工艺装备编号方法
工装编号规则

1 目的
为规范工艺装备的编号,便于工装的管理。
2 范围
本规则适用于本企业自制工艺装备的编号。
3 总则
3.1企业的自制工艺装备都应具有独立的编号。
3.2 工艺装备编号需与相对应的产品编号相符合。
4 工艺装备编号的构成
4.1该编号由企业代号、产品编号、类代号、组代号和设计顺序号组成,中间以短划“—”分开,其形式如图:
xxxx-x x-xx
(从0,1,……n 开始)
2)
类代号(见表1)
4.2 工装做较大修改时,可在设计顺序号后加字母A、B、C等,以示区别。
5 工装类、组的划分及代号
表1 工艺装备类的划分及代号
表2 工艺装备的类、组及代号。
产品图、工装、通用件、工艺工序号的编号规则

产品图、工装、工艺的编号规则本规则的编制目的是使全公司的工装编号得到统一、便于库房、财务、采购、生产、技术资料等的管理,同时使各公司间资源得到最大化利用。
本规则的编制参照了《JB-T9164-1998 工艺装备编号方法》,同时根据本公司过去相关编码规则和管理等情况,并结合公司生产中的实际使用情况编制而成。
本规则的解释权属技术部。
1、编制原则:1.1反应产品的基本属性1.2不宜过长、过乱1.3易于扩充、易于记忆、易于分辨2、编制规则如下:2.1气缸头产品图编号规则:2.1.1编号规则说明:2.1.1.1本编制规则适用于本公司生产的各产品。
2.1.1.2 前面为产品型号,中间隔以短横,后面为基本号。
2.1.1.3 000为组件总成图。
2.1.1.4 010给予该组件内最大零件,例:168F-1汽缸头为:168F-1-0102.1.1.5 001-009为预备用号。
如分组内简图,座圈导管气道关系图、毛坯图等。
例:毛坯图为:001。
2.1.1.6依据隶属关系编零件图号,例:168F-1进气座圈为168F-1-011,依次类推。
2.2 工装代号的构成2.2.1工装代号编号规则说明:2.2.1.1类别号:D :代表刀具; L :代表量具 ; F :代表辅具,J: 代表夹具。
2.2.1.2顺序号、零件号:采用自然数1、2、3…。
2.2.1.3并列号:采用罗马数字Ⅰ、Ⅱ、Ⅲ、…。
2.2.1.4改进号采用英文大写字母A 、B 、C …。
2.3通用工装代号编制方法:2.3.1通用工装编制说明 2.3.1.1 T 表示通用2.3.1.2 类别号同工装类别号,见2.2.1.1。
2.3.1.3 特征代号见表2表2表32.4工艺代号、工序号编制方法:2.4.1 专用工艺代号编制方法:2.4.2每套工艺规程目录下的工序号以自然数5、10、15..递增;每个工序号间预留四个序号,以满足增加工序时使用;2.4.3在工序号后加大写字母G(如:10G),代表此工序为关建重要工序;2.4.4通用、辅助、检验工艺代号编制方法:G——代表工艺2.4.4.1类别号采用英文大写字母T、F、J;通用工艺——字母T表示辅助工艺——字母F表示检验工艺——字母J表示2.5为避免各分厂区编号重复,特进行编号分段,环泰顺序号取0—100,凯嘉顺序号取1012—200,用满后再往后选取。
机械零件、工艺图样代号编制规则
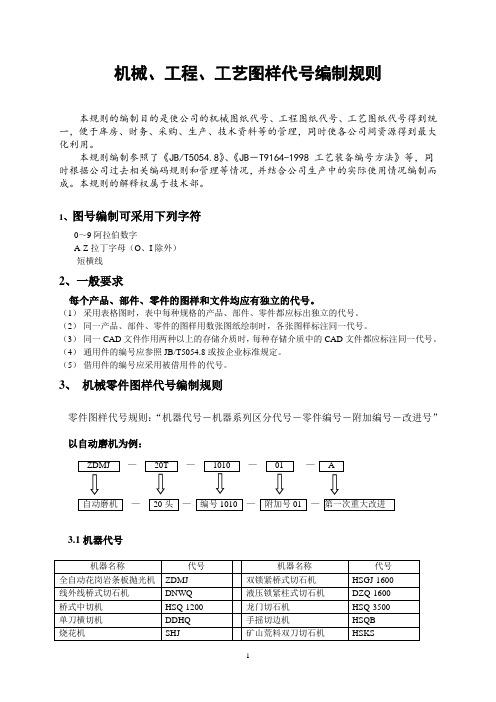
机械、工程、工艺图样代号编制规则本规则的编制目的是使公司的机械图纸代号、工程图纸代号、工艺图纸代号得到统一,便于库房、财务、采购、生产、技术资料等的管理,同时使各公司间资源得到最大化利用。
本规则编制参照了《JB/T5054.8》、《JB-T9164-1998 工艺装备编号方法》等,同时根据公司过去相关编码规则和管理等情况,并结合公司生产中的实际使用情况编制而成。
本规则的解释权属于技术部。
1、图号编制可采用下列字符0~9阿拉伯数字A-Z拉丁字母(O、I除外)-短横线2、一般要求每个产品、部件、零件的图样和文件均应有独立的代号。
(1)采用表格图时,表中每种规格的产品、部件、零件都应标出独立的代号。
(2)同一产品、部件、零件的图样用数张图纸绘制时,各张图样标注同一代号。
(3)同一CAD文件作用两种以上的存储介质时,每种存储介质中的CAD文件都应标注同一代号。
(4)通用件的编号应参照JB/T5054.8或按企业标准规定。
(5)借用件的编号应采用被借用件的代号。
3、机械零件图样代号编制规则零件图样代号规则:“机器代号-机器系列区分代号-零件编号-附加编号-改进号”以自动磨机为例:ZDMJ —20T —1010 —01 — A自动磨机—20头—编号1010 —附加号01 —第一次重大改进3.1机器代号机器名称代号机器名称代号全自动花岗岩条板抛光机ZDMJ 双锁紧桥式切石机HSGJ-1600线外线桥式切石机DNWQ 液压锁紧柱式切石机DZQ-1600桥式中切机HSQ-1200 龙门切石机HSQ-3500单刀横切机DDHQ 手摇切边机HSQB烧花机SHJ 矿山荒料双刀切石机HSKS仿型柱座柱帽切机HSZM-2500 电脑仿型线条机DNFX异形磨边机HSMB-3800 手扶磨光机HSM-260A磨台HSM-260B 工地轻便切机HSQC-IO(暂留)(暂留)(暂留)(暂留)(暂留)(暂留)注:1、以上代号为已使用的代号,继续沿用,不再进行修改。
工艺文件编号方法

工艺文件编号方法(企业标准)1.范围本标准规定了公司常用工艺文件的编号原则。
本标准适用于公司常用工艺文件的编号。
2.规范性引用文件GB/T4863-2008机械制造工艺基本术语GB/T24735-2009机械制造工艺文件编号方法3.术语和定义3.1通用工艺文件能为几种产品所公用的工艺文件。
3.2专用工艺文件专为某一产品所用的工艺文件。
4总则4.1分类原则4.1.1科学性应选择工艺文件最稳定的本质属性或特征作为分类的基础和依据。
4.1.2系统性工艺文件属性或特征应按一定排列顺序予以系统化,并形成一个科学的分类体系。
4.1.3扩展性新增加工艺文件时,应保持已建立的文件分类体系,还应为下一级工艺文件管理系统扩展创造条件。
4.1.4兼容性应与相关标准(包括国际标准)协调一致。
4.1.5综合实用性工艺文件分类要从系统工程角度出发,应适应企业信息化管理与应用的特点和要求及企业相关文件管理的规定。
4.2编号原则4.2.1唯一性凡正式工艺文件都必须具有独立的编号,同一编号只能授予一份工艺文件。
注:一份工艺文件是指能单独使用的最小工艺文件,如某个零件的铸造工艺卡、机械加工工艺过程卡、机械加工工序卡等均能为单独使用的最小工艺文件。
4.2.2合理性工艺文件的编号结构应与分类体系相适应。
4.2.3扩充性工艺文件的编号应留有适当的备用代号,以便适应不断扩充的需要。
4.2.4简明性编号结构应尽量简单,长度尽量短,以便节省机器存储空间和减少差错率。
4.2.5规范性在同一类工艺文件中,编号的类型、编号的构成以及编号的编写格式应当统一。
5工艺文件分类5.1通用工艺文件分为一般通用工艺文件、典型工艺文件、成组工艺文件三类(见表1)。
5.2专用工艺文件分为管理性工艺文件、生产性工艺文件、工艺装备工艺文件三类(见表1)。
6.编号方法6.1编号的组成6.1.1工艺文件编号采用并置码形式,一般由企业代码、企业文件类型代码、工艺文件分类码、顺序码、产品代码、零部件编号、阶段号、和版本号等几部分组成。
工艺装备管理办法

汽车制造有限公司支持性文件1. 目的1.1 为了标准化管理工装,保证工装质量完善和规范工艺装备的编号、涂色办法流程,特制定本管理标准。
2. 范围2.1 适用于浙江众泰汽车制造有限公司自制工艺装备的设计、制造和验证、涂色、编号管理,及工装的使用、维护、修理、复制、报废等,工艺技术部统一管理并使用。
3. 定义3.1 工艺装备:简称“工装”,是指为实现工艺规程所需的各种刃具、夹具、量具、模具、辅具、检具,工位器具、钳工工具等的总称。
3.2 工艺装备涂色:为美化企业自制工艺装备,均应具有独立的涂色规定,同一涂色规定可以沿用多种工艺装备。
3.3 工艺装备编号:企业的自制工艺装备均应具有独立的编号,同一编号只能使用一种工艺装备,工艺装备编号采用字母和数字混合编号的方法。
4. 职责4.1 总经理4.1.1 负责【工装制作申请单】和【工装报废申请单】的批准。
4.2 工艺技术部4.2.1 部长4.2.1.1 负责【工作联络单】、自制工装设计图纸、委外设计制作工装技术协议的批准。
4.2.1.2 负责对下发制作的工装料架图纸的编号批准。
4.2.1.3 负责对下发制作工艺装备涂色批准。
4.2.2 科长4.2.2.1 项目科科长负责对下发制作工装料架图纸的编号审核。
4.2.2.2 项目科科长负责对下发制作工艺装备涂色审核。
4.2.3 项目室主任负责自制工装设计图纸、委外设计制作工装技术协议的审核4.2.4 工装工程师4.2.4.1 负责自制工装图纸的绘制、委外设计制造的工装的技术协议等技术资料的准备及参与调试安装、验收工作。
4.2.4.2 负责绘制图纸后向标准化室编号管理员申请编号。
4.2.4.3 绘制工艺装备图纸并在图纸上标注工艺装备涂色要求。
4.2.5 标准化工程师。
4.2.5.1 负责工装料架制作的编号统计,便于管理。
4.2.5.2 负责对下发图纸编号标准化。
4.2.5.3 负责对制作的工艺装备涂色标准化。
4.3 生产技术部4.3.1 工务科主管负责安排自制工装的制作、调试安装。
设备工艺装备的编号方法
5相关文件
产品顺序号一览表
6质量记录(无)
QC/DZ09.02-01B版设备、工艺装备的编号方法共4页第4页
附表1: 设备统一编号及分类目录
分类别
大类别 设备
0
1
2
3
4
5
6
7
8
9
0金属切削机床
数控切
削机床
车床
钻床及镗床
研磨机床
联合及组合机床
齿轮螺纹加工机床
铣床
刨拉机床
切断机床
其它机床
1 锻压设备
数控锻
85×35mm
QC/DZ09.02-02B版设备、工艺装备的编号方法共4页第2页
4.2.3.2标牌也可采用其他样式,但必须统一形式,通知各相关部门。
4.2.3.3标牌固定:设备台帐上的设备编号用钢字头打在标牌上“设备编号”之后。标牌固定在设备正面或侧
面明显易见处,特殊设备(如汽车等)可不固定标牌。
4.3工装编号:
顺德多纳勒振华
汽车部件有限公司
设备、工艺装备的编号方法
文件号
QC/DZ09.02-02
版本号
B
编制
审核
批准
共4页
第1页
日期
日期
日期
生效日期
2001/6/1
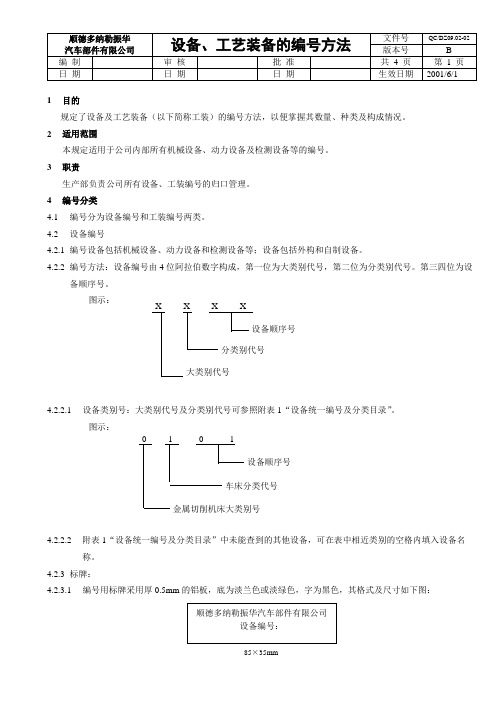
1目的
规定了设备及工艺装备(以下简称工装)的编号方法,以便掌握其数量、种类及构成情况。
2适用范围
本规定适用于公司内部所有机械设备、动力设备及检测设备等的编号。
其它相关设备
9 其它动力设备
通风采暖设备
恒温设备
管道
电镀设备工艺用槽
除尘设备
涂漆设备
容器
其它动力设备
企业标准编码规则定

Q/TB JC0201—2010浙江铁宝电机有限公司企业标准编码规则1目的为使铁宝公司企业标准和文件的编码工作有章可循,便于企业标准和文件的识别与查询,保证铁宝企业标准和文件的简化、优化和标准的统一性、协调性。
2范围本标准规定了铁宝企业标准、技术文件、行政文件和各类表格的编号方法和管理要求。
本标准适用于铁宝公司及下属各部门的企业标准和技术文件、行政文件的编号管理。
3规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版本均不适用本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
4总则4.1本标准规定的企业标准和文件代号,公司各部门不得擅自变更。
4.2没有编号和编号重复的企业标准和文件属于无效标准或无效文件,不得发布和使用。
5企业标准编码5.1企业标准的编码由以下要素组成批准年号(四位数公元年号)标准顺序号标准二级分类号(分别见表2、表3、表4、表5)标准一级分类号(见表1)铁宝公司代码企业标准代码5.2编码要素的规定5.2.1企业标准代码“Q”为企业标准代码,铁宝各类企业标准的标准标识全公司统一使用Q/TB。
5.2.2标准一级分类号Q/TB JC0201—2010标准一级分类号执行表1的规定。
表1标准一级分类号5.2.3标准二级分类号5.2.3.1基础标准二级分类号执行表2的规定。
表2基础标准二级分类号5.2.3.2技术标准二级分类号执行表3的规定。
表3技术标准二级分类号5.2.3.3管理标准二级分类号执行表4的规定。
表 4 管理标准二级分类号表 5 工作标准二级分类号5.2.4 标准顺序号由各二级分类号建立,从 01~99 按标准建立时间的先后次序进行编号。
5.2.3.4工作标准二级分类号执行表 5 的规定。
5.2.5 批准年号采用四位数公元年号。
产品图、工装、通用件的编号规则

产品图、工装、通用件的编号规则本规则的编制在于使全公司的工装编号得到统一、便于库房、财务、采购、生产、技术资料等的管理,同时使各公司间资源得到最大化利用。
本规则的编制参照了《JB-T9164-1998 工艺装备编号方法》,同时吸取了本公司过去工装编码不统一、管理不便等情况,并结合公司的实际生产编制而成。
有不足之处望各部们提供宝贵意见。
1、编制原则:1.1反应产品的基本属性 1.2不宜过长、过乱 1.3易于扩充、易于记忆。
2、编制规则如下:2.1汽缸头产品图编号规则:—XXX2.1.1编号规则说明:2.1.1.1本编制规则适用于本公司生产的各产品。
2.1.1.2 前面为产品型号,中间隔以短横,后面为基本号。
2.1.1.3 000为组件总成图。
2.1.1.4 010给予该组件内最大零件,例:168F-1汽缸头为:168F-1-0102.1.1.5 001-009为预备用号。
如分组内简图,座圈导管气道关系图、毛坯图等。
例:毛坯图为:001。
2.1.1.6依据隶属关系编零件图号,例:168F-1进气座圈为168F-1-011,依次类推。
2.2 工装代号的构成2.2.1工装代号编号规则说明:2.2.1.1公司代号:为区分三个公司均生产同种型号产品时用,若为独家生产时则可取消公司代号。
2.2.1.2类别号有:D:刀具; L:量具; F:辅具,J:夹具。
2.2.1.3顺序号:选择一条生产线作为基准线,依此条生产线生产的基本产品工序顺序依次编制,同一加工部位、固定顺序号。
2.2.1.3.1同一加工部位、同一生产线、不同产品时顺序号一致。
2.2.1.3.2 同一加工部位、不同生产线、相同/不同产品时顺序号一致。
2.2.2具体举例表1 表12.3.1.1 T表示通用2.3.1.2 类别号同工装类别号,见2.2.1.2。
2.3.1.3 特征号见表1表2表3表3续编制:审核:批准:。
图纸、模具编号、编码方法

AKS-WJ14L001
图纸/模具流水顺序号(第一份) 2014年连冲模具(或产品) 五金模(或表示五金产品) 公司简称 2、模具
AKS-WJ14L001
模具流水顺序号(第一副) 2014年制作的连冲模 五金模(或表示五金产品) 公司简称 编制: 修订日期(日期) 审核(日期) 会签(日期) 批准(日期)
图纸、模具编号、编码方法
一、目的
编ห้องสมุดไป่ตู้ 版本
AKC-WISC-1403 A/0
为统一图纸、模具编号、编码方法、强化规范管理,避免因编号、编码混乱导致错误使用或 寻找、核查的时间浪费; 二、适用范围 本规范适用于注塑、冲压、模具事业部的图纸、模具编号、编码; 三、职责 企管部负责图纸、模具编号、编码规范的文件编制和归口管理工作;注塑、冲压、模具事业 部负责组织实施、维护以及任何修订、更改的建议; 四、图纸、模具编号、编码规范实施说明 编号由字母、数字和阿拉伯数字组成; ××× ×× ×× ××× × 图纸/模具修改等级 图纸/模具流水顺序号 年份/或加工艺装备识别 产品类别(WJ/ZS;五金或注塑) 公司名称(AKS) 1、产品类别区分 ⑴、五金模具的编号,由2位字母组成。例:WJ(表示“五金”之意) ⑵、注塑模具的编号,由2位字母组成;例:ZS(表示“注塑”之意) 2、年份(或+工艺装备识别) 由2位数字+1位字母组成,年份+工艺装备识别;例14L(表示“14年”、“连冲模”之意) (1)、D--表示单冲模; (2)、L--表示连冲模 3、流水编码 流水编码由三位数字组成,例;001-表示流水顺序号 4、图纸或模具编号修改等级 图纸修改或模具改动的编号,依次为A.B.C„„ 第一次编制或第一套模具默认为A.第二次或第二套则为B,相依的第三、四„.为C、D„. 五、注意事项及示例说明 图纸与模具编号、编码必须相对一致,无论根据图纸或模具一方,都能轻易查寻到相对另一 方的图纸或模具。如下列图示: 1、图纸
工装设备命名规范
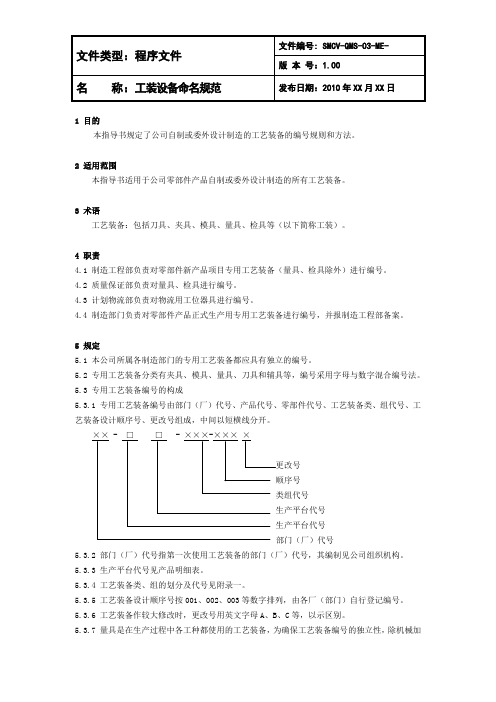
1 目的本指导书规定了公司自制或委外设计制造的工艺装备的编号规则和方法。
2 适用范围本指导书适用于公司零部件产品自制或委外设计制造的所有工艺装备。
3 术语工艺装备:包括刀具、夹具、模具、量具、检具等(以下简称工装)。
4 职责4.1 制造工程部负责对零部件新产品项目专用工艺装备(量具、检具除外)进行编号。
4.2 质量保证部负责对量具、检具进行编号。
4.3 计划物流部负责对物流用工位器具进行编号。
4.4 制造部门负责对零部件产品正式生产用专用工艺装备进行编号,并报制造工程部备案。
5规定5.1 本公司所属各制造部门的专用工艺装备都应具有独立的编号。
5.2 专用工艺装备分类有夹具、模具、量具、刀具和辅具等,编号采用字母与数字混合编号法。
5.3 专用工艺装备编号的构成5.3.1 专用工艺装备编号由部门(厂)代号、产品代号、零部件代号、工艺装备类、组代号、工艺装备设计顺序号、更改号组成,中间以短横线分开。
5.3.2 部门(厂)代号指第一次使用工艺装备的部门(厂)代号,其编制见公司组织机构。
5.3.3 生产平台代号见产品明细表。
5.3.4 工艺装备类、组的划分及代号见附录一。
5.3.5 工艺装备设计顺序号按001、002、003等数字排列,由各厂(部门)自行登记编号。
5.3.6 工艺装备作较大修改时,更改号用英文字母A、B、C等,以示区别。
5.3.7 量具是在生产过程中各工种都使用的工艺装备,为确保工艺装备编号的独立性,除机械加工外,其余工种应在量具类代号L前加工种代号。
各工种代号如附录二所示。
5.3.8 在制造专用工艺装备中所用的二类工艺装备其代号为原专用工艺装备类,组代号前加上“Ⅱ”。
5.3.9 委外设计、制造的工艺装备的编号应在相应的技术协议中予以明确。
5.3.10 实际生产中可能使用一副以上的同一种工艺装备,为便于管理,在标注工艺装备编号时,允许在工艺装备编号后面加注一横和1、2、3等顺序号,以示区别。
企业标准4 叉车工艺装备编号方法

QB 安徽玛西尔电动科技有限公司企业标准QB/JS004—2016 叉车工艺装备编号方法2016—08—01发布 2016-08-14实施安徽玛西尔电动科技有限公司发布QB/JS004—2016前言本标准由安徽玛西尔电动科技有限公司技术研发部提出。
本标准由安徽玛西尔电动科技有限公司技术研发部标准化归口。
本标准起草人:本标准审核人:本标准批准人:本标准于2016年8月首次发布。
QB/JS004—2016叉车工艺装备编号方法1 范围本标准规定了公司叉车用工艺装备(简称工装)的编号方法。
本标准适用于公司叉车用的工艺装备。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准发布时,所示版本均为有效。
QB/JS003—2016 叉车产品设计图样编号方法3 工装编号基本要求3.1 产品用工装必须具有独立的编号。
3.2工装编号以工装设计任务书上的工装编号为准。
3.3因产品图样更改或工艺改进,须对原工装修改时,必须对此工装重新编号。
3.4若可借用现有的工装,只须在该工序中注明借用的工装编号。
3.5 车间自制的工装,应到研究所登记并统一编号。
3.6外协单位设计﹑制造的工装,由公司研究所给予认可,并给出公司使用的编号。
4 工装编号方法工装编号由前后两部分组成,中间用一横线隔开,前半部分为产品识别信息,后半部分为工装识别信息。
4.1 产品大类号产品大类号用一位英文字母表示,同QB/JS003的产品大类号,按表1规定4.2 产品额定起(载)重量代号产品额定起(载)重量代号,用阿拉伯数字表示,单位:100kg。
4.3 产品类别号产品类别号用一位英文字母表示,同QB/JS003的产品类别号,按表2规定表2 产品类别号4.4 产品设计顺序号产品设计顺序号用一位十六进制数字表示,以产品设计﹑改型的先后顺序为准。
4.5产品部件系统号产品部件系统号用一位英文字母表示,同QB/JS003部件系统单元代码,按表3规定。
工艺装备编号方法规定
工艺装备编号方法规定工艺装备编号(Identification of Process Equipment)是指为了方便管理和追踪工艺装备,对工艺装备进行编码的方法和规定。
工艺装备编号的设计和使用旨在提高工艺装备管理的效率,降低维护和修理的成本,保障生产的正常进行。
下面是一些工艺装备编号的方法规定。
一、编号原则1.1统一原则:统一采用数字编码对工艺装备进行编号,避免使用与其他系统冲突的编码方式。
1.2模块化原则:根据工艺装备的模块化特性,采用模块组合的方式进行编号,方便对模块的管理和维护。
1.3层次化原则:按照工艺装备的层次结构,采用逐级细分的方式进行编号,便于管理和操作。
1.4按功能分类原则:根据工艺装备的功能特点,进行分类编码,方便对相似功能的装备进行管理和调度。
二、编号规则2.1设备类别编码:按照功能分类原则,规定不同类别的设备使用不同的编码前缀,如A表示压缩机,B表示输送设备,C表示反应设备等。
2.2装备等级编码:按照装备的重要性和复杂性,规定不同等级的设备使用不同的数字进行编码,如1表示一级设备,2表示二级设备等。
2.3模块编码:按照模块化原则,对设备的模块进行编码,使用两位数字进行编号,如01表示一号模块,02表示二号模块等。
2.4层次编码:按照层次化原则,对设备的不同层次进行编码,使用三位数字进行编号,如001表示一级设备,002表示二级设备等。
2.5序号编码:按照设备的数量进行编码,使用四位数字进行编号,如0001表示第一个设备,0002表示第二个设备等。
三、编码示例根据以上编号原则和规则,一个反应釜设备的编号可以如下所示:C-1-01-001-0001C表示反应设备,1表示一级设备,01表示一号模块,001表示一级设备第一个设备,0001表示第一个反应釜设备。
四、使用要求4.1工艺装备在投产之前,必须完成编号的登记和记录,建立设备清单。
4.2维护和修理工作必须按照设备编号进行记录,包括故障原因、维修过程、更换零部件等信息,方便后续查询和分析。
工装编码方法规定

天合集团工艺装备编号方法规定1 目的:为了规范工艺装备的管理,特制定本办法来统一工装夹具的编号;2 适用范围:天合石油集团股份有限公司;3 编号方法:3.1 分厂代号,根据现行公司人力资源部组织机构确定,H:铆焊分厂,Z:钻铤分厂,R:热处理分厂,D:打捞工具,3.2 产品代号,根据公司产品项目种类进行分类,如WL:扶正器,GJ:滚轮铰孔器,FL:阀类,3.3 类别代号,工艺装备类的划分及代号见表1,本规定采用字母代号;通用工艺装备可在类代号前加字母“T”;3.4 组代码,工艺装备组的划分及代号见表2;3.5 分组代码,工艺装备分组的划分及代码见表3;3.6 设备代号,共12类,C:车床,Z:钻床,T:镗床,M:磨床,Y:齿轮加工机床,S:螺纹加工机床,X:铣床,B:刨、插床,L:拉床,D:电加工机床,G:切断机床,Q:其他机床;3.7 设计顺序号,01,02 …99,工装做较大修改时,可在设计顺序号后加字母A,B,C等,以示区别;4 工艺装备编号登记表4.1 登记表的格式见表4;4.2 登记表各栏填写内容;4.2.1 天合石油集团股份有限公司字样印出;4.2.2 工装类、组、分组名:在本表上登记的工装类、组与分组名称;4.2.3 工装类、组、分组代号:在本表上登记的工装类、组与分组代号;4.2.4 工装编号:由(3)中的代号加设计顺序号后构成;4.2.5 工装名称:编号的工装详细名称,如45°外圆车刀、滚齿心轴等;4.2.6 使用对象名称:使用该工装的零件图号;4.2.7 使用对象图号:使用该工装的零件名称;4.2.8 工序:使用该工装的工序名称;4.2.9 使用部门:使用该工装的分厂、车间或工段的名称或代号;4.2.10 设计者:该工装的设计者(签字);4.2.11 登记日期:登记该工装编号的日期;4.2.12 备注:根据需要填写。
4.3 表格尺寸:A4横版表格尺寸;页面尺寸可自定;5 说明:本规定符合中华人民共和国机械行业标准,工艺装备编号方法JB/T 9164-1998要求;本规定自下发之日起实行;编制:审核:批准:日期:。
工艺装备编号方法

工艺装备编号方法
嘿,你问工艺装备编号方法啊?这可有点讲究呢。
一般来说,可以用数字和字母组合的方式来编号。
比如说,用一个字母代表装备的种类,再用数字表示具体的序号。
就像给人起名字一样,有姓有名,一看就知道是谁。
比如用“A”代表某种机床,后面跟着数字“001”,那就是这种机床的第一台。
这样编号简单明了,容易识别。
还可以根据工艺装备的用途来编号。
如果是用于某个特定工序的装备,就可以在编号里体现出这个工序的特点。
比如用“B1”代表用于第一道工序的某种工具,“B2”就是第二道工序的。
这样一看编号就知道这个装备是干什么用的啦。
另外呢,也可以按照装备的大小、形状或者颜色来编号。
不过这种方法可能不太常用,因为有时候装备的大小、形状和颜色可能会变化,不太好确定。
但是如果有一些特别的装备,用这种方法也挺好玩的。
比如用“C 红”代表红色的某种装备,“C 蓝”就是蓝色的。
我记得有一次,我去一个工厂参观。
那里的工艺装备都有编号,看起来特别整齐。
我就问工人师傅这些编号是怎么
来的。
师傅给我解释了一下,说他们是根据装备的种类、用途和序号来编号的。
这样找装备的时候就特别方便,不会弄错。
从那以后,我就知道了工艺装备编号方法的重要性。
反正啊,工艺装备编号方法有很多种,可以用数字和字母组合、根据用途、大小、形状、颜色等来编号。
你要是给工艺装备编号,就可以试试这些方法哦。
工艺装备编号方法
1主题内容与适用范围
1.1本标准规定了装备技术服务公司自制外部单位工艺装备的编号方法。
1.2下列工艺装备的编号方法另订:
a.外委设计的组专机床用;
b.分散管理的工位器具;
c.计量室管理的量具和检测装置。
2引用标准
GB 4863 机械制造工艺基本术语
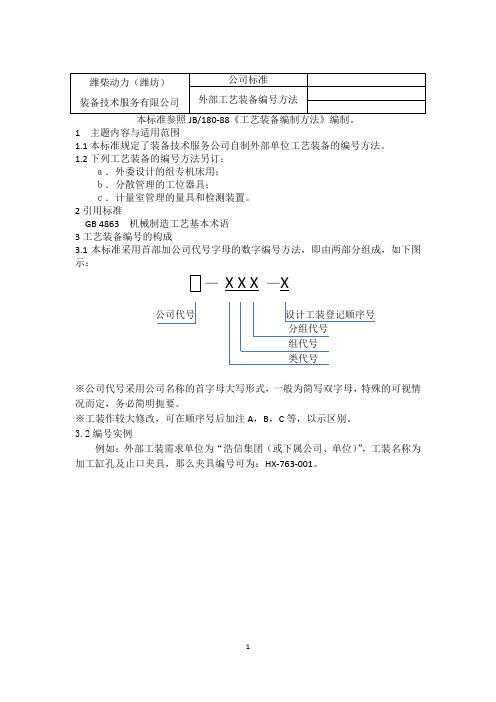
3工艺装备编号的构成
3.1本标准采用首部加公司代号字母的数字编号方法,即由两部分组成,如下图示:
—X X X —X
公司代号设计工装登记顺序号
分组代号
组代号
类代号
※公司代号采用公司名称的首字母大写形式,一般为简写双字母,特殊的可视情况而定,务必简明扼要。
※工装作较大修改,可在顺序号后加注A,B,C等,以示区别。
3.2编号实例
例如:外部工装需求单位为“浩信集团(或下属公司、单位)”,工装名称为加工缸孔及止口夹具,那么夹具编号可为:HX-763-001。
表1
表2 本公司采用的工艺装备编号中类组组合目录
本公司采用的工艺装备代号。
工装盛具编号方法

工装盛具编号方法1目的为了使工艺装备和盛具有效管理。
2 范围本办法规定工艺装备及盛具的编号方法本办法适用工艺装备及盛具的编号方法3规范性引用文件Q/XA 2065-2011 工艺文件管理制度工艺装备编号方法4 一般要求4.1 凡自行设计的工装都应有独立的编号。
4.2 对试制工装的编号,若需与正式工装加以区别,则在本标准4.1条编号方法编制的编号后加“(S)”,转为正式工装时,将“(S)”磨掉。
5 详细要求5.1 专用工装图样编号的组成及方法5.1.1 组成工装编号由产品代号、产品零部件代号组成5.1.1 编号方法有产品代号或产品在工装中的简化代号(以下简称简化代号)、产品零、部件代号、工艺工装组合代号及顺序号组成,其形式见图1。
XXX·XXX·XXX顺序号工艺工装组合代号产品零、部件代号产品代号图1例1;A101产品,零件代号5401311-K01 ,冲压加工(C)工艺有模具((M),按表2规定,工艺工装组合代号为CM,其第一付模具编号为:A101- 5401311-K01-CM1。
5.1.2.1 顺序号的编号应在零部件范围内按同一工装类别((按、夹、量模、辅)编顺序号。
5.1.2.2 当正式工装有重大更改时,可在顺序号后加A、B、C….等以示区别。
5.1.2.3 当试制工装有重大更改时,可在顺序号后加(S1)(S2)、(S3)….等以示区别。
5.1.2.4 产品代号,由主机厂设计部门确定,由技术部门通知有关部门。
5.2 通用工装编号方法5.2.1 由通用代号、通用工装雷族代号、顺序号组成,其编号形式见图4。
T X·X顺序号通用工装类组代号表示“通用”图46 工装标牌夹具、量具标识上有铭牌不在进行贴标牌,对模架为铸造模架的模具,在模架已刻字的不再进行贴标牌。
对以后设计制造的模具按照统一的铭牌进行制造。
6.1 标牌材质及规格6.1.1 铝制标牌,6.1.2 对中小型模具铭牌尺寸为50mm×150mm,对小型模具铭牌尺寸为30mm×90mm7对专用盛具进行编号对某产品专用盛具标牌:产品代号、产品件号、盛具代号及顺序号组成及产品名称组成例1:A101前立柱内板加强件带螺母(5401311-K01L)盛具(料架)的标牌为:前立柱内板加强件带螺母A101-5401311-K01L-S1表1 工艺工装组合代号工艺工装组合代号。
制造有限公司工艺文件编号方法

1范围
适用于本公司常用的各类工艺文件编号。
2相关标准
JB/T 9165.2—1998 工艺规程格式
JB/T 9165.3—1998 管理用工艺文件格式
3总则
3.1凡正式工艺文件都必须具有独立的编号。
同一编号只能授予一份工艺文件。
注:一份工艺文件是指能单独使用的最小单位工艺文件,如某个零件的铸造工艺卡片、机械加工工艺过程卡片、机械加工工序卡片等均为能单独使用的最小单位工艺文件。
3.2当同一文件由数页组成时,每页都应填写同一编号。
3.3引证和借用某一工艺文件时应注明其编号。
3.4工艺文件的编号应按JB/T 9165.2和JB/T 9165.3中规定的位置填写。
4 编号的组成
4.1工艺文件编号由产品图号加工艺文件特征号组成,各部分之间用一字线隔开。
4.2工艺文件特征号包括工艺文件类型代号和工艺方法代号两部分,每一部分均由两位数字组成。
工艺部件识别号
工艺方法代号
工艺文件类型代号
5代号编制规则和登记方法
5.1工艺文件类型代号按表1规定。
5.2工艺方法代号按表2 规定。
5.3经多处修改后重新描晒的工艺文件在其原编号后加A、B、C等,以示区别。
6工艺文件编号举例:
KY50液压挖掘机工艺方案:KY50—0200
KY50液压挖掘机工艺路线表:KY50—0900
KY50液压挖掘机平台主体机械加工工序卡片:KY50—0201100—2340 KY50液压挖掘机工艺总结:KY50—9700
表 2 工艺方法代号及名称
编制:审核:批准:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1主题内容与适用范围
1.1本标准规定了装备技术服务公司自制外部单位工艺装备的编号方法。
1.2下列工艺装备的编号方法另订:
a.外委设计的组专机床用;
b.分散管理的工位器具;
c.计量室管理的量具和检测装置。
2引用标准
GB 4863 机械制造工艺基本术语
3工艺装备编号的构成
3.1本标准采用首部加公司代号字母的数字编号方法,即由两部分组成,如下图示:
—X X X —X
公司代号设计工装登记顺序号
分组代号
组代号
类代号
※公司代号采用公司名称的首字母大写形式,一般为简写双字母,特殊的可视情况而定,务必简明扼要。
※工装作较大修改,可在顺序号后加注A,B,C等,以示区别。
3.2编号实例
例如:外部工装需求单位为“浩信集团(或下属公司、单位)”,工装名称为加工缸孔及止口夹具,那么夹具编号可为:HX-763-001。
表1
表2 本公司采用的工艺装备编号中类组组合目录
本公司采用的工艺装备代号。