对滚切式双边剪夹送辊装置的分析及调整方法的改进
夹送辊在滚切式双边剪中的应用

致。
\
夹送辊调整的精度决定滚切式双边剪的剪切边 缘 的质量 ,因此夹送辊调整必须充分考虑下列 因
素:
_
£ =.. £ . 6
S= B 剪切 的起点 , 并定为零点 ;船 = 剪切终
点 ;V 钢板送进 的起点 ;V 钢 板送进 A= E= 的终点 ;D= 刃最 大 开 口度 ( 约 10 剪 大 1
一
量 技市
整。
调整夹送辊的 目的 :①在一定压力下 ,保证 上 、下夹送辊与钢板均匀接触 ;②保证上、下夹送
辊 的轴线与轧制线垂直 。夹送辊由直流电机传动 ,
‘
1 ’l 5 p
每 台电机上均带有脉冲发生器 。夹送辊的辊套要求 耐磨并且更换方便 ,前后夹送辊的直径要求必须一
⑦分别由两侧 的光电管检测废边宽度 ,如检测 结果符合工艺要求 ,则 向双边剪发出剪切信号;否 则 钢板返 回,对 钢板位 置重新 进行定 位或对 双边剪
开 口度重 新进行 调整 ;
管时,钢板剪切结束 ,可进行下一块钢板的剪切。
4 结 语
滚切式双边剪采用夹送辊配套设备 ,通过对夹 送辊 精确 的调整 和控 制 ,使 钢板 能沿直线送 进 ,送 进方 向正确 ,钢板边部的镰刀弯被消除 , 保证了产
出口夹送辊及剪后工作辊道单独对钢板送进 ; ⑩当钢板尾部通过入 口 夹送辊的出 口 处光 电管 时,由控制系统 向出口夹送辊发出信号 ,当最后一 剪的剪切结束时,出口夹送辊上辊抬起 , 此时钢板 由出 口夹送 辊 的下辊 和剪后工 作辊道 一起将 钢板送
三轴传动滚切式双边剪夹送辊的整改

h s b e d y t ma i al o i c o l e i so a c lto s h sb e a e a e n ma es s e tc l f r p n h r l ,as re f l u a in a e n t k n,t e c r e p n i g r — y c h o rs o dn e s l e p a s h v e n p tf r r o v l n a e b e u o wa d,t e i r v me t o i c o l a e n c mp e e . h mp o e n fp n h r l h s b e o l t d
时 , 以通过 调整 内外 偏 心套 的 位置 来 找正 。 可 同
和 移 动侧 。每 对 夹送辊 的上 下 辊 间设 有升 降液
压 缸 1 , 移 动时 靠键 1 6和 2 1限 位 和 导 向 。辊 子 8 用胀 套 2 5与 空 心 轴 1 7进 行 紧 固 联结 , 于 辊 便
子的装 配和 更 换 。 本设 备共 装有 9台编 码器 , 中在 入 、 口 其 出 端 固定 侧 下 夹送 辊 电机 尾 部 装 的 编 码器 1 2供 检 测运 送 钢板 距 离 之 用 。其余 电机 尾 部 装 的 6 台编码 器 1 测速 用 。由壳体 上 下摆 动带 动 旋 供
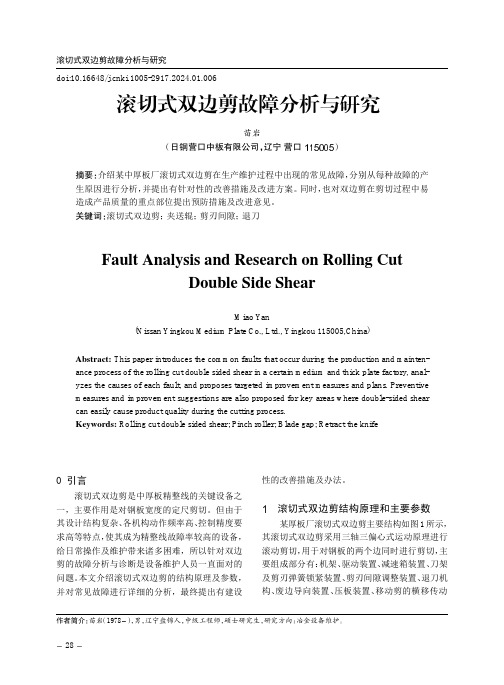
夹 送 辊 的 结 构 特 点 ( 图 1 图 2 : 口端 见 、 )入
和 出 口端 的下 夹送辊 采 用 同步轴 2 0连接 , 以保
证 下辊旋 转 速度 一致 。在每 个 下辊 壳体 7的下
转 的编 码器 1 2则 供检 测被 剪 切钢 板厚 度 用 。
维普资讯
部设 有 调节 螺 钉 9 在安 装 时校 正 下辊 的位 置 。 ,
滚切式双边剪钢板跑偏原因及对策魏德刚

滚切式双边剪钢板跑偏原因及对策魏德刚发布时间:2021-10-28T06:35:29.617Z 来源:《基层建设》2021年第22期作者:魏德刚[导读] 本文主要通过流体力学理论分析和轧钢厂中厚板分厂生产现场设备运维实践相互结合宝钢集团新疆八一钢铁有限公司新疆乌鲁木齐 830022摘要:本文主要通过流体力学理论分析和轧钢厂中厚板分厂生产现场设备运维实践相互结合,分析影响钢板跑偏的受力因素,系统阐述了可能导致滚切式双边剪跑偏的原因、相应技术对策及有效处理措施。
关键词:滚切式;双边剪钢板;跑偏一、造成钢板跑偏原因及其对策夹送辊调整不当造成钢板跑偏,夹送机双边输辊自动导向进给作为滚切式双边轧辊轧机双边剪削轧机的切剪的重要内部动力系统组成的一部分,不仅仅特别需要轧机能够直接实现剪切切割钢板在轧机双边轧辊剪切轧机切削过程运行中的高速导向循环自动导向进给,而且还特别需要能够实现轧机用于切削剪切钢板切割所用钢板的精确度和剪切夹辊导向;它直接地讲就会严重影响剪切切割钢板的精确度和剪切时的导向自动指令,正因为如此它对夹辊导向输送机轧辊的剪切导向自动调整也就因此从而显得至关重要。
如果产品采用高速夹具自动输送和轧辊的高速自动调整方式传动则其精度不能完全达到或满足不到它的设计性能要求,将导致钢板剪切时出现错口,台阶等缺陷,这些缺陷有些通过修磨能够进行处理,严重的将导致钢板直接判为可利用品。
经过对设计资料的分析研究与现场跟踪,提出以下对策解决夹送辊调整不当造成钢板跑偏:夹送机对辊剪切调整后的精度对达到双边钢板剪切的调整质量能否起到一个关键作用,能否完全保证钢板夹送机对辊剪切调整后的精度,直接严重影响整块钢板的双边剪切调整质量,夹送机对辊的剪切调整精度可以划分为平行度基准调整、挠度基准调整和钢板标高角度调整3个部分,这三个部分相辅相成,每一部分的剪切调整精度都会对其他部分剪切调整质量产生直接影响。
调整辊的送轴方法一般情况是夹辊螺栓下部先用手动齿轮水准仪对辊进行高度测量并经计算后得出所有夹辊切边用切削刀刃和剪刃上在夹辊上部的物体轴向表面的相对标高,然后螺栓上部利用电动齿轮千斤顶将手动齿轮下部在所有夹辊的物体送辊面和螺栓上部顶起,旋转下部的相对偏差标高后再转动上部调整辊的送轴螺栓,根据多年夹辊实践经验,螺栓每正反两个方向反复旋转一周,夹送在所有轮辊上的物体辊面相对标高就可能会发生变化2mm,调整后送辊螺栓自动使所有夹送在轮辊标高高度恢复水平放在轮辊原位,再用手动齿轮水准校和仪调整辊回复侧,确保所有下部的送辊面和夹送辊在轮胎的物体辊面相对标高相同,并且高度应不得高于所有夹辊切边用切削刀切柄剪刃和剪刃上夹辊物体相对表面5mm,相对偏差标高最低要求高度应不得小于0.5mm。
双边剪设备优化改造

双边剪设备优化改造作者:黄晨亓安刚赵静来源:《中国科技博览》2013年第21期[摘要]针对莱钢宽厚板生产线的主要剪切设备双边剪出现的一系列影响生产的问题进行深入研究,对制约生产的部位进行了设备优化改造,取得了良好的效果,节约了生产成本,保证了生产的顺行。
[关键词]干油管路钢板压紧运输链托轨吹扫管夹送辊中图分类号:TD8文献标识码:A文章编号:1009-914X(2013)21-0000-01前言双边剪是莱钢宽厚板生产线的主要剪切设备,采用滚切式原理剪切钢板,其主要作用是对钢板进行宽度剪切,生产出宽度为1500mm--4150mm的钢板。
由于设计缺陷和生产要求的提高,双边剪在生产过程中暴露出了润滑不良、备件使用寿命短、卡钢和钢板有压痕等一系列问题,严重制约了生产,继续改造优化。
1.原因分析1.由于刀架滑板干油管路的硬管过长、软管过短,刀架在运转过程中软管来回揆折、碰撞,导致软管与硬管相连的活接松动、断裂,由于剪体的空间过小,而且两个活接都在下边,共14个接头,在处理管路漏油时极为困难,致使滑板润滑不良,加快了滑板的磨损,缩短了使用寿命,影响生产。
2.钢板压紧装置拉簧的目的是不让其前后移动,由于现在拉簧固定位置角度过大(如图1所示),起不到拉紧的作用,并且在钢板压紧装置压紧钢板时弹簧拉伸,经常导致弹簧断裂,更换频繁,增加了劳动强度以及备件消耗。
图13.由于运输链托轨与链轮距离过大,运输链下垂,在运行过程中运输链碰撞托轨头部,运转不平稳,导致链板固定螺栓松动甚至断裂,链条断裂,链条的连接销松动、磨损快,增加了维修工的劳动强度及维修费用。
4.双边剪碎边剪溜槽磨损严重,空间狭小,焊补困难,焊补质量差,在剪切过程中,致使碎边经常卡在溜槽内,导致停机,制约生产。
5.由于双边剪出口吹扫管安装在碎断剪后,碎断剪在剪切碎边时,被剪断的碎边经常敲击吹扫管时吹扫管变形断裂无法进行吹扫,造成钢板易出现压痕。
6.由于双边剪下剪台短,与出口下夹送辊距离过长,空间过大,碎边容易钻入夹送辊,在剪切过程中夹送辊将碎边带入钢板下,造成钢板出现压痕,严重影响了剪切质量,带来经济损失。
浅述滚切式双边剪切口质量控制及夹送辊调整方法
浅述滚切式双边剪切口质量控制及夹送辊调整方法作者:陈全武来源:《中国高新技术企业》2014年第10期摘要:滚切式双边剪是中厚板生产线上的关键设备之一,结构紧凑、复杂,对操作人员、维护人员提出的要求较高。
文章介绍了双边剪的结构以及影响切口质量的因素,并且给出了相应的解决办法。
关键词:滚切式双边剪;切口质量;夹送辊中图分类号:TG333 文献标识码:A 文章编号:1009-2374(2014)15-0059-031 问题提出首秦公司4300mm生产线上的滚切式双边剪是由德国西马克(SMSD)公司设计(三轴三偏心结构),与沈阳重型机械有限责任公司合作制造的,2006年10月份投产,至今投入使用已7年。
剪切质量在同类剪子中可以排在前列,实现完美切口需要在设计、安装、维护、使用各个环节进行控制。
双边剪切完后理论上是两条平行线,但受到的影响因素很多。
根据技术人员对国内同类剪子的考察、了解、研究、分析,影响滚切式双边剪剪切钢板质量的因素归纳起来有两大类:一是两主切边剪刃不平行;二是钢板运输过程中前进轨迹偏离理论轨迹,即“跑偏”,这是众多中厚板厂遇到的最头疼的问题。
针对以上两大类问题,详细分析了具体原因,并且提出了相应的控制措施,希望对今后滚切式双边剪的设计制造、安装调试、使用都具有借鉴和参考价值。
2 滚切式双边剪设计特点简介德国西马克公司设计的滚切式双边剪具有剪切能力大、作业率高等优点。
机械设计中采用了滚切式原理,剪切重叠量很小,剪切角和重叠量沿剪刃长度方向几乎相等,所以被剪切钢板变形小、切口质量好。
设计中采用了多个偏心连杆机构:(1)主驱动三轴三偏心,两个偏心轴驱动主切边剪、一个偏心轴驱动碎边剪;(2)剪刃间隙调整结构,主切边剪和碎断剪剪刃间隙调整全部为偏心结构;(3)退刀结构,设计成三根带有偏心的轴连在一起组成;(4)压脚机构驱动,设计成凸轮结构。
这么多的机械偏心结构组装在一起,并且动作协调,所以对制造、安装的精度要求都非常高。
中厚板精整线滚切式双边剪跑偏问题的处理魏鹏隆安帅
中厚板精整线滚切式双边剪跑偏问题的处理魏鹏隆安帅发布时间:2021-09-11T12:50:45.123Z 来源:《中国科技信息》2021年10月上28期作者:魏鹏隆安帅[导读] 双侧辊剪是我国厚板精密生产线的主要设备。
剪切时的偏差直接影响钢板边缘的质量,增加后续的加工和加工操作,并影响整个生产线的速度和效率。
新疆八一钢铁有限公司轧钢厂中厚板分厂魏鹏隆安帅摘要:双侧辊剪是我国厚板精密生产线的主要设备。
剪切时的偏差直接影响钢板边缘的质量,增加后续的加工和加工操作,并影响整个生产线的速度和效率。
文章分析了中厚钢板切割之间的差距,重点是调整倾斜、平行度和高程的方法,并结合实地实践提出解决办法。
关键词:双边剪;跑偏;调整方法;研究分析;前言厚板广泛应用于钢铁产品的生产,起着重要作用,其中冷轧机由于其良好的机械性能而占据着很大的市场。
阐述了切割机生产线的工艺方法和主要设备,并详细分析了双边切削机和轧辊尺切削机的技术改进措施。
一、剪切线主要设备1.运送滚筒;冷床传递的钢板通过运输辊水平切割,直至轴承切割。
辊由变频电机驱动,用厚壁钢管焊接,辊支架焊接。
运输滚轮由滚轮、轴支架、滚轮驱动马达、滚轮支架和导向板组成。
(2)辊头切割:双轴偏心辊头切割位于运输辊背面,用于切割板头。
结构与轴承规则相同,具有压路机和前推装置。
切割板背面的材料头由液压缸的头向下推动,然后由输送机通过槽传递,再传递到废箱中。
输出钢板为平衡木后辊所接受,因为钢板切割时承受着较大的向下剪切力,而辊底熊掌的摆动可以显着降低滚子的载荷并保护滚子轴承。
(3)磁性配对中间装置:装置机架为焊接结构,磁性手推车安装在机架上。
操作人员根据激光投影线操作磁车,查找中间钢板,使两侧的边带宽度大致相同,钢板的毛刺不得超过两侧投影线,超出时应校正成品钢板的宽度。
(4)分切双面切割:二次切割和头切割板材的断边。
剪切机结构为三轴三偏心。
切边需要两个偏心轴,一个偏心轴用于切断切边。
滚切式双边剪故障分析与研究
滚切式双边剪故障分析与研究苗岩(日钢营口中板有限公司,辽宁营口)摘要:介绍某中厚板厂滚切式双边剪在生产维护过程中出现的常见故障,分别从每种故障的产生原因进行分析,并提出有针对性的改善措施及改进方案。
同时,也对双边剪在剪切过程中易造成产品质量的重点部位提出预防措施及改进意见。
关键词:滚切式双边剪;夹送辊;剪刃间隙;退刀Fault Analysis and Research on Rolling CutDouble Side ShearMiao Yan(Nissan Yingkou Medium Plate Co.,Ltd.,Yingkou115005,China)Abstract:This paper introduces the common faults that occur during the production and mainten-ance process of the rolling cut double sided shear in a certain medium and thick plate factory,anal-yzes the causes of each fault,and proposes targeted improvement measures and plans.Preventive measures and improvement suggestions are also proposed for key areas where double-sided shear can easily cause product quality during the cutting process.Keywords:Rolling cut double sided shear;Pinch roller;Blade gap;Retract the knife0引言滚切式双边剪是中厚板精整线的关键设备之一,主要作用是对钢板宽度的定尺剪切。
中厚板滚切式双边剪资料

是钢板的切口不光滑, 不够平整, 剪切厚度 1m 8m
以下的钢板往往有“ 错边”即切边的直线度不好) (
的情况发生。
2 夹送辊装置的调整
夹送辊装置在双边剪中的作用是夹紧被剪切 的钢板和输送待剪或剪过的钢板。钢板边部的剪 切要求: 直线度好, 没有任何剪切缺陷, 刀口平整,
上辊
水平状 态
辊缝趋于十 。
每一夹送辊的辊子中心线应与主刀刃线垂 直, 即钢板在辊道上移动方向与主刀刃线平行, 以 保证被剪切钢板移动的直线性 , 3 如图 ,
内偏心套
越 八. 戮
图 2 上下辊相对位置调整示意图
图 3 夹送辊与下主刀相对位置示意图
万方数据
·2 8·
20 年第 4 01 期 22 夹送辊的动作原理 . 钢板在夹送过程中受力情况如图 6 。图 6 中
图 5 夹送辊调整后安装精度示意图
万方数据
宽厚板
2 · 9
改善钢板与夹送辊之间的接触环境可削弱 af ,的
影响 ;
甲 曰白
Hale Waihona Puke 蜘净1 i Q 产生M . )m n Q > 2 . Q 产生MR ) < a Q
十 如
声M ,
、 城M.
M, 为电机的回转力矩, 设计上可调; R为夹送辊半径, 磨损后会减小, 设计上要求
边” 问题。切边不平整、 不光滑及“ 错边” 板显著减
由两侧阀台控制, 液压管路是相对独立的。 实际运行中, 两侧液压缸压力有差别, 相差 1 -2 a MP 。为解决两侧压力差别, 现将两侧液压缸
少, 中板产品的切边质量得到了极大的改善。
4 结束语 韶钢中板厂以滚切式双边剪为主的新剪切
滚切式双边剪剪切问题分析及改进措施

DOI:10.3969/j.issn.2095-509X.2013.07.020滚切式双边剪剪切问题分析及改进措施宋章明(江阴兴澄特种钢铁有限公司,江苏江阴 214429)摘要:针对某厚板厂剪切线投用前期双边剪使用状况,分别从剪切效率和剪切质量两方面着手,进行问题排查与原因分析,从而对现有设备进行了布置调整和结构改造,并对双边剪自动剪切程序做了改进。
此外,不仅对设备的操作与维护提出了改进意见,而且对易发剪切异常现象提出了预防措施。
关键词:厚板;双边剪;剪切效率;剪切质量中图分类号:TG335.21 文献标识码:B 文章编号:2095-509X (2013)07-0073-04 滚切式双边剪是宽厚板轧制生产线精整区的核心设备,利用三轴三偏心运动原理进行滚切式剪切,能够对厚度小于等于50mm、宽度1200mm ~4200mm 钢板进行高精度双边定宽剪切,并同时对切下的废边进行碎断和收集。
随着市场经济的不断发展,市场对产品的外观质量要求越来越高,为保证剪切断面平直、光滑、无变形、几何精度高、剪切速度快、剪切效率高等优点,迫使企业积极推动管理创新与技术改进,大力推行标准化作业与精细化管理,保证设备达到规定的功能精度以满足生产需要,不断改善产品的外观质量,以赢得顾客的青睐。
员摇滚切式双边剪工艺布置和主要工作参数某厚板厂滚切式双边剪布置形式如图1所示。
设备主要由激光划线装置1,双边剪输入、输出辊道8,钢板磁力对中装置7,机前机后夹送辊2,固定剪6,移动剪3,刀片更换装置4以及碎边收集运输装置5等组成。
由1#横移装置输出的钢板在双边剪前输入辊道处进行磁力对中后,由辊道输送并经夹送辊夹送同步输入剪机。
固定剪和移动剪分别由2台电机联合驱动,采用同步轴实现两侧同步运转,经减速箱、曲柄连杆机构带动滚切剪和碎边剪进行剪切。
移动剪本体经电机减速箱驱动齿轮齿条装置,在滑靴上横移进行宽度调整。
剪切的废边经碎断后由碎边收集运输装置收集到固定侧料坑内,此外固定侧和移动侧各有一套换刀装置。
滚切式双边剪钢板跑偏现象的分析与改进

滚切式双边剪钢板跑偏现象的分析与改进摘要:对滚切式双边剪自动送板过程中钢板跑偏现象进行了分析,介绍了影响钢板跑偏的各种因素,同时介绍了钢板在双边剪剪切中如何调整来有效防止钢板跑偏的方法,在实际应用中有效地预防和解决了钢板易跑偏的问题,提高了生产作业率和产品成材率。
关键词:双边剪跑偏夹送辊一、引言江阴兴澄特种钢铁有限公司4300厚板分厂于2011年底竣工投产。
为全面提高生产效率,对精整剪切线引进了达涅利常熟分公司的滚切式双边剪等设备。
生产至今,发生过多次自动送板跑偏现象,严重影响钢板的质量和生产。
截止至2011年年底,中国已投入生产的中厚板生产线超过70条,产能严重过剩,竞争加剧,用户对钢板的剪切质量及成材率要求越来越高,滚切式双边剪跑偏现象成为厚板生产的一个主要问题,所以必须降低滚切式双边剪的的钢板跑偏,才能提升钢板的制造水平,降低制造成本,提升竞争能力。
二、双边剪的构成及用途滚切式双边剪是结构复杂、高精度、高效率、自动化程度较高的剪切设备,主要运用于钢板的运输、调整、宽度调整后切纵边,碎边等功能。
该设备主要有激光划线装置、钢板位置调整装置、机前辊道、剪机本体、出入口夹送辊装置、机后辊道、换刀装置及废料收集装置组成。
三、工作原理及步骤滚切式双边剪安装在中厚板轧钢厂的精整剪切线上,用来剪切经轧制、矫直、冷却、修磨后的单张钢板的两个纵向边部的同时,把切下来的边条横向剪切成一定长度的碎边小块并以收集。
碎边小块不经再次处理,可供装炉炼钢。
主传动箱是整个系统的核心部分,主传动箱由固定侧和移动侧两个独立的减速箱构成,且对称布置。
减速箱由直流电机驱动经三级减速后传递到曲轴上,同时经同步齿轮传给同步轴,使两侧曲轴同步运动。
三根曲轴的偏心量不同,偏心按一定的相位差布置,三根曲轴分别与长度不同三根连杆相连接,入口2个曲轴3、5通过连杆4、6,驱动主刀上剪刃。
曲轴7通过连杆8驱动上碎边刀。
三轴三偏心滚动剪切机时双边剪最大的特点,这使得整个剪切过程平稳、快速、剪切力最小,同时保证剪切质量。
夹送辊的缺陷分析及改造
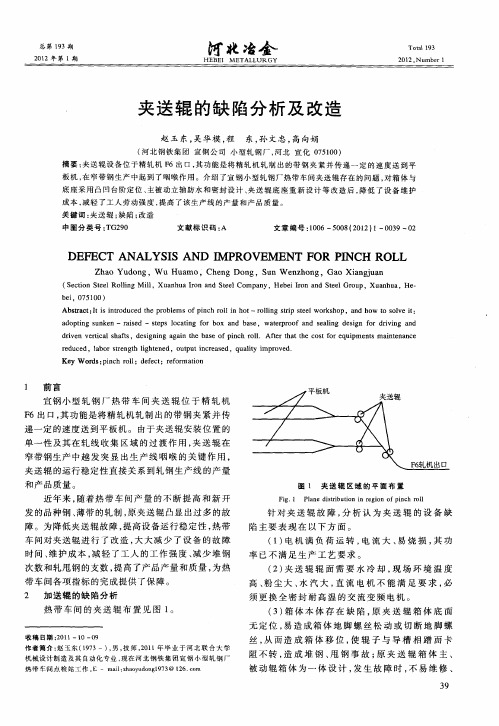
摘 要 :夹 送 辊 设 备 位 于 精 轧 机 F6出 口 ,其 功 能 是 将 精 轧 机 轧 制 出 的 带 钢 夹 紧 并 传 递 一 定 的 速 度 送 到 平
板 机 ,在 窄 带 钢 生 产 中起 到 了 咽喉 作用 。 介 绍 了 宣 钢 小 型 轧 钢 厂 热 带 车 间夹 送 辊 存 在 的 问 题 ,对 箱 体 与
近 年来 ,随着 热 带 车 间 产 量 的 不 断提 高 和新 开 发 的品 种钢 、薄带 的轧 制 ,原夹 送辊 凸显 出过 多 的故 障 。为 降低 夹送 辊故 障 ,提 高设 备运 行稳 定 性 ,热带 车 间对 夹送 辊进 行 了改 造 ,大 大 减 少 了设 备 的 故 障 时 间 、维 护 成本 ,减 轻 了工 人 的工 作 强 度 、减 少 堆 钢 次数 和 轧甩 钢 的支数 ,提 高 了产 品产 量 和质 量 ,为 热 带 车 间各项 指标 的 完成提 供 了保 障 。 2 加 送 辊 的 缺 陷 分 析
图 1 夹 送 辊 区 域 的 平 面 布 置
Fig.1 Plane distribution in region of pinch roll
针 对 夹 送 辊 故 障 ,分 析 认 为 夹 送 辊 的 设 备 缺 陷 主 要 表 现 在 以下 方 面 。
(1)电 机 满 负 荷 运 转 ,电 流 大 、易 烧 损 ,其 功 率 已不 满 足 生 产 工 艺 要 求 。
1 前 言 宣钢 小 型 轧 钢 厂 热 带 车 间夹 送 辊 位 于 精 轧 机
F6出 口,其功 能是 将精 轧 机轧 制 出 的带 钢 夹 紧并 传 递一 定 的速度 送 到平板 机 。 由于夹 送辊 安装 位 置 的 单一 性 及其 在轧 线 收 集 区域 的 过 渡作 用 ,夹送 辊 在 窄带 钢 生产 中越 发 突显 出生 产 线 咽 喉 的关 键 作 用 , 夹送 辊 的运行 稳 定性 直接 关 系到轧 钢生 产线 的产 量 和 产 品质量 。
双边剪钢板跑偏原因探讨与调整

双边剪钢板跑偏原因探讨与调整宝钢湛江钢铁4200mm厚板厂产线布置四台剪切机,实现来料钢板长度和宽度上的剪切。
其中双边剪主要实现对来料钢板按规定尺寸进行双边剪切,然双边剪钢板跑偏现象一直是困扰现场生产的难题!文章介绍了夹送辊的机械结构及控制方式并结合双边剪运行的现场实际情况,对中板双边剪运行故障进行分析、总结,针对引起双边剪钢板跑偏的原因进行探讨并对夹送辊的调整做简单讨论。
为日后双边剪的检修、调整提供依据,确保双边剪连续运行的稳定性和可靠性,同时也提高了双边剪剪切成材率。
标签:夹送辊;钢板跑偏;调整;成材率Abstract:Four shearing machines are arranged in the production line of 4200mm thick plate factory of Baosteel Zhanjiang Iron & Steel Co.,Ltd.,in order to realize the shearing in the length and width of the incoming steel plate. The bilateral shear mainly realizes the bilateral shear of the incoming steel plate according to the specific size. However,the phenomenon of the bilateral shear plate deviation has been a difficult problem in the field of production. This paper introduces the mechanical structure and control mode of the clamping roller and analyzes and summarizes the faults of the double-side shear operation of the medium plate in combination with the actual situation of the operation of the two-sided shear,and discusses the causes of the deviation of the bilateral shear steel plate and discusses the adjustment of the clamping roller. It can provide the basis for the maintenance and adjustment of the bilateral shear in the future,ensure the stability and reliability of the continuous operation of the two-sided shear,and at the same time,improve the yield of the two-sided shear.Keywords:pinch roller;steel plate deviation;adjustment;yield前言双边剪机械装置主体部分由西马克设计,采用传统经典的滚切式剪切方案。
双边剪夹送辊调整方法
双边剪夹送辊调整方法一、双边剪夹送辊的基本认识。
1.1 双边剪夹送辊啊,那可是在钢材加工里相当重要的一个部件呢。
就好比是一个得力的小助手,它的主要任务就是稳稳地夹住钢材,然后按照咱们想要的速度和方向把钢材送出去。
这就像是在厨房里,厨师的手稳稳地拿着食材,按照菜谱的要求进行处理一样。
1.2 它要是没调整好啊,那可就麻烦大了。
就像一个人走路,两条腿不协调,那肯定走不稳当。
对于双边剪夹送辊来说,没调整好就可能导致钢材在剪切过程中出现偏移、打滑之类的问题,这就像一场精心准备的演出突然出了岔子,让人头疼得很。
二、调整前的准备工作。
2.1 首先呢,咱得对夹送辊有个全面的检查。
这就像是医生给病人看病之前的问诊和检查一样。
看看辊子的表面有没有磨损啊,有没有杂物在上面。
要是有磨损,那钢材在上面走的时候就像在坑坑洼洼的路上开车,肯定不顺畅;要是有杂物,那就像是鞋子里进了沙子,能舒服才怪呢。
2.2 然后呢,要测量一下夹送辊之间的间距。
这间距可不能马虎,得根据钢材的厚度来确定。
这就好比给人做衣服,尺寸得量准了,不然衣服不是大了就是小了。
如果间距太大,钢材夹不住,就像抓沙子,抓得越紧漏得越多;要是间距太小,又会把钢材夹变形,那就成了好心办坏事了。
2.3 还有啊,要检查一下夹送辊的转动情况。
得确保它能灵活转动,就像车轮子一样,要是转起来磕磕绊绊的,那肯定不行。
这转动要是不顺畅,钢材在上面走的时候就会一卡一卡的,就像一个老态龙钟的人走路,一步三喘的。
三、具体的调整方法。
3.1 调整间距的时候,要用到专门的工具。
按照之前测量出来的钢材厚度对应的间距数值,小心翼翼地进行调整。
这时候就得有“慢工出细活”的态度,可不能着急。
就像雕刻家在雕刻作品一样,每一刀都得慎重。
如果不小心调过了头,那就前功尽弃了,又得重新来一遍,这可就太浪费时间和精力了。
3.2 对于夹送辊的平行度也要调整。
这就像盖房子打地基,得让两边一样平才行。
要是不平行,钢材在夹送辊上走的时候就会偏向一边,就像走路走歪了一样。
双边剪钢板跑偏原因探讨与调整

双边剪钢板跑偏原因探讨与调整作者:汪孝丁来源:《科技创新与应用》2018年第03期摘要:宝钢湛江钢铁4200mm厚板厂产线布置四台剪切机,实现来料钢板长度和宽度上的剪切。
其中双边剪主要实现对来料钢板按规定尺寸进行双边剪切,然双边剪钢板跑偏现象一直是困扰现场生产的难题!文章介绍了夹送辊的机械结构及控制方式并结合双边剪运行的现场实际情况,对中板双边剪运行故障进行分析、总结,针对引起双边剪钢板跑偏的原因进行探讨并对夹送辊的调整做简单讨论。
为日后双边剪的检修、调整提供依据,确保双边剪连续运行的稳定性和可靠性,同时也提高了双边剪剪切成材率。
关键词:夹送辊;钢板跑偏;调整;成材率中图分类号:TG333.2+1 文献标志码:A 文章编号:2095-2945(2018)03-0055-02Abstract: Four shearing machines are arranged in the production line of 4200mm thick plate factory of Baosteel Zhanjiang Iron & Steel Co., Ltd., in order to realize the shearing in the length and width of the incoming steel plate. The bilateral shear mainly realizes the bilateral shear of the incoming steel plate according to the specific size. However, the phenomenon of the bilateral shear plate deviation has been a difficult problem in the field of production. This paper introduces the mechanical structure and control mode of the clamping roller and analyzes and summarizes the faults of the double-side shear operation of the medium plate in combination with the actual situation of the operation of the two-sided shear, and discusses the causes of the deviation of the bilateral shear steel plate and discusses the adjustment of the clamping roller. It can provide the basis for the maintenance and adjustment of the bilateral shear in the future, ensure the stability and reliability of the continuous operation of the two-sided shear, and at the same time, improve the yield of the two-sided shear.Keywords: pinch roller; steel plate deviation; adjustment; yield前言双边剪机械装置主体部分由西马克设计,采用传统经典的滚切式剪切方案。
对滚切式双边剪夹送辊装置的分析及调整方法的改进

F1 = 4 ×0. 15 ×50000 = 30000N 辊道输送钢板能力 : F2 = 1 /2 m f2 式中 : m 为输送钢板自重 , m = 7500kg; f2 为辊道摩擦系数 , f2 = 0. 15。
(下转第 40页 )
© 1994-2007 China Academic Journal Electronic Publishing House. All rights reserved.
Vol 19 No 2006206
3
(2) 其次调整下夹送辊辊面标高 其目的是使所有下夹送辊辊面标高相同 ,并高于切边剪 剪刃上表面 5mm ,避免因两侧或前后辊面标高不一致导致钢 板在运送时碰撞而发生歪斜 ,直接产生错口 ;同时还可避免钢 板两侧产生边浪变形 。其调整部位参见图 3。 调整方法是先用水准仪测量出切边剪刃上表面的相对标 高 ,然后利用千斤顶将下夹送辊顶起 ,旋转下部的标高调整螺 栓 ,根据实践经验 ,螺栓每正反旋转一周 ,夹送辊辊面标高变 化 2mm ,调整后使夹送辊恢复原位 ,再用水准仪复侧 ,确保所 有下夹送辊辊面标高相同 ,并高于切边剪剪刃上表面 5mm ,相 对偏差要小于 0. 5mm。 (3) 最后调整夹送辊的平行度 其目的是使前后夹送辊 、上下夹送辊在压下状态下所有 的辊环端面都彼此平行 ,但其调整的前提是上述两项调整合 格 ,同时还必须保证固定侧和移动侧切边剪刃相互平行 ,因为 这是平行度调整的基准 。夹送辊平行度调整不好 ,会使剪切 的钢板出现镰刀弯或 S形 ,并产生错口 ,严重时会损坏剪机的 传动机构 ,因此这部分的调整是整个夹送辊调整的重中之重 。 其调整部位参见图 3。 具体调整步骤如下 : ①先在剪机前后拉钢线 ,使钢线与切 边剪刃调平行 ,要求最终的偏斜度要小于 0. 1mm /m。 ②通过 调整平行度调整螺栓和螺母 ,带动斜楔左右移动 ,从而使夹送 辊辊环延水平方向前后偏移 ;根据实践经验 ,斜楔水平方向每 增减 1mm ,夹送辊偏移 0. 05mm /m。利用内径千分尺的测量
辊子装配改善方案

辊子装配改善方案引言辊子装配是指在工业生产中将轴承和轴安装在一个圆柱体上,然后将其他零部件装配在这个轴上。
正确的辊子装配对于保证设备的正常运行和延长设备的寿命非常重要。
然而,由于装配过程中存在一些问题,导致辊子的装配效率不高和装配质量不稳定。
本文将探讨辊子装配过程中存在的问题,并提出一些改善方案,以提高辊子的装配效率和质量。
问题分析在实际的辊子装配过程中,存在以下几个常见的问题:1.轴直径测量误差大:轴直径的测量误差会对辊子的装配效果产生重要影响。
由于传统的测量方式使用卡尺进行测量,人为因素导致的测量误差无法避免。
2.轴表面粗糙度不符合要求:辊子装配需要轴表面光滑,但由于生产过程中的一些原因(如切削工艺、热处理等),轴表面粗糙度不符合要求。
3.辊子与轴的配合间隙不均匀:辊子与轴之间的配合间隙需要满足一定的工程要求,但由于生产过程中的一些问题(如焊接变形、加工误差等),配合间隙不均匀,影响了辊子的装配效果。
解决方案为了解决上述问题,我们可以采取以下改善方案:1. 使用数字测量工具传统的卡尺测量方式存在人为因素导致的误差。
我们可以使用数字测量工具,如数显卡尺或激光测量仪,提高测量的准确性和精度。
数字测量工具能够直接显示测量结果,减少读数误差,并且有些工具还具备数据存储和分析功能,便于后续对测量结果的分析和优化。
2. 改善轴表面粗糙度为了改善轴表面的粗糙度,可以采取以下措施:•使用更精细的切削工艺:对轴的切削工艺进行优化,使用更细的刀具和更小的进给量,以减小切削留痕和切削条纹,提高轴表面的光滑度。
•进行表面处理:通过表面处理方法,如研磨、抛光等,降低轴表面的粗糙度。
3. 控制配合间隙的均匀性为了提高辊子与轴的配合间隙的均匀性,可以采取以下措施:•设计合适的夹具:通过合理设计夹具,使得辊子在装配过程中受力均匀,减少辊子与轴之间的变形,从而改善配合间隙的均匀性。
•加强工艺控制:在焊接和加工过程中,加强对工艺参数的控制,减小焊接变形和加工误差,提高配合间隙的均匀性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
o e u do ep t w i a enct eas e i hrl o ajsp pr rh dut cuayi nt et e f nf n n l e hc h s e u c uet n l inl d t r el o teajs acrc o m e t o h t a h b b h p c os s u o y s h t
设计结构及高质量 的剪切质量不愧为 当今世界 中厚板剪 切机
输 出驱动 , 为防止钢板 因移 动侧和 固定侧 的夹送 辊不 而且在 人 口及 出口下夹送辊 处分别设置一 根通长 的花键 槽 同步轴联 接 , 其具有机械刚性 同步 。 使
维普资讯
第l 9卷
第 3期
机 戡研究 与应 用
Mf 1 CHANI AL  ̄ S ARC & AP L C I C E E H P I AT ON
V0 9 No 3 ll
20 0 6年 6月
2 0 -6 0 60
对 滚 切 式 双 边 剪 夹 送 辊 装 置 的分 析及 调 整 方 法 的 改进
严重时一天会 出现 10多吨 的不合格 产 品, 0 不得 不临时 停产 检修 , 重新调整 ; 这严重 制约 着钢板 成材率 和生产 作业率 , 使
r g q ai . i l y n u t
K yw rs d u l—s etmm r pnhrl; nl i; j t et e o d : obe i d r e ; i l aa s a u m n i c os ys ds
1 问题 的提 出
钢 板滚切式双边剪是 S S 司在 中国的第 l M 公 台合作 制造 的双边剪 。 具有结构简单 、 刚性大 、 度高 、 强 功率小等特 点。经 过 2 的生产运行 后 , 明其高精度 的 自 年 证 控水 平 、 先进独 特的
rq i m n。nt scs eajs n o epnhrl x e e pr t I a r aye ei pr n re r eur e t i h aet dut t fh ic s s t m l i ot ., pp l z t o t t l t e e i h me t o ie r y m a n s e a n sh m a s u u
胡 伟 。 彭 燕
( 洒钢碳 钢冷轧项 日部 , 甘肃 嘉峪关 750) 3 10
摘
要: 夹送辊作 为钢板滚切式双边剪的重要组成 部分 , 直接影响钢板的剪切质量 , 由于调整方法不 当, 调整精度达不到要求 等原因 ,
致使剪切出的钢板经常 出现缺陷 , 针对双边 剪夹送辊装置的主要结构特点进行分析、 明确其工作机理 , 通过改进其 调整方法 , 使其达到更好的剪切质量 。
关键词 : 滚切式 双边剪 ; 夹送辊 ; 分析 ; 调整
中图分类号:G0 T 56 文献 标 识 码 : A 文 章编 号 :0 7— 4 4 20 ) 3— 0 9—0 10 4 1 (0 6 0 0 2 2
An ls n rv da jsme t a u e rpn hrl f o be— ieti ayi a d i o e du t n srs o ic ol o u l ‘ d mme s mp me f s d s r r
的最佳选择 。夹送辊作 为该滚 切式 双边剪 的重要 组成部 分 ,
不仅要实 现钢板在 剪机 中的循环进 给 , 而且要 用于剪切 钢板 的精确导 向; 它直接影响钢板的剪切质量 , 正因为如此夹送辊
的调 整也就显得至关重 要。在投产 初期 , 由于维修人 员对夹
送辊装置 结构 不甚了解 , 调整方法不 当, 调整精度达不到要 求 等原 因, 导致剪 切出的钢 板经常出现边 浪 、 口、 错 阶梯状 、 镰刀 弯、 S形等现象 , 造成钢板必须 回切改尺 , 使不合格 产品增 多 ,
Hu W e .Pe g Ya i n n
( o ln t o el retfJS O。 i u u nG nu 7 50 -hn ) C / r l gcr ls e po c o IC J yg a a s 3 10 C i d o i  ̄b lt j a a
Ab t a t i c ol o k s av r mp r n o o n n o o b e—sd mme - d i i u e rcr u ai gf e i ga d sr c :P n h r l w r s a e yi o t t mp e t r u l s a c f d ie t i r r a t s s d f i ltn d n n o c e n a c r t u d n e h te lt s a d u l c u ae g ii g wh n t e se lp a i t o e—sd rmme 。t u t i r t e ae t e c t n u l y e b iet i r h si w l d e l rlt t ut gq a i .Dee t r li c y oh i t f cs ae
c a c r f i hrl。 da o ec bsh w rigp ni e adip v ajs et aue i od ro e bt r u・ h r t pn o s a l dsr e te o n r c l- aeo c l n s i k i p n m r e d ut n mesrsn re t t t t od m g e ec