65688_08新五金手册
实用五金手册(第2版)目录Word版

实用五金手册(第2版)第2版前言第1版前言第一章金属材料的基本知识1一、钢铁材料的分类11.生铁的分类12.铸铁的分类13.钢的分类2二、有色金属材料的分类51.有色金属材料的分类方法52.常用的有色金属及其合金7三、钢铁产品牌号的表示方法(GB/T221-2008)81.常用化学元素符号82.常用钢铁产品牌号构成及牌号示例93.生铁牌号表示方法114.碳素结构钢和低合金高强度钢牌号表示方法115.优质碳素结构钢和优质碳素弹簧钢146.易切削钢157.车辆车轴及机车车辆用钢168.合金结构钢和合金弹簧钢169.非调质机械结构钢1710.工具钢1711.轴承钢1812.钢轨钢、冷镦钢1913.不锈钢和耐热钢1914.焊接用钢2015.冷轧电工钢2116.电磁纯铁2117.原料纯铁2118.高电阻电热合金21四、有色金属产品牌号的表示方法221.有色金属及其合金牌号的表示方法222.常用有色金属及其合金产品牌号243.贵金属及其合金牌号的表示方法(GB/T18035-2000)294.铸造有色金属及其合金牌号的表示方法(GB/T8063-1994)32五、钢铁材料的使用性能341.钢铁材料的物理性能342.钢铁材料的力学性能353.钢铁材料的化学性能414.钢铁材料的工艺性能43六、有色金属材料的使用性能441.常用有色金属的主要特性442.常用有色金属的物理性能453.常用有色金属的力学性能46七、金属材料理论质量的计算公式471.钢材理论质量的计算公式472.有色金属材料理论质量的计算公式49第二章钢铁材料的化学成分与力学性能50一、铸铁501.灰铸铁(GB/T9439-1988)502.球墨铸铁件(GB/T1348-2009)523.蠕墨铸铁(JB/T4403-1999)574.可锻铸铁(GB/T9440-1988)585.耐热铸铁(GB/T9437-2009)606.耐磨铸铁(YB/T036.2-1992)63二、铸钢631.一般工程用铸造碳钢件(GB/T11352-2009)632.工程结构用中、高强度不锈钢铸件(GB/T6967-2009)643.焊接结构用碳素钢铸件(GB/T7659-1987)664.高锰钢铸件(YB/T036.4-1992)67三、结构钢681.碳素结构钢(GB/T700-2006)682.优质碳素结构钢(GB/T699-1999)713.合金结构钢(GB/T3077-1999)784.低合金高强度结构钢(GB/T1591-2008)1045.保证淬透性结构钢(GB/T5216-2004)1086.耐候结构钢(高耐候结构钢、焊接结构用耐候钢、集装箱用耐腐蚀钢板及钢带)(GB/T4171-2008)1117.非调质机械结构钢(GB/T15712-2008)1148.弹簧钢(GB/T1222-2007)1179.冷镦和冷挤压用钢(GB/T6478-2001)124四、轴承钢1271.渗碳轴承钢(GB/T3203-1982)1272.高碳铬不锈轴承钢(GB/T3086-2008)1293.高碳铬轴承钢(GB/T18254-2002)130五、工具钢1321.碳素工具钢(GB/T1298-2008)1322.高速工具钢(GB/T9943-2008)1343.合金工具钢(GB/T1299-2000)138六、特种钢及专用钢1451.不锈钢(GB/T1220-2007)1452.耐热钢棒(GB/T1221-2007)178第三章钢型材的尺寸和理论质量198一、型材1981.优质结构钢冷拉扁钢(YB/T037-2005)1982.热轧钢棒(GB/T702-2008)1993.冷拉圆钢、方钢、六角钢(GB/T905-1994)2014.银亮钢(GB/T3207-2008)2045.热轧型钢(工字钢、槽钢、等边角钢、不等边角钢、L型钢)(GB/T706-2008)2066.热轧H型钢和剖分T型钢(GB/T11263-2005)2247.预应力混凝土用钢棒(GB/T5223.3-2005)2378.结构用冷弯空心型钢(GB/T6728-2002)2419.通用冷弯开口型钢(GB/T6723-2008)25910.热轧圆盘条(GB/T14981-2009)273二、钢板和钢带2751.热轧钢板和钢带(GB/T709-2006)2752.冷轧钢板和钢带(GB/T708-2006)2803.花纹钢板(GB/T3277-1991)2824.不锈钢复合钢板和钢带(GB/T8165-2008)2835.连续热镀铝硅合金钢板和钢带(YB/T167-2000)289三、钢管2891.无缝钢管(GB/T17395-2008)2892.结构用无缝钢管(GB/T8162-2008)3163.不锈钢小直径无缝钢管(GB/T3090-2000)3214.直缝电焊钢管(GB/T13793-2008)3245.不锈钢极薄壁无缝钢管(GB/T3089-2008)3276.高压锅炉用无缝钢管(GB5310-2008)3307.冷拔无缝异型钢管(GB/T3094-2000)3418.复杂断面异型钢管(YB/T171-2000)3629.锅炉、热交换器用不锈钢无缝钢管(GB13296-2007)39410.流体输送用不锈钢焊接钢管(GB/T12771-2008)40111.低压流体输送用焊接钢管(GB/T3091-2008)40712.低中压锅炉用无缝钢管(GB3087-2008)409四、铸铁管4101.连续铸铁管(GB/T3422-2008)4102.连续铸造球墨铸铁管(YB/T177-2000)4133.柔性机械接口灰铸铁管(GB/T6483-2008)4184.水及燃气管道用球墨铸铁管、管件和附件(GB/T13295-2008)4325.灰铸铁管件(GB/T3420-2008)499五、钢丝5631.一般用途低碳钢丝(YB/T5294-2009)5632.重要用途低碳钢丝(YB/T5032-2006)5653.冷拔圆钢丝、方钢丝、六角钢丝(GB/T342-1997)5674.优质碳素结构钢丝(YB/T5303-2006)5705.碳素工具钢丝(GB/T5952-1986)5726.合金结构钢丝(YB/T5301-2006)5737.合金工具钢丝(YB/T095-1997)5778.高速工具钢丝(YB/T5302-2006)5789.碳素弹簧钢丝(GB/T4357-2009)57910.合金弹簧钢丝(YB/T5318-2006)58511.重要用途碳素弹簧钢丝(GB/T4358-1995)58612.焊接用不锈钢丝(YB/T5092-2005)58713.热处理型冷镦钢丝(GB/T5953.1-2009)59514.非热处理型冷镦钢丝(GB/T5953.2-2009)59915.高碳铬不锈钢丝(YB/T096-1997)60116.冷顶锻用不锈钢丝(GB/T4232-2009)60217.预应力混凝土用钢丝(GB/T5223-2002)60518.预应力混凝土用低合金钢丝(YB/T038-1993)609第四章有色金属材料的化学成分611一、加工铜及铜合金(GB/T5231-2001)6111.加工铜化学成分和产品形状6112.加工黄铜化学成分和产品形状6133.加工青铜化学成分和产品形状6184.加工白铜化学成分和产品形状625二、变形铝及铝合金(GB/T3190-2008)6281.牌号和化学成分6282.变形铝及铝合金的新旧牌号对照662第五章有色金属型材的尺寸与力学性能664一、型材6641.一般工业用铝及铝合金挤压型材(GB/T6892-2006)6642.铝合金建筑型材的基材(GB5237.1-2008)6723.铝合金建筑型材的阳极氧化型材(GB5237.2-2008)6844.铝合金建筑型材的电泳涂漆型材(GB5237.3-2008)6855.铝合金建筑型材的粉末喷涂型材(GB5237.4-2008)6856.铝合金建筑型材的氟碳漆涂型材(GB5237.5-2008)685二、板材6861.一般用途加工铜及铜合金板带材(GB/T17793-1999)6862.铜及铜合金板材(GB/T2040-2008)6863.铝及铝合金轧制板材、带材(GB/T3880.1~3-2006)6944.铝及铝合金波纹板(GB/T4438-2006)7315.铝及铝合金花纹板(GB/T3618-2006)7336.铝及铝合金压型板(GB/T6891-2006)7427.纤焊用铝合金复合板(YS/T69-2005)745三、带材7461.铝及铝合金热轧带材(GB/T3880.1-2006)7462.铝及铝合金冷轧带材(GB/T3880.1-2006)7463.铜及铜合金带材(GB/T2059-2008)7464.散热器冷却管专用黄铜带(GB/T11087-2001)7535.散热器散热片专用纯铜带及黄铜带箔材(GB/T2061-2004)754四、管材7551.铝及铝合金管材(GB/T4436-1995)7552.铝及铝合金拉(轧)制无缝管(GB/T6893-2000)7603.铝及铝合金热挤压无缝圆管(GB/T4437.1-2000)7644.铝及铝合金有缝管(GB/T4437.2-2003)7665.铜及铜合金无缝管材外形尺寸及允许偏差(GB/T16866-2006)7706.铜及铜合金拉制管(GB/T1527-2006)7777.铜及铜合金挤制管(GB/T1528-1997)7808.铜及铜合金毛细管(GB/T1531-2009)7819.无缝铜水管和铜气管(GB/T18033-2007)78310.铜及铜合金散热扁管(GB/T8891-2000)78611.热交换器用铜合金无缝管(GB/T8890-2007)78812.铜及铜合金波导管(GB/T8894-2007)79013.黄铜焊接管(GB/T11092-1989)795五、箔材7961.铝及铝合金箔(GB/T3198-2003)7962.空调器散热片用铝箔(YS/T95.1~.2-2001)8033.电解电容器用铝箔(GB/T3615-2007)8044.铜及铜合金箔(GB/T5187-2008)8055.电解铜箔(GB/T5230-1995)8066.镍及白铜箔(YS/T522-2006)808六、棒材8081.铜及铜合金拉制棒(GB/T4423-2007)8082.铜及铜合金挤制棒(YS/T649-2007)8143.铍青铜棒(YS/T334-2009)8184.铅黄铜针座棒(YS/T77-1994)8195.铅黄铜拉花棒(YS/T76-1994)8206.黄铜磨光棒(YS/T551-2006)822七、线材8221.铝及铝合金拉制圆线材(GB/T3195-2008)8222.电工圆铝线(GB/T3955-2009)8293.铝钛合金线(YS/T570-2006)8314.铜及铜合金线材(GB/T21652-2008)8315.铜及铜合金扁线(GB/T3114-1994)852第六章传动支撑件854一、轴承代号8541.滚动轴承代号表示方法(GB/T272-1993)8542.常用轴承类型、结构、尺寸系列代号及轴承代号的新旧对照860二、滚动轴承8651.深沟球轴承(GB/T276-1994)8652.调心球轴承(GB/T281-1994)8683.圆锥滚子轴承(GB/T297-1994)8714.推力球轴承(GB/T301-1995)874三、传动带8751.普通V带和窄V带(GB/T11544-1997)8752.机用带扣(QB/T2291-1997)8763.带螺栓877四、传动链8781.齿形链和链轮(GB/T10855-2003)8782.方框链896第七章紧固件898一、紧固件基础8981.紧固件分类8982.紧固件标记(GB/T1237-2000)901二、螺栓与螺柱9021.六角头螺栓9022.方头螺栓-C级(GB/T8-1988)9053.沉头方颈螺栓(GB/T10-1988)9054.半圆头螺栓(GB/T12、13、15-1988)9065.六角法兰面螺栓9066.T形槽用螺栓9077.地脚螺栓(GB/T799-1988)9088.双头螺柱(GB/T897~900-1988)9099.等长双头螺柱-C级(GB/T953-1988)911三、螺钉9121.开槽螺钉(GB/T65~69-2000)9122.十字槽螺钉(GB/T818~820-2000)9133.内六角圆柱头螺钉(GB/T70.1-2008)9144.开槽紧定螺钉9155.内六角紧定螺钉9166.方头紧定螺钉9177.自攻螺钉9188.吊环螺钉(GB/T825-1988)920四、螺母9211.六角螺母9212.方螺母-C级(GB/T39-1988)9243.圆螺母9244.蝶形螺母(GB/T62.1-2004)9265.环形螺母(GB/T63-1988)9276.滚花螺母(GB/T806、807-1988)9277.盖形螺母(GB/T923-2009)928五、垫圈9311.平垫圈9312.弹簧垫圈9323.止动垫圈9334.圆螺母用止动垫圈(GB/T858-1988)934 六、挡圈9361.孔用弹性挡圈9362.轴用弹性挡圈9373.锁紧挡圈939七、销9401.圆柱销(GB/T119.1、2-2000)9402.弹性圆柱销(GB/T879.1~5-2000)9413.圆锥销(GB/T117、118-2000)9424.开口销(GB/T91-2000)9435.销轴(GB/T882-2008)944八、铆钉9451.半圆头铆钉9452.沉头铆钉9463.平头铆钉(GB/T109-1986)947第八章焊接材料与设备948一、焊接基础9481.焊接材料分类9482.常用焊接方法的适用范围948二、焊条9491.焊条分类9492.焊条牌号9503.常用碳钢焊条牌号与用途9544.常用低合金钢焊条牌号与用途9615.常用低合金耐热钢焊条牌号与用途9696.常用低温钢焊条牌号与用途9747.常用不锈钢焊条牌号与用途975三、焊丝9791.焊丝分类9792.实心焊丝9803.药芯焊丝9834.有色金属及铸铁焊丝986四、焊接熔剂9881.焊剂牌号编制9882.常用熔炼焊剂9903.常用烧结焊剂996五、钎剂与钎料10041.气焊熔剂10042.钎焊熔剂10043.钎料1006六、焊割工具10111.射吸式焊炬(JB/T6969-1993)10112.射吸式割炬(JB/T6970-1993)10123.射吸式焊割两用炬10124.等压式焊炬(JB/T7947-1999)10135.等压式割炬(JB/T7947-1999)10146.等压式焊割两用炬(JB/T7947-1999)10157.等压式割嘴10168.等压式快速割嘴(JB/T7950-1999)10179.金属粉末喷焊炬101810.金属粉末喷焊喷涂两用炬1019七、焊、割器具及用具10201.氧气瓶10202.乙炔发生器10203.氧、乙炔减压器10214.喷灯10215.喷漆枪10226.气焊眼镜10237.焊接面罩(GB/T3609.1-1994)10238.焊接滤光片(GB/T3609.1-2008)10249.电焊钳(QB/T1518-1992)102510.电焊手套及脚套1025第九章消防器材1026一、灭火器10261.手提式灭火器(GB4351.1-2005)10262.推车式灭火器(GB8109-2005)1029二、其他消防器材10291.室内消火栓10292.室外消火栓(GB4452-1996)10323.消防水枪(GB8181-2005)10324.消防水带10365.火灾探测器10366.封闭式玻璃球吊顶型喷头10377.开关喷头10388.消防斧10389.消防杆钩103910.消防用防坠落设备(GA494-2004)104011.消防接口1041第十章润滑器、密封件、机床附件及起重器材1050一、油壶和油杯10501.油壶10502.压杆式油枪(JB/T7942.1-1995)10503.手推式油枪(JB/T7942.2-1995)10514.直通式压注油杯(JB/T7940.1-1995)10525.接头式压注油杯(JB/T7940.2-1995)10526.旋盖式油杯(JB/T7940.3-1995)10537.压配式压注油杯(JB/T7940.4-1995)10538.弹簧油杯(JB/T7940.5-1995)10549.针阀式油杯(JB/T7940.6-1995)1055二、密封件10561.机械密封用O形橡胶圈(JB/T7757.2-2006)10562.U形内骨架橡胶密封圈(JB/T6997-2007)10563.旋转轴唇形密封圈(GB/T9877-2008)1066三、机床附件10691.机床手动自定心卡盘(GB/T4346-2008)10692.四爪单动卡盘(JB/T6566-2005)10723.扳手三爪钻夹头(GB/T6087-2003)10754.回转顶尖(JB/T3580-1998)10805.车刀排10816.锥柄工具过渡套(JB/T3411.67-1999)1082四、千斤顶10831.齿条千斤顶10832.螺旋千斤顶(JB/T2592-2008)10843.普通型液压千斤顶(JB/T2104-2002)10844.分离式液压起顶机及附件10865.车库用液压千斤顶(JB/T5315-2008)10876.滚轮卧式千斤顶1089五、葫芦10901.手拉葫芦(JB/T7334-2007)10902.手扳葫芦1091六、滑车10921.吊滑车10922.起重滑车(JB/T9007.1-1999)1092七、绳索及其附件10951.常用起重用钢丝绳10952.钢丝绳用普通套环(GB/T5974.1-2006)10963.钢丝绳用重型套环型式和尺寸(GB/T5974.2-2006)10974.索具卸扣(JB/T8112-1999)10995.索具螺旋扣11016.钢丝绳夹(GB/T5976-2006)11027.钢丝绳用接头1107·ⅩⅦ·第十一章手工工具1110一、钳类11101.钢丝钳11102.鲤鱼钳(QB/T2442.4-2007)11103.电工钳11114.尖嘴钳及带刃尖嘴钳11115.扁嘴钳11116.圆嘴钳11127.弯嘴钳11128.水泵钳11129.斜嘴钳111210.铅印钳111311.挡圈钳111312.胡桃钳(QB/T1737-1993)111313.鸭嘴钳111314.大力钳111415.顶切钳111416.断线钳(QB/T2206-1996)111417.鹰嘴断线钳111518.冷轧线钳111519.剥线钳(QB/T2207-1996)111520.紧线钳111621.冷压接钳1117二、扳手11171.呆扳手(GB/T4388-2008)11172.梅花扳手(GB/T4388-2008)11213.两用扳手(GB/T4388-2008)11224.活扳手(GB/T4440-2008)11235.内六角扳手(GB/T5356-2008)11246.钩形扳手(JB/ZQ4624-2006)11257.内六角花形扳手11268.敲击梅花扳手11279.阀门扳手112710.双向棘轮扭力扳手112711.棘轮扳手112812.增力扳手112813.内四方扳手(JB/T3411.35-1999)112814.套筒扳手112915.套筒扳手套筒113116.手动套筒扳手附件113917.十字柄套筒扳手(GB/T14765-2008)114118.扭力扳手114219.丁字形内六角扳手(JB/T3411.36-1999)1142 三、旋具11431.一字槽螺钉旋具11432.十字槽螺钉旋具11443.螺旋棘轮螺钉旋具11454.多用螺钉旋具11465.内六角花形螺钉旋具1146 ·ⅩⅧ·四、锤斧冲类11471.锤子11472.斧头11513.冲子11524.斩口锤1153五、其他专用工具11531.纸塑带打包机11532.钢带打包机11543.钢丝打包机11544.铁砧11545.石墨坩埚11556.皮风箱11567.汽灯11578.钢号码11579.钢字码115710.羊角起钉钳115811.开箱钳115812.电工刀115813.电烙铁115914.测电器115915.电工木工钻1160·ⅩⅨ·第十二章钳工工具及水暖工具1161一、虎钳11611.普通台虎钳(QB/T1558.2-1992)11612.多用台虎钳(QB/T1558.3-1995)11613.方孔桌虎钳(QB/T2096.3-1995)11624.手虎钳1163二、钢锯11631.钢锯架(QB/T1108-1991)11632.手用钢锯条(GB/T14764-2008)11643.机用钢锯条(GB/T6080.2-1998)1166三、锉刀11671.钳工锉11672.锯锉11683.整形锉11704.锡锉11715.铝锉11716.刀锉11727.电镀金刚石整形锉(JB/T7991.3-2001)11728.异形锉1174四、手钻11751.手板钻11752.手摇钻(QB/T2210-1996)11753.手摇台钻1176 五、划线工具11771.划规11772.长划规11773.钩头划规11784.划针盘11785.呆头千斤顶11796.活头千斤顶(JB/T3411.59-1999)11807.划线用V形铁1181六、攻螺纹工具与套螺纹工具11821.铰杠11822.圆板牙和圆板牙架(GB/T970.1-2008)1182七、其他钳工工具11921.弓形夹(JB/T3411.49-1999)11922.拔销器11923.刮刀11934.顶拔器11935.錾子(GB/T2613.2-2007)1194·ⅩⅩ·八、水暖工具11941.管子钳11942.铝合金管子钳11953.水泵钳11954.链条管子钳(QB/T1200-1991)11965.管子台虎钳11966.自紧式管子钳11977.手动弯管机11988.液压弯管机11989.扩管器119910.管螺纹铰板120111.轻、小型管螺纹铰板及板牙120112.管子割刀(QB/T2350-1997)120213.快速管子扳手1202第十三章土木工具1204一、土石方工具12041.钢锹(QB/T2095-1995)12042.钢镐(QB/T2290-1997)12043.八角锤(QB/T1290.1-2010)12054.钢钎12065.撬棍1206二、泥瓦工具12061.砌铲(QB/T2212.11~16-1996)12062.砌刀(QB/T2212.17~18-1996)12073.打砖刀和打砖斧(QB/T2212.19~20-1996)12084.平抹子(QB/T2212.3~5-1996)12095.角抹子(QB/T2212.6~7-1996)12096.压子(QB/T2212.8~10-1996)12107.分格器(QB/T2212.21-1996)12108.缝溜子(QB/T2212.22-1996)12119.缝扎子(QB/T2212.23-1996)121110.线锤(QB/T2212.1-1996)121211.铁水平尺1212·ⅩⅪ·三、木工工具12131.木工锯条(QB/T2094.1-1995)12132.木工绕锯条(QB/T2094.4-1995)12133.手扳锯(QB/T2094.3-1995)12144.伐木锯条(QB/T2094.2-1995)12145.木工圆锯片(GB/T13573-1992)12156.木工带锯条(JB/T8087-1995)12167.鸡尾锯(QB/T2094.5-1995)12168.夹背锯(QB/T2094.6-1995)12179.异形刨刀121710.机用直刃刨刀121911.刨刀(QB/T2082-1995)122012.绕刨122013.木工钻(QB/T1736-1993)122114.木工方凿钻122115.弓摇钻122116.手用木工凿(QB/T1201-1991)122217.木工夹122318.木水平尺122319.木锉122420.羊角锤(QB/T1290.8-1991)122521.木工斧122622.木工台虎钳122623.锯锉122624.整锯器1227四、圆艺工具12281.剪枝剪12282.整篱剪12283.稀果剪(QB/T2289.1-1997)12294.桑枝剪(QB/T2289.2-1997)12295.桑叶剪(QB/T2289.2-1997)12296.高枝剪(QB/T2289.3-1997)12297.手锯1230·ⅩⅫ·第十四章气动工具1231一、金属切削气动工具12311.气钻(JB/T9847-2010)12312.气剪刀12323.气动攻丝机1232二、装配作业气动工具12331.冲击式气扳机(JB/T8411-2006)12332.纯扭式气动螺钉旋具(JB/T5129-2004)1234三、砂磨气动工具12351.直柄式气动砂轮机(JB/T7172-2006)12352.端面气动砂轮机(JB/T5128-2010)1235四、铲锤气动工具12361.气铲(JB/T8412-2006)12362.气镐(JB/T9848-1999)12363.气动捣固机(JB/T9849-1999)12374.气动铆钉机12375.气动拉铆枪12386.气动压铆机12397.气动射钉枪12398.手持式凿岩机1240第十五章电动工具1242一、电动工具型号标记方法(GB/T9088-2008)12421.电动工具型号组成12422.电动工具的大类和名称12423.电动工具使用的电源类别代号12454.电动工具组件型号编制方法1245二、金属切削电动工具12461.电钻(GB/T5580-2007)12462.电冲剪12483.磁座钻(JB/T9609-1999)12484.双刃电剪刀(JB/T6208-1999)12495.手持式电剪刀(JB/T8641-1999)12506.电动刀锯(JB/T6209-1999)12507.电动攻丝机12518.型材切割机(JB/T9608-1999)12519.电动焊缝坡口机125210.电动自爬式锯管机1253三、装配作业电动工具12531.电动扳手(JB/T5342-1999)12532.电动自攻旋具(JB/T5343-1999)12543.电动旋具(JB/T10108-1999)12544.充电式电钻旋具12555.电动胀管机12556.电动拉铆枪12567.微型永磁直流旋具(JB/T2703-1999)1256·Ⅹ·四、砂磨电动工具12571.台式砂轮机(JB/T4143-1999)12572.轻型台式砂轮机(JB/T6092-2007)12583.手持式直向砂轮机(JB/T8197-1999)12584.软轴砂轮机12605.模具电磨(JB/T8643-1999)12606.角向磨光机(GB/T7442-2007)12617.电动湿式磨光机(JB/T5333-1999)12628.盘式砂光机12629.摆动式平板砂光机(JB/T8732-1999)126310.木工多用机126311.电链锯(LY/T1121-2010)1264五、林业电动工具12651.电刨(JB/T7843-1999)12652.电圆锯(JB/T7838-1999)12663.电动曲线锯(JB/T3973-1999)12664.手持式木工电钻12675.电动木工凿眼机1268六、建筑电动工具12681.电锤(GB/T7443-2007)12682.冲击电钻(JB/T7839-1999)12693.电动锤钻12704.电动石材切割机(JB/T7825-1999)1270七、其他电动工具12711.电动管道清理机12712.电动套丝机(JB/T5334-1999)12723.电喷枪(GB/T14469-2001)1273·ⅩⅩⅣ·第十六章测量工具1274一、量尺12741.钢直尺(GB/T9056-2004)12742.钢卷尺12743.纤维卷尺(QB/T1519-1992)12754.内、外卡钳12755.弹簧卡钳12756.木折尺12767.量油尺1276二、卡尺12771.游标、带表和数显卡尺(GB/T21389-2008)12772.游标、带表和数显高度卡尺(GB/T21390-2008)12793.游标、带表和数显深度卡尺(GB/T21388-2008)12814.游标齿厚卡尺(GB/T6316-2008)12835.电子数显高度卡尺12846.电子数显深度卡尺12847.电子数显齿厚卡尺12848.万能角尺12859.游标、带表和数显万能角度尺(GB/T6315-2008)1285三、千分尺12871.外径千分尺(GB/T1216-2004)12872.两点内径千分尺(GB/T8177-2004)12883.三爪内径千分尺(GB/T6314-2004)12894.深度千分尺(GB/T1218-2004)12905.壁厚千分尺(GB/T6312-2004)12906.杠杆千分尺(GB/T8061-2004)12917.螺纹千分尺(GB/T10932-2004)12928.大外径千分尺(JB/T10007-1999)12939.尖头千分尺(GB/T6313-2004)129410.公法线千分尺(GB/T1217-2004)129411.电子数显外径千分尺(JB/T6079-1992)129512.带计数器千分尺(JB/T4166-1999)1295·ⅩⅩⅤ·四、指示表12961.十分表(GB/T1219-2008)12972.百分表(GB/T1219-2008)12973.千分表(GB/T1219-2008)12974.内径百分指示表和千分指示表12985.杠杆百分指示表和千分指示表12986.磁性表座(JB/T10010-2010)13007.万能表座(JB/T10011-2010)13008.胀簧式内径百分表(JB/T8791-1998)13019.扭簧比较仪(GB/T4755-2004)130210.测厚规(JB/T10016-1999)130311.带表卡规(JB/T10017-1999)1304五、量规13051.直角尺(GB/T6092-2004)13052.方形角尺(JB/T10027-2010)13083.铸铁平尺(JB/T7977-1999)13084.铸铁平板(JB/T7974-1999)13095.钢平尺和岩石平尺(JB/T7978-1999)13106.塞尺(JB/T8788-1998)13117.半径样板(JB/T7980-2010)13138.螺纹样板(JB/T7981-2010)13139.表面粗糙度比较样块131410.量块(GB/T6093-2001)131611.角度量块及其附件(JB/T3325-1999)131712.量针(JB/T3326-1999)131913.正弦规(JB/T7973-1995)132114.莫氏与米制圆锥量规(GB/T11853-2003)132115.条式和框式水平仪(GB/T16455-2008)1325六、衡器13261.弹簧度盘秤13262.电子台秤13263.弹簧度盘秤(GB/T11884-2008)和电子台案秤(GB/T7722-2005)的型号、计量要求及最大允许误差1327·ⅩⅩⅥ·第十七章刃具磨具1329一、车刀13291.高速钢车刀条(GB/T4211.1-2004)13292.硬质合金焊接车刀片(YS/T253-1994)13323.硬质合金焊接刀片(YS/T79-2006)13364.硬质合金车刀(GB/T17985.1~3-2000)13525.可转位车刀(GB/T5343.2-2007)1358二、铣刀13691.圆柱形铣刀(GB/T1115.1-2002)13692.直柄立铣刀(GB/T6117.1-1996)13693.莫氏锥柄立铣刀(GB/T6117.2-1996)13704.直柄键槽铣刀(GB/T1112.1-1997)13715.莫氏锥柄键槽铣刀(GB/T1112.2-1997)13726.三面刃铣刀(GB/T6119.1-1996)13737.锯片铣刀(GB/T6120-1996)13748.普通直柄、削平直柄和螺纹柄T形槽铣刀(GB/T6124-2007)13759.带螺纹孔的莫氏锥柄T形槽铣刀(GB/T6124-2007)137610.硬质合金T形槽铣刀(GB/T10948-2006)1377三、钻头13781.粗直柄小麻花钻(GB/T6135.1-2008)13782.直柄短麻花钻和直柄麻花钻(GB/T6135.2-2008)13793.直柄长麻花钻(GB/T6135.3-2008)13854.直柄超长麻花钻(GB/T6135.4-2008)13875.莫氏锥柄麻花钻(GB/T1438.1-2008)13896.莫氏锥柄长麻花钻(GB/T1438.2-2008)13937.莫氏锥柄加长麻花钻(GB/T1438.3-2008)13968.莫氏锥柄超长麻花钻(GB/T1438.4-2008)13989.手用铰刀(GB/T1131.1-2004)139910.可调节手用铰刀(JB/T3869-1999)140311.直柄和莫氏锥柄机用铰刀(GB/T1132-2004)1404 12.硬质合金机用铰刀(GB/T4251-2008)140913.手用1∶50锥度销子铰刀(GB/T20774-2006)141314.直柄机用1∶50锥度销子铰刀(GB/T20331-2006)141515.锥柄机用1∶50锥度销子铰刀(GB/T20332-2006)141516.莫氏圆锥铰刀及米制圆锥铰刀(GB/T1139-2004)141617.硬质合金可调节浮动铰刀(JB/T7426-2006)141818.细长柄机用丝锥(GB/T3464.2-2003)142019.螺母丝锥(GB/T967-2008)142220.螺旋槽丝锥(GB/T3506-2008)142821.圆柱和圆锥管螺纹丝锥(GB/T20333-2006)143122.圆板牙(GB/T970.1-2008)143423.管螺纹圆板牙1440·ⅩⅩⅦ·四、普通磨料磨具14431.普通磨料(GB/T2476-1994)14432.固结磨具的符号及特征值的标记(GB/T2484-2006)14463.外圆磨砂轮(GB/T4127.1-2007)14594.无心外圆磨砂轮(GB/T4127.2-2007)14775.内圆磨砂轮(GB/T4127.3-2007)14806.平面磨削用周边磨砂轮(GB/T4127.4-2008)14847.平面磨削用端面磨砂轮(GB/T4127.5-2008)14998.工具磨和工具室用砂轮(GB/T4127.6-2008)15089.人工操纵磨削砂轮(GB/T4127.7-2008)151710.去毛刺、荒磨和粗磨用砂轮(GB/T4127.8-2007)152111.重负荷磨削砂轮(GB/T4127.9-2007)152312.珩磨和超精磨磨石(GB/T4127.10-2008)152413.手持抛光磨石(GB/T4127.11-2008)152714.直向砂轮机用去毛刺和荒磨砂轮(GB/T4127.12-2008)153015.立式砂轮机用去毛刺和荒磨砂轮(GB/T4127.13-2008)153816.角向砂轮机用去毛刺、荒磨和粗磨砂轮(GB/T4127.14-2007)154017.固定式或移动式切割机用切割砂轮(GB/T4127.15-2007)154318.砂布(JB/T3889-2006)154819.耐水砂纸(JB/T7499-2006)155020.砂纸(JB/T7498-2006)155021.砂布页轮155022.手持砂轮架155123.砂轮整形刀155224.金刚石砂轮修整刀1552五、超硬磨料磨具15531.超硬磨料15532.超硬磨具结合剂15553.超硬砂轮(GB/T6409.2-2009)15554.超硬小砂轮与磨头1558·ⅩⅩⅧ·第十八章建筑五金1560一、钉类15601.一般用途圆钢钉(YB/T5002-1993)15602.水泥钉15613.油毡钉15614.扁头圆钢钉15625.拼合用圆钢钉15626.瓦钉15637.骑马钉15638.木螺钉15649.盘头多线瓦楞螺钉156510.瓦楞钩钉156611.瓦楞垫圈及羊毛毡垫圈156612.瓦楞钉156613.鞋钉(QB/T1559-1992)156714.平杆型鞋钉156815.鱼尾钉156816.碰焊钉156917.橡皮钉156918.磨胎钢钉157019.包装钉157020.家具钉1571二、板网15711.钢板网(QB/T2959-2008)15712.六角网15753.正反捻六角网15764.正反捻加强肋六角网15775.重型钢板网15786.铝板网15797.斜方眼网15808.点焊网15809.梯形网158110.窗纱1582ⅩⅩⅨ·三、合页15821.普通型合页(QB/T3874-1999)15822.轻型合页(QB/T3875-1999)15833.抽芯型合页(QB/T3876-1999)15834.H型合页(QB/T3877-1999)15845.T型合页(QB/T3878-1999)15856.双袖型合页(QB/T3879-1999)15857.旗型合页15868.扇型合页15879.空腹型钢窗合页158810.轴承合页158811.脱卸合页158912.翻窗合页158913.冷库门合页159014.弹簧合页(QB/T1738-1993)159015.蝴蝶合页159116.台合页159217.自弹杯状暗合页1592四、插销15931.钢插销15932.暗插销15943.蝴蝶插销15954.B型插销15955.翻窗插销15966.橱门插销1597五、拉手15971.铁管大门拉手15972.方柄大门拉手15983.底板拉手、推板拉手15984.不锈钢双管拉手及三排拉手15995.推挡拉手15996.玻璃大门拉手1600·ⅩⅩⅩ·六、门窗及其配件16011.铝合金门窗16012.窗钩(QB/T1106-1991)16113.羊眼圈16114.灯钩16125.窗帘轨16136.圆形窗帘管及套耳16147.闭门器16158.门弹弓16159.门轧头161610.磁性门吸161611.磁性门制161712.碰珠1617七、锁具16181.弹子复锁16182.外装双舌门锁16193.单呆舌弹子大门锁16204.弹子执手插锁1621八、卫生洁具配件16221.混合水嘴16222.肘式水嘴16233.卫生水嘴16244.电动卫生水嘴16245.洗面器单联水嘴16256.洗面器双联水嘴及混合水嘴16257.洗面器单柄水嘴16268.进水阀16279.排水阀162710.排水栓162811.排水弯管162912.浴缸单联水嘴163013.浴缸双联水嘴163114.浴缸三联水嘴163115.三联单柄浴缸水嘴163216.喷头163317.淋浴器、冲洗阀及其他1634附录1636作者:杨家斌编出版社:机械工业出版社ISBN:9787111323266出版时间:2011-01-01定价:158元(注:可编辑下载,若有不当之处,请指正,谢谢!)。
最新实用五金手册-(710页)
专业知识篇第 1 页共36 页第一部分基础知识第一章度量当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。
1、公制计量:(10 进制)1m =100 cm=1000 mm1 cm0 1 2 3 4 5 6 7 8 9 10 mm2、英制计量:(8 进制)1 英寸=8 英分1 英寸=25.4 mm 3/8′′×25.4 =9.521/16 3/16 5/16 7/16 9/16 11/16 13/16 15/160 1/8 1/4 3/8 1/2 5/8 3/4 7/8 1 inch3、1/4′′以下的产品用番号来表示其称呼径,如:4#,5#,6#,7#,8#,10#,12#第二章螺纹一、螺纹是一种在固体外表面或表面的截面上,有均匀螺旋线凸起的形状。
根据其结构特点和用途可分为三大类:(一)、普通螺纹:牙形为三角形,用于连接或紧固零件。
普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。
(二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。
(三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。
二、螺纹配合等级:螺纹配合是旋合螺纹之间松或紧的大小,配合的等级是作用在外螺纹上偏差和公差的规定组合。
(一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A 和3A 级,螺纹有三种等级:1B、2B 和3B 级,全部都是间隙配合。
等级数字越高,配合越紧。
在英制螺纹中,偏差仅规定1A 和2A 级,3A 级的偏差为零,而且1A 和2A 级的等级偏差是相等的。
专业知识篇第 2 页共36 页等级数目越大公差越小,如图所示:1B 2B 3B 螺纹基本中径3A 外螺纹2A1A1、1A 和1B 级,非常松的公差等级,其适用于外螺纹的允差配合。
常用五金手册
每米重量 (公斤) 3.58 4.04 4.49 4.93 5.36 4.88 5.52 3.5 4.35 5.18 6 6.81
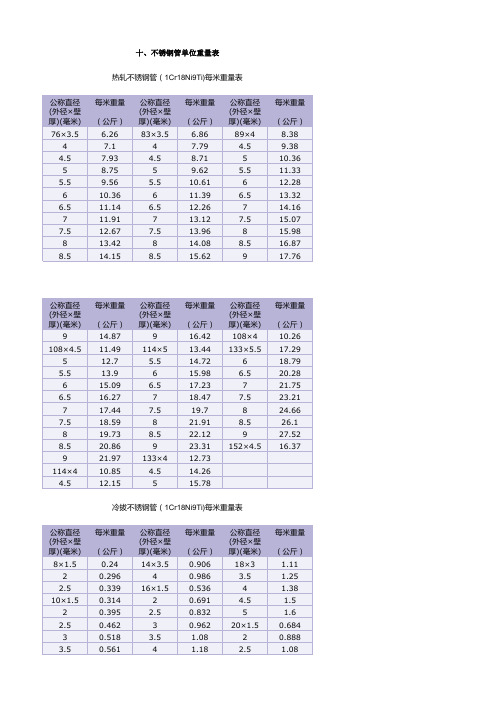
(3)钢管的理论重量计算公式为:P=0.02491*S*(D-S) 式中 P----钢管的理论重量(千克/米) D---钢管的公称外径(毫米); S---钢管的公称壁厚(毫米)。
公称直径 (外径×壁 厚)(毫米) 34×1.5 2 2.5 3 3.5 4 4.5 44×2 2.5 3 3.5 4 4.5 5
每米2.63 2.96 3.27 2.07 2.56 3.03 3.5 3.95 4.38 4.81
公称直径 (外径×壁 厚)(毫米) 7.5 8 38×1.5 2 2.5 3 3.5 44×8 8.5 9 45×1.5 2 2.5 3
每米重量 (公斤) 16.42 13.44 14.72 15.98 17.23 18.47 19.7 21.91 22.12 23.31 12.73 14.26 15.78
公称直径 (外径×壁 厚)(毫米) 108×4 133×5.5 6 6.5 7 7.5 8 8.5 9 152×4.5
每米重量 (公斤) 10.26 17.29 18.79 20.28 21.75 23.21 24.66 26.1 27.52 16.37
冷拔不锈钢管(1Cr18Ni9Ti)每米重量表 公称直径 (外径×壁 厚)(毫米) 8×1.5 2 2.5 10×1.5 2 2.5 3 3.5 每米重量 (公斤) 0.24 0.296 0.339 0.314 0.395 0.462 0.518 0.561 公称直径 (外径×壁 厚)(毫米) 14×3.5 4 16×1.5 2 2.5 3 3.5 4 每米重量 (公斤) 0.906 0.986 0.536 0.691 0.832 0.962 1.08 1.18 公称直径 (外径×壁 厚)(毫米) 18×3 3.5 4 4.5 5 20×1.5 2 2.5 每米重量 (公斤) 1.11 1.25 1.38 1.5 1.6 0.684 0.888 1.08
小五金手册
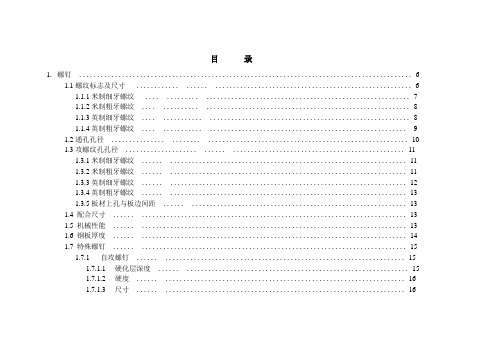
目录1.螺钉.............................................................................................61.1螺纹标志及尺寸.........................................................................61.1.1米制细牙螺纹......................................................................71.1.2米制粗牙螺纹.......................................................................81.1.3英制细牙螺纹.......................................................................81.1.4英制粗牙螺纹......................................................................91.2通孔孔径...............................................................................101.3攻螺纹孔孔径..........................................................................111.3.1米制细牙螺纹........................................................................111.3.2米制粗牙螺纹........................................................................111.3.3英制细牙螺纹........................................................................121.3.4英制粗牙螺纹........................................................................131.3.5板材上孔与板边间距..................................................................131.4配合尺寸................................................................................131.5机械性能................................................................................131.6钢板厚度................................................................................141.7特殊螺钉................................................................................151.7.1自攻螺钉.........................................................................151.7.1.1硬化层深度....................................................................151.7.1.2硬度.........................................................................161.7.1.3尺寸.........................................................................16第1页共57 页1.7.1.4工作扭力...........................................................171.7.1.5结合比与预冲孔呎寸关系................................................181.7.1.6钢板孔径及抽牙高.........................................................191.7.2 塑料螺钉....................................................................201.7.2.1 螺纹形状...............................................................201.7.2.2 硬度..................................................................211.7.2.3 螺纹呎寸................................................................211.7.3 浮动螺钉....................................................................211.7.3.1 浮动螺钉形状................................................................211.7.3.2 基本要求..................................................................211.8 螺钉验证方法....................................................................22资料:.......................................................................23A.螺钉常见穴型简介...............................................................23B.常用板材硬度................................................................23C.电镀层..................................................................232.螺母............................................................................242.1制造材料......................................................................242.1.1材料牌号...................................................................242.1.2材质化学成份................................................................242.1.3 机械性能.....................................................................242.1.4 螺母材料的选取..................................................................242.2尺寸及公差......................................................................252.2.1型号为“S. SS. CLS以及CLSS”的自铆螺母尺寸.............................25菲菱科思标准化第2页共57 页2.2.2型号为SP, 专用于不锈钢冲压板件上的自铆螺母尺寸..........................282.2.3型号为H, HN, HNL之易削钢制自锁和防锁螺母的尺寸.........................302.2.4型号为F的自铆螺母尺寸..................................................302.2.5尺寸公差...................................................................322.3 压铆要求.......................................................................322.4配合呎寸.......................................................................352.5螺母验证方法...................................................................353.螺柱............................................................................363.1制造螺柱材料.....................................................................363.1.1材料牌号.....................................................................363.1.2化学成份.....................................................................363.1.3 机械性能.....................................................................363.1.4 螺柱材料的选取.....................................................373.2尺寸....................................................................373.2.1型号为“SO. SON. SOA. SOS. ”的通孔螺柱..............................373.2.1.1一般尺寸.........................................................383.2.1.2螺纹规格和螺柱长度...............................................393.2.2 型号为“BSO.BSON. BSOA.BSOS. ”的盲孔螺柱.............................403.2.2.1一般尺寸.........................................................403.2.2.2螺纹规格和螺柱长度.................................................413.3 公差.........................................................................433.4压铆要求.......................................................................433.5螺柱验证方法.....................................................................44菲菱科思标准化第3页共57 页4.支柱.......................................................................454.1型号为“SO.SON. SOA.SOS”的通孔支柱........................................454.1.1材料牌号...........................................................454.1.2材质化学成份......................................................454.1.3机械性能...........................................................454.1.4 螺柱材料的选取.......................................................464.1.5一般尺寸............................................................464.1.6支柱规格和支柱长度..................................................474.1.7公差..................................................................494.2 其它异型支柱...............................................................494.2.1 制造材料..............................................................494.2.2尺寸...................................................................494.2.3 板材厚度及孔径........................................................514.3压铆要求...................................................................514.4 支柱验证方法...............................................................525.拉钉...........................................................................535.1 拉钉制造材料..............................................................545.2 尺寸.......................................................................545.3 拉钉验证方法...............................................................556.弹簧............................................................................566.1 弹簧制造材料...............................................................566.2弹簧钢丝呎寸..............................................................566.2.1制造弹簧用不锈钢钢丝标准直径............................................56菲菱科思标准化第4页共57 页6.2.2标准钢丝尺寸偏差.............................................................576.3 弹簧自由长度.....................................................................576.4 弹簧外径D ......................................................................576.5弹簧的总圈数....................................................................576.6 弹簧的方向......................................................................576.7弹簧验证方法....................................................................57菲菱科思标准化第 5 页 共 57 页菲菱科思标准化1. 螺钉定义:由头部和螺杆两部份构成的一类紧固件.本手册中包括的螺钉主要有机械螺钉、自攻螺钉、塑料螺钉和浮动螺钉等.机械螺钉:由头部和螺杆两部份构成的一类金属紧固件﹒主要用于一个带有内螺纹孔的零件与带有通孔的零件之间的紧固联接,不需要螺母配合;也用于带有通孔的零件之间的紧固联接,但要与螺母配合﹒属可拆卸连接.自攻螺钉:由头部和螺杆两部份构成的一类金属紧固件,但螺杆上的螺纹为专用的自攻螺钉用螺纹﹒用于紧固联接两个薄的金属构件,使之成为一体,构件上需事先制出小孔﹒这种螺钉具有较高的硬度,可直接旋入构件的孔中,使构件孔中形成相应的内螺纹﹒塑料螺钉:由头部和螺杆两部份构成的一类金属紧固件,但螺杆上的螺纹为专用的塑料螺钉用螺纹﹒可直接旋入塑料件中,用于把一个带通孔的金属(或非金属)零件与一个塑料件紧固联接在一起﹒浮动螺钉:压铆于冲件预制孔内, 用于经常拆装之冲压件的把手螺钉, 其结构特点是螺钉本体内包含弹性体. 1.1 螺纹标志及尺寸(除非特别指明,适用于所有的螺钉、螺母和螺柱)螺纹分为外螺纹和内螺纹两种,一般螺钉为外螺纹形式,螺母或螺柱为内螺纹形式,常用的螺纹如图标.第6页共57 页H:原始三角形高度P:螺距D:内螺纹公称直径d:外螺纹公称直径H1:螺纹牙高D2:内螺纹中径D1:内螺纹小径d2:外螺纹中径d1:外螺纹小径n为每英寸牙数.1.1.1米制细牙螺纹H =0.866025P d2=d-0.649519P D=dH1=0.541266P d1=d-1.082532P D2=d2D1=d1单位mm菲菱科思标准化第7页共57 页1.1.2米制粗牙螺纹H =0.866025P d2=d-0.649519P D=dH1=0.541266P d1=d-1.082532P D2=d2D1=d1单位mm1.1.3英制细牙螺纹P=25.4÷n H =0.866025P d=(d)×25.4 D=dH1=0.541266P d2=(d-0.649519/n)×25.4 D2=d2d1=(d-1.082532/n)×25.4 D1=d1菲菱科思标准化第 8 页 共 57 页菲菱科思标准化单位mm1.1.4英制粗牙螺纹P =25.4÷n H =0.866025P d=(d ) ×25.4 D =d H 1=0.541266Pd 2=(d -0.649519/n) ×25.4 D 2=d 2 d 1=(d -1.082532/n) ×25.4 D 1=d 1单位mm第 9 页 共 57 页菲菱科思标准化1.2通孔孔径螺钉连接零件上预制之通孔如图标:通孔孔径之尺寸如下表(单位mm):第10页共57 页1.3攻螺纹孔孔径与螺钉相配的螺纹攻丝孔孔径取决于外内螺纹结合比之大小.螺纹结合比(%)=[(螺钉公称直径-攻丝孔直径)÷(2×螺纹结合高度)]×100(%)1.3.1米制细牙螺纹(单位mm)菲菱科思标准化第11页共57 页菲菱科思标准化第12页共57 页菲菱科思标准化1.3.5板材上孔与板边间距(对所有螺钉适用)板材上螺纹孔与板边间距如图要求b≧2t (b为孔与板边的距离,t为板材厚度)1.4 配合尺寸同种规格的螺钉需与同种规格螺纹的螺母或与预攻同规格螺纹孔的钢板配合.如对M3的螺钉需与M3的螺母相配合,或者与在钢板上攻出M3的螺纹孔相配合.1.5 机械性能(包括材质与热处理)第13页共57 页一般用C<0.20%的低碳钢制造,拉伸强度要求不小于330MPa;硬度不小于95HV(90HB或52HRB);屈服强度不小于190MPa;延伸率不小于25%.部分螺钉拉力如下表:1.6 钢板厚度(取决于螺钉与内螺纹的结合长度,钢板厚度应大于实际螺纹要求之旋合长度,单位mm)菲菱科思标准化第14页共57 页注:对薄材,钢板厚度至少应大于2~3个螺距.1.7 特殊螺钉1.7.1 自攻螺钉1.7.1.1 硬化层深度一般应进行表面硬化处理.表面渗碳或碳氮共渗层深度如下表(单位mm):菲菱科思标准化第15页共57 页1.7.1.2 硬度表面渗碳或碳氮共渗处理后硬度之一般要求:表面硬度不小于45HRC [或450 HV]芯部硬度26~40HRC [270~390 HV]1.7.1.3 尺寸自攻螺钉截面应为弧形三角形,如图(L为导引长度,a为收尾长度).C、D值如下表.(单位inch)菲菱科思标准化第16页共57 页.对螺纹长度大于1/6inch,L应为2~3个螺距;对螺纹长度小于1/6inch,L应为1~2个螺距..对螺纹收尾长度应小于1个螺距.1.7.1.4 工作扭力对不同厚度钢板及预制孔,自攻螺钉之工作扭力如下表(单位lbf.inch):菲菱科思标准化第17页共57 页菲菱科思标准化第18页共57 页对不同的金属材料应选用不同的旋合比,建议选用范围如下:1.7.1.6钢板孔径及抽牙高不同规格自攻螺钉所需钢板预制孔孔径及抽牙孔高呎寸如下(单位inch):菲菱科思标准化第19页共57 页1.7.2 塑料螺钉1.7.2.1 螺纹形状菲菱科思标准化第 20 页 共 57 页菲菱科思标准化1.7.2.2 硬度一般要求硬度范围在33~39HRC[310~370HV](必要时可采用表面渗碳或碳氮共渗处理)1.7.2.31.7.3 浮动螺钉1.7.3.1 浮动螺钉形状1.7.3.2 基本要求第21页共57 页浮动螺钉铆合后与板材之间隙应在0~0.35mm.1.8 螺钉验证方法*注:对自攻螺钉用环规测量螺纹有困难时,可仅测试其C值,此时应采用特殊之三棱千分尺,且避过引导区进行.菲菱科思标准化第22页共57 页资料AB.常用板材硬度GI料:牌号C1 55~67 HRB;C2 50~65 HRB;C3 40~53 HRBEG料:45~58 HRBCRS料:45~56 HRBC.电镀层C.1在工作环境湿度低于70%的室内条件使用的小五金,镀锌层不小于0.005mm,镀镍层不小于0.010mm.C.2在城市的室外条件或可产生冷凝作用的室内条件使用的小五金,对镀锌层不小于0.008mm,对镀镍层应不小于菲菱科思标准化第23页共57 页0.020mm.2.螺母定义:螺母是带有内螺纹的紧固件,配合带有外螺纹的螺钉,利用内外螺纹连接形式,作紧固连接两个被连接件之用.本手册所讨论的是自铆螺母,亦即压铆于冲件预冲孔内, 用于固定或连接其它零件的一类螺母.2.1制造材料2.1.1材料牌号一般只用到下列两种材料JIS SUS 303不锈钢和JIS SUM22易削钢.2.1.22.1.32.1.4 螺母材料的选取菲菱科思标准化第24页共57 页应根据冲压板材硬度的不同选取不同材质的自铆螺母.如下表:2.2尺寸及公差2.2.1型号为“S. SS. CLS以及CLSS”的自铆螺母尺寸.第25页共57 页单位mm菲菱科思标准化第26页共57 页单位inch菲菱科思标准化第27页共57 页2.2.2型号为SP, 专用于不锈钢冲压板件上的自铆螺母尺寸(米制单位为mm,英制单位为inch).第28页共57 页菲菱科思标准化第 29 页 共 57 页菲菱科思标准化2.2.4型号为F. 的自铆螺母尺寸单位mm菲菱科思标准化第31页共57 页菲菱科思标准化2.2.5一般未注公差:米制尺寸为整数的公差为±0.30mm;尺寸之小数点后面一位的公差为±0.2mm;小数点有二位的公差为±0.13mm.英制尺寸小数点后面二位的公差为±0.01inch;小数点有三位的公差为±0.005inch.2.3 压铆要求(压铆力为参考项目)螺母定位准确、压入深度A应与下模面平齐,上下模铆合高度应为一个板厚.压合后自铆螺母铆合部位应完全深入母材,不能出现间隙.目前选用材质所制螺母对100吨以下冲床完全适应,若因超出此范围而发生螺母之变形失效,则应考虑选用另外的材料制造,如中碳钢等.第32页共57 页菲菱科思标准化第33页共57 页菲菱科思标准化第34页共57 页2.4 配合呎寸同种规格的螺母需与同种规格的螺钉相配合.如对M4的螺母需与M4的螺钉相配合.2.5菲菱科思标准化第35页共57 页3.螺柱定义:压铆于冲件预冲孔内,带有螺纹,用于固定或连接其它零件的一类紧固件.3.1制造螺柱材料3.1.1材料牌号一般只用到下列三种材料:JIS SUS 303不锈钢、JIS SUM22易削钢和JIS 7075-T6铝合金.3.1.2化学成份3.1.3 机械性能菲菱科思标准化第36页共57 页3.1.4 螺柱材料的选取根据冲压板材硬度的不同选取不同材质的螺柱.如下表:*注:SO—StandOff A—Aluminum S—Stainless Steel B—Blind N—Non-Heat Treated3.2尺寸3.2.1型号为“SO. SON. SOA. SOS. ”的通孔螺柱菲菱科思标准化第 37 页 共 57 页菲菱科思标准化3.2.1.1一般尺寸 单位 mm注: 3.5M3是在原有M3基础上将壁厚加厚、螺纹尺寸保持不变. 单位 inch第38页共57 页3.2.1.2螺纹规格和螺柱长度单位mm菲菱科思标准化第 39 页 共 57 页菲菱科思标准化单位 inch3.2.2 型号为“BSO.BSON. BSOA.BSOS. ”的盲孔螺柱3.2.2.1一般尺寸第40页共57 页菲菱科思标准化单位mm单位inch3.2.2.2螺纹规格和螺柱长度第41页共57 页菲菱科思标准化单位mm单位inch第42页共57 页菲菱科思标准化3.3 公差一般未注公差: 米制尺寸为整数的公差为±0.30mm. 尺寸之小数点后面一位的公差为±0.25mm.小数点有二位的公差为±0.13mm. 英制尺寸小数点后面二位的公差为±0.01inch,小数点有三位的公差为±0.005inch.3.4 压铆要求螺柱定位准确、上模平面与下模螺柱孔底面之间的距离A应等于螺柱高度L.压合后螺柱铆合部位应深入板材,不能出现间隙.目前选用材质所制螺母对100吨以下冲床完全适应,若因超出此范围而发生螺母之变形失效,则应考虑选用另外的材料制造,如中碳钢等.第43页共57 页注: 如果螺柱安装在板厚小于1.5mm之片材上, 则推力、扭力、拉出力规格数据为原规格之80%, 安装力规格保持不变. 3.5 螺柱验证方法菲菱科思标准化第44页共57 页4.支柱定义:压铆于冲件预冲孔内, 用于安装其它零件时起导向或定位之柱体零件.4.1型号为“SO.SON. SOA.SOS”的通孔支柱4.1.1材料牌号一般只用到下列三种材料:JIS SUS 303不锈钢、JIS SUM22易削钢和JIS 7075-T6铝合金.4.1.24.1.3 机械性能菲菱科思标准化第 45 页 共 57 页菲菱科思标准化4.1.4 支柱材料的选取根据冲压板材硬度的不同选取不同材质的支柱.如下表:*注: SO —StandOff A —Aluminum S —Stainless Steel N —Non-Heat Treated4.1.5一般尺寸第46页共57 页菲菱科思标准化单位mm单位inch4.1.6支柱规格和支柱长度第47页共57 页菲菱科思标准化单位mm单位inch4.1.7公差第48页共57 页一般未注公差: 米制尺寸为整数的公差为±0.30mm. 尺寸之小数点后面一位的公差为±0.25mm.小数点有二位的公差为±0.13mm. 英制尺寸小数点后面二位的公差为±0.01inch,小数点有三位的公差为±0.005inch.4.2 其它异型支柱4.2.1 制造材料4.2.2尺寸常用异型支柱尺寸分列如图(单位mm):菲菱科思标准化第 49 页 共 57 页菲菱科思标准化支柱1 支柱2支柱 3 支柱4。
08新五金手册
1、冷轧钢板
4、多面体的体积和表面积6、冷轧黄钢板
9、铅板
12、热轧铜条
14、刺钢丝
17、钢板网
20、黄铜丝布
23、热轧铜板
26、铝及铝合金槽形型材29、水、煤气输送钢管32、低碳钢丝、电镀锌钢丝35、薄钢板习用号数的厚度38、锅炉用无缝钢管
41、热轧无缝钢管1
44、冷弯吊顶轻钢龙骨47、中、厚钢板
50、圆钢
53、热轧不等边角钢
56、热轧普通槽钢
59、冷弯内卷边槽钢
62、冷弯方形焊接管
65、热轧黄铜板
常用五金手册目录
2、冷轧铜条
3、特殊用冷轧黄铜条
5、常用图形求面积、体积公式
7、特殊用冷轧黄钢板8、铝及铝合金板
10、纯铜带11、铝带
13、英国标准线规(BWG)号数与线径的关系
15、刻痕钢丝16、钢丝网
18、钢丝纱19、紫铜丝布
21、铝及铝合金直角角型材22、铝及铝合金直丁字型材
24、铝及铝合金等边等壁工字型材25、铝及铝合金等边等壁Z字形型材27、冷拔(轧)无缝钢管128、冷拔(轧)无缝钢管2
30、电丝套管31、电焊钢管
33、瓦楞白铁皮规格和重量34、马口铁板
36、冷拔(轧)无缝钢管37、常用高压无缝钢管
39、过热蒸汽管用无缝钢管40、热轧无缝钢管
42、冷弯卷边角钢43、冷弯焊接I型管
45、普通薄钢板46、酸洗薄钢板和镀锌薄钢板
48、花纹钢板49、槽钢非标
51、六角钢52、热轧等边角钢
54、热轧普通工字钢55、热轧轻型工字钢
57、热轧轻型槽钢58、热轧钢筋
60、冷弯Z形钢61、冷弯外卷边槽钢
63、冷弯矩形焊接钢管64、方钢
65、焊管、镀锌钢管。
五金手册
人生不能留遗憾人生不能留遗憾人生不能留遗憾人生不能留遗憾五金手册第1篇工程材料及制品第1章钢铁材料1.1 名称和符号1.2 普通碳素结构钢1.3 优质碳素结构钢1.4 低合金高强度结构钢1.5 合金结构钢1.6 易切削钢1.7 碳素工具钢1.8 合金工具钢1.9 高速工具钢1.10 弹簧钢1.11 滚动轴承钢1.12 不锈钢和耐热钢1.13 模具钢1.14 铸钢1.14.1 普通铸钢1.14.2 合金铸钢1.15 铸铁1.15.1 铸铁的名称、代号1.15.2 灰铸铁1.15.3 球墨铸铁1.15.4 蠕墨铸铁1.15.5 可锻铸铁1.15.6 特殊性能铸铁1.16 生铁1.17 钢材的色标第2章钢铁材料制品2.1 钢板和钢带2.1.1 热轧钢板和钢带2.1.2 冷轧钢板和钢带2.1.3 钢板每平方米的质量2.2 钢型材2.2.1 圆钢和方钢2.2.2 扁钢2.2.3 热轧六角钢和八角钢2.2.4 冷拉圆钢、方钢、六角钢2.2.5 热轧等边角钢2.2.6 热轧不等边角钢2.2.7 冷弯等边角钢2.2.8 冷弯不等边角钢2.2.9 热轧工字钢规格和质量2.2.10 热轧普通槽钢规格和线质量2.2.11 热轧L型钢2.2.12 冷弯等边槽钢2.2.13 热轧钢筋混凝土用圆钢筋2.3 钢管和铸铁管2.3.1 普通无缝钢管2.3.2 结构用无缝钢管2.3.3 高压锅炉用无缝钢管2.3.4 精密无缝钢管2.3.5 低压流体输送用焊接钢管2.3.6 不锈钢管2.3.7 水、煤气管2.4 钢丝2.4.1 一般用途低碳钢丝2.4.2 重要用途低碳钢丝2.4.3 冷拔圆钢丝、方钢丝、六角钢丝2.4.4 冷拉碳素弹簧钢丝2.4.5 重要用途碳素弹簧钢丝2.4.6 棉花打包用镀锌钢丝第3章有色金属材料3.1 有色金属材料3.1.1 有色纯金属符号及物理性质3.1.2 有色金属及其合金3.2 有色金属材料的编号、牌号3.2.1 铝及铝合金3.3 铝合金的品种、状态和典型用途3.3.1 铜及铜合金3.3.2 镍和镍合金3.3.3 铸造有色金属及其合金3.3.4 其他有色合金的牌号第4章有色金属材料制品4.1 铝及铝合金材料制品4.1.1 轧制板材规格4.1.2 棒材4.1.3 管材4.1.4 角材4.1.5 线材4.2 铜及铜合金材料4.2.1 铜和铜合金板(带、箔)材4.2.2 铜及铜合金棒材4.2.3 铜及铜合金管材4.2.4 铜及铜合金线材4.3 镍和镍合金制品4.3.1 镍及镍合金板4.3.2 镍及镍铜合金管4.4 镁和镁合金4.5 铅和铅锑合金制品4.6 锌及锌合金制品第5章非金属材料及制品5.1 橡胶及橡胶制品5.1.1 橡胶软管5.1.2 工业用橡胶板5.1.3 橡胶输送带5.1.4 密封圈胶料5.2 塑料及塑料制品5.2.1 塑料制品的标志和标识5.2.2 常用塑料的性能5.2.3 聚乙烯(PE)制品5.2.4 聚氯乙烯(PVC)制品5.2.5 氯化聚氯乙烯5.2.6 聚丙烯塑胶(PP)管5.2.7 无规三聚丙烯(PP R)管5.2.8 工程塑料(ABS)管5.2.9 聚偏二氟乙烯(PVDF)管5.2.10 玻纤增强聚丙烯(FRPP)管5.2.11 聚四氟乙烯制品5.2.12 聚苯乙烯(PS)制品5.3 石墨制品5.4 云母制品5.4.1 塑型云母板5.4.2 柔软云母板5.4.3 云母带5.5 有机玻璃(PMMA)5.6 玻璃5.6.1 建筑玻璃5.6.2 浮法平板玻璃5.6.3 夹层玻璃5.6.4 中空玻璃5.6.5 钢化玻璃5.6.6 防火玻璃5.7 石棉制品5.7.1 石棉绳5.7.2 石棉板5.7.3 石棉橡胶板5.7.4 石棉橡胶盘根5.7.5 平面型钢制管法兰用石棉橡胶垫片5.7.6 凸面型钢制管法兰用石棉橡胶垫片5.7.7 凹凸面型钢制管法兰用石棉橡胶垫片5.8 建筑装饰涂料5.8.1 涂料的组成5.8.2 装饰涂料5.8.3 涂料5.8.4 油漆的名称和代号5.8.5 油漆型号5.8.6 油漆的技术指标5.8.7 粉末涂料第6章复合材料6.1 不锈钢钢复合管6.2 不锈钢塑料复合管6.3 钢塑复合管6.4 铝塑复合管6.5 铜塑复合管第篇五金工具第7章测量工具7.1 量尺类7.1.1 金属直尺7.1.2 钢卷尺7.1.3 万能角尺7.2 卡尺卡钳类7.2.1 游标卡尺7.2.2 卡钳7.3 量表类7.3.1 百分表和千分表7.3.2 量针7.3.3 表座7.4 量规类7.4.1 角尺7.4.2 平尺7.4.3 平板7.4.4 量规7.4.5 量块7.4.6 V形块7.4.7 螺纹塞规和环规7.4.8 圆锥量规7.4.9 正弦规7.4.10 样板7.4.11 塞尺7.5 仪具类7.5.1 水平仪7.5.2 光学合像水平仪7.5.3 光学平直仪第8章手工工具8.1 手钳8.1.1 钢丝钳8.1.2 尖嘴钳8.1.3 扁嘴钳8.1.4 圆嘴钳8.1.5 斜嘴钳8.1.6 顶切钳8.1.7 鲤鱼钳8.1.8 胡桃钳8.1.9 断线钳8.1.10 鹰嘴断线钳8.1.11 夹扭钳8.1.12 水泵钳8.2 扳手8.2.1 单头扳手8.2.2 双头扳手8.2.3 防爆扳手8.2.4 活扳手8.2.5 管活两用扳手8.2.6 敲击扳手8.2.7 角形扳手8.3 旋具8.3.1 一字槽螺钉旋具8.3.2 十字槽螺钉旋具8.3.3 多用螺钉旋具8.3.4 螺旋棘轮螺钉旋具8.3.5 内六角花形螺钉旋具第9章钳工工具9.1 划线工具9.1.1 冲子9.1.2 划规9.1.3 V形铁9.1.4 方箱9.1.5 千斤顶9.1.6 孔加工工具9.1.7 螺纹加工工具9.2 装配工具9.2.1 内四方扳手9.2.2 丁字形内六角扳手9.2.3 端面孔活扳手9.2.4 侧面孔钩扳手9.2.5 钩扳手9.2.6 套筒扳手9.2.7 套筒扳手套筒9.2.8 手动套筒扳手附件9.2.9 十字柄套筒扳手9.2.10 增力扳手9.2.11 省力扳手9.2.12 指示表式力矩扳手9.2.13 电子定转矩扳手9.2.14 扭力扳手9.2.15 弹性挡圈安装钳9.2.16 顶拔器9.2.17 手动拉铆枪9.3 锯切工具9.3.1 锯条9.3.2 钢锯架9.4 錾削工具9.4.1 錾子9.4.2 锤子9.5 锉削工具9.5.1 钳工锉9.5.2 整形锉9.5.3 异形锉9.5.4 锯锉9.5.5 电镀超硬磨料制品什锦锉9.5.6 硬质合金旋转锉9.6 刮削工具9.7 校准工具9.7.1 标准平板9.7.2 标准平尺9.8 手摇钻和钻床9.8.1 手摇钻9.8.2 手摇台钻9.8.3 台式钻床9.8.4 立式钻床9.8.5 常用摇臂钻床9.9 虎钳9.9.1 普通台虎钳9.9.2 多用台虎钳9.9.3 方孔桌虎钳9.9.4 手虎钳9.9.5 弓形夹第10章车工工具10.1 高速钢车刀条10.2 硬质合金焊接车刀片10.3 硬质合金车刀10.3.1 外表面车刀10.3.2 内表面车刀10.3.3 硬质合金机夹可重磨刀片10.3.4 机夹车刀10.3.5 可转位车刀10.3.6 硬质合金可调节浮动镗刀10.3.7 刀排10.4 通用夹具10.4.1 锥柄工具过渡套10.4.2 顶尖10.4.3 夹头10.4.4 拨盘10.4.5 卡盘10.4.6 花盘第11章铣工工具11.1 铣刀11.1.1 高速钢圆柱形铣刀11.1.2 高速钢立铣刀11.1.3 高速钢锯片铣刀11.1.4 高速钢键槽铣刀11.1.5 T形槽铣刀11.1.6 半圆键槽铣刀11.1.7 矩形外花键成形铣刀11.1.8 半圆铣刀11.1.9 高速钢燕尾槽铣刀11.1.10 高速钢角度铣刀11.1.11 高速钢三面刃铣刀11.2 装夹工具11.2.1 短锥柄铣刀铣夹头11.2.2 弹性铣夹头11.2.3 锥柄铣刀铣夹头11.2.4 削平柄铣刀铣夹头11.2.5 快换铣刀铣夹头11.2.6 滚针铣夹头11.2.7 镗头11.2.8 机用虎钳11.2.9 电磁吸盘第12章刨插滚工具12.1 刨刀刀杆12.2 插齿刀12.3 滚齿刀第13章管工工具13.1 管螺纹板牙和板牙架13.2 圆锥形管螺纹铰刀13.3 管子铰板13.4 管子钳13.5 链条管子钳13.6 管子台虎钳13.7 直通胀管器13.8 管子割刀13.9 管子扳手13.10 弯管机13.11 管端成形机13.12 手动坡口机13.13 电动套丝机第14章电工工具14.1 电烙铁14.2 测电笔(器)14.3 电工刀14.4 电工钳14.5 剥线钳14.6 紧线钳14.7 液压紧线钳14.8 液压钳14.9 导线钳14.10 压线钳14.11 断线剪第15章木工工具15.1 木工锤15.2 木工钻15.3 弓摇钻15.4 木工方凿钻15.5 木工锯15.6 木工刨15.7 木工凿15.8 木锉15.9 木工斧15.10 木工夹15.11 台式木工多用机床15.12 喷漆枪第16章建筑工具16.1 测量工具16.2 瓦工工具16.3 装修工具16.4 挖掘工具16.4.1 农用锹16.4.2 钢镐16.5 登高梯具第17章电动工具17.1 电钻17.2 电池式电钻螺丝刀17.2.1 磁座钻17.2.2 硬质合金冲击钻17.2.3 电剪刀17.2.4 电冲剪17.2.5 型材切割机17.2.6 电动往复刀锯17.2.7 电动自爬式锯管机17.2.8 电动攻丝机17.2.9 电动坡口机17.3 砂磨类17.3.1 角向磨光机17.3.2 模具电磨17.3.3 抛光机17.3.4 盘式砂光机17.3.5 摆动式砂光机17.3.6 带式砂光机17.3.7 砂轮机17.4 装配作业类17.4.1 电动螺丝刀17.4.2 自攻螺丝刀17.4.3 电动扳手17.4.4 电动旋具17.4.5 电动拉铆枪17.4.6 电动胀管机17.4.7 电动升降拉马17.5 切削加工类17.5.1 电刨17.5.2 电锯17.5.3 修边机17.5.4 木铣17.5.5 开槽机和开榫机17.5.6 木材切割机17.5.7 木材斜断机17.5.8 木工凿眼机和地板抛光机17.6 建筑类17.6.1 冲击电钻17.6.2 锤钻17.6.3 电锤17.6.4 电镐17.6.5 湿式磨光机17.6.6 电动石材切割机17.6.7 混凝土振动器17.6.8 双重绝缘混凝土钻孔机17.6.9 砖墙铣沟机17.6.10 电动捣碎机17.6.11 电动雕刻机17.6.12 电动凿岩机17.6.13 矿用煤电钻17.6.14 轨枕捣固机17.6.15 电动管道清理机第18章气动工具18.1 金属切削类18.1.1 气钻18.1.2 手持式气动钻机18.1.3 气动攻丝机18.1.4 气动倒角机18.1.5 气剪刀18.1.6 气冲剪18.1.7 气铣18.1.8 气动磨光机18.1.9 气动角向磨光机18.1.10 气动砂轮机18.1.11 气动捣固机18.2 装配作业类18.2.1 气动铆钉枪18.2.2 气动铆钉机18.2.3 气动打钉枪18.2.4 气扳机18.2.5 气动螺丝刀18.2.6 气动扳手18.3 镐铲类18.3.1 气铲18.3.2 破碎镐18.3.3 手持式凿岩机18.4 其他类18.4.1 气动搅拌机18.4.2 气动管子坡口机第19章液压工具19.1 液压压接钳19.2 液压弯管机19.3 液压转矩扳手19.4 分体液压拉马19.5 液压千斤顶19.6 机械式法兰分离器19.7 分体式液压冲孔机19.8 油压切排机19.9 液压弯排机19.10 液压开孔器19.11 液压钢筋钳19.12 液压钢筋切断机19.13 手动液压泵第20章磨工工具20.1 普通砂轮20.2 超硬砂轮20.3 油石20.4 磨头20.5 砂布20.6 砂纸20.7 金刚石砂轮整形刀第21章园艺工具21.1 修剪类21.2 种植类21.3 电动园林机械第3篇机械五金第22章紧固件与连接件22.1 紧固件22.1.1 螺纹22.1.2 螺栓22.1.3 螺钉22.1.4 螺柱和螺杆22.1.5 螺母22.1.6 垫圈22.1.7 挡圈22.1.8 销22.1.9 铆钉22.2 连接件22.2.1 普通平键22.2.2 导向平键22.2.3 半圆键22.2.4 普通楔键22.2.5 钩头楔键22.2.6 花键第23章传动件与支持件23.1 传动带和输送带23.1.1 传动带23.1.2 输送带23.2 链条23.2.1 滚子链23.2.2 输送链23.2.3 齿形链23.2.4 链轮723.3 齿轮、蜗轮和蜗杆23.3.1 齿轮的模数系列23.3.2 蜗杆分度圆直径23.3.3 蜗杆头数与蜗轮齿数23.4 轴承23.4.1 滚动轴承的代号23.4.2 常用滚动轴承类型、结构及尺寸系列、轴承代号23.4.3 角接触球轴承23.4.4 双列角接触球轴承23.4.5 四点接触球轴承23.4.6 深沟球轴承23.4.7 推力球轴承23.4.8 调心球轴承23.4.9 带座外球面球轴承23.4.10 调心滚子轴承23.4.11 推力调心滚子轴承23.4.12 推力圆柱滚子轴承23.4.13 圆柱滚子轴承23.4.14 圆锥滚子轴承23.4.15 滚针轴承23.4.16 推力滚针轴承23.4.17 单向轴承23.4.18 滚动轴承座23.4.19 滑动轴承23.4.20 钢球第24章机床附件24.1 中心架和跟刀架24.2 锥柄工具过渡套24.3 顶尖24.3.1 固定式顶尖24.3.2 回转式顶尖24.3.3 内拨顶尖24.3.4 夹持式内拨顶尖24.3.5 外拨顶尖24.3.6 内锥孔顶尖24.3.7 夹持式内锥孔顶尖24.4 夹头24.5 拨盘24.6 卡盘24.7 卡盘用过渡盘24.8 花盘24.9 分度头24.9.1 机械分度头24.9.2 立卧等分分度头24.9.3 光学分度头24.10 回转工作台第25章起重工具25.1 千斤顶25.2 起重滑车25.3 手拉葫芦25.4 手扳葫芦25.5 电动葫芦25.6 钢丝绳及附件25.6.1 钢丝绳的分类方法25.6.2 钢丝绳的结构25.6.3 钢丝绳的标记(GB/T8706—2006)25.6.4 钢丝及钢丝绳的特征代号25.6.5 一般用途钢丝绳25.6.6 输送带用钢丝绳25.6.7 电梯用钢丝绳25.6.8 不锈钢钢丝绳25.6.9 钢丝绳附件第26章焊割器材26.1 焊炬26.2 割炬26.3 焊割两用炬26.4 碳弧气刨炬26.5 割嘴26.6 焊嘴26.7 电焊钳26.8 气体回火防止器26.9 焊接用阀门26.10 电焊面罩26.11 焊接设备26.11.1 气瓶26.11.2 乙炔发生器26.11.3 电焊机26.11.4 弧焊机第27章弹簧27.1 普通圆柱螺旋压缩弹簧27.2 普通圆柱螺旋拉伸弹簧27.3 普通圆柱螺旋扭转弹簧27.4 碟形弹簧第28章润滑件和密封件28.1 润滑件28.1.1 油杯28.1.2 油标28.1.3 油枪28.1.4 润滑泵28.2 密封装置28.2.1 油封皮圈、油封纸圈28.2.2 毡封圈28.2.3 O形橡胶密封圈28.2.4 U形橡胶密封圈28.2.5 圆橡胶、圆橡胶管第4篇建筑和装潢五金第29章建筑型材和结构件29.1 建筑用钢材29.1.1 建筑用钢筋29.1.2 建筑用压型钢板29.1.3 花纹钢板29.1.4 窗框用热轧型钢29.1.5 卷帘门及钢窗用冷弯型钢29.1.6 护栏波形梁用冷弯型钢29.1.7 钢门窗用电焊异形钢管29.1.8 装饰用焊接不锈钢管方管和矩形管29.1.9 钢铰线29.2 建筑用铝合金29.2.1 铝及铝合金花纹板29.2.2 铝及铝合金波纹板29.2.3 铝及铝合金压型板29.2.4 铝合金花纹网29.3 建筑用塑料型材29.4 门窗构件29.4.1 铝合金门窗29.4.2 PVC塑料门窗29.4.3 自动门第30章门窗及家具配件30.1 门窗配件30.1.1 钢插销30.1.2 铝合金门插销30.2 合页30.2.1 普通型合页30.2.2 轻型合页30.2.3 抽芯型合页30.2.4 H形合页30.2.5 T形合页30.2.6 扇形合页30.2.7 双袖型合页30.2.8 弹簧合页30.2.9 轴承合页30.2.10 自关合页30.2.11 脱卸合页30.2.12 翻窗合页30.2.13 单旗合页30.2.14 钢纱门合页30.3 拉手30.3.1 小拉手30.3.2 蟹壳拉手30.3.3 底板拉手30.3.4 梭子拉手30.3.5 管子拉手30.3.6 推板拉手30.3.7 大门拉手30.3.8 铝合金门窗拉手30.3.9 不锈钢双管拉手和三排拉手30.3.10 平开铝合金窗执手30.4 门窗小五金30.4.1 窗钩30.4.2 灯钩30.4.3 羊眼30.4.4 锁扣30.4.5 铁三角30.4.6 窗帘轨30.4.7 滑撑30.4.8 窗撑挡30.5 门锁、窗锁30.5.1 外装门锁30.5.2 外装双舌门锁30.5.3 弹子插销门锁30.5.4 叶片插销门锁30.5.5 球形门锁30.5.6 铝合金门锁30.5.7 铝合金窗锁30.5.8 弹子抽屉锁30.5.9 橱门锁30.6 闭门器和地弹簧30.6.1 闭门器30.6.2 地弹簧30.6.3 鼠尾弹簧30.7 百叶窗第31章钉和金属网31.1 钉类31.1.1 家具钉31.1.2 麻花钉31.1.3 水泥钉31.1.4 一般用途圆钢钉31.1.5 高强度圆钢钉31.1.6 扁头圆钢钉31.1.7 拼合用圆钢钉31.1.8 瓦楞钉31.1.9 鱼尾钉31.1.10 油毡钉31.1.11 骑马钉31.1.12 木螺钉31.1.13 自攻螺钉31.1.14 射钉31.2 金属丝网31.2.1 金属丝网的目数和网号31.2.2 金属丝网规格31.2.3 铜丝网31.2.4 不锈钢丝网31.2.5 镀锌低碳钢丝网31.2.6 窗纱31.3 金属板网31.3.1 钢板网31.3.2 铝板网31.3.3 铝合金花格网第32章水暖管路及消防器材32.1 管路通径和材料32.2 铸铁管32.3 管路附件32.4 水暖管路附件32.4.1 水嘴32.5 消防器材32.5.1 灭火器的名称和代号32.5.2 简易式灭火器32.5.3 手提式灭火器32.5.4 推车式灭火器32.5.5 悬挂感温式干粉自动灭火器32.5.6 消防水枪32.5.7 消防炮32.5.8 消防接口32.5.9 分水器和集水器32.6 消火栓132.6.1 室内消火栓32.6.2 室外消火栓32.6.3 地下消火栓第5篇通用机械和设备第33章通风机33.1 离心通风机33.1.1 离心通风机的型号33.1.2 №468离心通风机33.1.3 №470离心通风机33.1.4 №472离心通风机33.1.5 №479离心风机33.1.6 №912高压离心通风机33.1.7 №919离心通风机33.1.8 №926离心通风机33.1.9 №928离心通风机33.1.10 L型离心通风机33.1.11 水泥窑用高压离心通风机33.2 锅炉鼓风机33.2.1 G468锅炉鼓风机33.2.2 G473锅炉鼓风机33.2.3 G641锅炉鼓风机33.2.4 C系列多级离心鼓风机33.2.5 D系列多级离心鼓风机33.2.6 专用鼓风机33.3 锅炉引风机33.3.1 Y468锅炉引风机33.3.2 Y473锅炉引风机33.3.3 Y547锅炉引风机33.3.4 Y548锅炉引风机33.3.5 Y551锅炉离心引风机33.3.6 Y641锅炉引风机33.3.7 Y839锅炉引风机33.3.8 Y938锅炉引风机33.4 罗茨鼓风机33.5 排尘离心通风机33.5.1 C473排尘离心通风机33.5.2 C646排尘离心风机33.5.3 C648排尘离心通风机33.6 耐高温离心风机33.7 防腐风机33.8 轴流风机33.8.1 GD30轴流风机33.8.2 T3511型轴流风机33.8.3 B30防爆轴流风机33.8.4 BT3511防爆轴流风机33.8.5 T30轴流风机33.8.6 BT3511防爆轴流风机33.8.7 CT35耐高温防油防潮轴流风机33.8.8 TDZ低噪声轴流风机33.9 暖风机133.9.1 GS热水暖风机33.9.2 NC暖风机33.9.3 NBL离心暖风机33.9.4 Q暖风机33.10 SP600离子风机第34章气体压缩机34.1 小型系列气压机34.2 螺杆式气压机34.2.1 LG系列直联螺杆式气压机34.2.2 LG系列风冷固定式螺杆气压机34.2.3 LG系列水冷固定式螺杆气压机34.2.4 JG系列固定式双螺杆气压机34.2.5 LGU系列固定式双螺杆气压机34.2.6 BL系列螺杆气压机34.2.7 BLT系列螺杆气压机34.2.8 SF系列螺杆气压机34.3 Z系列气压机34.4 V系列气压机34.5 VF系列气压机34.6 W系列气压机34.7 滑片移动式气压机34.8 氮气压缩机34.9 无油润滑压缩机34.9.1 无油润滑压缩机34.9.2 全无油压缩机34.9.3 ZP无润滑无基础压缩机第35章泵35.1 离心泵35.1.1 IS型离心泵35.1.2 单级双吸清水离心泵35.1.3 单吸多级清水离心泵35.1.4 DB自吸式离心泵35.1.5 D型多级清水离心泵35.1.6 BA(BL)型离心泵35.1.7 G系列管道离心泵35.1.8 G系列立式管道离心泵35.1.9 GDL立式多级管道泵35.1.10 SG系列管道泵35.1.11 ISG型立式管道离心泵35.1.12 ISW卧式管道离心泵35.1.13 R型热水循环泵35.1.14 FSB氟塑料离心泵35.1.15 FS玻璃钢离心泵35.1.16 F型耐腐蚀离心泵35.1.17 DF卧式单吸多级分段式耐腐蚀离心泵35.1.18 BT钛泵35.1.19 DM多级杂质离心泵35.1.20 ZD离心式渣浆泵35.1.21 WG离心式污水泵35.1.22 QW污水污物泵35.1.23 小型潜水电泵35.1.24 JC长轴离心深井泵35.2 轴流泵35.2.1 ZLB(Q)轴流泵35.2.2 ZLD中小型轴流泵35.3 混流泵35.3.1 卧式混流泵35.3.2 立式混流泵35.4 螺杆泵135.4.1 单螺杆泵35.4.2 三螺杆泵35.5 W旋涡泵35.6 真空泵35.6.1 水环式真空泵35.6.2 WLW立式无油真空泵35.6.3 滑阀式真空泵35.6.4 旋片式真空泵35.7 油泵35.7.1 Y型离心油泵35.7.2 齿轮油泵35.8 电动往复泵35.8.1 WB电动往复泵35.8.2 3W B高压往复泵35.9 转子泵35.10 微型泵35.10.1 ZB(WZ)自吸旋涡泵35.10.2 BZ D系列微型离心泵35.10.3 WB微型不锈钢离心泵第36章阀门36.1 阀门的型号编制和公称压力36.1.1 标准阀门型号编制方法(GB/T308 )36.1.2 阀门的公称压力36.2 闸阀的规格和技术数据36.2.1 手动闸阀36.2.2 直齿轮传动闸阀36.2.3 锥齿轮传动闸阀36.2.4 气动闸阀36.2.5 电动闸阀36.3 截止阀的规格和技术数据36.3.1 手动截止阀36.3.2 锥齿轮传动截止阀36.3.3 气动截止阀36.3.4 电动截止阀36.4 节流阀的规格和技术数据36.5 球阀的规格和技术数据36.5.1 手动球阀36.5.2 蜗轮传动球阀36.5.3 气动球阀36.6 蝶阀的规格和技术36.5.4 电动球阀数据36.6.1 手动蝶阀36.6.2 蜗轮传动蝶阀36.6.3 气动蝶阀36.6.4 电动蝶阀36.7 旋塞阀、柱塞阀的规格和技术数据36.7.1 旋塞阀36.7.2 柱塞阀36.8 减压阀的规格和技术数据36.9 调节阀的规格和技术数据36.9.1 手动调节阀共享知识 分享快乐卑微如蝼蚁、坚强似大象36.9.2 气动调节阀 36.9.3 电动调节阀36.10 止回阀的规格和技术数据 36.10.1 升降式止回阀 36.10.2 旋启式止回阀36.11 疏水阀的规格和技术数据 36.12 安全阀的规格和技术数据 36.12.1 封闭式安全阀 36.12.2 不封闭式安全阀 第37章 常用仪表 37.1 压力表 37.1.1 一般压力表37.1.2 氧气、乙炔、氢气压力表 37.1.3 不锈钢压力表 37.2 真空表37.3 水表 37.3.1 管道式水表 37.3.2 同轴式水表 37.4 温度计 37.4.1 压力式温度计 37.4.2 双金属温度计 37.4.3 红外测温仪 37.4.4 高温红外线测温仪 37.5 温湿度计 37.6 转速表 37.6.1 手持式转速表 37.6.2 固定式转速表 第6篇 基础资料 第38章 常用基础资料 38.1 常用化学元素符号38.2 优先数和优先数系 38.3 常用常数 38.4 勾股定理 38.5 三角函数38.6 金属材料的线胀系数 38.7 金属材料的硬度 38.8 常用计量单位 38.9 常用单位换算 38.10 常用线规号码与线径 38.11 基本几何图形的面积和体积 38.12 圆周的弧长、弓形的高度、弦长和面积 38.13技术作 者:赵海霞,刘光启 编出 版 社: 化学工业出版社 ISBN:9787122127068 出版时间:2012-04-01 定价128元。
五金手册——精选推荐

五金手册热轧黄铜板方钢冷弯矩形焊接钢管冷弯方形焊接管冷弯外卷边槽钢冷弯Z形钢冷弯内卷边槽钢热轧钢筋热轧轻型槽钢热轧普通槽钢热轧轻型工字钢热轧普通工字钢热轧不等边角热轧等边角钢六角钢圆钢槽钢非标花纹钢板中、厚钢板酸洗薄钢板和镀锌薄钢板(普通薄钢板冷弯吊顶轻钢龙骨冷弯焊接I型管冷弯卷边角钢热轧无缝钢管1热轧无缝钢管过热蒸汽管用无缝钢管锅炉用无缝钢管常用高压无缝钢管冷拔(轧)无缝钢管薄钢板习用号数的厚度低碳钢丝、电镀锌钢丝电焊钢管电丝套管水、煤气输送钢管冷拔(轧)无缝钢管2冷拔(轧)无缝钢管1铝及铝合金槽形型材铝及铝合金等边等壁Z字形型材铝及铝合金等边等壁工字型材热轧铜板铝及铝合金直丁字型材铝及铝合金直角角型材黄铜丝布紫铜丝布钢丝纱钢板网钢丝网刻痕钢丝刺钢丝英国标准线规(BWG)号数与线径的关系热轧铜条铝带纯铜带铅板铝及铝合金板特殊用冷轧黄钢板冷轧黄钢板常用图形求面积、体积公式多面体的体积和表面积特殊用冷轧黄铜条冷轧铜条冷轧钢板B.定尺长度(合同中确定)C.倍尺长度(合同中确定)短尺圆钢的交货数量不得超过一批订货总量的10%。
普通钢短尺不短于2.5m,优质钢短尺不短于1.5m。
(一)圆钢规格、重量表[冶标(YB)158-63]边长(mm)截面面积(cm2)9.001.0016.0025.0036.004.0049.003.8064.0081.005.30100.0078.50注(1)在标准件中,边长105~250毫米的方钢未列出截面面积及重量,必要时可参照表列数据的倍数进行计算。
(2)方钢的长度规定如下:A.通常长度(非定尺的):边长≤25mm………………………………………………………………………………………….长5~10m边长26~50mm….……………………………………………………………………………………..长4~9m边长53~110mm….……………………………………………………………………………………长4~8m边长≥120mm….……………………………………………………………………………………..长3~6m各种边长尺寸………………………………………………………………………………………..长2~6mB.定尺长度(合同中确定)二)方钢规格、重量表[冶标(YB)157-63]对边宽(mm)6.7900.68010.01011.2201.15012.5102.49020.002.2019.103.0024.5023.7033.30注(1)六角钢的长度规定如下:A.通常长度:2~6m;B.定尺或倍尺长度在合同中确定。
小五金手册
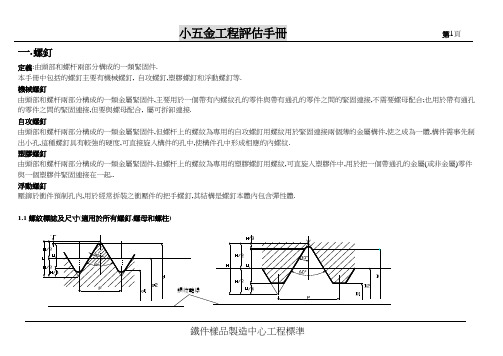
一.螺釘定義:由頭部和螺杆兩部分構成的一類緊固件.本手冊中包括的螺釘主要有機械螺釘, 自攻螺釘,塑膠螺釘和浮動螺釘等.機械螺釘由頭部和螺杆兩部分構成的一類金屬緊固件,主要用於一個帶有內螺紋孔的零件與帶有通孔的零件之間的緊固連接,不需要螺母配合;也用於帶有通孔的零件之間的緊固連接,但要與螺母配合, 屬可拆卸連接.自攻螺釘由頭部和螺杆兩部分構成的一類金屬緊固件,但螺杆上的螺紋為專用的自攻螺釘用螺紋用於緊固連接兩個薄的金屬構件,使之成為一體,構件需事先制出小孔,這種螺釘具有較強的硬度,可直接旋入構件的孔中,使構件孔中形成相應的內螺紋.塑膠螺釘H:原始三角形高度P:螺距D:內螺紋公稱直徑d: 外螺紋公稱直徑H1:螺紋高度.D1:內螺紋小徑D2:內螺紋中徑d2:外螺紋中徑d1:外螺紋小徑n:為每英吋牙數1.1.1米制細牙螺紋;H=0.866025P d2=d-0.649519P D=dH1=0.541266P d1=d-1.082532P D2=d2 D1=d1單位:MMH=0.866025P d2=d-0.649519P D=dH1=0.541266P d1=d-1.082532P D2=d2 D1=d1單位:MM1.1.3英制細牙螺紋P=n/25.4 H=0.866025P d=(d)*25.4 D=dH1=0.541266P d2=(d-0.649519/n)*25.4 D2=d2D1=(d-1.082532/n*25.4 D1=d1單位:MM1.1.3英制粗牙螺紋P=n/25.4 H=0.866025P d=(d)*25.4 D=dH1=0.541266P d2=(d-0.649519/n)*25.4 D2=d2D1=(d-1.082532/n*25.4 D1=d1單位:MM1.3攻螺紋孔孔徑與螺釘相配的螺紋攻絲孔孔徑取決外內螺紋結合比之大小.螺紋結合比(%)=[(螺釘公稱直徑-攻絲孔直徑)÷(2*螺紋結合高度)]*100% 1.3.1 米制細牙螺紋(單位:mm)1.3.2 米制細牙螺紋(單位:mm)1.3.5板材上孔與板邊間距(對所有螺釘適用)板材上螺紋孔與材這間距如圖要求b≧2T(b為孔與板邊的距離,T為板材厚度)1.4 配合尺寸同種規格的螺釘需與同種規格螺紋的螺母或與預攻同規格螺紋孔和,鋼板配合,如對M3的螺釘需與M3的螺母配合,或者與在鋼板上攻出M3的螺紋孔相配合.1.5 機械性能(包括材質與熱處理).一般用C<0.20%的低碳鋼制造,拉伸強度要求不小於330Mpa,硬度不小於95HV(90HB或52HRB),屈服強度不小於190Mpa,延伸率不小於25%,部分螺釘拉力如下表1.6鋼板厚度(取決於螺釘與內螺紋的結合長度,鋼板厚度要大於實際螺紋要求的旋合長度,單位mm)注:對薄材,鋼板厚度至少要大於2-3個螺距1.7特殊螺釘1.7.1自攻螺釘硬化層深度一般要進行表面處理,表面滲碳或碳氮共滲層深度如下錶表(單位mm)硬度表面滲碳或碳氮共滲處理後硬度之一般要求: 表面硬度不小於HRC[或450HV]芯部硬度26-40HRC[270-390HV]對螺紋長度大於/6inch , L應為2-3個螺距,對螺紋長度小於1/6inch, L應為1-2個螺距. 對螺紋收尾長度小於一個螺距.工作扭力對不同厚度鋼板及預制孔,自攻螺釘之工作扭力如下表(單膳1bf.inch)結合比(%)與預衝孔尺寸(單位inch)關系如下表所示對不同的金屬材料要選用不同的旋合比,建議選用範圍如下:塑膠螺釘硬度:一般要求硬度範圍在33-39HRC[310-370HV](必要時可採表面滲碳或碳氮共滲處理) 螺紋尺寸(單位mm)浮動螺釘基本要求浮動螺釘鉚合後與板材之間的間隙應在0-0.35mm.螺釘的驗證方法*注:對自攻螺釘用環規測量螺紋有困難時,可僅測試其C值,此時應採用特殊之三棱千分尺,且避過引導區進行.相關資料A.螺釘常見穴型間介B.常用板材硬度GI料: 牌號C1 55-67HRB; C2 50-65HRB; C3 40-53HRBCRS料:45-56HRBC.電獵層1.在工作環境濕度低於70%的室內條件下使用的小五金,鍍鋅層不小於0.005mm,鍍鎳層不小於0.010mm.2.在城市的室外或可產生冷凝作用的室外條件下使用的小五金,對鍍鋅層不小於0.008mm,對鍍鎳層要不小於0.020mm.2.螺母定義螺母是帶有內螺紋的緊固件,配合帶有外螺紋的螺釘,利用內外螺紋邊接形式,作緊固邊接兩個被邊件之用.本手冊所討論的是自鉚螺母, 亦即壓鉚於衝件衝孔,用於固定或邊接其他零件的一類螺母.2.1制造材料一般只用到下列兩種材料JIS SUS 303不銹鋼和JIS SUM22易削鋼材質及化學成份機械性能螺母材料的選取.單位居要(mm) 表格 1單位(inch)尺寸公差一般沒有注公差:M制尺寸為整數的公差為正負0.30mm;尺寸之小數點後面一位公差為正負0.2mm;小數點後面兩位的公差為正負0.13mm,英制尺寸小數點後面二位的公差為正負0.01inch;小數點有三位的公差為正負0.005inch.壓鉚要求(壓鉚力為參考項目)螺母定位準確,壓入深度A要與下模面平齊,上下模鉚合高度要為一個板厚.鉚合後自鉚螺母鉚合部位要完全深入母材,不能出現間隙.配合尺寸同種規格的螺母需與同種規格的螺釘相配合,如對M4的螺母需與4販螺釘相配合.螺母驗證方法3.螺柱定義:壓鉚於衝件預孔內,帶有螺紋,用於固定或連接其他零件的一類緊固件.材料:材料牌號:一般只用到下列三種材料:JIS SUS 303不銹鋼, JIS SUM22易削鋼和JIS 7075-T6鋁合金. 化學成份機械性能螺柱材料的選取根據衝壓板材硬度的不同選取不同材質的螺柱,如下表.*注: SO--- StandOff A----Aluminum S----Sainless Steel B----Bind N-----Non-Heat Treated注:3.5M3是在原有M3基礎上將壁厚加厚,螺紋尺寸保持不變. 單位居要: inch螺紋規格和螺柱長度。
五金手册使用说明

5、为便于查对合并后的汇总数据,增加了材料的累加公式;
6、修正“圆钢”、“方钢”、“六角钢”、“八角钢”在选用其他材料密
度后,单击材料表格时,其理论重量仍然为表中所示理论重量的Bug;
〖题外话〗这款五金手册小软件从发布到现在已经伴随大家近一年时间了,不知道大家在这近一年的使用中还有什么意见和建议。此次重新发布的2009版也更新了许多内容,软件版本号也从2008过渡到了2009了,在2008版中的2.1和2.2两个版本没有公开发布,主要原因是由于要新增一些材料,但是自己却没有时间编写进来,而且我也不是搞材料出身的,有些材料自己都搞不懂,发布出来了可能会影响各位朋友们的使用,这次终于忙里偷闲,找了一个星期的空闲时间,把大家需要的材料编写了进来,在这里对那些久等的朋友们说声“对不起”,呵呵呵。本次也将本人的联系方式公布出来了,大家可以在关于中通过点几下我的名字,就可以找到我的联系方式了,不要点太多次了,要不这个小软件也会生气的哦,嘿嘿嘿~~~
2007年12月20日的2.0版本中更新以下内容:
1、无缝钢管中,加入展开面积的计算;
2、材料重量汇总中,加入转换至Excel功能;
3、材料重量汇总中,加入相同材料合并功能。
====================================================================================
2、本软件功能强大,已经完全突破了传统意义上的五金手册,具有:计算、材料分类汇总、合并同种材料数量、汇总表打印及转换至Excel等功能,非常适合材料管理员、造价员等与材料相关的人员的使用;
3、本软件在运行的时候,不会向系统注册表写入任何数据,并且在软件发布时采用WinRAR自解压方式进行封装,安装完成后,亦不会在您的操作系统中产生任何垃圾文件,影响您的系统运行,如果您想删除本软件,只需删除桌面上的快捷方式和五金手册目录及目录里面的文件即可,真正做到了绿色环保、无污染;
五金工具手册word资料17页
五金工具手册《五金工具手册》采用最新标准资料,系统地介绍了各类五金工具的品种、规格、性能及用途。
其主要内容包括基础资料、金属材料相关知识、手工工具、钳工工具、木工工具、电工工具、测量工具、切削工具、气动工具、电动工具、消防及起重器材、润滑工具、常用焊接工具共13章。
本手册内容全面,查阅快捷,具有极强的实用性。
手册中配备了丰富的实物图片,在众多五金工具书中独具特色。
《五金工具手册》适合从事五金工具产品设计、生产、管理、营销、采购的人员及五金工具用户使用。
前言第1章基础资料1.1 常用字母及符号1.1.1 希腊字母1.1.2 罗马数字1.1.3 常用元素符号及相关数据1.2 常用计量单位1.2.1 国际单位制的基本单位1.2.2 国际单位制中具有专门名称的导出单位1.2.3 我国选定的非国际单位制单位1.2.4 用于构成十进倍数和分数单位的词头1.2.5 常用法定计量单位及其换算1.2.6 常用线规号与公称直径对照1.2.7 标准筛常用网号及目数对照1.2.8 粒度代号及尺寸范围1.3 常用物理量名称及符号1.4 极限与配合1.4.1 基本偏差系列1.4.2 公称尺寸的分段1.4.3 标准公差计算公式1.4.4 标准公差数值1.4.5 轴和孔的基本偏差计算公式1.4.6 轴的基本偏差数值1.4.7 孔的基本偏差数值1.5 表面粗糙度1.5. 1表面粗糙度的特征及加工方法1.5.2 表面粗糙度的符号及意义1.5.3 不同加工方法可能达到的表面粗糙度1第1页总共18页1.5.4 表面光洁度与表面粗糙度数值换算1.6 普通螺纹1.6.1 普通螺纹的基本牙型1.6.2 普通螺纹的标记1.6.3 普通螺纹的直径与螺距系列1.6.4 普通螺纹的基本尺寸1.6.5 小螺纹的直径与螺距系列1.7 紧固件标记方法1.8 有关标准的相关知识第2章金属材料相关知识2.1 金属材料的分类2.1.1 钢铁材料的分类2.1.2 有色金属材料的分类2.2 金属材料牌号表示方法2.2.1 钢铁材料牌号表示方法2.2.2 有色金属材料牌号表示方法2.3 常用金属材料的主要性能2.3.1 常用金属材料力学性能术语2.3.2 新旧标准拉伸性能指标名称和符号对照2.3.3 各种硬度间的换算关系2.3.4 钢铁材料硬度与强度的换算关系2.3.5 有色金属硬度与强度的换算关系2.3.6 常用钢铁材料的主要性能2.3.7 常用有色金属材料的主要性能2.4 金属材料的交货状态及标记2.4.1 钢铁材料的交货状态及标记2.4.2 有色金属材料的交货状态及标记2.5 金属材料的理论重量计算公式2.5.1 钢铁材料的理论重量计算公式2.5.2 有色金属材料的理论重量计算公式第3章手工工具3.1 手钳3.1.1 手钳通用技术条件3.1.2 钢丝钳3.1.3 扁嘴钳3.1.4 圆嘴钳3.1.5 尖嘴钳3.1.6 带刃尖嘴钳3.1.7 薄管扩口用钳口3.1.8 链条管子钳3.1.9 防爆用管子钳3.1.10 起重用夹钳3.1.11 轴用弹性挡圈安装钳3.1.12 孔用弹性挡圈安装钳3.1.13 开箱钳3.1.14 铅印钳3.1.15 大力钳3.1.16 胡桃钳3.1.17 羊角起钉钳3.1.18 断线钳3.1.19 鹰嘴断线钳3.1.20 剥线钳3.1.21 紧线钳3.1.22 压线钳3.1.23 线缆钳3.1.24 鸭嘴钳3.1.25 水泵钳3.2 扳手3.2.1 活扳手3.2.2 呆扳手3.2.3 敲击呆扳手和敲击梅花扳手3.2.4 双头呆扳手和双头梅花扳手3.2.5 两用扳手3.2.6 内四方扳手3.2.7 内六角扳手3.2.8 内六角花形扳手3.2.9 丁字形内六角扳手3.2.10 端面孔活扳手3.2.11 侧面孔钩扳手3.2.12 装双头螺柱扳手3.2.13 端铣刀杆螺钉扳手3.2.14 圆柱柄拉刀夹头用扳手3.2.15 液压转矩扳手3.2.16 手动套筒扳手套筒3.2.17 手动套筒扳手传动方榫和方孔3.2.18 手动套筒扳手传动附件3.2.19 手动套筒扳手连接附件3.2.20 十字柄套筒扳手3.2.21 组合夹具组装用六角套筒扳手3.2.22 组合夹具组装用丁字形四爪扳手3.2.23 组合夹具组装用四爪扳手3.2.24 防爆用桶盖扳手3.2.25 防爆用梅花扳手3.2.26 防爆用活扳手3.2.27 防爆用F扳手3.2.28 管活两用扳手3.2.29 快速管子扳手3.2.30 阀门扳手3.2.31 棘轮扳手3.2.32 扭力扳手3.2.33 双向棘轮扭力扳手3.2.34 丝锥扳手3.2.35 增力扳手3.2.36 消火栓扳手3.3 旋具3.3.1 螺钉旋具通用技术条件3.3.2 螺旋棘轮螺钉旋具3.3.3 内六角花形螺钉旋具3.3.4 十字槽螺钉旋具3.3.5 十字槽螺钉旋具头3.3.6 十字槽螺钉旋具旋杆3.3.7 一字槽螺钉旋具3.3.8 一字槽螺钉旋具旋杆3.3.9 夹柄螺钉旋具3.3.10 带孔梅花形螺钉旋具3.3.11 多用螺钉旋具3.4 锤3.4.1 锤头3.4.2 铜锤头3.4.3 什锦锤3.4.4 道钉锤3.4.5 防爆用检查锤3.4.6 防爆用八角锤3.4.7 防爆用圆头锤3.4.8 八角锤3.4.9 木工锤3.4.10 钳工锤3.4.11 羊角锤3.4.12 圆头锤3.4.13 斩口锤3.4.14 石工锤3.4.15 电工锤3.5 剪3.5.1 纺织手用剪3.5.2 民用剪3.5.3 稀果剪3.5.4 桑剪3.5.5 高枝剪3.5.6 剪枝剪3.5.7 整篱剪3.6 刀3.6.1 平口式油灰刀3.6.2 金刚石玻璃刀3.6.3 切苇刀3.6.4 切纸上下圆刀3.6.5 管子割刀3.6.6 菜刀3.6.7 金刚石圆规刀3.6.8 电工刀3.6.9 滚花刀3.6.10 竹刀3.6.11 砂轮整形刀3.6.1 金刚石砂轮整形刀3.7 斧3.7.1 采伐斧3.7.2 劈柴斧3.7.3 厨房斧3.7.4 木工斧3.7.5 多用斧3.7.6 石工斧3.8 锹与镐3.8.1 钢锹3.8.2 钢镐3.8.3 耙镐3.9 凿3.9.1 木凿3.9.2 石工凿3.9.3 无柄斜边平口凿3.9.4 有柄斜边平口凿3.9.5 无柄半圆平口凿3.9.6 有柄半圆平口凿3.9.7 无柄平边平口凿3.9.8 有柄平边平口凿3.10 手工建筑工具3.10.1 建筑工具通用技术条件3.10.2 尖头形平抹子3.10.3 长方形平抹子3.10.4 梯形平抹子3.10.5 阳角抹子3.10.6 阴角抹子3.10.7 尖头形压子3.10.8 长方形压子3.10.9 梯形压子3.10.10 尖头形砌铲3.10.11 梯形砌铲3.10.12 菱形砌铲3.10.13 叶形砌铲3.10.14 圆头形砌铲3.10.15 椭圆形砌铲3.10.16 单刃砌铲3.10.17 双刃砌铲3.10.18 打砖刀3.10.19 打砖斧3.10.20 分格器3.10.21 缝溜子3.10.22 缝扎子第4章钳工工具4.1 锉4.1.1 钢锉通用技术条件4.1.2 什锦锉4.1.3 钳工锉4.1.4 锯锉4.1.5 异形锉4.1.6 普通钟表锉4.1.7 特殊钟表锉4.1.8 整形锉4.1.9 电镀金刚石整形锉4.1.10 硬质合金旋转锉通用技术条件4.1.11 硬质合金圆柱形旋转锉4.1.12 硬质合金圆柱形球头旋转锉4.1.13 硬质合金圆球形旋转锉4.1.14 硬质合金椭圆形旋转锉4.1.15 硬质合金弧形圆头旋转锉4.1.16 硬质合金弧形尖头旋转锉4.1.17 硬质合金火炬形旋转锉4.1.18 硬质合金60°和90°圆锥形旋转锉4.1.19 硬质合金锥形圆头旋转锉4.1.20 硬质合金锥形尖头旋转锉4.1.21 硬质合金倒锥形旋转锉4.2 锯4.2.1 机用锯条技术条件4.2.2 手用钢锯条4.2.3 钢锯架4.2.4 手板锯4.2.5 鸡尾锯4.2.6 夹背锯4.2.7 镶片圆锯4.2.8 金属热切圆锯片4.2.9 金刚石圆锯焊接锯片4.2.10 金刚石圆锯烧结锯片4.3 划线工具4.3. 1划规4.3.2 长划规4.3.3 钩头划规4.3.4 划针4.3.5 划线盘4.3.6 大划线盘4.3.7 划线尺架4.3.8 划线用V形铁4.3.9 带夹紧两面V形铁4.3.10 方箱4.3.11 尖冲子4.3.12 圆冲子4.3.13 半圆头铆钉冲子4.3.14 四方冲子4.3.15 六方冲子4.4 台虎钳和桌虎钳4.4.1 台虎钳通用技术条件4.4.2 普通台虎钳4.4.3 多用台虎钳4.4.4 管子台虎钳4.4.5 桌虎钳通用技术条件4.4.6 燕尾桌虎钳4.4.7 方孔桌虎钳4.5 其他钳工工具4.5.1 刮刀4.5.2 滚花刀4.5.3 砂轮整形刀4.5.4 金刚石砂轮整形刀第5章木工工具5.1 木工锯5.1.1 木工圆锯片5.1.2 木工硬质合金圆锯片5.1.3 木工锯条5.1.4 木工绕锯条5.1.5 细木工带锯条5.1.6 伐木锯条5.2 木工钻5.2.1 木工钻通用技术条件5.2.2 木工机用长麻花钻5.2.3 木工方凿钻5.2.4 木工销孔钻5.2.5 木工硬质合金销孔钻5.3 木工刀5.3.1 刨刀5.3.2 木工手用刨刀5.3.3 木工手用刨刀盖铁5.3.4 木工刨刀轴5.3.5 木工机用异型刨刀5.3.6 木工机用直刃刨刀5.3.7 木工硬质合金单片指接铣刀5.3.8 木工硬质合金圆柱铣刀5.3.9 木工硬质合金直刃镂铣刀5.3.10 木工硬质合金圆弧铣刀5.3.11 木工硬质合金封边刀5.4 其他木工工具5.4.1 木工锤5.4.2 木工斧5.4.3 木锉第6章电工工具6.1 电工刀及电工钳6.1.1 电工刀6.1.2 电工钳6.1.3 剥线钳6.1.4 断线钳6.1.5 导缆钳6.1.6 电讯夹扭钳6.1.7 电讯剪切钳6.1.8 熔断器手钳6.2 电工指示仪表6.2.1 电工指示仪表的分类及标志6.2.2 电流表及电压表6.2.3 电阻表6.2.4 功率表和电能表6.2.5 多功能电能表6.2.6 万用电表第7章测量工具7.1 卡尺7.1.1 卡尺通用技术条件7.1.2 游标、带表和数显卡尺7.1.3 游标、带表和数显高度卡尺7.1.4 游标、带表和数显深度卡尺7.2 千分尺7.2.1 千分尺通用技术条件7.2.2 内测千分尺7.2.3 两点内径千分尺7.2.4 三爪内径千分尺7.2.5 外径千分尺7.2.6 大外径千分尺7.2.7 电子数显外径千分尺7.2.8 深度千分尺7.2.9 板厚千分尺7.2.10 壁厚千分尺7.2.11 电子数显测微头和深度千分尺7.2.12 杠杆千分尺7.2.13 公法线千分尺7.2.14 尖头千分尺7.2.15 螺纹千分尺7.2.16 微米千分尺7.3.17 钢平尺和岩石平尺7.3.18 建筑用电子水平尺7.3.19 铸铁平尺7.4 量规7.4.1 普通螺纹量规7.4.2 统一螺纹量规7.4.3 梯形螺纹量规7.4.4 气瓶专用螺纹量规7.4.5 用螺纹密封的管螺纹量规7.4.6 莫氏与米制圆锥量规7.4.7 内六角量规7.4.8 钻夹圆锥量规7.4.9 杠杆卡规7.4.10 带表卡规7.4.11 点焊设备圆锥塞规和圆锥环规7.5 样板7.5.1 齿轮渐开线样板7.5.2 齿轮螺旋线样板7.6 指示表7.6.1 电子数显指示表7.6.2 杠杆指示表7.6.3 内径指示表7.6.4 深度指示表7.6.5 涨簧式内径百分表7.6.6 钢球式内径百分表7.6.7 精密压力表7.7 样块及量块7.7.1 木制件表面粗糙度比较样块7.7.2 铸造表面粗糙度比较样块7.7.3 磨、车、镗、铣、插及刨加工表面粗糙度比较样块7.7.4 角度量块7.7.5 长度量块7.7.6 量块附件7.8 常用仪器7.8.1 垂准仪7.8.2 罗盘仪7.8.3 平板仪7.8.4 水准仪7.8.5 电子水平仪7.8.6 测斜仪7.8.7 光电测距仪7.8.8 万能测齿仪7.8.9 齿轮齿距测量仪7.8.10 万能齿轮测量仪7.8.11 齿轮螺旋线测量仪7.8.12 卧式滚刀测量仪7.8.13 土工贯入仪7.8.14 土工击实仪7.9 其他测量工具7.9.1 电子天平7.9.2 电子称重仪表7.9.3 弹簧度盘秤7.9.4 电子台案秤7.9.5 非自行指示秤7.9.6 线锤第8章切削工具8.1 钻8.1.1 成套麻花钻8.1.2 硬质合金锥柄麻花钻8.1.3 1∶50锥孔锥柄麻花钻8.1.4 带整体导柱的直柄平底锪钻8.1.5 带可换导柱的莫氏锥柄平底锪钻8.1.6 带整体导柱的直柄90°锥面锪钻8.1.7 带可换导柱的莫氏锥柄90°锥面锪钻8.1.8 60°、90°、120°直柄锥面锪钻8.1.9 60°、90°、120°莫氏锥柄锥面锪钻8.1.10 不带护锥的中心钻8.1.11 带护锥的中心钻8.1.12 弧形中心钻8.1.13 定心钻8.1.14 弓摇钻8.1.15 手摇钻8.2 丝锥8.2.1 长柄螺母丝锥8.2.2 统一螺纹丝锥8.2.3 统一螺纹螺母丝锥8.2.4 惠氏螺纹丝锥8.2.5 梯形螺纹丝锥8.2.6 螺尖丝锥8.2.7 挤压丝锥8.2.8 短柄机用和手用丝锥8.2.9 高精度梯形螺纹拉削丝锥8.2.10 螺旋槽丝锥8.2.11 丝锥夹套8.2.12 丝锥用弹性夹紧套8.2.13 丝锥用快换套8.2.14 丝锥用莫氏锥柄接杆8.3 铰刀8.3.1 手用铰刀8.3.2 可调节手用铰刀8.3.3 套式手铰刀刀杆8.3.4 莫氏圆锥和米制圆锥铰刀8.3.5 丁字形活铰杠8.4 车刀8.4.1 高速钢车刀8.4.2 硬质合金车刀8.4.3 天然金刚石车刀8.5 铣刀8.5.1 圆柱形铣刀8.5.2 T型槽铣刀8.5.3 尖齿槽铣刀8.5.4 直柄硬质合金螺旋齿立铣刀8.5.5 7/24锥柄硬质合金螺旋齿立铣刀8.5.6 莫氏锥柄硬质合金螺旋齿立铣刀8.5.7 直柄粗加工立铣刀8.5.8 削平型直柄粗加工立铣刀8.5.9 莫氏锥柄粗加工立铣刀8.5.10 直柄立铣刀8.5.11 莫氏锥柄立铣刀8.5.12 7/24锥柄立铣刀8.5.13 套式立铣刀8.5.14 削平直柄可转位螺旋立铣刀8.5.15 莫氏锥柄可转位螺旋立铣刀8.5.16 圆角铣刀8.5.17 三面刃铣刀8.5.18 直柄圆柱型球头立铣刀8.5.19 莫氏锥柄圆柱形球头立铣刀8.5.20 直柄圆锥形铣刀8.5.21 莫氏锥柄圆锥形立铣刀8.6 板牙8.6.1 圆板牙架8.6.2 惠氏螺纹圆板牙8.6.3 板牙夹套8.7 搓丝及滚丝工具8.7.1 惠氏螺纹搓丝板8.7.2 55°圆锥管螺纹搓丝板8.7.3 滚丝轮8.7.4 统一螺纹滚丝轮8.8 砂磨器具8.8.1 磨钢球砂轮8.8.2 菱苦土砂轮8.8.3 工具磨和工具室用砂轮8.8.4 树脂重负荷磨削砂轮8.8.5 树脂和橡胶薄片砂轮8.8.6 螺栓紧固平形砂轮8.8.7 珩磨和超精磨磨石8.8.8 手持抛光磨石第9章气动工具9.1 气动工具型号编制方法9.2 气枪9.2.1 T形钉射钉枪9.2.2 码钉射钉枪9.2.3 气动充气枪9.2.4 气动吹尘枪9.2.5 气动打钉枪9.2.6 气动拉铆枪9.2.7 气动喷砂枪9.2.8气动洗涤枪9.2.9 气动圆盘射钉枪9.3 气动磨具9.3.1 气砂轮机9.3.2 直柄式气砂轮机9.3.3 立式端面气动砂轮机9.3.4 角式端面气动砂轮机9.3.5 气动抛光机9.3.6 气动磨光机9.3.7 气动气门研磨机9.3.8 气动水冷抛光机9.4 气动切削工具9.4.1 气冲剪9.4.2 气动攻丝机9.4.3 气动式管子坡口机9.4.4 气动手持式切割机9.4.5 气动往复式切割机9.4.6 气剪刀9.4.7 气铣9.4.8 气钻9.5 气动工程工具9.5.1 气动扳手9.5.2 气动棘轮扳手9.5.3 冲击式气扳机9.5.4 定转矩气扳机9.5.5 气铲9.5.6 气铲用铲头9.5.7 气镐9.5.8 气镐用镐钎9.5.9 气锹9.5.10 气动破碎机9.5.11 气动捣固机9.5.12 气动捣固机用捣头9.5.13 气流除尘机9.5.14 气压磨粉机9.5.15 蒸压加气混凝土切割机9.5.16 气动混凝土振动器9.5.17 气腿式凿岩机9.5.18 气动手持式凿岩机9.5.19 煤矿用气动凿岩机9.5.20 矿用手持式气动钻机9.6 其他气动工具9.6.1 气动夯管锤9.6.2 气动铆钉机9.6.3 气动铆钉机用窝头9.6.4 气动式管子坡口机9.6.5 手持式气动捆扎拉紧机9.6.6 手持式气动捆扎锁紧机9.6.7 气动油雾器9.6.8 打气筒9.6.9 空气锤9.6.10 气动螺丝刀9.6.11 气动打钉机9.6.12 气动指针式测量仪第10章电动工具10.1 电动工具型号编制方法10.1.1 电动工具产品型号编制方法10.1.2 电动工具组件型号编制方法10.2 常用电动工具10.2.1 电钻10.2.2 电动冲击扳手10.2.3 电动刀锯10.2.4 电动螺丝刀10.2.5 电动自攻螺丝刀10.2.6 电剪刀10.2.7 双刃电剪刀10.2.8 电推剪10.2.9 电圆锯10.2.10 电刨10.2.11 电动开门机10.2.12 电力金具10.3 工程用电动工具10.3.1 冲击电钻10.3.2 电锤10.3.3 电锤钻10.3.4 套式电锤钻10.3.5 石材切割机10.3.6 蛙式夯实机10.3.7 电动捣固镐10.3.8 路面铣刨机10.3.9 天然饰面石材连续磨机10.3.10 矿用隔爆电动岩石钻10.3.11 煤矿用岩石电钻10.4 电动磨光抛光机10.4.1 抛光机10.4.2 超声抛光机10.4.3 陶瓷瓷质砖抛光机10.4.4 地板磨光机10.4.5 角向磨光机10.4.6 电动湿式磨光机10.4.7 地面抹光机10.4.8 辊式砂光机10.4.9 立式万能砂光机10.4.10 落地砂轮机10.4.11 平板砂光机10.4.12 台式砂轮机10.4.13 轻型台式砂轮机10.4.14 直向砂轮机10.5 木工用电动工具10.5.1 带移动工作台木工锯板机10.5.2 单锯片手动进给木工圆锯机10.5.3 多锯片木工圆锯机10.5.4 横截木工圆锯机10.5.5 纵剖木工圆锯机10.5.6 万能木工圆锯机10.5.7 摇臂式万能木工圆锯机10.5.8 木工自动万能磨锯机10.5.9 卧式木工带锯机10.5.10 细木工带锯机10.5.11 锯片往复式木工锯板机10.5.12 环式木材剥皮机10.5.13 双圆锯裁边机10.5.14 刀辊切竹机10.5.15 立式裁断机10.5.16 立式单轴木工钻床10.5.17 数控雕铣机10.5.18 单轴木工铣床10.5.19 木工刨刀刃磨机10.5.20 电动雕刻机10.5.21 电动木工开槽机10.5.22 电动木工修边机10.5.23 电动木工凿眼机10.5.24 木材斜断机10.5.25 台式木工多用机床10.6 割草电动工具10.6.1 刀辊切草机10.6.2 电动草坪割草机10.6.3 往复式割草机10.6.4 旋转割草机10.6.5 旋转搂草机10.7 其他电动工具10.7.1 电动套丝机10.7.2 钢筋切断机10.7.3 钢筋弯曲机10.7.4 钥匙铣槽机10.7.5 钥匙压印机10.7.6 型材切割机10.7.7 胶带封箱机10.7.8 电钉枪10.7.9 电动拉铆枪10.7.10 电喷枪10.7.11 热风枪10.7.12 热熔胶枪10.7.13 打蜡机10.7.14 电动管道清理机10.7.15 电动坡口机第11章消防及起重器材11.1 消防器材11.1.1 灭火器相关术语11.1.2 手提式灭火器11.1.3 推车式灭火器11.1.4 无衬里消防水带11.1.5 消防湿水带11.1.6 消防水枪11.1.7 消防梯11.1.8 消防腰斧11.1.9 消防应急灯具11.1.10 消火栓连接器11.1.11 消火栓箱11.1.12 室内消火栓11.1.13 室外消火栓11.2 起重器材11.2.1 千斤顶11.2.2 活头千斤顶11.2.3 油压千斤顶11.2.4 手拉葫芦11.2.5 环链手扳葫芦11.2.6 防爆钢丝绳电动葫芦11.2.7 索具螺旋扣11.2.8 索具套环第12章润滑工具12.1 油杯通用技术条件12.2 旋套式注油油杯12.3 直通式压注油杯12.4 接头式压注油杯12.5 旋盖式油杯12.6 压配式压注油杯12.7 弹簧盖油杯12.8 针阀式注油杯12.9 旋入式圆形油标第13章常用焊接工具13.1 等离子喷焊枪13.2 等压式焊炬及割炬13.3 电焊钳13.4 焊接用钨铈电极13.5 焊接绝热气瓶13.6 钢质焊接气瓶13.7 焊接及切割用气瓶减压器13.8 气体焊接及切割用橡胶软管13.9 气焊及切割用软管接头13.10 电焊条保温筒。
最新全套五金厂作业指导书

全套五金厂作业指导书目录1 目的本规程用于指导操作者正确操作和使用设备。
2 适用范围本规程适用于指导本公司员工正确操作冲床与安全操作。
3 管理内容3.1 操作规程3.1.1 接到生产通知单后,调机员根据生产单选用适用的设备,根据材料选用对应的冲床(不锈钢板厚度3.0-5.0MM以及双模下料的选用80T冲床,5.0MM厚度以上材料选用125T冲床,其余厚度使用40T冲床),严禁超范围使用设备。
3.1.2 调机员根据生产通知单领取相应的模具,先装下模,将模座的四个固定螺丝锁紧,固定好下模,再将上模放置在装模铁块上,轻点启动开关,使滑块慢慢落下,压紧上模,再调整六个功夹螺丝,左右调整,使上下模完全对齐,再锁紧螺丝。
3.1.3 安装好模具后,再安装后部定位板,先冲出一件产品,根据冲出的产品与生产样比对,调整定位板的位置,确定好后锁紧。
3.1.4 将滑块的下滑幅度调整到合适位置(深浅合适,不损伤模具),再锁紧滑块的固定螺帽。
3.1.5 调机完成后,用机器试生产3PCS产品,与生产样比对,确认首件样,确认无误后再交由操作员进行生产。
3.1.6 操作人员确认生产单和物料无误后,打开电源开关,将钢板推到后部定位钢板上,再往左边推至管正钉处,贴紧,踩下脚踏开关并重复以上动作开始生产,产品会自动进入产品槽内,废料要放入专门的废料桶,严禁乱丢及放置在机台上。
3.1.7 冲压过程中应精力集中,手不能进入模具区域,如发现设备异常,应立即松开脚踏开关并切断电源,通知调机人员检修。
3.1.8 生产过程中加强自检,如发现产品有毛刺或尺寸不良,要立即停机,通知调机人员处理,操作员严禁擅自装卸模具。
3.1.9 将生产好的产品整齐码放在产品箱内,品检确认后转入下一工序。
3.1.10 调机人员要不定期巡检工作中的机器设备,及时处理机器异常(如模具松动、崩模等)。
3.1.11 工作完毕下班前,应切断电源,擦净设备,做好点检记录及机器保养工作。
168五金网使用说明书
168五金网使用说明书目录一、登录(注册) (3)二、首页 (3)三、职位管理 (3)四、职员管理 (3)五、货运管理 (4)六、资金账户管理 (4)七、经营分类管理 (4)八、产品品牌管理 (4)九、产品分类管理 (5)十、产品管理 (5)十一、客户管理 (5)十二、客户收货地址管理 (5)十三、供应商管理 (6)十四、网站管理 (6)十五、客户跟踪管理 (6)十六、盘点管理 (7)十七、销售管理 (8)十八、采购管理 (10)十九、客户收退款管理 (12)二十、供应商收付款管理 (13)二十一、财务查账和记账 (13)二十二、资金统计表 (13)二十三、资金流动表 (14)二十四、进销存统计表 (14)前言众所周知,传统模式的管理软件异常繁琐,无论是客户的销售管理,或是库存管理等等,都需花费大量的人力和物力,而又难免出现纰漏。
不但影响企业的正常工作计划的实施,而且造成不必要的资源浪费。
时下大部分企业使用的管理软件都是基于局域网内部使用的管理系统,无法建立一个全面有效的开放性的平台,让高层、管理层和员工之间交流,使企业的管理建设存在很大的局限性。
“168五金网企业管理销售推广平台”---是一款由广州德潞网络科技有限公司最新开发的新一代的客户、员工、进销存和网站一站式管理系统。
本系统根据众多五金企业在业务管理过程中的实际需求,根据业务的流程信息化管理,采用了最前沿的开发技术,最稳定的数据库管理结构。
在系统的稳定性,数据的开放性,整体的可规划性等各个方面,遥遥领先于其他同类软件系统。
不但实现了信息的整合,无纸化办公,远程企业内部管理等功能,而且基于Web技术的架构模式,建立了一个便于高层、管理层和员工之间的交流的平台。
有效的降低物力人力资源的消耗,减少员工工作量,提高工作效率。
通过互联网的开放性,真正的实现了企业管理的信息化同时,也大幅度提升了企业的知名度。
基础数据录入一、登录(注册)1、首先请确认您的设备已连接到网络,当您打开“168五金网”后,按登录,会看到注册用户和用户登录功能。
五金工程手册
7
以用 A3 的铁料,有的公司也会用 C45。夹板是不用热处理的,而且用软料易在后续的 如修模、设变、改模中加工。
母模板的功用:与公模作用,冲裁出产品的展开外形。母模的材质一般用 SLD、 SKD11 也有用德国牌号的 2379 和一些国内厂用的 Cr12。
8
优力胶①(聚氨脂) 在模具中零件①优力胶也称聚氨酯,有圆柱形、长方条形、片状等。它的作是和
弹簧的作用是一样的。因为价格相对弹簧很便宜,特别在制作弹簧箱时会考虑到成本 及冲压产品的空间位置用聚氨脂是一种性价比高的工模零件。
优力胶在用于压力介质时,首先要知道负载大小、压缩量。无论是什么形状的优力 胶只要施加负载,其侧面就会膨胀为桶形。因为它的总体积不变,所以此时就要考虑 到优力胶受力后的横向膨胀。特别是在有限的空间内,应考虑负载与形状变化的参数 即“形状系数”和“弹性系数”。此时要考虑的是空板内的空间在小。
下夹板的功用:固定导柱、入块、弹簧及下模座起固定作用。它的材质是 A3 或 45#。
下模座的功用:保持冲模精度,易于架模。 在冲压过程中模具的工作行程是:当冲床力的作用使上下模闭合时,内脱板和外 脱板同时作用压料,压紧冲材。这时冲床继续向下,由于内外脱板的行程余量,会同 时向上和向下收缩;这时公母模和冲头开始接触冲材并冲剪。当达到冲床行程时上下 模开始会分开,内脱板会在优力胶①回弹的作用力压向打板通过打杆③传向内脱板而 将已冲裁出的工件从母模板中顶出;外脱板会在弹簧⑦的回弹力下向上,将套在公模 板上的废料顶出。而在通常情况下工件和废料是不会分离的,需要轻轻敲击才会脱离。 在冲压厂会在导柱上敲击,但这种习惯性的做法并不提昌,因为可能会造成导柱的不 导正的现象;有的公司会在冲床的工作台边加一敲击块,敲击后拿出工件。