汽车厂工艺文件编号办法
工艺装备编号方法
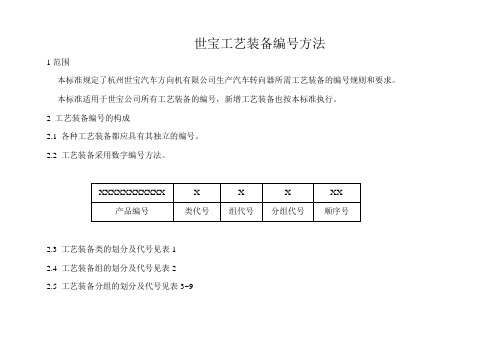
世宝工艺装备编号方法
1范围
本标准规定了杭州世宝汽车方向机有限公司生产汽车转向器所需工艺装备的编号规则和要求。
本标准适用于世宝公司所有工艺装备的编号,新增工艺装备也按本标准执行。
2 工艺装备编号的构成
2.1 各种工艺装备都应具有其独立的编号。
2.2 工艺装备采用数字编号方法。
2.3 工艺装备类的划分及代号见表1
2.4 工艺装备组的划分及代号见表2
2.5 工艺装备分组的划分及代号见表3~9
表1 工艺装备类的划分及代号
表2 工艺装备的类、组及代号
表3 热加工用工装的类、组、分组及代号
表4 冷压力加工用工装的类、组、分组及代号
表5 刀具(用于机械加工)的类、组、分组及代号
表6 辅助工具(用于机械加工)的类、组、分组及代号
表7 夹具(用于机械加工)的类、组、分组及代号
表8 计量器具的类、组、分组及代号
表9 其它工装的类、组、分组及代号。
工艺文件编号方法

8
9 工艺守则 木工工艺 表面处理 除锈工艺 探伤工艺 电镀工艺 油漆工艺
其它工艺 注:工艺分类空号可根据需要添加
其他
4
参考文献 [1] TB/T2256.2-1991《机车车辆工艺文件编号办法》
Q/CSR 42—2007
5
工艺守则
工艺卡片
电工工艺
卡片
组装工艺组装工序下料工艺下料工艺检验文件 试验卡 过程卡片过程卡片过程卡片 卡片 检查卡片 片
6 设备检修
工艺
加工件检 焊接件检
修工艺规 修工艺规 组装检修 检修拆卸 钳工刮研 加工卡片 组装卡片 检验文件
工艺规程 卡片 卡片
检查卡片
程
程
7 检修工艺 检修工艺 规程
检修记录 工艺指导 簿 说明书
第 90 号工艺文件 车体分厂使用 产品代号(北京地铁八通线车辆)
2
c) 通用工艺文件的编号 T - 20 - 090
Q/CSR 42—2007
第 90 号 加工工艺守则 通用工艺文件
3
Q/CSR 42—2007
附录A
(资料性附录)
工艺文件分类表 A.1 工艺文件分类表见表 A.1
表 A.1 工艺文件分类代号表
3 编号的组成
3.1 文件的编号一般可采用下列字符
a) 0~9 阿拉伯数字
b) A~Z拉丁字母(O、I除外)
c) “-”短横线,“.”点d) 汉语文字 Nhomakorabea不推荐采用)
3.2 工艺文件的编号采用以下两种方式:
a) 按工艺分类代号进行编号:由编制单位的产品代号、企业内部单位代号、分类代号
和顺序号组成;各部分之间用“-”线隔开。
I
工艺文件编号方法
G03.15设计与工艺文件管理办法
受控状态:文件编号: Q/LFQ G03.15-2007质量管理体系作业文件设计与工艺文件管理办法版次:A编制:审核:批准:分发号:2007-04-30发布 2007-05-01实施重庆力帆乘用车有限公司发布批准:第1页共4页1 目的为了对设计、工艺文件的正确、完整、统一,确保对生产和质量能有效持续地控制,同时对设计、工艺文件进行规范管理,特制定本办法。
2 范围本办法规定了设计、工艺文件的绘制、编写、审核、会签、标审、批准、发放、使用、保管、更改、作废全过程的管理办法。
本办法适用于本公司的所有产品设计、工艺文件的管理。
设备技改、工装、模具、夹具等技术文件和外来技术资料的管理参照本办法执行。
3 职责3.1 汽车研究院负责产品设计文件的归口管理。
3.2 工艺部负责工艺文件的归口管理,各车间工艺组负责现场工艺文件编制和执行。
3.3 技术档案室负责设计、工艺文件归档管理。
3.4 各使用部门负责设计、工艺文件的日常维护管理。
4 工作内容总则:设计、工艺文件等技术资料是产品生产和质量控制的依据。
各部门或单位必须严格执行并妥善管理。
设计、工艺文件的更改、更换处理等由归口部门管理,任何部门或单位不得随意处理。
4.1 设计文件的绘制、编写、审核、会签、批准4.1.1 设计文件的绘制和编写汽车研究院按照Q/LFQ G03.13-2007《汽车产品设计和开发管理制度》和Q/LFQ.G02.09 -2007《产品变更控制程序》负责对产品图样绘制及产品标准、产品设计文件、验收准则、产品变更等资料的编写,产品设计文件的编写按照《产品图样及设计文件完整性》企业标准的要求确保设计文件的完整性和统一性、正确性并能指导实际生产。
4.1.2 设计文件的审核a) 正式且批量投产的设计文件必须经过技术负责人或项目负责人审核并签字;b) 正式且批量投产的设计文件应经过标准化管理员的标准化符合性审核并签字;c) 涉及生产过程控制的产品技术条件、产品图样等技术文件必要时应经过工艺部门或质量部门人员会审并签字。
管理文件和技术文件的编号规定
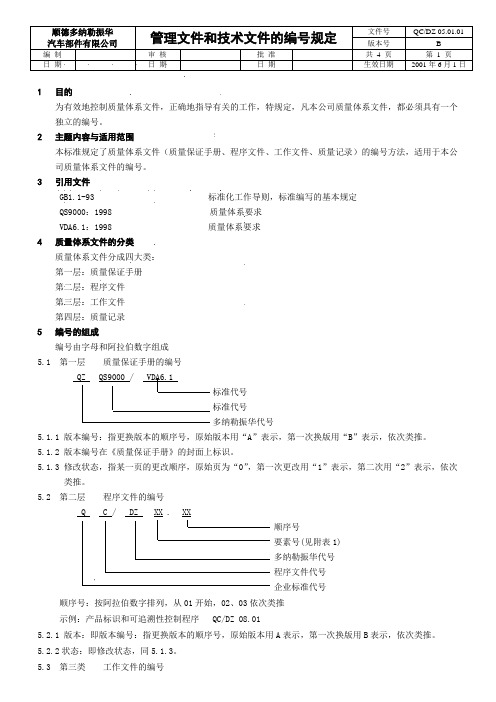
1 目的为有效地控制质量体系文件,正确地指导有关的工作,特规定,凡本公司质量体系文件,都必须具有一个独立的编号。
2 主题内容与适用范围本标准规定了质量体系文件(质量保证手册、程序文件、工作文件、质量记录)的编号方法,适用于本公司质量体系文件的编号。
3 引用文件GB1.1-93 标准化工作导则,标准编写的基本规定QS9000:1998 质量体系要求VDA6.1:1998 质量体系要求4 质量体系文件的分类质量体系文件分成四大类:第一层:质量保证手册第二层:程序文件第三层:工作文件第四层:质量记录5 编号的组成编号由字母和阿拉伯数字组成5.1 第一层质量保证手册的编号标准代号标准代号多纳勒振华代号5.1.1 版本编号:指更换版本的顺序号,原始版本用“A”表示,第一次换版用“B”表示,依次类推。
5.1.2 版本编号在《质量保证手册》的封面上标识。
5.1.3 修改状态,指某一页的更改顺序,原始页为“0”,第一次更改用“1”表示,第二次用“2”表示,依次类推。
5.2 第二层程序文件的编号Q C / DZ XX . XX顺序号要素号(见附表1)多纳勒振华代号程序文件代号企业标准代号顺序号:按阿拉伯数字排列,从01开始,02、03依次类推示例:产品标识和可追溯性控制程序 QC/DZ 08.015.2.1 版本:即版本编号:指更换版本的顺序号,原始版本用A表示,第一次换版用B表示,依次类推。
5.2.2状态:即修改状态,同5.1.3。
5.3 第三类工作文件的编号5.3.1 自编标准的编号自编标准分三大类:a. 产品标准用 Q/ZH—A 表示b. 管理类标准QC/DZ XX.XX - XX三层文顺序号所属程序文要素号及顺序号所属程序文代号c. 技术类标准(产品标准除外)用字母 J 表示G X X XX顺序号职能部门代号标准类别号工作文件代号职能部门代号如下:产品部:K销售部:X质管部:Z采购部:P 生产部:S办公室:O仓库:W*注:仓库分属采购部和生产部,非职能部门。
工艺文件及工装图纸编号方法

工艺文件及工装图纸编号方法1 范围本标准适用于各类工艺文件及工装图纸的编号。
2总则2.1 凡正式工艺文件及工装图纸都必须具有独立的编号,同一编号只能授予一份文件或工装图纸。
2.2 当同一份工艺文件由数页组成时,每页都应填写同一编号。
2.3 引证和借用某一工艺文件或工装图纸时应注明其编号。
2.4 技术保密性文件应另有保密编号。
3工艺文件编号的组成3.1 编号由产品代号加工艺类别代号加顺序号组成,各部分之间用短划“—”隔开。
×××———×××——××产品代号工艺类别号生产线代号顺序号例:**1—XZ1—01为光面铜管第一条生产线铜管轧制工艺的编号3.2 顺序号在每一文件类型代号内由01开始连续递增。
3.3 技术保密性文件其保密编号构成为:**—JM—××,其中**为本公司代号,JM为技术保密性文件代号,××为顺序号,从01开始连续递增。
4工装图纸编号的组成4.1 编号由产品代号加工工艺类别代号再加设计顺序号组成,各部分之间用短划“—”隔开。
格式如下:×———××××———××·×产品工艺类生产线工装类设计零件代号别代号代号别代号顺序号顺序号例:**1-PZ1M-01为铜管熔铸用石墨模具总装图编号**1-PZ1M-01·1为石墨模具中的石墨管零件图编号4.2 设计顺序号在每一工艺类别号的每一工艺类别代号内由01开始连续递增,同一套工装中的零件图编号在设计顺序号内从01开始,按顺序连续递增。
5代号编制规则和登记方法5.1 产品代号按QJ/**1103 有关规定执行,各类产品通用的工艺文件及工装图纸的代号用**,各生产线通用的不加生产线代号。
5.2 工艺类别代号按表1规定。
表15.3 工装类别代号按表2规定。
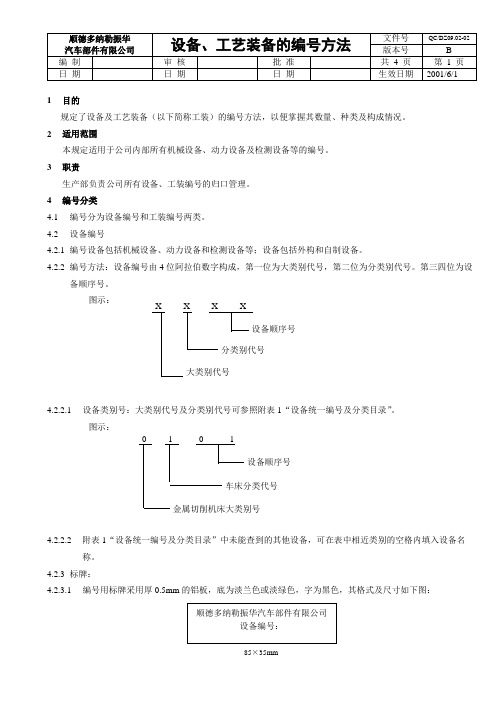
设备工艺装备的编号方法
5相关文件
产品顺序号一览表
6质量记录(无)
QC/DZ09.02-01B版设备、工艺装备的编号方法共4页第4页
附表1: 设备统一编号及分类目录
分类别
大类别 设备
0
1
2
3
4
5
6
7
8
9
0金属切削机床
数控切
削机床
车床
钻床及镗床
研磨机床
联合及组合机床
齿轮螺纹加工机床
铣床
刨拉机床
切断机床
其它机床
1 锻压设备
数控锻
85×35mm
QC/DZ09.02-02B版设备、工艺装备的编号方法共4页第2页
4.2.3.2标牌也可采用其他样式,但必须统一形式,通知各相关部门。
4.2.3.3标牌固定:设备台帐上的设备编号用钢字头打在标牌上“设备编号”之后。标牌固定在设备正面或侧
面明显易见处,特殊设备(如汽车等)可不固定标牌。
4.3工装编号:
顺德多纳勒振华
汽车部件有限公司
设备、工艺装备的编号方法
文件号
QC/DZ09.02-02
版本号
B
编制
审核
批准
共4页
第1页
日期
日期
日期
生效日期
2001/6/1
1目的
规定了设备及工艺装备(以下简称工装)的编号方法,以便掌握其数量、种类及构成情况。
2适用范围
本规定适用于公司内部所有机械设备、动力设备及检测设备等的编号。
其它相关设备
9 其它动力设备
通风采暖设备
恒温设备
管道
电镀设备工艺用槽
除尘设备
涂漆设备
容器
其它动力设备
工艺文件编号方法J
j cQ/LFQC目次前言.......................................................................Ⅱ1 范围 (1)2 规范性引用文件 (1)3 编号方法............................................................14 工艺文件编号举例..........................................................1表......2 表......3 表......4......5前言本标准主要参照JB/T 9166-1998《工艺文件编号方法》,同时根据本企业汽车产品的实际情况编写而成。
本标准规定了本企业常用的工艺文件的编号方法,适用于根据Q/LFQC J03.1—2004《工艺文件的完整性及其格式》编写的工艺文件的编号。
工艺文件编号方法1 范围本标准规定了本企业常用的工艺文件的编号方法。
本标准适用于根据Q/LFQC J03.1—2004《工艺文件的完整性及其格式》编写的工艺文件的编号。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不33.13.1.13.1.23.1.33.1.4 Q/LFQC J03.1—3.23.2.13.2.2代号见表2,工艺方法代号见表3。
工艺文件类别代号3.2.3 工艺文件特征号按表1的规定填写。
3.2.4 登记顺序号在每一文件特征号内一般由1开始连续递增,位数多少根据需要决定。
登记顺序号由技术部门统一给定。
4 工艺文件编号举例LF7160轿车的《焊接工艺卡片》为:LF7160—2230—1表1 工艺文件特征号表2 工艺文件类型代号表3 工艺方法代号附录 A(提示的附录)工艺文件编号登记A1 工艺文件编号登记表格式。
汽车厂管理文件编号办法

Q/ZT 浙江众泰汽车制造有限公司企业标准ZDGJ-007-2009 工艺技术部管理文件编号办法2009-06-11发布2009-06-11实施浙江众泰汽车制造有限公司发布前言为完善和规范工艺技术部管理文件编号工作,使管理文件编号按规定的要求进行,方便管理文件的编制、发放、使用、回收、销毁管理,特制定本管理标准。
本标准由浙江众泰汽车制造有限公司提出。
本标准在第一版本(2009年3月5日发布)的基础上,根据2009年4月发布的湖南江南汽车制造有限公司浙江永康众泰分公司《程序文件》修改。
本标准由工艺技术部负责归口管理。
本标准起草单位:工艺技术部。
本标准主要起草人:张庆如、王刚。
本标准审核人:章磊。
本标准批准人:吴卫东。
本标准二次发布日期:2009年6月11日。
工艺技术部管理文件编号办法1 范围本标准规定了工艺技术部管理文件的编号办法。
本标准适用于浙江众泰汽车制造有限公司工艺技术部各类管理文件的编号管理。
2规范性引用文件Q/ZTB GL-001 管理文件的编号规则湖南江南汽车制造有限公司浙江永康众泰分公司《程序文件》3 总则3.1 工艺技术部管理文件均应具有独立的编号,同一编号只能授予一份管理文件。
注:一份管理文件是指能单独使用的最小单位管理文件。
如《工作联络单》、《文件发放纪录》等均为能单独使用的最小单位管理文件。
3.2 当同一份管理文件由数页组成时,每页均应填写同一编号。
4 普通管理文件编号的组成普通管理文件的编号由普通管理文件类别代号、部门代号、顺序号和年份代号组成,普通管理文件类别代号和部门代号连写,其它部分之间用“—”字线隔开。
4.1 普通管理文件的编号格式:□□□□—×××—××××年份代号顺序号部门代号普通管理文件类别代号4.1.1 普通管理文件类别代号普通管理文件类别代号由两位汉语拼音字母组成,详细规定见表1。
表1 普通管理文件类别代号4.1.2部门代号工艺技术部代号为GJ。
工艺文件管理办法

汽车制造有限公司支持性文件1. 目的1.1 规范工艺文件的管理流程,确保文件的完整性、准确性和系统性以及正确有效地使用文件;使工艺文件编制及审批按规定的要求和程序进行。
2. 范围2.1 适用于公司技术资料、工艺文件、国际标准、行业法规等文件的管理,以及工艺文件的编审批。
3. 定义3.1 工艺文件:是指整车制造工艺过程中形成的指导员工正确生产装配,与各部门沟通整车生产制造信息的文件。
3.2 工艺文件分类3.2.1 内部工艺文件:指在生产活动中形成的具有保存价值的各种文字、图表、报表、技术资料、电脑光盘、图纸等不同形式的历史记录。
3.2.2 外来接收文件:指行业法规,国际标准等。
3.2.3 各车型生产所需的工艺指导文件如:工艺卡、工艺状态明细表、关键工序作业指导书、辅助(生产)材料消耗定额、工位送料明细表、工艺装备明细表等;3.2.4 与其他部门信息沟通的工艺管理文件如:工作联络单、工艺处理通知单、工艺更改通知单;4.职责4.1 工艺技术部4.1.1 工艺工程师4.1.1.1 负责对工艺文件及工艺管理文件的编制,负责工艺文件更改的申请,负责相关部门工艺文件更改申请的判定。
4.1.1.2 负责更改工艺文件、《工艺文件更改通知单》《工作联络单》的编制及纸质档的发放。
4.1.2 各分管室主任负责对工艺文件的校对。
4.1.3 工艺科科长负责对工艺文件的审核。
4.1.4 标准化专员负责对工艺文件的标准化及更改工艺文件的工艺纪律检查。
4.1.5 文员4.1.5.1 负责管理文件的收集、登记记录、整理归档的借阅及确保文件的安全等日常管理工作。
4.1.5.2 负责通过办公系统下发《工艺文件更改通知单》《工作联络单》。
4.1.6 资料管理员4.1.6.1 负责技术文件、图纸、国际标准、行业法规(产品部、研究院)文件的收集、登记记录、整理归档、档案资料的标识、借阅及确保档案的安全等日常管理工作。
4.1.6.2 负责将收回的老版工艺文件销毁并做好销毁记录。
(汽车行业)汽车厂工艺文件编号办法
(汽车行业)汽车厂工艺文件编号办法Q/ZT浙江众泰汽车制造有限X公司企业标准ZDGJ-006-2009工艺文件编号办法2009-02-28发布2009-02-28实施浙江众泰汽车制造有限X公司发布前言为完善和规范工艺文件编号工作,使工艺文件编号按规定的要求进行,方便工艺文件的编制、发放、使用、回收、销毁管理,特制定本管理标准。
本标准由浙江众泰汽车制造有限X公司提出。
本标准由工艺技术部负责归口管理。
本标准起草单位:工艺技术部。
本标准主要起草人:张庆如、王刚。
本标准审核人:章磊。
本标准批准人:吴卫东。
本标准首次发布日期:2009年2月28日。
工艺文件编号办法1范围本标准规定了工艺文件的编号办法。
本标准适用于浙江众泰汽车制造有限X公司各类工艺文件的编号管理。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T4863机械制造工艺基本术语JB/T9169.1-1998工艺管理导则总则Q/ZTB017-2006工艺文件编号规则3总则3.1常用工艺文件均应具有独立的编号,同壹编号只能授予壹份工艺文件;注:壹份工艺文件是指能单独使用的最小单位工艺文件。
如焊装工艺卡、总装工艺卡等均为能单独使用的最小单位工艺文件。
3.2当同壹份文件由数页组成时,每页均应填写同壹编号;3.3引证和借用某壹工艺文件时,应注明其完整的名称和编号。
4工艺文件编号的组成工艺文件的编号由产品代号、专业代号、工艺文件类别代号和顺序号组成,各部分之间用“—”字线隔开。
4.1工艺文件的编号格式:□□××□—□□××—×××顺序号工艺文件类别代号专业代号产品代号4.2产品代号产品代号由企业名称代号、设计顺序号和型式代号组成,其完整的代号见表1。
工艺文件编号规则(质管部)

一.工艺文件简号二.工艺文件的成套性注:1、表中“●”为必须编制的工艺文件。
2、表中“○”为可根据需要编制的工艺文件。
3、格式4、5、6三种形式,可根据装配工艺的编制需要,任意选用。
三.工艺文件的编号1.专用工艺文件的编号1)编号的组成专用工艺文件的编号由设计文件编号及工艺文件简号组成。
整机工艺文件编号:①XXXXX —XX XXX产品型号设计文件简号工艺文件简号设计文件编号②部件(组件)工艺文件编号:XXXXX — XXXX XXX产品型号名称编码工艺文件简号设计文件编号(外部编码)2)编号组成说明①设计文件的零件图编号,见《结构件、包装件编号规则及类别代码表》。
②工艺文件的简号见表中规定。
3)编号的扩展号方法①一般情况下,对应一份设计文件编制一份工艺文件,编一个编号。
②对于装配件较多的整件或大部件,因工艺需要,将其中部分装入件组成小部件后装入时,可单独编制分工艺文件,其编号由该整件或大部件工艺文件的编号、分工艺序号和工艺文件简号组成。
如当大部件中可组成的小部件有二个时,其各自的编号分别为“XXXXX-XXXX XXX-1”、“XXXXX-XXXX XXX-2”(其中-1、-2为分工艺文件序号)。
2.典型及管理型工艺文件的编号1)编号形式由企业代号、分类简号和登记顺序号组成,其组成形式见下:XX — XX XXX登记顺序号分类简号企业代号2)编号组成说明①企业代号,用大写英文字母“KK”表示康佳集团公司。
②分类简号,由汉语拼音字母组成,用“DY”表示典型工艺文件,“GY”表示管理型工艺文件。
③登记顺序号,是指同一分类简号的不同工艺文件,由三位阿拉伯数字组成。
第一个典型或管理型工艺文件用001表示,第二个用002表示,以次类推。
3)示例例1:KKDY012 《表面贴装工艺技术要求》表示该《表面贴装工艺技术要求》是康佳集团公司第12个典型工艺文件。
例2:KKGY001 《样板管理方法》表示该《样板管理方法》是康佳集团公司第一个管理型工艺文件。
工艺文件编号办法

一汽客车(大连)有限公司管理文件编号:Q/DKG-03.08- 批准:工艺文件编号办法2011年7月1日发布 2011年7月1日实施一汽客车(大连)有限公司发布前言本办法依据一汽客车(大连)有限公司管理体系要求编制,是一汽客车(大连)有限公司管理体系文件之一。
本办法由一汽客车(大连)有限公司工艺工装部提出并归口,解释权归工艺工装部。
本办法由一汽客车(大连)有限公司工艺工装部负责起草。
本办法主要起草人:邢培培1目的为了规范对工艺文件编号工作的管理。
2适用范围适用于本企业各类工艺文件的编号工作。
3职责3.l工艺工装部是工艺文件编号工作的归口管理部门。
4管理内容与要求4.1 编号方法工艺文件编号由工艺文件类别编码“QDKGY-03.”加一级子目录(占1位)、二级子目录(占2位)、三级子目录(占3位)、车型代码(占3位)和版本号(占2位)组成,具体表示方法如下表所示:QDKGY-03.4.2 一级子目录代表工艺文件类别内容,具体分类如下:其中,各类文件编号方法说明如下:4.2.1 一级目录为1(过程流程图)时,二级目录对应为生产车间,各车间代码如下:ZZ—总装车间HZ—焊装车间TZ—涂装车间LJ—零件车间SZ—试制车间此种文件类别编码时,无对应三级子目录及车型代码,用“0“占位;版本号:文件首次使用版本号为V1,以后如需改动版本号为V2、V3、……依次递增4.2.2 一级子目录为2(作业指导书)时,二级子目录对应为生产车间,各车间代码如下:ZZ—总装车间HZ—焊装车间TZ—涂装车间LJ—零件车间JC—检测返修间此种文件类别编码时,三级子目录代表工艺方法或部位,具体代码含义如下:此种文件类别编码时,对应各车型代码见附表1,其中通用车型代码为000;版本号:文件首次使用版本号为V1,以后如需改动版本号为V2、V3、……依次递增4.2.3 一级子目录为3(工艺路线表)时,二级子目录对应为空,用“0”占位,此种文件类别编码时,无对应三级子目录,用“0”占位;对应各车型代码见附表1,其中通用车型代码为000;版本号:文件首次使用版本号为V1,以后如需改动版本号为V2、V3、……依次递增。
产品图号工艺技术文件编写规则SDY

产品图号编写规则SDY-WI-0011、目的使产品的总装图,部件图和零件图的编号规范化。
2、适用范围适用于公司生产的产品,用户要求采用的规定编码除外。
3、职责研究所负责产品图的编号。
4、编号方法4.1产品的总装图编号从01至汽车型号、规格或编码母零件序号,自1起编总装图特征号或部件图序号“前”或“后”的汉语拼音的第一个大写字母汽车(汽车)型号、规格或编码工用户名称的汉语拼音的第一个大写字母4.4 产品明细表的编号总装图编号“自制明细”的汉语拼音的第一个大总装图编号总装图编号总装图编号4.5 借用部件、零件应注明借用的部件、零件的名称和图号,并在标题栏的备注项写上“借用”两字。
4.6 产品图的编号应一一对应,不得重复。
5 相关/支持性文件5.1 SDY-WI-001《程序文件.(作业指导书)编写规则》5.2 SDY-WI-002《文件编码规则》产品工艺文件编号规则SDY-WI-0021、目的使产品工艺文件的编号规范化。
2、适用范围适用于公司生产的汽车减震器和汽车减震器产品的工艺文件的编号。
其它产品参照执行。
3、职责研究所负责产品工艺文件的编号。
4、编号方式4.2 约定4.2.1产品总装或零部件图号按SDY-WI-003《产品图图号编写规则》。
4.2.3工艺方法代号。
见表4.2.4工艺文件编号均填写在该文件上,文件编号应一一对应,不得重复。
4.2.5当借用某一工艺文件时,应注明借用工艺文件的编号。
5、相关/支持性文件5.1 SDY-WI-001《程序文件.(作业指导书)编写导则》5.2 SDY-WI-002《文件编码规则》5.3 SDY-WI-003《产品图图号编写规则》产品图样格式和审批签字规定SDY-WI-0031、目的建立并遵守产品图样审批签字程序,将影响设计质量的人为因素降低到最低限度;规范产品图样格式,便于检索、交流和管理。
2、适用范围适用于产品设计,工艺编制和工装设计参照执行。
3、职责各类设计人员负实施责任,审批、会签人员负相关连带责任。
工艺文件编号规则-汽车行业

***有限公司《工艺文件编号规则》编制:审核:会签:批准:日期:工艺文件编号规则1、 总则1.1 常用工艺文件均应具有独立的编号,同一编号只能授予一类工艺文件; 1.2 同一份文件由数页组成时,每页均应填写同一编号;1.3 引证和借用某一工艺文件时,应注明其完整的名称和编号文件编号及工序号。
2、 规范性引用文件下列文件归于本文件的应用是必不可少的。
凡是注日期的应用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
***-ZZ-ZD-003B 《工艺文件管理办法》 3、 编号的构成工艺文件编号由公司代号(***)、车型代号、文件模块代号、文件名称代号及版本代号组成。
如图3.1所示。
4、 编号的编制规则 4.1 车型代号见下表4.1。
表4.1图3.1续表4.14.2 文件模块代号前两位字母为GY(工艺部门的缩写代号);后两位为工艺车间代号如表4.2。
4.3 文件名称代号由两个阿拉伯数字组成,详见表4.3。
4.4版本代号:版本更新依次用01,02,03……。
4.5记录表单的编号是出其出自文件编号后面加“-JL-***”(***为表单顺序号)。
如出自文件编号”***-A11-GYHZ -0901”的表单编号为“***-A11-GYHZ- 0901-JL-001”。
5、编号示例根据本编号规则,示例如下:A101车型工艺冲压控制计划01版:***-A11-GYCY-0401;A301车型工艺焊装作业指导书02版:***-A31-GYHZ-0302;C101车型总装生产工具明细表03版:***-C11-GYZZ-2303。
汽车生产四大工艺操作规范及工艺文件

汽车生产四大工艺操作规范及工艺文件集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]汽车生产四大工艺流程及工艺文件一、工艺基础—概念1、工艺即加工产品的方法(手段、过程)。
是利用生产工具对原材料、毛坯、半成品进行加工,改变其几何形状、外形尺寸、表面状态和内部组织的方法。
2、工艺规程规定产品或零部件制造工艺过程和操作方法等工艺规定(文件)。
3、工艺文件指导工人操作和用于生产、工艺管理的各种技术文件。
是企业组织生产、计划生产和进行核算的重要技术参数。
4、工艺参数为达到加工产品预期的技术指标,工艺过程中选用和控制的有关量,如电流、电极压力压等。
5、工艺装备产品制造过程中所用的各种工具的总称。
包括刀具、夹具、模具、量具、检具、辅具、钳工工具和工位器具等。
6、工艺卡片(或作业指导书)按产品的零、的某一工艺阶段编制的一种工艺文件。
他以工序为单元,详细说明产品(或零、部件)在某一工艺阶段的工序号、工序名称、工序内容、工艺参数、操作要求以及采用的设备和工艺装备。
包括冲压工艺卡片、焊接工艺卡片、油漆工艺卡片、装配工序卡片。
7、物料清单(BOM)用数据格式来描述产品结构的文件。
8、外协件明细表填写产品中所有外协件的图号、名称和加工内容等的一种工艺文件。
9、外购工具明细表填写产品在生产过程中所需购买的全部刀具、量具等的名称、规格与精度等的一种工艺文件。
10、材料消耗工艺定额明细表填写产品每个零件在制造过程所需消耗的各种材料的名称、牌号、规格、重量等的一种工艺文件。
11、材料消耗工艺定额汇总表将“材料消耗工艺定额明细表”中的各种材料按单台产品汇总填列的一种工艺文件。
12零部件转移卡填写各装配工序零、部件图号(代号)名称规格等的一种工艺。
二、工艺基础—管理1、工艺管理内容包括:产品工艺工作程序、产品结构工艺性审查的方式和程序、工艺方案设计、工艺规程设计、工艺定额编制、工艺文件标准化审查、工艺文件的修改、工艺验证、生产现场工艺管理、工艺纪律管理、工艺标准化、工艺装备编号方法、工艺装备设计与验证管理程序、工装的使用与维护、工艺规程格式、管理用工艺文件格式、专用工艺装备设计图样及设计文件格式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Q/ZT 浙江众泰汽车制造有限公司企业标准
ZDGJ-006-2009
工艺文件编号办法
2009-02-28发布2009-02-28实施
浙江众泰汽车制造有限公司发布
前言
为完善和规范工艺文件编号工作,使工艺文件编号按规定的要求进行,方便工艺文件的编制、发放、使用、回收、销毁管理,特制定本管理标准。
本标准由浙江众泰汽车制造有限公司提出。
本标准由工艺技术部负责归口管理。
本标准起草单位:工艺技术部。
本标准主要起草人:张庆如、王刚。
本标准审核人:章磊。
本标准批准人:吴卫东。
本标准首次发布日期:2009年2月28日。
工艺文件编号办法
1 范围
本标准规定了工艺文件的编号办法。
本标准适用于浙江众泰汽车制造有限公司各类工艺文件的编号管理。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 4863 机械制造工艺基本术语
JB/T 9169.1-1998 工艺管理导则总则
Q/ZTB 017-2006 工艺文件编号规则
3 总则
3.1 常用工艺文件均应具有独立的编号,同一编号只能授予一份工艺文件;
注:一份工艺文件是指能单独使用的最小单位工艺文件。
如焊装工艺卡、总装工艺卡等均为能单独使用的最小单位工艺文件。
3.2 当同一份文件由数页组成时,每页均应填写同一编号;
3.3 引证和借用某一工艺文件时,应注明其完整的名称和编号。
4 工艺文件编号的组成
工艺文件的编号由产品代号、专业代号、工艺文件类别代号和顺序号组成,各部分之间用“—”字线隔开。
4.1 工艺文件的编号格式:
□□××□—□□××—×××
顺序号
工艺文件类别代号
专业代号
产品代号
4.2 产品代号
产品代号由企业名称代号、设计顺序号和型式代号组成,其完整的代号见表1。
表1 产品代号
注:空格为预留。
4.3 专业代号
专业代号按各专业名称前两个汉语拼音的字母缩写表示,其专业代号的规定见表2。
表2 专业代号
4.4 工艺文件类别代号
工艺文件类别代号用两位阿拉伯数字表示,具体规定见表3。
表3 工艺文件类别代号
4.5 顺序号
顺序号由三位阿拉伯数字组成,代表生产线名称,具体规定见表4。
表4 顺序号
五工艺文件编号举例
例1:ZT01S-ZZ02-003 表示JNJ6405A时尚型总装装潢A线工艺卡。
例2:ZT05S-TZ33-001 表示JNJ6406A1时尚型涂装前处理、电泳线关键工序作业指导书。
例3:ZT02S-HZ18-002 表示JNJ6405B时尚型焊装车身地板骨架焊接线,生产材料消耗工艺定额。