CPV Industry Overview
费斯托 CPV10-EX-VI 值压缩式汇集器说明书

Valve manifold assembly CPV10-EX-VI, Compact PerformanceValve manifold assembly CPV10-EX-VI, Compact PerformanceKey featuresInnovative Versatile Reliable Easy to assemble• Cubic design for exceptional performance and low weight• Sturdy• Optimised for installation in a control cabinet• Suitable for pilot control of process valves• High flow rate with extremely compact design • Up to sixteen 2/2- or 3/2-way valvesper valve manifold assembly, in oneslice thanks to dual function• Flexible and cost-effective connec-tion of two to eight valve slices• Highly flexible thanks to:– various pneumatic functions(valve variants)– different pressure ranges• Separator plates for creatingpressure zones• Blanking plates for later extensions• Manual overrides for valves• Protection class to IP65 in thecontrol cabinet• Intrinsically safe valve manifold as-sembly to ATEX category 2 (zone 1)• Extremely robust thanks to themetal valve design• Long service life• Ready-to-install and t ested unit• Reduced costs for selection, order-ing, assembly and commissioning• Secure wall mounting or H-railmounting• Pneumatic multiple connector plate– quick replacement of the valveblock with the tubing in place• Valve assembly optimised forcontrol cabinets2d Internet: /catalogue/...Subject to change – 2023/05Valve manifold assembly CPV10-EX-VI, Compact Performance Key featuresIndividual connection • 2 ... 8 valve positions, max. 16 solenoid coils Intrinsically safeThe valve manifold assembly CPV10EX-VI has an intrinsically safe designfor applications in potentially explo-sive areas to ATEX category 2 (zone 1)Pneumatic multiple connector platePneumatic multiple connector plate forwall through-feed enables installationin a control cabinet; IP65 sealingOperationControl only with intrinsically safe cir-cuit with individual valve connection1)Via function block, not in combination with pneumatic multiple connector plate3 2023/05 – Subject to change d Internet: /catalogue/...4d Internet: /catalogue/...Subject to change – 2023/05Valve manifold assembly CPV10-EX-VI, Compact PerformanceKey featuresElectrical connectionsIndividual connection in explosion-proof designThe CPV10-EX-VI is a valve manifold assembly with an intrinsically safe de-sign for use in zone 1 potentially explo-sive areas (ATEX category 2 G). Definition of intrinsically safe:A system comprising electrical output and solenoid coils is designed in such a way that no spark or thermal effectcan cause ignition in an explosive at-mosphere. Each solenoid coil must be connected to an intrinsically safe cir-cuit that complies with ignition protec-tion type ia IIC or ib IIC.2 to 16 solenoid coils (divided be-tween two to eight valve slices, includ-ing odd numbers) can be selected with individual connection.Range of applicationExplosive gases or dusts are present in many applications. In this case, devic-es with enhanced explosion protection requirements (category 2 correspond-ing to zone 1) are needed. Sparking, as can occur for example when switching off a solenoid coil, must be reliably prevented. There are different ways of doing this. Solenoid coils in this area are often of "intrinsically safe" design. Here, intrinsically safe means that no spark or thermal effect can occur that would cause ignition of the explosive atmosphere.The valve manifold series CPV10 is al-ready approved for explosion-protect-ed areas to ATEX. This approval is for category 3. This corresponds to zone 2, in which an explosive atmosphere does not normally occur, or occurs only briefly.The valve manifold assemblyCPV10-EX-VI extends this function to higher ATEX requirements:• Approval for category 2, zone 1.The intrinsically safe valve manifold assembly has an integrated protective circuit which prevents ignition of gas, mist or vapour. Circuits for intrinsically safe solenoid coils are furthermore de-signed in such a way that only low volt-ages and energies can occur. The valve manifold assembly is thereforeequipped with individually connected valves.The CPV10-EX-VI must only be operat-ed in suitable intrinsically safe circuits.In process technology, valves for pilot-ing process valves are frequently in-stalled in the control cabinet. The pneumatic multiple connector plate for control cabinets CPV10-VI-...-M7-C or -D simplifies installation of the pneu -matic connections. Instead of several different bulkhead fittings with tubing, the installation can be carried out us-ing just a single through-hole in the wall. Protection class IP65 is achieved via a sealing ring suitable for closed control cabinet assembly. With the pneumatic multiple connector plate the valve manifold assemblyCPV10-EX-VI can be operated in suita-ble control cabinets in zones 1 and 21 (ATEX category 2 GD).Ordering data – Product optionsConfigurable productThis product and all itsp roduct options can be ordered using the con-figurator.The configurator can be found at d /catalogue/...Enter the part number or the type.Part no. 539506 TypeCPV10-EX-VIValve manifold assembly CPV10-EX-VI, Compact Performance Key features – ATEXCPV use in Zone 1/2CPV use in Zone 1/2Intrinsically safe valve manifold as-sembly in a control cabinet. Actuation via multi-core connecting cable.Intrinsically safe valve manifold as-sembly (pneumatic multiple connector plate) and remote I/O in a control cabinet.What does ATEX mean?Explosive atmospheres are a constant hazard in the chemical and petrochem-ical industries because of the process-ing techniques used. These explosive atmospheres are caused by escaping gas, vapour and mist, for example. Explosive atmospheres can also occurin mills, silos and sugar and feed pro-cessing plants because of the dust/ox-ygen mixtures there. Electrical equip-ment in potentially explosive areas istherefore subject to a special directive,the ATEX Directive (ATEX 95a). Thisdirective was also extended tonon-electrical equipment on 1 July2003.What does ATEX 95a stand for and what does it mean?• ATEX is an acronym of the French ex-pression "Atmosphère explosible"• ATEX 95a refers to Article 95a of the corresponding EC treaty • ATEX 95a is merely the working titleATEX 95a is backed byDirective 94/9/EC:• Directive 94/9/EC stipulates theminimum safety requirements forequipment and protective systemsto be operated in explosiveatmospheres.• It applies to all EU member states.• It relates to both electrical andnon-electrical equipment.What are the main new elements of Directive 94/9/EC?• The scope of application now also covers non-electrical equipment such as cylinders, pneumatic valves, service unit components and accessories.• The devices are approved for specif-ic categories. The categories are al-located to zones in which the devices can be used.• Each piece of equipment must besupplied with operating instructionsand a conformity declaration.• The manufacturer’s quality systemmust comply with specificationsthat go beyond ISO 9001.• The new devices are identified byexplosion protection and CEmarkings.• Dust explosion protection now alsofalls within the scope of thisdirective.• Basic safety requirements arespecified.• It applies both to mining and allother potentially explosive areas.• It applies to complete protectivesystems.5 2023/05 – Subject to change d Internet: /catalogue/...Valve manifold assembly CPV10-EX-VI, Compact Performance Key featuresCPV – The benefits at a glanceThe valve assembly CPV has a unique design. It allows a flexible mix of pneu-matic performance, electrical connec-tion technologies and a variety of in-stallation types. In particular, the pneumatic multiple connector plate enables especially space-saving instal-lation in control cabinets. The valve manifold assembly can often be in-stalled directly in the previously un-used wall area of the control cabinet. There is no need to connect up the valves inside the cabinet. All tubes can be connected on the outside. Instead of individual drilled holes, the pneumatic multiple connector plateneeds just one rectangular through-hole. The generously sized flow ductsand powerful flat plate silencersensure high flow rates.All valves are provided as valve slices.They have a compact and flow-opti-mised design. With two functions pervalve slice (e.g. 2x 3/2-way valves),double the component density can beachieved. This saves space and reduc-es costs.The cubic design permits exceptionalperformance with a comparatively lowweight. These advantages becomeclear when the valve manifold assem-bly is moved along on a drive.Despite it being compact, it is also verysturdy. The connecting threads andmounting attachments are metal.The manual override for the valves canbe adapted for different operating situ-ations. If, for example, a detentingmanual override is required for set-up,this can later be easily changed againso that inadvertent actuation duringoperation is prevented.The design principleEach side of the cubic design has its own specific function. Thus, for example, the electrical connection is mounted on the top.The different possible combinationsallow the best possible solution for thetask in hand.• Pneumatic supply connections onthe left, right or underneath• Pneumatic working ports andfunction blocks (vertical stacking)underneath• Manual operation from the front• Electrical connection surface on top• Mounting surface on rear, or at thefront via pneumatic multipleconnector plate6d Internet: /catalogue/...Subject to change – 2023/0572023/05 – Subject to changed Internet: /catalogue/...Valve manifold assembly CPV10-EX-VI, Compact PerformancePeripherals overviewOverview – Valve manifold assembly CPV178[1] Basic electrical unit(individual connection)[2] Right-hand end plate with flatplate silencer [3] Valve slice[4] Right-hand end plate (threadedconnections not in combination with pneumatic multiple connector plate)[5] Pneumatic multiple connectorplate[6] Push-in fittings[7] Left-hand end plate (threadedconnections not in combination with pneumatic multiple connector plate)[8] Left-hand end plate with flat platesilencer[9] H-rail mounting [10] Wall mounting[11] Plug socket with cableValve manifold assembly CPV10-EX-VI, Compact Performance Key features – Pneumatic componentsValvesValves CPV are implemented as valves with integrated sub-base, i.e. in addi-tion to the valve function they also in-clude all pneumatic ducts for supply, exhaust and for the working ports. The supply ducts are the central component of the valve slices andenable a direct flow through the valveslicesso that maximum flow rates can beachieved. All valves have a pneumaticpilot control for optimisingperformance. The valve function isbased on a piston spool system withpatented sealing principle, ensuring abroad range of applications and longservice life.The valve manifold assembly is notsuitable for vacuum operation!8d Internet: /catalogue/...Subject to change – 2023/05Valve manifold assembly CPV10-EX-VI, Compact Performance Key features – Pneumatic components1)Cannot be installed in combination with the pneumatic multiple connector plate for control cabinets CPV10-VI-P...-C or CPV10-VI-P...-D9 2023/05 – Subject to change d Internet: /catalogue/...Valve manifold assembly CPV10-EX-VI, Compact PerformanceKey features – Pneumatic components-NoteH-Pneumatic multiple connector plate P, M: Not in first or last valve position.Pneumatic multiple connector plate GQC, GQD: Cannot be used.10d Internet: /catalogue/...Subject to change – 2023/05Creating pressure zonesTwo pressure levels per valve are creat-ed using different pressure at port 1 and 11. Thus, for example, a cylinder drive can be advanced with high pres-sure and retracted with low pressure to save energy.The maximum possible number ofpressure zones is determined by thecombination of the followingcomponents:• Use of a separator plate• Type of end plate pair• Valve slice type Separator plates can be used to dividethe valve manifold assembly CPV into 2to 4 pressure zones.Examples: Creating pressure zones CPV with separator plate TUp to 4 pressure zones can be created on valve manifold assemblies CPV. The diagram shows an example of the con-figuration and connection of four pres-sure zones using separator plate code T – with external pilot air supply.[1] Forward stroke 8 bar[2] Return stroke 3 bar[3] Forward stroke 6 bar[4] Return stroke 4 bar [5] Zone 1[6] Zone 2[7] Zone 3[8] Zone 4Compressed air supply and exhaust A characteristic feature of a valve man-ifold assembly CPV is the two end plates which supply the valve slices with pressure and exhaust them.• Large duct cross sections enable very high flow rate performance, even with several valves switching simultaneously• Large flat plate silencers in the end plates• Internal/external pilot air supply Each individual valve is supplied with compressed air from two individual ducts (supply ports 1/11) and exhaust-ed via a large integrated exhaust duct (exhaust 3/5). This design allowsunique functionality and flexibility, making it very easy to have multiple pressure zones per terminal.The valve manifold assembly is sup-plied via end plates, either on the left, on the right or on both sides.Pilot air supplyInternal pilot air supplyExternal pilot air supplyThis can be selected if the supply pressure at pneumatic port 1 is0.3 ... 0.8 MPa. With internal pilot air supply the branch is located in the left or right-hand end plate. There is no port 12/14.External pilot air supply is required if the supply pressure at pneumatic port 1 is lower than 0.3 MPa or higher than 0.8 MPa. In this case, a pressure of 0.3 ... 0.8 MPa is applied at port 12/14.If a gradual pressure build-up in the system using a soft-start valve is re-quired, an external pilot air supply should be selected. In this case, thecontrol pressure applied during switch-on is already very high.End platesExample of an end plate:The diagram shows a left-hand end plate with external pilot air supply. The exhaust ports 3/5 and 82/84 can be equipped with fittings or silencers. An end plate for internal pilot air supply does not have ports 12/14 and 11. Port 82/84 is always present and should be fitted with a silencer. With an end plate for internal pilot airsupply, port 12/14 is connected internally to port 1.Pneumatic connectionThe working lines are located directly in the valve slices. Threaded connec-tions and Quick Star push-in fittings (QS) are available for different tubing sizes.The supply ports are located in the end plates or in the pneumatic multiple connector plate.Push-in fittings are available fully assembled.The following working lines can be selected:• Threaded connections: code C • Push-in fittings, large: code D • Push-in fittings, small: code E Connection sizes for threads and QS push-in fittings can be found in the table below.Pneumatic multiple connector plate One-piece sub-bases are available for use with a pneumatic multiple connec-tor plate; these contain the working ports and optionally also the supply ports. This allows the valve manifold assembly as a pneumatic "function" to be separated from the ports.The pneumatic multiple connector plate enables different types of mount-ing, from wall mounting to direct passage through a housing wall.Easy-to-service and flexible connection technology thanks to:• Common connection via the pneu-matic multiple connector plate with all connections on one side • For mounting/dismounting, the valve manifold assembly is secured/released using just four screws while the pneumatic tubing remains connected• Minimal time required for mount-ing/dismounting• No faults during recommissioning caused by incorrectly connected tubingValve manifold assembly CPV Pneumatic multiple connector plate241111)With pneumatic multiple connector plate with flangeKey features – Pneumatic componentsValve manifold assembly CPV with valve extensionsFunction blocksCPV10-BS-5/3G-M7Valve kit 5/3G for creating a 5/3-way function, mid-position closed:The valve function "mid-position closed" is created using a valve slice with 2x 3/2-way valve, normally closed (code C).The valve kit CPV10-BS-5/3G-M7 (incorporating a double piloted check valve function) is used for this.The valve kit is intended for use with one working pressure for each valveslice, i.e. it must not be used in dual-pressure operation (different pressure at port 1 and 11).Additional functions for valve positionsThe valve manifold assembly CPV can be enhanced with further pneumatic functions with the aid of these valve extensions (vertical stacking):• One-way flow control valves x2 for flow control directly at the valve manifold assembly for – Supply air flow control – Exhaust air flow controlH- -NoteThe additional functions cannot be used on the first or last valve posi -tion in combination with a pneumatic multiple connector plate M, P , and cannot be used at all in combination with a pneumatic multiple connectorplate GQC, GQD.CPV10-BS-2xGRZZ-M7• 2x one-way flow control valve for supply air flow control •Additional function code PCPV10-BS-2xGRAZ-M7• 2x one-way flow control valve for exhaust air flow control • Additional function code QMounting optionsThe valve manifold assemblies have drilled holes for four retaining screws, with the side for the pneumatic fittings being the screw-on surface. These drilled holes are also used to mount a valve manifold assembly on the pneu-matic multiple connector plate. As well as this type of mounting, thereare other mounting options:• H-rail mounting• Wall mounting• Wall mounting via pneumaticmultiple connector plate with flange• On rear side via wall mounting• On the front• Mounting via through-hole in wallThe mountings are attached to the left-and right-hand end plates using ascrew and a fixing bolt.1 1 11Manual overrideThree types of manual override are available:• Non-detenting via slide• Detenting• Blocked A subsequent conversion of the manu-al override (MO) from non-detenting todetenting or blocked is possible at anytime.To do this, the valve locking mecha-nism must first be removed. This isonly possible when the individualvalve is not installed or by removingthe tie rod on the valve manifoldassembly.H--NoteFollow the instructions in the userdocumentation when doing this.Display and operationInscription labels• Clip with identification field on the cable socketValve manifold assembly CPV with individual connection3[1] Pre-assembled connecting cablefor each solenoid coil [2] Earth terminal[3] Inscription label (for eachconnection socket)[4] Manual overrideKey features – Electrical components Electrical connectionIndividual connectionThe corresponding connecting cables are generally designed without an LED. The CPV10-EX-VI is only approved for use in suitable intrinsically safe circuits. A wide range of well-knownmanufacturers (list on request) offerappropriate controllers, barriers orfieldbus circuits with intrinsically safeoutputs.2 to 16 solenoid coils (dividedbetween 2 to 8 valve slices) can beselected, including odd numbers. Thepneumatic multiple connector platecan only be used with an even numberH--NoteThe maximum total length of theelectrical connecting cables per coilis 30 m.This value also applies when thevalve manifold assembly is installedin a control cabinet.Instructions for use Service fluidsOperate your system with unlubricated compressed air if possible. Festo valves and cylinders are designed so that, if used as intended, they will not require additional lubrication and will still achieve a long service life.The quality of compressed air down-stream of the compressor must corre-spond to that of unlubricated com-pressed air. If possible, do not operate the entire system with lubricated com-pressed air. The lubricators should, where possible, always be installed directly upstream of the actuator requiring them.Incorrect additional oil and too high anoil content in the compressed airreduce the service life of the valvemanifold assembly.Use Festo special oil OFSW-32 or thealternatives listed in the Festo cata-logue (as specified in DIN 51 524HLP32; basic oil viscosity 32 CST at40°C).Bio-oilsWhen using bio-oils (oils which arebased on synthetic or native esters,e.g. rapeseed oil methyl ester), themaximum residual oil content of0.1 mg/m3 must not be exceeded (seeISO 8573-1 Class 2).Mineral oilsWhen using mineral oils (e.g.HLP oilsto DIN 51 524, parts 1 to 3) or similaroils based on poly-alpha-olefins (PAO),the maximum residual oil content of5 mg/m3 must not be exceeded (seeISO 8573-1 Class 4).A higher residual oil content is not per-mitted, regardless of the compressoroil, because the permanent lubricationwould otherwise be flushed out over aperiod of time.-M-Flow rate up to400 l/min-K-Valve width10 mm-P- Voltage24 V DC1)Connection dimensions in brackets for pneumatic multiple connector plate2)Values for 2x 2/2-way valve1)More information: /catalogue/... d Support/Downloads.1)More information: /catalogue/... d Support/Downloads.H- -NoteThe ATEX certification in accordance with the EU ATEX Directive only applies to fully assembled valve terminals.Valve manifold assembly CPV10-EX-VI, Compact Performance Accessories41 2023/05 – Subject to change d Internet: /catalogue/...Festo - Your Partner in AutomationConnect with us/socialmedia 1Festo Inc.2Festo Pneumatic 3Festo Corporation 4Regional Service Center 5300 Explorer DriveMississauga, ON L4W 5G4CanadaAv. Ceylán 3,Col. Tequesquináhuac 54020 Tlalnepantla, Estado de México1377 Motor Parkway Suite 310Islandia, NY 117497777 Columbia Road Mason, OH 45040Festo Customer Interaction CenterTel:187****3786Fax:187****3786Email:*****************************Multinational Contact Center 01 800 337 8669***********************Festo Customer Interaction Center180****3786180****3786*****************************S u b j e c t t o c h a n g e。
6LoWPAN适配层协议的分片与重组测试方法设计
中 图 分 类 号 :TN9 1 5 . 9
文 献 标 识 码 :A
T e s t Me t h o d s f o r F r a g me n t a t i o n a n d Re a s s e mb l y i n 6 L o WP AN Ad a p t a t i o n L a y e r Pr o t o c o l
6 L o WP A N 适 配层 协 议 的分 片 与 重 组 测 试 方 法 设 计
谢昊飞 , 王淮 民 , 周 进 艳
( 重 庆 邮 电大 学 工业 物联 网 与 网络 化控 制 教 育部 重 点 实验 室 , 重庆 4 0 0 0 6 5 )
摘 要 :本 文 通 过 分 析 6 L o WP AN 适 配层 协 议 分 片 与 重 组 技 术 的 测 试 需 求 , 在 对 分 布 式 测 试 法进 行 优 化 和 改 进 的 基 础 上 提 出虚 拟 测 试 法 , 并 实现 了相 应 的 测 试 系统 。通 过 实 际 的 测试 系统 验证 , 该 方 法 能 够 充 分 满 足 适 配 层 分 片与 重 组 技 术 的 测 试要 求 。运 用这 种 方 法 可 以 减 少 测 试 设 备 的 数 量 , 不 用 考 虑 测 试 设 备 间 的 同 步 问题 , 消 除 了非 同 步 造 成 的 错 误 , 从 而
Ab s t r a c t :By an a l y z i n g t he t e s t r e q ui r e me nt s of f r a gm e nt a t i o n a nd r e a s s e m bl y t e c hno l og y f o r 6 Lo W PA N a da p t a t i on l a ye r pr ot o c ol ,o n t he ba s i s of op t i mi z a t i on a nd i mp r o v e me nt f or d i s t r i bu t e d t e s t me t ho d,vi r t ua l t e s t me t h od i s pr op os e d a nd t h e c o r r e s p o ndi n g t e s t s ys t e m i s a c hi e v e d . T hr ou gh t he a c t ua l t e s t an d a pp l i c a t i o n, t he me t ho d c a n me e t t h e t e s t r e q ui r e me nt s o f a da p t a t i o n l a ye r f r a g me nt a t i o n a nd
常用规范英文缩写
A~D E~H I~L M~P Q~U V~Z
整理、整顿、清扫、清洁、素养 8个原则 实施作业制预算制度 作业制成本制度,又称作业成本法 作业成本管理 作业制程成本管理,又称作业管理法 合格判定数 允收 往来账户,活期账户 地址 音频 自动插件 敏捷制造 自动光学检验 平均出厂质量 应付账款,对照A/R 产品质量先期策划 高级规划与排程系统 允收品质水准 应收账款,对照A/P 特定用途集成电路,如:用于打印机、摄像机等产品上的特殊用途集成电路。 出货通知单 应用服务提供商,为企业提供IT服务应用服务和管理服务 组立、装配,有时也简写为a'ssy 加速应力测试 实际到达时间,对照ETA<预定到达时间> 实际出发时间,对照ETD<预定出发时间> 自动取款机,或柜员机 可承诺量,或可签约量 平均,平均的 协理,台资企业常用 美国线规,线规编号越大,线径越小 电器配线,或电器引接线材料 密送,隐蔽副本 物料清单 业务流程改善 业务流程管理 业务流程外包 企业流程再造<或重组> 平均记分卡 板到板,有时也简写为B-to-B 预测生产 接单生产 改善措施 计算机辅助工艺设计 改善措施报告 穴,cav.No.意思是穴号
成本效益分析 抄送 中国强制认证,即3C认证 电荷耦合器件 逆时针方向的,对照CE 光盘 可写一次的CD光盘 可多次复写的CD光盘 并行工程 成本加运费 贴片电容 贴片电阻 成本,保险费加运费 持续改进计划,也有用program来代替plan的。 闭环改善措施 累计提前期,指完成某项活动的最长时间 能力成熟度模型 互补金属氧化物半导体 <现象>不能复制 符合性证书,或者称为材质保证书,或者成为材质一致性证明。 货到付款 订单管理 连接器 品质成本 协同产品商务,CPC是一个同时设计产品开放过程、全局协同过程和商业合作过程的复杂解决方案。 关键路径法 每一百万个使用者抱怨比率 材料品质工程师 产品需求规划 客户服务 纸箱,5CTNS指5箱 客制化生产,或者接单组装 客户 顺时针方向的,对照CCW 全厂范围内的品质管控 缺陷分析系统 限制驱导式排程法 日期代码 文件管理中心,对照DMS 双倍数据速率 目的港船上交货 耗散因数 设计失效模式及影响分析,对照FMEA和PFMEA 直接员工,对照IDL 文件管理系统,对照DCC 成熟度验证 送货单,或交货单 文件 实验设计 百万机会缺陷数 每百万个产品中的不良品数,对照PPM。DPPM也译成Defective Parts Per Million。 单位缺陷数 分销资源规划 决策支持系统 数字化视频光盘,或Digital Versatile Disk数字化多用光D-RW DVD Rewritable 105 DVT Design Verification Testing 106 DWG Drawing E~H 第二部分 107 ea.或EA each 108 E-Business Electronic Business 109 E-CommerceElectronic Commerce 110 EC Engineering Change 111 ECN Engineering Change Notice 112 ECN Engineering Change Notification 113 ECO Engineering Change Order 114 ECR Engineering Change Request 115 ECRN Engineering Change Request Notice 116 EDI Electronic Data Interchange 117 EE Electronic Engineering 118 EIS Executive Information System 119 EMS Electronic Manufacturing Services 120 EMS Environmental Management System 121 EMS Equipment Management System 122 EN Engineering Notice 123 EOS Ellctrical Overstress 124 ESD Electrostatic Discharge 125 ETA Estimated Time Of Arrival 126 ETD Estimated Time Of Departure 127 EVT Estimated Verification Testing 128 EXW Ex Works 129 FA 130 FAE 131 FAE 132 FAI 133 FAIR 134 FA Report First Article Report 135 136 137 138 139
汽车开发项目常用英语缩写对照
缩写中文解释3C3个关键零件(缸体、缸盖、曲轴)4 VDP四阶段的汽车发展过程A/D/V分析/发展/验证AA审批体系ABS防抱死制动系统ACD实际完成日期AI人工智能AIAG汽车工业产业群ALBS装配线平衡系统AP提前采购API先进的产品信息APM汽车加工模型APQP先进的产品质量计划AR拨款申请ARP拨款申请过程ARR建筑必要性检查ASA船运最初协议ASB船运第二个协议ASI建筑研究启动ASP船运标准协议ASR建筑选择审查B&U土建公用BCC品牌特征中心BEC基础设计内容BI开始冒气泡B-I-S最佳分节段BIW白车身BOD设计清单BOM原料清单BOP过程清单CAD计算机辅助设计CAE计算机辅助工程(软件)CAFÉ公司的平均燃油经济CAM计算机辅助制造CAMIP持续汽车市场信息项目CARE用户接受度审查和评估CAS概念可改变的选择CDD成分数据图CGS公司图形系统CI提出概念CIT隔间融合为组CKD完全拆缷CMM坐标测量仪CMOP结构管理工作计划CPP关键途径CPP关键途径CR&W 控制/机器人技术和焊接CRIT中心新产品展示执行组CS合同签订CTS零件技术规格D/EC设计工程学会DAP设计分析过程DCAR设计中心工作申请DDP决策讨论步骤DES设计中心DFA装配设计DFM装配设计DLT设计领导技术DMA经销商市场协会DMG模具管理小组DOE试验设计DOL冲模业务排行DQV设计质量验证DRE设计发布工程师DSC决策支持中心DVM三维变化管理DVT动态汽车实验E/M进化的EAR工程行为要求ECD计划完成日期EGM工程组经理ELPO电极底漆ENG工程技术、工程学EOA停止加速EPC&L工程生产控制和后勤EPL工程零件清单ETSD对外的技术说明图EWO工程工作次序FA最终认可FE功能评估FEDR功能评估部署报告FFF自由形态制造FIN金融的FMEA失效形式及结果分析FTP文件传送协议GA总装GD&T几何尺寸及精度GM通用汽车GME通用汽车欧洲GMIO通用汽车国际运作GMIQ通用汽车初始质量GMPTG通用汽车动力组GP通用程序GSB全球战略部HVAC加热、通风及空调I/P仪表板IC初始租约ICD界面控制文件IE工业工程IEMA国际出口市场分析ILRS间接劳动报告系统IO国际业务IPC国际产品中心IPTV每千辆车的故障率IQS初始质量调查IR事故报告ISP综合计划ITP综合培训方法ITSD内部技术规范图IUVA国际统一车辆审核KCC关键控制特性KCDS关键特性标识系统KO Meeting启动会议KPC关键产品特性LLPRLOI意向书M&E机器设备MDD成熟的数据图MFD金属预制件区MFG制造过程MIC市场信息中心MIE制造综合工程师MKT营销MLBS物化劳动平衡系统MMSTS制造重要子系统技术说明书MNG制造工程MPG试验场MPI主程序索引MPL主零件列表MPS原料计划系统MRD物料需求日期MRD物料需求时间MSDSMSE制造系统工程MSS市场分割规范MTBF平均故障时间MTS生产技术规范MVSS汽车发动机安全标准NAMA北美市场分析NAO北美业务NAOC NAO货柜运输NC用数字控制NGMBP新一代基于数学的方法NOA授权书NSB北美业务部OED组织和员工发展P.O采购订单PA生产结果PAA产品行动授权PAC绩效评估委员会PACE项目评估和控制条件PAD产品装配文件PARTS零件准备跟踪系统PC问题信息PCL生产控制和支持PDC证券发展中心PDM产品资料管理PDS产品说明系统PDT产品发展小组PED产品工程部PEP产品评估程序PER人员PET项目执行小组PGM项目管理PIMREP事故方案跟踪和解决过程PLP生产启动程序PMI加工建模一体化PMM项目制造经理PMR产品制造能要求PMT产品车管理小组POMS产品指令管理小组POP采购点PPAP生产零部件批准程序PPAP生产件批准程序PPH百分之PPM百万分之PR绩效评估PR采购需求PR/R问题报告和解决PSA潜在供应商评估PSC部长职务策略委员会PTO第一次试验PUR采购PVM可设计的汽车模型PVT生产汽车发展QAP质量评估过程QBC质量体系构建关系QC质量特性QFD质量功能配置QRD质量、可靠性和耐久力QS质量体系QUA质量RC评估特许RCD必须完成日期RFQ报价请求RFQ报价要求书RONA净资产评估RPO正式产品选项RQA程序安排质量评定RT&TM严格跟踪和全程管理SDC战略决策中心SF造型冻结SIU电子求和结束SL系统规划SMBP理论同步过程SMT系统管理小组SOP生产启动,正式生产SOR要求陈述SOR要求说明书SOW工作说明SPE表面及原型工程SPO配件组织SPT专一任务小组SQC供方质量控制SQIP供应商质量改进程序SSF开始系统供应SSLT子系统领导组SSTS技术参数子系统STO二级试验SUW标准工作单位TA 技术评估TAG定时分析组TBD下决定TCS牵引控制系统TDMF文本数据管理设备TIMS试验事件管理系统TIR试验事件报告TLA 技术转让协议TMIE总的制造综合工程TOE总的物主体验TSM贸易研究方法TVDE整车外型尺寸工程师TVIE整车综合工程师TWS轮胎和车轮系统UAW班组UCL统一的标准表UDR未经核对的资料发布UPC统一零件分级VAPIR汽车发展综合评审小组VASTD汽车数据标准时间数据VCD汽车首席设计师VCE汽车总工程师VCRI确认交叉引用索引VDP汽车发展过程VDPP汽车发展生产过程VDR核实数据发布VDS汽车描述概要VDT汽车发展组VDTO汽车发展技术工作VEC汽车工程中心VIE汽车综合工程师VIS汽车信息系统VLE总装线主管,平台工程师VLM汽车创办经理VMRR汽车制造必要条件评审VOC顾客的意见VOD设计意见VSAS汽车综合、分析和仿真VSE汽车系统工程师VTS汽车技术说明书WBBA全球基准和商业分析WOT压制广泛开放WWP全球采购PC项目启动CA方案批准PA项目批准ER工程发布PPV产品和工艺验证PP预试生产P试生产EP工程样车Descriptions3 Critical Parts(Cylinder-block, Cylinder-head, Crankshaft) Four Phase Vehicle Development ProcessAnalysis/Development/ValidationApprove ArchitectureAnti-lock Braking SystemActual Completion DateArtificial IntelligenceAutomotive Industry Action GroupAssembly Line Balance SystemAdvanced PurchasingAdvanced Product InformationAutomotive Process ModelAdvanced Product Quality PlanningAppropriation RequestAppropriation Request ProcessArchitectural Requirements ReviewAgreement to Ship AlphaAgreement to Ship BetaArchitecture Studies InitiationAgreement to Ship PrototypeArchitecture Selection ReviewBuilding & UtilityBrand Character CenterBase Engineered ContentBubble Up InitiationBest-In-SegmentBody In WhiteBill of DesignBill of MaterialBill of ProcessComputer-Aided DesignComputer-Aided EngineeringCorporate Average Fuel EconomyComputer-Aided ManufacturingContinuous Automotive Marketing Information Program Customer Acceptance Review and EvaluationConcept Alternative SelectionComponent Datum DrawingsCorporate Graphic SystemConcept InitiationCompartment Integration TeamComplete KnockdownCoordinate Measuring MachinesConfiguration Management Operating PlanCorporate Product PorefolioCritical Path PlanControls/Robotics & WeldingCenter Rollout Implementation Team Contract SigningComponent Technical SpecificationDesign and Engineering CouncilDesign Analysis ProcessDesign Center Action RequestDecision Dialog ProcessDesign CenterDesign for AssemblyDesign For ManufacturabilityDesign leader TechnicalDealer Market AssociationDie Management GroupDesign Of ExperimentsDie Operation Line-UpDesign Quality VerificationDesign Release EngineerDecision Support CenterDimensional Variation ManagementDynamic Vehicle TestEvolutionary/MajorEngineering Action RequestEstimated Completion DateEngineering Group ManagerElectrode position PrimerEngineeringEnd of AccelerationEngineering Production Cntrol &Logistics Engineering Parts ListExterior Technical Specification Drawing Engineering Work OrderFinal ApprovalFunctional EvaluationFunctional Evaluation Disposition Report Free Form FabricationFinancialFailure Mode and Effects AnalysisFile Transfer ProtocolGeneral AssemblyGeometric Dimensioning & Tolerancing General MotorsGeneral Motors EuropeGeneral Motors International Operations General Motors Initial QualityGeneral Motors Powertrain GroupGeneral ProcedureGlobal Strategy BoardHeating, Ventilation ,and Air ConditioningInstrument PanelInitiate CharterInterface Control DocumentIndustrial EngineeringInternational Export Market AnalysisIndirect Labor Reporting SystemInternational OperationsInternational Product CenterIncidents Per Thousand VehiclesInitial Quality SurveyIncident ReportIntegrated Scheduling ProjectIntegrated Training ProcessInterior Technical Specification DrawingInternational Uniform Vehicle AuditKey Control CharacteristicsKey Characteristics Designation SystemKick-off MeetingKey product CharacteristicLing Lead P ReleaseLetter of IntentMachine & EquipmentMaster Datum DrawingsMetal Fabrication DivisionManufacturing OperationsMarketing Information CenterManufacturing Integration EngineerMarketingMaterial Labor Balance SystemManufacturing Major Subsystem Technical Specifications Manufacturing EngineeringMilford Proving GroundMaster Process IndexMaster Parts ListMaterial Planning SystemMaterial Required DateMaterial Required DateMaterial Safery Data SheetsManufacturing System EngineerMarket Segment SpecificationMean Time Between FailuresManufacturing Technical SpecificationMotor Vehicle Safety StandardsNorth American Market AnalysisNorth American OperationsNAO ContainerizationNumerically ControlledNext Generation Math-Based ProcessNotice of AuthorizationNAO Strategy BoardOrganization and Employee DevelopmentPurchasing OrderProduction AchievementProduction Action AuthorizationPerformance Assessment CommitteeProgram Assessment and Control EnvironmentProduct Assembly DocumentPart Readiness Tracking SystemProblem CommunicationProduction Control and LogisticsPortfolio Development CenterProduct Data ManagementProduct Description SystemProduct Development TeamProduction Engineering DepartmentProduct Evaluation ProgramPersonnelProgram Execution TeamProgram ManagementProject Incident Monitoring and Resolution Process Production Launch ProcessProcess Modeling IntegrationProgram Manufacturing ManagerProduct Manufacturability RequirementsProduct Management TeamProduction Order Management SystemPoint of PurchaseProduction Part Approval ProcessProduction Parts Approval ProcessProblems Per HundredProblems Per MillionPerformance ReviewPurchase RequirementProblem Reporting and ResolutionPotential Supplier AssessmentPortfolio Strategy CouncilPrimary TryoutPurchasingProgrammable Vehicle ModelProduction Vehicle DevelopmentQuality Assessment ProcessQuality Build ConcernQuality CharacteristicQuality Function DeploymentQuality, Reliability,andDurabilityQuality SystemQualityReview CharterRequired Completion DateRequest For QuotationRequirement for QuotationReturn on Net AssetsRegular Production OptionRouting Quality AssessmentRigorous Tracking and Throughout Managment Strategic Decision CenterStyling FreezeSumming It All UpSystem LayoutsSynchronous Math-Based ProcessSystems Management TeamStart of ProductionStatement of RequirementsStatement of RequirementsStatement of WorkSurface and Prototype EngineeringService Parts OperationsSingle Point TeamStatistical Quality ControlSupplier Quality Improvement ProcessStart of System FillSubsystem Leadership TeamSubsystem Technical Specification Secondary TryoutStandard Unit of WorkTechnology AssessmentTiming Analysis GroupTo Be DeterminedTraction Control SystemText Data Management FacilityTest Incident Management SystemTest Incident ReportTechnology License AgreementTotal Manufacturing Integration Engineer Total Ownership ExperienceTrade Study MethodologyTotal Vehicle Dimensional EngineerTotal Vehicle Integration EngineerTire and Wheel SystemUnited Auto WorkersUniform Criteria ListUnverified Data ReleaseUniform Parts ClassificationVehicle & Progress Integration Review TeamVehicle Assembly Standard Time DataVehicle Chief DesignerVehicle Chief EngineerValidation Cross-Reference IndexVehicle Development ProcessVehicle Development Production Process Verified Data ReleaseVehicle Description SummaryVehicle Development TeamVehicle Development Technical Operations Vehicle Engineering CenterVehicle Integration EngineerVehicle Information SystemVehicle Line ExecutiveVehicle Launch ManagerVehicle and Manufacturing Requirements Review Voice of CustomerVoice of DesignVehicle Synthesis,Analysis,and Simulation Vehicle System EngineerVehicle Technical SpecificationWorldwide Benchmarking and Business Analysis Wide Open ThrottleWorldwide PurchasingProgram CommencementConcept ApprovalPrograme ApprovalEngineering ReleaseProduct & Process ValidationPre-PilotPilot。
Cooper Industries Inc. Crouse-Hinds Division IF 15
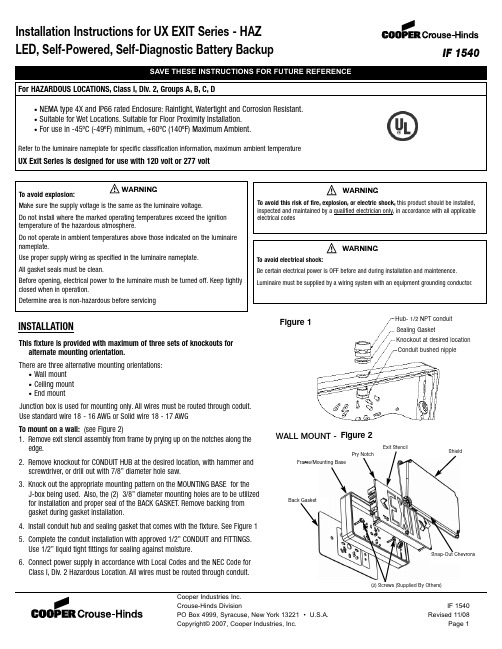
Cooper Industries Inc.Crouse-Hinds DivisionIF 1540PO Box 4999, Syracuse, New York 13221 • U.S.A.Revised 11/08Copyright© 2007, Cooper Industries, Inc.Page 1Installation Instructions for UX EXIT Series - HAZLED, Self-Powered, Self-Diagnostic Battery BackupIF 1540WARNINGTo avoid electrical shock:WARNINGWARNINGWALL MOUNT -Exit StencilPry NotchShieldSnap-Out Chevrons(2) Screws (Supplied By Others)Frame/Mounting BaseBack GasketFigure 2Hub- 1/2 NPT conduit Sealing GasketKnockout at desired location Conduit bushed nippleThis fixture is provided with maximum of three sets of knockouts for alternate mounting orientation. There are three alternative mounting orientations:●Wall mount ●Ceiling mount ●End mountJunction box is used for mounting only. All wires must be routed through e standard wire 18 - 16 AWG or Solid wire 18 - 17 AWGTo mount on a wall:(see Figure 2)1. Remove exit stencil assembly from frame by prying up on the notches along the edge.2. Remove knockout for CONDUIT HUB at the desired location, with hammer and screwdriver, or drill out with 7/8” diameter hole saw.3. Knock out the appropriate mounting pattern on the MOUNTING BASE for the J-box being used. Also, the (2) 3/8” diameter mounting holes are to be utilized for installation and proper seal of the BACK GASKET. Remove backing from gasket during gasket installation.4. Install conduit hub and sealing gasket that comes with the fixture. See Figure 15. Complete the conduit installation with approved 1/2” CONDUIT and e 1/2” liquid tight fittings for sealing against moisture.6. Connect power supply in accordance with Local Codes and the NEC Code for Class I, Div. 2 Hazardous Location. All wires must be routed through conduit.Cooper Industries Inc.IF 1540Crouse-Hinds DivisionRevised 11/08PO Box 4999, Syracuse, New York 13221 • U.S.A.Page 2Copyright© 2007, Cooper Industries, Inc.To mount on a ceiling or end mount:(see Figure 3 & 4)1. Remove exit stencil assembly from frame by prying up on the notches along the edge (See Figure 1)2. Knockout: Remove knockout with hammer and screwdriver, or drill out with 7/8” hole saw.a. For Canopy: Ceiling mounting : remove Top knockout as shown in Figure 3. End mounting : remove knockout on left or right of the fixture as shown in Figure 4.b. Conduit Hub: Ceiling mounting : remove left or right knockout as desires Figure 3. End mounting remove top or unused side knockout as desired Figure 4.3. Remove the inner GASKET for use with the CANOPY and the JUNCTION BOX BRACKET. Remove backing from gasket. Attach the GASKET and mount the BRACKET and CANOPY to the J-box with (4) screws. Mount the FRAME securely to the CANOPY with (2) screws 1/4” - 20 UNC x 1” long and WASHER.4. Install conduit hub and sealing gasket that comes with the fixture. (see Figure 1)5. Complete the conduit installation with approved 1/2” CONDUIT and FITTINGS. Use 1/2” liquid tight fittings for sealing against moisture.6. Connect power supply in accordance with Local Codes and the NEC Code for Class I, Div. 2 Hazardous Location. All wires must be routed through conduit.Wire connections as follows: 120V line to black lead, neutral to white lead. Cap unused wires.1. Insert the wires into appropriate PUSH IN connector located on the TRANSFORMER in the EXIT STENCIL .2. Route the wires neatly around the EXIT STENCIL wire retaining clips. Push and snap-in the EXIT STENCIL into the FRAME . Check installation by checking the EXIT STENCIL ensuring that it is flush mounted onto the FRAME and that the wires are routed properly around the EXIT STENCIL . 3. Check the “O” RING in the FRAME , ensuring it is clean from dirt. Mount the SHIELD onto the FRAME . With the SCREWS and “O” RINGS provided, check to see that one “O” RING is under the SCREW HEAD and one “O” RING is holding the screw inside of the SHIELD . Tighten the SCREWS on the SHIELD securely, do not over tighten. Push down on the sheild to ensure the are sealed properly against the FRAME “O” RING .4. Energize the AC supply, LED display will illuminate.CEILING MOUNTGasketBracket Canopy"O" Ring Screw(2) Screws - Washes 1/4"-20UNC x 1"LGGreen Ground Screw7/8 Dia. Knockouts on inside top, left & right side locations.Figure 3(2) Screws Supplied By Others(2) Screws - Washes 1/4"-20UNC x 1" LGGreen Ground ScrewGasketGasketEND MOUNTFigure 4GasketCanopyBracketCooper Industries Inc.IF 1540Crouse-Hinds DivisionRevised 11/08PO Box 4999, Syracuse, New York 13221 • U.S.A.Page 2Copyright© 2007, Cooper Industries, Inc.Risque d’incendie/de choc electrique. Contacter Risk of Fire/Electric shock. If not qualified,TO PREVENT FIRE OR EXPLOSION。
Utility-scale CSP and PVprojects- a technology and market overview

NREL is a national laboratory of the U.S. Department of Energy, Office of EnergyEfficiency & Renewable Energy, operated by the Alliance for Sustainable Energy, LLC.Contract No. DE-AC36-08GO28308Utility-Scale Concentrating Solar Power and Photovoltaics Projects: A Technology and Market OverviewMichael Mendelsohn, Travis Lowder, and Brendan CanavanTechnical Report NREL/TP-6A20-51137 April 2012NOTICEThis report was prepared as an account of work sponsored by an agency of the United States government. Neither the United States government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the Unit ed States government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States government or any agency thereof.Available electronically at /bridgeAvailable for a processing fee to U.S. Department of Energyand its contractors, in paper, from:U.S. Department of EnergyOffice of Scientific and Technical InformationP.O. Box 62Oak Ridge, TN 37831-0062phone: 865.576.8401fax: 865.576.5728email: mailto:reports@Available for sale to the public, in paper, from:U.S. Department of CommerceNational Technical Information Service5285 Port Royal RoadSpringfield, VA 22161phone: 800.553.6847fax: 703.605.6900email: orders@online ordering: http://ww /help/ordermethods.aspx Cover Photos: (left to right) PIX 16416, PIX 17423, PIX 16560, PIX 17613, PIX 17436, PIX 17721AcknowledgmentsThis work was funded by the U.S. Department of Energy’s (DOE) Solar Program. The authors wish to thank Robert Margolis, Mark Mehos, and Craig Turchi of the National Renewable Energy Laboratory (NREL) for their guidance and helpful input. In addition, thanks go out to Karlynn Cory, Bethany Speer, Travis Lowder, Hillary Dobos, Jeffrey Logan, and David Kline of NREL and Adam Goldstein and Kyle Rudzinski of DOE. We would also like to thank the individuals who reviewed various drafts of this report, including John Bartlett, formerly with the DOE, Albert Fong of Albiasa Corporation, Andy Taylor of BrightSource Energy, and Christopher Walti of Acciona Energy.Finally, the authors thank Mary Lukkonen from NREL’s Technical Communications Office for providing editorial support.List of AcronymsAC alternating currenta-Si amorphous siliconb barBell Bell Solar ThermalBLM Bureau of Land ManagementCEC California Energy CommissionCdTe cadmium tellurideCIGS copper indium gallium selenideCPV concentrating photovoltaicc-Si crystalline siliconCSP concentrating solar powerDC direct currentDOE Department of EnergyFPL Florida Power and Lightft footHTF heat transfer fluidISO independent system operatorIOU investor-owned utilityMW megawattNERC North American Energy Reliability Corporation PEIS Programmatic Environmental Impact Statement PG&E Pacific Gas and ElectricPPA power purchase agreementPV photovoltaicRPS renewable portfolio standardSCE Southern California EdisonSDG&E San Diego Gas and ElectricSEGS Solar Energy Generating SystemSGIP small generator interconnection processTEP Tucson Electric PowerTES thermal energy systemExecutive SummarySolar energy technologies continue to be deployed at unprecedented levels, aided significantly by the advent of large-scale projects that sell their power directly to electric utilities. Such utility-scale systems can deploy solar technologies far faster than traditional “behind-the-meter” projects designed to offset retail load. These systems achieve significant economies of scale during construction and operation, and in attracting financial capital, which can in turn reduce the delivered cost of power.This is the first in a series of three reports on utility-scale solar installation in the United States. This report serves as: (1) a primer on utility-scale solar technologies and (2) a summary of the current state of the U.S. utility-scale solar market. The second report overviews policies and financing of utility-scale solar systems; the third report assesses the impact of financial structures on the cost of energy from utility-scale systems.Utility-scale solar projects are generally categorized in one of two basic groups: concentrating solar power (CSP) and photovoltaic (PV). CSP systems generally include four commercially available technologies: CSP trough, CSP tower, parabolic dish, and linear Fresnel reflector, although only CSP trough and CSP tower projects are currently being deployed. CSP systems can also be categorized as hybrid systems, which combine a solar-based system and a fossil fuel energy system to produce electricity or steam.PV systems usually include either crystalline silicon (c-Si) or thin-film technologies. Thin film includes an array of advanced materials, but only one—cadmium telluride (CdTe)—has had significant success in utility-scale solar development. Additionally, this report covers concentrating photovoltaic (CPV) systems,1 which only recently have gained traction in the utility-scale market with several signed contracts.According to a database maintained by the National Renewable Energy Laboratory (NREL),2 there are approximately 16,043 megawatts (MW) of utility-scale solar resources under development3 in the United States as of January 2012 (see Figure ES-1). PV projects make up the overwhelming majority (about 72%) of facilities under development. While many developers have specified that their projects will use PV (e.g., c-Si or CdTe), in some cases the technology will be selected just prior to construction. This selection will likely depend on module pricing at the time of order placement once all necessary permits have been obtained and pre-construction activities completed. It is not uncommon, especially given the recent drop in c-Si module prices, for developers to switch technologies in the planning phase.According to NREL’s internal database, CdTe thin-film technology represents about one-fifth of the total inventory of planned utility-scale solar projects and nearly one-third of total planned PV1 This report categorizes CPV as a PV technology, though some analysts group it under CSP.2 This database was corroborated by similar databases maintained by the Solar Energy Industries Association (SEIA 2011a) and SNL Financial.3 For this paper, “utility-scale” is defined as projects 5 MW or larger. These projects were either publicly announced and hold a long-term power purchase agreement or were announced directly by a utility. Public announcements are made via press releases.projects4. First Solar was once considered the sole or joint developer of all utility-scale CdTe projects under development in the United States, though this is changing with the entrance of General Electric into the CdTe market. GE is currently contracted to supply panels to the 20 MW Illinois Solar plant being developed by Invenergy.Approximately 8,224 MW of developing projects are utilizing c-Si modules or have not indicated final technology selection. The majority of these projects are expected to select c-Si-based modules. Per NREL’s criteria—5 MW or larger and holding a long-term contract—approximately 11,500 MW of total PV capacity is under development in the United States, including c-Si, CdTe, copper-indium-selenide (CIS) 5 modules, and CPV technologies. Among CSP projects, tower systems have a slight market penetration edge over parabolic troughs (about 16% versus 9% of all utility-scale solar systems under development). NREL’s project announcements database indicates that the tower market is dominated by one developer, BrightSource Energy, who holds over 2.2 GW of PPAs with California utilities. Solar Millennium was the principal developer in the trough space, but the company’s announced switch to PV and subsequent sale of all proposed projects6 to solarhybrid has left only six trough developers and no clear market front-runners.Figure ES-1 provides an overview of the U.S. utility-scale solar market. Two cutting-edge solar technologies, Enviromission’s solar chimney and Solaren’s space solar project, are indicated as “Other” because they hold PPAs and constitute significant additions to the total capacity under development, but they are not categorized as traditional CSP or PV technologies. Twosolar/fossil hybrid plants representing a combined 100 MW of solar capacity are included as a separate category to note their distinct approach; both plants will use solar power to supplement natural gas-fired generation. Finally, CIS is included because of the recent announcement that Solar Frontier, the Japanese CIS manufacturer, will supply up to 150 MW of panels to energy developer enXco for use in their PPA contracts with San Diego Gas and Electric (SDG&E).4 In the energy industry, some, if not many, planned projects will not reach completion. Therefore, we assume this figure to be greater than what will be delivered by the current pipeline of projects.5 Copper-indium-gallium-selenide (CIGS) is perhaps the more common version of this thin-film technology. Solar Frontier, the sole supplier of CIS/CIGS thin-film modules to the utility-scale market (as of January 2012), does not use gallium in their semi-conductor blend.6 Solar Millennium also filed for insolvency in December 2011 (Wesoff and Prior 2011).Currently, multiple utility-scale systems are producing power on a consistent basis. The nine solar trough CSP plants that comprise the solar energy generating system (SEGS) in California’s Mojave Desert constitute the majority of CSP. The SEGS units commenced commercial operation from 1984–1991 with several additional utility-scale CSP projects coming online recently (EIA 2008). In 2007, the 64 MW Nevada Solar One project, a CSP trough plant developed by Acciona Solar Power, became operational (Acciona 2010). Two 5-MW demonstration facilities developed by Ausra and eSolar also became operational in 2008 and 2009, respectively (Ausra 2008; eSolar 2009). There are over 40 utility-scale PV facilities currently operational in the United States, amounting to some 673 MW of capacity. See Appendix Table A-1 for a full list of operating utility-scale PV plants.Total Solar Capacity in Development: 16,043 MWFigure ES-1. Total U.S. utility-scale solar capacity under development (all numbers in MW)Table of ContentsList of Figures (ix)List of Tables (ix)1Introduction (1)1.1Utility-Scale Market Overview (1)2Concentrating Solar Power (3)2.1CSP Trough (5)2.1.1Technology Overview (5)2.1.2CSP Trough Market Overview (6)2.2CSP Tower (7)2.2.1Technology Overview (7)2.2.2CSP Tower Market Overview (9)2.3Parabolic Dish (10)2.3.1Technology Overview (10)2.3.2Parabolic Dish Market Overview (11)2.4Linear Fresnel Reflector (11)2.4.1Technology Overview (11)2.4.2Linear Fresnel Reflector Market Overview (12)2.5Solar-Fossil Hybrid Power (12)2.5.1Technology Overview (12)2.5.2Solar/Fossil Hybrid Market Overview (13)2.6Thermal Energy Storage (14)2.6.1Technology Overview (15)2.6.2Thermal Energy Storage Market Overview (16)2.7Cooling Systems (17)3Photovoltaic Solar Power (19)3.1Traditional PV (19)3.1.1Technology Overview (19)3.1.2PV Market Overview (23)3.2Concentrating PV (26)3.2.1Technology Overview (26)3.2.2CPV Market Overview (27)4Summary of Market Highlights (30)References (31)Appendix A: Operating Utility-Scale Solar Plants (41)Appendix B: Utility-Scale Solar PV Projects Under Development (44)Appendix C: Utility-Scale Solar and Power Purchase Agreements (53)Appendix D: The Solar Resource (54)List of FiguresFigure ES-1. Total U.S. utility-scale solar capacity under development (all numbers in MW) (vii)Figure 1. Total U.S. utility-scale solar capacity in operation as of January 2012 (all numbers in MW) (2)Figure 2. Total U.S. utility-scale solar capacity under development (all numbers in MW) (2)Figure 3. SEGS 4, Kramer Junction, California (4)Figure 4. CSP trough schematic (5)Figure 5. The Nevada Solar One CSP trough system came online in 2007 (6)Figure 6. CSP tower schematic (8)Figure 7. The Solar One facility in California employed CSP Tower technology (8)Figure 8. Schematic of a parabolic dish system (10)Figure 9. Linear Fresnel reflector schematic (12)Figure 10. Rendering of a solar/fossil hybrid facility (13)Figure 11. Solar thermal storage extends the power production period (14)Figure 12. The Solar Two system in California included a thermal energy storage system (15)Figure 13. Comparison of capacity factor by technologies (17)Figure 14. SunEdison's 8.2 MW Alamosa plant (19)Figure 15. Utility-scale PV facility by cost component (23)Figure 16. CPV modules at the SolarTAC testing facility in Aurora, Colorado (28)Figure C-1. Leading utilities with utility-scale solar in development (under contract or planned)53 Figure D-1. Concentrating and PV solar resources in the United States (54)Figure D-2. Solar resource rear southern California without a filter (left) and with multiple filters applied (right) (55)List of TablesTable 1. Operating Utility-Scale CSP Projects in the United States (3)Table 2. U.S. Utility-Scale CSP Trough Plants in Development (7)Table 3. U.S. Utility-Scale Central Receiver Projects in Development (10)Table 4. U.S. Utility-Scale Solar-Fossil Hybrid Projects Under Development (13)Table 5. Water Usage Requirements for Electric Generation Technologies (18)Table 6. Derate Factors for Photovoltaic System Components (21)Table 7. CPV Concentration Classes (27)Table 8. CPV Systems Under Development (29)Table A-1. Operating Utility-Scale PV Plants (41)Table B-1. Distributed Utility-Scale PV Systems in Development (< 20 MW) (44)Table B-2. Mid-Sized PV Projects Currently in Development (20–50 MW) (48)Table B-3. Large-Sized PV Projects Currently in Development (> 50 MW) (51)1 IntroductionDrivers ranging from energy security and cleaner air to global economic competitiveness and rapidly falling costs are sparking a significant shift in energy generation policy and planning. Electric utilities in the United States and the regulatory agencies that oversee them are increasing renewable energy use to meet electric load. Technological advances in materials and components and heightened experience among market entities are leading the way to more cost-effective renewable power production. Renewables have also significantly benefitted from a raft of support policies and incentives at the municipal, state, and federal levels. These include federal tax credits, cash grants, loan guarantee programs, feed-in tariffs, and state renewable portfolio standards (RPS),7 which are discussed in detail in the second utility-scale solar report. For example, California’s RPS, the most robust in the United States, with a required 33% of renewable generation from its investor-owned utilities (IOUs), has touched off a spate of solar procurement in the last two years. Today, California’s three IOUs hold PPAs with nearly 72% of the total solar capacity under development in the United States (see Appendix C). Supportive policies, financial innovations, and plummeting technology costs have spurred utility-scale8 solar market development in the United States. This report introduces that growing market. It has two objectives: (1) to summarize solar technologies deployed at utility-scale installations, and (2) to provide a market overview of U.S. deployment activities. The report is divided by technology type: Section 2 deals with CSP technologies, and Section 3 deals with PV solar power technologies. Market overviews for each technology are provided at the conclusion of each subsection. This report only considers projects already contracted to sell power [typically in the form of a power purchase agreement (PPA)].1.1 Utility-Scale Market OverviewApproximately 1,176 MW of utility-scale solar power was operational as of January 2012 (see Figure 1). About 43% (503 MW) of this capacity is furnished by CSP facilities, all but 10 MW of which utilize trough technology; the remaining 57% of this capacity comes from PV installations. Crystalline silicon (C-Si) and cadmium telluride (CdTe) comprise the majority of technologies deployed at these installations with 58.0% and 34.5% representation, respectively. Amorphous silicon (a-Si), another thin-film technology, represents about 7.0% of total PV installations, and concentrating photovoltaic (CPV) about 0.5%.7 RPS policies are essentially mandated quotas for renewable energy generation as a proportion of total electricity production.8 For this paper, “utility-scale” is defined as any solar electric system with a capacity of 5 MW and above. Such utility-scale installations can deploy solar technologies far faster than traditional “behind-the-meter” projects designed to offset retail load. These systems employ significant economies of scale during construction, operation, and financial capital attraction, which can reduce the delivered cost of power.Figure 1. Total U.S. utility-scale solar capacity in operation as of January 2012 (all numbers in MW) Figure 2 illustrates that PV capacity will continue to outpace CSP in the United States as more developing projects come online. Nearly all utility-scale CSP plants today use troughs; however, most planned CSP capacity will not use troughs. Instead, CSP towers have become the preferred technology, with over 2,655 MW of projects under contract. CSP tower developer BrightSource holds the majority of the PPAs, with about 2.2 GW of capacity (82% of the total planned CSP capacity). Recent CSP trough market contraction was largely the result of developer Solar Millennium’s technology swap for their Blythe, Amargosa, and Palen facilities. At least 2 GW of CSP troughs were scrapped for PV because of what Solar Millennium described as more “favorable conditions in the PV and commercial bank markets” (PV Magazine 2011).Figure 2. Total U.S. utility-scale solar capacity under development (all numbers in MW)2 Concentrating Solar PowerCSP systems produce electricity by focusing sunlight to heat a fluid. The fluid then boils water to create steam that spins a conventional turbine and generates electricity or it powers an engine that produces electricity (Richter et al. 2009). CSP plants consist of three major subsystems: one that collects solar energy and converts it to thermal energy; a second that converts the thermal energy to electricity; and a third that stores thermal energy collected from the solar field and subsequently dispatches the energy to the power block.There are currently 503 MW of utility-scale CSP facilities operating domestically.Table 1. Operating Utility-Scale CSP Projects in the United States Plant Capacity (MW) Developer Technology Location PPA WithKimberlina 5 Areva LinearFresnel Bakersfield,CaliforniaPacific Gas &Electric(PG&E)Martin Next Generation Solar 75 Florida Power &Light CSP TroughMartin County,FloridaFlorida Powerand Light(FPL)Nevada SolarOne 64 Acciona CSP Trough Boulder City,Nevada PG&ESierraSunTower 5 eSolar CSP Tower Lancaster,CaliforniaSouthernCaliforniaEdison (SCE)SEGS 1-9 354 LuzInternationalCSPTroughMojave Desert,California SCETotal 503The first large-scale, commercial CSP stations were the solar energy generating systems (SEGS) built by Luz International, Ltd. from 1984–1991 (DOE 2010c). Nine plants were built in three separate locations for a total of 354 MW. Figure 3 shows SEGS 4, located in Kramer Junction, California, which has a peak output of 150 MW. SEGS 1 and 2 have a combined maximum output of 44 MW and are located in Daggett, California. SEGS 8 and 9 have a combined maximum output of 160 MW and are located in Harper Lake, California. NextEra operates and partially owns SEGS 3–9, with a combined maximum output of 310 MW (NextEra 2010). The latest CSP plant to be developed was the 75 MW Martin Next Generation Solar Energy Center developed by and for NextEra subsidiary Florida Power and Light (FPL). The plant was completed in 2010 (FPL 2010). This facility uses CSP trough technology to supplement the 3,705 MW gas- and oil-fired Martin Generation facility and is considered in this report to be a solar/fossil hybrid plant.Figure 3. SEGS 4, Kramer Junction, CaliforniaSource: PIX 14955CSP systems are unique in the renewable energy sector in that they can integrate large-scale thermal energy storage (TES). The first utility-scale plants with storage are now operating in Spain (Andasol 1–3) and were developed by Solar Millennium (Solar Millennium 2010). At least six plants with TES are currently in development in the United States—the 250 MW Solana Solar plant by Abengoa Solar (6 hours of dispatchable storage), the 110 MW Crescent Dunes plant by Solar Reserve (10 hours of dispatchable storage), the 5 MW Bell Solar Thermal by Bell Energy (storage capacity unknown), and three BrightSource projects whose locations and storage capacities are yet undisclosed (Wesoff 2010; Wesoff 2011; Environmental Leader 2010; BrightSource Energy 2011a). Solana and Crescent Dunes finalized loan guarantees from the U.S. Department of Energy (DOE) for $1.45 billion and $737 million, respectively, to support project development (DOE 2011c).CSP plants can be functionally integrated with fossil fuel plants to create hybrid CSP-fossil power plants that can offer peak and base-load power capability. Fossil hybrid plants, also known as integrated solar combined cycle, are under construction in the United States (Florida) and North Africa, including Egypt, Algeria, and Morocco (Richter et al. 2009).Solar thermal power requires approximately 3–8 acres/MW, depending on the technology and amount of TES. For example, SEGS 3–9 (with a combined capacity of 310 MW) cover more than 1,500 acres, averaging 4.84 acres/MW of gross maximum output (NextEra 2010). In contrast, the Solana station with 6 hours of dispatchable storage will cover approximately3 square miles, or 6.86 acres/MW of gross maximum output (Solana Solar 2009).Like other steam-based technologies, CSP (other than parabolic dish) utilizes steam to spin a turbine. Water consumption is a primary consideration for these facilities and can vary from700–900 gal/MWh, although alternative cooling methods, such as air cooling, can drastically reduce this value at the expense of some efficiency loss and increased cost (Stoddard 2008). CSP systems are generally classified by the process in which each device collects solar energy. Sections 2.1–2.4 illustrate and compare four primary technologies—CSP trough, CSP tower, parabolic dish, and linear Fresnel reflector. Although only the first two are currently in utility-scale development in the United States, information on CSP-related thermal storage and cooling technologies is also provided.2.1 CSP Trough2.1.1 Technology OverviewCSP trough (also referred to as parabolic trough) systems use curved mirrors and single-axis tracking to follow the sun throughout the day, concentrating sunlight on thermally efficient receiver tubes or heat collection elements. A heat transfer fluid (HTF)—typically synthetic oil, molten salt, or steam—circulates in the tubes absorbing the sun’s heat before passing through multiple heat exchangers to produce steam. The steam spins a conventional steam cycle turbine to generate electricity or it is integrated into a combined steam and gas turbine cycle when used in hybrid configurations. Utility-scale collector fields are made up of many parallel rows of troughs connected by receiver tubes in series. Rows are typically aligned on a north-south formation axis to track the sun from east to west. Site requirements for a solar trough system include relatively level land, although the solar fields can be divided into two or more terraces. Figure 4 provides a schematic of a CSP trough plant.Solar troughs are considered the most mature and commercially proven of the CSP technologies. In utility settings, solar trough power plants have shown consistent performance when connected to the electric grid.9 Improved operating flexibility and dispatchability has been achievedthrough integration with hybrid fossil systems as well as through demonstrated TES capabilities.9Beyond SEGS and Nevada Solar One, applications exist in Israel, Algeria, and Spain.Figure 4. CSP trough schematicSource: Department of Energy 2011bThere are advantages and disadvantages of different HTFs. Synthetic fuels remain viscous at lower temperatures during the night and on cloudy days but lose efficiency in the heat transfer process (Herrmann et al. 2002). Molten salt, on the other hand, is a highly efficient heat transfer medium that solidifies at lower temperatures. Neither synthetic fuels nor molten salts can directly drive a turbine and therefore must use heat exchangers to boil water and spin a steam turbine. Using steam directly as an HTF is advantageous because it does not require heat exchange equipment; however, it is not very efficient relative to other transfer fluids because it cannot reach high enough temperatures. Further discussion of TES is provided in Section 2.6.2.1.2 CSP Trough Market OverviewAt present, roughly 1,375 MW of utility-scale CSP trough plants are in development with PPAs 10 in place (Table 2). This figure excludes the 100 MW of solar/fossil hybrid plantscurrently in development. Pacific Gas and Electric (PG&E) holds the majority of trough PPAs, totaling 530 MW.10PPAs are contracts between power producers and power purchasers for the long-term sale of electricity. See Appendix B for more information.Figure 5. The Nevada Solar One CSP trough system came online in 2007Source: PIX 16603Table 2. U.S. Utility-Scale CSP Trough Plants in DevelopmentPlant MW Developer Location PPA With Bell Solar Thermal 5 Bell Energy Tucson, Arizona Tucson ElectricPowerBethel Energy 50 Bethel Energy,LLC Imperial Valley,CaliforniaSan Diego Gas &ElectricFt. Irwin Solar PowerProject 500 Acciona SolarPower Ft. Irwin, California U.S. ArmyGenesis Solar EnergyProject 250 NextEra Riverside County,California PG&EMojave Solar PowerProject 280 AbengoaSan BernardinoCounty, California PG&ESolana GeneratingPlant 280 Abengoa Gila Bend, Arizona Arizona Public ServiceWestside Solar Project 10 Pacific Light &Power Kaua’I, Hawaii Kaua’I Island UtilityCoop.Total 1,375Sources: Solar Thermal Magazine 2010; NASDAQ QMS 2006; NREL 2009; CEC 2010b; Solana Solar 2009;Bloomberg 2009; CEC 2010bSolar Millennium made headlines in 2011 when it decided to change its Blythe (1 GW), Amargosa (500 MW), and Palen (500 MW) projects from CSP troughs to PV (PV Magazine 2011; Wesoff and Prior 2011). In doing so, Solar Millennium forfeited a DOE loan guarantee that was acquired to assist development of the Blythe project. Solar Millennium’s technology switch was reportedly due to shifting economics as PV modules and other costs have come down in price significantly over the past several years (Clean Energy Authority 2011a). Solar Millennium is currently in insolvency proceedings and has sold its U.S. project pipeline to German developer solarhybrid.112.2 CSP Tower2.2.1 Technology OverviewCSP tower systems, often referred to as power towers or central receivers, use a field of mirrors called heliostats that individually track the sun on two axes and redirect sunlight to a receiver at the top of a tower. Sunlight is concentrated 600–1,000 times, making it possible to achieve working fluid temperatures of 500°–800°C (930°–1,470°F) (Australian National University 2010).11In March, 2012, solarhybrid began its own insolvency proceeding due to concerns of illiquidity (i.e., not enough cash to pay bills) (PV Magazine 2012).。
Eaton VG-IMDS PROCESS MANUAL

1.ScopeThis manual defines the minimum requirements for submitting material datasheet through IMD-system (i.e. International Material Data System) for PPAP ed parts and is applicable for all suppliers submitting PPAP (new PPAP or re-validation PPAP) to various Eaton Vehicle Group Plant Locations.2.ObjectiveThe purpose of this manual is to instruct and educate our Suppliers in creating Material Data Sheet(“MDS”) in IMD-system that meets Eaton’s requirements. An accepted MDS is one of the requirements to receive full PPAP approval. Once the products are sold to Eaton Vehicle Group, the products go into various Vehicle applications and are sold in different parts of the globe. To ensure smooth business we comply with global Regulations like ELV, REACH etc. At Eaton, environmental considerations(2) are an integral part of our business practices. Eaton uses IMD-system as a tool for collecting, analyzing and a repository for supplier part material data.Suppliers have the responsibility for managing PPAP and IMD-system at their suppliers end and maintain evidence of compliance.3. International Material Data SystemIMD-system is funded by the participating vehicle manufacturers for the exclusive use of their supply-chains and is used to collect, maintain and analyze data required as part of the PPAP process and is the Standard for the automotive industry.Suppliers are required to ensure(1) that the PPAP document and sample submissions are in accordance with the requirements of the Automotive Industry Action Group (AIAG) PPAP Manual-latest edition. Eaton follows AIAG(5) prescribed IMD-system tool for collecting data within Materials, Performance Test Results section of PPAP documentation.The IMDS user manual may be of help for the first time users and contains documents such as: ✓How to create a material.✓How to create a component.✓For IMD-system access related concerns, users may get in touch with IMDS help desk.✓Suppliers are advised to read through “Recommendations” available to user’s log in.3.2 When IMD-System Submission is requiredMaterial datasheet is required for,i)All new supplier PPAPs.ii)Supplier Revalidation PPAPs. If existing Material datasheet not meets latest requirements.iii)Update of existing Material datasheet based on IMD-system upgrade.iv)Based on our customer’s demand, we may require Material datasheet for Service parts and suppliers will be notified by Eaton Team. For specific Service Parts having an active customerrequirement and on-going project, Material datasheet will be required.Examples of activities, where Material datasheet is required,✓New released parts/NPI projects.✓For sustaining engineering changes related to dimension, material and optional material, weight, finish coating/plating/color, tooling and manufacturing location change, etc.✓BOM changes, like quantity, part number replacement, obsolete parts, substitution, annual validations etc.✓Supplier change or New supplier introduction.✓Any previous PPAP ed part for which Material datasheet was never submitted in the past.✓If supplier PPAP is initiated for proto-type parts and proto- Material datasheet is submitted, a production version Material datasheet will have to be submitted in-line with production partrelease.✓Any special Customer directed change Or any IMD-system update rendering “error/warning” to the existing data.All the substances that can be used in auto parts are listed in the GADSL ("Global Automotive Declarable Substance List"). It forms the basis for the declaration in the IMD-System and makes it easier for theautomotive industry to retrace the basic substances used in auto parts and to recycle vehicles in accordance with law and other industry requirements3.3 Eaton’s Material Datasheet Standard RequirementsMaterial Datasheet in IMD-System must be submitted, two weeks in advance of the PPAP submission. The data must be submitted to respective Eaton Plant IMD-system organization ID# as mentioned in the PPAP Request letter.In addition to “IMD-System Recommendations”, review the part data internally against the listed check items,☑Material datasheet should be submitted per drawing rev. and Bill of material rev. for which PPAP is initiated.☑ Machined parts shall be submitted as “components” while casting/forging shall be submitted as “semi-component”. And any materials/oil/grease/lubricant/plating etc. shall be submitted as “materials”.☑Production parts should be submitted with “Preliminary MDS” unchecked. Proto parts should be submitted with “Preliminary MDS” field checked.☑Casting/Forgings should have “specific weight” and machined component weight is derived from this specific weight. (4)☑Restrict part weight deviation per Rule 4.2.2, IMD-system Recommendation-001. If there is a discrepancy in drawing weight and actual physical weight, it is recommended to report actual physical weight in material datasheet.☑Coating/plating, paint, oil, lubricants, adhesive/sealants should be reported in material datasheet if present in the finished end product that goes into assembly.☑Report appropriate material name. Norms/Standard and Standard material number is required for material classification 1 through 4. For Thermoplastics and Elastomers report symbol per applicable Standard. (3)☑For colored thermoplastics, report color per appropriate “color masterbatch” material structure.☑Ensure that name of the material represents type or category of material, example carbon steel SAE1010, PTFE, NBR, Top coat, Adhesive, Lubricant etc. Trade name and material name shall not be same. Refer IMD-system Recommendation-001 for further details. (3)☑Word “Copy_” should not appear in material name/component name or any section of submission.☑ A material should not have child material nodes unless those child nodes are blended/molded to form a homogeneous whole such as plastics with color masterbatches. The parent node must be either a semi-component, component or removed and only the child materials remain. Example, Zinc coating on steel Or paint layers cannot be reported as a material with sub-materials, as the top material is not homogeneous.☑Materials should preferably be classified according to their composition and not to their application. The classification system for materials in IMD-system is a mixture of composition (Substances in the material -- production classification 1 through 4 and 7), (Properties -- classification 5) and (Application -- classification 6, 8 and 9) of the material. Please select appropriate material classification.(3)☑Submit material datasheet without “Errors/Warnings”. Perform the “system MDS check” before sending data.☑In “recipient data tab”, report correct supplier code or DUNS number and Eaton drawing details (rev., release date) per PPAP ed drawing revision.☑Ensure Eaton drawing part number appears in customer’s part number field in recipient data tab.☑For parts with different sizes example, washers, O- rings etc., if the supplier is submitting Eaton more than one size, unique IMD-system ID#s are required for each size of a part number.☑ The material datasheet must be “send” and not in “edit mode” or “internal release” mode for Eaton team to validate.☑In case of Proto to production version submission, revised submission or annual validations, use existing IMD-System ID#. Subsequent changes Or higher rev. within the same part number shall be submitted via a new version (and not new ID). For this, use “copy” → “new version” option to include the required changes.☑For Directed-Buy parts submit us a customer approved version of material datasheet and mention “Direct-buy” in the part description field.☑If material datasheet submittal is rejected, revised data should be submitted via a new version with minimum turnaround time for approval. Rejected material datasheet will lead to partial PPAP approval and full PPAP approval may be granted followed by material datasheet approval.4.Risks associated in Incomplete or No Material Datasheet submissioni.Delayed supplier PPAP/Timeline extension or miss.ii.No full PPAP approval (only interim PPAP approval).iii.Delayed Shipment and its associated cost.iv.Delayed material datasheet submission and lack of first time right date may lead to a drop in supplier Quality scorecard.v.IMD-system acts as an evidence for material used in the part/assemblies, conformance to Spec./Drawing.vi.Flags EU-REACH SVHCs and Conflict Minerals. Lack of material datasheet may lead to multiple questions during supplier validation.Contact InformationFor any further questions or clarification about Eaton’s material datasheet requirements, please get in touch with appropriate PPAP requester, Center for Sustainability Team or Supplier Quality Engineer.References✓(1) Eaton Global Supplier Excellence Manual: This is the latest supplier Excellence Manual released on during Apr2017✓(2)Eaton Supplier Code of Conduct: Outlines Eaton’s expectations for supplier’s regarding workplace standards and business practices.✓(6)Company registration in IMD-system for new registrations.✓(3)IMDS create material tips: This document defines steps to create a “material”.✓(4)IMDS create component tips: This document defines steps to create a “component”.✓(5)AIAG: Automotive Industry Action Group site where suppliers can find information on APQP, PPAP, Managing Chemicals in Products etc.End of DocumentRev. Change Description Date By CheckedA1.1 Original Release 6-Jun-18 AS, KT, BC, DP IS Product Compliance, CC A1.2 Uniform nomenclature added 19-Feb-20 AS, KT, BC, DP VG Quality and SCM, DW & JZ。
毕业论文外文翻译--中小型地区企业新产品开发的挑战文献翻译-中英文论文对照翻译

中文3340字外文翻译--中小型地区企业新产品开发的挑战Small and medium district enterprises and the new productdevelopment challengeLiterature dealing with the product development process in large-scale industries is abundant. However, there is general agreement that the new product development (NPD) process is not adequately studied in small and medium enterprises (SMEs) and models and tools specifically focused for these units are lacking.The innovation process in SMEs possesses certain distinguishing features that would suggest a specific approach to NPD activities. When compared with large-sized firms, the innovative process in small units is more informal and less structured, the base of managerial competencies is limited, availability of financial resources is lower, the attraction towards skilled labour weaker and the propensity for interaction with other firms is limited.Effective NPD has become the focal point of competitiveness in many industries, particularly those where product life has shortened, competition increased on a global basis, andcustomer demand for greater product variety has grown (Maylor, 1997; Pisano 1997). Consequently, research on best practices in product development, that is, practices and methods which make firms good product innovators, has increased (see Abdalla, 1999; Griffin, 1997).Analysing these contributions we can note that most are ascribable to concurrent engineering (CE) tools and techniques. CE suggests an “integrated” design approach, that is, a systematic approach to the integrated, concurrent design of products and processes. This would force developers to consider all elements of the production cycle right from conception to expedition, including quality, cost, schedule and user requirements.There do not appear to be any papers on the specific problems of NPD in IDs. However, various authors point out the characteristics of the innovativeprocess that typically develop in IDs. We can observe how the district localisation mitigates some of the limits mentioned, but can generate others:(1) District firms benefit from external economies (the presence of agencies that offer specific services, a specialised labour market, support infrastructures, lowertransport cost, greater facilities for interaction thanks to geographic proximity and common cultural identities, etc.) (Nassimbeni, 2003). Thus, the district location mitigates problems related to:1、 information access and exchange;2、difficulties in developing and managing inter-organisation relationships; and3、the availability of a skilled workforce.(2) On the other hand the strong division of labour (specialisation), and the consequent fragmentation of production tasks that characterise the ID, hinder the “concurrent” management of innovative processes. Moreover, they prevent the development of product and process holism required for effective NPD activities. Thus, path dependency towards only a few (mainly) productive tasks emerges. Finally, it does not favour “systemic” innovation. Robertson and Laglois (1995) observe that in the past industrial districts benefited from the rapid exchange of information, thanks to the firms’ geographical proximity and the high mobility of personnel. However, when innovation involves changes that span stages of production or even industries, specialisation might retard the realisation that an innovation produced for onepurpose could serve other needs. Moreover, innovations adopted at one stage of the process could prove to be sub-optimal for efficiency at other stages.This problem is particularly relevant nowadays, when many scholars are questioning the future of the local system. In the era of globalisation is the district formula maintaining its vitality, is it beginning to decline, or is it just changing shape? No unequivocal answer to this question can be found in the literature. On one hand there are those who think that globality is showing up all the limits of local industrial systems (Ferrucci and Varaldo, 1993; Gottardi, 1996; Grabher, 1993). On the other we find experts who consider the contraposition between global and local only apparent (Becattini, 1999; Porter, 1990, 1998; Fabiani et al., 1998; Signorini, 1994). The literature indicates various positions regarding the prospects of local systems in the new competitive context. However it is a widely shared opinion that globaleconomy is modifying the traditional territorial forms, changing their inner ties and strengthening their need to open up to the outside (Amin, 1993; Rullani and Romano, 1998). The district firms, both those that are situated at the end of the production line and those that cover intermediate phases, arenow urged to make changes on numerous fronts. End-producers are becoming more aware ofthe need to rethink the organisation and localisation of the value chain activities. Among these, product development must be placed at the forefront. At the same time, the local subcontracting network, which in the past carried out most of the productive work, now must extend its expertise and capabilities beyond the production task. The ability to manage all aspects concerning product development has become critical for these units too.A specificity requires a careful design approach, which should take into account all the technical constraints, so product and process engineering phases must be closely integrated. The first step is product concept resulting from a market analysis and has the objective of formalising the initial idea of the new model. Next comes prototyping when the prototype of a new model is constructed according to the original design, so the new-style eyewear becomes tangible. The similarity between the aesthetic idea of the product and actual result obtainable can be verified from the prototype and, at the same time, difficulties in processing and the specifications needed identified. Then product and tools design starts. The new model is broken down into its variouscomponents (temples, rings, end-pieces, nose-pieces, bridges, hooks) and the technical specifications and a detailed design for each is made. At this point the first supplier involvement takes place.Regardless of the amount and type of involvement, this is the moment when co-design begins. Some suppliers are invited to take part in the development activity and the type and characteristics of the components to be manufactured are disclosed to them. Next follows the cost analysis and part rationalisation. Here manufacturing cost is estimated and ways to rationalise the components defined in the previous phases are detected. For example, a standard might replace an ad hoc component, different materials can be selected, the product mix can be limited, etc. When thedesign phase has been concluded, a decision must be taken on which parts are to be made externally and by which suppliers (sourcing decision). This choice involves not only suppliers of parts, but also small workshops capable of carrying out specific operations.Once the designing activities have been completed and the models chosen, tools and equipment are prepared and internal or external manufacturing begins (second supplier involvement). It is important to contact the suppliers promptly so as toreserve their productive capacity and fix the working times and delivery dates. At the same time as components are being manufactured, the tools for welding must be produced. Once the parts have been delivered, the cycle of assembly begins, i.e. welding of the ring pieces together to which then the temples are joined to complete the samples. Finally the operations of finishing, packaging and expediting to the sales channels are carried out.This NPD mapping analysis enabled us to identify some typical problems faced by the SMEs. They are mostly organisational and managerial problems that can be summarised as:1、Poor or rough formalisation of the steps in product development. We think that significant improvements in NPD performances could be obtained by a clearer reconstruction of the phases, activities and tasks. 2、Weak connections and overlapping between the creative, technical/design and manufacturing phases.3、Instruments for organisational co-ordination that would link the different competencies and responsibilities are lacking. 4、Limited monitoring of the temporal milestones. Therefore delays are frequent.5、Difficulties in integrating and synchronising the externalcontributions, which –as mentioned before –occur in almost all the development stages.Downstream from the analysis of the NPD processes, we tried to individuate ways to re-appraise and re-organise these activities. The first type of intervention concerns the cultural sphere as this is where we encountered the main obstacles to innovation. Some deeply-rooted assumptions regarding the NPD process exist in the firms analysed and need to be changed. Much of the following section is the result of a knowledge-based approach to NPD.According to our data and the opinions of several experts interviewed, some deeply-rooted assumptions which hinder the improvement of NPD activities need to be changed. Such as Product value:from “material”, “tangible” and con nected to its “functionality” to intangible, linked to its capacity to identify with a style. Designers’ task: to capture explicit and implicit market requirements , to represent a vision, to impose a style, to identify and integrate potential sources for innovation. NPD: develop a process connecting distributed knowledge, a shared responsibility. Knowledge: also tacit, spread in pluralistic domains, considered as a collective patrimony. Organizational design: Hierarchical levelreduction, inter-functional teams with extended tasks mgt by process and projects. Local system: the locus of contextual and tacit knowledge, a source of distinctive capabilities.In this paper we present the main results of a research project aimed at rationalising and improving the NPD process in SMEs of the Italian eyewear district. On the bases of empirical evidence, the specificity of this product and the main steps in its development were identified. Then, the problems and limitations usually faced by the SMEs are highlighted. Finally, the study suggests appropriate methodologies for NPD.Many limitations mentioned in the literature on NPD activities in the SMEs are confirmed. For example SMEs often resisted the introduction of several CE tools. Most of the units examined are not aware of CE principles and the benefits they can bring. Managerial resources are limited and they have little technical know-how on re-engineering or continuously improve processes, and how to select appropriate tools from the large number of CE supports. As a result the steps in PD are poorly formalised. There are weak connections and overlapping between the various phases, monitoring of the temporalmilestones is limited, and integration and synchronisation of the external contributions are unlikely.On the other hand, empirical evidence suggests that the scarce availability of financial resources is not the real barrier. The methodology for NPD proposed here does not require large financial investments as it is mainly based on ways to improve the allocation and use of available resources. In the first place it requires changes incultural attitudes. Enterprises need to learn the role played by intangible determinants of product value, redefine the profile and the tasks of designers, and think of NPD as a process rather than a sequence of distinct responsibilities. Moreover the importance of knowledge must be re-discovered. It is not merely a basin of theoretical or scientific ideas or codified practices, but a pluralistic, shared dominion of tacit expertiseThe consequences of organisational design affect, in primis, product development. Echelons, previously considered of minor importance as they are only involved at the end of the value chain (such as customers or suppliers), nowadays acquire new importance. Attention to knowledge-related aspects is particularly important for the enterprises considered. Theyoperate within a district system with a tradition for manufacturing and where localized expertise exists. In order to exploit these distinctive capabili ties “relational architecture” should be developed. We point out the opportuneness of decisional decentralisation, the use of inter-functional teams with extended tasks, and management by process and projects. It is also important to develop the proper technological network infrastructure, which means building not only the physical channel, but also a common language, procedures and operative logic that are the basis of a true link with external resources.In conclusion, although the methodology proposed could possibly be applied also in non-district SMEs, the district environment influences its implementation, facilitating some interventions (extension of the transactional environment, access to shared expertise) and hindering others (project formalisation and scheduling, “concurrent” management of the process). These changes are not easily understood and achieved by entrepreneurs with a predominately productive background, but the future of many small units probably depends on them.出处:Alberto De Toni, Guido Nassimbeni:Small and medium district enterprises and the new product development challenge(Evidence from Italian eyewear district ) [J],International Journal of Operations & Production Management ,2003,Volume: 23 Issue: 6译文中小型地区企业新产品开发的挑战研究大型工业(企业)新产品开发过程的有很多,但是研究中小型企业的的新产品开发的文章并不是很充分,并且专门研究一些单位或企业的更是少之又少了。
单词缩写 沃尔沃汽车零部件开发项目
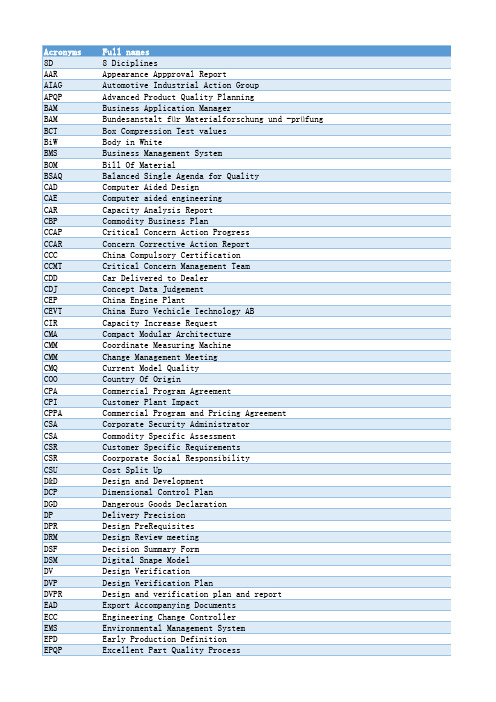
SICM SML SOP SP SPA SPC SPFU SPL SQR SREA SRICA SRSA STA TA TCF TE TIE TMS TO TPD TPL TR TS TT UN UP UPL VCCS VCE VCG VCI VCMS VCPA VCT VIR VLD VPDS VQE VRT VSIM VSIM WCR
Emergency Responce Action ElectroStatic Discharge Engineering Sample Evaluation Report Early Supplier Involvement Engineering Statement of Work Engineering Statement Of Work Field Action Board Field Action Stop Shipment Factory Complete Functions Left In Tiko Final Status Report Full Truck Load Global 8 Diciplines Geometry Assurance Engineer Global Dimensioning Tolerancing Geomtry Engineer Global Product Development System Geometry System Utvecklare Global Terms & Conditions Global Terms & Conditions Global Technology Development System Inbound logistics Interim Containment Action ISO Modular Carton International Material Data System Induvidual Moving Range Intellectual Property International Plant Protection Convention International Standard International Standards for Phytosanitary Measures Joined Purchasing Team Knock Down Operations Kontruktions Data Personvagnar Key Performance Indicator Key process Input Variables Key Process Output Variables Lean Deployment Assessment Lean Enterprise Quality Management Logistics Service Provider Ministry of Environmental Protection Materials Management Operations Guideline Logistics Evaluation Multi Party Matrix Milk Run Material Required Date Manufacturing Site Assessment Measurement System Analysis Master Service Agreements Non Disclosure Agreement New Model Launch Normal Weekly Capacity Overall Equipment Effectiveness Operational Management Open To Go Problem Analys
单片机应用系统的调试方法

第43卷 第5期 2016年5月天 津 科 技TIANJIN SCIENCE & TECHNOLOGYV ol.43 No.5May 2016收稿日期:2016-04-01应用技术单片机应用系统的调试方法温艳艳(天津现代职业技术学院 天津300350)摘 要:单片机应用系统的调试是单片机研发和应用中必不可少的重要环节。
主要介绍了单片机应用系统的调试方法。
首先调试单片机应用系统的硬件组成部分,对硬件部分进行逐一组装及调试。
其次,进行单片机应用系统的软件调试。
最后,对单片机应用系统进行统一调试。
在不同工作环境下,系统调试又分为模拟调试和现场调试。
不同的调试目的和作用也因所处不同阶段有所差异。
单片机应用系统的调试目的是排查出系统软硬件设计中存在的问题,从而达到控制要求。
关键词:单片机 硬件调试方法 软件调试方法中图分类号:TP36 文献标志码:A 文章编号:1006-8945(2016)05-0063-02On Debugging Method of MCU Application SystemWEN Yanyan(Tianjin Modern V ocational Technology College ,Tianjin 300350,China )Abstract :The debugging of single chip microcomputer (MCU )application system plays an indispensable role in the devel-opment and application of MCUs .This paper mainly introduces debugging method of MCU application system .First debug hardware of MCU application system ,and then debug and assemble the hardware part one by one .Secondly ,proceed with the software debugging stage .Finally ,carry out the unified debugging of the system .Under different working conditions ,system debugging is divided into simulation debugging and commissioning .There are differences between debugging pur-poses a nd functions due to the differences in different periods .The debugging purpose of MCU a pplica tion system is to screen out problems existing in the system hardware design and software design ,so as to achieve control requirements. Key words :MCU ;hardware debugging method ;software debugging method单片机应用系统的调试是单片机研发和应用中必不可少的重要环节。
工程施工过程签证英文简写
In the world of engineering and construction, the process of obtaining visas is an essential aspect that ensures the smooth execution of projects. A construction process visa, often abbreviated as CPV, refers to the documentation and formalities that must be adhered to in order to legally proceed with construction activities. This article provides a comprehensive overview of the key aspects involved in the construction process visa.1. Project Authorization and PermitsThe first step in the construction process visa is obtaining the necessary project authorization and permits. These documents are issued by local authorities and are essential for legal construction activities. The types of permits typically required include building permits, environmental clearances, and land use approvals.2. Site Inspection and ApprovalOnce the permits are in place, a site inspection is conducted to ensure that the construction site meets all the required safety and environmental standards. This inspection is crucial for obtaining the construction process visa and often involves the presence of a government inspector or a third-party consultant.3. Design and Planning ApprovalThe construction process visa also requires the approval of theproject's design and planning. This involves submitting detailed architectural and engineering plans to the relevant authorities for review. The approval process ensures that the construction project complies with local building codes, zoning regulations, and other relevant standards.4. Contractor Selection and QualificationThe selection of a qualified contractor is a critical component ofthe construction process visa. The contractor must possess the necessary licenses, insurance, and experience to carry out the project. A formalcontract is then drawn up, outlining the scope of work, timelines, and payment terms.5. Material and Equipment CertificationAll materials and equipment used in the construction project must be certified to ensure compliance with quality standards and regulations. This certification process involves providing documentation such as material specifications, supplier certifications, and compliance with industry standards.6. Construction Process DocumentationThroughout the construction process, detailed documentation iscrucial for obtaining the construction process visa. This includes progress reports, site diaries, and photographs that demonstrate the progress of the project. Regular updates and progress meetings with the authorities are also part of this documentation process.7. Environmental Compliance and MonitoringConstruction projects are subject to environmental regulations that must be adhered to. The construction process visa requires continuous monitoring and reporting on environmental impact, including noise levels, air quality, and waste management. Compliance with these regulations is essential to obtain the final visa.8. Safety and Health AssessmentsSafety and health assessments are integral to the constructionprocess visa. Regular inspections and audits are conducted to ensurethat the project complies with occupational health and safety standards. This includes the implementation of safety protocols, training of workers, and the use of personal protective equipment.9. Completion and Final ApprovalOnce the construction project is completed, a final inspection is conducted to ensure that all aspects of the project meet the required standards. If the project passes the final inspection, the constructionprocess visa is issued, indicating that the project has been successfully completed and is compliant with all legal and regulatory requirements.10. Post-Construction ActivitiesThe construction process visa also covers post-construction activities, such as maintenance and warranty periods. These activities are subject to inspection and reporting to ensure that the construction project remains in compliance with the original standards.In conclusion, the construction process visa (CPV) is a multifaceted process that involves various stages, from initial authorization tofinal completion. Adhering to the steps outlined above is crucial for ensuring that construction projects are executed legally, safely, and in accordance with the relevant regulations and standards.。
nVent RAYCHEM TraceCalc
nVent RAYCHEM TraceCalc© Pro Version 2.17Readme FileWelcome to nVent RAYCHEM TraceCalc© Pro, the industry standard for heat tracing design. nVent is devoted to delivering quality software and support to make this the best design tool available in the industry today. Your feedback is very important to us. Please feel free tocontact us at **********************with questions, issues or suggestions for this program.IMPORTANT: Please check our web site periodically to obtain the latest TraceCalc Pro newsand updates.This Readme covers the following topics:1. Main New Features of Version2.172. Known Issues and Limitations3. System Requirements4. Installation5. Register for a Validation Code6. Technical Support7. Change History (new features and fixed issues)1. Main new features of version2.17•The recently introduced Raychem 20XTVR2-CT has successfully passed hazardous area approval testing to allow for an unconditional T3 rating up to a nominal supply voltage of240Vac. This means that the Raychem 20XTVR2-CT is now unconditionally T3 rated up to 240 Vac and T2 rated up to 277Vac. This is applicable for all approvals schemes the product is certified to (IEC, NAM, CCC,…).•The recently introduced High Power Retention (HPR) self-regulating heating cables, nVent RAYCHEM XTVR and HTV, are now CCC approved allowing them for use in hazardousarea as per GB standard for China.•The TraceCalc Pro attachment algorithm was modified to also include glass tape when aluminum tape is used, to better reflect actual installation practices when heating cables are installed using aluminum tape on pipes. We have given the user flexibility to specify theamount of glass tape to include on the design tab since the glass tape is used only as atemporary fixation aid.2. Known Issues and Limitations•For designs with European single conductor, polymer insulated (PI) series heater cables, the connection components selected by TraceCalc Pro have the following limitations:a. For CS-150-xx-PI connection kits, the specific crimp size is not indicated in the bill ofmaterial. You will need to manually select the correct crimp based on data presentedin the latest Technical Data Book.b. For Power Tee or Power Splice configurations, a JB-EX-20 junction box will beselected by TraceCalc Pro; a JB-EX-21 should be substituted instead.c. The last leg of a multi-segment Parent/Child design will include two single conductorsegments and a junction box allowed for series connection of the two segments. Atthis point, TraceCalc Pro does not support a single looped cable as the lastsegment.d. TraceCalc Pro will not support the full application range of the universal connectionand splice kit for PI heating cables, reference: CS-150-UNI-PI.Its maximum use temperature has been limited to 120°C for simplification of theselection algorithms. If the user plans to select the kit, it is important to verify themaximum allowed wattages for higher temperatures as detailed in our installationinstructions (ref. Install-064). In case of doubt, please contact nVent or use the kit CS-150-2.5- PI instead.•For European series cable designs, TraceCalc Pro will propose a bill of materials for which some components have the quantity set to zero. These are small electrical items required to create the desired electrical configuration and are compatible with the proposed junction box. Users should adjust the quantities of these components to ensure that the requested electrical configuration can be realized. Refer to the individual datasheets of the proposed junction boxes for more information on the exact contents and electrical limitations.3. System RequirementsThe TraceCalc Pro installation package no longer supports installation on Windows XP.Contact nVent for more information.Minimum Requirements:•Microsoft Windows 10 or later, Server 2012 or later•At least 25 MB of free hard disk space•Internet Explorer 6.0 or later•Adobe Acrobat Reader 5.0 or later•Recommended: 500 MHZ, 2 GB RAM4. InstallationThe program can be downloaded from our website. After downloading, just start theTraceCalc Pro 2.17 Setup.exe program and follow the instructions.During installation, Setup will detect if an earlier version has been installed. If you have an earlier version installed, then Setup will uninstall it before continuing. All of your application settings will be retained. Old projects will not be removed and can be used with TraceCalc Pro 2.17.5. Register for a Validation CodeWhen you install the TraceCalc Pro software, you are getting a trial version that will only function for 30 days, unless it is registered and a valid registration code entered.The first time you launch TraceCalc Pro, you will be prompted to register. Register online through our public website. Once you register, we will send you the validation code. To enter the code, launch TraceCalc Pro, click Register on the main menu and type the code in the pop-up window.6. Technical SupportFor help using TraceCalc Pro, first check the extensive on-line help in the program.•To contact your local nVent representative, visit our website, click on the ‘Support’ menu, then choose ‘Where to Buy’•To view Frequently Asked Questions, visit our website, click on the ‘Support’ menu, then choose ‘Frequently Asked Questions (FAQ)’•To contact Technical Support, send email to **********************andindicate your country and preferred language.•To download the latest version of TraceCalc Pro or the user manual, go to the TraceCalc Pro page.Thanks for reporting any issues to us.7. Change historyVersion 2.17New Recently launched nVent RAYCHEM XTVR and HTV that use HPR technology are now CCC approvedNew Recently launched nVent RAYCHEM 20XTVR2-CT now has an unconditional T3 rating up to 240Vac for all approval schemes to which the product is certified to.New To improve flexibility reflecting actual installation practices, the ‘Design tab’ allows to specify the pipe length interval to use to include additional glass tape whendesigns with aluminum tape are done.Fixed The max exposure temp of the mechanical thermostat with limiter type RAYCHEM T-M-20-S/0+200C/EX has been corrected to 230°C to deal with the limitations of thecontrol sensor.Fixed The ‘Register online’ button (on the Register form) pointed to an obsolete URL and hence returned an error. This has been corrected to ensure it takes the user to thecorrect page on our website.Fixed When using Global Edit on the startup temperature, the SW would under specific circumstances erroneously not always update all lines.Fixed The warning “maximum segment length exceeded” was being raised unnecessarily on series cable vessel designs.Fixed On a vessel design using parallel heater technology, if the cable type was forced but the attachment type was not, the system sometimes applied an incorrectcircuit length adjustment factor, resulting in an erroneously long reportedmaximum circuit length.Fixed HTV reported maximum heater lengths were sometimes shorter than actually allowed for design conditions.Fixed When installing a new version over a previous installation with different regional settings, a user’s customized default project settings (which includes regionalsettings) are preserved, so the user does not get the (new) regional settings.Therefore a button that allows the user to replace his default project with the last-installed default regional settings has been added.Copyright 2023 nVent.。
Festo 过程控制解决方案说明书

Process control solutionsFesto is a leading global manufacturer of pneumatic and electromechanical systems, components, and controls for process control and factory automation solutions. Celebrating more than 40 years of innovation in U.S., and over 80 years globally, Festo continuously elevates the state of manufacturing with innovations and optimizedmotion control solutions.1925Year foundedCompanies in61countriesBranch offices3billionEurosgroup turnoveremployees>300,000Industrial customersper year8%Of turnover spent on R&D33,000componentsSales engineersaround the worldFesto figures, facts & dataThe company at a glanceControl cabinet solutions from Festo almost completely eliminate the complex working processes involved in the construction of a pneumatic sub-system. We construct, bolt, test and deliver pre-assembled control cabinets for the pneumatic actuation of your plant.Concentrate on your core business while saving time and money by as much as 50% while Festo builds your customized control cabinet. Utilizing one order and one contact person, you can reduce purchasing costs, enhance process reliability and boost productivity.Constructing and building production plants is highly complicated and can include many sub-contractors often working closely together. We coordinate all the partners who contribute to planning and building the pneumatic control cabinets for your project, thus relieving a lot of the pressure.All advantages included – with control cabinet solutionsfrom FestoAdditional benefits include:•From pre-assembled to integration to customsolutions, we can provide standard or custom control panels that help to meet your objectives.•Whether you need one or several hundred control cabinets, Festo is punctual and reliable.•The uniform design of the control cabinet throughout the entire plant makes it easier to troubleshoot in the event of a problem.Control cabinetsElectric controlsDigital I/OAnalog I/OLab automationsolutionsFesto offers control panels pre-assembled on a flat plate or custom designedmounting structure to facilitate pneumatic and electric components from bothFesto and third party manufacturers. The assemblies are function specificbased on a customer’s requirements, and require minimum effort to integratethe complete assembly into the customer’s system.• Pre-assembled solution to mount directly into the customer’s machine• Flat mounting panel or custom designed structure to fit available footprint• Pre-wired and pneumatically connected• Easy integration including interconnect documentation• A single part number of simple ordering and vendor reductionAir supplypreparationE2M Smartair monitoringDrivesActuatorsFieldbus protocolsFielddevices/sensorsMotorsProcess control valve solutionsMPANEMA 4/4XClass 1 Div 2VTEM Smart terminalVTUG MultipoleCPV MultipolePneumatic controlsFesto: A global manufacturer of process control and factory automation solutionsFesto is a leading global manufacturer of automation technology including systems, components and controls for process control and factory automation solutions. Festo Didactic provides industrial training and education programs aimed to maximize the productivity and competitiveness of its customers.Our objective is to provide innovative solutions to solve the most challenging automation problems.Working with designers and manufacturers to increase manufacturing productivity, we continue to advance the state of industrial automation with proven innovations, customized design solutions and exceptional service worldwide.At the control level, Festo manufactures pneumatic pilot valves, valve terminals, I/O systems and HMIs which integrate seamlessly with leading DCS and controllers.This reduces risk and cost by simplifying integration and providing a singlesource supplier. The ability to incorporate standard diagnostic features into solenoid valves and I/O systems helps accurately diagnose problems which reduce downtime and field service calls.With the comprehensive range of products, engineering competencies and strong design experience. Festo is uniquely positioned to be your complete automationsolutions partner.1. Consultation and design• Pneumatic, servopneumatic, electrical and mechatronic technologies• Application and industry specific• Consideration of application specific requirements • Systematic support right from the start2. Quotation and orders• Design review of engineering concept including 2D/3D model and scope of services • Detailed proposal• Single point of contact for pricing and order fulfillment3. Engineering• Complete engineering solution • Technology and component selection• Solutions based on the latest technological standards • NEMA, UL and IEC standards • UL & CE certifications1.2.3.4.Consultation and designDesignReview/ProposalEngineeringProcurement and logisticsProgr5.From initial design to commissioning, Festo will take care of it for you. This allows you to ...Make the most of it at every stage ...4. Procurement and logistics • Procurement of all Festo and third-party components• Single point of contact for PM execution5. Programming • Software suppor within Rockwell,Emerson environProduction and assembly Testing andvalidationDocumentationramming 6.7.8.9.Delivery andcommissioning ... significantly shorten the individual process solution steps and save up to 50% of total costs... by providing value and flexibility along the entire project life cycle planrt for integration , Siemens and nments 6. Production and assembly• Application specific fabricationand assembly of all solenoidpanel components7. Testing and validation• 100% functional testing• F.A.T. & validation protocolexecution• Certifications, e.g. EN 60204-1,ATEX, UL-508A8. Documentation• Detailed system documentation:- Assembly drawing- Parts list- Circuit diagrams- Operating instructions- User manual9. Delivery and commissioning• Commissioning and startupservices• We provide solutions that havebeen assembled and tested fora ready-to-install systemThe quick and easy steps to your ready-to-install solutionExcellence in automation Our engineers are backed by over 80 years of industry experience in building advanced pneumatic and electromechanical control systems and components for OEM’s and end-users around the world.Custom systems and components, from concept to completionOur project teams will work with you every step of the way,from concept through system design and delivery of a completeautomated system.• You contact us and describe your task to us.• We design your system and develop your ready-to-install solutionin close consultation with you.• We produce a customized quotation for you.• We procure the components.• We build, test and document your solution.• We deliver the ready-to-install system.• If desired, we will also commission the system.Total quality assuranceFesto established a certifiedmanagement system as a basisfor implementing, maintainingand continuously improvingquality, safety and environmentpractices. This is applied to allproduction and design facilitiesglobally. We adhere to thefollowing standards:• ISO 9001• ISO 14001Solenoid panel overview• Materials: 316SS & 304SS Cabinet • Rating: NEMA 4X & UL rated• Standard Sizes: 16, 32 and 48 solenoids• Filtration: Ultra low particle filters (01um)• I/O: Analog and discreteISO Clean RoomMechanical RoomSolenoid control cabinetSolenoid panel overview• Materials: Painted steel or 304SS cabinet• Rating: NEMA 4/12 & UL rated• Standard Sizes: 16, 32 and 48solenoids• I/O: Analog and discreteHazardous areaSolenoid panel overview• Materials: Painted steel or 316SS cabinet• Rating: NEMA 4X & CD12 & UL rated • Standard Sizes: 16, 32 and 48solenoids• I/O:Intrinsically safe I/OBenefits from innovative products, services and best practicesReduce field service costsEnergy efficient & increased uptimeHot swap valve replacementDiagnostic information from Festo valves and I/O can be extracted by DCS/PLC over fieldbus. Information such as shorted wire, failed solenoid valve or number of cycles can pinpoint issues quickly and help diagnose issues remotely.Utilization of flow sensors can provide real time usage and volumetric consumption, both of which can be used as a benchmark to market your equipmentimprovements. Measuring flow at FAT and monitoring it over the lifetime of the equipment is an excellent and cost effective diagnostic tool. An increase in air consumption is an early indication of a leak or component breakdown.At times valve replacement is necessary while parts of the skid remain active. Utilization of a hot swappable valve provides the ability to isolate and replace a single valve while the manifold stays pressurized and operational. Helpful forpreventative maintenance of valvescontrolling reactor processes.Improve image supportSingle source supplierFesto offers complete range of regulators, filters and dryers to ensure equipment uptime and a safe quality air supply for all applications. Contact a local Festo sales representative or refer to our Air Quality Guide to ensure air quality at your facility meets FDA requirements.Partnering with a manufacturer located in 176 countries improves market acceptance and ensures global support for you and your customers.Festo is recognized as thetechnology leader in automation solutions within the life science industry.Reduce costs with a single partner for process control and automation.Festo is the leading supplier of valves,I/O, air preparation, fittings, tubing,sensors, process valves andadditionally manufacturers a completerange of handling and motion control solutions.Ensure clean airServices and supportOnline Shop 24hName:Date:OVERVIEW Brief Description:Supply Pressure:(psi)No. of Systems: Avg. Temperature(°C or °F)Quote Needed By: EnvironmentBACKGROUNDSystem New Design Retrofit Customer Design ComponentsCPX/MPA ManifoldVTUG ManifoldCPV Manifold3/2 valve5/2 valveTotal valves: QuoteBudgetary QuoteFormal QuotePreliminary Drawings Certification UL C1D2 ATEX OTHERENCLOSURE Enclosure TypeGeneral PurposeHazardous AreaISO Clean Room304 SS316L SSFiberglassWhiteGrayCustom NEMA Rating NEMA 4X NEMA 4 NEMA 12 OTHERDoor & FrameRight TopLeft BottomSloped Special FrameWindow LabelsSize (WxHxD)CONNECTIONS & OPTIONSWorking PortsConnection Port Size Mounting SpecialQuick ConnectCompressionMultipole Plate1/4 in5/16 in6 mmBottomRight SideLeft SideConduitCable TrayOther Air PrepRegulator Filtration Valve Location7 bar12 bar40 Microns5 MicronsHandAutoIn LeftOut RT Other (specify)ElectricalDI 8 pt 16 ptDO 8 pt 16 ptAI 4 pt 8 ptAC In 110VDC In 24VFuses Cir Breaker CommunicationEthernet IP Profinet Profibus Multipin IO-LinkOther (specify)OptionsTurnover (TOP) Package Startup Support FAT SupportOther (specify)Solenoid cabinet checklist1123314213 12.2019 S u b j e c t t o c h a n geFesto: Your partner in automationConnect with us/socialmedia 1Festo Inc.2Festo Pneumatic3Festo Corporation4Regional Service Center5300 Explorer DriveMississauga, ON L4W 5G4CanadaAv. Ceylán 3,Col. Tequesquináhuac 54020 Tlalnepantla, Estado de México1377 Motor Parkway Suite 310Islandia, NY 117497777 Columbia Road Mason, OH 45040Festo Customer Interaction CenterTel:187****3786Fax:187****3786Email:*****************************Multinational Contact Center 01 800 337 8669***********************Festo Customer Interaction Center180****3786180****3786*****************************。
投资可行性研究报告越南

投资可行性研究报告越南1. IntroductionVietnam has been experiencing rapid economic growth over the past few decades, making it an attractive destination for foreign investment. The country offers a young and growing labor force, a strategic location within the ASEAN region, and a relatively stable political environment. With the government's commitment to economic reforms and an increasing focus on infrastructure development, Vietnam presents numerous opportunities for investors across a range of industries. This report aims to provide an in-depth analysis of the investment feasibility in Vietnam, including an overview of the country's economic and political landscape, potential risks and challenges, and key industries for investment.2. Economic OverviewVietnam's economy has been one of the fastest-growing in the world, with an average GDP growth rate of around 6-7% over the past decade. The country has made significant progress in transitioning from an agrarian-based economy to a more industrial and services-oriented one. Its export-oriented sectors, such as textiles, electronics, and agriculture, have played a crucial role in driving economic growth. Additionally, the government's focus on infrastructure development and investment in key sectors, such as manufacturing, technology, and tourism, has contributed to the overall economic expansion. Despite these positive developments, Vietnam still faces some challenges, including a large informal economy, a relatively low-income level compared to neighboring countries, and infrastructure bottlenecks. However, the government has been actively working to address these issues through policy reforms and strategic investments. With a young and dynamic workforce, a growing middle class, and a liberalized trade environment, Vietnam presents numerous opportunities for investors looking to capitalize on its economic growth.3. Political LandscapeVietnam has a one-party socialist republic system, with the Communist Party of Vietnam (CPV) holding power. Despite its political structure, the government has been quite proactive in implementing economic reforms and opening up the country to foreign investment. In recent years, Vietnam has signed numerous free trade agreements with countries such as the EU, Japan, and the United States, which has helped to further integrate the country into the global economy.The government has also been working to improve the business environment by streamlining administrative procedures, reducing red tape, and addressing corruption. While political stability is generally high, investors should be mindful of the political risks, such as changes in regulations, potential shifts in government policies, and the influence of the CPV on key decision-making processes.4. Investment OpportunitiesVietnam offers a wide array of investment opportunities across various industries. Key sectors that present significant potential for investors include:- Manufacturing: Vietnam has emerged as a key manufacturing hub in the region, particularly in industries such as textiles, electronics, and automotive. With a skilled and relatively low-cost labor force, an attractive investment incentives regime, and a strategic location for access to major markets, Vietnam has become an ideal destination for companies looking to expand their manufacturing operations.- Tourism: Vietnam's scenic landscapes, rich cultural heritage, and diverse cuisine have made it a popular tourist destination. The government has been actively promoting tourism as a key driver of economic growth, and investments in hotels, resorts, and infrastructure to support the industry are expected to continue to increase.- Renewable Energy: Vietnam has great potential for renewable energy, particularly in wind and solar power. With its growing energy demand and an increasing focus on sustainable development, the country presents significant opportunities for investors in renewable energy projects.- Technology and Innovation: Vietnam's thriving startup ecosystem and a growing pool of tech-savvy talent have made it an attractive destination for technology and innovation investments. The government has been promoting digital transformation and has introduced measures to support the growth of the tech industry.5. Risks and ChallengesDespite the promising investment opportunities, Vietnam also presents several risks and challenges that investors need to consider:- Regulatory Risks: The regulatory environment in Vietnam can be complex and subject to change, and investors should be aware of potential legal and compliance risks, particularly in industries that require special permits or approvals.- Infrastructure: While the government has been investing in infrastructure, there are still challenges in areas such as transportation, logistics, and utilities, which could impact the operational efficiency and cost of doing business in Vietnam.- Corruption: Vietnam has been working to address corruption through legal reforms and enforcement, but it remains a concern for investors. Understanding and managing corruption risks is crucial for successful investment in Vietnam.6. ConclusionOverall, Vietnam offers a compelling investment case for foreign investors, with its rapidly growing economy, strategic location, and various investment incentives. However, investors need to carefully assess the risks and challenges associated with investing in Vietnam and develop a comprehensive strategy to navigate the country's complex business environment.With the right approach and a thorough understanding of the market, Vietnam presents significant potential for long-term investment success.。
欧美日智能网联汽车准入管理研究及启示
汽车文摘刘法旺李艳文李国俊李京泰张微(工业和信息化部装备工业发展中心,北京100846)【摘要】智能网联汽车是汽车产业转型升级的重要战略方向,良好的政策环境是其快速发展的关键保障。
本文以智能网联汽车准入管理为研究重点,首先对欧美日智能网联汽车准入管理政策、法规和标准进展进行研究,分析主要进展和发展趋势;在此基础上,进一步梳理提出智能网联汽车准入管理面临的自动驾驶安全、责任判定、软件升级、网络安全、标准支撑5项主要挑战;最后,针对挑战提出管理建议。
主题词:智能网联汽车准入管理软件升级网络安全中图分类号:U471.2文献标识码:ADOI:10.19822/ki.1671-6329.20210051Research and Thinking on Type Approval of Intelligent and Connected Vehicles in Europe,America and JapanLiu Fawang,Li Yanwen,Li Guojun,Li Jingtai,Zhang Wei(Equipment Industry Development Center,Ministry of Industry and Information Technology,Beijing 100846)【Abstract 】Intelligent and Connected Vehicle (ICV)is an important strategic direction for the transformation and upgrading of the automobile industry,and a good industrial policy environment is the key guarantee for rapid development.The paper focuses on type approval management of Intelligent and Connected Vehicle.Firstly,the paper studies the development of approval policies of Intelligent Connected Vehicle,regulations and standards in Europe,the United States and Japan,and analyzes main progress and development trend.On this basis,it further sorts out and puts forward five major challenges faced by Intelligent Connected Vehicle approval management,including autonomous driving safety,responsibility determination,software update,cybersecurity and standard.Finally,it puts forward managementrecommendations for challenges.Key words:ICV,Type Approval Management,Software Update,Cybersecurity【欢迎引用】刘法旺,李艳文,李国俊,等.欧美日智能网联汽车准入管理研究及启示[J].汽车文摘,2021(5):1-7.【Cite this paper 】Liu F,Li Y,Li G,et al.Research and Thinking on Type Approval of Intelligent Connected Vehicles in Europe,Amer⁃ica and Japan [J].Automotive Digest (Chinese),2021(5):1-7.欧美日智能网联汽车准入管理研究及启示缩略语ICV Intelligent and Connected Vehicle GRRF Working Party on Braking and Running GearITS/AD Intelligent Transportation Systems/Auto⁃mated DrivingGRVA Working Party on Automated/Autono⁃mous and Connected Vehicles ODD Operational Design Domain ODC Operational Design ConditionALKSAutomatic Line Keeping SystemDSSAD Data Storage System for Automated DrivingSOTIF Safety Of The Intended Functionality OTAOver –The-Air Technology 1前言汽车产业是我国国民经济的重要支柱产业,据国家统计局数据,2020年我国汽车制造业整体营收8.15万亿元,带来的税收、就业、零售额均占全国相应总量的10%以上[1-2]。
工程样件 OTS 概述
批量试生产
试制协议 质量保证协议 产品工程样件性能检查认可 采购认可 试制/批量的认可 计划认可 技术资料汇编 要求汇总书 责任汇总书 市场导入 管理信息系统 零批量 新零件质量提高计划
SOP
QSR APQP PPAP QSA MSA FMEA SPC 2TP ES
Start Of Production
定义:外购国产化零部件(工装样品/OTS)审批规程 目的:测试由中国当地供应商提供的零部件是否符 合原设计的工程要求,非用于检测零部件的原设 计。 范围:适用于所有提供在中国制造零部件的供应商。 程序: >样件定义>颂扬要求>工装样品(OTS)>认可程序 提交的文件包括: 1.群尺寸报告 2.材料报告 3.功能报告 如果之前的供应商没有开硬工装的能力的话,就 需要采购部门重新需找合适的供应商,然后该供 应商通过硬工装生产出一批(20到30件)零件由SQE 判定是否有资格获得OTS认证。 OTS状态的可能不好,但在客户使用后没问题的话 可以申请客户做工程变更,这个是我了解的最合 适的供应商申请变更的时期。如果拖到PPAP的话, 时间方面对配套厂会相当不利。如果想做的好的 话,附OTS报告可以提交的有: 1、LOP(List of Points)里面包括不良项目清单,改 进措施及计划等等 2、供应商变更申请(对于不关键不良项目) 有OTS要求的产品常常是汽车零部件。当然,其他 行业也再参考采用。有时OTS也指提供给客户的首 样件。OTS文件即工装样件的验证报告,其内容较 多,具体可向客户询问其所要的要求,也可参考 PPAP提交文件内容。
OTS
OFF TOOL SMAPLE
用批量生产的工模器具制造出的样件
PVS
TMA QSV BMG B- Freigabe D- Freigabe P- Freigabe TL LH/LAH ME MIS O-Seriuchs Serie
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2
High Concentration PV Technology
High-Efficiency, III-V Multi-Junction Cells
>2X Efficiency of Silicon PV Cells ~39% Efficiency in Production >42% Efficiency in the Lab Steep Trajectory for Efficiency Improvements in Upcoming Years Many New Cell Technologies Under Development
DNI
Lower LCOE at >6 DNI with Greater Future Potential vs. cSi & Thin Film
Flexible Deployment Options
Scalable from 1 MW Commercial/Industrial to 20MW+ Utility Scale Plants Lower Fixed Capital Costs Sized to Demand Technology Expandable with Growing Demand High Energy Yield Distributed Gen near Use Points
8 4 5 6 7 8 9 10
Levelized Cost of Energy (includes all costs over lifetime of the project including initial investment, operations and maintenance, consumables and capital).
Monthly Energy Output in Year 1
350 300 254
Energy Output (MWh)
262 224 230 221 198 181 166
250 200 164 150 100 50 0
January February March
235 191 154
April
32
Price-Based 2011 LCOE (c/kWh)
SolFocus - 2 axis tracked
28
SunPower - 1 axis tracked First Solar C-Si CSP
24
20
16
(1) LCOE:
12
Sources: Industry reported data through 2010, projections through 2012
1,200
PEAK DEMAND
Power Output (kW)
900 600 300 0 4:00
SolFocus-CPV Typical C-Si-Fixed Tilt Typical Thin Film-Fixed Tilt Typical C-Si One-Axis Tracking PV
19
Alice Springs Airport, Australia
Alice
Springs, Australia: 7.2 DNI Competitive RFP
Beat best-in-class thin film and best in class SiPV Selected based on “price and iconic technology”
Annual Energy Output for 25 Years
3,000 2,500
Energy Output (MWh)
2,479
2,395
2,295
2,199
2,107
2,019
2,000
1,500
1,000
500
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
20+MW Utility Plants
1+ MW Industrial/Commercial
Fast and Flexible Deployment
Time to operation
CSP
1st grid connection
permitting construction
CPV
expansion
CPV: 850 W/m2 DNI, 20 deg C ambient Different Rating Methods Require Adjustments Across Different Technologies
Modeling Challenges
Third Party Modeling Tools not Well Supported for CPV Dependence on “In-house” Models
months
11
Environmentally Advantaged
No Permanent Shadowing Minimal Impact to Land Dual Land Usage Flexible Layout Sites Best Cradle-to-Cradle Footprint No Water Usage for Electricity Generation
NA
Solaria
CMT-190
NA
Solaria
Solaria 210
NA
Solaria
Solaria 220
220W Low Concentrating Monocrystalline PV Module
NA
Solaria
Solaria 230
230W Low Concentrating Monocrystalline PV Module
3
High Concentration PV Technology
High-Efficiency, III-V Multi-Junction Cells
Concentrating Optical System
Reflective - Mirror Refractive - Lens
Two Basic Approaches: Reflective or Refractive Optical Systems Optics Collect Large Area of Sunlight Focus Sunlight on Small Area of PV Cell High Concentration: ~500-1000+
NA
SolFocus SolFocus
SF-1000P SF-1100P
210W Concentrator PV Module 300W Concentrator PV Module
NA NA
18
Case Studies:
- Evidence of Commercialization - Validation of Value Proposition
4
High Concentration PV Technology
High-Efficiency, III-V Multi-Junction Cells Concentrating Optical System Dual Axis Trackers
Incorporate Dual-Axis Tracking Systems Track Sun Sunrise to Sunset Best Match to Peak Demand
Compelling Cost Advantage
CPV has a competitive LCOE(1) in its target market (>6 DNI)
• Higher consistent energy production • Increasing system efficiency • Decreasing manufacturing costs
Photovoltaic Skylight 10,300W High Concentration Photovoltaic Module
Notes
NA
Amonix Inc
7000 Mega Module
NA
Concentrix Solar
CX-75-III
75 Watt Concentrator PV Module 190W Low-Concentrating Polycrystalline PV Module 210W Low Concentrating Monocrystalline PV Module
Source: NREL Report 11/09
Key Milestone of Commercialization 3:
Validated Reliability, Certifications
Manufacturer
Atlantis Energy
Model
ATL 120/125W
Technology
CPV Industry Overview
Nancy Hartsoch
Presented by
Chairman, CPV Consortium VP Marketing and Sales, SolFocus
Discussion Topics
Technology Snapshot CPV Value Proposition Challenges for CPV in Going to Scale The State of Commercialization More Case Studies A Rapidly Growing Market