个确定的导电截面,使电弧电场强度最小,能耗最小,固定弧 长上电压降最小。
14
三、焊接电弧的工艺特性
(一)电弧的热能特性 1、电弧热的形成机构 (1)弧柱的产热 ①本质:A+、e在电场作用下被加速、动能增大的过程。 宏观表现为温度上升→产热。由于运动速度,自由程度 不同,A+、e得到的能量不同,TA+、Te、TA有可能不同。 电子动能:定向运动动能—Ie 散乱运动动能 — 热运动,表现为热能。 ②产热量主要用于散热损失 — 对流、幅射、传导 。 电能→热能
35
二、焊丝的熔化速度及熔化系数 焊丝的熔化速度Vm:单位时间内,焊丝的熔化量。单 位: (mm/min & kg/h) 焊丝的熔化特性:焊丝的Vm和I之间的关系。其主要与 焊丝材料及焊丝直径有关。 单位时间内,由单位电流所熔化的焊丝量(长度,重 量),叫:熔化系数m,单位:g/A·S & cm/A·S m= Vm /I 区别清楚与焊丝熔化有关的几个概念: 熔敷速度(kg/h) 飞溅率(%) 熔敷系数(g/A·h) 损失系数(%)
4
二、焊接电弧的导电特性
参与电荷运动并形成电流的带电粒子在电弧中产生、运动 和消失的过程。 (一)区域组成 由阴极区、阳极区、弧柱区三部分组成。 1、阴极区:长度极短、电压较大、E(电场强度)极高 2、阳极区:长度也极短、电压较大、E极高 3、弧柱区长度基本上等于电弧长度,E较小 +
10-510-6cm
10
Ua 弧柱区
+ + + + + + + - + - + - + - + -
阳极区
+ + +
+
阳极压降的形成
11
(五)阴极斑点与阳极斑点
1、阴极斑点:阴级上导通电流的一些灼亮的弧立点。 (1)产生条件: a.W、C阴极且I很小 b.AI、Fe、Cu作阴极 (2)某点充当阴极斑点的条件 a.电弧通过该点时耗能最小 b.该点能发射电子
2、药皮或焊剂: 含低电离能物质(如K、Na、Ca的氧化物),燃烧稳定; 酸性焊条稳定大于碱性; 焊条偏心,保存不当,药皮局部脱落等均会使稳定性下降。 3、焊接电流:
I大,电弧温度高,电离、场发射增强,电弧稳定性好。
27
4、磁偏吹(与刚直性): 电弧作为一柔软的导体抵抗外界干扰,力求保持电流沿焊 条/焊丝轴向流动的能力---刚(挺)直性。 影响因素: (1)电流越大,刚直性越大; (2)拘束度越大,刚直性大
熔化的焊丝金属飞到熔池之外的现象----飞溅。
焊丝形成的熔滴作为填充金属与熔化的母材共同形成 焊缝,因此,焊丝的加热熔化及熔滴的过渡过程将对焊接 过程和焊缝质量产生直接的影响。
31
一、焊丝的加热和熔化特性
1、焊丝的热源
电弧热(主)+电阻热(次) 熔化极电弧焊:焊丝的熔化主要依靠阴极区或阳极区的 产热及焊丝伸出长度上的电阻热。弧柱区产热对于焊丝的加 热熔化作用较小。 非熔化极电弧焊:主要靠弧柱区产热熔化焊丝。 (1)电弧热 阴极区:Pk=IUk-IUw-IUT 阳极区:Pa=IUa+IUw+IUT 当弧柱温度为6000K左右,UT<1V;当电流密度较大, Ua≈0,故:
16
(3)阳极区的产热
①本质:接受电子、产生A+过程中伴随的能量转换,由三 部分组成: a.e被Ua加速所得到的能量:+eUa b.电子带来的逸出功:+IUw
c.电子带来的相当于弧柱温度那部分能量+IUT
②产热公式:Pa=I(Ua+Uw+UT) ③作用:阳极的加热,阳极散热损失
17
2、电弧的温度分布
22
等离子流力
FP
等离子流力的分布
23
F
Fmg
F斑
斑点力
24
(4)爆破力 仅产生于短路过渡中,短路小桥汽化爆断所产生的力, 产生飞溅。 (5)细熔滴的冲击力 仅产生于MIG焊射流过渡,熔滴以很大的加速度冲击熔池, 形成冲击力。
爆破力
25
2、影响因素 (1)气体介质 介质种类不同,影响不同。 导热好,易解离的气体,电弧力,特别是斑点力较大。
因某种原因使磁力线分布均匀性破坏,电弧中电荷受力 不均,使电弧由密的一侧偏向疏的一侧的现象---磁偏吹。 影响因素: (1)导线接法不合适 (2)铁磁性物质 (3)电弧到达工件边缘时
28
刚直性
29
+
+ + + + + + + + + + +
F左
-
电 流 - F 右
-
电 流
+ + + + +