H11模具钢激光宽带相变硬化处理
模具钢热处理加硬的原理

模具钢热处理加硬的原理
模具钢热处理加硬的原理是利用高温加热将钢材的晶体结构进行改变,从而使其硬度和耐磨性得到提高。
具体的原理分为以下几个步骤:
1. 首先,在高温下对模具钢进行淬火处理。
将钢材加热至临界温度以上(通常是800~950),使晶体结构发生相变,从晶格体转变为奥氏体。
该过程被称为奥氏体化。
2. 然后,将奥氏体钢材快速冷却。
将加热后的钢材迅速浸入水或油中,使温度迅速下降,从而迫使晶体结构在非平衡状态下保持,形成马氏体。
马氏体具有高硬度和脆性。
3. 如果需要进一步提高模具钢的硬度和耐磨性,还可以进行回火处理。
回火是将淬火后的钢材加热至较低温度,使马氏体部分转变为回火组织。
回火可以减轻马氏体的脆性,提高钢材的韧性。
回火的温度和时间可以根据具体材料和使用要求进行调整。
通过以上的热处理过程,模具钢的晶体结构得到了调整,从而使其硬度和耐磨性得到了提高。
关于激光淬火

嘉兴市科技计划项目激光表面淬火关键技术与装备研发项目可行性报告嘉兴学院机电工程学院嘉兴市浙江数控焊机有限公司2009年3月一、立项的背景和意义自20世纪60 年代激光问世以来,激光技术作为一门举世瞩目的高新技术,几乎在各行业都获得了重要的应用。
近年来,激光表面处理技术不仅在研究和开发方面迅速发展,而且在工业应用方面也取得了长足的进步,成为表面工程一个十分活跃的新兴领域。
激光表面处理既可以通过激光淬火、表面熔凝改变基体表层材料的微观结构,也可以通过激光熔覆、气相沉淀和合金化等处理方法同时改变基体表层的化学成份和微观结构。
激光表面淬火比其它激光加工所需的功率密度小的多, 因此在利用激光技术进行材料加工中,激光表面淬火应用最多,它能显著提高金属表面的硬度及耐腐性。
然而目前激光表面淬火技术的应用还不如传统热处理技术那样广泛和成熟,但由于其具有的独特优越性,正日益受到人们的重视。
已经在机械制造、交通运输、石油、矿山、纺织、冶金、航空航天等许多领域得到应用和发展。
激光表面淬火是利用激光在要热处理的部分扫描,使被扫描区域快速升温,而未被扫描区域保持常温。
激光表面淬火的原理和普通热处理是相同的,只不过激光作为热源加热金属的时间很短,处理区域也很小。
激光对金属进行热处理时,金属表面温度和热穿透深度都和激光照射时间的平方成比例。
所以适当地调节激光光斑尺寸、扫描速度和激光功率,就可以对金属表面温度和热穿透深度进行控制。
采用激光表面淬火的工件的变形量极小(变形量为高频淬火的1/3~1/10),表面光洁度好,无氧化皮产生。
因此,可以减少后道工序(矫正或磨制)的工作量,降低工件的制造成本。
激光表面淬火后可获得极细的马氏体晶粒,硬度要比常规淬火后的硬度提高15%-20%,硬化层深度可达2mm,而工件心部仍保持原始组织。
所以经激光表面淬火处理的工件表面层硬度高,耐磨性好,心部硬度低,韧性好,疲劳强度一般可提高30%~50%。
由于金属散热快,激光束扫描后,扫描区域可自行迅速冷却淬火,无需淬火液,是一种清洁卫生的热处理方法而且便于用同一激光加工系统实现同时加工。
第5章 模具钢料的热处理-模具表面处理技术
第二节模具表面处理工艺概述模具是现代工业之母。
随着社会经济的发展,特别是汽车、家电工业、航空航天、食品医疗等产业的迅猛发展,对模具工业提出了更高的要求。
如何提高模具的质量、使用寿命和降低生产成本,成为各模具厂及注塑厂当前迫切需要解决的问题。
模具在工作中除了要求基体具有足够高的强度和韧性的合理配合外,其表面性能对模具的工作性能和使用寿命至关重要。
这些表面性能指:耐磨损性能、耐腐蚀性能、摩擦系数、疲劳性能等。
这些性能的改善,单纯依赖基体材料的改进和提高是非常有限的,也是不经济的,而通过表面处理技术,往往可以收到事半功倍的效果;模具的表面处理技术,是通过表面涂覆、表面改性或复合处理技术,改变模具表面的形态、化学成分、组织结构和应力状态,以获得所需表面性能的系统工程。
从表面处理的方式上,又可分为:化学方法、物理方法、物理化学方法和机械方法。
在模具制造中应用较多的主要是渗氮、渗碳和硬化膜沉积。
◆提高模具的表面的硬度、耐磨性、摩擦性、脱模性、隔热性、耐腐蚀性;◆提高表面的高温抗氧化性;◆提高型腔表面抗擦伤能力、脱模能力、抗咬合等特殊性能;减少冷却液的使用;◆提高模具质量,数倍、几十倍地提高模具使用寿命。
减少停机时间;◆大幅度降低生产成本与采购成本,提高生产效率和充分发挥模具材料的潜能。
◆减少润滑剂的使用;◆涂层磨损后,还退掉涂层后,再抛光模具表面,可重新涂层。
在模具上使用的表面技术方法多达几十种,从表面处理的方式上,主要可以归纳为物理表面处理法、化学表面处理法和表面覆层处理法。
模具表面强化处理工艺主要有气体氮化法、离子氮化法、点火花表面强化法、渗硼、TD法、CVD化学气相淀积、PVD物理气相沉积、PACVD离子加强化学气相沉积、CVA铝化化学气相沉积、激光表面强化法、离子注入法、等离子喷涂法等等。
下面综述模具表面处理中常用的表面处理技术:一、物理表面处理法:表面淬火是表面热处理中最常用方法,是强化材料表面的重要手段,分高频加热表面淬火、火焰加热表面淬火、激光表面淬火。
激光相变硬化

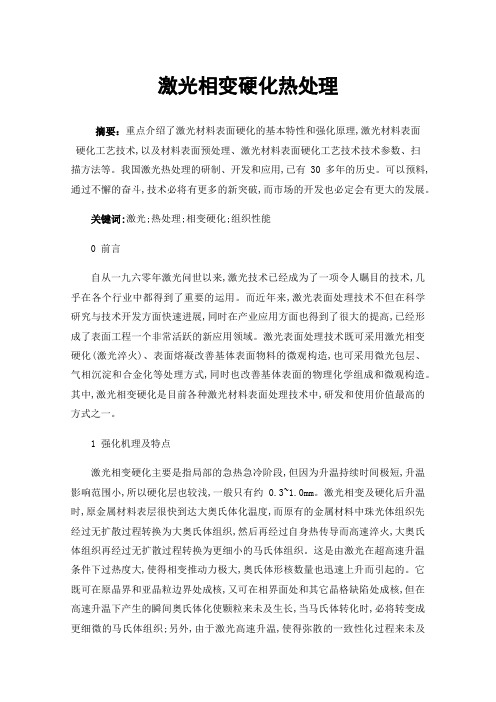
• 图3 轮轨试样硬度( a) 表面硬度; ( b) 剖 面硬度
• 图4 为轮轨试样硬度情况。由图3( a) 可知,激光 相变硬化处理能大幅度提高轮轨试样表面硬度值 ,钢轨试样和车轮试样分别提高43. 06%、44. 39% ,激光相变硬化处理后钢轨试样硬度高于车轮试 样硬度,轮轨试样硬度差值与相变硬化前基本相 差不大。从轮轨试样剖面硬度( 图3b) 可知,在轮 轨试样表层硬度较高,随着深度增加,硬度逐渐 递减,在深度约600 μm处,硬度达到基体硬度。 激光相变硬化后轮轨硬度提高是因为表层材料发 生了相变硬化,晶粒变细,生成的马氏体组织位 错密度、晶界角度增大,有效的强化了表层材料 组织性能,表面硬度提高有助于提高轮轨试样表 面的抗磨损能力。
我的观点
• 1:未说明激光表面处理对提高轮轨钢表面硬度影 响 • 2研究铁轨硬度对国家的发展具有重大的意义 • 3未考虑其他因素对处理后铁轨的影响
激光相变硬化
指导老师:易建龙
材料化学一班 王大寒 201240262112
技术简介
• 激光相变也称激光淬火,以高能量的激光束快速 扫描工件,使材料表面极薄一层的局部小区域内 快速稀吸收能量而是温度急剧上升,使其达到奥氏 体温度,此时工件基体仍处于冷态,激光离去后 ,由于热传导作用,此表层加热区域内热量迅速 传递到工件其他部位,使使该局部再瞬间进行自 冷淬火,得到马氏体组织,因而使材料表面发生 相变硬化
易建龙材料化学一班王大寒201240262112技术简介?激光相变也称激光淬火以高能量的激光束快速扫描工件使材料表面极薄一层的局部小区域内快速稀吸收能量而是温度急剧上升使其达到奥氏体温度此时工件基体仍处于冷态激光离去后由于热传导作用此表层加热区域内热量迅速传递到工件其他部位传递到工件其他部位使使该局部再瞬间进行自冷淬火得到马氏体组织因而使材料表面发生相变硬化激光相变硬化处理对轮轨钢磨损性能影响郭火明王文健刘腾飞郭俊刘启跃西南交通大学摩擦学研究所四川成都630031铁路运输关系到国计民生随着我国铁路运输量的迅猛增长重载运输已经成为铁路现代化的一个重要标志然而重载运输过程中大功率内燃机车和电力机车及大轴重机车的大量使用给国民经济带来大发展的同时民经济带来大发展的同时也造成轮轨的严重磨损这不仅仅加大了铁路运输成本更严重影响铁路运输安全
模具制造技术试题及答案
模具制造技术基本考试试题及答案1 下面哪种因数可提高冷冲作模具钢的抗疲劳性能(A)晶粒细小2 常见的调质钢大都属于(D)中碳低合金钢3 下列合金中,铬含量最少的是(D)GCr154 W18Cr4V型钢属于莱氏体钢,金属态组织中有大量的(B)鱼骨状组织5 在冷态下完成对金属或非金属材料进行塑性变形的模具称为(D)冷作模具6 下列诸材料中淬透性最好的是(B)20CrMnTi7 下列合金中,属低淬透性冷作模具钢的是(B)T8A8 能够造成二次硬化,显著提高钢的热硬性的元素是(C)钨10 以下哪种方法是属于改变表面化学成份的方法是(C)离子渗入11表征材料变形抗力和断裂抗力的性能指标是(C)强度12模具表面强化处理工艺中,不改变表面化学成份的方法是(A)激光相变硬化13下列合金中,属时效硬化型塑料模具钢的是(B)25CrNi3MoAl 14下列合金中,属于耐蚀型塑料模具钢的是(B)3Cr1315用T10钢制冲模时,其预先热处理工艺为(A)球化退火16用T10钢制冲模时,其最多的热处理工艺为(D)淬火+低温回火17高速钢淬火后进行三次回火的主要目的是(A)消除残奥氏体,使碳化物充分析出18以下钢中淬透性最好的是哪种钢(A)Cr1219下列合金中,属耐腐蚀型塑料模具钢的是(B)OCr16Ni4Cu3Nb 20适合于制作摩擦压力机锻模镶块的材料是(C)4Cr5W2VSi21马氏体硬度主要取决于(C)合碳量22向工件表面同时渗入氮硼碳,并以渗氮为主的化学热处理工艺为(C)氮碳共渗或者是软氮化23适合于制作热模锻压力机锻模中锻件顶杆的材料是(D)4Cr5W2VSi24T10钢在以下哪种状态下硬度较低,有较好的切削加工性能(A)退火25重载冷冲模主要失效形式是崩刃,折断,因此重点保证模具获得(B)高强韧性26适合于制造受力较轻的中小型吹锻的材料是(C)5CrMnMo27反映模具的脆断抗力常用的指标是(C)韧性28反映冷作模具材料的断裂抗力常用指标是(D)抗拉强度29 下列合金中,属于渗碳型塑材摸具钢的是(D)20CrNiMo30以下钢号不属于热锻模用钢(B)8Cr331钢的硬度主要决定于化学成份和组织,下列组织中硬度最大的是(C)渗碳体32热锻模的最终热处理工艺应该是(A)调质(淬火+高温回火)33下列诸材料中热硬件最好的是(C)W18Cr4V34下列合金中,属于硬型塑料摸具钢的是(B)3Cr2Mo35下列合金中,属于锻模用钢的是(B)5CrMnMo36下列诸材料中被称为低变形钢,适合冷作模的是(B)CrWMn 37常见的渗碳钢大都属于(A)低碳低合金钢38钢的淬透性主要决定于其(C)合金元素含量1冷作模具:包括冷冲压模、(冷挤压模)、(冷镦模)、拉丝模等2热作模具包括(热锻模)、热精锻模、热挤压模、(压铸模)、热冲载模等3钢的硬度和硬性主要取决于(化学成分)、(热处理工艺) 以及钢的表面处理工艺。
模具制造及模具表面采用激光技术的创新研究

Hale Waihona Puke H = P / ( D . v 1 。为 了得到 最 优工 艺 参 数 , 基 本 方法 是 根 据 已有 成 自从 进 入 到新 的发 展 时 期之 后 , 我 们 国家 的机 械 生 产 行 业发 展 下 关 系: 速率非常快 , 像是航天等精密设备行业对于模具的精确性以及制作 功的资料 , 确定一个工艺参数范围, 再以P 、 D、 v 三个因子, 各取 3个 做出正交试验表在试件上进行试验研究。经由该项相变测试 品质和使用时间等的规定在切实 的提升。 对于模具行业做出了非常 水平 , 严苛的规定 。提升其精确性以及制作 品质和使用时间等 , 是当前非 得 知 。通 常 来讲 , 功率 增加 的时 候 , 硬 化 层就 会 变 深 , 当扫 描 的速 率 它的硬化层就会变浅了。 如果激光 的功率增加的话 , 其 常关键的探索事项 。在之前使用的表层强化科技在提升品质 , 增加 增大的时候 , 淬 火 层 的硬 度及 使用 时 间方 面 有 着非 常关 键 的意 义 ,其 对 于 提 升模 具 本 身 的特 性 , 扫描 的 速率 就 强化 了。如 果 光 斑 的 尺寸 降低 的话 , 经 由处 理 之 后 的材 降低生产费用 , 切实的体现出它的潜力等 , 有着非常关键的作用。 常 硬 化 层 深 之 间的关 系逐 渐增 强 。通过 分 析得 知 , 用模具表面强化处理工艺有化学热处理: 渗碳 、 碳氮共渗等; 表面复 料 的表 层 的硬 度得 到 了明显 的提 升 。 4关于硬化层 的残力和抗磨能力 层处 理 : 堆焊 、 热 喷涂 、 电火 花 表 面强 化 、 P V D和 C V D等 ; 表面 加 工 强 当开展硬化处理工作 的时候 ,材 料表层 的组织体 系会 出现变 化处理: 喷丸等 。过去使用 的工艺非常繁琐 , 其后 续的处理用时较 久, 而且 在 后 续 的时 候有 较 为严 重 的变形 现 象 。 最近 几 年 , 由于优 秀 动 , 而且会 出现一些残存 的力。它的大小以及布局等会严重 的干扰 的激 光 设 备 的存 在 以及 加 工科 技 在 行 业 中 的应 用 , 此 时 为金 属 非 金 到它的实用性激光硬化产生的残余应力沿淬硬层深的分布情况 由 激光功率和上述工艺参数决定深浅和范 围面积大小。 通过该项 内容 属模 具 表 面 的强 化 提供 了一种 新 的技 术 。 1关 于 表层 的激 光 强 化科 技 我们得知 , 其相变硬化会 在表层 中生成非常高的残力 , 会避免裂纹 增 加 使 用 时 间。它 的表 层 的抗 磨 性 和 物质 的显 微体 系 以及 当前 使 用 的 处理 措 施 有 如下 的一 些 : 激 光 相 变硬 化 ( L T H ) , 激 光 的 出现 , 表面熔化处 ̄( L S M ) , 激光表面涂覆及合金化( L S C / L S A ) , 激光表面化 晶粒 高 低 等 多项 要 素 有 关 联 ,此 类要 素又 和 相 关 的 硬 化 指 数 有 联 所 以该 指 数 会干 扰 到抗 磨 性 。激 光 功 率 及 扫描 速 度 对 模具 工 件 学 气 相 沉 积( L C V D ) , 激 光 物 理气 相 沉 积 ( L P V D ) , 激 光 冲击 ( L S H ) 和激 系 , 此 时我 们 得 知 , 在 特 定 的取 样 中 , 如果 扫 光 非 晶化 等 。 已被 研 究用 于 提 高模 具 寿命 的方法 有 激 光相 变 硬 化 和 耐 磨性 能 的影 响效 果 显著 。 激 光 表 面熔 覆 和合 金 化 , 通常 研 究 和利 用 激 光 相 变硬 化 技 术 提 高模 描 的速率是特定 的话 , 提高功率耐磨性有所增加; 当功率不变 的时 具 寿 命 的原 理 和技 法 。 候, 速率的提升也可以提高抗磨性。 通过分析我们得知 , 使用该项强 它是将激光辐射至材料的表层 , 此时他的气温会增加 , 进而达 化 可 以能够 显 著 的提 升抗 磨 能力 。 文 章经 由对几 类 不 一样 的物质 开 展 激 光 强化 活 动 , 和 实 际 的状 到相变气温 , 生成奥氏体 , 在激光束脱离之后 , 通过材料 自身的导热 而形 成 自淬 火 , 此 时材 料 的 表层 就 会 出现 变 化 , 变 为马 氏体 。 和 过 去 态比对分析得知 , 使用该项科技能够显著的提升模具 自身的使用时 对于冷冲模来讲 , 它的强化意义更为显著 。 其使用时间很 明显的 的淬 火措 施 比对来 看 ,激 光 措 施 是 处在 急 热 或 冷 等 的时 期 开 展 的 , 间, 能够结合模具本身的特点 以及使 其气温的梯度很显著 , 在表层中生成一个硬度非常高的独特 的淬火 变久 了。使用该项科技的优点是 , 体 系 。它 的应 对 较之 于 一般 的硬 度 要 高 出大 约 十 五个 百 分 点 , 可 以 用 规定 等 在划 定 的 氛 围 中开展 活 动 。其 对 于 材 料表 层 不 会 有 干扰 。 经 由该 项 处理 的模 具能 够 直 接 的运 行 , 减 少 了 生产 费 用 。用 软 件 实 大大的提升其抗磨能力 , 增加使用时间。 现 激光 强 化处 理 工 艺参 数 的 自动 化 、 处 理 过程 的仿 真 和 即 时监 控 及 2 关 于体 系 的构 成 要 素 实 现 复杂 形 状 模 具 的智 能 化 处 该 体 系有 三 个构 成 要 素 。 第 一 个要 素 是 激光 器 , 它 是 由激 光 头 、 处 理后 表 面 组织 结 构 和性 能 的检 测 , 采用熔覆和合金化在低成本金属模具表面得到其它成分的合金 激励 电源 、 冷却 系统 和谐振腔参数 变换装 置组成 ; 第二部分为光束 理 。 制作生成性能 良好 的材料 , 提升其抗摩擦力 , 以及抗热 的 传输与变换装 置 ,将激光束结合 制作规定放到要处理 的材料 的表 微观组织 , 层, 而且对其开展空间强度上的处理 , 以此来合乎对模具 的不一样 性 能 。 参 考文 献 的受力区域开展特殊的强化设置的意义 。在光束改变之后 , 就能够 1 ] 李儒 荀, 平 雪 良. 连 续 激 光 强 化 模 具 刃 口 的 工 艺研 究 [ J ] . 电加 工 , 在 材 料 的表层 生 成 需 要 的单元 , 经 由该 数 控 体 系 能够 对 材 料 的 三维 [ 面开展高速积极 的处理。其最后 的要素是电脑数控体系 , 控制激光 1 9 9 5 ( 6 ) . 工 作 头 和数 控 工作 台等多 轴 运 动 , 其 激 光束 相 对 于 工件 的运 动 轨迹 [ 2 】 陈大明, 徐有容. 模具钢表面激光熔蔗硬面合金层改性研究[ J J . 金 决 定 了强 化 的 带形 状 , 以实 现复 杂模 具 表 面 的激 光 强化 处 理 。 属 热处 理 , 1 9 9 8 ( 1 ) . f 3 ] 关振 中. 激 光加 工 工 艺手 册 『 M1 ■ E 京: 中 国计 量 出版 社 , 1 9 9 8 . 3激 光 相变 硬 化 ( 激 光淬 火 ) 强 化 处 理工 艺 4 1 陈光 南. 激 光 热 处理 新技 术 及 其应 用 『 J 1 . 金属 热处 理 , 1 9 9 8 ( 7 ) . 模具工件加工表面预处理涂层: 在 明确 激 光器 以后 , 物 质 对 于 『 作者简介: 沈阳( 1 9 8 4 , 9 一 ) , 籍贯 : 陕西, 学历: 大 学本 科 , 助 理 工 激光 的获取 水 平关 键 是 靠着 它 的表 层 。 通 常需 要 该项 处 理 的物 质 的 研 究方 向 : 工装 设 计 。 表层都要经 由机械处理 , 其表层 的粗糙数很低 , 反射率很高。 此时绝 程 师 , 大多数的激光都被反射了。为 了提升其 吸收激光的性能 , 在其热处 理之后的时候 , 要对 材料 的表层开展黑化设置 , 也就是说在要处理 的 区域 之 中抹 上 一些 对 激 光有 着 非 常高 的吸 收水 平 的物 质 。 表面预处理的方法包括磷化法 、 提高表面粗糙度法 、 氧化法 、 喷 f 刷1 涂料法 、 镀膜法等多种方法 , 其 中较为常用 的是磷化法和喷( 刷) 涂料法 。常用 的涂料骨料有石 墨、 炭黑 、 磷酸锰 、 磷酸锌 、 水玻璃等 , 也有直接使用碳素墨汁和无光漆作为预处理涂料 的。 针对个别的低 碳钢物质 , 在它的表层使用炭黑分设置 , 在 经由淬火之后能够发挥 出渗碳 的意义。 经 由分析得知 , 该项处理工艺非常简便 , 能够直接的 放到模具的表层 ��
H11热作模具钢水淬的有限元模拟和验证

櫡櫡櫡櫡櫡櫡櫡櫡~试验研究~櫡櫡櫡櫡櫡櫡櫡櫡收稿日期:2020 10 15作者简介:张宇航(1996—),男,河北秦皇岛人,在读研究生,研究方向为模具钢和高强钢的性能优化。
联系电话:15279112159通信作者:吴日铭,研究方向为模具钢、高强钢的性能优化。
E mail:wuriming@t.shu.edu.cnH11热作模具钢水淬的有限元模拟和验证张宇航,吴日铭(上海工程技术大学材料工程学院,上海201620)摘 要:为准确预测厚大H11钢工件水淬过程中表面和心部的温度变化,检测了尺寸为400mm×340mm×300mm的H11钢试件在水淬过程中,心部、离表面10mm深度处和离中心66mm和133mm处的实时温度。
建立了试件的热处理数学模型,模拟分析了试件在水淬过程中的温度场、应力场和组织场。
结果表明:试件中上述各个部位测定的温度场、应力场和组织场与计算结果吻合良好;在淬火冷却约1000s时,试件心部与表面的应力差达到最大值,说明大尺寸H11钢工件水淬过程中有一个易发生较大畸变或开裂的危险时段。
关键词:H11钢;温度场;残余应力;对流换热系数;组织场;有限元模拟中图分类号:TG156.3 文献标志码:A 文章编号:1008 1690(2021)02 0021 05FiniteElementSimulationandVerificationofWater quenchingforH11HotWorkDieSteelZHANGYuhang,WURiming(SchoolofMaterialEngineering,ShanghaiUniversityofEngineeringScience,Shanghai201620,China)Abstract:TopredictaccuratelychangeoftemperatureatsurfaceandincoreofaheavyworkpieceofH11steelduringwater quenching,real timetemperaturesincore,depthof10mmbelowsurface,positions66mmand133mmfromcenterinaH11steeltestpiecemeasuring400mmby340mmby300mmintheprocessofwater quenchingwassurveyed.Theheattreatmentmodelofthetestpiecewasestablished,andthetemperaturefield,stressfieldandmicrostructurefieldinthetestpieceduringthewater quenchingweresimulatedandanalyzed.Theresultsshowthatthetemperaturefield,stressfieldandmicrostructurefieldwhichweremeasuredinabove namedpositionsareingoodagreementwiththosecalculated.Thedifferenceintemperaturebetweencoreandsurfaceofthetestpiecereachesmaximumwhenquenchedforabout1000s,indicatingthatforheavyH11steelworkpiece,thereisadangerousperiodintheprocessofwater quenchinginwhichitiseasytoproducelargerdistortionortocrack.Keywords:H11steel;temperaturefield;residualstress;convectiveheattransfercoefficient;microstructurefield;finiteelementsimulation0 引言顾名思义,模具钢是用来制作模具的钢种,水淬是决定热作模具钢加工性能和使用性能的关键工艺[1 2]。
激光相变硬化的分析与讨论

激光相变硬化1 激光相变理论激光相变与常规淬火的区别根据钢的淬火原理:将钢在固态下加热到临界温度Ac3或Ac1以上一定温度(50~100℃),并在该温度下保持一段时间以后大于临界速度的速度冷却得到马氏体(或下贝氏体)的热处理工艺叫做淬火,如图1中曲线2所示。
将钢加热到奥氏体转变临界温度(Ac3或Ac1)以上获得奥氏体组织,保温的目的是使组织充分奥氏体化,然后以大于临界淬火速度的冷却速度得到马氏体组织。
与常规淬火相比,激光淬火升温速度快,没有保温过程,达不到平衡时的均匀组织状态。
理想的淬火冷却过程如图2中曲线2所示:650℃以上应当缓慢冷却,以尽量降低淬火热应力;650~400℃之间应快速冷却,以通过过冷奥氏体最不稳定区域,避免发生珠光体或贝氏体转变。
在400℃以下Ms 点附近的温度区域,应当缓慢冷却以尽量减少马氏体转变时产生的组织应力。
这样可保证在获得马氏体组织条件下,减少淬火应力、避免工件产生变形或开裂。
激光淬火冷却的特点是停止加热的瞬间温度达到最高,随即以104~105℃/s 冷却速度冷却,远大于淬火介质为盐水或碱水的最大冷却速度(2000℃/s 和2830℃/s ),根据冷却速度与时间的关系可以推断激光淬火冷却曲线在钢的理想淬火冷却曲线左侧,如图2中曲线1。
图3是铁碳合金相图热力学上近于平衡时的组织状态与温度及合金成分之间的关系。
用缓慢的加热速度升温使钢奥氏体化,可以达到接近平衡的程度。
奥氏体是由生成核和长大而生成的,碳化物的溶解及奥氏体晶粒的长大,均受到扩散过程的支配。
在激光加热过程中,当加热速度足够高时(大于400~500℃/s ),钢铁中铁素体相α在某临界温度(约900℃)可发生马氏体型转变的逆转变,以切变方式瞬间生成与其成分相同的奥氏体相γ,即遵循非扩散型转变规律【9】。
由奥氏体形成动力学可知,随着钢中奥氏体温度的增加,奥氏体的形核率和长大速度均随之增加,因而激光快速加热条件下,奥氏体的形核极高。
h11材料热处理硬度
h11材料热处理硬度
(原创版)
目录
1.H11 材料的概述
2.H11 材料的热处理过程
3.H11 材料热处理后的硬度
4.H11 材料在实际应用中的性能表现
正文
一、H11 材料的概述
H11 是一种高性能的热作模具钢,主要应用于压铸、热锻和热挤压等高温环境下的模具制造。
H11 材料具有较高的热稳定性、良好的耐磨性和耐腐蚀性能,因此被广泛应用于各类模具的制造。
二、H11 材料的热处理过程
H11 材料的热处理过程主要包括淬火和回火两个阶段。
首先将材料加热至适当的温度并保持一段时间,以使材料均匀地达到所需温度。
随后将材料迅速冷却,通常采用油冷或空冷方式,以提高材料的硬度。
最后,将材料加热至回火温度并保持一段时间,以降低材料的硬度,提高其韧性和塑性。
三、H11 材料热处理后的硬度
H11 材料经过热处理后,其硬度一般在 54-58HRC 之间。
这个范围内的硬度可以保证 H11 材料在高温环境下具有良好的耐磨性和耐腐蚀性能。
四、H11 材料在实际应用中的性能表现
H11 材料在实际应用中表现出良好的性能,其高热稳定性使得模具在高温环境下不易变形,良好的耐磨性和耐腐蚀性能使得模具能够长时间保
持锋利,延长模具的使用寿命。
此外,H11 材料还具有良好的韧性和塑性,能够适应各种复杂的模具制造工艺。
金属模具表面超硬化处理

金属模具表面超硬化处理一、扩散法金属碳化物覆层技术介绍1、技术简介扩散法金属碳化物覆层技术是将工件置于特种介质中,经扩散作用于工件表面形成一层数微米至数十微米的金属碳化物层。
该碳化物层具有极高的硬度,HV可达1600~3000(由碳化物种类决议),此外,该碳化物履层与基体冶金结合,不影响工件表面干净度,具有极高的耐磨、抗咬合(粘结)、耐蚀等性能,可大幅度提高工模具及机械零件的使用寿命。
2、与相关技术的比较通过在工件表面形成超硬化合物膜层的方法,是大幅度提高其耐磨、抗咬合(抗粘结)、耐蚀等性能,从而大幅度提高其使用寿命的有效而经济的方法。
目前,工件表面超硬化处理方法重要有物理气相沉积(PVD),化学气相沉积(CVD),物理化学气相沉积(PCVD),扩散法金属碳化物履层技术,其中,PVD法具有沉积温度低,工件变形小的优点,但由于膜层与基体的结合力较差,工艺绕镀性不好,往往难以发挥超硬化合物膜层的性能优势。
CVD法具有膜基结合力好,工艺绕镀性好等突出优点,但对于大量的钢铁材料而言,其后续基体硬化处理比较麻烦,稍有不慎,膜层就易破坏。
因此其应用重要集中在硬质合金等材料上。
PCVD法沉积温度低,膜基结合力及工艺绕镀性均较PVD法有较大改进,但与扩散法相比,膜基结合力仍有较大差距,此外由于PCVD法仍为等离子体成膜,虽然绕镀性较PVD法有所改善,但无法除去。
由扩散法金属碳化物覆层技术形成的金属碳化物覆层,与基体形成冶金结合,具有PVD、PCVD无法比拟的膜基结合力,因此该技术真正能够发挥超硬膜层的性能优势,此外,该技术不存在绕镀性问题,后续基体硬化处理便利,并可多次重复处理,使该技术的适用性更为广泛。
3、技术优势扩散法金属碳化物覆层技术在日本、欧洲各国、澳大利亚、韩国等国应用广泛。
据调查,很多进口设备上的配套模具大量地使用了该技术,这些模具在进行国产化时,由于缺乏相应的成熟技术,往往使模具寿命低,有些甚至无法国产化。
激光相变硬化表面预处理.

表面预处理
表面预处理:即在工件表面上涂上一层对激光有较高吸收率的涂料。 激光涂料的技术性能要求 ① 对激光有高的吸收率,一般至少在80%~90%以上。 ② 涂覆工艺简单,涂层要求薄而均匀。 ③ 涂层要有良好的热传导性能,与金属附着性好,在一定温度下不分 解、不汽化。 ④ 有良好的防锈作用,处理后容易清洗去除或不需清洗就能装机使用。 ⑤ 涂层材料来源方便,价格便宜。 ⑥ 易于工业化生产和使用。 ⑦ 易于存放,无毒、无害。
预处理常用方法
预处理常用的方法:磷化法和喷(刷)涂料法。 1、磷化法 高温磷化(90℃~98℃) 中温磷化(55℃~70℃) 室温磷化(约25℃),
中、高温硬化效果更好一些。 图1 黑色磷化
高温磷化后,合金铸铁、42CrMn等材料对CO2激光的吸收
率可达98%。
预处理常用方法
2、喷(刷)涂料法
涂料由骨料、粘结剂、稀释剂和附加剂组成 骨料:石墨、炭黑、活性炭等 粘结剂:树脂、水玻璃等 稀释剂:无水酒精、香蕉水、乙酸乙酯等
无水酒精香蕉水乙酸乙酯等预处理常用方法喷枪喷涂喷刷涂料法使用方法简单操作方便适用于大规模生产1方法包括磷化喷刷涂料法3涂料要求吸收率高附着性能好具有较好的防锈功能等
激光相变硬化表面预处理
课程:激光表面改性技术
主讲教师:林继兴
激光相变硬化表面预处理
图2 喷枪喷涂
喷(刷)涂料法,使用方法简单,操作方便,适用于大规模生产
小 结
1、激光相变硬化表面预处理的目的是提高材料表面对 激光的吸收率 2、表面预处理常见的方法包括磷化、喷(刷)涂料法 3、涂料要求吸收率高、附着性能好、具有较好的防锈 功能等。
作业思考题
1、激光相变硬化处理前,为什么要进行表面预处理? 2、激光相变硬化表面预处理常见的方法有哪些?
H11模具钢
H11模具钢介绍:
H11,H11美国空冷硬化型热作模具钢,耐冷热疲劳性能的抗溶蚀性能好,冷热加工性能好,淬透性很好。
H11钢适用于高速锤锻模。
H11—美国芬可乐热作模具钢
化学成分H11模具钢化学成分
出厂状态≤229HB
特性应用H11美国空冷硬化型热作模具钢,耐冷热疲劳性能的抗溶蚀性能好,冷热加工性能好,淬透性很好。
H11钢适用于高速锤锻模。
H11模具钢材名称:
【h11钢材_h11模具钢_h11模具钢材】【h11电渣_h11特殊钢_h11模具材料】【钢材h11_模具钢h11_模具钢材h11】【美国h11_芬可乐h11_美国进口h11】
H11钢材是什么材料?
答:h11牌号模具钢是美国芬可乐进口热作耐高温模具钢材。
H11模具钢材库存规格:
h11 板料规格:厚6-60mm
h11 板材规格:厚60-100mm
h11 板块规格:厚100-150mm
h11 锻板规格:厚150-200mm
h11 毛板规格:厚200-250mm
h11 光板规格:厚250-300mm
h11 圆棒规格:直径6-50mm
h11 圆料规格:直径50-100mm
h11 圆钢规格:直径100-200mm
h11 锻圆规格:直径200-500mm
供应单位:昆山特宝金属材料有限公司。
激光相变硬化热处理
激光相变硬化热处理摘要:重点介绍了激光材料表面硬化的基本特性和强化原理,激光材料表面硬化工艺技术,以及材料表面预处理、激光材料表面硬化工艺技术技术参数、扫描方法等。
我国激光热处理的研制、开发和应用,已有30多年的历史。
可以预料,通过不懈的奋斗,技术必将有更多的新突破,而市场的开发也必定会有更大的发展。
关键词:激光;热处理;相变硬化;组织性能0 前言自从一九六零年激光问世以来,激光技术已经成为了一项令人瞩目的技术,几乎在各个行业中都得到了重要的运用。
而近年来,激光表面处理技术不但在科学研究与技术开发方面快速进展,同时在产业应用方面也得到了很大的提高,已经形成了表面工程一个非常活跃的新应用领域。
激光表面处理技术既可采用激光相变硬化(激光淬火)、表面熔凝改善基体表面物料的微观构造,也可采用微光包层、气相沉淀和合金化等处理方式,同时也改善基体表面的物理化学组成和微观构造。
其中,激光相变硬化是目前各种激光材料表面处理技术中,研发和使用价值最高的方式之一。
1 强化机理及特点激光相变硬化主要是指局部的急热急冷阶段,但因为升温持续时间极短,升温影响范围小,所以硬化层也较浅,一般只有约0.3~1.0mm。
激光相变及硬化后升温时,原金属材料表层很快到达大奥氏体化温度,而原有的金属材料中珠光体组织先经过无扩散过程转换为大奥氏体组织,然后再经过自身热传导而高速淬火,大奥氏体组织再经过无扩散过程转换为更细小的马氏体组织。
这是由激光在超高速升温条件下过热度大,使得相变推动力极大,奥氏体形核数量也迅速上升而引起的。
它既可在原晶界和亚晶粒边界处成核,又可在相界面处和其它晶格缺陷处成核,但在高速升温下产生的瞬间奥氏体化使颗粒来未及生长,当马氏体转化时,必将转变成更细微的马氏体组织;另外,由于激光高速升温,使得弥散的一致性化过程来未及完成,奥氏体中碳和合金的元素含量不均匀性加大,奥氏体中含碳量相同的微观地区明显减少,在此后的高速冷却条件下,截然不同的微观地区马氏体形成温度有较大的差别,这也就促成了更细微马氏体组织的产生。
1Cr18Ni9Ti激光相变硬化层组织及性能
1Cr18Ni9Ti激光相变硬化层组织及性能邱星武【摘要】为了探讨1Cr18Ni9Ti不锈钢组织及性能的变化,采用激光相变硬化处理的方法,利用扫描电子显微镜、X射线衍射仪、显微硬度计、磨损试验机、恒电位仪等研究了激光相变硬化层的组织及性能.进行了理论分析和实验验证,取得了激光相变硬化层的硬度、耐磨性、耐蚀性数据.结果表明,激光相变硬化层主要由奥氏体、马氏体、Fe-(Cr,Ni)以及Fe等组成.随着激光功率的增大,平均显微硬度先增加后减小,在功率为750W时,平均显微硬度达最大值,为223.5HK;在功率为550W时,耐磨性最好,磨损率为基体的56%.激光相变硬化处理后耐蚀性增强;最小的维钝电流密度是基体的33%,最大的钝化稳定区长度是基体的7倍.这一结果对研究1Cr18Ni9Ti不锈钢组织及性能的转变是有帮助的.%To investigate the changeof microstructure and properties, laser transformation hardening was carried out on 1Crl8Ni9Ti stainless steel, and the microstructure and properties of laser transformation hardened layers were investigated by means of scanning electron microscope, X-ray diffractometer, microhardnessmeter, abrasive wear testing machine, potentiostat etc. The hardness, wear resistance, corrosion resistance data of laser transformation hardening layer were obtained by theoretical analysis and experimental verification. The result indicated that the laser transformation hardening layer was mainly consisted of austenite, martensite, Fe-( Ct, Ni), Fe etc.With the increase of the laser power, the average microhardness of laser hardening layers increased first and then decreased. The average microhardness reached the highest (223.5HK) when laser power was 750W.Wear resistance reached the iest ( whose wear rate is 56% of the substrate ) when the power was 550W. Corrosion resistance was improved after laser transformation hardening, passivation current density of the smallest dimension was 33% of the substrate, the maximum length of the passive zone of stability was seven times of the substrate. The results are helpful to study the change of microstructure and properties of 1Crl8Ni9Ti stainless steel.【期刊名称】《激光技术》【年(卷),期】2011(035)003【总页数】4页(P425-427,432)【关键词】激光技术;激光相变硬化;1Cr18Ni9Ti;显微组织;硬度;耐磨性;耐蚀性【作者】邱星武【作者单位】四川建筑职业技术学院材料工程系,德阳,618000【正文语种】中文【中图分类】TG156.99引言激光加工技术实现了光、机、电技术相结合,是一种先进制造技术,目前正处于向传统制造技术中许多工艺过程积极渗透的阶段[1-4]。
H13钢激光相变硬化的组织与性能试验研究

rme
chan
i
smi
sma
i
n
l
a
d
y G
he
s
i
onwe
a
r,wh
i
l
ea
c
c
ompan
i
e
sab
r
a
s
i
vewe
a
randox
i
da
t
i
onwe
a
r.
:
;
Ke
w
o
r
d
s
h
o
t
G
w
o
r
k
i
n
d
i
es
t
e
e
l
l
a
s
e
r
h
a
s
e
G
c
h
a
n
eh
a
r
d
en
i
ng;f
r
i
c
t
i
on
G
ab
r
a
s
i
ont
e
损和氧化磨损.
关键词:热作模具钢;激光相变硬化;摩擦磨损试验机;电化学腐蚀
中图分类号:
TG178
DOI:
10.
3969/
.
s
sn.
1004
132X.
2020.
04.
009
ji
开放科学(资源服务)标识码(
OS
ID):
Expe
r
imen
t
a
lS
t
udyo
激光相变硬化技术特性讲解

材料应力:热应力、组织应力, 金属表面不熔化,组织应力起
主要作用,表现为压应力
图2 45钢激光相变硬化后残余应力分布
激光相变硬化技术特性
4、可以对形状复杂和不能用常规方法处理的工件进行局部硬
化处理,也可以根据需要在同一个工件上的不同部位进行不同的硬
化处理。
图3 激光选区相变硬化
图4 整体热处理
激光相变硬化技术特性
5、工艺周期短,可自动化生产
6、无需冷却介质,环保
作业思考题
1、激光相变硬化具有哪些特性? 2、激光相变硬化时,为什么不需要冷却介质?
1激光快冷快热生产效率高2激光相变硬化处理后硬度高耐磨性能好3变形小表面产生压应力疲劳性能好4可选区局部处理5工艺周期短可自动化生产6无需冷却介质环保作业思考题1激光相变硬化具有哪些特性
激光相变硬化技术特性
课程:激光表面改性技术
主讲教师:林继兴
激光相变硬化技术特性
教学目标 通过本次课程的学习,了解激光相变硬化技术优势与特性。
5、激光相变硬化工艺周期短,生产效率高,工艺过程易实现计
Hale Waihona Puke 算机控制,自动化程度高,可纳入生产流水线。
6、激光相变硬化靠热量由表及里的传导自冷,无需冷却介质,
对环境无污染。
小 结
激光相变硬化的技术特性包括: 1、激光快冷、快热,生产效率高 2、激光相变硬化处理后,硬度高、耐磨性能好 3、变形小,表面产生压应力,疲劳性能好 4、可选区局部处理
激光相变硬化技术特性
1 、激光对工件表面的高速加热和高速冷却,加热速度可
104 ℃ /s~106 ℃ /s ,冷却速度可达 104 ℃ /s~108 ℃ /s ,有利于提高扫 描速度及相应的生产效率。
H13模具钢激光相变强韧化处理研究

H13模具钢激光相变强韧化处理研究
周健;李立君
【期刊名称】《矿冶工程》
【年(卷),期】2008(28)2
【摘要】为了优化H13模具钢在激光窄带扫描作用下的工艺参数,介绍了激光功率P、扫描速度V、光斑直径D各工艺参数对淬火层的影响,分析了H13模具钢显微硬度测量结果,对H13模具钢不同搭接量的选择及显微组织进行了观察.结果表明,显微硬度沿激光作用区横向呈有规律分布,在未搭接区硬度值最高,在回火软化区硬度值最低.搭接量的选取范围为18%~20%时较合适,淬硬层最高硬度可达700 HV 以上.
【总页数】4页(P100-103)
【作者】周健;李立君
【作者单位】中南林业科技大学,机电学院,湖南,长沙,410004;中南林业科技大学,机电学院,湖南,长沙,410004
【正文语种】中文
【中图分类】TG156.99
【相关文献】
1.H13热作模具钢轧辊失效机制分析及激光熔覆修复工艺研究 [J], 王传财;张炜星;杜慧起
2.V对H13型压铸模具钢相变特性的影响 [J], 郑铭达;吴红庆;左鹏鹏;吴晓春
3.超声辅助H13模具钢表面激光熔覆强化层组织分析 [J], 刘立君;冯梦奎;王晓陆;崔元彪;贾志欣;李继强
4.H13铝材挤压模具工作带激光相变强化工业化应用研究 [J], 张官军;李贵伦
5.热作模具钢SDH8与H13的强韧性对比研究 [J], 宋雯雯;闵永安;吴晓春
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 实 验 结 果 分 析
2 1 H l钢 宽 带扫描 工 艺参数 对淬 火层 影 晌及 分析 . l
由于激 光束 能量 近 似于基 模 高斯 分布 , 即光 强从 光束 中心 向外平 滑 下 降 而使 激 光 能量 密 度 分布 不 均匀 , 从而使 被 加热 区瞬 间温 升分 布不 均匀 , 导致 间 隔 扫描 后 淬 硬层 剖 面呈 月 牙 状. 以欲 获 得 均匀 分 所
维普资讯
20 0 8年 1 月
安 徽 大 学学 报 ( 自然 科 学 版 )
J u n lo h iUn v ri t r lS in e E i o o r a f An u i est Nau a ce c d t n y i
而 产生 回火 软化 带 , 使硬 化表 面 出现软 硬相 间 的条 带 , 致 一方 面 , 于摩 擦 表 面 , 化 带磨 损 下 凹 , 对 软 有利
度 为 1 0 m. .r a 2 3 Hl 不 同搭 接量 选择 . l
采 用宽 带激 光相 变处 理是 提高 激光 热处 理效 率 的一个 好方 法 .而 大面 积激 光相 变 硬化 必须 采 用光
斑 搭接 方法 , 在搭 接处 的回火带 是不 可避 免 的. 是 因为前 一道 已转 变成 马 氏体 的部分 要受第 二 道加热 这
要: 研究 H 1 1 钢在激光宽带 扫描作 用下各 工艺 参数对淬 火层 的影响 , H 1钢显微硬 度进行 对 1
了测 量分 析 , H1 钢 不 同搭 接 量 进 行 了选 择 , 对 H 1 淬 火 硬 层 显 微 镜 组 织 进 行 了观 察 分 析 . 对 1 并 1钢 关键 词 : 1钢 ; 光 宽 带 扫 描 ; 艺 参 数 ; 火 层 H1 激 工 淬
6 0
安徽 大学 学报 (自然科学版 )
第3 2卷
度层 也是交 替 出现 的. 采用 连续 多道搭 接 时 , 若 考虑 热积 累效 应 , 引起 硬化 深度 增加 , 一定 时候 可能 会 到 出现熔 化 , 故应适 当变化 参数 , 激光输 出功率 逐渐 下降 , 扫描速 度逐 渐提 高 , 如 或 以保 持硬 化层深 度 和硬
J n ay 2 0 a u r 0 8
Vo. 2 No. 13 1
第3 2卷 第 1 期
HI 模 具 钢 激 光 宽 带 相 变 硬 化 处 理 1
周 健 , 李新 华 晏 红 辉 , 庆 定 , 吴
(. 1 中南林业科技大学 机 电学 院 , 湖南 长沙 400 ; 104 4 00 104) 2 中南林业科技 大学 材 料成型技术研究所 , . 湖南 长 沙 摘
激光 强化研 究具 有 很 广 泛 的 实 际 应 用 前 景 . 内 外 已经 有 很 多 相 关 的 报 道 , 取 得 了很 好 的经 济 效 国 并 益 . 文 利用 转 镜 扫描 技 术得 到 的线 光 斑 对 Hl 带 激光 淬火 , 本 l宽 用正 交 实验 法 对激 光 淬火 扫描 处 理 效 果 的最 大影 响 因素 ( V B) 行 实验方 案 设计 , P、 、 进 最后 对 实验 结 果 进行 研 究 分 析 比较 , 出最 佳 工艺 找 参数.
中 图 分 类 号 :G 5 .9 T 16 9 文献标识码 : A 文章 编 号 :00— 12 20 ) 1 0 5 0 10 2 6 (0 8 0 — 0 8— 4
H1 是 机械 制造 行业 中应 用较 广 的材料 , 1 它属 于热 作模 具 钢 , 有 强度 高 , 性 和韧 性 好 等 良好 的 具 塑 机械性 能 n-1但用 于制 造 高温 热作模 具 时表 面硬 度 稍低 , 2. 因此需 对 H l钢 的 表 面进行 强 化处 理 , 中 l 其
度 的均匀性 .
图 4显 示在 宽带 处理 中 2个不 同搭 接量 下 的搭接 带 硬 化 特征 , 图可 见 , 接 带 由于 回火 , 度 普 由 搭 硬 遍 降低 , 分别 在 4 0 V、9 H 1 H 3 8 V左右 , 仍 比基 体 高 , 但 随搭 接量 的增 加 , 接 带 硬化 层深 度 增 加 . 带 扫 搭 宽 描 搭接 率 为 1 % 时 , 0 搭接 带硬 化深 度 为 0 8m 且搭 接 处硬度 较 低 , . m, 当搭接 量增 加 到 2 %时 , 5 硬化 带 深
1 2 实验方 法 .
激光 处理 过程 是 1个 多 因素的 复杂过 程 , 合理 选 取工 艺参 数 是 热 处理 能 否 成 功 的关 键. 时 , 了 同 为
减少 实验 次数 , 排除 没必要 的实验 参数 . 验前 , 并 实 应先 用 正 交实 验 法对 激 光 淬火 处 理 效果 最 大影 响 因 素 ( V B) 行 实验方 案 的设 计 . P、 、 进 实验后 , 实验 结果 进 行分 析 比较 , 出 最佳 工 艺参 数 . 反 复试 验 对 找 经 正交 实验 方案 参数 如表 1 所示 .
1 实
验
1 1 材 Βιβλιοθήκη 及试 块 .试 样用 钢为 工业 用调 质钢 H1 , 1 为锻造 后 退火 状 态 . 1钢原 始 组 织 为珠 光 体 ( )+铁 素 体 ( )+ H1 P F 合金 碳 化物 , 1试块尺 寸 为 2 0 H1 1 mm× 0 5 mm× 0 m. 5m
收 稿 日期 :07— 9—1 20 0 4
基 金项 目: 中南林业科技大学青年科学基 金资助项 目( 7 6 00 B) 4 作者简 介: 周 健 (9 6一) 男 , 16 , 湖南衡 阳人 , 中南林业科技 大学 副教授 , 硕士
维普资讯
维普资讯