焊接、热处理工艺卡
管道焊接工艺卡
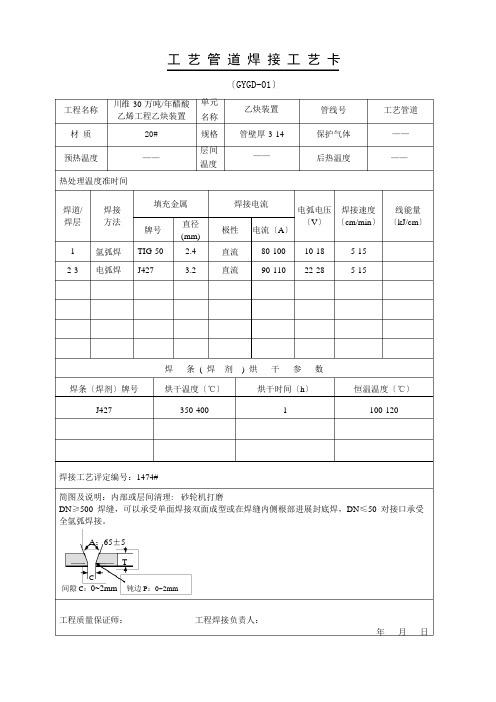
工程名称材 质预热温度川维 30 万吨/年醋酸乙烯工程乙炔装置20#——〔GYGD-01〕单元 乙炔装置 名称 规格 管壁厚 3-14层间 ——温度管线号保护气体后热温度工艺管道————-热处理温度准时间填充金属焊接电流电流〔A 〕焊条 ( 焊 剂 ) 烘 干 参 数焊条〔焊剂〕牌号J427焊接工艺评定编号:1474#烘干温度〔℃〕350-400 烘干时间〔h 〕1 恒温温度〔℃〕100-120简图及说明:内部或层间清理: 砂轮机打磨DN ≥500 焊缝,可以承受单面焊接双面成型或在焊缝内侧根部进展封底焊,DN ≤50 对接口承受全氩弧焊接。
A :65±5TC间隙 C :0~2mm 钝边P :0~2mm工程质量保证师: 工程焊接负责人:年月日焊道/ 焊接电弧电压 焊接速度 线能量 焊层方法 牌号 直径 (mm) 极性 〔V 〕 〔cm/min 〕 〔kJ/cm 〕 1 氩弧焊 TIG-50 2.4 直流 80-100 10-18 5-15 2-3电弧焊J4273.2直流90-11022-285-15工程名称材 质 预热温度川维 30 万吨/年醋酸乙烯工程 L245——〔GYGD-02〕单元 乙炔装置 名称 规格管壁厚 4-16层 间 ——温度管线号保护气体后热温度工艺管道————热处理温度准时间填充金属焊接电流电流〔A 〕焊条 ( 焊 剂 ) 烘 干 参 数焊条〔焊剂〕牌号J422焊接工艺评定编号:1543#烘干温度〔℃〕150-200 烘干时间〔h 〕1 恒温温度〔℃〕100-120简图及说明:内部或层间清理: 砂轮机打磨DN ≤50 对接口承受全氩弧焊接;DN ≥500 焊缝,可以承受单面焊接双面成型或在焊缝内侧根部进展封底焊。
A :65±5TC间隙 C :0~2mm钝边P :0~2mm工程质量保证师: 工程焊接负责人:年月日焊道/ 焊接电弧电压 焊接速度 线能量 焊层方法 牌号 直径 (mm) 极性 〔V 〕 〔cm/min 〕 〔kJ/cm 〕 1 氩弧焊 TIG-50 2.4 直流 90-110 12-18 8-12 2-n电弧焊J4223.2直流100-13020-287-12工程名称材 质预热温度川维 30 万吨/年醋酸乙烯工程0Cr18Ni9——〔GYGD-03〕单元 乙炔装置 名称 规格 管壁厚 2.8-6层间 温度100~150℃管线号保护气体后热温度工艺管道氩气 ——热处理温度准时间填充金属焊接电流〕 电流〔A 〕焊条 ( 焊 剂 ) 烘 干 参 数焊条〔焊剂〕牌号E308-16〔A102〕焊接工艺评定编号:1360#烘干温度〔℃〕150-200 烘干时间〔h 〕1 恒温温度〔℃〕100-120简图及说明:内部或层间清理: 砂轮机打磨 DN ≤50 对接口承受全氩弧焊接; A :65±5TC间隙 C :0~2mm 钝边P :0~2mm工程质量保证师: 工程焊接负责人:年月日焊道/ 焊接电弧电压 焊接速度 线能量焊层方法 牌号 直径 (mm) 极性 〔V 〕 〔cm/min 〕 〔kJ/cm1 氩弧焊 ER308 2.4 直流 70-110 10-20 5-10 2-n电弧焊E308-163.2直流80-12020-247-15工程名称材 质 预热温度川维 30 万吨/年醋酸乙烯工程 L320——〔GYGD-04〕单元 乙炔装置 名称 规格管壁厚 4-15层 间 ——温度管线号保护气体后热温度工艺管道————热处理温度准时间填充金属焊接电流电流〔A 〕焊条 ( 焊 剂 ) 烘 干 参 数焊条〔焊剂〕牌号J507焊接工艺评定编号:1402#烘干温度〔℃〕350-400 烘干时间〔h 〕1 恒温温度〔℃〕100-120简图及说明:内部或层间清理: 砂轮机打磨DN ≤50 对接口承受全氩弧焊接;DN ≥500 焊缝,可以承受单面焊接双面成型或在焊缝内侧根部进展封底焊。
焊接工艺卡,作业指导书(最新)
H08MnSiA(Φ2.5)
焊剂
/
2
每层焊道之间要进行清渣、打磨,若有明显缺陷应清除再施焊下一层。
焊条烘烤温度
350℃~400℃
3
盖面完成后,要清除焊缝表面飞溅、毛刺,并按规定打上焊工钢印代号.
焊条烘烤时间
2h
清根手段
预热温度
焊缝尺寸标准
预热保温方法
GB50236—2011
层间温度
焊后热处理
焊接规范参数
直流
反极
编制
审核
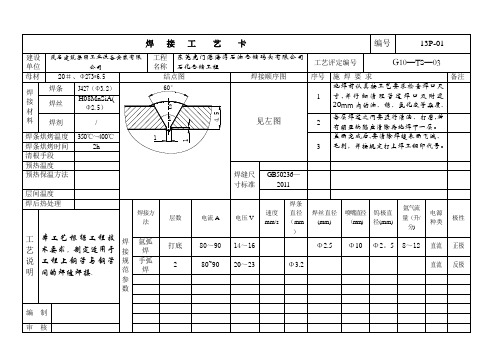
焊接工艺卡
编号
13P-08
建设单位
茂名建筑集团工业设备安装有限公司
工程名称
东莞虎门港海湾石油仓储码头有限公司石化仓储工程
工艺评定编号
G10—TS-03
母材
20#+20Ⅱ
结点图
焊接顺序图
序号
施焊要求
备注
焊接材料
焊条
J427(Φ2.5、3。2)
见左图
1
施焊前认真按工艺要求检查焊口尺寸,并仔细清理钢道及附近20mm内的油、锈、氧化皮等杂质.
焊接规范参数
焊接方法
层数
电流A
电压V
速度mm/s
焊条直径(mm)
焊丝直径(mm)
喷嘴直径(mm)
钨极直径(mm)
氩气流量(升/分)
电源种类
极性
工艺说明
本工艺根据工程技术要求,制定适用于工程上钢管与钢管间的焊缝焊接。
氩弧焊
打底
95~115
11~13
Φ2.5
Φ10
Φ2.5
8~10
直流
DCEN
手弧焊
2
100~120
焊接工艺卡表格模板

监理单位代表(签字):年月日
焊接分项工程综合质量验收评定表
Q.JDJ1/QEO-HJJ012
工程名称:编号:
分项工程名称
验评
单位
施工单位□
监理单位□
建设单位□
工程类别
验收批数
分批验收结论
验收抽查数
合格数
优良数
质量评定记录
评定项目
总焊口数
个
实检焊口数个
检验比例
%
评定抽查数
优良数
热处理人员资质:符合□ 不符合□
焊前质量检查
环境温度:℃符合□ 不符合□
工前练习合格与否符合□ 不符合□
坡口状况:符合□ 不符合□
其它:
焊接工艺检查
焊接材料型号:规格:烘烤温度及时间符合□ 不符合□
焊接方法:符合□ 不符合□
焊接机械:符合□ 不符合□
焊接电流:符合□ 不符合□
焊接层道数:符合□ 不符合□
记录人
备注
焊缝表面质量(观感)检查记录表
Q.JDJ1/QEO-HJJ007
工程名称:编号:
分项工程名称
工程类别
钢材牌号
焊丝
部件规格
焊条
焊工代号
焊缝总数
检
查
记
录
焊口编号
范围
接头
清理
焊缝
成型
表露
缺陷
缺陷处理情况
焊工签字
检查日期
检查
结论
自检确认意见:
班(组)长:年月日
施工作业单位复查意见:
二级质检员:年月日
2认真记录,填写整洁、完整,严禁乱划。
3每半小时记录一次。
4每半小时到热处理现场巡查一次。
焊接工艺卡格式
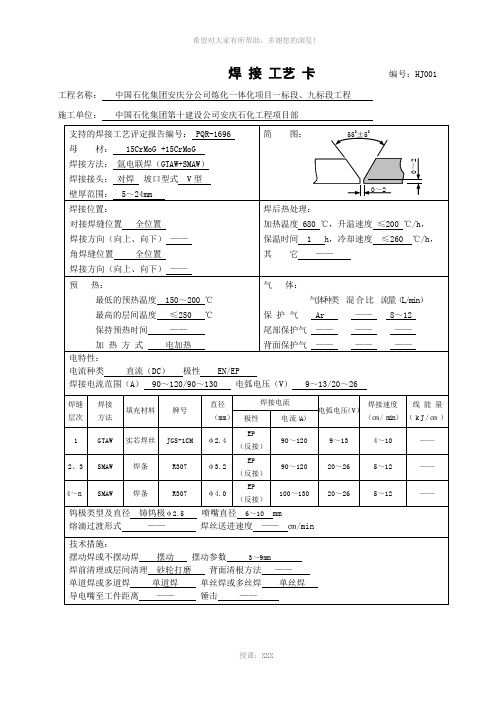
焊接工艺卡编号:HJ001工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部
焊接工艺卡编号:HJ002工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部
焊接工艺卡编号:HJ003工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部
焊接工艺卡编号:HJ004 工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部
(注:可编辑下载,若有不当之处,请指正,谢谢!)。
焊接工艺卡片

焊接工艺卡制造单位名称:理工大学编号:01 焊接工艺评定报告编号:01 接头名称:LNG储罐筒体纵环焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号0Cr18Ni9与钢号0Cr18Ni9相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 H0Cr20Ni10φ1.65.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A 2.焊接电压 18-24V3.焊接速度 15-18cm/min 4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.6mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:理工大学编号:02 焊接工艺评定报告编号:02 接头名称:LNG储罐封头与筒体环焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号0Cr18Ni9与钢号0Cr18Ni9相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 H0Cr20Ni10φ1.65.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3. 焊缝层数 34. 焊接道数6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:理工大学编号:03 焊接工艺评定报告编号:03 接头名称:LNG储罐外筒体环纵焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流正接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:04 焊接工艺评定报告编号:04接头名称:LNG储罐外封头与外筒体环焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流正接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 34.焊接道数6编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:05 焊接工艺评定报告编号:05 接头名称:LNG储罐接管与筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号0Cr18Ni9相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:06 焊接工艺评定报告编号:06 接头名称:LNG储罐接管与外筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3. 焊缝层数 24. 焊接道数3编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:07 焊接工艺评定报告编号:07 接头名称:LNG储罐接管与封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号0Cr18Ni9相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:08 焊接工艺评定报告编号:08接头名称:LNG储罐接管与外封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6. 加热温度围—7. 保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2. 填丝方式自熔√填丝—丝径1.5mm3. 焊缝层数 24. 焊接道数3编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:09 焊接工艺评定报告编号:09 接头名称:LNG储罐人孔与筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号0Cr18Ni9相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6. 加热温度围—7. 保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:10 焊接工艺评定报告编号:10接头名称:LNG储罐人孔与外筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 CO2(80%)Ar(20%)9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 24.焊接道数3编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:11 焊接工艺评定报告编号:11 接头名称:LNG储罐人孔与封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号0Cr18Ni9相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流正接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3. 焊缝层数 34. 焊接道数 6编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:12 焊接工艺评定报告编号:12 接头名称:LNG储罐人孔与外封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 CO2(80%)Ar(20%)9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 34.焊接道数6编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:13 焊接工艺评定报告编号:13 接头名称:LNG储罐接管与法兰焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 CO2(80%)Ar(20%)9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:14 焊接工艺评定报告编号:14接头名称:LNG储罐接管与法兰焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 CO2(80%)Ar(20%)9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 24.焊接道数3编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:15 焊接工艺评定报告编号:15 接头名称:LNG储罐支座和筒体焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号0Cr18Ni9相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:16 焊接工艺评定报告编号:16 接头名称:LNG储罐支座和外筒体焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 CO2(80%)Ar(20%)9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 34.焊接道数6编制王鑫榆校对审核日期日期日期。
焊接热处理工艺卡、操作记录、工作统计表、质量评价表
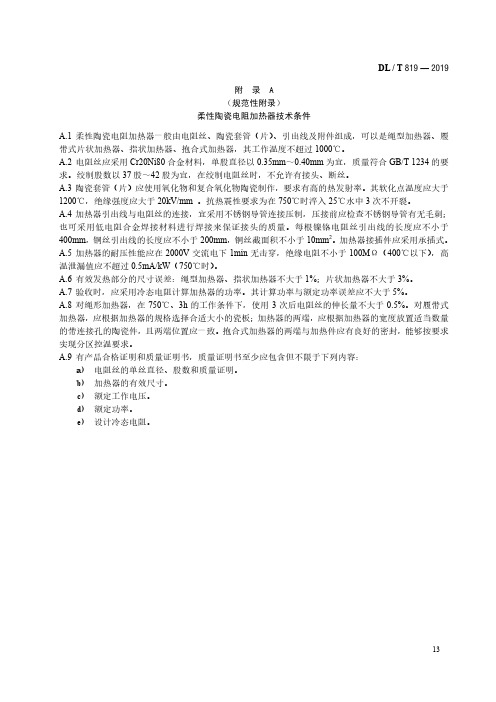
DL / T819 — 2019附 录 A(规范性附录)柔性陶瓷电阻加热器技术条件A.1 柔性陶瓷电阻加热器一般由电阻丝、陶瓷套管(片)、引出线及附件组成,可以是绳型加热器、履带式片状加热器、指状加热器、抱合式加热器,其工作温度不超过1000℃。
A.2 电阻丝应采用Cr20Ni80合金材料,单股直径以0.35mm~0.40mm为宜,质量符合GB/T 1234的要求。
绞制股数以37股~42股为宜,在绞制电阻丝时,不允许有接头、断丝。
A.3 陶瓷套管(片)应使用氧化物和复合氧化物陶瓷制作,要求有高的热发射率。
其软化点温度应大于1200℃,绝缘强度应大于20kV/mm 。
抗热震性要求为在750℃时淬入25℃水中3次不开裂。
A.4 加热器引出线与电阻丝的连接,宜采用不锈钢导管连接压制,压接前应检查不锈钢导管有无毛刺;也可采用低电阻合金焊接材料进行焊接来保证接头的质量。
每根镍铬电阻丝引出线的长度应不小于400mm,铜丝引出线的长度应不小于200mm,铜丝截面积不小于10mm2。
加热器接插件应采用承插式。
A.5 加热器的耐压性能应在2000V交流电下1min无击穿,绝缘电阻不小于100MΩ(400℃以下),高温泄漏值应不超过0.5mA/kW(750℃时)。
A.6 有效发热部分的尺寸误差:绳型加热器、指状加热器不大于1%;片状加热器不大于3%。
A.7 验收时,应采用冷态电阻计算加热器的功率。
其计算功率与额定功率误差应不大于5%。
A.8 对绳形加热器,在750℃、3h的工作条件下,使用3次后电阻丝的伸长量不大于0.5%。
对履带式加热器,应根据加热器的规格选择合适大小的瓷板;加热器的两端,应根据加热器的宽度放置适当数量的带连接孔的陶瓷件,且两端位置应一致。
抱合式加热器的两端与加热件应有良好的密封,能够按要求实现分区控温要求。
A.9 有产品合格证明和质量证明书,质量证明书至少应包含但不限于下列内容:a) 电阻丝的单丝直径、股数和质量证明。
焊接工艺卡000002)

焊接工艺卡焊接工艺卡临河发电有限责任公司焊接工艺卡临河发电有限责任公司焊接工艺卡临河发电有限责任公司焊接工艺卡项目名称B电动给水泵出口母管放水门更换工艺卡编号2012-006 焊接方法:GTAW 接头形式对接坡口示意图:坡口形式符号横截面焊接形式坡口尺寸(mm)b30-50 0-4母材:型号或牌号母材规格母材1 管道 20# Φ32×3母材2 管道 20# DN25填充金属:型号或牌号规格(φ)焊丝TIG-J50 2.5电特性:焊层焊接方法填充金属电流型号或牌号规格(φ)种类极性范围(A)全部GTAW TIG-J50 2.4 直流正接80-110预热及焊后热处理:预热温度(℃)焊前清理方法电磨或角向磨光机层间温度(℃)焊接速度为55-80mm/min后热、冷却速度(℃)/min 氩气流量10-15L/min焊后热处理温度:保温时间:焊后无损检验方法100%RT 执行标准操作技术要求1焊接前应将坡口内、外侧15~20mm范围内的油、漆、垢、锈、毛刺等清理干净,直至发出金属光泽。
2坡口的局部间隙过大时,应设法修整规定的尺寸,严禁在间隙内填金属物, 坡口的制备采用机械加工方法为宜3焊接采用手工钨极氩弧焊。
4采用双V型坡口,组对间隙为3~4mm,局部间隙过大时,应设法修整到规定尺寸,严禁在间隙内加填塞物;钝边尺寸为1~2mm6 焊后进行RT检验。
编制审核批准临河发电有限责任公司焊接工艺卡项目名称C电动给水泵出口母管放水门更换工艺卡编号2012-007 焊接方法:GTAW 接头形式对接坡口示意图:坡口形式符号横截面焊接形式坡口尺寸(mm)b母材:型号或牌号母材规格母材1 管道 20# Φ32×3 母材2 阀门 20# DN25填充金属:型号或牌号规格(φ)焊丝TIG-J50 2.4电特性:焊层焊接方法填充金属电流型号或牌号规格(φ)种类极性范围(A)全部GTAW TIG-J50 2.4 直流正接80-110预热及焊后热处理:预热温度(℃)焊前清理方法电磨或角向磨光机层间温度(℃)焊接速度为55-80mm/min后热、冷却速度(℃)/min 氩气流量10-15L/min焊后热处理温度:保温时间:焊后无损检验方法100%RT 执行标准操作技术要求5焊接前应将坡口内、外侧15~20mm范围内的油、漆、垢、锈、毛刺等清理干净,直至发出金属光泽。
焊接工艺卡格式

焊接工艺卡格式 Last updated on the afternoon of January 3, 2021
焊接工艺卡编号:HJ001工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部
焊接工艺卡编号:HJ002工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部
焊接工艺卡编号:HJ003工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部
焊接工艺卡编号:HJ004 工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部。
管道焊接工艺卡模板

5.焊后清理,外观检查
焊接位置
水平固定/垂直固定
焊接方法
SMAW
母材
316L
焊接材料
牌号
规格
烘干温度
烘烤时间
定量
A132
Φ3.2
350
1h
10Kg
焊接参数
热处理方法及工艺要求
母材
焊道数
焊接方法
焊接材料
焊材规格
极性
焊接电流(A)
焊接电压
焊接速度
316L
1
SMAW
CHS022
Φ3。2
反接
90~100
20~22
8~14
316L
1
SMAW
CHS022
Φ3。2
反接
90~120
20~22
6~12
审核:编制:
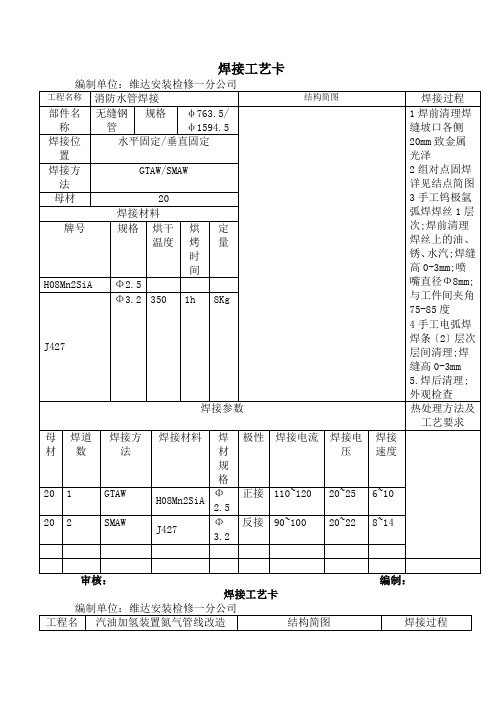
焊接工艺卡
编制单位:维达安装检修一分公司
工程名称
消防水管焊接
结构简图
焊接过程
部件名称
无缝钢管
规格
φ76*3。5/φ159*4。5
1焊前清理焊缝坡口各侧20mm致金属光泽
2组对点固焊详见结点简图
3手工钨极氩弧焊焊丝1层次,焊前清理焊丝上的油、锈、水汽,焊缝高0—3mm,喷嘴直径Ф8mm,与工件间夹角75-85度
焊接电压
焊接速度
20#
1
GTAW
H08Mn2SiA
Φ2.5
正接
110~120
20~25
6~10
20#
2
SMAW
J427
Φ3。2
反接
90~100
20~22
8~14
焊接工艺卡
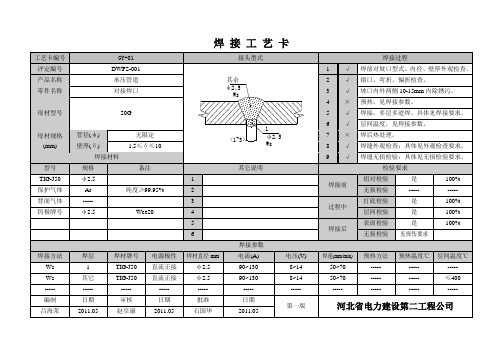
√
焊接,多层多道焊。具体见焊接要求。
6
√
层间温度,见焊接参数。
母材规格(mm)
管径(φ)
无限定
7
×
焊后热处理。
壁厚(δ)
1.5≤δ<13
8
√
焊缝外观检查:具体见外观检查要求。
焊接材料
9
√
焊缝无损检验:具体见无损检验要求。
型号
规格
备注
其它说明
检验要求
TIG-R30
φ2.5
1
焊接前
组对检验
是
100%
保护气体
壁厚(δ)
9≤δ≤24
8
√
焊缝外观检查:具体见外观检查要求。
焊接材料
9
√
焊缝无损检验:具体见无损检验要求。
型号
规格
备注
其它说明
检验要求
E5015
φ3.2
1
焊条要根据说明书进行烘焙,不得重复
焊接前
组对检验
是
100%
E5015
φ4.0
烘干。
无损检验
-----
-----
2
焊条在使用时要装入保温温度为80-110度
母材型号
20G
4
×
预热,见焊接参数。
5
√
焊接,多层多道焊。具体见焊接要求。
6
√
层间温度,见焊接参数。
母材规格(mm)
管径(φ)
φ≥66.5
7
×
焊后热处理。
壁厚(δ)
7.5≤δ≤20
8
√
焊缝外观检查:具体见外观检查要求。
焊接材料
9
√
焊缝无损检验:具体见无损检验要求。
热处理工艺卡

热处理工艺卡工程项目国电英力特宁东 2×330MW 机组热电联产工程工件名称后烟井下环形集箱焊口编号1W217-2 1~6管子规格Φ 324×55热处理方法 柔性陶瓷电加热管子材质SA106B日期2011.06.27预热温度: Ws:150℃;Ds:180℃升温速度:110℃/h,恒温温度:630℃,恒温时间:2.25h,降温速度:110℃/h焊接热处理简图温度℃150~200℃ 100~150℃630℃/2.25h 110℃/h110℃/h300 ℃ 以 下 可不控温氩弧焊电弧焊热处理升温、恒温、降温时间 h1、热电偶布置图:焊口均为吊口(5G)用一组 2 片 500×400 的履带式 加热器加热,每片 10KW,每片加热器用一只热电偶控温。
2、用储能式点焊机将热电偶电焊于焊缝中间如图所示的位置 ,且在热电偶丝点焊端用 4cm2 大小保温棉把热电偶与加热器 隔绝,保证测温准确可靠。
3、保证加热器紧贴管道外壁,用 16#铁丝将加热器紧固 3~5 圈。
加热器不能重叠、交叉,且金属材料不得与加热丝相接触。
4、补偿导线与热电偶线连接时,必须保证极性正确,连接可靠。
5、保温宽度每侧不得小于管子壁厚的 5 倍,最少比加热器增 宽 100mm,以减少温度梯度。
6、热处理过程中定期巡视,发现问题及时处理。
严格按工艺卡要求进行施工,走安全通道,高空作业系挂好安全带,热处理结束及时打扫场 地,做到工完、料尽、场地清。
做好热处理全过程温度记录,及时进行硬度检验。
制卡人热处理负责人热处理工艺卡工程项目国电英力特宁东 2×330MW 机组热电联产工程工件名称后烟井上集箱焊口编号1W217-1 1~4管子规格Φ 324×50热处理方法 柔性陶瓷电加热管子材质SA106B日期2011.06.27预热温度: Ws:150℃;Ds:180℃升温速度:120℃/h,恒温温度:630℃,恒温时间:2h,降温速度:120℃/h焊接热处理简图温度℃150~200℃ 100~150℃630℃/2h 120℃/h120℃/h300 ℃ 以 下 可不控温氩弧焊电弧焊热处理升温、恒温、降温时间 h1、热电偶布置图:焊口均为吊口(5G)用一组 2 片 500×400 的履带式 加热器加热,每片 10KW,每片加热器用一只热电偶控温。
P91焊接工艺卡

工艺卡名称编号
LR-22
焊接方法
母材
焊接方法
氩弧焊打底电弧焊盖面
牌号
自动化程度
手工
厚度
20mm
钨极型号规格
铈钨极Ф2.5
管径
Φ273
焊接热处理
保护气体
预热温度
200~250℃
气体种类
氩气
层间温度
250~300℃
气体流量
8~12L/min
后热温度
750~770℃
纯度
>99.95%
时间范围
焊接工艺参数:
焊接位置
焊层
焊接方法
焊条(丝)
焊接电流
电弧电压(V)
焊接速度范围(mm/min)
型(牌)号
直径(mm)Βιβλιοθήκη 极性电流(A)水平固定
打底层
Ws
ER90s-B9
Φ2.4
正接
90~110
10~20
60~80
盖面层
D
E9015-B9
Φ3.2
反接
120~130
21~27
120~160
垂直固定
打底层
Ws
ER90s-B9
Φ2.4
正接
90~110
10~20
60~80
盖面层
D
E9015-B9
Φ3.2
反接
12~130
21~27
120~160
焊缝外观要求:
焊缝
焊缝宽度
余高
余高差
要求
正面
比坡口每侧增宽<2
0~3
≤2
焊缝应均匀、整齐、平滑
反面
≤3
P91管道焊接热处理曲线示意图
钢结构焊接工艺卡
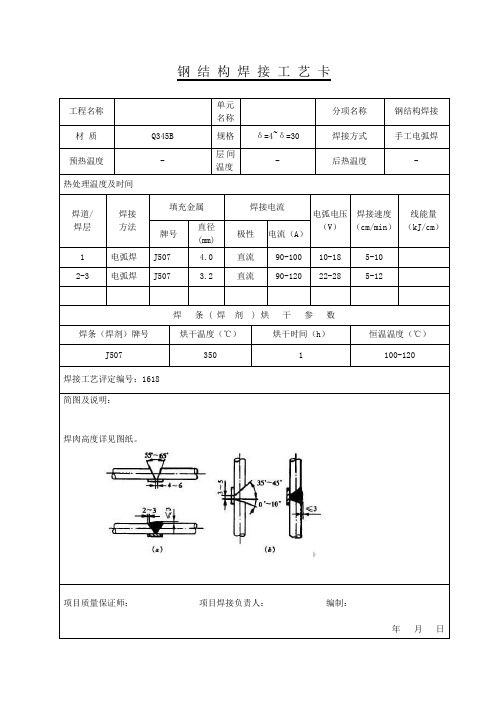
工程名称单元名称分项名称钢结构焊接材质Q345B 规格δ=4~δ=30 焊接方式手工电弧焊预热温度- 层间温度- 后热温度-热处理温度及时间焊道/ 焊层焊接方法填充金属焊接电流电弧电压(V)焊接速度(cm/min)线能量(kJ/cm)牌号直径(mm)极性电流(A)1 电弧焊J507 4.0 直流90-100 10-18 5-102-3 电弧焊J507 3.2 直流90-120 22-28 5-12焊条 ( 焊剂 ) 烘干参数焊条(焊剂)牌号烘干温度(℃)烘干时间(h)恒温温度(℃)J507 350 1 100-120焊接工艺评定编号:1618简图及说明:焊肉高度详见图纸。
项目质量保证师:项目焊接负责人:编制:年月日工程名称单元名称分项名称钢结构焊接材质Q235B 规格角焊缝焊接方式手工电弧焊预热温度- 层间温度- 后热温度-热处理温度及时间焊道/ 焊层焊接方法填充金属焊接电流电弧电压(V)焊接速度(cm/min)线能量(kJ/cm)牌号直径(mm)极性电流(A)1 电弧焊J422 4.0 直流90-100 10-18 5-102-3 电弧焊J422 3.2 直流90-120 22-28 5-12焊条 ( 焊剂 ) 烘干参数焊条(焊剂)牌号烘干温度(℃)烘干时间(h)恒温温度(℃)J422 150 1 100-120焊接工艺评定编号:1674简图及说明:项目质量保证师:项目焊接负责人:编制:年月日T型接头和角型接头钢结构焊接工艺卡。
热处理工艺卡

预热 焊接
审核:
最终热处理
时间 (h)
批准:
材质
安徽电力建设第二工程公司
热处理工艺卡
SA-335T/P91 预热
APCC2-RCL-004
依据的 PQR 编号 APCC-PQR-074,115
加热方法
电阻加热(火焰加热)
升温速度 ≤6250/δ℃/h(δ=管子壁厚)
预热温度 测温方法
150~300℃
加热措施
加热宽度应从对口中心开始,每侧不少于焊件厚度的 3 倍,且不小于 100mm。
其他要求
当管子外径小于 219mm 且壁厚小于 20mm 时,预热加热方法可采用火焰加热。
后热
(当壁厚≥70mm 时,焊接至 20mm 后进行根层探伤前或厚壁管中断焊接后)
加热温度
300~400℃
恒温时间
2h
焊后热处理
审核:
批准:
安徽电力建设第二工程公司
热处理工艺卡
APCC2-RCL-005
依据的 PQR 编号
材质
SA-335P11 与 12Cr1MoVG
APCC-PQR-099
预热
加热方法
电阻加热
升温速度 ≤6250/δ℃/h(δ=筒身壁厚)
预热温度
150~250℃
层间温度
150~300℃
测温方法
K 型热电偶测温,热电偶捆扎在坡口边缘。
后热
(当壁厚≥70mm 时,焊接至 20mm 后进行根层探伤前或厚壁管中断焊接后)
加热温度
300~400℃
恒温时间
2h
焊后热处理
壁厚δ 升降温速度℃/h 恒温温度℃
恒温时间 h
加热宽度 mm 保温宽度 mm
管道焊接工艺卡
20
焊接材料
牌号
规格
烘干温度
烘烤时间
定量
H08Mn2SiA
Φ2.5
J427
Φ3.2
350
1h
焊接参数
热处理方法及工艺要求
母材
焊道数
焊接方法
焊接材料
焊材规格
极性
焊接电流
焊接电压
焊接速度
20
1
GTAW
H08Mn2SiA
Φ2.5
正接
110~120
20~25
6~10
20
2
SMAW
J427
Φ3.2
反接
90~100
焊接电压
焊接速度
20
1
GTAW
H08Mn2SiA
Φ2.5
正接
110~120
20~25
6~10
20
2
SMAW
J427
Φ3.2
反接
90~100
20~22
8~14
审核:编制:
焊接工艺卡
编制单位:维达安装检修一分公司
工程名称
汽油加氢装置氮气管线改造
结构简图
焊接过程
部件名称
无缝钢管
规格
φ1595.5/φ895.5
4手工电弧焊焊条〔2〕层次层间清理;焊缝高0-3mm
5.焊后清理;外观检查
焊接位置
水平固定/垂直固定
焊接方法
GTAW/SMAW
母材
20
焊接材料
牌号
规格
烘干温度
烘烤时间
定量
H08Mn2SiA
Φ2.5
J427
Φ3.2
350
1h
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接热处理工艺卡
精品
工艺曲线图:
注意事项:
1. 在加热范围内任意两点的温差应小于
50℃;
2. 保温厚度以40~60mm 为宜;
3. 升、降温时,300℃以下可不控温;
4. 焊后热处理必须在焊接完毕后24h 内进行。
编制 日期
审批
日期
焊接施工工艺卡
企业名称:安徽电力建设第二工程公司 设计卡编号:APCC-GD-WPS-001
产品名称:P91中大口径管焊接工艺卡 所依据的工艺评定报告编号:APCC-PQR-115 焊接位置:2G 、5G 、6G
自动化程度:手工焊 母 材
坡
口 简
类号 B 级号 Ⅲ 与 类号 B 级号 Ⅲ 钢号 SA335-P91 与
母材厚度范围:√对接接头 角接接头 70mm 焊缝金属厚度范围:δ≤h ≤δ+4mm 管子直径范围:√对接接头 角接接头 φ406 其 他: / 坡口检查 √外观检查VT √着色PT 磁粉MT
装配点焊 √手工焊Ds 氩弧焊Ws 二氧化碳气体焊Rb 焊材要求
√焊丝清洁 √焊条烘焙 焊剂温度
焊前预热: 火焰预热 √电阻预热 预热温度:150~200℃
层间温度:200~300℃
焊嘴尺寸: M10×L65×φ6 钨极型号/尺寸: Wce-20,φ2.5 焊接技术: 导电嘴与工件距离: / 清理方法: 机械法清理 无摆动或摆动焊: 略摆动 焊接方向: 由左至右、由下至上
工 艺 参 数
层 道 次
焊接方法
焊材
极
性
焊接参数
焊剂或
气体
保护气体流量L/Min 背面保护气体流 量L/Min 气体后拖
保护时间S 牌号
规
格
(mm )
电流(A ) A
电压
(V ) 焊速
mm/Min
150~250
200~300
≤300℃
温度(℃)
时间 6(h ) 80~100℃/2
≤90℃/h
≤90℃/h
750~770℃
如有侵权请联系告知删除,感谢你们的配合!
精品。