DELEM--DA56及DA65调试手册
DelemDa65
目录第一章操作概览和一般介绍1.1 操作方式1.2 前面板1.3 编程方式1.3.1 帮助文本1.4 图形编程1.4.1 控制键* 二维产品图形光标控制* 二维产品水平成垂直投影1.5硬盘选择1.6以太网选择1.7软件版本1.8注意事项第二章产品图形/二维产品图形编辑2.1 介绍2.2 删除一个角成线段或插入一个角度2.3 精度选择2.4 大弧度2.5 产品参数2.6 说明* 参数解释(屏幕1.5/2.5)* 参数解释(屏幕1.6/2.6)* 参数解释(屏幕1.7/2.7)2.7 折弯步骤* 恢复一个折弯步骤* 最小X轴尺寸* 机床/模具选择* 折弯形成指示* 生产时间* 屏幕参数显示* 功能和控制键说明* 折弯步骤运算* 保存第三章用三维绘制/编辑产品(仅适用于DA69)第四章数据编程及编辑4.1 介绍* 一般参数的解释4.2 折弯编程* 折弯参数解释(屏幕3.2/4.2)* 折弯参数解释(屏幕3.3/4.3)* 折弯程序列表(屏幕4.6)* 结束参数修改/参数编辑(屏幕3.5/4.5)4.3 特殊编辑功能4.4 编辑注意事项第五章产品选择5.1介绍第六章模具及机床的上下部外形编程6.1 简介6.2 上模编程6.2.1上模参数6.2.2 从软盘中存取上模程序6.3 下模编程6.3.1 下模参数6.3.2从软盘中存取程序6.4机床上下部外形编程6.4.1 从软盘中取存程序第七章产品和模具的备份7.1 简介7.2读取模具参数时,机床常量的处理第八章编程常量8.1 简介8.2 串行口参数8.3 折弯工序参数后挡料尺寸Y轴速度8.4 以太网简介8.5 工作记录第九章手动模式9.1 简介9.2 手动移轴9.3 示教第十章连续(自动)和单步模式10.1 简介第一章操作概览和一般介绍1.1操作方式:系统有四种以下方式:手动方式在该方式下可以编制单个折弯的所有参数,数控系统被启动后,将检查所有参数,后挡料将到达编程位置。
Delem DA-65W 数控系统 说明书

DA-65W数控系统操作手册V3Manual version V1108前言本手册描述了Delem系统型号为DA-65W的操作,主要用于指导操作本系统的操作人员。
系统上装有钥匙开关,只有授权人员才可以对程序及模具进行新建或编辑。
当该按键开关处于关闭位置时,操作人员只能执行一个选定的程序,不能够修改参数。
V1108, 0.2内容索引1. 操作概览和一般介绍 . . . . . . . . . . . . . . . . . .1.11.1. 控制单元 . . . . . . . . . . . . . . . . . . . . . . . . . 1.11.2. 操作模式 . . . . . . . . . . . . . . . . . . . . . . . . . 1.21.3. 前面板 . . . . . . . . . . . . . . . . . . . . . . . . . . 1.31.4. 侧面接口 . . . . . . . . . . . . . . . . . . . . . . . . . 1.51.5. 编程模式 . . . . . . . . . . . . . . . . . . . . . . . . . 1.61.6. 开始 . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.81.6.1. 介绍 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.81.6.2. 准备 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.81.6.3. 绘图 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.81.6.4. 生成折弯工序 . . . . . . . . . . . . . . . . . . . . . . . . . .1.81.6.5. CNC程序 . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.91.6.6. 产品 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.91.6.7. 备份数据 . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.91.7. Programming aids . . . . . . . . . . . . . . . . . . . . .1.101.7.1. 在线帮助 . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.101.7.2. 列表框功能 . . . . . . . . . . . . . . . . . . . . . . . . . . 1.121.7.3. Live search . . . . . . . . . . . . . . . . . . . . . . . . . . 1.121.7.4. 导航 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.121.8. 网络功能 . . . . . . . . . . . . . . . . . . . . . . . . .1.131.9. 软件版本 . . . . . . . . . . . . . . . . . . . . . . . . .1.132. 工件显示/工件编辑 . . . . . . . . . . . . . . . . . .2.12.1. 总体工件描述 . . . . . . . . . . . . . . . . . . . . . . . 2.12.2. 2D工件图形显示 . . . . . . . . . . . . . . . . . . . . . . 2.4* 介绍 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.4* 返回主菜单 . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.5* 2D工件绘制时光标键的使用 . . . . . . . . . . . . . . . . . . . . . .2.62.3. 边参数选项 . . . . . . . . . . . . . . . . . . . . . . . . 2.62.3.1. 介绍 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.62.3.2. 展开 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.72.3.3. 精度选择 . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.82.4. Bend properties . . . . . . . . . . . . . . . . . . . . . 2.82.4.1. 大圆弧 . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.92.4.2. 大圆弧:连续多道折弯 . . . . . . . . . . . . . . . . . . . . . 2.103. 模具配置和折弯工序 . . . . . . . . . . . . . . . . . .3.13.1. 介绍 . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.13.2. 模具配置 . . . . . . . . . . . . . . . . . . . . . . . . . 3.13.2.1. 标准配置过程 . . . . . . . . . . . . . . . . . . . . . . . . . .3.13.2.2. 模具选择 . . . . . . . . . . . . . . . . . . . . . . . . . . . .3.53.2.3. Heel programming . . . . . . . . . . . . . . . . . . . . . . . .3.63.3. 分配(折弯顺序). . . . . . . . . . . . . . . . . . . . . 3.73.3.1. 介绍 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3.73.3.2. 分配-总参数 . . . . . . . . . . . . . . . . . . . . . . . . . .3.83.3.3. 分配-后当料的选项 . . . . . . . . . . . . . . . . . . . . . . 3.103.4. 在三维中的折弯次序 . . . . . . . . . . . . . . . . . . . .3.123.4.1. 介绍 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.12V1108, 0.13.4.2. 展开工件 . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.143.4.3. 手动选择 . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.143.4.4. 移动产品 . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.163.4.5. 移动挡指 . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.173.4.6. 显示折弯顺序 . . . . . . . . . . . . . . . . . . . . . . . . . 3.183.4.7. 两道弯同时折 . . . . . . . . . . . . . . . . . . . . . . . . . 3.193.4.8. Opening an existing bend sequence . . . . . . . . . . . . . . . 3.213.5. The bend sequence in 2D . . . . . . . . . . . . . . . . . 3.234. 数据编程 . . . . . . . . . . . . . . . . . . . . . . .4.14.1. 介绍 . . . . . . . . . . . . . . . . . . . . . . . . . . .4.1* 编辑注释 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4.2* 参数说明 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4.3* 连接CNC程序 . . . . . . . . . . . . . . . . . . . . . . . . . . . .4.34.2. 折弯参数-基本数据 . . . . . . . . . . . . . . . . . . . .4.4* 参数说明: . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4.5* 挡料功能 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4.7* 折弯参数-选择数据 . . . . . . . . . . . . . . . . . . . . . . . . .4.9* 折弯参数-辅助轴 . . . . . . . . . . . . . . . . . . . . . . . . . 4.10* 当前程序的折弯列表 . . . . . . . . . . . . . . . . . . . . . . . . 4.114.3. 编辑中的特殊功能 . . . . . . . . . . . . . . . . . . . . 4.134.4. 编辑中的注意事项 . . . . . . . . . . . . . . . . . . . . 4.135. 程序选择 . . . . . . . . . . . . . . . . . . . . . . .5.15.1. 介绍 . . . . . . . . . . . . . . . . . . . . . . . . . . .5.15.1.1. 介绍 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5.15.1.2. Graphical dir . . . . . . . . . . . . . . . . . . . . . . . . . .5.35.1.3. 选择 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5.3* 扩展目录 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5.45.2. 目录 . . . . . . . . . . . . . . . . . . . . . . . . . . .5.56. 模具和机床外形的编程 . . . . . . . . . . . . . . . . .6.16.1. 简介 . . . . . . . . . . . . . . . . . . . . . . . . . . .6.16.2. 上模编程 . . . . . . . . . . . . . . . . . . . . . . . . .6.16.2.1. 上模菜单 . . . . . . . . . . . . . . . . . . . . . . . . . . . .6.1* 图示目录 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6.3* Graphical Heel dir . . . . . . . . . . . . . . . . . . . . . . . . .6.46.2.2. 编辑上模图形 . . . . . . . . . . . . . . . . . . . . . . . . . .6.5* 创建新上模 . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6.5* 屏幕中上模的绘图方向 . . . . . . . . . . . . . . . . . . . . . . . .6.6* Edit punch drawing . . . . . . . . . . . . . . . . . . . . . . . . .6.66.2.3. 上模的数据 . . . . . . . . . . . . . . . . . . . . . . . . . . .6.76.3. 下模编程 . . . . . . . . . . . . . . . . . . . . . . . . .6.96.3.1. 模具菜单 . . . . . . . . . . . . . . . . . . . . . . . . . . . .6.9* 图形显示模具 . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.13* 创建新下模 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.13* 创建U形槽的下模 . . . . . . . . . . . . . . . . . . . . . . . . . 6.15* Edit die drawing . . . . . . . . . . . . . . . . . . . . . . . . . 6.156.3.2. 下模参数 . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.166.4. 机床上、下部外形 . . . . . . . . . . . . . . . . . . . . 6.187. 程序和模具的备份 . . . . . . . . . . . . . . . . . . .7.1 V1108, 0.27.1. 简介 . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.17.2. 工件备份 . . . . . . . . . . . . . . . . . . . . . . . . . 7.17.3. 模具备份 . . . . . . . . . . . . . . . . . . . . . . . . . 7.47.4. 目录导航 . . . . . . . . . . . . . . . . . . . . . . . . . 7.58. 第八章 编程常量 . . . . . . . . . . . . . . . . . .8.18.1. 简介 . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.18.2. 概述 . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.18.3. 材料 . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.48.4. 编程设置 . . . . . . . . . . . . . . . . . . . . . . . . . 8.58.5. 计算设置 . . . . . . . . . . . . . . . . . . . . . . . . . 8.78.6. 生产设置 . . . . . . . . . . . . . . . . . . . . . . . . . 8.98.7. 位置修改 . . . . . . . . . . . . . . . . . . . . . . . . .8.128.8. 生产时间计算 . . . . . . . . . . . . . . . . . . . . . . .8.138.9. 机床结构 . . . . . . . . . . . . . . . . . . . . . . . . .8.148.10. 挡指尺寸 . . . . . . . . . . . . . . . . . . . . . . . .8.158.11. 适配器尺寸 . . . . . . . . . . . . . . . . . . . . . . .8.178.12. 日志 . . . . . . . . . . . . . . . . . . . . . . . . . .8.198.12.1. 参数 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.198.12.2. Explanation . . . . . . . . . . . . . . . . . . . . . . . . . 8.218.13. 维护 . . . . . . . . . . . . . . . . . . . . . . . . . .8.229. 第九章 手动模式 . . . . . . . . . . . . . . . . .9.19.1. 简介 . . . . . . . . . . . . . . . . . . . . . . . . . . . 9.1* 参 数 解 释 . . . . . . . . . . . . . . . . . . . . . . . . . . .9.2* 图象放大 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9.4* 轴状态 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9.5* 输入输出状态 . . . . . . . . . . . . . . . . . . . . . . . . . . . .9.69.2. 手动改变轴的位置 . . . . . . . . . . . . . . . . . . . . . 9.6* 示教 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9.7 10. 第十章 自动/单步模式 . . . . . . . . . . . . . . 10.110.1. 介绍 . . . . . . . . . . . . . . . . . . . . . . . . . .10.1* 参 数 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10.2* 校正 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10.3* 功能屏幕 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10.5* 图形可视化 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10.5* 缩放值 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10.6* 圆弧校正 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10.6* 手动定位 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10.710.2. 单步模式 . . . . . . . . . . . . . . . . . . . . . . . .10.8V1108, 0.3V1108, 0.4V1108, 1.11.操作概览和一般介绍1.1.控制单元系统外观如下图所示:系统的具体配置可能有所变动系统的操作主要通过前面板上的各个按键实现。
DELEM-DA65WE数控系统调试培1培训讲学

DELEM DA65WE数控系统调试培训1 系统功能比较2 DA65WE 模块安装3 DM10X 模块介绍4 模块端口说明5 DA65WE系统模块配置6 V2与V3 PLC文件的区别7 模块常见报警代码8 系统调试及特殊工具使用(参见DA52系统调试)DA52,DA56及DA65WE系统比较DA65WE 硬件安装方式注意:1 DA65WE 系统连接模块使用标准网络线。
2 系统上网线应接入HSB1口,其余HSB2, LAN 网口不可以用于模块连接3 每个模块上有两个接口,可以不分次序。
4 最后一个模块的空HSB端口应安装终端电阻插头,保证数据通讯的稳定。
5 最多模块数量为8块,最远距离不超过30M.6 DA-60we 主系统:- 主应用程序,显示,操作,windowsCE操作平台(网络功能、分析功能、系统设定授权等)• DM模块:-I/O点和轴闭环控制7模块化设计的优点是,柔性强,可根据客户的需求来组配模块,实现所需功能,当某个模块损坏,只需更换模块,降低维修成本。
DM103V A模块DM-103VA: Y1,Y2,X,C(工作台变形补偿)* 带内置比例阀放大器或外置阀放大器的液压伺服闭环控制* 3x 编码器接口(5V or 12V DC/250mA, 单相或差分)* 全程同步和速度控制* Y1, Y2 和X 模拟输出(+/-10V, 10mA)* 压力P模拟输出(0 .. 1,5A or 0..10V)* 8 x 数字输入(10-28Vdc/20mA)* 8 x 可编程输入输出(输出8x 500mA)* 8 x 数字输出(18-28Vdc) 4x 500mA, 4x 1,5A * 4 x 模拟输入0..10V* 后挡料X轴控制* 工作台补偿(机械或液压)* 小型化设计(240 x 53 x 132mm.)DM102模块DM-102: 双伺服轴(辅助轴)控制模块* 所有编码器计数频率达到1MHz* 2x编码器接口(5V or 12V DC/250mA,单端或差分)* 2 x模拟输出(+/-10V, 10mA)* 所有I/O端口光电隔离* 8x 数字输入(10-28Vdc/20mA)* 8 x 可编程输入输出(输出8x 500mA)* 8x 数字输出(18-28Vdc) 4x 500mA, 4x 1,5A* 4x 模拟输入0..10V* 小型化设计(240 x 53 x 132mm.)DM101模块DM-101: 单伺服轴(辅助轴)控制模块伺服电机的闭环控制* 编码器接口(5V or 12V DC/250mA,单端或差分)* 1x 模拟输出(+/-10V, 10mA)* 所有I/O端口光电隔离* 4x 数字输入(9-30Vdc/20mA)* 4x 数字输出(18-28Vdc) 4 x 1,5A* 2x 模拟输入0..10VDM10X 模块端口说明硬件连接说明(编码器)标准 DB9插座。
金方圆数控折弯机DA56系统如何操作、操作步骤
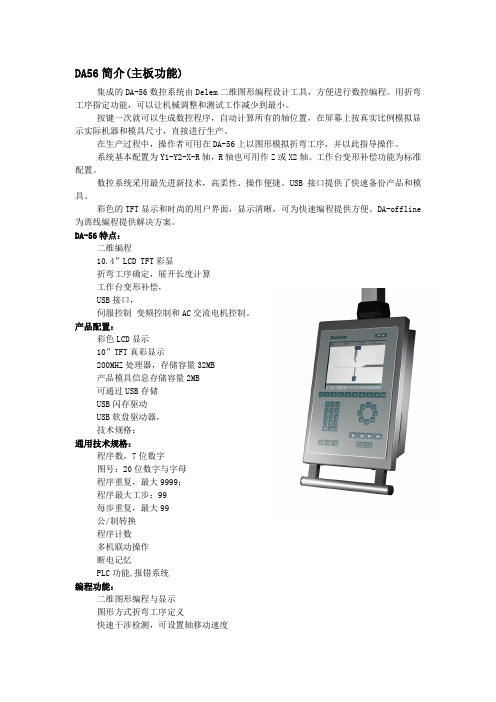
DA56简介(主板功能)集成的DA-56数控系统由Delem二维图形编程设计工具,方便进行数控编程。
用折弯工序指定功能,可以让机械调整和测试工作减少到最小。
按键一次就可以生成数控程序,自动计算所有的轴位置,在屏幕上按真实比例模拟显示实际机器和模具尺寸,直接进行生产。
在生产过程中,操作者可用在DA-56上以图形模拟折弯工序,并以此指导操作。
系统基本配置为Y1-Y2-X-R轴,R轴也可用作Z或X2轴。
工作台变形补偿功能为标准配置。
数控系统采用最先进新技术,高柔性、操作便捷。
USB接口提供了快速备份产品和模具。
彩色的TFT显示和时尚的用户界面,显示清晰,可为快速编程提供方便。
DA-offline 为离线编程提供解决方案。
DA-56特点:二维编程10.4”LCD TFT彩显折弯工序确定,展开长度计算工作台变形补偿,USB接口,伺服控制变频控制和AC交流电机控制。
产品配置:彩色LCD显示10”TFT真彩显示200MHZ处理器,存储容量32MB产品模具信息存储容量2MB可通过USB存储USB闪存驱动USB软盘驱动器,技术规格:通用技术规格:程序数,7位数字图号:20位数字与字母程序重复,最大9999;程序最大工步:99每步重复,最大99公/制转换程序计数多机联动操作断电记忆PLC功能,报错系统编程功能:二维图形编程与显示图形方式折弯工序定义快速干涉检测,可设置轴移动速度自由设定材料参数自由编制模具图形编制模具辅助功能:诊断程序多种语言选择帮助文本,提供在线帮助交流短信,光电隔离输入/输出接口:DNC-RS232C,USB轴控制输入/输出:伺服控制轴单级变频控制双速交流电机控制,Y轴与辅助轴示教5个数字输出点计算功能:模具安全区域折弯压力折弯允差工作台变形调节展开长度,压底折弯压力自动大圆弧计算角度校正数据库。
海德汉调试手册.

NC 版本: 340 49x-04 PLC 版本:Basic 54 HEIDENHAIN简明调试手册iTNC 530目录1,调试准备 (1)1.1本手册中标识的含义 (1)1.2 各模块概述 ...................................................................................................... 2 1.2.1 主计算机,硬盘, SIK .......................................................................................... 2 1.2.2 CC 控制单元 ........................................................................................................... 3 1.2.3UV106 B电源模块 ................................................................................................. 4 1.2.4 显示单元和键盘 . .................................................................................................... 5 1.2.5手轮 . ......................................................................................................................... 7 1.2.6 PLC 模块 ................................................................................................................ 8 1.2.7驱动模块 . .. (9)2, 系统连接 ........................................................................................... 10 2.1 一般信息 ........................................................................................................ 10 2.1.1 安全措施 . .............................................................................................................. 10 2.2硬盘(HDR 和 SIK 的安装 . ....................................................................... 11 2.3使用环境 ......................................................................................................... 13 2.3.1温度和湿度 . ........................................................................................................... 13 2.3.2空调 . ....................................................................................................................... 13 2.3.3机械振动 . ............................................................................................................... 14 2.3.4污染 . ....................................................................................................................... 14 2.3 安装空间 ........................................................................................................ 15 2.3.1一般信息 . ............................................................................................................... 15 2.3.2 MC 42x(C, CC42x(B, UV, UM, UE2xxB 安装空间 ......................................... 16 2.3.3显示器 . ................................................................................................................... 16 2.3电气设计重要事项 ......................................................................................... 17 2.3.1供电 . ....................................................................................................................... 17 2.3.2电气柜设计基本要求 . ........................................................................................... 17 2.3.3接地 . ....................................................................................................................... 17 2.4 电缆连接总图 ................................................................................................ 18 2.5 iTNC530连接概览 ..................................................................................... 23 2.6 供电 .............................................................................................................. 26 2.6.1 iTNC 530供电 . ................................................................................................... 26 2.6.2 系统内置 PLC 供电 ........................................................................................... 27 2.6.3 PLC 51x 扩展模块供电 ..................................................................................... 28 2.6.4 Control-Is-Ready 信号供电 . ............................................................................... 28 2.6.5 显示单元(BF 150供电 .. (28)i2.8 手轮 (29)2.8.1 HR 4xx便携式手轮 (30)2.9 PLC 输入信号 (31)3.9.1 输入信号和地址 . .................................................................................................. 31 2.9.2 MC 42x(C内置 PLC 输入信号 ......................................................................... 32 2.9.3 扩展模块 PL 510的输入点 ................................................................................. 33 2.10 PLC 输出信号 ........................................................................................... 34 2.11 PLC输入输出模块 ...................................................................................... 37 2.11.1 PLB511/PLB512 ................................................................................................. 38 2.12机床操作面板 ............................................................................................... 40 2.13 键盘单元 ...................................................................................................... 41 2.14 显示单元 ...................................................................................................... 42 2.15 驱动和电机的连接 ...................................................................................... 43 2.15.1 UV(R 1x0(D 电源模块 ................................................................................. 43 2.15.2 UM1xx(B(D驱动模块 ................................................................................... 47 2.15.3 电机 . .................................................................................................................. 49 2.16基本回路 MC_CC422_UV1xx_CMx .......................................................... 51 2.17 系统通电 (52)2.17.1 第一次通电 . (52)3, PLC 调试 (53)3.1 PLC软件的安装 (53)3.2海德汉 PLC 介绍 ........................................................................................... 54 3.2.1 PLCdesignNT软件 . ............................................................................................... 54 3.2.2 PLC基本程序简介 ............................................................................................... 56 3.3 PLC命令 ........................................................................................................ 57 3.3.1操作符类型 . ........................................................................................................... 57 3.3.2操作数 . ................................................................................................................... 58 3.4用户 PLC 程序的调试 ................................................................................... 60 3.4.1iTNC530编程站 PLC 程序编制 .......................................................................... 60 3.4.2 PLC举例 ............................................................................................................... 65 3.4.3 机床 PLC 程序编制 ............................................................................................. 68 3.5 PLC报警文本 ................................................................................................ 71 3.5.1 PLC 报警信息表结构 ........................................................................................... 71 3.5.2 举例PLC 报警信息 ............................................................................................. 72 3.6 PLC状态诊断 (78)4,驱动器和 NC 调试 . (81)4.2 基本参数的设定 (84)4.2.1编码器和机床 . (85)4.2.2 定位和控制 . (85)4.2.3主轴参数 . (86)4.2.4显示和硬件 . (87)4.3 NC的调试 ...................................................................................................... 87 4.3.1坐标轴及其速度和加速度 . ................................................................................... 87 4.3.2光栅尺和传动比的设定 . ....................................................................................... 88 4.3.3零点的设置 . ........................................................................................................... 89 4.3.4软限位 . ................................................................................................................... 93 4.3.5反向间隙补偿 . ....................................................................................................... 93 4.3.6丝杠螺距非线性误差补偿 . ................................................................................... 93 4.3.7 主轴的调试 . .......................................................................................................... 99 4.4 伺服优化准备 .............................................................................................. 100 4.4.1 TNCopt软件 . ....................................................................................................... 100 4.4.2 控制环原理介绍 . ................................................................................................ 102 4.5电流环优化 ................................................................................................... 102 4.5.1电流环优化准备 . ................................................................................................. 103 4.5.2手动优化电流环步骤:. ..................................................................................... 103 4.6速度环优化 ................................................................................................... 105 4.6.1速度环的脉冲响应 . ............................................................................................. 106 4.6.2速度环的阶跃响应 . ............................................................................................. 107 4.7前馈控制系数的优化 ................................................................................... 108 4.8 Kv系数优化 . ................................................................................................ 109 4.9圆周测试 (110)5,网络连接 (113)5.1设置 iTNC530数控系统的 IP 地址 . (113)5.2 个人电脑固定 IP 的设置步骤 (114)6,数据备份和恢复 (117)6.1数据备份 (117)6.2数据恢复 (121)7,机床参数表 (125)7.1“机床参数编辑”操作模式 ........................................................................ 125 7.2输入和输出机床参数 ................................................................................... 127 7.2.1输入格式 . ............................................................................................................. 127 7.2.2 激活机床参数列表 . .. (128)iii7.2.3 修改输入值 . .................................................................................................. 129 7.3 机床参数列表 . (130)7.3.1 编码器和机床 . (130)7.3.2 定位 . (134)7.3.3 使用速度前馈控制 . (139)7.3.4 使用跟随误差 . (140)7.3.5 速度和电流综合控制 . (141)7.3.6 主轴 . (148)7.3.7 内置 PLC (151)7.3.8 配置数据接口 . (154)7.3.9 3-D测头 (156)7.3.10 用 TT 测量刀具 . (158)7.3.11 攻丝 . (161)7.3.12 显示器和其操作 . (162)7.3.13 颜色 . (168)7.3.14 加工和程序运行 . (170)7.3.15 硬件 . (175)7.3.16 第二主轴 . (181)8, NC-PLC 接口 (183)8.1 Marker . (183)8.2 字和双字 (188)9,安装尺寸 (191)11,调试准备iTNC530是适用于镗、铣、加工中心类数控系统。
DELEMDA65WE数控系统调试培
DELEM DA65WE数控系统调试培训1 系统功能比较2 DA65WE 模块安装3 DM10X 模块介绍4 模块端口说明5 DA65WE系统模块配置6 V2与V3 PLC文件的区别7 模块常见报警代码8 系统调试及特殊工具使用(参见DA52系统调试)DA52,DA56及DA65WE系统比较DA65WE 硬件安装方式注意:1 DA65WE 系统连接模块使用标准网络线。
2 系统上网线应接入HSB1口,其余HSB2, LAN 网口不可以用于模块连接3 每个模块上有两个接口,可以不分次序。
4 最后一个模块的空HSB端口应安装终端电阻插头,保证数据通讯的稳定。
5 最多模块数量为8块,最远距离不超过30M.6 DA-60we 主系统:- 主应用程序,显示,操作,windowsCE操作平台(网络功能、分析功能、系统设定授权等)•DM模块:-I/O点和轴闭环控制7模块化设计的优点是,柔性强,可根据客户的需求来组配模块,实现所需功能,当某个模块损坏,只需更换模块,降低维修成本。
DM103VA模块DM-103VA: Y1,Y2,X,C(工作台变形补偿)* 带内置比例阀放大器或外置阀放大器的液压伺服闭环控制* 3x 编码器接口(5V or 12V DC/250mA, 单相或差分)* 全程同步和速度控制* Y1, Y2 和X 模拟输出(+/-10V, 10mA)* 压力P模拟输出(0 .. 1,5A or 0..10V)* 8 x 数字输入(10-28Vdc/20mA)* 8 x 可编程输入输出(输出8x 500mA)* 8 x 数字输出(18-28Vdc) 4x 500mA, 4x 1,5A * 4 x 模拟输入0..10V* 后挡料X轴控制* 工作台补偿(机械或液压)* 小型化设计(240 x 53 x 132mm.)DM102模块DM-102: 双伺服轴(辅助轴)控制模块* 所有编码器计数频率达到1MHz* 2x编码器接口(5V or 12V DC/250mA,单端或差分)* 2 x模拟输出(+/-10V, 10mA)* 所有I/O端口光电隔离* 8x 数字输入(10-28Vdc/20mA)* 8 x 可编程输入输出(输出8x 500mA)* 8x 数字输出(18-28Vdc) 4x 500mA, 4x 1,5A* 4x 模拟输入0..10V* 小型化设计(240 x 53 x 132mm.)DM101模块DM-101: 单伺服轴(辅助轴)控制模块伺服电机的闭环控制* 编码器接口(5V or 12V DC/250mA,单端或差分)* 1x 模拟输出(+/-10V, 10mA)* 所有I/O端口光电隔离* 4x 数字输入(9-30Vdc/20mA)* 4x 数字输出(18-28Vdc) 4 x 1,5A* 2x 模拟输入0..10VDM10X 模块端口说明硬件连接说明(编码器)标准DB9插座。
数控系统调试

DELEM DA52 DA65系统培训目录1PLC文件导入方法2系统软件升级方法3系统授权文件生成与安装方法4模具库的使用5DA52系统接线6系统诊断功能的使用7系统分析曲线的使用方法8PLC诊断的使用方法及PLC程序的简单逻辑9机床参数说明(新KO表)10X,R 轴的调试方法及参数说明11调试中常见机床故障12电液机床如何调整折弯角度计算精度13EDB 伺服使用方法14新滑块控制算法的调试15DA65WE 模块及挡料配置1 PLC文件的导入(适用于V1.2以上版本)1.1在系统停止状态,按下编程常量键进入编程常量界面在此界面输入密码(14753,32157,25789)进入机床参数界面选择1,总参数,按确认键进入总参数界面:选择USB记忆程序装置,在界面下方出现“安装:音序器“功能键,将装有“SEQ-INP。
TXT”为文件名的PLC文件的U盘插入系统USB 接口,再按下“安装:音序器”的功能键。
会出现提示界面“这将覆盖现有文,确认吗?选择“0”,取消此次操作。
选择“1”,新PLC文件将覆盖旧PLC文件。
退出重新启动系统完成PLC文件安装。
2系统软件升级1准备好装有升级软件的U盘,插入系统的USB接口。
2进入机床参数界面,选择“系统备份和安装”进入备份与安装界面按下“MAKE BACKUP”则备份旧系统软件,按“CONTINUE”则进入新软件升级界面选择“1”备份旧系统选择“0”自动进行升级,完成后系统自动重启。
3授权的生成及安装。
1进入系统机床参数界面,选择“7。
选项”,进入“选项界面”按下“要求选项”功能键进入授权生成安装界面在对话框输入授权代码,按下“生成:UIR”功能键,生成UIR文件,到生成授权证书,再用“导入:证书”功能键将授权证书输入系统。
4 模具库在系统为停止状态时,按下,可进入模具,重复按此键可在上下模之间切换。
它的编写方式与DA51相同,为数据填写方式。
DA52系统出现系统崩溃,无法直接升级的状况则按以下步骤处理1 按住清除键,2 系统上电(系统提示输入密码:25789)3 系统提示格式化系统4 按正常程序升级软件5 安装授权文件。
Delem系统机床参数设定
Delem系统Y轴机床参数设定1)服务行1/0.............................1:=1ON2) Y最大................................2:=190.00mmY最小..................................3:=10.00mm 3)方向+/-(1/0).........................4:=1UPUP:以油缸上点为0,油缸下降时,Y轴数值增大DOWN:以油缸上点为最大,油缸下降时,Y轴数值减小4)左边光栅尺参考点值(Y1)................5:=10.00mm右参考点值(Y2).................6:=7.00mm 5)光栅计数方向Y1(0/1)..................8:=0DOWNY2(0/1)...................9:=0DOWN 6)模具间的参考距离.......................7:=395.00mm (此参数是由机械结构决定的.此参数指油缸在最上部,工作台面到上模的开口距离.DNC都以此参数为基准进行计算)7)Tool reference correction..................TR:=0.00mm(在建立上模模具库时,在模具参数中会有一个刀具是头部还是肩部受力的参数设定,设定此参数后,DNC自动赋值此参数)8)串联1/0...............................10:=0OFF(双机联动开关)双机联动需要两个单机,传感器,联动卡9)平行开关1/0....................11:=0NO SWITCH(可通过一个限位开关作为一个平行开关,活动梁左右倾斜时该开关状态应不同.当机器活动梁倾斜时,有此平行开关可以先将倾斜1部分油缸提起,两油缸平行后两油缸再同时动作,寻找参考点.此参数在大吨位机床上应用较多.)10)允许的最大平行度....................12:=2.00mm (当Y1Y2的不同步,且数值大于此数值时,DNC不会让活动梁动作) 11)Y轴回程缺省值.....................13:=20.00mm(当设定开口高度时开口高度起作用,未设定时该缺省值起作用) 12)最大的制动时间.....................14:=05msec (Y轴在寻找参考点后,油缸第一次快速下降时,从DNC发出一个制动指令,到活动梁速度<2mm/s的时间不能大于"最大制动时间",否则机器不能通过,需重新进行此过程.此参数为欧洲设计.13)Mute programmable each step 1/0.........MP:=0OFF (此参数设为"1ON"时,则可人为任意设定变速点的位置,而无报警.此参数设为"0OFF"时,DNC自动计算速度转换点的位置,若人为设定变速点的位置,则会有报警提示.)14)伺服阀微调S1/0...................15:=0OFF (此参数只适用BOSH阀,用于调整阀的零点.机器在保压时Y1Y2不同步有偏差时,要调整此参数.此参数用于纠正阀芯偏移,调整电流范围是100~200mA)15)刚性强度.........................20:=3.000mu/t (此数值为机器缺省值.可用百分表测量在机器最大压力时的变形量.刚性强度=变形量/最大吨位)16)机床结构刚度...........................21:=0.0%17)压力调整1/0.......................22:=0OFF(此参数为"0OFF"则在手动模式下"压力"参数的单位为TON 参数为"1ON"则在手动模式下"压力"参数的单位为点数) 18)最大压力................................23:=160T中间压力...................................FM:=80T最小压力...................................24:=32T 19)输出-最大................................25:=106中间...................................OM:=66最小..................................26:=40 (以160T机床为例.在50参数的诊断程序中,在"阀补偿"的菜单中通过手轮调整主压力阀的数值,在达到机床的设定值时读出主压力阀的DA值.然后在Y轴25号参数"输出-最大"填上此DA值.此DA 值应比测得的DA值大1-2,用于补偿管路的压力损失.)20)加减压斜率................................27:=255(此参数为压力阀加压减压时的斜率.当管路加压后管路有噪音时,可以减小此参数.此参数调整范围为0-255)21)快下速度...............................30:=150mm/s(阀芯开口在60%-80%时处于最佳工作状态.如果油缸的上下腔面积差太小时,快速会提不起来;上下腔面积差太大时在快慢速转换时会出现停顿等上腔等油的现象.)22)快下速度增量.........................31:=150.0(快下速度增量也就是快下速度的加速度.该参数在设定时设定值应和快下速度设成一样.此参数控制阀芯开口变化率)23)阀开闭斜率....................57:=150DA/5mA(该参数主要指Y轴不同步时,纠偏的快慢)24)快下斜率补偿.........................32:=1.00mm(快下结束时,到变速点下面过一点后可直接加压,使加压平稳) 25)快下前延时.........................33:=405msec (快降阀和比例阀的响应速度是不一样的,根据液压图快降阀的油要经过比例阀,要先开快降阀然后才开比例阀.因为快降阀反应慢,这样保证快降阀和比例阀同时接通)26)快下制动环调整..........................46:=-2.0(该参数的调整范围为-2~+2.油缸由快下转换到工进的减速过程中,该数值设定越大,则刹车速度快,特性硬.)27)快下增益调整.............................47:=0.0(增益设定越高,则同步精度越高,纠偏速度也快,活动梁越抖动,机器会有异响)28)回程速度.............................34:=180mm/s(此参数控制比例阀开口)29)回程压力..................................59:=55%(回程时系统压力阀.回程时撞击缸顶时,更改此参数)30)回程斜率补偿......................35:=-2.00mm(活动梁到TDC时活动梁再上升值。
DA56中文操作手册[1]
![DA56中文操作手册[1]](https://img.taocdn.com/s3/m/888b69afd0d233d4b14e6942.png)
DA56操作说明中文版本V1.0南京埃斯顿数字技术有限公司地址:南京市江宁开发区将军南路155号电话:0086(0)2552786000传真:0086(0)2552785576邮编:211100前 言本手册描述了Delem系统型号为DA56的操作,主要用于指导操作人员。
只有授权人员才允许新建或编辑现有的程序。
系统上安装了钥匙开关以防止未经授权的操作。
当该钥匙开关处于关闭位置时,操作人员只能执行一个选定的程序,但不能修改参数。
本手册版权为DELEM公司所有,未经DELEM公司同意不得随意增加或删减部分或全部内容,不允许将该手册部份或全部内容用于第三方的设计。
DA56系统提供完整的软件控制,对于操作者或机床本体没有机械安全保护装置。
所以在万一系统出现故障时,机床必须能提供对操作者和机床的外部保护装置。
DELEM不承担任何由于系统在正常或非正常操作下引起的直接或间接损失。
DELEM公司保留由于功能增加更改或印刷排版错误而随时更新的权力。
目 录1 操作概览和一般简介1.1操作模式 (3)1.2软件版本 (3)1.3前面板 (4)1.4编程方式 (6)1.4.1在线帮助 (7)1.4.2列表框功能 (7)1.5图形编程 (8)2 2D工件编程2.1 简介 (11)2.2 删除一个角度/线段或插入一个角度 (14)2.3 大圆弧 (14)2.4 折弯常数 (15)2.5 折弯工序 (17)2.6 动态编程 (23)3 数据编程3.1 简介 (25)3.2 折弯编程 (27)3.3 编辑中的特殊功能 (33)3.4 编辑中的注意事项 (33)4 程序选择4.1 简介 (34)4.2 目录 (37)5 模具和机床外形的编程5.1简介 (38)5.2上模编程 (38)5.3下模编程 (42)5.4床上、下部外形 (46)6 程序和模具的备份6.1简介 (47)6.2工件程序的备份 (47)6.3模具的备份和恢复 (49)7 编程常量7.1 简介 (50)7.2 总体 (50)7.4 编程设置 (53)7.5 计算设置 (53)7.6 产品设置 (54)7.7 通讯端口 (55)7.8 后挡料设定 (57)7.9 事件记录 (58)7.10维修记录 (59)8 手动模式8.1 简介 (61)8.2 轴的手动操作 (63)9 自动/单步模式9.1 简介 (64)9.2 自动模式 (64)9.3 单步模式 (66)第一章 操作概览和一般简介 1.1 操作模式数控系统有如下四种操作模式:手动模式:在该方式下可以设定单个折弯的所有参数,数控系统启动后,所有参数都将影响机床的工作循环,后挡料将到达编程位置。
DA56S折弯机培训手册

培训手册(数控折弯机)2016年12月13日版权所有不得翻印目录一、机床结构原理 (5)1.1机床主要机械结构、机械主要大部件介绍 (5)1.2机床各数控轴的定义、功能 (6)1.3数控折弯机工作原理 (6)1.4各数控轴参考点的定义及寻参动作过程,寻参时的特殊注意事项 (6)1.5电柜门上及操作面板上各按钮功能介绍 (6)1.5.1电柜门各按钮功能介绍 (6)1.5.2操作面板各按钮功能介绍 (7)二.数控系统、电气部件介绍 (8)2.1数控系统构成、功能特点介绍 (8)2.2四种工作方式的具体介绍(编程、手动、自动、半自动) (8)2.3数控系统操作界面各功能区域介绍 (9)2.4机器运行状态介绍(滑块、后挡料工作状态) (9)2.5柜内主要电气元件的名称、作用 (9)2.6伺服驱动正常显示状态及常见报警代码含义 (9)2.7数控系统各界面详细介绍 (12)2.8数控系统手动调整Y轴、后挡料各轴功能介绍 (12)三.机床的基本操作 (12)3.1机器正确的开机、关机顺序及注意事项 (12)3.2折弯模具的选择及应用 (12)3.3折弯板材与模口的选择操作 (12)3.4单次折弯编程操作演示 (13)3.5多步折弯编程操作演示 (15)3.6选择执行一个已经存在的程序进行折弯操作演示 (15)3.7新建上、下模具的编程操作演示 (16)3.9工件程序的调用、编辑、删除操作 (17)四. 折弯应用、调整 (18)4.1上下模具更换安装和相关模具属性参数修改设定 (18)4.2折弯压力表解读、应用 (18)4.2.1折弯压力表解读 (18)4.2.1折弯压力表应用 (18)4.3各轴参考点校正的调整方法 (19)4.4不同折弯板材相关技术参数设定 (20)4.5折弯压力、工作台补偿校正 (21)4.6特殊模具的使用注意事项(特别是尖刀模具) (22)4.7滑块平行度的检查及调整 (23)4.8机床参数、模具及用户程序的备份及回装 (26)4.9折弯角度、尺寸不正确,折弯Y轴、X轴尺寸校正调整方法 (26)4.10折弯板材折不动时压力检查及调整 (27)4.11后挡料挡指平行度的检查及调整方法 (27)五.简单故障排查 (28)5.1数控系统报警代码含义及简单排查 (28)5.2滑块发生倾斜时滑块的落平操作 (30)六.安全注意事项 (31)6.1折弯时机器、模具不能超负载应用 (31)6.2滑块行程、开口编程安全注意事项 (31)6.3滑块非正常停机时安全操作 (31)6.4折弯操作时客户的安全注意事项 (32)6.4.1按规定使用机床 (32)6.4.2允许使用机床的人员 (32)6.4.3由集成配电柜产生的危险 (32)6.4.4从事与工件有关工作时的危险 (32)七.机床维护保养 (36)7.1机床日常保养 (36)7.2机床月度保养 (36)7.3机床年度保养 (37)注:目录中标红的内容为服务人员在机床安装调试时必须按照此手册给客户进行培训的内容;其余内容由客户自行学习了解,后期若有需要可来我公司培训或者由服务人员上门培训。
DELEMDA65WE数控系统调试培1

DELEM DA65WE数控系统调试培训1 系统功能比较2 DA65WE 模块安装3 DM10X 模块介绍4 模块端口说明5 DA65WE系统模块配置6 V2与V3 PLC文件的区别7 模块常见报警代码8 系统调试及特殊工具使用(参见DA52系统调试)DA52,DA56及DA65WE系统比较DA65WE 硬件安装方式注意:1 DA65WE 系统连接模块使用标准网络线。
2 系统上网线应接入HSB1口,其余HSB2, LAN 网口不可以用于模块连接3 每个模块上有两个接口,可以不分次序。
4 最后一个模块的空HSB端口应安装终端电阻插头,保证数据通讯的稳定。
5 最多模块数量为8块,最远距离不超过30M.6 DA-60we 主系统:- 主应用程序,显示,操作,windowsCE操作平台(网络功能、分析功能、系统设定授权等)•DM模块:-I/O点和轴闭环控制7模块化设计的优点是,柔性强,可根据客户的需求来组配模块,实现所需功能,当某个模块损坏,只需更换模块,降低维修成本。
DM103VA模块DM-103VA: Y1,Y2,X,C(工作台变形补偿)* 带内置比例阀放大器或外置阀放大器的液压伺服闭环控制* 3x 编码器接口(5V or 12V DC/250mA, 单相或差分)* 全程同步和速度控制* Y1, Y2 和X 模拟输出(+/-10V, 10mA)* 压力P模拟输出(0 .. 1,5A or 0..10V)* 8 x 数字输入(10-28Vdc/20mA)* 8 x 可编程输入输出(输出8x 500mA)* 8 x 数字输出(18-28Vdc) 4x 500mA, 4x 1,5A * 4 x 模拟输入0..10V* 后挡料X轴控制* 工作台补偿(机械或液压)* 小型化设计(240 x 53 x 132mm.)DM102模块DM-102: 双伺服轴(辅助轴)控制模块* 所有编码器计数频率达到1MHz* 2x编码器接口(5V or 12V DC/250mA,单端或差分)* 2 x模拟输出(+/-10V, 10mA)* 所有I/O端口光电隔离* 8x 数字输入(10-28Vdc/20mA)* 8 x 可编程输入输出(输出8x 500mA)* 8x 数字输出(18-28Vdc) 4x 500mA, 4x 1,5A* 4x 模拟输入0..10V* 小型化设计(240 x 53 x 132mm.)DM101模块DM-101: 单伺服轴(辅助轴)控制模块伺服电机的闭环控制* 编码器接口(5V or 12V DC/250mA,单端或差分)* 1x 模拟输出(+/-10V, 10mA)* 所有I/O端口光电隔离* 4x 数字输入(9-30Vdc/20mA)* 4x 数字输出(18-28Vdc) 4 x 1,5A* 2x 模拟输入0..10VDM10X 模块端口说明硬件连接说明(编码器)标准 DB9插座。
DA65数控折弯机使用说明书

JFYPR6C系列数控液压板料折弯机培训教材DA65We系统jfy江苏金方圆数控机床有限公司培训中心.目录目录 (1)第一章企业概况 (2)第二章数控折弯机概述及轴配置 (4)2.1数控折弯机概述 (4)2.2 主要用途、结构、性能和工作原理 (5)2.3轴的配置 (9)2.5安全说明 (10)第三章机床操作 (11)3.1机床开机流程及要求 (11)3.2机床关机流程及要求 (13)3.3操作单元包括电气柜和数控系统DA65We面板部分 (13)3.4 DA65We系统的四种工作方式 (25)3.5各轴参考点的设定及回参操作 (28)3.7模具及机床外形的编制 (36)3.8 模具的选择 (44)3.9 手动模式的应用 (45)3.10自动加工程序的编程及编辑 (49)3.11模具的安装 (52)4.1.1本机床的液压工作状态 (56)4.1.2液压系统的工作原理(图) (57)4.2液压原理图 (59).4.3液压元件的名称、位置及作用 (63)第五章维护、保养 (64)5.1 维护、保养的注意事项 (64)5.2 机械部分的调整及维护 (65)5.4 维护保养 (76)第六章机床常见故障分析及处理方案 (80)6.1 滑块平行度的调整 (80)6.2 机床常见故障的原因及处理办法表 (82)第一章企业概况江苏金方圆数控机床有限公司是国家高新技术企业,全国机床工具协会及全国锻压行业协会副理事长单位,国家火炬计划邗江数控板材加工设备产业基地龙头骨干企业,省级博士后工作站单位。
公司生产的所有产品均为数控产品,主要有数控转塔冲床、数控折弯机、数控剪板机和数控激光切割机,均为省级、国家级高新技术产品。
产品连续八年评为江苏省名牌产品,2005年获中国名牌产品称号,“金方圆”牌图形商标也被认定为中国驰名商标。
公司1997年通过ISO9001国际质量体系认证,企业生产的产品均通过CE认证,并获出口产品质量许可证,产品远销欧美、南美和东南亚等地区。
数控折弯机资料DA56

数控折弯机资料DA56
6.1.标准配置
◆配荷兰DELEM DA-56电脑数控系统,10.4”TFT,高亮度彩色LCD显示,可控制3+1轴,即Y1轴、Y2轴、X轴、R轴。
◆200MHz处理器
◆存储容量32MB
◆产品模具信息存储容量2MB
◆可通过USB存储
◆USB闪存驱动
6.2通用技术规格
◆程序数,7位数字
◆图号:20位数字与字母
◆程序重复,最大9999
◆程序最大工步,99
◆每步重复,最大99
◆公/英制转换
◆程序计数
6.3编程功能
◆二维图形编程与显示
◆图形方式的折弯工序定义
◆快速干涉检测
◆可设置轴移动速度
◆自由设定材料参数
◆自由编制模具
◆图形编制模具
6.4计算功能
◆模具安全区域
◆折弯压力
◆折弯允差
◆工作台变形调节
◆展开长度
◆压底折弯压力
◆自动大圆弧计算
◆角度校正数据库
6.5辅助功能
◆诊断程序
◆多种语言选择
◆帮助文本,提供在线帮助◆交流短信
◆光电隔离输入/输出
6.6轴控制输入/输出
◆伺服控制轴
◆单极变频控制
◆双速交流电机控制
◆Y轴与辅助轴示教
◆5个数字输出点
6.7接口
◆DNC-RS232C
◆USB
◆随机交附荷兰DELEM DA-56电脑数控系统及中文(或英文)操作说明书,提供参数,并随时提供各项操作与功能咨询服务。
DA56S折弯机培训手册
培训手册(数控折弯机)2016年12月13日版权所有不得翻印目录一、机床结构原理 (5)1.1机床主要机械结构、机械主要大部件介绍 (5)1.2机床各数控轴的定义、功能 (6)1.3数控折弯机工作原理 (6)1.4各数控轴参考点的定义及寻参动作过程,寻参时的特殊注意事项 (6)1.5电柜门上及操作面板上各按钮功能介绍 (6)1.5.1电柜门各按钮功能介绍 (6)1.5.2操作面板各按钮功能介绍 (7)二.数控系统、电气部件介绍 (8)2.1数控系统构成、功能特点介绍 (8)2.2四种工作方式的具体介绍(编程、手动、自动、半自动) (8)2.3数控系统操作界面各功能区域介绍 (9)2.4机器运行状态介绍(滑块、后挡料工作状态) (9)2.5柜内主要电气元件的名称、作用 (9)2.6伺服驱动正常显示状态及常见报警代码含义 (9)2.7数控系统各界面详细介绍 (12)2.8数控系统手动调整Y轴、后挡料各轴功能介绍 (12)三.机床的基本操作 (12)3.1机器正确的开机、关机顺序及注意事项 (12)3.2折弯模具的选择及应用 (12)3.3折弯板材与模口的选择操作 (12)3.4单次折弯编程操作演示 (13)3.5多步折弯编程操作演示 (15)3.6选择执行一个已经存在的程序进行折弯操作演示 (15)3.7新建上、下模具的编程操作演示 (16)3.9工件程序的调用、编辑、删除操作 (17)四. 折弯应用、调整 (18)4.1上下模具更换安装和相关模具属性参数修改设定 (18)4.2折弯压力表解读、应用 (18)4.2.1折弯压力表解读 (18)4.2.1折弯压力表应用 (18)4.3各轴参考点校正的调整方法 (19)4.4不同折弯板材相关技术参数设定 (20)4.5折弯压力、工作台补偿校正 (21)4.6特殊模具的使用注意事项(特别是尖刀模具) (22)4.7滑块平行度的检查及调整 (23)4.8机床参数、模具及用户程序的备份及回装 (26)4.9折弯角度、尺寸不正确,折弯Y轴、X轴尺寸校正调整方法 (26)4.10折弯板材折不动时压力检查及调整 (27)4.11后挡料挡指平行度的检查及调整方法 (27)五.简单故障排查 (28)5.1数控系统报警代码含义及简单排查 (28)5.2滑块发生倾斜时滑块的落平操作 (30)六.安全注意事项 (31)6.1折弯时机器、模具不能超负载应用 (31)6.2滑块行程、开口编程安全注意事项 (31)6.3滑块非正常停机时安全操作 (31)6.4折弯操作时客户的安全注意事项 (32)6.4.1按规定使用机床 (32)6.4.2允许使用机床的人员 (32)6.4.3由集成配电柜产生的危险 (32)6.4.4从事与工件有关工作时的危险 (32)七.机床维护保养 (36)7.1机床日常保养 (36)7.2机床月度保养 (36)7.3机床年度保养 (37)注:目录中标红的内容为服务人员在机床安装调试时必须按照此手册给客户进行培训的内容;其余内容由客户自行学习了解,后期若有需要可来我公司培训或者由服务人员上门培训。
德大伺服刀库调试说明书

AIS 感應伺服模組 ATC 設定建議
VERSION:2015/10/15
DEX
ቤተ መጻሕፍቲ ባይዱ
目錄
5. AIS 配線配置與建議 .......................................................................................................................
荷兰产DA65Delem系统在折弯机应用中故障维修小经验

荷兰产DA65Delem系统在折弯机应用中故障维修小经验
荷兰产DA65 Delem系统在折弯机应用中故障维修小经验章觉鸿
【摘要】荷兰产DA65Delem系统,在我国数控设备上应用较多。
天安集团股份有限公司在折弯机中采用了该系统,可控制5-7轴。
下面介绍几例维修小经验。
【期刊名称】《设备管理与维修》【年(卷),期】2004(000)011
【总页数】1页(P41)
【关键词】荷兰;集团;系统;股份有限公司;经验;中国;DA;折弯机;数控设备;维修【作者】章觉鸿
【作者单位】宁波天安集团股份有限公司,浙江象山县天安路118号,315709【正文语种】中文
【中图分类】工业技术
【文献来源】https:///doc/f3573f608beb172ded630b1c 59eef8c75ebf9574.html/academic-journal-cn_plant-maintenance-engineering_thesis/0201212927946.html CPU222故障分析口韩大伦刘长坤CPU222是西门子S7-200 系列产品中的小型PLC ,体积小,功能齐全,可以带两个扩展模块。
1.PLC 与编程器的通信故障笔者所用的编程器为普通的手提电脑,其中安装的软件是V3.2-STEP7/MicroWIN ,通信电缆为西门子公司出品的 PC/PPI电缆,主要完成RS232 和 RS485 的转换,RS232 端口接手提电脑的串口,RS485 接 PLC 的。
特殊轴及PLC调试-池小波

托料的调试步骤一、托料工作原理在折弯板料时,到达夹紧点时,托料会根据工进速度跟随板料折弯。
使用于长板料,防止因为折弯后,板料的弯曲。
通常由液压托料和伺服托料系统,两则电气运行原理基本一致,因此调试的参数也一样。
二、托料系统参数1)随动托料功能127:设置1,使能。
2)回程的延时因子RF:设置1,表示托料返回与回程一致。
设置越大托料在保压位置停顿的时间越长。
3)调整模式AM:0=显示实际托料角度,调试好后一般设置为01=角度实时误差2=最大折弯的角度误差3=最大这晚的角度误差4=实际托料的角速度,单位每秒度[°/s]5=托料最大的角速度,单位每秒度[°/s]6=托料平均的角速度,单位每秒度[°/s]8=调试模式,显示托料的脉冲数字,用于调试角度与DA值的关系在手动模式下,按“放大”,进入查看该参数。
4)到位允差12:范围为0.0―90.0,在该范围内,发出到位信号5)缺省值14:运行托料时,托料参数缺省值,该参数为0,托料不动。
设置为1,才运行。
通常为0,如果有一个随动托料轴,显示00,代表左右托料使能信号。
6)随动轴数SL:根据实际轴的数量设置7)最小角度7:托料的最小角度,一般为0度,也就是与下模水平。
8)最大角度8:托料的最大角度9)安全停止角度SA:通常设置为0。
该设置后,可以用于PLC编辑,停止于安全角度,等PLC信号8128到位后,回到0度角。
10)最大角速度MS:托料运行达到的最大速度,可以通过调整模式监视获得。
1)位置测量的反馈系统28:0=编码器反馈,适用于伺服电机1=电位器反馈,适用于液压托料2)参考点位置5 :单位为脉冲。
3)寻参方向6 :0减计数,1增计数(向上走)4)RSD开关安装17:0=不安装,一般选择01=安装5)寻参速度21:最大速度的百分比6)计数方向24:改变计数方向,不对会导致飞车。
调整角度表:1)将调整模式调整为82)进入手动调整模式,用手轮摇,分别记录下来0度对应脉冲,最大角度对应脉冲3)将记录下来数据设置到该界面的参数下。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
调试工具:带USB接口键盘一个,系统参数U盘。
1
当新机器机械及电气部分完成全部安装,挂DA65/DA56上数控系统,电气部分线路经过检查无误后打开电源开关,系统启动后自动进入KO表选择界面,如机床所配置液压系统为博士品牌,则选择KO6001;如机床所配置液压系统为贺尔别格,则选择KO6017。
选择完成后,系统正常启动。
如果需要重新选择KO表,则利用键盘进入并运行/Hard Disk/WCE_TOOLS 目录下的Koselect.exe 应用程序,并再次选择正确的KO表.
2,系统启动后,进入手动模式。
再利用键盘打开WINDOWS EXPLORER 进入系统参数U 盘,拷贝PLC(SEQ_INP.txt以及),然后粘贴到以下目录:/hard disk/Delem/Bin
然后重新启动系统:用键盘选择:Start reboot.
3 进入编程模式。
输入19 回车,再输入32157 ,再回车。
进入“参数备份”,选择从磁盘到机床的方式,将参数传入系统。
然后退出。
可以在编程模式下拷入编程常量,程序备份,模具参数等。
4,在手动页面,填写完整的折弯参数,如模具,板厚,角度等。
5,确认光栅尺计数方向,确保Y1,Y2在滑块下来时为增计数。
否则可进入19—>32157—>Y 轴参数修改其计数方向。
6, 第一次启动油泵时要确保从马达后面看过去为顺时针旋转,否则调换任意两相输入电源。
7 压力标定首先进入19—>32157—辅助轴使X 及R轴失效。
编程模式,输入50 —>741 进入3 —I/O测试诊断界面,将DA值标定出来。
具体操作为:在进入了诊断页面后将左阀偏置以及右阀偏置均取为0,将光标移动到XXXXXXXX 位置上,然后按动“+”键,可以看到DA数值在增加,压力也相应逐渐增加,如果太慢,可以同时按住“++”键;同理,如果按住“—”,则压力逐渐降低。
记下主压力表读数为2.8MP时压力阀偏置DA读数作为标定最小值;
记下主压力表读数为14MP时压力阀偏置DA读数作为标定中间值;
记下主压力表读数为28MP时压力阀偏置DA读数作为标定最大值;
然后将所测出来的大,中,小DA值一一对照输入:Y轴参数—>压力气阀—>输出里的最大值,中,最小值。
8 对于有扰度补偿的机型,在完成以上7步后应将扰度补偿的DA值标定出来。
9, 辅助轴的调整。