数控车技能比赛训练图纸.(优选)
数控车工高级工练习图纸
数控车工高级工练习图纸9.1数控车削(高级)技能实训示例练习一一、实训目的(1) 能根据零件图的要求,合理编制加工程序。
(2) 保证零件的加工精度及表面粗糙度。
(3) 培养学生综合应用的思考能力。
二、加工操作步骤参见GJLX一01图,加工该零件时一般先加工零件左端,然后调头加工零件右端。
加工零件左端时,编程零点设置在零件左端面的轴心线上。
加工零件右端时,编程零点设置在零件右端面的轴心线上。
1( 零件左端加工步骤(1) 夹零件毛坯,伸出卡盘长度50mm。
(2) 钻孔(Φ20 X 29mm)。
(3) 车端面。
(4) 粗、精加工零件左端轮廓至尺寸要求。
(5) 粗加工内孔。
(6) 精加工内孔至尺寸要求。
(7) 回参考点,程序结束。
2( 零件右端面加工步骤(1) 夹Φ40外圆。
(2) 车端面保证零件总长。
(3) 粗加工零件右端轮廓。
(4) 精加工零件右端轮廓至尺寸要求。
(5) 切槽5 X 1.5至尺寸要求。
(6) 粗、精加工螺纹至尺寸要求。
(7) 回换刀点,程序结束。
三、注意事项(1) 工作需调头加工,注意工件的装夹部位和程序零点设置的位置。
(2) 合理选择刀具、切削用量,提高零件加工质量。
(3) 注意圆弧坐标点的计算。
五、加工参考程序O0001 (零件左端) N05T0101 M03 S600 G0 X100 Z100 (主轴正转、换1号刀) N10 G0X52 Z0N15 G1 X-1 F0.2 (车端面) N20 G0X100 Z100N25 T0505N30 G0 X19 Z2 (循环起点)N40 G71 P45 Q80 N35 G71 U1 R1 (U-0.5 W0.1 F0.3 N45 G0 X32 N50 G1 Z0 F0.1 N55 X30 Z-1 N60 Z-9 N65 X26 Z-16 N70 Z-24N75 X20N80 Z-29N85 G0 X100 Z100 (返回换刀点) N90M05N95 M00 (暂停、测量、补偿)N100 M03 S1000 T0505N105 G0 X19 Z2N110 G70 P45 Q80( (返回换刀点) N120 M05N125 M00 N130 M03 S600 T0202N135 G0 X52 Z2 N140 G71 U1 R1N145 G71 P150 Q180 U0.5 W0.1 F0.3 N150 G0 X37 N155 G1 Z0 F0.1 N160 X40 Z-1.5 N165 Z-24 N170 X46 N175 X48 Z-25 N180 Z-40N185 G0 X100 Z100 N190 M05 N195 M00N200 M03 S1000 T0202 N205 G0 X52 Z2N210 G70 P150 Q180 N215 G0 X100 Z100N220 M05 N225 M30;调头加工O0002 N05 T0101 M03 S600 G0 X100 Z100 N10 G0 X52 Z0 N15 G1 X-1 F0.2 N20 G0 X100 Z100N25 T0202 N30 G0 X52 Z2N35 G73 U10 R15 N40 G73 P45 Q110 U0.5 W0.1 F0.3 N45 G0 X21 N50 G1 Z0 F0.12号刀车外圆) (循环起点)(外圆精加工循环) (返回换刀点)(程序结束、机床复位) (零件右端)(主轴正转、换1号刀) (循环起点) (车端面)(换2号刀) (循环起点)(外圆轮廓粗加工循环) (换 (外圆粗加工循环)N55 X23.8 Z-1.5 N60 Z-25 N65 X24 N70 Z-30N75 G2 X28 Z-44 R10 N80 G1 Z-52N85 X30 N90 G3 X40 Z-57 R5N95 G1 Z-64 N100 X46N105 X48 Z-65N110 G0 U5N115 X100 Z100 N120 T0303 S400 N125 G0 X25 Z-25 N130 G1 X21 F0.15 N135 G0 X25 N140 Z-24 N145 G1 X21 F0.15 N150 Z-25 N155 G0 X100 N160 Z100N165 M05N170 M00 N175 M03 S1000T0202N180 G0 X52 Z2N185 G70 P45 Q110 N190 G0 X100 Z100N195 T0404 S700 N200 G0 X26 Z2 N205 G92 X23 Z-22 F1.5 N210 X22.725 N215 X22.425N220 X22.125 N225 G0 X100Z100; N230 M05N235 M30;4号刀)(返回换刀点) (返回换刀点) (切槽) (暂停、测量、补偿) (外圆轮廓精加工循环) (换 (循环起点) (螺纹切削固定循环)(程序结束、机床复位)练习一零件图练习二一、实训目的能根据零件图的要求,合理编制加工程序。
数控车工技师高级技师实操图纸一
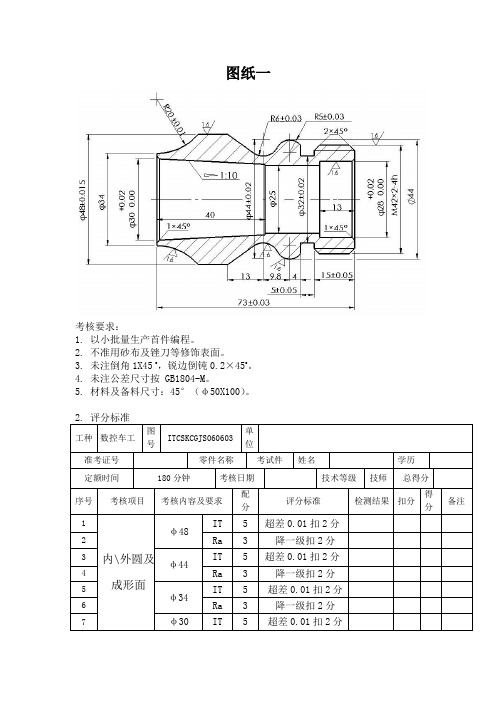
图纸一考核要求:1. 以小批量生产首件编程。
2. 不准用砂布及锉刀等修饰表面。
3. 未注倒角1X45 o,锐边倒钝0.2×45o。
4. 未注公差尺寸按 GB1804-M。
5. 材料及备料尺寸:45°(φ50X100)。
工种数控车工图号ITCSKCGJS060603单位准考证号零件名称考试件姓名学历定额时间180分钟考核日期技术等级技师总得分序号考核项目考核内容及要求配分评分标准检测结果扣分得分备注1内\外圆及成形面φ48IT 5 超差0.01扣2分2 Ra3 降一级扣2分3φ44 IT 5 超差0.01扣2分4 Ra 3 降一级扣2分5φ34 IT 5 超差0.01扣2分6 Ra 3 降一级扣2分7 φ30IT 5 超差0.01扣2分3、技能练习题一毛坯图(材质:45号钢)4、工、量具清单刀具清单量具清单5、参考工艺⑴.设坐标原点。
⑵.钻孔为φ22,调用镗孔刀,用G71、G70指令粗、精车出1:10锥度、φ25内孔,并控制尺寸精度。
⑶.调用外圆尖刀,用G73、G70指令粗、精车出R40、R6、R5圆弧面、φ48外圆、锥度,并控制尺寸精度。
⑷.返回原点,换回粗车外圆车刀,消除刀补。
⑸.掉头,用变径套φ48夹住φ48外圆车另一头并控制工件总长。
⑹.设坐标原点。
⑺.钻孔为φ25,调用镗孔刀,用G71、G70指令粗、精车出φ28内孔、倒角,并控制尺寸精度。
⑻.调用外圆尖刀,用G71、G70指令粗、精车出螺纹表面,并控制尺寸精度。
⑼.调用切槽刀,用单段指令,把φ32槽车出后,倒角。
⑽.调用螺纹车刀,利用G76指令,将M42的螺纹车出。
⑾.返回原点,换回粗车外圆车刀,消除刀补。
⑿.结束程序。
6、注意事项⑴.一切操作必须听从工作人员的统一指挥。
⑵.按规定穿工作服,并准备规定的防护用具。
⑶.保证自备的仪器、工、量具齐备良好。
⑷.严格按照操作规程和安全规程操作。
⑸.发生事故时,要沉着、积极配合工作人员处理。
技校用数控车床练习系列图纸.
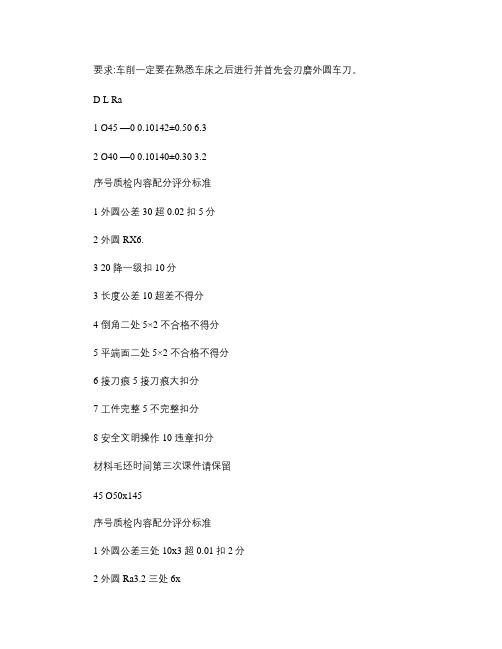
要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0.50 6.32 Ø40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留45 Ø50x145序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多台阶车削(三序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶练习(四序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。