常用塑胶、五金材料介绍选用教材、电镀介绍与膜厚规格(1~15页)
塑胶基本培训知识

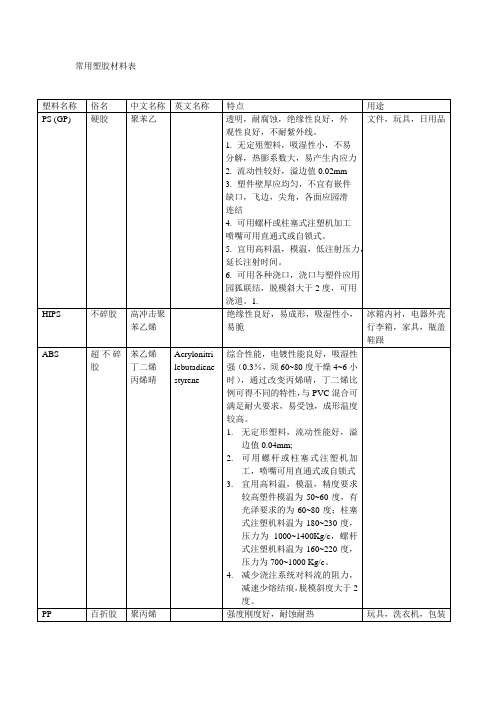
塑胶基本培训知识一材料加工参考名称用途备注:硬胶(GPPS)文具、日用品、灯罩、仪器罩、玩具透明、脆性易成形不碎胶(HIPS)玩具、日用品、机壳、电器零件白色、延性易成形超不碎(ABS)食具、日用品、机壳、家私、运动用品、把手、齿轮黄白色、延形、易成形透明大力(AS)食具、日用器具、装饰品、家庭电器用品透明、易成形软胶(LDPE)玩具、胶瓶、胶花、电线、包装胶袋半透明、易成形硬性胶(HDPE)玩具、水桶、电线、包装胶袋、建材白色、延性、易成形功橡皮胶(EVA)鞋底、日用品、板片、包装胶袋、通管、吹气玩具制品透明、延性、易成性百折胶(PP)玩具、日用品、瓶子、包装胶袋、拉丝、带绳、洗衣机部件半透明、易成形软质/硬质(PVC)地板、人造堇、窗框、电线、电缆、鞋、软/硬板透明、硬性、易成形尼龙单-6(PA-6)客、日用品、油管、轴承齿轮白色、延性、易成形尼龙(PA-66)齿轮、拉丝、轴套、工具外壳、机械配件、电器装置膜白色、延性、易成形亚加力(PWMA)方具、装饰品、表面、灯罩、广告版、太阳镜片、仪器表外壳透明、易成形防弹胶(PC)仪器、机械、医疗、器材、电视器材、防弹玻璃、咖啡壶外壳透明、易成形赛钢(POM)电器、齿轮、泵械、弹簧、轴承齿轮白色、延性、易成形成二常见胶料名称及性能表:英文简称俗称特点性能GP(PS、GPL)普通硬胶无定形料,透明,吸湿性很小、流动性易燃,可连续燃烧,黄色火焰,有农密黑烟(聚苯乙烯)较好不易分解。
表面软化起泡,电石气味,质脆,强度差HIPS 不碎胶(高冲无定形料,乳白色,吸湿性很小,流动易燃,可连续燃烧,黄色火焰,有农密黑烟,表面(聚苯乙烯)击硬胶)(470)性能比普通硬胶差,不易分解。
软化起泡,电石气味,可电镀,韧性及刚性较好ABS 起不碎胶无定形料,象牙色(也有透明色),吸易燃,可连续燃烧,黄色火焰,有农密黑烟(改性聚苯乙烯) 湿性大流动性中等,成型前必须充分干表面呈现焦化状态,有独特辛辣气味,韧性燥焗料温度为70℃~80℃。
常用塑胶材料零件的合适壁厚范围

聚苯醚
耐高温、高刚性、抗 蠕变性能强、介电性 能优良
不耐气候,易受紫外线的照 射而变色,流动性差,难加 工
PC/ABS
聚碳酸酯和丙 烯腈-丁二烯苯乙烯共聚物 的混合物
具有 PC 和 ABS 两者的 优点,例如 ABS 的易 加工特性和 PC 的优良 机械特性及稳定性
PC/PBT
聚碳酸酯和聚 对苯二甲酸丁 二醇酯共聚物 的混合物
较高的表面硬度。较 高的刚性和韧性。较 高的抗高温变形能 力,较高的抗应力开有抗化学反应和 耐腐蚀性、热稳 定性、抗冲击性 以及几何稳定性 的产品
mm材料pepppapspmmapvcpcabspom最小09060610101515151545最大40353040405050504550常用塑胶材料性能及应用塑胶材料中文名优点缺点典型应用pvc聚氯乙烯具有不易燃性耐气候变化性以及优良的几何稳定性对氧化剂还原剂和强酸都有很强的抵抗力能够被浓氧化酸如浓硫酸浓硝酸所腐蚀流动性相当差其工艺范围很窄供水管道家用管道商用机器壳体电子产品包装医疗器械ps聚苯乙烯具用非常好的几何稳定性热稳定性光学透过性电绝缘特性以及很微小的吸湿倾向能够被浓氧化酸如浓硫酸浓硝酸所腐蚀并且能够在一些有机溶剂中膨胀变形产品包装家庭用品餐具托盘透明溶器光源散射器绝缘薄膜abs丙烯腈丁二烯苯乙烯共力学性能适中易于印刷以及电镀等表面处理流动性好尺寸稳定性高是良好的壳体材料易受溶剂影响而应力开裂耐气候性差不能承受较大载荷汽车内饰件电器外壳手机电话壳体旋钮键盘等pmma聚甲基丙烯酸甲酯俗称有机玻璃或亚克优良的光学特性及耐气候变化特性能耐室外老化暴嗮而不影响它的透明度表面硬度低不耐划伤汽车玻璃信号等设备仪表盘储血容器日用消费品如饮料杯文具等pom聚甲醛俗称表面硬度大刚性好耐磨性好摩擦性能非常优异耐疲劳强不耐高温热稳定性差耐酸性差齿轮弹簧轴承轴套连杆叶片等pc聚碳酸酯具有高抗冲击强度热稳定性高光泽度阻燃特性以及抗污染性高尺寸稳定性疲劳强度低易应力开裂耐磨性差流动性较差材料注射过程较困难计算机组件连接器电器外壳电器内部元件镜片车辆的前后灯仪表板pa聚酰胺俗称尼龙很好的机械强度和刚度优异的耐磨性和自润滑性尺寸精度差热膨胀和吸收性对尺寸影响很大耐酸性机械凸轮滑动机构以及轴承汽车工业仪器壳体以及其他需要有抗冲击性和高强度要求的产pbt聚对苯二甲酸最坚韧工程热塑材料之一有非常好的化学稳定性机械强度电绝缘特性结晶收缩率大产品稳定性差易翘曲对缺口敏感齿轮
塑胶件水电镀介绍ppt课件

1.常规测试膜厚:Cu 8-12um, Ni 6-8um, Cr 0.12-0.3um.(镜面镀) 2.承认书有规定的按照承认书执行
1.膜厚参照ISO 1457-1974 标准。 2.膜厚参照RD 承认书。
参考ASTM D3366;三菱Uni铅笔,笔尖荷 重500g
表面无可见划伤, 硬度≥3H (6价Cr) 硬度≥1H (3价Cr)
缘由: 塑料电镀件上的霉点是由于附着了霉腐微生物而形成的,霉腐微生物的来源、 存活条件以及有效附着在电镀件上的阶段及场所是讨论霉点成因及防止方法的关键。
夏季之南方高温潮湿,是霉腐微生物活动的时机。进入电镀车间的原料、水、人员、 灰尘等都可能带入霉腐微生物及其孢子,而霉腐微生物只要有足够的水分〔湿度),即 使其它氮化合物、碳化合物、矿物质和维生素等营养物质极少时也能生长;即使完全没 有外界营养物质,只要湿度、温度、PH值等条件合适,霉菌孢子靠本身储存的养料, 也能发育到一定程度。由上述工艺流程可知:化学镀镍槽、化学镀镍后水洗槽、镀光亮 铬后水洗槽、烘干不足的产品、检验与包装工人的手套、包装与存放用品等都是霉腐微 生物进行有效附着重要场所与阶段,一旦霉腐微生物或其孢子在这些场所存在并成活, 则就会导致电镀件出现霉点。
下面我们主要就ABS材料电镀的一般工艺过程对电镀的流程作一些介绍。
清洗 清洗 清洗 清洗 清洗 清洗
ቤተ መጻሕፍቲ ባይዱ
去应力 脱脂 粗化
1.电镀前制程:电镀前制程的目的在塑胶电镀前要形成 导电性良好的金属镀层,镀层均一、连续性好,保证 电流可以形成回路保证电镀进行。
2.在每个工艺之间都有水槽进行清洗。
中和,复原,浸酸
敏化〔活化)
还原或解胶
化学镀Ni
电解 中和 酸铜(电镀铜) 中和 镀镍 镀铬 水洗+纯水洗
工厂(五金塑胶)常用材质一览
PA66
PA66塑料在聚酰胺材料中有较高的熔点。它是一种半晶体-晶体材料。PA66在较高温度也能保持较强的 强度和刚度。PA66塑料在成型后仍然具有吸湿性,其程度主要取决于材料的组成、壁厚以及环境条件。 在产品设计时,一定要考虑吸湿性对几何稳定性的影响。为了提高PA66的机械特性,经常加入各种各样 的改性剂。玻璃纤维就是最常见的添加剂,有时为了提高抗冲击性还加入合成橡胶。PA66塑料的粘性较 尼龙垫圈 低,因此流动性很好(但不如PA6)。这个性质可以用来加工很薄的元件。它的粘度对温度变化很敏感 。PA66的收缩率在1%~2%之间,加入玻璃纤维添加剂可以将收缩率降低到0.2%~1% 。
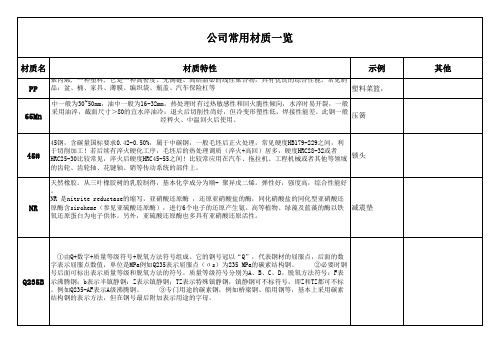
它是用途较广的碳素弹簧钢具有较高的强度硬度弹性和淬透性临界淬透直径在水中一般为3050mm油中一般为1632mm热处理时有过热敏感性和回火脆性倾向水淬时易开裂一般采用油淬截面尺寸80的宜水淬油冷
公司常用材质一览
材质名 PP 65Mn 材质特性 示例 其他
聚丙烯, 一种塑料, 它是一种高密度、无侧链、高结晶必的线性聚合物,具有优良的综合性能。常见制 塑料菜篮, 品:盆、桶、家具、薄膜、编织袋、瓶盖、汽车保险杠等 材料特性:它是用途较广的碳素弹簧钢,具有较高的强度、硬度、弹性和淬透性,临界淬透直径在水 中一般为30~50mm,油中一般为16-32mm,热处理时有过热敏感性和回火脆性倾向,水淬时易开裂,一般 采用油淬,截面尺寸>80的宜水淬油冷:退火后切削性尚好,但冷变形塑性低,焊接性能差。此钢一般 压簧 经粹火、中温回火后使用。 45钢,含碳量国标要求0.42-0.50%,属于中碳钢,一般毛坯后正火处理,常见硬度HB179-229之间,利 于切削加工!若后续有淬火硬化工序,毛坯后的热处理调质(淬火+高回)居多,硬度HRC28-32或者 锁头 HRC25-30比较常见,淬火后硬度HRC45-55之间!比较常应用在汽车、拖拉机、工程机械或者其他等领域 的齿轮、齿轮轴、花键轴、销等传动系统的部件上。 天然橡胶。从三叶橡胶树的乳胶制得,基本化学成分为顺- 聚异戊二烯。弹性好,强度高,综合性能好 。 NR 是nitrite reductase的缩写,亚硝酸还原酶 ,还原亚硝酸盐的酶,同化硝酸盐的同化型亚硝酸还 原酶含siroheme(参见亚硫酸还原酶),进行6个电子的还原产生氨。高等植物、绿藻及蓝藻的酶以铁 减震垫 氧还原蛋白为电子供体。另外,亚硫酸还原酶也多具有亚硝酸还原活性。
模仁材质,塑胶介绍

STAVAX (ASSAB公司)
ASSAB-718
備註:JIS-----Japanese Industrial Standards AISI-----American Iron and Steel Institute
日本工業標準 美國鋼鐵學會
常用塑膠材料介紹 塑膠類型 名稱 主要性能 易於成型和機械加工.具有優良的物理機 械性能和低溫抗衝擊性,電性能,耐磨性, 尺寸穩定性,耐化學性,染色性等. 由于PC/ABS是ABS和PC混合而成的.因 此,PC/ABS不但具有PC的優良的韌性,极 佳的光澤性,還具有ABS優良的加工性能. 流動性也優于PC,另外由于PC良好的耐 燃性能,PC/ABS具有ABS所沒有耐燃性 HIPS是最便宜的工程塑料之一,和 ABS,PC/ABS,PC相比,材料的光澤性比較 差,綜合性能也相對差一些. 透明度好,僅次于PMMA,剛硬且沖擊韌性 好,工程塑料中韌性最好,尺寸穩定性好, 耐熱性好,耐蠕變,電性能好,适合作絕緣 材料. 成型工藝性
PC/ABS
HIPS
PC 工 程 塑 膠
PPE
黏性低,尺度穩定性極好,加入Nylon後化 熱膨脹率低,只有0.2%左右,絕緣性好,適 學穩定性增強,高溫穩定性好。 合成型家電產品的插接件。 為使能防止廢邊形成,必需使用精密型模。 溶液粘度低,流動性好,但容易形成廢 用於工業製品之型模,溫度升高,必需對成 邊。收縮率之安全性不良。 型材料結晶化注意。 成品 熔解溫度以外時之硬度高,對型模,螺 設計需防止凹陷發生,並考慮尺寸穩定性。 桿等有損傷之虞。 成型收縮率約為1.5~2.5%左右。
熱 作 鋼
ห้องสมุดไป่ตู้
預 硬 鋼
硬度良好,耐磨性高,加工性能良好, 適合PA,POM,PS,PE,PP,ABS塑模 適合電蝕加工。 出廠硬度約為HB185,高級耐熱鋼,經真 適用於熱作、鋅、鋁、鎂、鋁合金壓鑄模及 HRC40~44 空熔煉,結晶細微化處理,鋼材純淨, 塑膠模具並具有加工后不需淬火之特點。 組織細緻,抗熱疲勞性好。 不生銹塑膠模具鋼,具備最佳的鏡面抛 光學鏡片、醫療器材、透明壓克力模、PVC模 光性及耐腐蝕性,不怕酸鹼及腐蝕性塑 、碟影片、食品容器等,大量生産,免維護 HRC50~54 膠,不怕潮濕,不生銹。 模具。 Ni-Cr-Mo 合金工具鋼,出廠時已熱處理 大型塑膠模具,要求表面光亮者,如家電用 至30 -33HRC,具備優良的抛光性、咬花 品、汽車儀表板、電腦、音響等熱塑性塑膠 HRC54~58 性,也可火焰硬化至52HRC。 模。
塑胶五金电镀教材

塑料材料简介一.塑料的定义由分子量非常大的有机化合物组成或以其为基本成份的各种材料,以热压力等使之具有流动性而成型为最终固体状态者,称为塑料.二.塑料的分类:1.一般塑料:PP PS ABS等等.2.工程塑料:PBT NYLON POM PPO PPS LCP等等.三.有关塑料的相关名词定义:1.冲击强度(IZOD): 塑料受外力打击所能承受的强度.2.弯曲弹性率: 塑料受外力作用变形后回复原来形状的能力,系数越大表示钢性越好3.热变形温度(H.D.T.): 识片在一定压力和一定加热速度下弯曲到一定程度时的温度.(热变型温度测试见附件)4.模收缩率: 塑料制品收缩尺寸与原模具设计尺寸的比例.5.导电率与电阻率: 导电率越高表示导电性越好,电阻率越高表示绝缘性越好.6.燃烧性: 以UL防火等级表示,防火等级有以下几种:94-HB94-V294-V1 由上至下,防火等级越来越高.94-V094-5V AREMARK:1.防火并非不能燃烧,因为塑料含有碳,所以不燃烧是不可能的,只是火源离开后熄灭速度不同而已,防火料是其中加有阻燃剂,阻止它燃烧时间,阻燃剂分卤素其无机盐两种.2.UL全名为美国保险协会实验室(Underwriter Laboratories).3.燃烧实验图如附件.四RMARK:目前最贵材料为铁氟龙(Teflon),软化点350度,耐热465度.五.常见塑料原料厂商:REMARK:另外还有日本三井(MITSUI)﹑日本宝理(POLYPLASTICS) ﹑美国杜邦(DUPONT)﹑荷兰帝斯曼(DSM)六塑料价格参考表见附件.七. 包装常用材料REMARK:1.包装材料防静电分两种,一种是生产好后用药水处理,一种是直接用防静电材料. 2.生产流程:加热料→吸塑→冷确→裁剪五金材料简介一. 金属的定义:由一种或一种以上金属或金属与非金属互相融合而具有金属各种性质的物质. 二. 金属的共同特性:1. 固体状态时通常构成结晶体.2. 富于延展性.3. 电热的良导体.4. 具有特殊金属光泽. 三. 铜材的硬度等级:O 1/4H 1/2HH 由上至下,硬度越来越高. EH SH ESH四. 铜材代号的表示方法:材料名称 形状 硬度等级 如: C5191R-Ha. C5191表示材料名称.b. R 表示形状. 其中铜材通常有三种形状:R(Round).P(Page).W(Wire)c. H 表示硬度等级(硬度分:维氏HV 与赂氏HRC 两种)五. 可冲数计算公式1可冲数= 料宽×节距×厚度×比重七.五金材料英文及其代号说明SPCC:冷冲钢板SPCD: 抽伸用SPCE深抽用SECC:镀锌钢板BRASS:黄铜(如JIS:2680) COPPER:红铜(C1100) PHOSPHOR BRONZE(如JIS:C5210, C5191): 磷青铜BRONZE: 青铜SUS:不锈钢八.常见五金材料厂商明佳利﹑新泰伸﹑台湾第一铁﹑雅马哈﹑日矿﹑日本同朋﹑日本三菱﹑上海铜业﹑上海宝钢﹑北京铜业电镀简介一.电镀的目的1.增加焊锡性2.防止氧化3.降低接触阻抗4.增强耐磨性5.外观漂亮二..电镀种类1.滚镀:设备中等,适合电镀散件,被镀品容易变形,刮伤.2.挂镀:成本高,被镀品不易变形,不易刮伤.3.连续电镀:镀件要求是料带式,镀件上可以镀一种以上之镀别.三.与电镀质量相关的主要因素1..前处理2.电压的稳定与否3.水质.4.药剂.四.本公司目前的镀层类别以及每种镀层的特性1.雾锡铅:焊锡性好,表面较软,阻抗中等.2.光泽锡铅:特性和锡铅类似,但光泽比锡铅要好.3.纯锡:焊锡性好,表面较软,阻抗中等,特性与雾锡铅类似,但容易产生锡须.4.银:焊锡性中等,接触阻抗低,但如果防变色处理不好,接触阻抗会变大.5.镍:焊锡性较差,接触阻抗一般,安定,硬度高,耐磨耗.6.金:焊锡性一般,接触阻抗低,外观很漂亮..7.铜锡: 焊锡性较差,接触阻抗一般,安定,外观类似镍.五.针对镀银后处理中两种防变色剂的区别1.水性:挥发性大,焊性弱,保护膜薄,阻抗较低.2.油性:挥发性弱,焊性强,保护膜厚,阻抗较高.六.以镀锡铅为例讲述电镀流程(其它镀别之流程与此大同小异)脱油→水洗(市水)→酸洗→水洗(市水) →中和→镀铜底→水洗(市水)→活化→镀锡铅→水洗(纯水)→纯热水洗→脱水→烘干重点流程说明:1. 脱油:前处理的重要环节,一般用烧碱或除油水处理,目的清除素材表面油污.2. 酸洗:一般用5%~15%稀盐酸或稀硫酸,目的是清除素材表面养化物.3. 镀铜底:其目的一方面是防止第三介质(Zn)的介入,另一方面是增加金属附着性.4. 活化:所用药水与酸洗相近,目的是清除水洗时生成的保护膜,使底材还原.七.常见外观不良情形1. 起泡:前处理不良,残留油污,或素材养化生锈所致2. 露铜:零件互相重迭,纠缠所致.3. 剥落:前处理不良残留油污所致.4. 污斑: 后处理不良残留有机物所致.5. 焊锡不良:本身电镀制程及药水问题八.其它问题解答1. 锡铅(Sn/Pb)比例:90/10±5%为什么要控制?ANS:加Pb目的是抑制Zn,使电镀品焊锡性好,但Pb过多会使电镀品表面呈现明显的黑色斑块,但不会影响焊锡性.2. 为什么素材吃锡难,尤其黄铜?ANS:因为黄铜含有Zn, Zn与Sn相抗.3. 黄铜与磷铜零件焊锡不良原因差异?ANS: 黄铜:底材不够厚(Zn溢出)及制程不良.磷铜: 制程不良4. 无铅锡条加Ag目的?ANS:确保焊锡抗养化性,因为银不易养化,但银含量不能太高,因为含量越高,熔点越高,这样对零部件业塑料耐温要求很高.九.电镀品相关测试规范九.本公司电镀膜厚规格三基电子有限公司SANJI ELECTRONICS CO., LTD电镀膜厚规格金(Au)-铁壳类铁镍底5~8μm金0.03~0.05μm(1μ"~2μ" ) 备注:1.铜素材镀铜底,由于材质元素光谱相当接近,故X-Ray无法确实测量.2.1μm=40μ"(″为英吋之符号)1INC=25.4mm1mm=1/25.4INC=0.03937 INC1μm=0.03937*1000=39.37μ"4.锡铅(Sn/Pb)比例:90/10±5%。
塑胶电镀知识ppt-课件

由于电镀流程⑤中,几道成工型序的品工包作裝温度:都用在吸60塑℃~盘70+℃紙,箱在这,样以的防工作碰条刮件傷下,。吊挂的工件极易发生变形,如何控制制件的变形是我
们在加工中关注的一个问题,在同其它电镀厂工程师的交流后认为关键在于要在塑件结构上要充分考虑挂接方式和支撑结构的设计,
目的就是增强整个架构的强度,一般的做法都是在注射的流道结构上设计各种结构,即保证了塑流的填充有加强了整体的结构,电镀
没有装挂水口位,产品易变形
4、 另外最好不要在塑件中有金属嵌件 存在,由于两者的膨胀系数不同, 在温度升高时,电镀液体会渗到 缝隙中,对塑件结构造成一定的 影响。
5、 小件或中空零件,在模具上要尽量 设计成一模多件,以节省加工时 间和电镀时间,同时也便于电镀 时装挂。
金属与塑胶基体结合的情况
四. 成型射出注意事项 4、 另外最好不要在塑件中有金属嵌件存在,由于两者的膨胀系数不同,在温度升高时,电镀液体会渗到缝隙中,对塑件结构造成一
Cl- 0,181nm
Pd 0,128nm
Sn2+
0,093nm
Sn
核心直径 3-4nm
金属化过程
活性塑胶表面
化学镀铜、镍 开始出現金属沉淀物
活化钯
自催化 反应
金属化完成﹕ 所有活性剂顆粒均结合在一起具导电性﹒
eless00
金属与塑胶基体结合的情况
金属镀层
塑胶基体
Abs_aet30
电镀设计中需要局部喷涂绝缘油墨时 ,要注意镀的部分要形成连通的回路才可以对各个局部形成良好的电镀层,各个电镀表面被分割 成好多部分,无法实现均匀的电镀效果。 (加框)、注意脱模斜度、预留排气孔、注意顶针粗細影响外观、进胶口位置产生 间隙处很容易漏镀。
常用塑胶五金材料介绍
PVC
英文名称:Polyvinyl Chloride
中文名称:聚氯乙烯
密度:1.38-1.41g/cm³
2、常用的塑胶材料性能
ABS
英文名称:Acrylonitrile-Butadiene-Styrene
中文名称:丙烯晴-丁二烯-苯乙烯
密度:1.05 g/cm³
缩水率:0.3%-0.8%
性能特征:具有良好的综合性能,既高的冲击韧性和良好的机械性 能,优良的耐热、耐油性能和化学稳定性,尺寸稳定、易机械加工, 表面还可镀金属,电性能良好。
应用:可用作各种齿轮、蜗轮、齿条、凸轮、轴承、心轴、滑轮、 传动链、螺帽、垫圈、泵叶轮、灯罩、容器、外壳、盖板等
PP
英文名称:Polypropylene
中文名称:聚丙烯 别称:百折胶
密度:0.91g/cm³
缩水率:1%-2.5%
性能特征:是最轻的塑料之一,其屈服、拉伸、压缩强度和硬度均 优于低压聚乙烯,高温(90℃)抗应力松弛性能良好,耐热性能较 好,可在100℃以上使用,如无外力150℃也不变形,除浓硫酸、浓 硝酸外,在许多介质中很稳定,低分子量的脂肪烃、芳香烃、氯化 烃,对它有软化和溶胀作用,几乎不吸水,高频电性能不好,成型 容易,但收缩率大,低温呈脆性,耐磨性不高。
尺寸 允許誤差和尺寸穩定,重量因素。
生產 加工工藝的選擇,裝配方法,修剪和二次加工,質量控制和監督。
經濟 材料成本,模具成本,加工機械成本,輔助設備成本,操作成本,機械 維修成本等
常用塑胶材料表
PPS
聚苯基硫化物
高熔点,热稳定,耐化性良好,加入玻璃纤维和矿物油可增强其物理性及电气性能
酐醇
抗电弧及跟踪能力强,可以是块,粒,绳,油灰等形态
汽车点火设备,电视调频器分段,电弧管,汽车马达电刷,电容覆盖物
DAP(DIAP)
二丙烯酸脂(二丙烯异酸脂)
用于体积要求极端准确,电气性能要求,极高抗化性要求的场所,热稳定,需填料
缩醛
acetals
高硬度,高强度,焊结容易,热稳定,体积稳定,低摩系数,易装潢
汽车齿轮,凸轮,轴承,水泵叶片
呋喃
Furan
resin
良好的耐化性,可制成糊状
化学加工设备,化学管道,槽桶,洗塔,黏结剂。
聚丁
Polybuty1
耐应力开裂,耐老化,韧性,桡性俱佳,性能随结晶度的提高面提高220E时有良好的电器绝缘性,阻绝性及高度ESCR,可及挤出,吹气,射出面形。
汽车分电盘盖,自动传动阀,分电器,止推垫圈,电扇叶片,电动工具外壳,照相冲洗箱。
聚脂
加工法:HANDLAY-UP, SPRAY – UP, MAT MOLDING
汽车零件,房屋平板,管道,车身
矽树脂
Silicones
室温硫化橡胶(RTV),黏合引以为剂,弹性体。耐氧,使用温度广(-70~500F)
结合,防水,油,油脂,绝缘干漆,包封及埋剂,脱模剂,纺织饰剂,皮革处理,油漆添加物
具有聚乌的耐化性,润滑性,耐摩性,韧性,ABS的物性
压克力-PVC
韧性,耐火性,冲击强度差,耐化性强于压克力,透明度低于压克力
托盘,机器外壳
PPO-HIPS
提高PPO的可加工性:队、降低熔点,黏度,软化点;热畸变温度及阻燃性降低
五金与塑胶电镀知识介绍
目錄第一章電鍍的定義 3 第二章電鍍的基本知識 3 第一節電鍍液 3 第二節電鍍反應 4 第三節電極與反應原理 5 第四節金屬的電沉積過程 5 第五節影響電鍍質量的因素 6 第三章電鍍工藝7 第一節鍍前預處理7 第二節鍍后處理7 第四章鍍鋅8 第一節鋅酸鹽鍍鋅9 第二節氰化鍍鋅9 第三節銨鹽鍍鋅9 第四節氯化物鍍鋅9 第五節硫酸鹽鍍鋅9 第六節鍍鋅常見故障及糾正方法10 第七節鍍鋅后除氫處理10 第八節鋅鍍層的鈍化處理11 第五章鍍鎳11 第一節普通鍍鎳(暗鍍) 11 第二節光亮鎳12 第三節高硫鎳12 第四節鎳封12 第五節緞面鎳12 第六節高應力鎳13 第七節鍍多層鎳13 第八節氨基磺酸鹽鍍鎳13 第九節檸檬酸鹽鍍鎳14 第六章鍍鉻14 第一節鍍鉻層的種類14 第二節鍍鉻的陽極15 第三節鍍鉻工藝15 第七章其它電鍍17 第八章鍍層性能測試18第一節電鍍層外觀檢驗18 第二節結合力試驗18 第三節電鍍層厚度的測量19 第四節孔隙率的測定19 第五節鍍層顯微硬度的測定19 第六節鍍層內應力的測試19 第七節電鍍層脆性測試19 第八節氫脆性的測試20 第九節鍍層焊接性能的測試20 第九章電鍍層的選擇及標記21 第一節對電鍍層的要求21 第二節鍍層使用條件的分類21 第三節電鍍層的選擇21 第四節金屬鍍層的表示方式(GB-1238-76) 25 第五節金屬鍍層的表示方式(JIS H 0404) 25 第十章參考文獻29電鍍第一章電鍍的定義電鍍是指在含有欲鍍金屬的鹽類溶液中﹐以被鍍基體金屬為陰極﹐通過電解作用﹐使鍍液中欲鍍金屬的陽離子在基體金屬表面沉積出來﹐形成鍍層的一種表面加工方法。
鍍層性能不同于基體金屬﹐具有新的特征。
根據鍍層的功能分為防護性鍍層﹐裝飾性鍍層及其他功能性鍍層。
第二章電鍍的基本知識第一節電鍍液1.主鹽主鹽是指鍍液中能在陰極上沉積出所要求鍍層金屬的鹽﹐用于提供金屬離子。
鍍液中主鹽濃度必須在一個適當的范圍﹐主鹽濃度增加或減少﹐在其他條件不變時﹐都會對電沉積過程及最后的鍍層組織有影響。
用塑胶材料的壁厚值

0.8
1.5
2.2
4 ~ 6.5
硬聚氯乙烯PVC
1.15
1.6
1.8
3.2 ~ 5.8
聚丙烯PP
0.85
1.45
1.75
2.4 ~ 3.2
聚碳酸酯PC
0.95
1.8
2.3
3 ~ 4.5
聚苯醚PPO
1.2
1.75
2.5
3.5 ~ 6.4
醋酸纤维素EC
0.7
1.25
1.9
3.2 ~ 4.8
注塑周期可达80-100万次,用于高产量的产品。选用较好质量的模具,价格贵
注塑周期可达30-50万次,用于中生产量的产品,价钱中等。
注塑周期可达8-10万次。用于低生产量的产品,模具材料耐磨性不高,价钱低于一般合理水平。
二、模架规格
模胚须在HASCO、DME采购或导柱导套配合在H7/g6等级在本公司自行加工,模胚硬度≥HRC35。
按合同
十一、后续服务
模具交付后,要定期向客户询问模具使用情况,并登记存档。
模具交付后,要定期向客户询问模具使用情况,并登记存档。
按合同
十二、模具总结
模具完全成后,要召集设计、工艺、制造等三方面的相关人员研讨模具存在问题,改进措施。
模具完成后,要召集设计、工艺、制造等三方面的相关人员研讨模具存在问题,改进措施。
模胚须在HASCO、DME采购或在FUTA BA订制导柱导套配合在H7/f6等级的特殊模架。
采用FUTABA标准模胚,部分可用龙记模胚。
采用国产中华牌模架,或可采用铝金属模架。
三、标准件规格
模具标准件必须向一类供应商(MISUMI、HASCO、DME、PUCH)
产品结构设计 五金塑胶电镀制程特性与通用规格
3.1.4 M325天线电镀流程:
ห้องสมุดไป่ตู้
工序號 1 2 3 4 5 6 7 8 9 10 11 12 13
工序名稱 上挂 熱脫
趨聲波除油 電解除油 中和 鍍銅 中和 鍍鎳 活化 鍍金
趨聲波清洗 烘幹 下挂
溶液溫度(℃) N/A
40--60 60--80 40--60 常溫 20--28 常溫 45--55 常溫 35--45 30--50 100-120
3.1.3 M324中隔板电镀黑铬流程:
工序號 1 2 3 4 5 6 7 8 9 10 11 11 14 15 17 18 16 17
工序名稱 上挂 熱脫
趨聲波除油 電解除油 中和 預鍍鎳 中和 鍍鎳 活化 鍍銅 活化 鍍鎳 活化 鉻黑鉻
趨聲波清洗 烘幹 下挂 噴油
溶 液 溫 度 (℃ ) N/A
3.1.6 M416前翻盖电镀流程:
工序號 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
工序名稱 加絕緣油
上挂 脫脂 粗化 中和 膨脹 活化預浸 沉鈀 解膠 化學鎳 活化 鍍焦銅 活化 鍍酸銅 鈍化 烘幹 曝光顯影 噴沙 上挂 陽極電解 陰極電解 活化 鍍雙色鎳 活化 鍍鉻 純水清洗 烘幹
溶液溫度(℃) N/A N/A
50--60 68--75 28-45
不詳 20--30 25--35 55--65 35--50
常溫 50--60
常溫 18---25
不詳 N/A N/A N/A N/A 不詳 不詳 常溫 50--60 常溫 27--33 常溫 烤箱溫度60--70
電 鍍 時 間 (秒 ) N/A N/A
塑胶产品的材料厚度
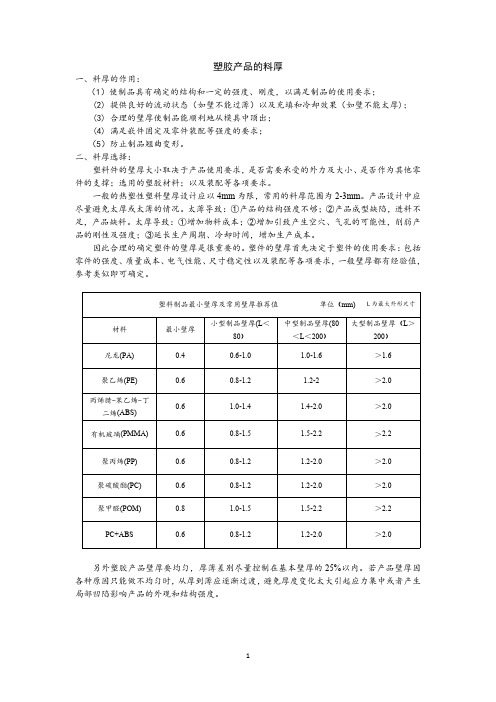
1塑胶产品的料厚一、料厚的作用:(1)使制品具有确定的结构和一定的强度、刚度,以满足制品的使用要求;(2)提供良好的流动状态(如壁不能过薄)以及充填和冷却效果(如壁不能太厚);(3)合理的壁厚使制品能顺利地从模具中顶出;(4)满足嵌件固定及零件装配等强度的要求;(5)防止制品翘曲变形。
二、料厚选择:塑料件的壁厚大小取决于产品使用要求,是否需要承受的外力及大小、是否作为其他零件的支撑;选用的塑胶材料;以及装配等各项要求。
一般的热塑性塑料壁厚设计应以4mm 为限,常用的料厚范围为2-3mm 。
产品设计中应尽量避免太厚或太薄的情况。
太薄导致:①产品的结构强度不够;②产品成型缺陷,进料不足,产品缺料。
太厚导致:①增加物料成本;②增加引致产生空穴、气孔的可能性,削弱产品的刚性及强度;③延长生产周期、冷却时间,增加生产成本。
因此合理的确定塑件的壁厚是很重要的。
塑件的壁厚首先决定于塑件的使用要求:包括零件的强度、质量成本、电气性能、尺寸稳定性以及装配等各项要求,一般壁厚都有经验值,参考类似即可确定。
另外塑胶产品壁厚要均匀,厚薄差别尽量控制在基本壁厚的25%以内。
若产品壁厚因各种原因只能做不均匀时,从厚到薄应逐渐过渡,避免厚度变化太大引起应力集中或者产生局部凹陷影响产品的外观和结构强度。
塑料制品最小壁厚及常用壁厚推荐值单位(mm)L 为最大外形尺寸材料最小壁厚小型制品壁厚(L <80)中型制品壁厚(80<L <200)大型制品壁厚(L >200)尼龙(PA)0.40.6-1.0 1.0-1.6>1.6聚乙烯(PE)0.60.8-1.2 1.2-2>2.0丙烯腈-苯乙烯-丁二烯(ABS)0.61.0-1.41.4-2.0>2.0有机玻璃(PMMA)0.60.8-1.5 1.5-2.2>2.2聚丙烯(PP)0.60.8-1.2 1.2-2.0>2.0聚碳酸酯(PC)0.60.8-1.2 1.2-2.0>2.0聚甲醛(POM)0.8 1.0-1.5 1.5-2.2>2.2PC+ABS0.60.8-1.21.2-2.0>2.0。
常用五金及塑胶材料介绍

手机、电子产品外壳,耐磨耐晒、高冲击制品
软胶材料简介
硅胶
高机械强度,无毒无味,软硬可调,柔软性用于密封及抗震,较强的吸附力,作干燥剂,价格比TPU低韧性较差,易撕裂,耐强碱、氢氟酸性能差
游戏机外壳、家电制品、日常生活外壳、电子产品外壳等
有吸湿性,需干燥处理,熔化温度245,模具温度25-70,中高速注射
模具常用收缩率0.5%
PP(百折胶)
易配色,注塑流动性好,耐冲击强,韧性好,无毒无味,耐热性好
成型收缩率大,不适合尺寸精度高的产品、不易作为受力构件,耐候性较差,不易表面处理
很少表面处理,喷油需特殊处理
真空镀、喷涂、丝印、移印
卡扣,螺丝,热熔,超声、双面胶
镜片、轴承、链条、录音带、吹塑中空饮料瓶
较强吸湿性,需干燥处理,熔化温度265-290,模具温度80-120,较高速注塑
模具常用收缩率2.0%
名称
优缺点
表面处理
连接方式
适用范围
注塑工艺条件
PC+ABS
兼有两者的综合性能,增加ABS耐热尺寸安定性,改善PC低温
导热性较好,适合做热交换器,散热材料密度为2.7g/cm3
表面有致密氧化膜,不易腐蚀
耐低温,低温下强度反而增加无脆性,用作低温装置材料
强度稍差,不能作为主要承力件,很难电镀
阳极氧化、机械拉丝、高光切边、很难电镀
日常生活制品、电子产品装饰件、电工产品(铝线)、机电产品
铜
导电性能好,用于导线和电缆,电动机、变压器开关,PCB
五金材料的认识讲义
0.040以下
0.050以下
0. 10以下
硬度试验
拉申试验
降伏強度
抗拉強度
伸長率%
收縮率%
种类标号
SUM24L
1215
SUS302
SUS303
SUS304
1018
种类标号
1215
SUS302
SUS303
SUS304
化 學 成 份 %
二.材质成份分析1
18.00-20.00
17.00- 19.00
4000
5
ND
ND
N/A
N/A
1008铁线
5
ND
ND
N/A
N/A
1018铁线
5
ND
ND
N/A
N/A
不锈钢SUS303
5
ND
ND
N/A
N/A
不锈钢SUS304
5
ND
ND
N/A
N/A
不锈钢SUS416
5
ND
ND
N/A
N/A
不锈钢SUS302
5
ND
ND
N/A
N/A
铜C3604
40000
ND
ND
90以下
220以下
53以上
8.5
60以上
187以下
90以下
200以下
21以上
53以上
40以上
60以上
187以下
90以下
200以下
21以上
53以上
40以上
50以上
187以下
90以下
200以下
21以上
塑胶电镀介绍
一般
NG
一般
一般
會
會
需二次加工
優良
一般
措施
項目
工業塑膠表面處理比較表
塑膠電鍍介紹Plating on Plastics
Hardness
Resistance to solvent
ANTI-UV
Fineness of surface
Verge coverage
Electrical Applianceplating
>9H
good
good
good
good
complex
good
Pass successfully
average
HIGH
NO
YES
good
average
good
Spraying paint in vacuum+UV paint
0.5
1.5
2.0
2.5
3.0
3.5
4.0
4..5
1.0
14
19
15
16
17
18
密著強度Kgf/cm
丁二烯 wt %
各材質丁二烯之含量
塑膠電鍍介紹 Plating on Plastics
塑膠電鍍原理及注意事項
第二站 模具設計 Step2:Mould Design
1.塑膠電鍍模具必須預留電鍍夾具掛架點(以防產品變形及生產便利性)Remains points for electroplating rack in mould of plating on plastic .
average
PU paint
塑胶材料知识培训教材
工程塑料
工程塑胶就是被用做工业零件或 外壳材料的工业用塑胶,其 強度、 耐冲击性、耐熱性、硬度及抗老化性 均优的塑胶。 「可以做为制造用及机械零件用之高性能塑胶,耐熱性在 100℃以上,主要運用在工业上」。 热性质: 玻璃化转变溫度(Tg)及熔点(Tm)高、 热变形溫度(HDT)高、 长期使用溫度高(UL-746B)、 使用溫度范围大、 热膨胀系数小。
通用塑胶
聚丙烯(PP) 聚丙烯(PP)作为热塑塑料聚合物于1957年开始商品 化生产,是有规立构聚合物中的第一个。其历史意义更体现 在,它一直是增长最快的主要热塑性塑料,它在热塑性塑料 领域内有十分广泛的应用,特别是在纤维和长丝、薄膜挤压、 注塑加工等方面。PP的密度为0.91~0.93 g/cm3, 其收缩率 在1%~3%之间,熔化温度:180~280C . PP因所用催化剂和聚合工艺不同,所得聚合物的分子结构 有三种不同类型的立体化学结构,数量也不一样。这三种结 构是指等规聚合物、间规聚合物和无规聚合物。在等规聚丙 烯(最常见的商品形式)中,甲基原子团都处在聚合物骨架 的同一侧,这一结构很容易形成结晶态。等规形式的结晶性 赋予它良好的抗溶剂和抗热性能
通用塑胶
三,聚苯乙烯(PS) 通用级聚苯乙烯是苯乙烯系塑料家族的基本成员,它是 一种由 2 000—3000苯乙烯单元构成的高分子量线型聚合 物。通用级聚苯乙烯常常被称为透明PS性能优点 透明PS的成型加工非常简单容易,只要稍加修整即可 得到最终产品。它为轻的通用性树脂,热性能和电性能优 异。它是无定形聚合物,因此具有透明性和易加工性,并 具有许多优于其它热塑性塑料的性能。由于没有结晶熔点 PS是具有高熔体强度的粘性流体,很容易用挤塑和注塑成 型方法进行加工,没有或几乎没有降解。 聚苯乙烯的结构式如下 : CH CH CH CH CH CH CH CH
常用塑胶五金材料介绍

医疗领域
用于制造医疗器械、医 疗器具等。
交通工具
用于制造汽车零部件、 飞机零部件等。
02
五金材料介绍
五金材料的定义与分类
定义
五金材料通常指金属材料,包括纯金 属和合金,广泛应用于工业、建筑和 日常生活中。
分类
根据用途和特性,五金材料可分为结 构金属、功能金属、装饰金属等。
常见五金材料特性
01
钢铁
五金材料的创新
新型合金、高强度钢等材料将不断涌现,提高产品的强度、耐腐蚀性和耐磨性, 满足更广泛的应用需求。
环保与可持续性要求
环保塑胶材料
可降解、可循环利用的塑胶材料将受到重视,降低塑料污染 ,保护环境。
绿色五金制造
环保涂层技术、低能耗制造工艺等将得到推广,降低五金产 品的环境影响。
市场需求的演变与预测
强度高、耐腐蚀、成本低,广泛用于建筑、机械、交通 等领域。
02
铜合金
导热性好、导电性强、延展性好,常用于电线、管道、 散热器等领域。
03
不锈钢
耐腐蚀、强度高、美观,常用于厨房用具、医疗器械等 领域。
五金材料的应用场景
建筑行业
用于制造钢筋、门窗、 管道等。
机械行业
用于制造各种零部件和 机器设备。
电子行业
智能化需求
随着智能化时代的到来,塑胶和五金 材料将更加注重传感器、连接器等智 能组件的集成,满足物联网、智能家 居等领域的需求。
定制化需求
消费者对产品的个性化需求增加,塑 胶和五金材料需适应定制化生产的需 求,提供多样化的外观和性能选择。
谢谢聆听
常用塑胶五金材料介 绍
目录
• 塑胶材料介绍 • 五金材料介绍 • 塑胶与五金材料的比较与选择 • 塑胶与五金材料的未来发展趋势
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SH
ESH
四. 铜材代号的表示方法: 材料名称 形状 硬度等级
如: C5191R-H
a. C5191 表示材料名称.
b. R 表示形状. 其中铜材通常有三种形状:R(Round).P(Page).W(Wire)
c. H 表示硬度等级(硬度分:维氏 HV 与赂氏 HRC 两种) 五. 可冲数计算公式
1
AV2-13-43(铜套)
AV-5B-13(端子)
Cu+Sn+P 磷青铜
(红色)
价格一般,Cu 含量很高易 一般用在开关部位以及夹持
于电镀,弹性较好,加少量 部位.
P 后增加了硬度和耐磨 性
如:
AV9-16A1-14(开关弹片)
AV-5A-14(开关弹片)
本公司常用磷青铜有 C5191/ 5210 两种, C5191 一般用在铜环上.
可冲数=
7
料宽×节距×厚度×比重
6
8
常用铜材简介:
名称 主要成分
特性
本公司应用
黄铜 Cu+Zn
价格便宜,制造加工容易 一般用于平面类零件和对弹
性以及寿命要求较低的端子
耐腐蚀性佳,颜色优美,含 Zn30﹪~40﹪最为实用
上.另外 C2680-0 车制轴承套. 如:
本公司用来
(青铜) (黄色)
CKX-035-324H-51(轴承套)
ANS:加 Pb 目的是抑制 Zn,使电镀品焊锡性好,但 Pb 过多会使电镀品表面呈 现明显的黑色斑块,但不会影响焊锡性.
2. 为什么素材吃锡难,尤其黄铜? ANS:因为黄铜含有 Zn, Zn 与 Sn 相抗.
3. 黄铜与磷铜零件焊锡不良原因差异?
11
ANS: 黄铜:底材不够厚(Zn 溢出)及制程不良.
四.常用塑料简介
塑料种类
材料编号
防火 热变形 优点及模缩收率
等级 温度
缺点
ABS(奇美) ABS(奇美) ABS(GE) ABS(台化) PPO(GE)
PA-777B PA-777D
KJW AG15A1
N300
94HB 94HB 94V-0 94HB
95
便宜﹑成型佳﹑模
105 收 缩 率 稳 定 ﹑ 好 染 机 械 强 度
1. 一般塑料:PPPS ABS 等等.
2. 工程塑料:PBT
NYLON POM PPO PPS LCP 等等.
三. 有关塑料的相关名词定义:
1. 冲击强度(IZOD): 塑料受外力打击所能承受的强度.
2. 弯曲弹性率: 塑料受外力作用变形后回复原来形状的能力,系数
越大表示钢性越好
3. 热变形温度(H.D.T.): 识片在一定压力和一定加热速度下弯曲到一定
1.2~1.8%
105 好 染 色 ﹑ 低 摩 擦 系
数﹑流动性佳﹑弹 瓦 斯 气 很
性好﹑射出成品光 糟,注口有
110 泽好
螺旋状
1.8~2.2%
210
200
耐温好﹑电气特性 优良﹑
耐 化 学 性 佳 ﹑ 尺 寸 加 GF 后
208 安性佳﹑
容易发生
过脆﹑不
易成型﹑流动性好, 易染色
205 可射成薄壁成品,
94-V0
94-5VA
REMARK:1.防火并非不能燃烧,因为塑料含有碳,所以不燃烧是不可能的,只是火源 离开后熄灭速度不同而已,防火料是其中加有阻燃剂,阻止它燃烧时 间,阻燃剂分卤素其无机盐两种.2.UL 全名为美国保险协会实验室 (Underwriter Laboratories).3.燃烧实验图如附件.
色. 88
﹑耐温等 特性稍低.
0.3~0.5%
85
94V-0 150 耐 温 ﹑ 耐 冲 击 ﹑ 防 贵 ﹑ 容 易
3
PPO(GE)
SE1X
94V-1
NYLON(南亚) 6410G3 94V-1
(PA66)
(PA66+15%GF)
NYLON(南亚) (PA66)
6410
94HB
POM(旭化成) 4520
电镀简介
一.电镀的目的
1. 增加焊锡性 2. 防止氧化 3. 降低接触阻抗 4. 增强耐磨性 5. 外观漂亮 二..电镀种类
1. 滚镀:设备中等,适合电镀散件,被镀品容易变形,刮伤. 2. 挂镀:成本高,被镀品不易变形,不易刮伤. 3. 连续电镀:镀件要求是料带式,镀件上可以镀一种以上之镀别. 三.与电镀质量相关的主要因素
七.常见外观不良情形 1. 起泡:前处理不良,残留油污,或素材养化生锈所致 2. 露铜:零件互相重迭,纠缠所致. 3. 剥落:前处理不良残留油污所致. 4. 污斑: 后处理不良残留有机物所致. 5. 焊锡不良:本身电镀制程及药水问题
八.其他问题解答 1. 锡铅(Sn/Pb)比例:90/10±5%为什么要控制?
磷铜: 制程不良
4. 无铅锡条加 Ag 目的?
ANS:确保焊锡抗养化性,因为银不易养化,但银含量不能太高,因为含量越高, 熔点越高,这样对零部件业塑料耐温要求很高.
九.电镀品相关测试规范
测试项目
测试条件
判定标准
可焊性 焊接耐久性
1. Wetting:235℃,2 秒. 2. dwetting:260℃,5 秒.
六 塑料价格参考表见附件.
七. 包装常用材料
材料种类
特性
PVC
不环保(不能降解),可回收,硬度好,较便宜
PS
环保(可降解),不能回收,碎,容易烂,价格中等.Fra bibliotekPET
环保(可降解),可回收,价格贵
REMARK:1.包装材料防静电分两种,一种是生产好后用药水处理,一种是直接用 防静电材料. 2.生产流程:加热料 吸塑 冷确 裁剪
铁
锡铅 3~5μm
or 镍底 1~2μm
铜 or 铁
铜底 2~3μm 锡铅 3~5μm
铜
铜底 2~3μm 银 0.6~1μm
镍(Ni)
铜
铜底 1~2μm 镍 1.5~4μm
铁
铜底 3~5μm 镍 3~6μm
金 0.03~0.05μ
金(Au)-端子类
铜
镍底 2~3μm
m
(1μ" ~2μ" )
金 0.03~0.05μ
2
程度时的温度.(热变型温度测试见附件)
4. 模收缩率: 塑料制品收缩尺寸与原模具设计尺寸的比例. 5. 导电率与电阻率: 导电率越高表示导电性越好,电阻率越高表
示绝缘性越好.
6. 燃烧性: 以 UL 防火等级表示,防火等级有以下几种: 94-HB
94-V2
94-V1 由上至下,防火等级越来越高.
GE PLASTICS PACIFIC
台湾长春人造树脂股份有限公司 CHANG CHUN PLASTICS CO., LTD
旭化成
ASAHI KASEI CORP
REMARK:另外还有日本三井(MITSUI)﹑日本宝理(POLYPLASTICS) ﹑美国杜邦 (DUPONT) ﹑荷兰帝斯曼(DSM)
钛铜
Cu+Ti
价格贵,硬度高,弹性好.
(红色,颜色比 磷青铜还要 深)
一般用在小型的支撑点较小 的弹片.因为价格太贵,同时不 易采购,所以目前本公司没有 使用
SPCC 铁
(灰色)
价格便宜,加工容易,但易 TS-C14C-43 生锈
六. 五金材料英文及其代号说明
SPCC:冷冲钢板
SPCD: 抽伸用,
SPCE 深抽用
3.锡铅(Sn/Pb)比例:90/10±5%.
13
四 常用金属材料性能介绍
表一. 黄铜, 钛铜, 磷青铜性能比较
定义 铜编号
7-3 黄铜 70% Cu C2600
黄黄铜 65% Cu C2680
0.9~2.2%
185
4
耐温好﹑耐电压高 价格相当
﹑高流动低飞边﹑ 贵,不易染
PPS(飞利浦)
R-7
94V-0 260 稳定的电气绝缘性
色
0.3~0.6%
PC(帝人)
L-1250Y
94HB
优良的耐冲击性﹑
极佳的透明度﹑良 125 好的尺寸安定性
流动性差
0.5~0.7%
RMARK:目前最贵材料为铁氟龙(Teflon),软化点 350 度,耐热 465 度.
94HB
POM(台塑) FM090 94HB
PBT 南亚) PBT 南亚) PBT(长春) PBT(新光) PBT(长春)
1403G6
(PBT+30%GF)
1403G3
(PBT+15%GF)
4830
(PBT+30%GF)
D202G30
(PBT+30%GF)
4815
(PBT+15%GF)
94V-0 94V-0 94V-0 94V-0 94V-0
6
五金材料简介
一. 金属的定义:由一种或一种以上金属或金属与非金属互相融合而具有金属各 种性质的物质.
二. 金属的共同特性: 1. 固体状态时通常构成结晶体. 2. 富于延展性. 3. 电热的良导体. 4. 具有特殊金属光泽.
三. 铜材的硬度等级: 0
1/4H
1/2H
H
由上至下,硬度越来越高.
EH
5
五.常见塑料原料厂商:
台湾塑料工业股份有限公司
FORMOSA PLASTICS CORP
奇美实业股份有限公司
CHI MEI CORPORATION
南亚塑料工业股份有限公司
NAN YA PLASTICS CORP
新光合成纤维股份有限公司
SHINKONG SYNTHETIC FIBERS CORP