模具公差标准
模具零件公差标准

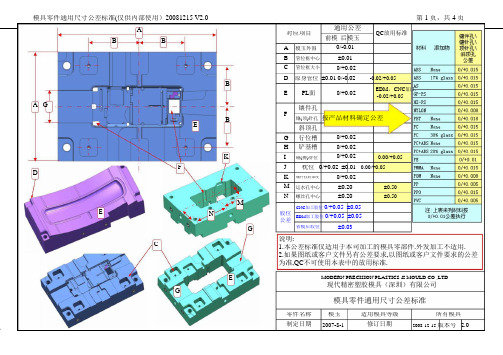
A通用公差前模 后模玉0/-0.01 对应项目QC 放用标准BBA 模玉外围B C管位框中心 管位框大小±0.01 0/+0.02D 原身管位 ±0.01 0/-0.02 -0.02/+0.05BBEDM ,CNC 加工 -0.02/+0.05E FPL 面 0/+0.02A G镶件孔镶(顶)针孔 按产品材料确定公差斜顶孔 EG HI J K M N行位槽 铲基槽0/+0.02 0/+0.02 0/+0.02 K碰(擦)穿位0.00/+0.05F枕位 0/+0.02 ±0.01 0.00/+0.05D0/+0.02 镶件挂肩深度运水孔中心 螺丝孔中心±0.20 ±0.20±0.50 ±0.50 MCNC 加工胶位 0/+0.05 ±0.05 EDM 加工胶位 0/+0.05 ±0.05EN胶位 公差G省模后胶位±0.03说明:C1.本公差标准仅适用于本司加工的模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差 为准,QC 不可使用本表中的放用标准.EMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司G模具零件通用尺寸公差标准零件名称 制定日期模玉适用模具等级 修订日期所有模具2007-8-12008-12-15 版本号 2.0QC 放用 标准对应项目通用公差BBA CORE 外形 0/-0.01B 镶件外形 0/-0.01C 镶件外形 +0.02/+0.05D 镶件斜度 ±0.05° A0~-0.1EF0/+0.01 0/+0.01顶针槽 G 挂肩高度 0/-0.010/+0.02 0/+0.05 A0/+0.02 F普通 磨床加工胶位 尺寸 CNC 加工胶位 胶位 EDM 加工胶位±0.05 ±0.05EBB说明:BD1.本公差标准仅适用于本司加工的 模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要 求,以图纸或客户文件要求的公差 为准,QC 不可使用本表中的放用标 准.E FGEBBMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司BCB模具零件通用尺寸公差标准GBB零件名称 CORE/镶件 适用模具等级 制定日期 2007-8-1 修订日期 所有模具 C版本号 2.02008-12-15模具零件通用尺寸公差标准(仅供内部使用)20081215 V2.0B:深度第 3 页,共 4 页 对应项目通用公差 QC 放用标准A 0/+0.02 0/+0.02 0/-0.01 0/-0.010/-0.01 0/-0.010/-0.01 0/-0.01 0/-0.1 0/+0.03 0/+0.03镶件管位框大小 镶件管位框深度EKLBAD D C 行位高度 D 行位外围E 镶件管位高度F 镶件管位外围 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02-0.05/-0.1KAFG FG 镶件外围H 压板宽度I 压板长度 CL CJ 压板高度 +0.01/+0.02 +0.01/+0.03SK 铲机外围 L 铲机高度 0/-0.02 0/-0.05 0/-0.01 +0.02/+0.10 0/-0.01 0/-0.01 0/-0.01 0/+0.01 0/-0.02 0/-0.03 0/-0.1 DOM N 斜顶 斜顶0/-0.02QRHIO 斜顶大小P MN P斜顶扣\导向块0/-0.05 0/+0.02PQ 斜顶扣 O R 斜顶扣 S 导向块 SJW:0/+0.02HT 导向块 +0.03/+0.05 UUU 耐磨板外围0/-0.1V 耐磨板厚度 +0.02/+0.05SMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司T UVSP模具零件通用尺寸公差标准说明: 1.本公差标准仅适用于本司加工的模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差 为 准,QC 不可使用本表中的放用标准.零件名称 行位\斜顶 适用模具等级 制定日期 2007-8-1 修订日期所有模具 版本号2.02008-12-15模具零件通用尺寸公差标准(仅供内部使用)20081215 V2.0 第 4 页,共 4 页对应项目 A 基准孔到框中心 通用公差±0.01 C :框底与模 胚背面高度BB 精框长宽尺寸 +0.01/+0.03C 框底到反面高度0/+0.02 0/-0.02 0/+0.02 0/+0.05 ±0.20 D E FG H I JA\B 板总厚度 C 板高度 撑头高度 D限位柱高度 回针长度 B0/+0.02 0/+0.02 ±0.01顶针底板厚度 垃圾钉高度AA注:1.未注公差按IQC 模胚验收标准.2.模胚高度方向所有尺寸以框底拿数3.本公差标准同样适用于外发全(半)加工. 2.如果图纸或客户文件另有公差要求,以图纸或 客户文件要求的公差为准.HGMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司FEI模具零件通用尺寸公差标准零件名称模胚适用模具等级所有模具J制定日期 2007-8-1 修订日期 2008-12-15 版本号 2.0。
模具设计公差标准

页 次:
7 / 11
模仁上滑块槽宽及滑块槽深的公差标准 Copyright © BYD Corporation
文件名称: 文件属性:
模具设计公差标准
系统文件
版次/ 修订状态:
B/1
6.7 顶针孔与镶件孔位置度公差标准:
文件编号: 1-T-AD-06002
页 次:
8 / 11
顶针孔中心到模仁中心公差±0.02 镶件孔中心到模仁中心公差±0.01
2、 适用范围: 第三事业部模具部
3、 参考文件 无
4、 定义 无。
5、 职责 5.1 设计科: 5.1.1 模具部公差标准的制订、发行、维护、更新; 5.1.2 公差标准的培训、推行; 5.2 品质科: 5.2.1 依据模具公差标准执行品质检测; 5.3 计划科: 5.3.1 依据公差标准,评估合适精度的机台加工,拟订工艺; 5.4 编程科: 5.4.1 依据公差标准,编写合适的CNC加工程式; 5.5 各加工科: 5.5.1 依据公差标准,执行加工;
文件名称: 文件属性:
模具设计公差标准
系统文件
版次/ 修订状态:
B/1
6.2 滑块槽公差标准:
文件编号: 1-T-AD-06002
页 次:
4 / 11
滑块槽中心距模板中心公差±0.01
耐磨板底面
开框底面(Z 方向)基准)
6.3 滑块束块公差标准: 斜面起点与基准面共面
槽的深度50mm以下垂直度≤0.01 滑块束块槽中心到模板中心±0.0.01
深度(H)
1-50 精框尺寸精度 L≤300mm
长度(L)
+0.02 0
宽度(W)
+0.02 0
深度(H)
模具零件公差标准及表面粗糙度规范
模具零件公差标准及表面粗糙度规范————————————————————————————————作者: ————————————————————————————————日期:ﻩ文件類別三階文件生效日期模具零件公差標准及表面粗糙度規范會簽部門部門名稱簽認部門名稱簽認□ 工程中心□烤漆□ 總管理處□組立□ 品客□資材□ 業務□采購□ 生技□ 稽核室□ 塑膠□ 研發□ 塑模□ 沖壓□ 沖模核准管理者代表審核經辦主管制定版次變更履歷頁次/章節發行日期修訂前修訂后二增加拋光等級與放電深度規范4、5頁附錄二.模具零件公差標准及表面粗糙度規范一.公差對照表零件類型尺寸類型公差規格尺寸類型公差規格尺寸類型公差規格模板開框尺寸0~300MM+0.02 -0.02開框尺寸301~570MM+0.03-0.03開框深度-0-0.05深度垂直度100:0.03長寬垂直度100:0.01輔助定位器開框+0.0 2+0斜導柱裝配孔+0.04+0.02拉料針與剝料板配合孔+0.02+0.01頂針沉頭+0.03+0有斜頂結構的模板公模板厚+0.0 5+0下頂針板厚+0.05+0模腳高度+0.05+0有熱澆道的模板母模板厚+0.05+0流道托板厚-0-0.05模仁長寬尺寸0~300MM+0.03+0長寬尺寸301~570MM+0.1+0模仁厚度+0.3 +0.1模仁靠破凹面+0.015+0模仁靠破凸面-0-0.015入子長寬尺寸-0-0.01模仁插破凹面+0.015+0模仁插破凸面-0-0.015頂針孔+0.0 2+0.01入子孔+0.02+0.01斜頂孔+0.02+0.01滑塊T扣高度-0.02-0.04壓條寬度-0.0 2-0.03斜頂斜頂本體尺寸-0-0.01T扣高度-0.01-0.02耐磨板耐磨板長寬-0.2-0.3耐磨板高度+0. 1+0.05滑塊束塊定位段長寬-0.04-0.02高度尺寸+0.6+0.5斜頂導板斜頂導板長寬-0-0.02高度尺寸-0.0 5-0.1斜頂孔+0.02+0.01斜頂滑座斜頂滑座長寬-0.02-0.04高度尺寸+0.2+0.1T槽高度+0.02+0.01拉杆,頂針,螺絲過孔直徑+0.1-0.1x. +0.025-0.025 x.°+0.5°-0.5°.x +0.10-0.10 .x°+0.1°-0.1°.xx +0.01-0.01 .xx°+0.05°-0.05°.xxx +0.005-0.005二.零件表面粗造度遵照以下表面粗糙度要求,詳細要求見圖面說明:零件類型表面類型表面粗造度表面類型表面粗造度表面類型表面粗造度模板模胚外有面3.2a開框3.2a 過孔6.3a鉸孔 1.6a模仁外六面 1.6a 型腔面 1.6a 靠破,插破面 3.2a頂針孔 1.6a 入子孔3.2a 斜頂孔 1.6a 滑塊滑配面0.8a型腔面1.6a 其它面 3.2a斜頂滑配面0.8a 型腔面1.6a 其它面 3.2a耐磨板滑配面0.8a 其它面3.2a束塊熱處理零件表面0.8a非熱處理零件表面3.2a放電深度與拋光對照表:項目參數對比拋光等級200#400#600# 800# 1000# 1200# 1500# 鏡面放電要求27 27 24 24 21 211812或鏡面放電三.模具型腔拋光規范零件分類(表面要求及產品材質)注釋拋光要求備註客戶要求依圖面依圖面其余依以下標准外觀面一級外觀面產品最外層面,觸摸面,噴漆面1000#~1200#熱處理材料可采用更高拋光等級二級外觀面內裝件表面、翻轉面、滑配面600#~1000#內裝面一級內裝面通風面、需拆裝之零件內面400#~800#導風管采用高的拋光等級二級內裝面非以上規定不超過200# 以去除刀紋或放電紋為准透明類需透光之表面1200#以上拋亮面預硬鋼不可超過1200# 玻纖類含玻纖材料的模面最低要求1000#Rib 所有加強筋600#~1000#根據RIB的深度而定咬花需咬花的模面最低要求600#,比對備注欄咬花與拋光級別對照表TEXTURE DEEP. 拋光MT11000 0.01 1000#MT11010 0.025 600#MT11020 0.038 600#MT11030 0.051 800#MT11040 0.076 1000#MT11050 0.114 1000# 鏡面客戶要求3000#以上流道進膠系統800#~1200#流道越小拋光等級越高800600120150200鏡四.零件標注范例:1.斜梢標注規范70``1范例一范例二范例三2.斜頂導板標注規范3.耐磨板標注規范4.斜頂滑座標注規范5.斜梢連接杆標注規范6.斜梢頂杆標注規范圓形頂杆方形頂杆7.頂針類標注規范圖1司笥圖2扁頂針R1圖3 直身頂針圖4 頂杆圖5 頂塊8.中央導軌標注規范(1)中央導軌兩面加有斜度形式(2)中央導軌兩面成直邊形式9.滑塊座標注規范圖1圖210.壓條標注規范(1)普通壓條的標注規范(2)”7”字形壓條的標注規范11.滑塊束塊標注規范圖1圖2圖312.斜撐梢標注規范圖1拔杆圖2 斜撐梢五.裝配孔加工公差范例:1. 頂針類適用圖1 直身頂針孔圖2 有托頂針孔圖2扁頂針孔2.鑲針適用3.日期章組件適用4.TS排氣元件適用5.斜導柱適用圖圖2 螺絲安裝型斜導柱適用圖3 方形斜導柱適用6.楔緊塊適用圖1 帶肩型楔緊塊適用圖2 嵌入型楔緊塊適用7.帶斜導柱孔型斜楔適用圖1圖2圖38.滑塊壓條適用圖1無導槽型壓條適用圖2導槽型壓條適用(導槽高5~8mm)圖2導槽型壓條適用(導槽高15mm)9.滑塊導軌適用圖1 中心導軌適用圖2 雙導槽型導軌適用10.澆口套適用圖1 螺栓型澆口套適用圖2 JIS_A型澆口套適用圖3螺栓型錐面澆口套適用11.拉料銷適用圖1圖2 12.精定位適用圖1錐面精定位銷組件適用圖2 錐面精定位塊組件適用圖3精定位塊組件適用。
模具零件公差与配合尺寸标注标准(试行版)
5、重要配合尺寸的形位公差选用5~7级。
6、粗糙度:外观面~。配合、滑动面等~。
6、上述配合公差及等级为一般精度模具。
7、一般配合尺寸公差不在图纸上标注,只注明本张图纸或某部分尺寸加工等级(既指定公差级别),车间按此等级公差标准进行生产与检验的方法也是一种方法。但从成本与效率及长远角度讲应在图纸上标注为好。
三、运水井孔
位置公差:小于150㎜、±㎜,大于150㎜、±㎜。
深度公差:+1㎜。 直径公差:+㎜。
四、避空位、倒角、底孔钻孔深度、有效牙深度等如下表:
螺纹规格
M4
M5
M6
M8
M10
过孔直径
φ
φ
φ
φ
φ11
杯头直径
φ7
φ
φ10
φ13
φ16
沉孔直径
φ8
φ10
φ12
φ14
φ18
杯头长度
4
5
6
8
10
沉孔深度
9
3)、除上述极端尺寸外,多数模具零件重要配合尺寸选用6级~9级。
2、优先配合孔、轴公差表等相关配合类表依据国家标准。
3、常用公差5~12级和尺寸分段如下表(表一)
基本尺寸㎜
IT5
IT6
IT7
IT8
IT9
IT10
IT11
IT12
IT13
IT14
≤3
4
6
10
14
12
18
30
48
75
20
29
46
72
115
185
290
模具公差等级3级

模具公差等级3级
3级指标准公差等级IT3,对于尺寸50~80mm的零件,其偏差范围为0.005mm(5μm),普通机床的加工精度等级一般达不到这个等级(相当精密了)。
精密加工加工精度在10—0.1微米左右表面粗糙度Ra在0.03—0.3微米的加工技术如金刚车。
金刚镗。
研磨镜面磨等适用于精密机床精密测量仪器等产品中的关键部件的加工,如精密丝杠、精密齿轮、精密涡轮、精密导轨。
准确度等级是指符合一定的计量要求,使误差保持在规定极限以内的测量仪器的等别、级别。
一般加工加工精度在0.1毫米左右表面粗糙度Ra在0.3—0.8微米的加工技术,如车铣刨磨等适合汽车拖拉机的制造。
超精密加工加工精度在0.1---0.01微米表面粗糙度Ra在0.03—0.05微米的加工技术如。
金刚石刀具超精密切削。
超精密磨料加工。
超精密特种加工和复合加工等。
模具部加工公差标准
长度
0/+0.01
镶针 胶位直径 0/+0.02
挂肩
0/-0.01
顶针 长度 司筒 司筒针 胶位直径
0/+0.02 0/+0.02
凸侧L 0/-0.005
边锁 凹侧J 0/+0.005
G
G -0.005/-0.01
D R
C
高 高
长
LJ
备注
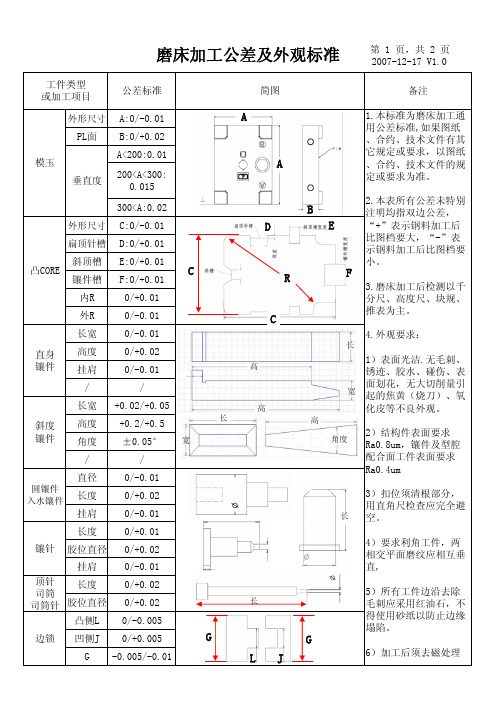
1.本标准为磨床加工通 用公差标准,如果图纸 、合约、技术文件有其 它规定或要求,以图纸 、合约、技术文件的规 定或要求为准。
图档要小。 未有特别说明,适用于 CMM检测的任意加工点
CMM检测,方形孔用块规 复核;
镶针孔(B) 顶针孔(C)
+0.005 0
或同等规格镶 (顶)针配做
斜顶孔(D)
大小:
+0.01 0
角度:正反面相差不大于0.03
A\B\C\D孔中心 偏移≤0.01
K:+0.05/+0.1
斜度镶件
H:+0.2/+0.5 K
回针
B板厚度 0/-0.02
C板厚度 模胚 撑头高度
限位柱高度
0/+0.02 0/+0.02 ±0.20
撑头 限位柱
回针长度
顶针底板厚度
0/+0.02 0/ห้องสมุดไป่ตู้0.02
顶针底板
垃圾钉高度 ±0.01
管位 斜面
宽 长
高
P
PN
M
长
C板 垃圾钉
铣床加工公差标准
2007-12-17 V1.0
工件类型 或加工项目
简图
PL
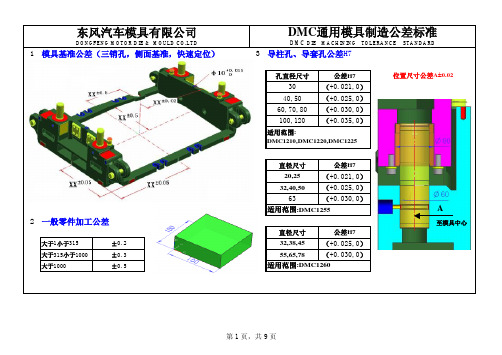
DMC通用模具制造公差标准增加了
尺寸偏差
<=50
+0.10
>50-150
±0.10
>150-260
±0.15
>260-500
±0.18
>500
±0.20
DMC通用模具制造公差标准
DMC DIE MACHINING TOLERANCE STANDARD
14 压板槽位置公差
13 模具闭合高度(SH)公差(长+宽)
尺寸
公差
15 凸模凹模的制造公差
3 导柱孔、导套孔公差H7
孔直径尺寸
公差H7
30
(+0.021,0)
40,50
(+0.025,0)
60,70,80 (+0.030,0)
100,120 (+0.035,0)
适用范围: DMC1210,DMC1220,DMC1225
位置尺寸公差A±0.02
直径尺寸
公差H7
20,25
(+0.021,0)
D
DMC4160,DMC4170,DMC4180
DMC4510,DMC4520,DMC4530
DMC4540,DMC4550
DMC4580,DMC4590
DMC通用模具制造公差标准
DMC DIE MACHINING TOLERANCE STANDARD
A±0.02
柱销H7/m6
销孔直径D
公差H7
D
6 8,10 12,16 20,25,30
4 导板公差
基准面(包容面A)±0.02 间隙面(被包容B)减标准间隙±0.02
拉延翻整类导板间隙公差:0.1±0.02
DMC通用模具制造公差标准
模具零件公差与配合尺寸标注标准(试行版)

2、孔配合表面粗糙度,斜顶配合表面粗糙度。
3、尺寸公差:
1)、PP料斜顶孔 ±㎜。推平斜顶孔线割纹后,斜顶孔取值+的斜顶公差: -㎜~-㎜,
11
沉孔孔口倒角
C1
C1
C1
螺纹孔孔口倒角
C1
C1
C1
C2
底孔钻孔深度
10
15
20
25
有效牙深度
6
9
12
15
螺纹规格
M12
M14
M16
M18
M20
过孔直径
φ13
φ
φ18
φ20
φ22
杯头直径
φ18
φ21
φ24
φ27
φ30
沉孔直径
φ20
φ23
φ27
φ30
φ33
杯头长度
12
14
16
18
20
沉孔深度
13
18
4、非配合零件尺寸极限偏差采用孔H13,轴h13,长度js14。也可简化分段和极限偏差尺寸如下表(表二)
轴类(外形类)。
基本尺寸㎜
30以下
30~60
60~100
100~150
150~200
200~300
公差数值㎜
孔类(内形类)
基本尺寸㎜
30以下
30~60
60~100
100~150
150~200
模具部加工公差标准
顶针板 斜顶扣 长宽:+0.03/+0.05 装配位 深度:0/+0.02
铲机槽 边锁位
行位槽 斜顶扣装配位
EDM加工公差标准
加工类型
公差标准 (任意点公差)
说
2007-12-17 V1.0
明
前模胶位 后模胶位
0/+0.05 ±0.05
纹面符合工艺要求,形状与3D图档一致;表面无 碰伤、积碳、砂孔;未注要求时表面粗糙度 Ra1.6-3.2(CH24-30),平面度≤10um
简图
PL
0/+0.02
PL
管位
凹:±0.01 凸:0/-0.02
边锁位 0/+0.005
行位槽 +0.005/+0.01
模玉
藏CORE位 +0.005/+0.01 前模:+0.03/+0.05 行位槽
胶位 后模:0/+0.05
碰穿位 0/+0.02 擦穿位 0/+0.02
藏CORE位
挂肩
0/+0.01
长度
0/-0.1
压板 宽度
0/-0.01
高度 +0.005/+0.01
P
0/-0.01
L
L 斜顶
M
0/+0.02 0/-0.01
导向块 斜顶扣
N 长宽 厚度 长宽高 挂肩
0/+0.1 宽 0/-0.02 0/-0.02 0/-0.02 0-/0.01
长 高
框底与模胚 背面高度
0/+0.02
A板厚度 0/-0.02
公差标准
简图
备注
模具部件公差标准

公差与配合的关系
公差与配合是两个相互关联的概念。配合是指两个零件之 间相对位置和装配关系的要求,而公差则是实现这种配合 要求的精度保障。
在模具制造中,合理选择公差与配合关系,能够确保模具 零件之间的装配精度和稳定性,从而提高模具的整体性能 和使用寿命。
03
模具部件的尺寸公差
尺寸公差的概念
尺寸公差
允许零件尺寸变化的范围,是评估零件加工精度 的重要指标。
尺寸公差的作用
确保零件的互换性和装配精度,满足使用要求。
尺寸公差的分类
根据用途,可分为基本尺寸公差和极限尺寸公差。
尺寸公差的标注方法
1 2
在图纸上标注公差值
如直径φ30H7,表示孔的基本尺寸为30mm, 公差等级为H7。
加工成本。
参考标准公差值表
03
根据基本尺寸和公差等级,在标准公差值表中选择相应的公差
值。
04
模具部件的形位公差
形位公差的概念
形位公差
描述模具部件形状和位置精度的参数,包括形状公差和位置公差。
形状公差
描述模具部件轮廓的精确度,如平面度、圆度等。
位置公差
描述模具部件之间相对位置的精确度,如平行度、垂直度等。
影响
对模具的耐磨性、配合性质、疲劳强度等性能产生影响。
表面粗糙度的评定参数
01
轮廓算术平均偏差(Ra)
在取样长度内,轮廓上各点至基准线距离绝对值的平均值。
02
微观不平度十点高度(Rz)
在取样长度内,五个最大轮廓峰高和五个最大轮廓谷深的平均值。
03
模具零件公差标准

A通用公差前模 后模玉0/-0.01 对应项目QC 放用标准BBA 模玉外围B C管位框中心 管位框大小±0.01 0/+0.02D 原身管位 ±0.01 0/-0.02 -0.02/+0.05BBEDM ,CNC 加工 -0.02/+0.05E FPL 面 0/+0.02A G镶件孔镶(顶)针孔 按产品材料确定公差斜顶孔 EG HI J K M N行位槽 铲基槽0/+0.02 0/+0.02 0/+0.02 K碰(擦)穿位0.00/+0.05F枕位 0/+0.02 ±0.01 0.00/+0.05D0/+0.02 镶件挂肩深度运水孔中心 螺丝孔中心±0.20 ±0.20±0.50 ±0.50 MCNC 加工胶位 0/+0.05 ±0.05 EDM 加工胶位 0/+0.05 ±0.05EN胶位 公差G省模后胶位±0.03说明:C1.本公差标准仅适用于本司加工的模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差 为准,QC 不可使用本表中的放用标准.EMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司G模具零件通用尺寸公差标准零件名称模玉适用模具等级 所有模具QC 放用 标准对应项目通用公差BBA CORE 外形 0/-0.01B 镶件外形 0/-0.01C 镶件外形 +0.02/+0.05D 镶件斜度 ±0.05° A0~-0.1EF0/+0.01 0/+0.01顶针槽 G 挂肩高度 0/-0.010/+0.02 0/+0.05 A0/+0.02 F普通 磨床加工胶位 尺寸 CNC 加工胶位 胶位 EDM 加工胶位±0.05 ±0.05EBB说明:BD1.本公差标准仅适用于本司加工的 模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要 求,以图纸或客户文件要求的公差 为准,QC 不可使用本表中的放用标 准.E FGEBBMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司BCB模具零件通用尺寸公差标准GBB零件名称 CORE/镶件 适用模具等级 制定日期 2007-8-1 修订日期 所有模具 C版本号 2.02008-12-15模具零件通用尺寸公差标准(仅供内部使用)20081215 V2.0B:深度第 3 页,共 4 页 对应项目通用公差 QC 放用标准A 0/+0.02 0/+0.02 0/-0.01 0/-0.010/-0.01 0/-0.010/-0.01 0/-0.01 0/-0.1 0/+0.03 0/+0.03镶件管位框大小 镶件管位框深度EKLBAD D C 行位高度 D 行位外围E 镶件管位高度F 镶件管位外围 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02-0.05/-0.1KAFG FG 镶件外围H 压板宽度I 压板长度 CL CJ 压板高度 +0.01/+0.02 +0.01/+0.03SK 铲机外围 L 铲机高度 0/-0.02 0/-0.05 0/-0.01 +0.02/+0.10 0/-0.01 0/-0.01 0/-0.01 0/+0.01 0/-0.02 0/-0.03 0/-0.1 DOM N 斜顶 斜顶0/-0.02QRHIO 斜顶大小P MN P斜顶扣\导向块0/-0.05 0/+0.02PQ 斜顶扣 O R 斜顶扣 S 导向块 SJW:0/+0.02HT 导向块 +0.03/+0.05 UUU 耐磨板外围0/-0.1V 耐磨板厚度 +0.02/+0.05SMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司T UVSP模具零件通用尺寸公差标准说明: 1.本公差标准仅适用于本司加工的模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差 为 准,QC 不可使用本表中的放用标准.零件名称 行位\斜顶 适用模具等级 制定日期 2007-8-1 修订日期所有模具 版本号2.02008-12-15(注:范文素材和资料部分来自网络,供参考。
模具零件公差标准
第 1 页,共 4 页 A通用公差对应项目QC放用标准后模玉前模 BB 0/-0.01 A模玉外围±0.01 B 管位框中心C0/+0.02管位框大小D ±0.01 0/-0.02 原身管位-B0.02/+0.05EDM,CNC加工0/+0.02面 E PL-0.02/+0.05A G镶件孔 F按产品材料确定公差 B针孔(顶)镶E斜顶孔0/+0.02 行位槽G0/+0.02 铲基槽H0/+0.02 KI 0.00/+0.05擦)穿位碰(J F枕位 0/+0.02 ±0.01 0.00/+0.05DK 0/+0.02 镶件挂肩深度M ±0.20 ±0.50 运水孔中心±0.20 N±0.50 螺丝孔中心M0/+0.05 ±0.05 加工胶位CNC EN胶位0/+0.05 ±0.05 EDM加工胶位公差±0.03 省模后胶位G说明:C1.本公差标准仅适用于本司加工的模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差为准,QC不可使用本表中的放用标准.MODERN PRECISION PLASTICS & MOULD CO.,LTD.E现代精密塑胶模具(深圳)有限公司 G模具零件通用尺寸公差标准零件名称适用模具等级所有模具模玉制定日期修订日期 2.0版本号2007-8-1 2008-12-15第 2 页,共 4 页放用 QC 通用公差对应项目BB标准A CORE外形 0/-0.01B 镶件外形 0/-0.01AC 镶件外形 +0.02/+0.05D 镶件斜度±0.05°0~-0.10/+0.01 E顶针槽0/+0.01FG 挂肩高度 0/-0.010/+0.02 A0/+0.05 0/+0.02 F普通磨床加工胶位±0.05 尺寸加工胶位 CNC E±0.05 胶位加工胶位 EDM BB说明:BD1.本公差标准仅适用于本司加工的 E 模具零部件.外发加工不适用.GFE2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差为准,QC不可使用本表中的放用标 B准.BMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司BCB模具零件通用尺寸公差标准GBB零件名称 CORE/镶件适用模具等级所有模具C制定日期 2007-8-1 修订日期 2.0 版本号.第 3 页,共 4 页 B:深度对应项目通用公差QC放用标准0/+0.02 0/+0.03 A0/+0.02 0/+0.03KEBD D A0/-0.01 C 行位高度+0.01/-0.020/-0.01D 行位外围+0.01/-0.02 KAE 0/-0.01 镶件管位高度L+0.01/-0.02 FGF 0/-0.01镶件管位外围+0.01/-0.020/-0.01 F镶件外围+0.01/-0.02 GL C0/-0.01 压板宽度H +0.01/-0.020/-0.1 压板长度I -0.05/-0.1CJ 压板高度 +0.01/+0.02 +0.01/+0.03S0/-0.02 铲机外围K 0/-0.03 D0/-0.05 铲机高度L 0/-0.1O0/-0.01 斜顶M 0/-0.02QH+0.02/+0.10 斜顶NI0/-0.01 O 斜顶大小RP M0/-0.01 N P0/-0.05 导向块斜顶扣\P0/-0.01 斜顶扣Q0/+0.02SO 斜顶扣R 0/+0.01 JW:0/+0.020/-0.02 导向块S HT 导向块 +0.03/+0.050/-0.1U U耐磨板外围UV +0.02/+0.05耐磨板厚度SMODERN PRECISION PLASTICS & MOULD CO.,LTD.T 现代精密塑胶模具(深圳)有限公司USVP模具零件通用尺寸公差标准..本公差标准仅适用于本司加工的模具零部件: 1.说明外发加工不适用以图纸或客户文件要求的公差,如果图纸或客户文件另有公差要求 2.为零件名称行位\斜顶适用模具等级所有模具.,QC准不可使用本表中的放用标准制定日期 2007-8-1 修订日期版本号 2.02008-12-15.第 4 页,共 4 页通用公差对应项目C:框底与模 B胚背面高度 A 基准孔到框中心±0.01 +0.01/+0.03精框长宽尺寸B0/+0.02 C 框底到反面高度0/-0.02 A\B板总厚度D0/+0.02 C板高度E0/+0.05 F撑头高度±0.20G 限位柱高度DB回针长度H 0/+0.020/+0.02 I 顶针底板厚度A±0.01垃圾钉高度 JA:注. 1.未注公差按IQC模胚验收标准 2.模胚高度方向所有尺寸以框底拿数. 加工半)(3.本公差标准同样适用于外发全 ,以图纸或2.如果图纸或客户文件另有公差要求.客户文件要求的公差为准HGMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司FEI模具零件通用尺寸公差标准所有模具零件名称适用模具等级模胚J2.0制定日期 2007-8-1 修订日期版本号2008-12-15。
模具部件公差标准

第三事业部模具部 2010.6
滑块公差示意
W
0 -0.01
H
H1-00.02
+0.05 0
2020/3/2
W1± 0.05
Copyright © BYD DIVISION Ⅲ 2004
COMPANY CONFIDENTIAL
VER1.0
滑块加工基准示意
X方向基准(分中)
Z方向基准面
VER1.0
顶针加工公差
顶针位置公差: Y±0.02
顶针孔中心
顶针位置公差: X±0.02
镶件位置公差: X±0.01
模 仁 中 心
2020/3/2
Copyright © BYD DIVISION Ⅲ 2004
镶件孔中心
模仁中心 镶件位置公差: Y±0.01
COMPANY CONFIDENTIAL
COMPANY CONFIDENTIAL
VER1.0
斜顶孔公差:
+0.01 0
模仁加工公差
顶针孔公差:
+0.015 +0.005
镶件孔公差:
+0.01 0
L:±0.01
2020/3/2
Copyright © BYD DIVISION Ⅲ 2004
W:±0.01
H:
0 -0.1
COMPANY CONFIDENTIAL
VER1.0
模仁加工基准面
加工基准面
底面
2020/3/2
Copyright © BYD DIVISION Ⅲ 2004
COMPANY CONFIDENTIAL
VER1.0
凸插穿面公差
凸插穿面公差:
模具标准公差定义

• 模具标准公差概述 • 模具标准公差分类 • 模具标准公差值 • 模具标准公差选用原则 • 模具标准公差应用实例
01
模具标准公差概述
定义与特点
定义
模具标准公差是指在模具设计和 制造过程中,用于控制模具零件 尺寸、形状、位置等精度的允许 偏差范围。
特点
模具标准公差具有严格性、规范 性、一致性和通用性等特点,是 保证模具质量、提高生产效率和 降低生产成本的重要基础。
形状公差带
指在一定范围内,满足形状公差要求 的区域。形状公差带的确定需要考虑 零件的功能要求和加工条件等因素。
位置公差
1 2 3
位置公差
指模具零件之间的相对位置与设计位置之间的允 许偏差。常见的位置公差有平行度、垂直度、同 轴度等。
位置公差带
指在一定范围内,满足位置公差要求的区域。位 置公差带的确定需要考虑零件的功能要求和装配 条件等因素。
大尺寸制件
对于大尺寸制件,由于其尺寸较大,公差等级相应较低,以降低制件加工和装配的难度。
根据制件经济性要求选择公差等级
成本考虑
在满足制件功能和尺寸要求的前提下,选择 较低的公差等级可以降低制造成本。
工艺性考虑
在选择公差等级时还需考虑制件的加工工艺 性,以合理平衡制件性能、加工成本和装配 难度。
05
同轴度和对称度公差值
总结词
同轴度和对称度公差值用于评估模具中 回转体零件的同轴度和对称度误差。
VS
详细描述
同轴度和对称度公差值是评估回转体零件 轴线位置和对称性的误差范围。这些公差 值对于确保产品的准确性和稳定性至关重 要,因此需要在模具设计和制造过程中严 格控制。
04
模具标准公差选用原则
模具零件公差标准
.'.A通用公差前模 后模玉0/-0.01 对应项目QC 放用标准BBA 模玉外围B C管位框中心 管位框大小±0.01 0/+0.02D 原身管位 ±0.01 0/-0.02 -0.02/+0.05 BBEDM ,CNC 加工-0.02/+0.05E FPL 面 0/+0.02A G镶件孔镶(顶)针孔 按产品材料确定公差斜顶孔 EG HI J K M N行位槽 铲基槽0/+0.02 0/+0.02 0/+0.02 K碰(擦)穿位0.00/+0.05F枕位 0/+0.02 ±0.01 0.00/+0.05D0/+0.02 镶件挂肩深度运水孔中心 螺丝孔中心±0.20 ±0.20±0.50 ±0.50 MCNC 加工胶位 0/+0.05 ±0.05 EDM 加工胶位 0/+0.05 ±0.05EN胶位公差G省模后胶位±0.03说明:C1.本公差标准仅适用于本司加工的模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差 为准,QC 不可使用本表中的放用标准.EMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司G模具零件通用尺寸公差标准零件名称 制定日期模玉适用模具等级 修订日期所有模具2007-8-12008-12-15 版本号 2.0.'.QC放用标准对应项目通用公差B BA CORE外形 0/-0.01B 镶件外形 0/-0.01C 镶件外形 +0.02/+0.05D 镶件斜度 ±0.05°A0~-0.1EF0/+0.010/+0.01顶针槽G 挂肩高度 0/-0.01 0/+0.020/+0.05A0/+0.02F 普通磨床加工胶位尺寸 CNC加工胶位胶位 EDM加工胶位±0.05±0.05EBB 说明:BD1.本公差标准仅适用于本司加工的模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差为准,QC不可使用本表中的放用标准.EF GEBBMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司BC B 模具零件通用尺寸公差标准GBB 零件名称 CORE/镶件适用模具等级制定日期 2007-8-1 修订日期所有模具C版本号 2.02008-12-15.'.模具零件通用尺寸公差标准(仅供内部使用)20081215 V2.0B:深度第 3 页,共 4 页对应项目通用公差 QC 放用标准A0/+0.02 0/+0.02 0/-0.01 0/-0.01 0/-0.01 0/-0.01 0/-0.01 0/-0.01 0/-0.1 0/+0.03 0/+0.03镶件管位框大小 镶件管位框深度EKLBAD DC 行位高度D 行位外围E 镶件管位高度F 镶件管位外围+0.01/-0.02 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02-0.05/-0.1KAFGFG 镶件外围H 压板宽度I 压板长度 CLCJ 压板高度 +0.01/+0.02 +0.01/+0.03SK 铲机外围 L 铲机高度 0/-0.02 0/-0.05 0/-0.01 +0.02/+0.10 0/-0.01 0/-0.01 0/-0.01 0/+0.01 0/-0.02 0/-0.03 0/-0.1 DOM N斜顶 斜顶0/-0.02QRHIO 斜顶大小 P MNP斜顶扣\导向块0/-0.050/+0.02 PQ 斜顶扣 O R 斜顶扣 S 导向块 SJW:0/+0.02HT 导向块 +0.03/+0.05 UUU 耐磨板外围0/-0.1V 耐磨板厚度 +0.02/+0.05SMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司T UVSP模具零件通用尺寸公差标准说明: 1.本公差标准仅适用于本司加工的模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差 为 准,QC 不可使用本表中的放用标准.零件名称 行位\斜顶 适用模具等级 制定日期 2007-8-1 修订日期所有模具 版本号2.02008-12-15.'.模具零件通用尺寸公差标准(仅供内部使用)20081215 V2.0第 4 页,共 4 页对应项目 A 基准孔到框中心 通用公差±0.01 C :框底与模 胚背面高度BB 精框长宽尺寸 +0.01/+0.03C 框底到反面高度0/+0.02 0/-0.02 0/+0.02 0/+0.05 ±0.20 D E FG H I JA\B 板总厚度 C 板高度 撑头高度 D限位柱高度 回针长度 B0/+0.02 0/+0.02 ±0.01顶针底板厚度 垃圾钉高度AA注:1.未注公差按IQC 模胚验收标准.2.模胚高度方向所有尺寸以框底拿数3.本公差标准同样适用于外发全(半)加工.2.如果图纸或客户文件另有公差要求,以图纸或 客户文件要求的公差为准.HGMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司FEI模具零件通用尺寸公差标准零件名称模胚适用模具等级所有模具J制定日期 2007-8-1 修订日期 2008-12-15 版本号 2.0。
模具常用公差配合标准
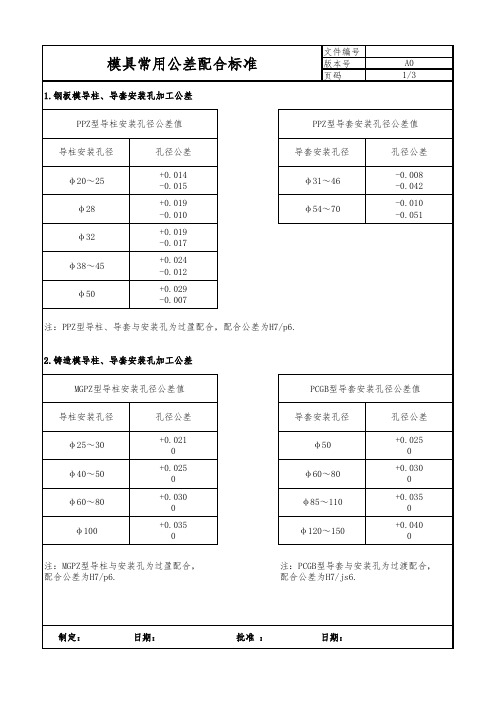
文件编号 版本号 页码
A0 2/3
SSGPN直杆型卸料导柱安装孔径公差值 导柱安装孔径 φ8~10 φ13~16 φ20~25 孔径公差 +0.015 0 +0.018 0 +0.021 0
注:SSGPH型卸料导柱与安装孔为过渡配 合,配合公差为H6/m5. 4.卸料导套安装孔加工公差 SSGBH带肩型卸料导套安装孔径公差值 导套安装孔径 φ12~18 φ22~25 φ32 孔径公差 +0.011 0 +0.013 0 +0.016 0
注:SSGPN型卸料导柱与安装孔为过盈配 合,配合公差为H7/p6.
SSGBA型卸料导套安装孔径公差值 导套安装孔径 φ12~18 φ22~25 φ32 孔径公差 +0.011 0 +0.013 0 +0.016 0
注:SSGBH带肩型卸料导套与安装孔为过渡 配合,配合公差为H6/m5. 5.圆柱销安装孔加工公差 圆柱销孔径 孔径公差 φ6 +0.012 0 φ8 +0.015 0 φ10 +0.015 0
7.凹模衬套外径加工公差 凹模衬套外径公差值 凹模衬套外径 φ10~18 φ18~30 φ30~50 φ50~80 公差 +0.020 +0.012 +0.024 +0.015 +0.028 +0.017 +0.033 +0.020
注:凹模衬套与安装孔为过盈配合, 配合公差为H6/n5. 7.2 凹模衬套内径公差参照凹模套安装孔公差。
注:SSGBA型卸料导套与安装孔为过盈配 合,配合公差为H6/n5.
φ12 +0.018 0
φ16 +0.018 0
模具公差及间隙标准

第七節公差及間隙標准6-7-1
第七節公差及間隙標准
一模具零件公差及間隙標准
1 模板厚度公差要求:
1.1 配合性模板(厚度對入子零件的上下裝配關系有較大影響的
模板)厚度尺寸公差取值±0.03;
1.2 非配合性模板厚度公差取值±0.08.
2零件外形和模板孔的公差及間隙要求:
詳見附表一: <<模具零件公差及間隙一覽表>>
二沖裁刃口要求及沖裁間隙標准
1 沖裁刃口要求
1.1 一般沖裁刃口留修(直段)3MM,斜度1︒,如下圖.
1.2 一般3MM以下的小孔(含3MM),沖裁刃口留修2MM,斜度1︒.
對於其它標准有明確規定的,按照其它標准要求執行.
1.3 產品材料厚度T<0.3或T>1.5時,請示上級.
2 沖裁間隙標准詳見附表二: <<沖裁間隙一覽表>>
6-7-2
第七節公差及間隙標准附表一: <<模具零件公差及間隙一覽表>>
第七節公差及間隙標准6-7-3 附表二: <<沖裁間隙一覽表>>
注: 1.上表所列間隙值均是指單邊沖裁間隙Z.
2.沖裁間隙Z的取值與沖裁的料片材質、厚度及生產條件(模具形式
等)有關.
3.未作註明者均不區分模具形式是工程模/連續模.
4.對於3MM以下小孔,當沖裁的料片材質為GI或不銹鋼/CRS/鋁時,
單邊沖裁間隙Z=10%T.
5.沖裁的料片材質上表未列出時(如銅),沖裁間隙請示上級.。
模具零件公差与配合尺寸标 注标准(试行版)
㎜。斜面方向孔位置度公差:≤10°基准点方向±0.05㎜,非基 准点方向±0.1㎜。 ≤15°基准点方向±0.1㎜,非基准点方向 ±0.15㎜。 >15°基准点方向±0.15㎜,非基准点方向>±0.20 ㎜。(料厚度25㎜) 2、孔配合表面粗糙度3.2,斜顶配合表面粗糙度1.6。 3、尺寸公差: 1)、PP料 斜顶孔 ±0.02㎜。推平斜顶孔线割纹后,斜顶孔取值
螺纹规格
M4
过孔直径 Φ4.5
杯 长度
4
沉 孔 深 度 4.5
沉孔孔口倒角 C1
螺纹孔孔口倒角 C1
底孔钻孔深度 10
M5 Φ5.5 Φ8.5 Φ10
5 5.6 C1 C1 12.5
M6 Φ6.6 Φ10 Φ12
6 6.6 C1 C1 15
M8 Φ8.8 Φ13 Φ14
>10~18 8 11 18 27 43 70 110 0.18 0.27 0.43
>18~30 9 13 21 33 52 84 130 0.21 0.33 0.52
>30~50 11 16 25 39 62 100 160 0.25 0.39 0.62
8、远胶口位置非胶料冲击位配合间隙可相应放宽PP料可略大 0.01mm。ABS料可略大0.02mm。
镶针孔类 1、孔位置度公差 ≤150 mm、±0.03 mm, >150 mm、±0.05
mm。 孔垂直度≤0.05/100㎜。
2、孔配合表面粗糙度6.3。 3、镶针孔尺寸公差:-0.01 mm~+0.02mm ,镶针(顶针代)取值-
精度等级
尺寸分段及平行度公差
≤150㎜ >150~300 >300~450 >450~600㎜
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具加工制造公差【常见】
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展
模具型腔和型芯的加工尺寸除了通过D=M(1+S)公式计算基本尺寸之外,还有一个加工公差的问题。
按照惯例,模具的加工公差为塑件公差的1/3。
但由於塑料收缩率范围和稳定性各有差异,首先必须合理化确定不同塑料所成形塑件的尺寸公差。
即由收缩率范围较大或收缩率稳定较差塑料成形塑件的尺寸公差应取得大一些。
否则就可能出现大量尺寸超差的废品。
为此,各国对塑料件的尺寸公差专门制订了国家标准或行业标准。
中国也曾制订了部级专业标准。
但大都无相应的模具型腔的尺寸公差。
德国国家标准中专门制订了塑件尺寸公差的DIN16901标准及相应的模具型腔尺寸公差的DIN16749标准。
此标准在世界上具有较大的影响,因而可供塑料模具行业参考。
关於塑件的尺寸公差和允许偏差
为了合理地确定不同收缩特性材料所成形塑件的尺寸公差,让标准引入了成形收缩差△VS这一概念。
△VS=VSR_VST(4)
式中:VS-成形收缩差VSR-熔料流动方向的成形收缩率VST-与熔料流动垂直方向的成形收缩率。
根据塑料△VS值,将各种塑料的收缩特性分为4个组。
△VS值最小的组是高精度组,以此类推,△VS值最大的组为低精度组。
并按照基本尺寸编制了精密技术、110、120、130、140、150和160公差组。
并规定,用收缩特性最稳定的塑料成形塑件的尺寸公差可
选用110、120和130组。
用收缩特性中等稳定的塑料成形塑件的尺寸公差选用120、130和140。
如果用这类塑料成形塑件的尺寸公差选用110组时,即可能出大量尺寸超差塑件。
用收缩特性较差的塑料成形塑件的尺寸公差选用130、140和150组。
用收缩特性最差的塑料成形塑件的尺寸公差选用140、150和160组。
在使用此公差表时,还需注意以下各点。
表中的一般公差用於不注明公差的尺寸公差。
直接标注偏差的公差是用於对塑件尺寸标注公差的公差带。
其上、下偏差可设计人员自行确定。
例如公差带为0.8mm,则可以选用以下各种上、下偏差构成。
0.0;-0.8;±0.4;-0.2;-0.5等。
每一公差组中均有A、B两组公差值。
其中A是由模具零件组合形成的尺寸,增加了模具零件对合处不密合所形成的错差。
此增加值为0.2mm。
其中B是直接由模具零件所决定的尺寸。
精密技术是专门设立的一组公差值,供具有高精度要求塑件使用。
在此用塑件公差之前,首先必须知道所使用的塑料适用哪几个公差组。
模具的制造公差
德国国家标准针对塑件公差制订了相应模具制造公差的标准DIN16749。
该表中共设4种公差。
不论何种材料的塑件,其中不注明尺寸公差尺寸的模具制造公差均使用序号1的公差。
具体公差值由基本尺寸范围确定。
不论何种材料塑件中等精度尺寸的模具制造公差为序号2的公差。
不论何种材料塑件较高精度尺寸的模具制造公差为序号3的公差。
精密技术相应的模具制造公差为序号4的公差。
可以合理地确定各种材料塑件的合理公差和相应的模具制造公差,这不仅给模具制造带来方便,还可以减少废品,提高经济效期益。
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数
字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展。