气流干燥论文:中密度板纤维干燥系统与PLC控制系统设计
干燥机组进出阀PLC控制系统的设计与实现

20 0 2年Leabharlann 6月 A NVI ND E RON N A RO E , O ME T L P T CI N 1
Jn 2 o u. o2
干 燥 机 组 进 出 阀 P C控 制 系 统 的 L 设 计 与实 现
施 教 芳 , 王 俭
( I 州 3 艺 美 术 职 业 技 术 学 院 , 苏 苏 州 2 5 0 ;. 州 科 技 学 院 电 子 系 , 苏 苏 州 2 5 1 ) 1 苏 - 江 10 8 2苏 江 1 0 1
1 工 艺 简 介 及 主 要 控 制 要 求
干 燥 机 组 及 其 进 出 阀 门 与包 装 线 和 切 粒 机 组 的 工 艺 如 图 1 示 。 由 4台切 粒 机 送 来 的 带 所
水 切 片 先 通 过 阀 f -XV1 0 - 0 4、 V2 0 - V2 0 j O 1 1 0 X 0 1 X 0 4进 入 6台 干 燥 机 ( 4 为 常 用 、 *6 为 备 1 ~ 5- 用 ) 行 烘 干 , 干 燥 的 切 片 再 通 过 阀 门 X o 1 X 0 6进 入 4条 包 装 线 打 包 , 送 水 则 通 进 已 V3 o ~ V3 0 输 过 阀 门 X 0 5 10 、 2 0 / 0 6经 中间 水 箱 继 续 循 环 。 V1 0 / 0 6 XV 0 5 2 0 干燥 机组 的 控 制 由可 编 程 控 制 器 欧姆 龙 C 0 H 独立 完 成 ; 装 装 置 的控 制 由 可 编 程 控 制 20 包 器 西 门 子 S — 1 U 独 立 完 成 ;切 粒 机 组 的控 制 由集 散 控 制 系 统 霍 尼 韦 尔 T C 一 0 0独 立 完 5 15 D S 30
统 中嵌 入 硬 件 和 软 件 、 量 利 用 备 件 、 人 — — 控 制 系 统 监 控 界 面 的 设 计 中 采 用 一 些 替 代 方 案 等 。 尽 在
基于PLC的空气压缩干燥系统设计
低 、功能齐全 、使用 寿命长 、消耗能源少 、使 FX2N一16MR一00 (继 电 器 型 )。
4个薄 膜阀均为 两位 阀 (气动 切断 阀),通 过
用维护方便 、运 行可靠 等。
本课 题 中 的 PLC选 用继 电 器输 出模块 , 电磁阀失电时工作。这种结构的干燥 塔具有噪
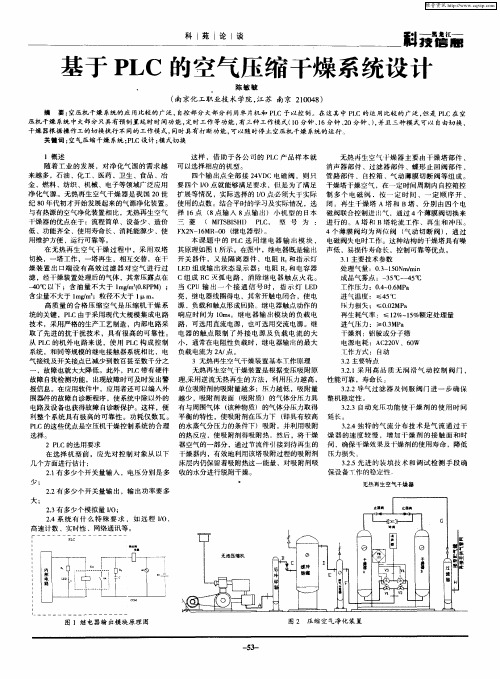
在无热 再生 空气干燥 过程 中 ,采 用双塔 其原理如图 l所示。在图中 ,继 电器既是输 出 声低 ,易损件寿命长 ,控制可靠等优点 。
利整个 系统 具有极高 的可靠性 。功耗 仅数瓦 。 平衡的特性 ,使吸附剂在压力下 (即具 有较高 延 长 。
净 化气 源 。无热 再生空气干燥 器是我 国 2O世 扩 展等情况 ,实际选择的 I/O点必 须大于实际 制 多 个 电 磁 阀 .按 一 定 时 间 、一 定 顺 序 开 、
纪 8O年代初 才开始发展起来的气源净化装置 。 使用的点数 。结合平 时的学 习及实 际情况 ,选 闭 。再 生干燥塔 A塔 和 B塔 ,分 别由 四个 电
来越多 ,石油 、化工 、医药 、卫生 、食品 、冶
四个输 出点 全部接 24VDC电磁 阀,则只 管路部件 、自控箱 、气 动薄膜切断 阀等组成 。
金 、燃料 、纺织 、机械 、电子等领域广泛应用 要 四个 I/O点就能够满足要求 ,但 是为 了满足 干燥 塔干燥 空气 ,在一 定时间周期 内 自控 箱控
再 生耗气率 :≤1 2%~15%额定处理量 进 气 压 力 : >10.3MPa
取 了先进的抗 干扰 技术 ,具有很 高的可靠性 。 电器 的触 点 限制 了外接 电源及 负载 电流 的大 从 PLC的机外 电路 来说 ,使 用 PLC构成 控制 小,通 常在 电阻性负载时 ,继 电器输出的最大
毕业设计(论文)-基于plc的中密度纤维板生产线监控系统设计[管理资料]
![毕业设计(论文)-基于plc的中密度纤维板生产线监控系统设计[管理资料]](https://img.taocdn.com/s3/m/0716601ef8c75fbfc77db2ff.png)
摘要中密度纤维板是目前市场上主要的建材及装饰材料。
目前我国共有100多条中密度纤维板生产线,但是普遍自动化水平不高,与国外同类生产线相比,无论从质量上还是效率上都存在很大的差距。
本文的研究就是致力于提高国产中密度纤维板生产线的自动化水平和生产效率,提高中密度纤维板的质量。
首先,结合实际对MDF生产线的自动控制系统进行程序设计。
并提供了大部分的梯形图。
以生产率为目标,对生产线的热压工段装板机装板程序进行了改进。
实际的应用表明,这种改进大大提高了生产线的生产效率。
在本研究中,首次将模糊控制理论应用于国内中密度纤维板生产线热压机的压力控制,为改善纤维板的质量进行了尝试。
设计了模糊控制器和模糊控制软件,系统结果表明对热压机的压力进行良好的控制,跟原有的开关量控制相比,开关量控制的压力是等幅振荡过程,具有较大的最大动偏差。
而模糊控制系统是较理想的衰减过程,能够把被控参数调节在设定值周围,参数的波动小,控制的品质好,具有良好的适应性。
论文通过剖析PLC面向生产的编程、控制、和通讯特点,运用实时系统的开发技术、面向对象的设计策略、直接操纵的界面风格,全面考虑到平台设计的可重用,胜、可扩展性的要求,注意突出人在应用系统中的地位和作用,提出了多台PLC实时监控软件平台的信息控制模式。
利用现代计算机编程新技术一面向对象技术,采用Microsoft公司的开发工具Visual C++,提出了基于Visual C++,利用通信控件Microsoft Communication Control ,根据OMRON C200H PLC的专用通信协议,以OMRON C200H PLC 为下位机,完成了中密度纤维板生产线监控系统的结构和程序模块设计。
文中还论述了多台PLC控制器与上位机之间实时通讯的机制及设计策略,多任务协调,消息的分组传递方式,系统前后台设计的相对独立性及协同工作的信息机制。
根据实际中的应用,自动控制系统的设计是稳定的。
PLC控制系统在工业仪表风干燥器的应用

2 . 1 . 1仪表风干燥系统的自动控制需要的软器件 有1 个定 时器 、 7 个计 数器 。 T 5 5 o l 殳 定1 分钟产 生 1 个脉冲 , C 4 6 1 设定 1 小 时计
如 果仪 表 风干 燥供 气压 力低 于 0 . 6 5 MP a 时压 力开 关动 作 , 使 得 电磁 阀带 电, 连锁 阀膜 头放空 。 阀一开 , 干 燥气被 切 除的 同时发 出连锁 动作 报警 。 相 应 的
指示 灯亮 , 报 告工 作人 员立 刻 采取行 动 , 进 行处 理 。
[ 关键 词] 仪 表 干燥 器 仪表 风 P L C 中 图分类 号 : T P2 7 3 . 5 文 献标 识码 : A
文章编 号 : 1 0 0 9 — 9 1 4 X( 2 0 1 4 ) 0 7 — 0 2 8 7 — 0 1
1 . 仪表风 干 燥器 的工 作原 理 仪 表风 干燥器 系统 的工 艺流程 如 图l 所示 。 仪 表风主 要来 自空气 压缩 机 的
编 号如 表 1 所示。
快速运动增强了干燥剂的脱附作用, 这时从左塔工作内干燥后的仪表风经过干 燥器总 出 I S I , 一 部分仪 表 风经过V1 阀3 ~2 端进入 右塔 , 这 就是 我们说 的来 自仪 表干燥 器 总 出 口的反 吹风 作用 , 把 右塔 干燥剂 分子 上 的水分 带走 了。 反吹风 经 过V 2 阀 的6 ~7 端被 排到 空气 中。 这样 吸 附在 干燥剂 分 子上 的微量 水分 就被 脱 附掉 了 , 这就 达到 了再生 的 目的 。 干燥 剂 的再生最 佳 温度为 1 2 5 " C, 再 生 的温度
基于PLC的粮食烘干机系统设计与实现论文
沈阳理工大学应用技术学院题目:基于PLC的粮食烘干机系统设计与实现院系:专业:班级学号:学生姓名:指导教师:成绩:年月日摘要目前,粮食烘干技术在粮食的储存过程中起着至关重要的作用。
由于人工晾晒存在各种人为因素和天气因素的限制,且存在效率低下,烘干效果不达标等问题。
因此,本文介绍了一种基于PLC控制技术,以欧姆龙CPM2A可编程控制器为控制核心,对粮食烘干机的自动控制,即进粮、循环烘干、自动调温、合格粮食出粮的自动控制。
实现粮食的全过程自动烘干。
本文主要有硬件设计部分,软件设计部分,主程序模块,燃烧炉模块等几部分组成。
软件设计在CX-P编程软件上以梯形图编写,主要通过步进控制指令来完成对粮食烘干机各个子过程的控制。
并通过组态王软件模拟了粮食烘干机的自动控制过程。
关键词:PLC;粮食烘干机;自动控制AbstractAt present,grain drying technology plays a vital role in the food storage process. Presence of a variety of human factors and weather factors limit due to the artificial drying, and there is the problem of inefficiency, the drying effect of non-compliance.Therefore, this article describes a PLC-based control technology, Omron CPM2A Programmable controller to control the core grain dryer automatic control, that is, into the grain circulation drying thermostat qualified food Payroll automaticallycontrol. The whole process of achieving food drying.In this paper, a few parts of the hardware design, software design, the main program module, and the burner module.The software is designed to ladder programming software CX-P prepared, mainly through the stepper control instructions to complete control of the various sub-processes of the grain dryer. Kingview software simulation, automatic control of grain drying process.Key words: PLC;grain dryer;automatically control目录绪论 01 系统的主要硬件选择 (1)1.1 控制系统选择 (1)1.1.1 欧姆龙PLC的介绍 (1)1.1.2 PLC的产生与发展 (1)1.1.3 PLC的特点 (2)1.2 粮食烘干机的选择 (3)1.2.1 概述 (3)1.2.2 粮食烘干技术 (4)1.2.3 粮食烘干机的组成 (5)2 自动控制系统设计 (7)2.1 粮食烘干工艺流程 (7)2.2 系统硬件设备 (7)2.2.1 PLC的基本组成 (7)2.2.2 系统机型的选择与配置 (9)2.2.3 定义号的分配 (9)2.3 系统的软件设计 (10)2.3.1 程序框图 (10)2.3.2 梯形图设计 (12)2.3.3 部分语句说明 (14)2 系统的组态模拟 (17)3.1 模拟软件 (17)3.1.1 组态王软件介绍 (17)3.1.2 组态王软件特点 (17)3.1.3 组态王软件的命令语言 (18)3.2 利用组态王软件模拟系统 (18)3.2.1 粮食烘干机过程模拟 (18)3.2.2 燃烧室供油控制过程模拟 (25)结论 (26)致谢 .......................................................................... 错误!未定义书签。
基于PLC烘丝机控制系统的设计()

江苏科技大学毕业论文(设计)学院:电子信息学院专业:电气工程及其自动化课题:基于PLC烘丝机控制系统的设计学号:姓名:江华指导教师:许运飞职称:年月日基于PLC烘丝机控制系统的设计摘要烘丝机是卷烟厂制丝车间生产线中的重要设备,其主要功能是确保烘丝机出口烟丝达到符合卷烟工艺要求的含水率,提高烟丝的成丝率和填充值,改变烟丝的物理性能,使烟香味变得醇和。
为了保证烟丝出口水分达到设定值的允差波动范围内,运用了计算机技术,采用新型高性能的西门子S7-200系列PLC自动化控制系统,使烘丝机的各项性能指标达到工艺要求。
关键词:烘丝机;自动化控制系统;西门子PLCBased on PLC drying machine control system designAbstractDrying machine is a cigarette factory production line silk shop in the important equipment, its main function is to ensure that the export of tobacco drying silk machine to meet our technical requirements of the moisture content of cigarettes to enhance the rate of tobacco-forming wire and fill values, to change the physical properties of tobacco, to become alcohol and tobacco flavor. In order to ensure water reaches the set value of tobacco exports within the fluctuation range of the tolerance, these of computer technology, using new high-performance Siemens S7-200 series PLC automatic control system, so that the drying wire machine performance to process requirements.Key words: Tobacco Machine; Automation Control System; Siemens PLC目录I引言 (4)II 绪论 (5)2.1论文研究的目的与意义 (5)2.2系统设计功能 (5)III 系统分析 (7)IV 系统的硬件设计与实现 (8)4.1 烘丝机的简单工作过程 (8)4.2 烘丝机控制系统硬件设计 (9)4.3 PLC主机的选用及概述 (11)4.4 模拟量输入/输出扩展模块的选用及概述 (12)4.5 模拟量D/A扩展模块的选用及概述 (12)4.6其他各部分功能概述 (13)V 系统的软件设计与实现 (17)5.1烘丝机控制系统软件设计 (17)5.2主程序流程图 (18)5.3程序设计 (22)VI 结论 (29)参考文献 (30)致谢 (31)PLC技术随着计算机和微电子技术的发展而迅速发展,由最初的一位机发展到8位机。
中密度纤维板干燥机的智能控制系统研究
许戴铭 ( 苏 州 工 业 职 业 技 术 学 院
摘要 : 文 章介 绍 了一种 基于 单 片机 的中 密度 纤维 板 干 燥 机 的智 能 P l C l 6 C 7控 制 系统 设计 方案 , 阐述 了控 制 系统 的工 作 过 程和 原 理 , 通 过模 糊 控 系 , 去 除 了不常 用 的指令 , 比起其 他 单 片机来 , P I C 这个 系 制 算 法 实 现 了 对干 燥 机 参数 的 自动 调 整 ,有 效 保 证 了干燥 品质 并 降 列单 片机 运行 速度 较 快。 P I C 1 6 C 7 3单 片机还 自带 5路 8
低 了能 耗 。
位A / D 转换 通 道 。 D 转换 器 采 用 逐 次逼 近 法进 行 D 转换 , 足 够满 足 系统采 集 干燥 机 各 处温度 与含 水量 的检 测 0 引言 需求。 近 年来 , 伴 随着 房地 产 业 的持 续 火 热 , 建 筑 装饰 以及 2 . 2 数据 采集 系统 的数据 采集 是 由温 度传 感器 、 水 家具行 业 对木材 的需求量 增长 强劲 , 中密度 纤维板 以其 低 分传 感器 分别 采集热 空气 温度和 纤维 的含水 温度传 感 廉 的价 格 、 不 易变形 的优 点也 得到 了广 泛应 用。 中 密度纤 器 选用 D S 1 8 B 2 0 , 其检 测范 围在 一 5 5一+1 2 5 ℃ 之间 , 精 度 维 板 主 要是 以木材 加 工过 程 中 的剩 余 边 角废 料 以 及其 他 较高 , 对 比传 统 采 用 的热 敏 电阻更加 耐 磨 耐碰 , 而 且 可 以 植 物纤 维 为原 料 , 共 要经 过 打碎 、 纤维 分 离 、 干燥 、 添 加 胶 直接读 出被 测量 的温度值 。 水 分传 感器则 选用 德 国阿尔 邦 粘 剂、 热压 等 几个 操作 环 节 制 成 , 其 中干燥 是 生 产 环节 中 公司 生产 的 F H A 6 9 6 MF传感 器。 数据 检测 按 照设定 时 间 最 为关键 的工 序之 一 , 木质纤 维 的干燥 程度 直接 影 响到最 定时 采样 , 采 样数据 经 D转换 后送控 制 系统并 同时在 显 终成 品 的质 量。 为此 , 本文 针对 现有 的 中密度 纤维板 生 产 示屏 上显示 。 线所 使 用干燥 机设计 了一套 基于 单 片机 的智 能控制 系统 , 2 . 3 l / O 模块 及 报警模 块 设定 采 用按键 输入 , 键 盘 选 用 以实现 对 纤维 干燥 过 程 的 自动 控制 , 改 变传统 干燥 技术 用3 3的扫描键 盘 , 可 以输 入设定 干燥 机温 度 等参 数。 显 能量利用 率低 的 问题 , 降低 干燥 成本 , 提高经济 效 益。 示模 块 用 于显 示 纤维 在 干燥 过 程 中 的温 度 与含 水 率 的设 1 中密度 纤维板 干燥机 及控 制 系统 工 作原理 定 值 以 及 实 际 测 得 的 数 值 ,显 示 模 块 选 用 普 通 的 纤维 的 干燥过 程 主要采 用气 流 干燥 方式。 工作 时 , 首 MS 1 2 8 6 4 R液 晶屏 。报警 电路设计 较 为简单 , 当干燥 机 温 先 由上 道工 序将 木材 边角 料等原 材 料磨 成湿 纤维 , 通过 进 度 出现过 高时 通过一 个蜂 鸣器和 发光 二极 管发 出警告。 料 管 进入 干燥 机 , 与 干燥 的热 空 气 混合 , 由热 空 气将 湿 纤 2 . 4 执行模 块 单片机 通过 D A C O 8 3 2输 出模 拟信 号 , 维 中 的水 分 蒸发 带走 , 干燥 好 的纤维 通过 干燥 管 末端 的干 由 日本 三 垦 S AMC O— i 变 频器根 据模 拟信 号 变频输 出 , 控 燥旋 风 分离 器 出 口送 出至 干纤 维料 仓 , 热 气流 则通 过 分离 制鼓 风 机 的转速 , 控制 并 改变通 过加 热器 的热 空气 的风量 器 顶部排 出。 和 风速 。 设计 方案 中在 干燥 管 进 口与 出 口处 分别 各 安 装温 度 3 控制 系统软 件设 计 传 感器 采集 热 空气 的温度 , 在 进料 口与 出料 口处安装 水 分 3 . 1 控制 系统 设计 思 路 系统软 件 首 先是 对单 片 机 的 传感器 , 检测 纤 维 的水 分含 量 , 并将 信 息 经 A / D转 换 为 电 初始化 , 输 入 设定 参 数 , 然后 开 始 对各 个 测量 通 道 进 行扫 信 号送 至控 制 系统 , 并 同时 显示在 显示 屏上 。根据 实践证 描, 将 温度 或水 分传 感器 检测 到 的模 拟信 号送 入 A / D转换 明, 影响纤 维 干燥效 果 的主要 取决 于 干燥 管入 口处热 气流 器 进行 模 / 数 转换 ,转换 为数 字信 号 后送 入控 制 系统 , 同 的温 度值和 气流速 度 。 温度 高低会 直接 影 Ⅱ 向 到干燥 的品质 时把检 测 到 的数 据 送显 示模块 , 显 示 当前干 燥机 实 际温 度 和时间, 温 度如 果较 高 , 固然 能够 缩短 干燥 时 间 , 但也 会导 与纤 维含 水率 的 实时数据 , 并显 示相 关 的设定值 。控 制 系 致纤 维 中添 加 的脲醛树 脂胶 提前 凝 固 , 严 重影 响产 品 的质 统调 用数据 处理 程 序 , 将 检 测到 的入 口热 空气 温度 的信号 量。 控制 系统 为此设 置 了温 度 的报警 电路。 值送模 糊 控制器 处理 , 干燥 用 的热 空气 由室外 空气 经加 热器 加热 , 由鼓 风机 与 设定值 进行 比较 , 根 送入 干燥机 。改变鼓 风机 的转速 可调 节进入 干燥 管的热 风 据 结 果 进 行 相 应 模 糊 风量 与 速度 。本 设计 中 的控 制 系统 主要采 用 了模糊 算 法 , 处理 , 并 将 处理 结 果经 通过 控制 鼓 风机 风量 ,来调 整 干燥 管 内温度 与气流 速 度 , D / A 转 换 为 模 拟 量 输 保 证纤维 干燥 的品质 与干燥 效率 。 出, 控制 变频 器及 继 电 2控 制 系统硬件 设计 器 驱 动 鼓 风 机 等 执 行 本 次设计 的控制 系统 采 用 P l C l 6 C 7 2单片 机 为核 心 , 机 构 的动作 , 改 变热 风 由数据 采样 模块 、 输入 / 输 出模 块 、 报警 电路、 执 行 动作 模 风量 , 从 而调 整 干燥 机 块 等几部 分构 成。 的 温度 与 气 流 速 度 满 燥 干 — 信 号 采 样 卜 一 信 号 处 理 { - _ - . 堕 — L E D 显 示 足干燥 机 的控制 需 求。 片 ( 见 图 2) 机 — 执 行 机 构 卜 一 D / A 转 换 ~ 机 . . . l 键 盘 输 入 3 . 2 模 糊 控 制 算 图 1 系统 组 成 框 图 法 设计 中密度 板 纤维 2 . 1单 片 机 选 型 系 统 选 用 Mi c r o c h i p 公 司 生 产 的 在整 个干 燥过 程 中 , 受 图 2 主程序流程图
中密度板压制机控制系统的设计

Y毕业设计说明书设计题目:中密度板压制机控制系统的设计学生姓名:学号:专业班级:学部:指导教师:本设计包含说明书及控制线路图等资料,2012年05月24日摘要中密度纤维板(英文名:Medium Density Fiberboard,缩写为MDF,简称中纤板)。
中密度纤维板是利用有限木材资源的枝丫材、小径材、速生材的间伐材以及竹材和其他植物原料制成的人造板材,木材综合利用率高,符合我国林业发展政策,有利于我国林业可持续发展战略的实施。
中密度板生产线分为三种,第一类滚筒式压机,第二类多层压机,第三类连续平压机。
现在新生产线多为连续平压机,老生产线为多层压机,滚筒式压机为80年代前美国发明。
在现在所使用的多层压机和连续平压机普遍为应用PLC控制各种控制电机来实线对整个系统的控制调整,来对产生成品和控制产品品质。
电机控制中对其有星三角控制,正反转控制等。
整个系统中,应用欧姆龙的C200HE型PLC和三菱公司的变频器和制动。
在此主要是生产线中的铺装和冷却系统。
铺装和冷却系统都加入了自己的设计思路,在以往的基础上改进了功能,使产品的生产速度和质量有很大的提高。
关键字:中密度纤维板;欧姆龙的C200HE型PLC;电机;铺装和冷却系统AbstractMedium Density Fiberboard,MDF, referred to as MDF board.Medium density fiberboard is the use of limited timber resources, wood branches, small diameter timber, fast-growing wood thinned wood and artificial plates made of bamboo and other plant materials, wood utilization rate, in line with China's forestry development policies conducive to sustainable forestry in China development of implementation of the strategy. MDF production line is divided into three, the first roller press, the second class of multi-daylight press, the third category of continuous flat presses. The new production line for continuous flat presses, the old production lines for multilayer presses, roller presses the United States invented in the 1980s. PLC control various control motors to control the adjustment of the solid line on the entire system, now use multi-daylight presses and continuous flat presses in general to produce the finished product and control product quality. Motor control their star delta control, positive control. The whole system, the application Omron C200HE type PLC and Mitsubishi inverter and braking. This is the main production line of the pavement and cooling systems. Pavement and cooling systems have joined of their own design ideas, in the past on the basis of improved production speed and quality has greatly improved.Keyword:density fiberboard; the Omron C200HE PLC; motor; pavement and cooling systems目录毕业设计说明书 (2)设计题目:中密度板压制机控制系统的设计 (2)学生姓名: (2)学号: (2)2012年05月24日 (2)摘要 (2)Abstract (3)目录 (4)。
基于PLC的自动加料干燥控制系统设计
基于PLC的自动加料干燥控制系统设计摘要本文以PLC为控制核心,辅以必要的外围电路,设计了一个基于PLC的自动加料干燥控制系统。
本控制系统由罗茨风机、加料机、料位检测装置、限位器和PLC控制器等组成。
本控制系统完成了原材料自动称量配合,并对配好的原材料进行干燥除湿除尘的特殊处理,最后将特殊处理过的原材料进行抽真空搅拌均匀。
能完成自动加料,干燥功能,具有操作简单、加料均匀、自动化程度高等优点,不但大大提高了工作效率,而且降低了生产了成本,具有很好的推广价值。
关键词:PLC;罗茨风机;加料机;料位检测AbstractThis PLC for control of the core,complemented by the necessary peripheral circuits,design of a PLC-based automatic feeding control system of drying.The control system consists of a wind machine, feeder, material level detection unit,restrainers,and PLC controller and other components.This completes the automatic weighing of raw materials combined with the control system,and equip the special processing of raw material drying and dehumidification of dust removal, finally will have special drying of raw materials for vacuum plete automatic feeding,drying function, simple operation,feeding even,high degree of automation,greatly improve the efficiency and reduce production costs,with a very good promotional value.Keywords: PLC;Roots blower;Charger ;Material level measuring目录第一章前言 (16)1.1课题来源及背景 (16)1.2 PLC可编程控制器的发展及应用 (16)1.3 自动加料机控制系统工作原理及技术要求 (19)第二章电气元件的选型 (20)2.1 PLC的选型 (20)2.2 物位传感器的选型 (21)2.2.1 电容式物位传感器 (22)2.2.2 阻力式料位传感器 (22)2.3 称重传感器的选型 (24)2.4 电磁阀的选型 (27)2.5 接近开关的选型 (30)2.6 继电器的选型 (32)2.7元器件清单 (34)第三章系统软件设计 (35)3.1系统程序结构设计 (35)3.2 系统的流程框图 (36)第四章触摸屏设计 (38)第五章系统调试 (43)第六章总结 (45)致谢 (46)第一章前言1.1课题来源及背景在现代科学技术的许多领域中,自动控制技术起着越来越重要的作用,并且,随着生产和科学技术的发展,自动化水平也越来越高。
气流式干燥设备控制系统

过程控制课程设计学院:电子信息工程学院设计内容:气流式干燥设备控制系统班级:07级自动化(本)3班姓名:范东晖学号:200710311303设计时间;2010-6-10目录1. 概述1.1 设计目的1.2 气流式干燥设备生产的意义2.气流式干燥设备生产过程介绍2.1 国内外现状2.2 生产过程3. 气流式干燥设备生产设备及控制要求4. 气流式干燥设备控制系统设计4.1 方案设想4.2 硬件设计4.3 控制算法4.4 软件设计5. 总结5.1 方案评价及改进方向5.2 收获及体会6.参考文献设计概述1、设计目的在众多的干燥设备中,气流干燥器是应用较广的干燥器之一,是处理溶液、悬浮液或泥浆状物料的干燥设备。
能从液体直接干燥成粉体,这是气流干燥器的最大优点;热效率低、体积庞大、生产能力低、投资高是它的缺点。
气流干燥设备因其可直接由溶液或悬浮体制得成分均匀的粉状产品的特殊优点。
2、气流式干燥设备生产的意义(1)、气流干燥无害排放技术,理想状态是无烟、无尘、无毒的排放。
(2)、颗粒状粉料质量提高技术,包括重度大、水分均匀、颗粒大小与匹配合理、流动性好等特性。
其中很可能要从分风器、喷嘴、塔内热场分析,压力梯度调控手段等处着手解决。
(3)、气流干燥器的节能技术及多能源研究有重要的经济意义。
(4)、气流干燥器生产效率的提高技术。
气流式干燥设备生产过程介绍1、国内外现状气流式干燥设备目前在化工、轻工、食品等工业中仍有广泛的应用,化学工业中以染料行业应用最为普遍。
经过近年来广大工程技术人员的努力,气流干燥技术已比较成熟,塔尺寸的确定也有成功的计算方法。
但近几年来离心喷雾干燥器的应用呈上升趋势。
我国虽然和国外相比还有明显的差距,但喷气流干燥装置的制造和操作水平也都有较大幅度的提高。
2、生产过程气流干燥器的工作原理是:用喷雾的方法将物料喷成雾滴分散在热空气中,物料与热空气呈并流、逆流或混流的方式互相接触,使水分迅速蒸发,达到干燥目的。
中密度纤维板生产的纤维干燥
式中:
G
一
湿纤维 质量
~
量 不 同而 不 同 ) 管 道 长 度 为
。
12 0
m
左右
。
闪 击 式 管道
,
”
G
t
绝 干纤维质 量
kg
干燥 系 统
一
般分为
。
一
级 干燥 和 二 级 干燥 两 种 形式 如 图 l
一
中/ 高密度纤维板 生 产 所 涉 及 的含 水率 通 常 均 采 用 绝
对 含水 率
1
,
和 图 2 所示
从 两 图 中可 以 看 出 风 机 的 形 式 是 不
样的
一
。
相 对 含水率 只在特殊情 况 下 才采用
。
图 1 中风 机 为通 风 机 ( 通 过 风 机 的 介 质 温 度 为常 温 )
的风 机 为引 风 机 ( 通 过 风 机 的介 质温 度 为 高温 ) 用 热 介 质 为 烟 气 或 部 分使 用 烟 气
维普资讯
22譬
工
程师手 册
李绍 昆
,
刘
翔
,
( 上 海人 造 板 机 器 厂 有限 公 司
上 海 20 180 5 )
摘要
:
介绍 纤维干燥 的 目的
:
、
原理
;
、
方 式 以 及 纤 维 干 燥 系统 的 设 计
。
关键词
纤 维干 燥
;
气流 干 燥
含水率
纤 维 干 燥 的 目 的 是 为 了 降 低 纤 维 的 含水 率
在 采用 气 流 干 燥 工 艺 时
时 间短暂
一
湿 纤 维 与 高温 热 介质接触
中密度纤维板纤维气流干燥的模拟计算
中密度纤维板纤维气流干燥的模拟计算
谢拥群;张璧光
【期刊名称】《木材工业》
【年(卷),期】2002(016)005
【摘要】管道气流干燥是中密度纤维板生产中主要的纤维干燥方式,广泛应用于我国的人造板生产中,采用数学方法并建立合理的数学模型对其分析研究是解决生产实际问题和系统设计的经济有效的方法之一。
在借鉴国外研究成果的基础上,作者提出了可对该系统进行模拟的数学模型,并与实际生产系统进行了验证对比。
【总页数】4页(P33-36)
【作者】谢拥群;张璧光
【作者单位】福建农林大学材料工程学院,福建南平 353001;北京林业大学工学院,北京 100083
【正文语种】中文
【中图分类】TS653.6
【相关文献】
1.气流干燥系统在中密度纤维板生产线中的应用 [J], 吕继文;刘光新
2.中密度纤维板之6中密度纤维板生产的纤维施胶 [J], 李绍昆;刘翔
3.中密度纤维板气流干燥系统的分析与实例计算 [J], 陈希骏
4.中密度纤维板之(17) 中密度纤维板多层热压机液压系统(续Ⅱ) [J], 李绍昆;杨志强
5.中密度纤维板(MDF)产能继续增长--全球中密度纤维板(MDF)行业的年度调查(1) [J], 陈玲(译)
因版权原因,仅展示原文概要,查看原文内容请购买。
喷雾干燥过程双重控制系统设计毕业设计
喷雾干燥过程双重控制系统设计喷雾干燥过程双重控制系统设计前言本毕业设计(计算机双重控制系统上位机程序设计,Computer Dual Control System and Computer Programming)为喷雾干燥过程的双重控制系统。
浆料从喷头喷淋下来,与热风接触换热,浆料被干燥并从干燥塔底部排出,干燥的程度由间接指标温度控制。
为了获得高精度的温度控制及尽可能节省蒸汽的消耗量,采用双重控制系统,可以取得良好的控制效果。
本计算机双重控制系统设计主要包含四部分:第一部分是干燥过程计算机控制方案的确定,主要包括:干燥过程的工艺流程、控制要求及扰动分析、双重控制方案的分析、控制方案具体的设计过程。
第二部分是干燥过程控制系统PLC控制的实现,主要包括:可编程控制器简介、PLC的特点及作用、PLC控制系统工程设计的方法和步骤以及计算机PLC 控制系统的硬件设计步骤和注意问题、软件设计流程图和梯形图设计。
第三部分是计算机双重控制系统上位机人机界面的设计(在实验室中进行模拟实验,以液位为控制变量,变频器和电动阀作为操作变量进行双重控制实验)主要包括:组态软件MCGS的简介、MCGS工程的构成、组建MCGS工程的一般过程以及双重控制中人机界面MCGS的具体应用、设计步骤。
第四部分是计算机双重控制系统的调试,主要包括:计算机与PLC之间的通讯、PLC程序的写入和在线调试及修改和完善、MCGS与PLC的连通和调试以及整个系统的实验仿真。
计算机双重控制系统,具有友好的人机界面,方便直观的实现了对指标温度的监控和操作。
控制效果具有良好的稳定性和准确性,为方便对系统的调节,控制系统有手动和自动两种模式,并且之间的切换是无扰动的。
在实验室THSA实验平台及液位装置上进行模拟仿真,通过对程序的在线调试和系统结果的分析,喷雾干燥过程计算机双重控制系统达到了设计的要求,并且体现了良好的控制性能。
1 喷雾干燥过程计算机双重控制系统控制方案的确定1.1 喷雾干燥过程的工艺流程[5]干燥是一种古老的操作,也是高能耗的操作工艺之一,因此,在能源紧张的今天,干燥工艺是否节能越来越受到业界的关注。
基于PLC的热风干燥机的设计资料

南京工程学院毕业设计说明书(论文)作者:乔峰学号: 1204354117系部:能源与电气工程学院专业:自动化题目:基于多路PID的双热源式热风干燥机的设计指导者:刘利讲师(姓名) (专业技术职务)评阅者:(姓名) (专业技术职务)2016年 5月南京毕业设计说明书(论文)中文摘要毕业设计说明书(论文)外文摘要目录1 绪论 (1)1.1 概述 (1)1.2 热风干燥机的分类 (1)1.2.1 单热源与双热源式干燥机 (1)1.2.2 双热源式相较于单热源式的优点 (1)1.3 本课题研究的主要内容 (2)2 双热源式热风干燥机的总体设计 (3)2.1 热风干燥机综述 (3)2.2 热风干燥系统的功能设计 (4)2.3 热风干燥系统实现方法概述 (5)3 热风干燥系统硬件设计 (7)3.1 热风干燥控制系统的总体构成 (7)3.1.1 干燥机腔体 (7)3.1.2 主控器 DCCE MAC1120 PLC简介 (9)3.2 热风干燥系统的电气设备选型 (10)3.2.1 检测与执行装置 (10)3.2.2 输入输出模块的选择 (14)3.2.3 电源模块的选择 (16)3.2.4 变频器的选择 (16)3.2.5 可控硅功率调节器的选择 (17)3.2.6 触摸屏的选择 (17)3.3设备间的通讯以及接线 (18)3.3.1 输入输出的接线 (18)3.3.2 变频器的接线及其控制方式 (19)3.3.3 触摸屏与PLC的通讯连接 (21)4 热风干燥系统软件设计 (22)4.1 控制系统的流程图 (22)4.2 系统软件实现 (23)4.2.1 数据的转换 (23)4.2.2 风机启动与延时停止的实现 (24)4.2.3 补压与泄压的实现 (24)4.2.4 PID控制的实现 (25)4.2.5 PLC与变频器通讯的编程实现 (34)4.2.6 触摸屏画面的编纂 (35)4.2.7 报警功能的实现 (38)5 降低系统能耗的方法 (40)5.1 系统能耗分布概述 (40)5.2 降低能耗与提高效率的方法 (40)5.2.1 硬件上的改进 (40)5.2.2 软件上的改进 (41)6 总结 (42)致谢 (43)参考文献: (44)1 绪论1.1 概述热风干燥机是利用加热技术和热交换技术来产生热风的设备,在印刷业应用很多。
基于PLC的谷物烘干自动控制系统设计与实现

方案设计本程序控制采用顺序控制程序,顺序控制系统指按照设定的受控执行机构的动作顺序,按步进行的自动控制系统。
它受控设备通常是指动作顺序不变或着相对固定的生产机械。
此种控制系统转步主令信号多数是行程开关(包括触点或无触点行程开关、光电开关、干簧管开关、霍尔元件开关等位置检测开关),有时采用压力继电器、时间继电器类的信号转换元件作为一些步的转步主令信号。
为了让顺序控制系统工作可靠,通常用步进式顺序的方式控制电路结构。
步进式顺序控制是指控制系统的任何一程序步(下面简称步)的得电必须以上一步的得电且本步的转步主令信号已发出作为条件。
对生产机械来说,受控设备任何一步的机械动作可否执行,决定于控制系统前一步是否已经有输出信号和其受控机械动作是否已经完成。
如果前一步的动作没有完成,则后一步的动作也无法执行。
这种控制系统的互锁严密,即便转步主令信号元件失灵或出现误操作,亦不会导致动作顺序错乱。
从总体而言,选用我们学习过程中熟悉的日本欧姆龙公司的CP1H型PLC系列可编程控制器控制。
此编程器,结构简单、易于理解、生动形象、高可靠性、抗干扰能力强、丰富的I/O接口模块、配套齐全、功能完善、适用性强、系统的设计、工作量小、维护方便、容易改造、体积小、重量轻、能耗低。
本设计还利用了组态软件对谷物自动烘干控制系统实时监控,使得整个设计生动形象具体,实用性强[1]。
它是指一些数据采集与过程控制的专用软件。
它处于自动控制系统监控层的一级的软件平台与软件开发环境,用灵活的组态方式,为用户提供了高速构建自动控制系统监控模式的、通用层次的工具软件。
组态的应用领域很广泛,可用于电力系统、给水控制系统、石油和化工等领域的数据采集和监视控制及过程控制等很多领域。
目录1 方案设计 (I)1.1 设计任务要求 (1)1.2 硬件方案设计 (2)1.3 软件方案选择 (2)2 谷物烘干自动系统控制部分设计 (4)2.1 谷物烘干自动控制系统的硬件选择 (4)2.1.1 谷物烘干自动控制系统PLC选型 (4)2.1.2 谷物烘干自动控制系统外围设备选型 (5)2.2 谷物烘干控制系统的控制电路设计 (7)2.2.1 谷物烘干控制系统原理图配 (7)2.2.2 谷物烘干自动控制系统I/O地址分配 (7)2.2.3 谷物烘干自动控制系统流程图 (9)3 谷物烘干自动控制系统软件设计 (11)3.1 谷物烘干自动系统控制程序设计 (11)3.1.1 谷物烘干自动控制系统PLC程序设计部分说明 (11)3.1.2 谷物烘干自动控制系统PLC程序运行调试 (15)3.2 谷物烘干自动控制系统组态监控设计 (16)3.2.1 谷物烘干自动控制系统组态工的简介 (16)3.2.2 谷物烘干自动控制系统组态工程建立画面图 (16)3.2.3 谷物烘干自动控制系统组态画面的部分功能分析 (17)3.3 谷物烘干自动控制系统组态通信 (18)参考文献 (25)附录A 梯形图 (24)附录B 组态界面 (29)附录C 组态程序 (31)1.1 设计任务要求设计手动烘干与自动烘干两种启动模式。
中高密度纤维风干机的变频节能系统设计
中高密度纤维风干机的变频节能系统设计如今在我國,通用机械(包括风机、泵、压缩机等)的应用量非常大,而且面广,应用于各行各业,它们合计起来的用电量占全国总发电量的将近1/3左右。
在过去这类机械采用的是不调速交流电动机的驱动形式,会大量浪费能源。
如果把这类机械的交流传动系统由工频运行改为变频调速运行形式,取消中间挡板及阀门的调节方式,平均可剩下30%-40%电能,节能效果是非常可观的。
中高密度纤维板的生产过程中,纤维干燥是其中一个非常重要的环节,纤维板的质量在很大程度上取决于干燥纤维的质量。
干燥期间,不但要求在限定时间内完成干燥,而且,附着在纤维上的脲醛胶不能被固化。
此外,据统计干燥系统的能耗,几乎达到整条生产线的一半,因此,对干燥系统进行节能改造,对于降低生产成本,提高企业盈利具有十分重要的意义。
1 风干系统工作流程在中高密度纤维板生产过程中,首先,由螺旋卸料机将处理后的湿纤维送入干燥管。
在干燥管中湿纤维与热空气混合进行热交换,再由风机产生的风速将纤维带到干燥管末端。
最后,干燥后的纤维由于离心力作用落到旋转阀中转入下道工序,旋转阀能隔离水蒸汽使水蒸汽从旋转分离器顶部排入大气。
2 干燥参数确定干燥管长度确定:根据生产经验,我们了解到干燥时间一般在3-5s之间比较有利。
由相关企业提供的数据,开始进入干燥机的湿纤维含水率一般为50%-60%左右,易附着到干燥管上。
因此,我们根据物料特性、悬浮速度、密度等参数并结合生产实际,来确定干燥热风的风速,一般取的是最重纤维所需的最低速度。
在以往的生产过程中,气流速度一般在28-30m/s左右,根据干燥管长度公式L=T*V(式中T为干燥时间,V为气流速度),计算得L=100-120m左右。
干燥风量(Q)的确定一般*****m3/a的中密度纤维板生产线的干燥管道直径D取800mm左右;*****m3/a的中密度纤维板生产线取l000mm左右。
以此类推,本文所述干燥机的生产能力为*****m3/a,干燥管道选用D为2250mm。
仪表风干燥器的PLC控制系统
仪表风干燥器的PLC控制系统
尹明
【期刊名称】《齐齐哈尔大学学报(自然科学版)》
【年(卷),期】2002(018)003
【摘要】本文介绍了可编程控制器(PLC)在仪表风干燥器控制系统中的应用,并给出了PLC控制的软、硬件系统设计,实践证明该控制系统先进可行并具有实用价值.【总页数】4页(P52-54,57)
【作者】尹明
【作者单位】齐齐哈尔大学自动化系,齐齐哈尔,l61006
【正文语种】中文
【中图分类】TQ022
【相关文献】
1.PLC在分子筛干燥器再生系统及空压机控制系统中的应用 [J], 陈长青
2.PLC控制系统在氩干燥器再生程序的应用 [J], 白波
3.仪表空气干燥器控制系统的升级改进 [J], 韩平
4.仪表风多层余热干燥器系统应用 [J], 刘天竹;李晓辉;张玮峰;方庆伟
5.PLC在仪表空气干燥器程序控制中的应用 [J], 李正荣;徐祥明
因版权原因,仅展示原文概要,查看原文内容请购买。
利用PLC改造空气干燥器控制系统

利用PLC改造空气干燥器控制系统
赵华磊
【期刊名称】《河南化工》
【年(卷),期】2004(000)009
【摘要】针对洛石化化纤空压冷冻站微热空气干燥器存在的单向阀泄漏、电加热器无温度监控等问题,利用PLC对其控制系统进行改造,改造后取得了良好效果.【总页数】2页(P37-38)
【作者】赵华磊
【作者单位】洛阳三隆设备安装维修有限责任公司,河南,洛阳,471012
【正文语种】中文
【中图分类】TQ340.6158
【相关文献】
1.利用变频器和PLC改造水塔控制系统 [J], 沈杰庆
2.利用PLC改造MZ2015B磨床控制系统 [J], 杜姣婧;张凯;于彬
3.利用PC改造空气干燥器控制系统 [J], 周言友
4.仪表空气干燥器控制系统的升级改进 [J], 韩平
5.利用PLC改造交流双速电梯的电气控制系统 [J], 戴本尧
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
气流干燥论文:中密度板纤维干燥系统与PLC控制系统设计
【中文摘要】气流干燥是化工行业中常用的一种技术。
它被广泛的用于药物、人造纤维、工业原料等物料的干燥。
特别是随着目前家装市场的发展,市场对中密度板的需求量大为增加。
而干燥系统对于中密度板的生产质量有着极为重要的意义。
因此对干燥系统的研究是有必要的。
本课题以年产三万立方米中密度纤维板生产线的干燥系统为例,根据气流干燥系统的工作原理完成了干燥系统中各设备的选型和设计要点。
结合纤维干燥的工艺要求,计算干燥系统的各主要参数。
根据具体参数完成了干燥系统的结构设计。
本课题还根据系统的控制要求,设计了基于模糊PID算法的PLC控制系统。
主要完成了对离心风机的启停和过电流保护的控制,解决了离心风机在启动时容易过载的问题。
设计中采用模糊控制的PID算法实现了温度的控制。
对SIMULINK仿真结果的分析表明该算法比常规的PID控制有更快的响应速度和更好的稳定性,从而提高了纤维的干燥质量。
【英文摘要】Air drying is a kind of technology which commonly used in chemical industry. It is widely used in material of dry, such as drug, artificial fibre and industrial raw material, etc. Especially with the current domestic outfit the development of the market, demand for medium density board to increase greatly. Drying system for medium density fiberboard quality of production has a very important
significance. So for drying technology research is necessary.This issue to annual capacity of thirty thousand cubic meters of dry density fiberboard production line system for example. According to the work principle of air drying system finished drying system of each equipment selection and design essentials. This issue combined with fiber dry process requirement, calculation of the main parameters of drying system. According to the specific parameters finished drying system of main equipment of structure design.According to the system’s control requirements, this issue designed PLC control system which based on fuzzy PID algorithm. Main completion of the centrifugal fan of rev, stop and over current protection control, to solve centrifugal fan on start-up easily overload problems. The design realized the control of the temperature through adopting fuzzy control PID algorithm. SIMULINK simulation results of the analysis showed that the algorithm had faster response speed and better stability compared with the conventional PID control, so as to enhance the quality of the fiber dry.
【备注】索购全文在线加好友:13993.8848
同时提供论文写作和论文发表优质满意服务
本文为学术文献总库合作提供,无涉版权。
作者如有异议请与总库或学校联系。
【关键词】气流干燥温度控制可编程控制器模糊控制 PID
【英文关键词】Air drying Temperature control PLC fuzzy control PID
【目录】中密度板纤维干燥系统与PLC控制系统设计摘要
4-5Abstract5第一章绪论8-12 1.1 项目的
开发研究背景与意义8-9 1.2 干燥线的控制系统当前的状态
与存在的问题9-10 1.3 课题的主要内容及安排10-12
第二章干燥系统方案设计12-19 2.1 几种常用的干燥方式
12-14 2.2 影响纤维干燥质量的主要因素14-16 2.3
中密度板纤维干燥设备的设计要求16-17 2.4 气流干燥系统
的原理和设计17-19第三章气流干燥系统的结构设计
19-33 3.1 干燥系统工艺参数要求19 3.2 基于生产力的工艺参数计算19-23 3.3 干燥系统的设计与设备选型
23-33 3.3.1 风机的选型23-25 3.3.2 空气过滤器的
选型25-27 3.3.3 热交换器的设计27-29 3.3.4 干燥
管道的设计29-30 3.3.5 旋风分离器的设计30-33第
四章 PLC 控制系统的设计33-50 4.1 控制系统的结构设计
33-34 4.2 离心风机控制原理34-35 4.3 温度控制原
理35-44 4.3.1 PID 控制原理35-37 4.3.2 模糊PID
控制原理37-38 4.3.3 模糊PID 控制器结构及自整定算法
38-40 4.3.4 模糊PID 控制方式的温度控制设计
40-44 4.4 硬件电路设计44-48 4.4.1 控制系统流程
44-46 4.4.2 主要元器件选择46-48 4.5 软件分析
48-50第五章气流干燥系统性能分析50-53 5.1 仿真软件介绍50 5.2 常规PID 控制仿真设计50-51 5.3 模糊PID 控制仿真设计51-53第六章总结和展望53-54
参考文献54-56附录56-57攻读学位期间公开发表的论文57-58致谢58-59。