锡膏搅拌记录表
SMT锡膏使用记录表

SMT锡膏使用记录表
日期
部门
锡膏管理员
锡膏型号 批次 罐号 数量 解冻时间 搅拌时间 发出时间 使用线体 领取人 锡膏回收 二次使用 锡膏报产批次号先后顺序编号,锡膏由各线体丝印员进行添加,并做好锡膏添加记录表,IPQC监督确认; 2.所有锡膏须按《锡膏管理规范》执行;回收锡膏二次使用时注意在《锡膏管理标签》上记录; 3.锡膏管理员至少每小时一次对线上锡膏使用情况进行点检,包括使用锡膏型号与SOP是否对应、有无及时做锡膏添加记录、锡膏瓶剩余锡膏量、 检查钢网上锡膏高度是否符合标准等,如整瓶锡膏使用完后以回收产线空锡膏瓶换新锡膏方式进行管控并做好本记录表;
锡膏作业管理办法(含表格)
锡膏作业管理办法(QC080000-2012)1.目的规范本公司内涉及锡膏作业管理的流程,明确锡膏的验证、请购、存储、使用、报废各环节的作业方式及要求,确保我公司贴片作业的品质及产品的可靠性。
2.范围适合于本公司涉及锡膏作业各环节。
3.职责工艺工程部:负责本文件的制定及修改,新品牌锡膏的开发及验证,锡膏质量问题分析及处理。
生产部:根据SMT冰箱温湿度管制表、锡膏管制标签、锡膏领用登记表来对锡膏存储,回温,使用,回收与报废进行管控。
物料部:负责锡膏新供应商的开发及管理,锡膏的采购。
仓储部:锡膏到仓库的登记并及时通知SMT人员领取保存。
计划部:根据市场合同与单片板用锡量来计算月采购量,下锡膏采购计划。
品管部:负责对锡膏回货批次的验收报告确认,在工厂剩余的有效期确认。
对锡膏存储、回温、使用、回收等环节进行监督。
人力资源部:将使用完毕之空锡膏罐&报废锡膏进行回收处理。
4.定义锡膏:是将锡合金粉末与助焊剂按一定的比例混合均匀后形成的膏状体,运用于SMT锡膏印刷工位,通过刮刀,钢网等载体,将定量的锡膏准确的涂布在PCB 的各点的PADS上,并保有良好的黏性,通过回流焊接的方式完成零件电极与PCBPADS的电气及机械连接。
5.内容5.1新锡膏验证作业,由工艺工程部主导,品管部监督完成,且必须符合以下要求:5.1.1.连续印刷30片后,所有Pad皆无短路现象。
5.1.2.印刷数小时后,锡膏无异常黏着于刮刀上,不易脱落及黏度异常变化情形。
5.1.3钢网无塞孔现象。
5.1.4.可适用于ReflowTemperatureProfile。
5.1.5.回焊后,助焊剂残留无外观不良问题。
5.1.6.统计量试工单良率,无锡膏相关异常制程不良。
5.1.7.回焊后,以X-Ray检视无异常Void现象(BGA制程)。
5.1.8.可适用于Pin-in-Paste制程。
5.1.9.ICT探针可以穿破测试点上锡膏助焊剂残留。
5.2锡膏请购作业5.2.1.IE根据生产的不同产品使用电子称连续量测20片PCB&锡膏板重量,计算其差值,得出单片产品使用的锡膏量。
SMT品质管控表

4.连续性出现3-5PCS不良品;或者不良率超过2%时立即通 知技术员调机改善. 5.良品,不良品作好标示,写好真实检验记录 1.戴好静电手环
3.良品,不良品标示清楚.
☆ 每批次
1.依据检验标准抽检,如实的做好 报表
全检 11.
IPQC IPQC 抽检
2.按照产品标准检验 3.依据AQL表抽检 4.检验合格后作好合格标示
每天 每天 每天 次/天
2.
锡膏搅伴
1.锡膏规格,品牌确认. 2.搅拌时间3-5分钟呈滴下断续状方可使用 1.钢网台账,编号一目了然 搅拌记录表 ☆
每天 次/周
钢网管理
2.钢网保持清洁,干净.每次使用完后必须把上面的残留锡 钢网清洁是否干净. 渣清洗干净. 1.准确对照BOM.料号位置 换料确认单
☆
生产工序管控标准重点管控点频率每天冰箱温度记录每天锡膏取出时间记录每次换料每次换料每次换料每次换料smtpqc确认1
SMT品质确认表
项次
1.
生产工序
1.保存期限六个月
锡膏管控
管控标准
2.储存温度为0℃-10℃ 3.回温时间4个小时
重点管控点
锡膏保存期限 冰箱温度记录 锡膏取出时间记录 ☆ ☆ ☆
频率Biblioteka PQC确认每隔30分钟擦钢网一次
2小时/次
印刷员工是否有自检 1.确认机器是否异常 2.巡视机台,确认机台生产状态. 3.机器5S保养(点检表)
2小时/次
SMT贴片
1.确定PCB进板方向正确 2.调试好机器确认每个元件位置 3.按照编好的程序贴片作业. 4.保持机器干净
6.
2小时/次 次/天
1.检查元件规格,位置正确性 7. 炉前检查 2.确认元件上锡状态 3.对于管装IC,托盘必须按标示方向上料,未标识不使用 1.检查回流焊温度表 8. 回流焊 2.是否按照回流焊作业规范作业. 3.保持机器清洁 1.戴好静电手环 2.对照产品BOM核对每个元件 9. 首件检查 3.确认每个元件上锡状态 4.按产品要求测试功能,签好首件样品 1.戴好静电手环 2.根据SMT外观检验标准检验 3.按照产品要求测试功能 10.
锡膏搅拌机作业指导书
锡膏搅拌机作业指导书一、作业流程及内容:1、确定机器安装完成.2、关闭本机器之电源开关.3、打开本机器之上盖.4、转动本机器锡膏夹具之角度,以方便夹具旋转钮转动夹具为原则.(通常以正面操作最为简易).5、将待搅拌之锡膏罐置入机器之夹具内并锁紧(以不使锡罐变型之松紧度为原则).可同时搅拌两罐锡膏罐.6、左右两个夹具上的锡膏罐或配重器,其重量差异不可超过±100公克;否则可能使机器高速搅拌时产生晃动的情形,请尽量避免7、将本机器之上盖盖上,并打开电源开关.8、调整面板显示屏幕上的时间设定到较佳的搅拌时间,约3~5分钟视锡膏厂商而异(第一次设定完毕后会自动记忆,勿需每次设定).9、按(起动/停止)键后,运转指示要灯亮,机器自动开始高速搅拌,并倒数计时,待设定时间完成后机器自动停止,并以蜂鸣响声提醒使用者作业完成,5秒后自动停止响声.10、作业完成后运转指示灯熄,显示上次之设定时间,准备下一次的搅拌作业. 确定机器运转停止后打开上盖,并转动夹具旋动夹具旋转钮取下夹具上的锡膏罐,此时回温软化且搅拌均匀的锡膏即可使用.11、运转中欲停止机器运转可按(起动/停止)键,停止并取消本次运转,运转指示灯熄灭.运转中打开机器上盖,本机会自动停止运转并响声警告,显示屏幕显示ㄈ2,将上盖盖上后机器继续运转,警告响声停止.二、注意事项:1.检查电压规格是否与本电之电压规格相符. (AC110V或AC220V)2.若不是同时搅拌两罐锡膏罐,必须使用配重器.3.将本机器置于平稳的桌面上,不可将本机器置于摇晃的桌面或不平的地面上,以避免本机器在高速搅拌时产生异声或摇晃.冰柜温度点检表月份:月份:此为参照物,以实物为准(实物尺寸长宽:4.5cm*7cm)月份:锡膏使用记录表。
设备点检表(锡膏搅拌机)

设施/设备名称:锡膏搅拌机设施/设备编号:年月保养人:
确认人:
①责任人每天在设备启动后,应按以上检查项目逐一进行点检,点检结果记录在日期栏内。
②代号:正常打√、异常打×、修复打○、停用△、待修打◇
制作:审核:批准:28293031备注222324252627161718192021101112131415检查外盖支撑气缸是否良好
检查时钟显示是否正常
检查蜂鸣器工作是否正常
其他
表单编号:JSL-WI-EQP-SMT-015
12345清洁机身表面灰尘
清洁搅拌转盘
清洁万能治具
紧固万能治具底座
紧固马达固定底座
检查马达皮带是否松动
深圳市金树林科技有限公司
锡膏搅拌机保养表
表单编号:版本:A 检查电源是否开启
检查电源指示灯是否亮
6789点检项目 日期。
锡膏添加记录(新)5-12
锡膏使用要求: A类型号.LF2002使用在贴装 五金的板材 4. B类型号.LF4000A使用在软板 连接器,底部焊盘封装元件,L型 L型镍片的板材上 C类型.LF5800A使用在硬板或 以上AB以外的元件板材
连接器,底部焊盘封装元件,L型
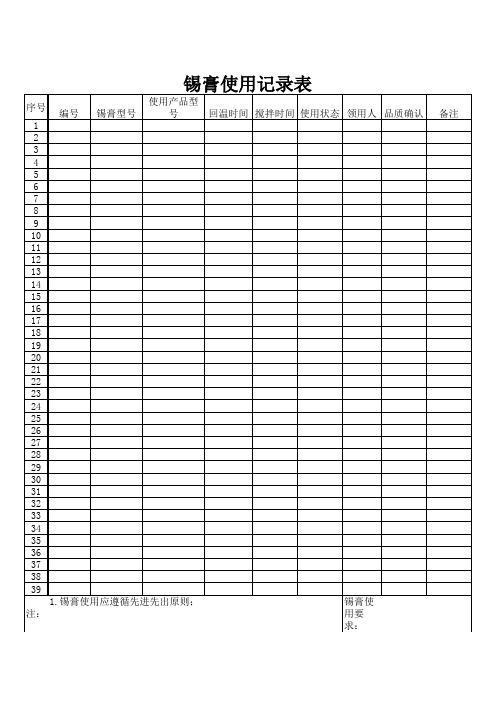
锡膏使用记录表
锡膏型号 使用产品型号 回温时间 搅拌时间 使用状态 序号 编号 1 2 3 4 5 8 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 注: 1.锡膏使用应遵循先进先出原则; 2.锡膏在2-10℃的环境下储存时间不超过6个月; 3.锡膏的回温时间应控制在4-6个小时,特殊情况不少于2个小时; 4.锡膏开封后在车间的使用寿命为12个小时; 5.锡膏的搅拌时间为3-5分钟。 6.锡膏放入冰箱前要在状态卡上标识状态。 7.保存期限:1年 领用人 品质确认 备注
锡膏保质期点检记录表

核准APPROVED BY:
审核CHECKED BY:
制定CREATED BY:
锡膏规格
生产批号
XX有限公司
锡膏保质期点检记录表Fra bibliotek保养类别
点检项目
点检说明
点检要求
第一次 第二次
月点检
外观(目视)
常温放置1小时后打开 盖子,用搅拌刀搅拌5
分钟
搅拌均匀,锡膏成 细线状掉落
手动丝印PCB板过回 焊炉
在满足锡膏受热温度 及时间的条件下直接
进行实验
焊接后,试样焊点 光滑、亮泽,无虚 焊、空焊等不良现
象
点检周期
第三次 第四次
第五次
第六次
点检项目核准
点检 项目 审核
保养人员签名 组长确认签名
备注
一、点检依据: 依本公司使用状况而定,厂商建义保质期为辅. 二、点检时间: 每间隔月十五号点检. 三、点检说明: 1.由焊接测试员实施点检。 2.当点检ok,在相应的字段打 √ ,并注明报告编号.由组长确认,保质期依此延长; 3.当点检NG,在相应的字段打x ,并注明报告编号.由组长确认,保质期为前一次点检日 期; 4.未开封锡膏不订定保质期.
锡膏搅拌机作业指导书
生效日期:2010-03-01 1.目的为了使本公司所有作业人员按正确的方法使用锡膏搅拌机,保证设备正常。
2.范围适用于本公司所有使用锡膏搅拌机,搅拌锡膏的使用者。
3.内容3.1使用流程3.1.1 确定搅拌机已接上电源(220V)。
3.1.2 打开搅拌机上盖。
3.1.3 放置欲搅拌锡膏罐于锡膏旋转搅拌座内,扣紧扣环,如图一所示:图一3.1.4 轻轻放下搅拌机上盖,将扣环扣紧上盖。
3.1.5 打开搅拌机POWER电源键,如图二所示:生效日期:2010-03-01电源开关健图二3.1.6 面板上会显示搅拌时间,按动时间(如图二“4.8”表示时间)下的两个红色按钮可整需要搅拌的时间,正常的搅拌时间为3-4分钟。
3.1.7 按绿色按钮启动(START键,如图二所示)搅拌机,开始搅拌锡膏。
3.1.8 搅拌时绿色按钮会不断闪烁,搅拌完成后时间显示为“0.0”。
3.1.9 搅拌机旋转停止后,拉开扣环,打开搅拌机上盖,取出锡膏罐。
3.1.10 放下搅拌机上盖,扣上扣环并关闭电源。
4.注意事项4.1 锡膏罐放入前须确认盖子已盖紧,罐子周围没有异物(回搅锡膏一定要保证罐子表面干净无锡膏附着物),放入固定槽后,一定要检查固定扣环是否扣好。
4.2 锡膏搅拌机旋转座上一端固定的模块重量一定要与锡膏重量平等,方能保证机器的正常运转。
4.3 搅拌时若有异常或异响,请立即按下红色按钮(STOP键)并第一时间通知组长或工程人员处理。
4.4 搅拌机上盖在使用时请轻拉轻放。
4.5 请保持搅拌机内、外与其周边场所的清洁,认真做好5S。
工程人员与组长将不定期检查。
4.6 使用者请按照操作程序使用机器,并遵守注意事项,以保持机器的稳定性与寿命。
5.记录5.1锡膏搅拌时间记录表。