EN1057 铜管 铜及铜合金 中文.
铜管质量的检验
铜管质量的检验铜管质量的检验铜管的检验按照ASTM B88-1996、EN1057-X、GB/T18033-2000标准,主要有以下项目:1、尺寸及偏差各标准所规定的尺寸与偏差均不相同,需以订货时选定的标准执行。
目前与GB/T18033-2000所配套的管件标准不完善,所以此标准使用甚少。
偏差指标包括壁厚及外径,均不得超过标准范围,否则会影响承压与装配。
2、化学成分所有标准均规定:铜+银不低于99.90%,否则会严重影响管道的使用寿命。
3、力学性能检验--抗拉强度与延伸率ASTM B88-M型管需做抗拉强度试验,EN1057-X型管则需增加延伸率的试验项目。
4、水压试验及涡流探伤水压试验按1.5倍管材最大工作压力(可计算或自标准中查得)进行,ASTM 规定80mm 以下铜管必须通过涡流探伤。
5、表面质量管材的内外壁均应光滑、清洁,不应有分层、砂眼、裂纹等缺陷。
但轻微的不超过壁厚偏差的划痕、轻微氧化不作报废依据。
订货方有要求时,管材的内表面应通过碳层试验。
适用供水质量要求较高,如直饮水管道等。
铜管件、焊接辅料的检验铜管件的检验标准有ASME/ANSI B16 、EN1254,GB/T11618-1999标准与铜管标准不配套,不予参考。
1、材质:直接影响供水水质与管路系统寿命,为必检项目。
(1)焊接紫铜配件,成分要求铜管材;(2)DZR防失锌材质铜合金,必须符合ASTM B584 C84400或BS1400 LG2、BS2872/2874 CZ132标准。
2、尺寸与偏差直接影响与管材的配合公差,关系焊接可靠度,配合公差过大的接口,即使水压试验合格交付使用多年后仍会松动漏水!(1)厚度与承插口长度(2)承插口内外径偏差焊接辅料的检验依据EN29453及BS1845无铅焊料标准检验。
为保证供水水质不受污染,所有焊料必须不含重金属,铅含量不得超过0.10%,这一点在国外已成为铜水管焊接施工的常规,但在国内仍未引起重视。
en12165-2016国际标准中文
EN xxx-2016国际标准中文一、概述EN xxx-2016是一项重要的国际标准,其内容涉及到许多难以理解的技术术语和概念。
本文旨在对该标准的主要内容进行解读和分析,帮助读者更好地理解和运用这一标准。
二、标准概况EN xxx-2016标准的全称是“EN xxx:2016 Copper and copper alloys - Seamless, round copper and copper alloy tubes for 本人r conditioning and refrigeration - Technical conditions”。
该标准规定了空调和制冷用途的无缝铜及铜合金管材的技术条件,包括材料、尺寸、允许偏差、化学成分、力学性能、表面质量、检验方法等方面的要求,适用于空调和制冷设备的制造和安装。
三、标准的重要性1. 对产品质量的保证EN xxx-2016标准对铜及铜合金管材的材料、尺寸、化学成分、力学性能等方面进行了严格的规定,这些规定可以有效保证产品的质量和性能稳定性。
通过遵循该标准,生产厂家可以生产出合格的管材产品,从而为用户提供更加可靠和安全的空调和制冷设备。
2. 促进国际贸易的发展EN xxx-2016标准是一项国际标准,其统一的技术要求可以促进不同国家和地区之间的贸易往来。
在国际贸易中,遵循同一套技术标准可以降低产品的技术壁垒,提高产品的竞争力,有利于扩大市场份额,增加企业的出口额。
3. 保障用户的权益EN xxx-2016标准对铜及铜合金管材的使用与安装也进行了规范,包括了合适的尺寸、允许偏差、表面质量等要求。
符合该标准的产品能够更好地满足用户的需求,保障用户的权益,避免因产品质量问题带来的损失。
四、标准的主要内容EN xxx-2016标准的内容主要包括以下几个方面:1.范围标准规定了适用于空调和制冷设备的铜及铜合金无缝管材的技术条件,包括了材料、尺寸、允许偏差、化学成分、力学性能、表面质量、检验方法等方面的要求。
EN12451(中文1译文)

EN12450«无缝铜及其合金毛细圆管»
EN12452«热交换器用轧制、翅片、无缝铜及其合金管»
EN12735-1«空调及制冷用无缝圆及其合金铜管»第一部分:管道用管材
EN12735-2«空调及制冷用无缝铜及其合金铜管»第二部分:设备用管材
prEN13348«医疗气体用无缝铜及其合金铜管»
4.1.3编号
材料编号标识规定按EN1412标准进行。
4.2状态
本标准中,材料的状态标识规定按EN1173标准进行,分别如下:
R***:用R后面跟“***”(代表产品的最小抗拉强度值)来表示材料强度方面的要求。
H***:用H后面跟“***”(代表产品的最小硬度值)来表示材料硬度方面的要求。
注:产品“H***”可以用维氏硬度值来表示,也可以用布氏硬度值来表示。两种硬度试验方法均可以用标识“H***”来加以表示。
j)是否需要通过抗应力腐蚀试验(见6.5.2);
k)硬态管的两端管头是否需要退火处理;
l)如果管材需进行探伤检验(见6.5.4),则除非检验方法与评判准则由买方选定,否则探伤检验方法见条款8.5;
m)管材是否用于焊接场合(见表1);
n)是否需要一致性声明文件(见9.1);
o)是否需要检验文件,如果需要,哪种类型(见9.2);
EN12451
(译文)
热交换器用无缝铜及其合金圆管
本欧洲标准于1999年6月14日由CEN批准实施。
CEN成员应遵守CEN/CENLEC内部规则,该规则规定了各CEN成员不准更改本欧洲标准直接成为国家标准的条件。
关于各成员国此类最新的国家标准文献目录可以从CEN管理中心或各CEN成员国获得。
铜管及管件标准有哪些呢?

铜管及管件标准有哪些呢?目前国内常用的铜管及管件标准主要有美国标准、欧洲标准及中国国家标准三类:1.美国标准ASTMB88-1996铜管及管件标准有哪些呢?该标准最新修订于1996年,与旧标准相比基本无改动,规定了1/4"~12"铜管的规格、尺寸及偏差、压力、质量检验方法等条款。
其中“K”型为适用地下管线及高压高温或有其它更高要求用途的铜管;“L”型为适用非地下管线,但压力较高用途的铜管;“M”型属地表经济实用型铜管,适用于一般性供水及供暖管道(此标准在国内采用较多);“DWV”型为无压力排水用途(目前在国内尚无使用)。
与之相配套的铜管件标准为ASME/ANSI?B16,规定了自1/4"~12"管件的材质、规格尺寸及偏差等检验方法。
2.欧洲标准EN1057-1996现行欧洲标准取替了原英国标准BS2871-1971,其内容基本与原标准相同,检验条款等同与美国标准,但口径范围小于美国标准。
其中“Y”系列(自6mm~108mm)用于地下管线及一般用途;“X”系列(自6mm~267mm)为经济实用型,在国内及香港地区被广泛采用。
铜管及管件标准有哪些呢?与之相配套的管件标准为EN12543.中国标准?GB/T18033-2000(取代原标准GB1527-87)现行的国标与原国标有很大差别,新的标准基本参照欧美标准,并规定了DN15~200mm 壁厚分为A、B、C三种型号的铜管。
其中A型管为厚壁型,适用较高用途;B型管适用于一般用途;C型管为薄壁铜管,基本等同EN1057-X。
外径偏差分为普通级及较高精度级,但都低于国外标准。
目前国内只有极少厂家生产的小口径铜管外径偏差能符合新标准要求。
新国标的其它技术指标基本等同与国外标准,但目前仍没有国内厂家能严格执行这一标准生产铜水管。
铜管及管件标准有哪些呢?与之相配套的管件方面,目前国内最新制定的标准为GB/T11618-1999。
铜合金国标牌号
铜合金国标牌号铜合金是一种常用的非铁金属材料,具有良好的导电性、导热性和耐腐蚀性能。
根据国际标准和中国标准,铜合金被分为不同的牌号,每个牌号代表具有特定成分和性能的铜合金材料。
以下是一些常见的铜合金国标牌号。
1. H59铜合金:H59铜合金是一种铜-锌合金,也被称为黄铜。
其成分中含有约59%的铜和41%的锌。
H59铜合金具有良好的机械性能和耐腐蚀性能,适用于制作管道、阀门、仪表等。
2. H62铜合金:H62铜合金是一种铜-锌合金,其成分中含有约62%的铜和38%的锌。
H62铜合金具有良好的冷加工性能和耐腐蚀性能,广泛用于制作钢琴线、触点、电阻器等。
3. H65铜合金:H65铜合金是一种铜-锌合金,其成分中含有约65%的铜和35%的锌。
H65铜合金具有较高的强度和耐腐蚀性能,适用于制作轴承、齿轮、弹簧等。
4. H68铜合金:H68铜合金是一种铜-锌合金,其成分中含有约68%的铜和32%的锌。
H68铜合金具有良好的导电性能和耐腐蚀性能,常用于制作电器元件、接线端子等。
5. H90铜合金:H90铜合金是一种含镍的铜合金,其成分中含有约90%的铜和10%的镍。
H90铜合金具有高强度、高耐腐蚀性和高导电性,适用于制作电子零件、特种设备等。
6. Hpb59-1铜合金:Hpb59-1铜合金是一种铜-锌-铅合金,其成分中含有约59%的铜和1%的铅。
Hpb59-1铜合金具有良好的耐热性和耐腐蚀性能,常用于制作电磁阀、船舶配件等。
7. Hpb60-2铜合金:Hpb60-2铜合金是一种铜-锌-铅合金,其成分中含有约60%的铜和2%的铅。
Hpb60-2铜合金具有较高的强度和耐蚀性能,常用于制作钢琴线、管道接头等。
8. QSn4-3铜合金:QSn4-3铜合金是一种铜-锡合金,其成分中含有约4%的锡。
QSn4-3铜合金具有良好的耐磨性和耐蚀性,适用于制作轴承、齿轮等。
以上所列举的铜合金国标牌号只是其中的一小部分,还有许多其他种类的铜合金。
各种管材及附件执行标准及技术参数.
管材及管件:122、其它金属管系列:3、给水铸铁管系列:45 Array67常用介质选项用管材:8、管路法兰:A注:给排水常用法兰为板式平焊法兰HG20593-97。
B、标注格式举例:1、配公制管,公称通径为300,压力等级为PN1.0的板式平焊全平面法兰表示为:PL 300-1.0 FF2、配英制管,公称通径为150,压力等级为PN1.6的带颈平焊突面法兰表示为:SO 150(A)-1.6 RF CEF、法兰(法兰盖)尺寸表:9、紧固件:A、紧固件型式有:六角头螺栓、等长双头螺栓、全螺纹螺柱、Ⅰ型六角螺母BC、等长双头螺栓规格及性能等级:DE注:专用螺母标准号为HG20613,材料牌号为35CrMo、0Cr18Ni9、0Cr17Ni12Mo2。
F、紧固件标示示举例:●螺纹规格为M16、公称长度为L=80mm、性能等级为8.8级的六角螺栓,其标示为:GB5782 螺栓 M16×80 8.8级●螺纹规格为M30×2、公称长度为L=160mm、材料牌号为35CrMoA双头螺柱,其标示为:HG20613 双头螺柱 M30×2×160 35CrMoA●螺纹规格为M24、公称长度为L=120mm、材料牌号为25Cr2MoVA全螺纹螺柱,其标示为:HG20613 全螺纹螺柱 M24×120 25Cr2MoVA●螺纹规格为M12、性能等级为8级的六角螺母,其标示为:GB6170 螺母 M12 8级G、紧固件使用条件:●商品级六角螺栓使用条件应符合下列各条件:a、压力为PN≤1.6Mpa;b、非剧烈循环场合;c、配用非金属软垫片;d、介质为非易燃易爆及毒性危害程度较大的场合;●商品级双头螺柱及螺母使用条件应符合下列各条件:a、压力为PN≤4.0MPa,配用非金属垫片。
b、非剧烈循环场合;c、配用非金属软垫片;●除上述两点外,应选用专用级螺柱(双头螺柱或全螺纹螺柱)和专用螺母。
紫铜管tp2执行标准
紫铜管tp2执行标准紫铜管TP2执行标准紫铜管TP2是一种高品质的铜管材料,具有良好的耐腐蚀性、导热性和可加工性。
它广泛应用于建筑、化工、电力、航空航天等领域。
为了确保紫铜管TP2的质量和性能,国际上制定了一系列的执行标准,本文将对这些标准进行介绍。
1. GB/T 8890-2018《无缝铜管》GB/T 8890-2018是中国国家标准,适用于制造各种用途的无缝铜管,包括紫铜管TP2。
该标准规定了无缝铜管的尺寸、外观、化学成分、机械性能、耐腐蚀性能等要求。
其中,紫铜管TP2的化学成分要求铜含量不少于99.95%,磷含量不超过0.015%,其余杂质含量不超过0.05%。
2. ASTM B88-20《无缝和焊接铜管》ASTM B88-20是美国材料和试验协会制定的标准,适用于制造各种用途的无缝和焊接铜管,包括紫铜管TP2。
该标准规定了铜管的尺寸、外观、化学成分、机械性能、耐腐蚀性能等要求。
其中,紫铜管TP2的化学成分要求铜含量不少于99.90%,磷含量不超过0.015%,其余杂质含量不超过0.10%。
3. JIS H3300-2006《无缝铜管》JIS H3300-2006是日本工业标准,适用于制造各种用途的无缝铜管,包括紫铜管TP2。
该标准规定了无缝铜管的尺寸、外观、化学成分、机械性能、耐腐蚀性能等要求。
其中,紫铜管TP2的化学成分要求铜含量不少于99.95%,磷含量不超过0.015%,其余杂质含量不超过0.05%。
4. EN 1057:2006《铜和铜合金无缝、焊接管和管件》EN 1057:2006是欧洲标准,适用于制造各种用途的无缝和焊接铜管,包括紫铜管TP2。
该标准规定了铜管的尺寸、外观、化学成分、机械性能、耐腐蚀性能等要求。
其中,紫铜管TP2的化学成分要求铜含量不少于99.90%,磷含量不超过0.015%,其余杂质含量不超过0.10%。
5. AS 1432-1993《铜和铜合金无缝管》AS 1432-1993是澳大利亚标准,适用于制造各种用途的无缝铜管,包括紫铜管TP2。
三种常用铜水管及管件标准比较

2. 尺寸范围:美标最大,铜管及管件均至DN300;
国标次之,铜管及管件均至DN200; 欧标最小,铜管至DN250,管件至DN100 。
3. 壁厚设计与工作压力(见表3)
项 目 ASTM B88 1996
X 外径 /mm 安全 工作 压力 /Mp a 9.4 8.9 5.8 5.5 5.2 4.6 4.2 4.1 3.8 3.6 3.6 3.9 3.9 3.9 L 安全 工作 压力 /Mp a 7.6 6 5.2 4.7 4.3 3.8 3.5 3.3 3.1 2.8 2.6 2.8 2.9 2.7 M 安全 工作 压力 /Mp a 5.2 4.2 3.6 3.6 3.5 3.1 2.9 2.7 2.7 2.5 2.3 2.4 2.4 2.4 外径 /mm
+0.03 +0.25 +0.03 +0.35 -0.03 -0.30 -0.03 -0.35 无
欧标
+/-0.2
国标
普通精度 +/-0.40 高精度 +/-0.10
欧标
无
国标
-0.70 +1.20 +0.70 +1.20 +1.00 +1.80 无
欧标
无
国标
普通精度 +0.30 -1.60 +0.10 -1.80 -0.03 +2.50 无 高精度 +0.60 +1.30 +0.52 +1.58 +0.75 +2.05 无
欧标
+0.02 +0.20 +0.02 +0.24 +0.02 +0.24 +0.03 +0.30 +0.03 +0.30 +0.03 +0.30 +0.03 +0.41 +0.03
各种铜管标准及国际对照
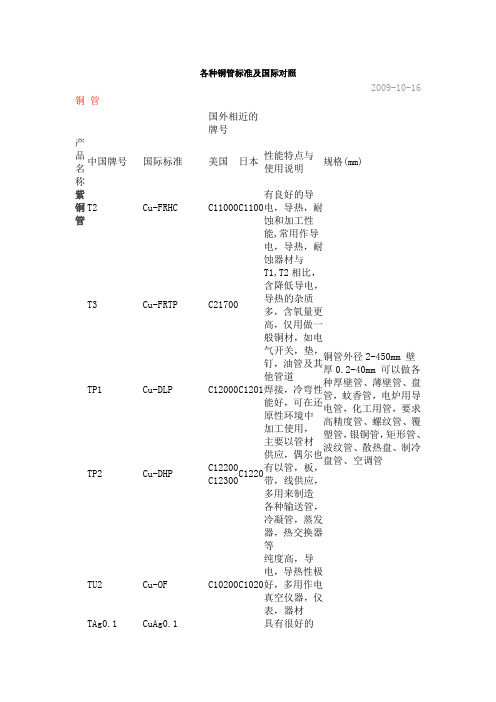
各种铜管标准及国际对照2009-10-16 铜管国外相近的牌号产品名称中国牌号国际标准美国日本性能特点与使用说明规格(mm)紫铜管T2 Cu-FRHC C11000 C1100有良好的导电,导热,耐蚀和加工性能,常用作导电,导热,耐蚀器材与T1,T2相比,含降低导电,导热的杂质多,含氧量更高,仅用做一般铜材,如电气开关,垫,钉,油管及其他管道铜管外径2-450mm 壁厚0.2-40mm 可以做各种厚壁管、薄壁管、盘管,蚊香管,电炉用导电管,化工用管,要求高精度管、螺纹管、覆塑管,银铜管,矩形管、波纹管、散热盘、制冷盘管、空调管T3 Cu-FRTP C21700TP1 Cu-DLP C12000 C1201 焊接,冷弯性能好,可在还原性环境中加工使用,主要以管材供应,偶尔也有以管,板,带,线供应,多用来制造各种输送管,冷凝管,蒸发器,热交换器等TP2 Cu-DHPC12200C12300C1220TU2 Cu-OF C10200 C1020纯度高,导电,导热性极好,多用作电真空仪器,仪表,器材TAg0.1 CuAg0.1 具有很好的耐磨性,电接触性和耐蚀性普通黄铜管H96 CuZn5 C21000 C2100强度低,导热,导电性好,镀锡铜管,各类牌号均可,预镀铜层厚H90 CuZn10 C22000 C2200和H96性能相似,强度稍高,可镀金属,各种给排水管,双金属片及奖章,艺术品等H85 CuZn15 C23000 C2300强度较高,塑性良好,适合冷,热加工焊接性及耐蚀性良好,冷凝和散热用管,蛇形管,虹吸管,冷却设备制件H80 CuZn20 C24000 C2400和H85性能类似,强度较高,塑性也较好,耐蚀性较高,薄壁管,皱纹管造纸网及房屋建筑用品H70 CuZn30 C26000 C2600塑性优良,强度较高,切削加工性好,焊接,耐蚀性好,热交换器,造纸用管,机械,电子零件H68 C26200 性能与H70极相似,但冷作时有,“季裂”倾向,复H68A CuZn30As C26130杂的冷冲件和深冲件,如波纹管 H65 CuZn35C27000 C 2700 有良好的力学性能,能承受冷热加工,用于制作小五金,日用品,螺钉等制件H63 CuZn37C27200 C 2720 有良好的力学性能,热态下塑性良好,切削性良好,焊接性,耐蚀性良好,各种深引伸和弯折的受力件,如销钉,螺帽,气压表弹簧,散热性,环形件H62 CuZn40C28000 C 2800 镀银铜管,各类牌号均可,镀锡层厚(μm)≥2,基管规格(mm),宽度10-100厚度0.1-1.0,镀层成分 纯锡(Sn)HPb59是一种广泛应用的铅黄铜,具有良好的力学能,是切削加工性好,可承受冷热压力加工,适用于切削加工及冲压加工的各种结构零件,如垫片,衬套等环保铜铅黄铜管HPb63-3C34500 C 3450切削加工性能优良,有高的减摩性能,钟表结构件及汽车拖拉机零件 HPb63-0.1切削加工性略差,结构零件HPb63-0.8 CuZn37Pb1 C35000 C 3710HPb60-1切削加工性好,强度高,高强度的结构零件 HPb59-1 CuZn39Pb1 C37710 C 3771 是一种广泛应用的铅黄铜,具有良好的力学性能,且切削加工性好,可承受冷热压力加工,使用于切削加工及冲压加工的各种结构零件,如垫片,衬套等HPb59-3 HPb89-2 HPb66-0.5 HPb62-3锡黄铜管 HSn70-1有高的耐腐蚀性,有良好的力学性能,在冷,热态下压力加工性良好,可用于舰船上的耐蚀零件及蒸汽,油类等介质接触的零件及导管HSn62-1 CuZn38Sn1C46400 C 4620HSn60-1C48600 力学性能及切削性良好,俗称海军黄铜与海水接触的船舶零件或其他零件HSn90-1C40400 具有高的耐蚀性和减摩性,是唯一可用作减摩合金使用的锡青铜,用作耐蚀减磨零件如衬套等铝黄铜管HAL77-2强度高,硬度高,塑性良好,海水中耐蚀性好,但有腐蚀开裂倾向,船舶等用做冷凝管及其他耐蚀零件HAL67-2.5耐磨性好,对海水耐腐蚀性尚好,海轮抗蚀零件HAL60-1-1CuZn39AL-FeMn C67800强度高,冷态下塑性略差,耐蚀性好,腐蚀开裂敏感,用做各种耐蚀结构零件,如齿轮,轴,料套等HAL66-6-3-2具有高强度,硬度及耐磨性,耐蚀性良好,但塑性教差,大型蜗杆及重荷工作条件下的螺母锰黄铜管HMn57-3-1强度,硬度高,但塑性差,耐蚀性好于普通黄铜,耐蚀的结构零件HMn58-2力学性能良好,导电,导热性低,耐腐蚀性好,有腐蚀开裂倾向,耐腐蚀的重要零件及弱电电工业用的零件HMn55-3-1耐腐蚀结构件铁黄铜管HFe59-1-1C67820强度高,韧性好,减摩性良好,耐蚀性高,用来制造腐蚀状态下摩擦工作的结构零件HFe58-1-1强度高,硬度高,塑性差,切削性好,耐蚀性尚好,高强度耐蚀零件硅黄铜管HSi80-3力学性能良好,切削性良好,易焊接和钎焊,导电,导热性低,耐蚀性高,无腐蚀开裂倾向,船舶用零件,蒸汽及水管及管配件镍黄铜管HNi65-5力学性能良好,切削性好,易焊接和钎焊,导电,导热性低,耐蚀性高,且无腐蚀开裂倾向,船舶用零件,蒸汽及水管及配件锡青铜管QSn4-3CuSn4Zn2高的耐摩性,弹性,抗磁性良好,化工设备的耐蚀件,耐磨件,弹簧及各种弹性元件,抗磁元件QSn4-4-2.5高的耐摩性,良好的切削性,焊接性,主要用来制造摩擦条件下工作的轴承轴套,衬套及圆盘等QSn4-4-4 CuSnPb4Zn3 C54400QSn6.5-0.1 CuSn6C51900 C 5191QSn6.5-0.4 CuSn7 C51900 C 5191 因含磷量较QSn6.5-0.1要高,抗疲倦强度,弹性,耐磨性均教好,除用作弹簧及耐磨件外,主要用于制造造纸工业用的耐磨铜网QSn7-0.2 CuSn8C52100 C 5210 强度高,弹性,耐磨性好,焊接性好耐蚀性好,制作中等负荷,中等滑动速度下承受摩擦的零件,如轴承,轴套,蜗轮等QSn4-0.3具有高的力学性能,耐腐蚀性和高弹性,多用制作各种压力计用管材料QSn8-0.3 QSn1.5-0.2 铝QAL9-2 CuAl9Mn2既有高强度,青铜管热态,不易钎焊,制作弹簧及其他耐蚀元件,如蜗轮等QAL9-4 CuAl10Fe3 C62300QAL9-5-1-1 C628QAL10-5-5 C63280 C6301QAL10-3-1.5 C63200具有高的强度及耐摩擦性,不易钎焊,有较高抗氧化性和耐蚀性,制作高温条件下的耐磨件和标准件,如齿轮,轴承,飞轮QAL10-4-4 CuAl10Ni5Fe5 C63300 C A104具有高强度,高温力学性能两好,良好的减摩性,不易钎焊,抗蚀性良好,制作高强的耐磨零件和高温条件下工件,如轴衬,轴套,法兰盘,齿轮及其他重要耐蚀零件,耐磨零件铍青铜管QBe2 CuBe2 C17200 C1720是一种理论化综合性能优良的合金,热处理后具有高的强度,硬度,弹性,耐磨性,耐热性和耐寒性,无磁性,易于焊接,且抗蚀性良好QBe1.7 CuBe1.7C17000 C 1700 与QBe2性能相近,但在弹性,迟滞性,疲劳强度,弹性稳定性QBe1.9硅青铜管 QSi1-3强度高,耐磨性极好,切削性,焊接性良好,耐腐蚀性良好,工作条件较差或腐蚀性介质中的零件制造QSi3-1CuSi3Mn1C65500C65800强度高,弹性,耐磨性,塑性均好,用于制造腐蚀介质中工作的弹性元件。
中国铜及铜合金牌号及标准与国外对照表(2020年11月整理)

2.0040 2.0070 2.0070 2.0065 2.0090 2.0090 2.0090 2.0076 2.0220 2.0230 2.0240 2.0250 2.0265 2.0280 2.0335 2.0321 2.0331 2.0331 2.0360 2.0371 2.0375 2.0380 2.0401 2.0402 2.0470 2.0490 2.0460 2.1016 2.1018 2.1020 2.1030 2.0730 2.0742 2.0740 2.0872 2.8820
中国 GB TU2 T2 TP2 TP1 H96 H90 H85 H80 H70 H68 H65 H63 HPb63-3 HPb63-3 H62 H60 HPb63-3 HPb59-1 HPb58-2.5 QSn4-0.3 QSn6.5-0.1 QSn8-0.3 BZn12-24 BZn12-26 BZn18-18 -
美国 UNS C10100 C10300 C10300 C11000 C12200 C12200 C12200 C12000 C21000 C22000 C23000 C24000 C26000 C26800 C27000 C27200 C34000 C34200 C28000 C35000 C36000 C37700 C38500 C38000 C68800 C44300 C68700 C51100 C51000 C51900 C52100 C75700 C77000 C76400 C70600 C71500
(2020 年 11 月整理) 欧洲
EN
Cu-OFE
CW009A
Cu-HCP
CW021A
Cu-PHC
CW020A
Cu-ETP
CW004A
EN1254-2 中文版
铜、铜合金管件BS EN 1254-2:1998第二部分:带卡套连接端口的铜管管件1 范围此欧洲标准详细说明了表面电镀/涂层处理或本色的铜管件和铜合金管件的材料,装配尺寸,公差和测试要求以及允许的最大温度和压力。
此部分详细说明了,与EN 1057中指定的铜管相连接的,卡套连接端口的连接端尺寸。
管件的连接方式可能会包括由EN1254-1到EN1254-5或其他标准所规定的任何形式。
同时此标准建立了管件命名的规定。
2 标准参考书目此欧洲标准是通过记录和更新其他出版物的规定合并而成的。
这个标准参考引用的出版物,详细列在后面。
对有日期的列表,所显示的被采用参考标准的日期、修改版本等,以这些标准被采用时的实际情况为准。
没有显示日期的参考标准清单,指的是最后的版本。
3 定义以下是此标准的一些定义:3.1 管件在管路系统中,用来连接管子或连接管路系统部件的装置。
3.2 卡套连接端口端口内部的密封面,是通过管子外面的铜环或衬套的变形来形成的。
3.2.1 卡套连接端口,A型用于连接的管子,不需要任何修理,如被切成方、去毛刺或倒角等。
密封面是通过安装在管子外面的铜环或衬套的变形形成的,此变形可以使用密封辅助材料,如焊锡,也可以不使用辅助材料。
管子可以有内部支撑,也可以没有内部支撑。
3.2.2 卡套连接端口,B型用于连接的管子事先在其末端要有变形,密封面是通过管子的变形面和管件相应的变形面之间的相互挤压形成的。
或者是通过管子的变形面和安装在管子上的松动的铜环或衬套的相互作用形成的。
3.3 缩口器(用于与紫铜管连接的卡套式连接端口)由单件或多件组成,用于实现卡套式管件与小于其公称直径的管子之间的连接。
3.4 转换接头用于连接不同形式的端口的管件。
3.5 公称直径管件末端的公称直径,以与其连接的管子的外径来命名。
要求概述管件应该遵从4.2-4.5的要求,并且同时要能通过4.6对产品类型的测试要求。
缩口器也需要满足这些要求。
EN1254-1中文版
BS EN 1254-1:1998 第一部分:插紫铜管的、以锡焊或铜焊为末端的管件BS EN 1254-1:1998 第一部分:插紫铜管的、以锡焊或铜焊为末端的管件1.适用范围:欧洲标准所指定的适用于电镀或非电镀产品的紫铜及铜合金的材质、组装尺寸、公差、检测要求。
允许的最高温度最大压力也有建立。
EN1254标准,此部分是阐明用来连接EN1057中所指的紫铜管的带焊锡的或黄铜的连接端的尺寸。
这些连接件可以包含在EN1254-1只EN1254-2中的任何种终端的连接。
此标准建立了连接的设计系统3.定义3.1Plumbing fitting用在管道系统中用来连接管子之间或者管子与另一系统的连接部分的装置3.2Capillary end由毛细管作用形成的环状空间的焊锡或黄铜流形成的连接处的末端3.3Reducer (capillary soldering or brazing for copper tube)使得连接末端可与比其通径小的管子连接起来的部件3.4Adaptor fitting结合了不止一种的端口的管件备注:其他端口的具体信息可参见此标准或者其他标准的相关部分3.5Nominal diameter连接端的通径指的就是所连接的管子的名义上的外径4.要求4.1 概述连接必须符合4.2到4.5的要求,并能够达到4.6种的检测要求。
Reducers 也应符合这些要求4.2材质4.2.1概述管件必须由选自以下任一种材料的紫铜或者黄铜制成的-- 欧洲紫铜和黄铜产品标准中指定的,或者-- CEN/TC133 中记载的保证由这些材料生产的管件可以达到此标准的功能要求。
备注:一些管件制造商目前常用的标准的紫铜和黄铜材料请参见表1。
注册的和金的具体细节可以从CEN/TC133 秘书处获得图1-关键孔径*)当外配外端直径小于管件直径,在外配外端的L1应该靠增加L2来增加。
4.3.4 最小壁厚在任意点处测量到的最小壁厚应该符合表5中的尺寸e (见图3)。
EN1057 铜管 铜及铜合金 中文
铜及铜合金—用于卫生和供热装置的无缝圆形铜水管和铜气管 BS EN1057:19962005-7-13BS EN 1057:1996引言由该标准生产的铜管材应符合该标准所涉及到的检测要求,并应接受供方质量体系所引用的标准 EN ISO9001 、 EN ISO9002 或 EN ISO9003 的监督。
外径不大于 108mm 的管材能适合于毛细管焊接、铜焊或进行机械加工成套管装配。
对于外径大于 108mm 的管材能很好地适合于焊接或铜焊操作。
对于其它领域所应用的管子可参照该标准执行,在这种情况下,其特殊要求(如规格、技术要求或交货条件等)应由供需双方协商。
1. 范围该标准规定了铜管材的要求、试样、试验方法和交货条件。
该标准适用于外径从 6mm — 267mm 的无缝圆形铜管。
——热水和冷水的供水系统——热水的热装置系统,包括地下热装置系统——民用天然气和煤气供应系统——废水下水道设备2. 标准的参照文献现行 EN 723 铜及铜合金—铜管或管装置内表面碳的燃烧测定方法现行 EN 1971 铜及铜合金—管材涡流探伤方法EN 10002—1 金属材料—拉伸试验—第 1 部分:试验方法(室温)EN 10232 金属材料—管材—弯曲试验方法(全截面)EN 10234 金属材料—管材—扩口试验方法EN 10235 金属材料—管材—卷边试验方法ISO 6507—1 金属材料—硬度试验—维氏硬度第 1 部分:HV5—HV1003. 定义该标准采用如下定义。
3.1 无缝圆形铜管用铜制成的半成品,具有圆的横截面、均匀的各义壁厚、连续的圆柱表面,并以直条或盘卷的形式供应。
3.2 钎焊和铜焊用熔点低于被连部件和原金属的填充料,使其在液态下发生微作用而进行金属间的非直接连接。
3.2.1 钎焊、软钎焊使用熔点低于450℃ 的填充料的微作用进行的一种连接方式。
3.2.2 铜焊、硬钎焊使用熔点高于450℃ 的填充料的微作用而进行的一种连接方式。
中外铜及铜合金标准对照
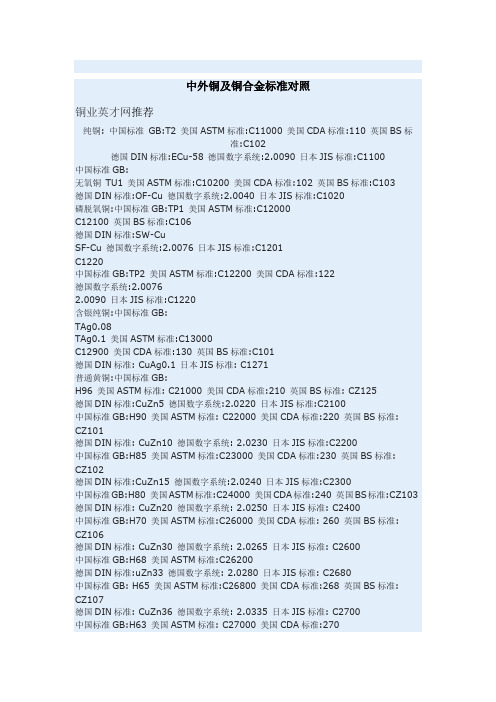
中外铜及铜合金标准对照铜业英才网推荐纯铜: 中国标准GB:T2 美国ASTM标准:C11000 美国CDA标准:110 英国BS标准:C102德国DIN标准:ECu-58 德国数字系统:2.0090 日本JIS标准:C1100中国标准GB:无氧铜TU1 美国ASTM标准:C10200 美国CDA标准:102 英国BS标准:C103德国DIN标准:OF-Cu 德国数字系统:2.0040 日本JIS标准:C1020磷脱氧铜:中国标准GB:TP1 美国ASTM标准:C12000C12100 英国BS标准:C106德国DIN标准:SW-CuSF-Cu 德国数字系统:2.0076 日本JIS标准:C1201C1220中国标准GB:TP2 美国ASTM标准:C12200 美国CDA标准:122德国数字系统:2.00762.0090 日本JIS标准:C1220含银纯铜:中国标准GB:TAg0.08TAg0.1 美国ASTM标准:C13000C12900 美国CDA标准:130 英国BS标准:C101德国DIN标准: CuAg0.1 日本JIS标准: C1271普通黄铜:中国标准GB:H96 美国ASTM标准: C21000 美国CDA标准:210 英国BS标准: CZ125德国DIN标准:CuZn5 德国数字系统:2.0220 日本JIS标准:C2100中国标准GB:H90 美国ASTM标准: C22000 美国CDA标准:220 英国BS标准:CZ101德国DIN标准: CuZn10 德国数字系统: 2.0230 日本JIS标准:C2200中国标准GB:H85 美国ASTM标准:C23000 美国CDA标准:230 英国BS标准:CZ102德国DIN标准:CuZn15 德国数字系统:2.0240 日本JIS标准:C2300中国标准GB:H80 美国ASTM标准:C24000 美国CDA标准:240 英国BS标准:CZ103 德国DIN标准: CuZn20 德国数字系统: 2.0250 日本JIS标准: C2400中国标准GB:H70 美国ASTM标准:C26000 美国CDA标准: 260 英国BS标准:CZ106德国DIN标准: CuZn30 德国数字系统: 2.0265 日本JIS标准: C2600中国标准GB:H68 美国ASTM标准:C26200德国DIN标准:uZn33 德国数字系统: 2.0280 日本JIS标准: C2680中国标准GB: H65 美国ASTM标准:C26800 美国CDA标准:268 英国BS标准:CZ107德国DIN标准: CuZn36 德国数字系统: 2.0335 日本JIS标准: C2700中国标准GB:H63 美国ASTM标准: C27000 美国CDA标准:270CZ108德国DIN标准: CuZn37 德国数字系统: 2.0321 日本JIS标准: C2720中国标准GB: H60 美国ASTM标准: C27200C28000 美国CDA标准:280 英国BS标准: CZ109德国DIN标准:CuZn40 德国数字系统:2.0360 日本JIS标准: C2800C2801铅黄铜:中国标准GB: HPb63-3 美国ASTM标准: C34500C34700 美国CDA标准: 315347 英国BS标准: CZ119 CZ124德国DIN标准: CuZn36Pb1.5CuZn36Pb3 德国数字系统: 2.0331 日本JIS标准:C3560中国标准GB: HPb63-0.1 美国ASTM标准: C34900德国DIN标准:CuZn37Pb0.5德国数字系统: 2.0332中国标准GB:HPb60-2 美国ASTM标准: C36000 英国BS标准: CZ120日本JIS标准: C3713 C3604中国标准GB:HPb59-2 美国ASTM标准: C35300德国DIN标准:CuZn39Pb2 英国BS标准: C3771中国标准GB: HPb59-1 美国ASTM标准: C37800 英国BS标准: CZ122德国DIN标准:CuZn39Pb3 德国数字系统: 2.0380 日本JIS标准: C3710中国标准GB: HPb58-2.5 美国ASTM标准: C38000 英国BS标准: CZ121德国数字系统:2.0401 日本JIS标准: C3603铝黄铜:中国标准GB: HAl77-2 美国ASTM标准: C68700 美国CDA标准:687 英国BS 标准: CZ110德国DIN标准: CuZn22Al德国数字系统: 2.0460 日本JIS标准: C6870中国标准GB:HAi66-6-3-2美国CDA标准: 670 日本JIS标准: C6872中国标准GB: HAi60-1-1 美国ASTM标准:C67000 美国CDA标准: 678德国DIN标准:CuZn37Al 德国数字系统: 2.0510 日本JIS标准: C6782中国标准GB: HAl59-3-2 美国ASTM标准:C67800德国DIN标准: CuZn35Ni 德国数字系统: 2.0540硅黄铜:中国标准GB:HSi80-3 美国ASTM标准: C69400锰黄铜:中国标准GB: HMn58-2 美国ASTM标准: C67400德国DIN标准: CuZn40Mn 德国数字系统: 2.0572中国标准GB: HMn57-3-1德国DIN标准: CuZn35Ni 德国数字系统: 2.0540铁黄铜:中国标准GB:HFE59-1-1 美国ASTM标准: C67820德国DIN标准:CuZn39Sn 德国数字系统:2.0530 日本JIS标准: C6782锡青铜中国标准GB: QSn4-4-4 美国ASTM标准: C54400 美国CDA标准:544日本JIS标准: C5441中国标准GB:QSn6.5-0.1美国CDA标准: 519 英国BS标准: PB100中国标准GB: QSn7-0.2 美国ASTM标准: C52100 美国CDA标准: 521 英国BS标准:PB104德国DIN标准: CuSn8 德国数字系统: 2.1030 日本JIS标准: C5212标准: PB101德国DIN标准: CuSn2 德国数字系统:2.1010 日本JIS标准:C5212C5101铝青铜:中国标准GB:QAl5 美国ASTM标准:C60600 英国BS标准: CA101德国DIN标准: CuAl5 德国数字系统: 2.0916中国标准GB: QAl7 美国ASTM标准: C60800 英国BS标准: CA102德国DIN标准:CuAl8 德国数字系统: 2.0920中国标准GB: QAl9-2 美国ASTM标准:C61000德国DIN标准: CuAl9Mn 德国数字系统: 2.0960中国标准GB: QAl9-4 英国BS标准: CA103德国DIN标准: CuAl8Fe 德国数字系统: 2.0930中国标准GB:QAl10-3-1.5美国ASTM标准: C61900 英国BS标准: CA106德国DIN标准: CuAl10Fe德国数字系统: 2.0936 日本JIS标准:C6161中国标准GB:QAl10-4-4 美国ASTM标准: C63000C63200 美国CDA标准: 630 英国BS标准: CA104 CA105德国DIN标准:CuAl10Ni 德国数字系统: 2.0966 日本JIS标准: C6301硅青铜:中国标准GB: QSi1-3 美国ASTM标准:C64700 英国BS标准: DTD 498德国DIN标准: CuNi2SiCuNi3Si 德国数字系统:2.0855 2.0857中国标准GB:QSi3-1 美国ASTM标准: C65500 C65800 英国BS标准: CS101德国DIN标准: CuSi3Mn 德国数字系统: 2.1525铬青铜:中国标准GB:QCr0.5 美国ASTM标准: C18100C18200C18400 美国CDA标准: 185 英国BS标准: CC101德国DIN标准: CuCr 德国数字系统: 2.1291铬锆铜中国标准GB:QCr0.5-0.1美国ASTM标准: C18150白铜.中国标准GB:BFe10-1-1.美国ASTM标准: C70600.中国标准GB:BFe30-1-1.美国ASTM标准:C71500.。
欧标与国标铜管之比较

GB/T18033(国标) 公称外径公差
±0.08 ±0.09 ±0.10 ±0.12 ±0.15 ±0.25
国标严于欧标
±0.15 ±0.20 ±0.30
四、中国、欧盟标准铜管壁厚及允许偏差比较表
编号 公称壁厚mm
国标GB/T18033
±10% ±10% ±10% ±10% ±10% ±12% ±12% ±12%
1 2 3 4 5 6 7
化学成分 Cu+Ag P 外径范围 产品状态 硬度 抗拉强度 晶粒度 扩口试验
Hv5 Rm mm %
ห้องสมุดไป่ตู้75~100 ≥250MPa ≤0.040 >30
第 3 页,共 8 页
国产铜管与进口铜管对比表
第 4 页,共 8 页
进口脱脂去油标准
在国内没有做此方面的 检测,只有国外的报 告,国内供应商处暂时 没有,需要国外提供。
第 1 页,共 8 页
国产铜管与进口铜管对比表
三、国标、欧标铜管外径及允许偏差比较表
编 号 1 2 3 4 5 6 公称外径 mm
6~18 >18~28 >28~54 >54~76 >76~89 >89~108
单位:毫米
EN1057-1996(欧标) 备注 公称外径公差
±0.09 ±0.10 ±0.11
国标严于欧标
第 2 页,共 8 页
国产铜管与进口铜管对比表
五、国标、欧标铜管综合性能的比较表
编号 综合指标名称
单位
% % mm
国标GB/T18033
≥99.90 0.015~0.040 6~325 半硬化
欧盟EN1057
99.9 0.015~0.040 6~267 半硬化 75~100 >250 无要求 无要求
有色金属行标准《铜及铜合金挤制管》
有色金属行业标准《铜及铜合金挤制管》(送审稿)编制说明一、项目来源现行的YS/T 662-2007《铜及铜合金挤制管》有色金属行业标准,自2007年11月开始实施以来,历经近十年的运行,随着市场需求和企业生产能力的变化,所涵盖的产品牌号、规格及其技术要求均发生了变化,该标准已不能满足各方面的使用需求。
同时GB/T 5231-2012《加工铜及铜合金牌号和化学成分》、GB/T 29094-2012《铜及铜合金状态表示方法》标准已发布实施,合金牌号和状态表示方法有何大的变化。
为适应市场的竞争需要,提高产品的竞争能力,须及时修订现行标准。
根据工信厅科[2016]110号和有色标委[2016]31号《关于转发2016年第二批有色金属国家、行业标准制(修)订项目计划的通知》,其中序号113(项目编号“2016-0314T-YS”)《铜及铜合金挤制管》行业标准由中铝洛阳铜业有限公司、浙江海亮股份有限公司负责起草,完成年限为2018年。
2016年底,因中铝洛阳铜业企业改制,新成立中铝洛阳铜加工有限公司,铜及铜合金、铝镁合金的生产、技术工艺、检测等主体全部由中铝洛阳铜加工有限公司负责,因此该标准的编制工作由新公司中铝洛阳铜加工有限公司负责。
二、工作简况标准制订计划任务正式下达后,立即成立了标准编制组,并落实起草任务,确定标准的主要起草人,拟定该标准的工作计划。
具体分工为:中铝洛阳铜加工有限公司总负责、市场和同行业信息收集、资料汇总及执笔;浙江海亮股份有限公司负责补充市场信息和标准数据的验证。
编制组分工明确,紧密合作,共同完成标准的修订工作。
铜及铜合金挤制管作为一种常规产品,国内外均有订货。
据分析,该类管材既有作为成品管直接使用的,也有作为坯料进行再加工的管材;据查,国外也只有德国制定有铜及铜合金挤制管尺寸国家标准,无性能标准规定(欧共体标准中的制造状态M产品,大概即相当于挤制管材,也没有性能规定)。
而铜及铜合金挤制管材的尺寸允许偏差另外制定有标准,不属于本标准的重点,因此,本标准制定时无国外标准可参照。
欧洲合金标准目录

欧洲合金标准目录国家国家标准化组织网站欧洲合金标准目录编号中文名称英文名称CR 10316-2001 低合金钢的光辐射分析(常规法)发射光谱法的标准常规法制定指南Optical emission analysis of low alloy steels (routine method) - Guidelines for the preparation of standardroutine method for optical emission spectrometryCR 12471-2002 镍从直接和长期接触皮肤的物品的合金和镀层中释放的屏蔽试验Screening tests for nickel release from alloys and coatings in items that come into direct and prolonged contact withthe skinCR 12776-1997 铜和铜合金材料号分配和材料登记的规定和程序Copper and copper alloys - Provisions and procedures for the allocation of material numbers and registration of materialsCR 13388-1998 铜和铜合金组分和产品一览表Copper and copper alloys - Compendium of compositions and productsEN 10016-1-1994 拉制和/或冷轧用非合金钢棒第1部分:一般要求Non-alloy steel rod for drawing and/or cold rolling - Part 1: General requirementsEN 10016-2-1994 拉制和/或冷轧用非合金钢棒第2部分:一般用钢棒的特殊要求Non-alloy steel rod for drawing and/or cold rolling - Part 2: Specific requirements for general purposes rod EN 10016-3-1994 拉制和/或冷轧用非合金钢棒第3部分:沸腾和沸腾代用低碳钢棒的特殊要求Non-alloy steel rod for drawing and/or cold rolling - Part 3: Specific requirements for rimmed andrimmed substitute low carbon steel rodEN 10016-4-1994 拉制和/或冷轧用非合金钢棒第4部分:专用棒材的特殊要求Non-alloy steel rod for drawing and/or cold rolling - Part 4: Specific requirements for rod for specialapplicationsEN 10025-1993 热轧非合金结构钢制品交货技术条件Hot rolled products of non-alloy structural steels;technical delivery conditions (includes amendment A1:1993)EN 10028-2-2003 压力用途的钢板制品第2部分:具有规定的耐高温性能的非合金钢和合金钢Flat products made of steels for pressure purposes - Part 2: Non-alloy and alloy steels withspecified elevated temperature propertiesEN 10028-4-2003 压力用途的钢板制品第4部分:具有低温特性的镍合金钢Flat products made of steels for pressure purposes - Part 4: Nickel alloy steels with specified low temperaturepropertiesEN 10051-1997+A1-1997 非合金钢和合金钢连续热轧钢板材、薄板和带材规范尺寸和形状公差Continuously hot-rolled uncoated plate, sheet and strip of non-alloy and alloy steels -Tolerances on dimensions and shape (includes amendment A1:1997)EN 10083-2-1996+A1-1996 淬火钢和回火钢第2部分:非合金级钢交货技术条件Quenched and tempered steels - Part 2: Technical delivery conditions for unalloyed quality steels(includes Amendment A1:1996)EN 10090-1998 内燃机阀门用钢和合金Valve steels and alloys for internal combustion enginesEN 10095-1999 耐热钢和镍合金Heat resisting steels and nickel alloysEN 1011-4-2000 焊接金属材料焊接的推荐规范第4部分:铝和铝合金的电弧焊接Welding -Recommendations for welding of metallic materials - Part 4: Arc welding of aluminiumand aluminium alloysEN 10126-1995 半成品交货的冷轧非合金钢电工钢薄板和钢带Cold rolled electricalnon-alloyed steel sheet and strip delivered in the semi-processed stateEN 10165-1995 半成品交货的冷轧电工合金钢制薄板和带材Cold rolled electrical alloyedsteel sheet and strip delivered in the semi-processed stateEN 10210-1-1994 非合金及细晶粒结构钢的热轧结构空心型材交货技术条件Hot finished structural hollow sections of non-alloy and fine grain structural steels; part 1: technical deliveryrequirementsEN 10210-2-1997 非合金及细晶粒结构钢的热轧结构空心型材第2部分:公差、尺寸和截面特性Hot finished structural hollow sections of non-alloy and fine grain structural steels - Part 2:Tolerances, dimensions and sectional propertiesEN 10216-1-2002 压力用途的无缝钢管交货技术条件第1部分:有规定室温特性的非合金钢管Seamless steel tubes for pressure purposes - Technical delivery conditions - Part1: Non-alloy steel tubes with specified room temperature properties / Note: To beamended by EN 10216-1/prA1 (2003-07).EN 10216-2-2002 压力用途的无缝钢管交货技术条件第2部分:有规定高温特性的非合金及合金钢管Seamless steel tubes for pressure purposes - Technical delivery conditions - Part 2:Non-alloy and alloy steel tubes with specified elevated temperature properties / Note:To be amended by EN 10216-2/prA1 (2003-07).EN 10216-3-2002 压力用途的无缝钢管交货技术条件第3部分:合金细晶粒钢管Seamless steel tubes for pressure purposes - Technical delivery conditions - Part 3: Alloy fine grain steel tubes /Note: To be amended by EN 10216-3/prA1 (2003-07).EN 10216-4-2002 压力用途的无缝钢管交货技术条件第4部分:有规定低温特性的非合金及合金钢管Seamless steel tubes for pressure purposes - Technical delivery conditions -Part 4: Non-alloy and alloy steel tubes with specified low temperature properties /Note: To be amended by EN 10216-4/prA1 (2003-07).EN 10217-1-2002 压力用途的焊接钢管交货技术条件第1部分:有规定室温特性的非合金钢管Welded steel tubes for pressure purposes - Technical delivery conditions - Part1: Non-alloy steel tubes with specified room temperature propertiesEN 10217-2-2002 压力用途的焊接钢管交货技术条件第2部分:有规定高温特性的电焊非合金及合金钢管Welded steel tubes for pressure purposes - Technical delivery conditions -Part 2: Electric welded non-alloy and alloy steel tubes with specified elevatedtemperature propertiesEN 10217-3-2002 压力用途的焊接钢管交货技术条件第3部分:合金细晶粒钢管Welded steel tubes for pressure purposes - Technical delivery conditions - Part 3: Alloy fine grain steel tubesEN 10217-4-2002 压力用途的焊接钢管交货技术条件第4部分:有规定低温特性的电焊非合金钢管Welded steel tubes for pressure purposes - Technical delivery conditions - Part4: Electric welded non-alloy steel tubes with specified low temperature propertiesEN 10217-5-2002 压力用途的焊接钢管交货技术条件第5部分:有规定高温特性的埋弧焊非合金及合金钢管Welded steel tubes for pressure purposes - Technical delivery conditions –Part 5: Submerged arc welded non-alloy and alloy steel tubes with specified elevatedtemperature propertiesEN 10217-6-2002 压力用途的焊接钢管交货技术条件第6部分:有规定低温特性的埋弧焊非合金钢管Welded steel tubes for pressure purposes - Technical delivery conditions - Part6: Submerged arc welded non-alloy steel tubes with specified low temperature propertiesEN 10219-1-1997 冷成型细晶粒钢和非合金钢的焊接结构空心型材第1部分:交货技术要求Cold formed welded structural hollow sections of non-alloy and fine grain steels - Part1: Technical delivery requirementsEN 10219-2-1997 冷成型细晶粒钢和非合金钢的焊接结构空心型材第2部分:公差、尺寸和截面特性Cold formed welded structural hollow sections of non-alloy and fine grain steels- Part 2: Tolerances, dimensions and sectional propertiesEN 10223-1-1997 栅栏用钢丝和钢丝制品第1部分:镀锌和镀锌合金的有刺钢丝Steel wire and wire products for fences - Part 1: Zinc and zinc-alloy coated steel barbed wireEN 10224-2002 输送液体(包括人类生活用水)用的非合金钢管和管件交货技术条件Non-alloy steel tubes and fittings for the conveyance of aqueous liquids including water for humanconsumption - Technical delivery conditionsEN 10244-2-2001 钢丝和钢丝制品钢丝上的非黑色金属外层第2部分:锌或锌合金镀层Steel wire and wire products - Non-ferrous metallic coatings on steel wire - Part 2: Zinc or zinc alloycoatingsEN 10248-1-1995 非合金钢制热轧板堆第1部分:交货技术条件Hot rolled sheet piling of non alloy steels - Part 1: Technical delivery conditionsEN 10248-2-1995 非合金钢制热轧板堆第2部分:尺寸和形状公差Hot rolled sheet piling of non alloy steels - Part 2: Tolerances on shape and dimensionsEN 10249-1-1995 非合金钢制冷成型板堆第1部分:交货技术条件Cold formed sheet piling of non alloy steels - Part 1: Technical delivery conditionsEN 10249-2-1995 非合金钢制冷成型板堆第2部分:尺寸和形状公差Cold formed sheet piling of non alloy steels - Part 2: Tolerances on shape and dimensionsEN 10250-2-1999 一般工程用途的敞口钢模锻件第2部分:非合金钢和特殊钢Open die steel forgings for general engineering purposes - Part 2: Non-alloy quality andspecial steelsEN 10250-3-1999 一般工程用途的敞口钢模锻件第3部分:合金特殊钢Open die steel forgings for general engineering purposes - Part 3: Alloy special steelsEN 10257-1-1998 动力电缆或通信电缆铠甲用镀锌或锌合金的非合金钢电线第1部分:地面电缆Zinc or zinc alloy coated non-alloy steel wire for armouring either power cables ortelecommunication cables - Part 1: Land cablesEN 10257-2-1998 动力电缆或通信电缆铠甲用镀锌或锌合金的非合金钢电线第2部分:海底电缆Zinc or zinc alloy coated non-alloy steel wire for armouring either power cables ortelecommunication cables - Part 2: Submarine cablesEN 10264-2-2002 钢丝和钢丝制品绳用钢丝第2部分:一般用途绳用冷拔非合金钢丝Steel wire and wire products - Steel wire for ropes - Part 2: Cold drawn non alloy steel wire for ropesfor general applicationsEN 10264-3-2002 钢丝和钢丝制品绳用钢丝第3部分:重载用途圆形和成形非合金钢丝Steel wire and wire products - Steel wire for ropes - Part 3: Round and shaped non alloyed steel wire forhigh duty applicationsEN 10268-1998 冷成形用高屈服强度微合金钢的冷轧扁钢材交货一般条件Cold-rolled flat products made of high yield strength micro-alloyed steels for cold forming - General deliveryconditionsEN 10269-1999 规定高温和/或低温性能的紧固件用钢及镍合金Steels and nickel alloys forfasteners with specified elevated and/or low temperature propertiesEN 10296-1-2003 机械和一般工程用途的焊接圆形钢管交货技术条件第1部分:非合金钢管和合金钢管Welded circular steel tubes for mechanical and general engineering purposes - Technicaldelivery conditions - Part 1: Non-alloy and alloy steel tubesEN 10297-1-2003 机械和一般工程用途的无缝圆形钢管交货技术条件第1部分:非合金钢管和合金钢管Seamless circular steel tubes for mechanical and general engineering purposes- Technical delivery conditions - Part 1: Non-alloy and alloy steel tubesEN 10302-2002 抗蠕变钢、镍和钴合金Creep resisting steels, nickel and cobalt alloysEN 1057-1996 铜和铜合金在卫生和加热器中输送水和气体用无缝圆铜管Copper and copper alloys - Seamless, round copper tubes for water and gas in sanitary and heating applicationsEN 1092-3-2003 法兰及其连接按PN标注的管、阀门、配件及其附件用圆形法兰第3部分:铜合金法兰Flanges and their joints - Circular flanges for pipes, valves, fittings andaccessories PN designated - Part 3: Copper alloy flangesEN 1092-4-2002 法兰及其连接按PN标注的管、阀门、配件及其附件用圆形法兰第4部分:铝合金法兰Flanges and their joints - Circular flanges for pipes, valves, fittings and accessories, PNdesignated - Part 4: Aluminium alloy flangesEN 1172-1996 铜和铜合金建筑用薄板和带材Copper and copper alloys - Sheet and strip for building purposesEN 1173-1995 铜和铜合金原料条件或回火名称Copper and copper alloys - Material condition or temper designationEN 1179-2003 锌和锌合金初级锌Zinc and zinc alloys - Primary zincEN 12019-1997 锌和锌合金光学发射分光光度测定法Zinc and zinc alloys - Optical emission spectrometric analysisEN 12020-1-2001 铝和铝合金合金EN AW-6060和EN AW-6063的精密压制型材第1部分:检验与交货技术条件Aluminium and aluminium alloys - Extruded precision profiles in alloysEN AW-6060 and EN AW-6063 - Part 1: Technical conditions for inspection and deliveryEN 12020-2-2001 铝和铝合金合金EN AW-6060和EN AW-6063的精密压制型材第2部分:尺寸与形状公差Aluminium and aluminium alloys - Extruded precision profiles in alloys ENAW-6060 and EN AW-6063 - Part 2: Tolerances on dimensions and formEN 12060-1997 锌和锌合金取样方法规范Zinc and zinc alloys - Method of sampling - Specifications EN 1213-1999 建筑物阀门建筑物内便携式供水用的铜合金断流阀试验和要求Building valves - Copper alloy stopvalves for potable water supply in buildings - Tests and requirementsEN 12163-1998 铜和铜合金一般用途的棒材Copper and copper alloys - Rod for general purposesEN 12164-1998+A1-2000 铜和铜合金供快速切削用的棒材Copper and copper alloys - Rod for free machining purposesEN 12165-1998 铜和铜合金已加工和未加工的锻坯Copper and copper alloys - Wrought and unwrought forging stockEN 12166-1998 铜和铜合金一般用途的线材Copper and copper alloys - Wire for general purposesEN 12167-1998 铜及铜合金一般用途的型材和扁棒材Copper and copper alloys - Profiles and rectangular bar for general purposesEN 12168-1998+A1-2000 铜和铜合金用于非加工目的的空心棒材Copper and copper alloys - Hollow rod for free machining purposesEN 12258-1-1998 铝和铝合金术语和定义第1部分:通用术语Aluminium and aluminium alloys - Terms and definitions - Part 1: General termsEN 12258-3-2003 铝和铝合金术语和定义第3部分:废料Aluminium and aluminium alloys - Terms anddefinitions - Part 3: ScrapEN 12288-2003 工业用阀铜合金闸阀Industrial valves - Copper alloy gate valvesEN 12373-1-2001 铝和铝合金阳极氧化第1部分:铝上装饰和保护阳极氧化膜的测定方法Aluminium and aluminium alloys - Anodizing - Part 1: Method for specifying decorative andprotective anodic oxidation coatings on aluminiumEN 12373-10-1998 铝和铝合金阳极氧化第10部分:用磨擦喷射试验机测定阳极氧化膜的平均比耐磨性Aluminium and aluminium alloys - Anodizing - Part 10: Measurement of mean specificabrasion resistance of anodic oxidation coatings using an abrasive jet test apparatus EN 12373-11-2000 铝和铝合金阳极氧化第11部分:20°、45°、60°或85°角处测量阳极氧化膜在的镜面反射率和镜面光泽度Aluminium and aluminium alloys - Anodizing - Part 11:Measurement of specular reflectance and specular gloss of anodic oxidation coatingsat angles of 20? 45? 60?or 85?国际标准分类号:25.220.2077.120.10英文标准名称:Aluminium and aluminium alloys - Anodizing - Part11: Measurement of specular reflectance and specular gloss of anodicoxidation coatings at angles of 20? 45? 60?or 85?EN 12373-12-2000 铝和铝合金阳极氧化第12部分:用积分球仪测量铝表面的反射特性Aluminium and aluminium alloys - Anodizing - Part 12: Measurement of reflectance characteristics ofaluminium surfaces using integrating-sphere instrumentsEN 12373-13-2000 铝和铝合金阳极氧化第13部分:用测角光度仪或滤色测角光度仪测量铝表面的反射特性Aluminium and aluminium alloys - Anodizing - Part 13: Measurement ofreflectance characteristics of aluminium surfaces using a goniophotometer or anabridged goniophotometerEN 12373-14-2000 铝和铝合金阳极氧化第14部分:阳极氧化膜成象清晰度的目测座标比例尺法Aluminium and aluminium alloys - Anodizing - Part 14: Visual determination of imageclarity of anodic oxidation coatings - Chart scale methodEN 12373-15-2000 铝和铝合金阳极氧化第15部分:阳极氧化膜抗形变破裂性的评定Aluminium and aluminium alloys - Anodizing - Part 15: Assessment of resistance of anodic oxidationcoatings to cracking by deformationEN 12373-16-2001 铝和铝合金阳极氧化第16部分:薄阳极氧化膜的连续性检验硫酸铜试验Aluminium and aluminium alloys - Anodizing - Part 16: Check of continuity of thinanodic oxdation coatings; Copper sulfate testEN 12373-17-2001 铝和铝合金阳极氧化第17部分:电击穿电压的测定Aluminium and aluminium alloys - Anodizing - Part 17: Determination of electric breakdown potentialEN 12373-18-2001 铝和铝合金阳极氧化第18部分:点蚀评定铝用检定系统图表法Aluminium and aluminium alloys - Anodizing - Part 18: Rating system for the evaluation of pittingcorrosion; Chart methodEN 12373-19-2001 铝和铝合金阳极氧化第19部分:点蚀评定铝用检定系统网格法Aluminium and aluminium alloys - Anodizing - Part 19: Rating system for the evaluation of pittingcorrosion; Grid methodEN 12373-2-1998 铝和铝合金阳极氧化第2部分:阳极氧化膜单位面积质量(表面密度)的测定重量分析法Aluminium and aluminium alloys - Anodizing - Part 2: Determination of mass perunit area (surface density) of anodic oxidation coatings - Gravimetric methodEN 12373-3-1998 铝和铝合金阳极氧化第3部分:阳极氧化膜厚度的测定分束显微镜无损测量Aluminium and aluminium alloys - Anodizing - Part 3: Determination of thickness ofanodic oxidation coatings - Non-destructive measurement by split-beam microscope EN 12373-4-1998 铝和铝合金阳极氧化第4部分:通过事先经酸处理的染斑试验估计封闭后阳极氧化膜吸收能力的损失Aluminium and aluminium alloys - Anodizing - Part 4: Estimation ofloss of absorptive power of anodic oxidation coatings after sealing by dye spot test withprior acid treatmentEN 12373-5-1998 铝和铝合金阳极氧化第5部分:用导纳测量法评定封闭阳极氧化膜的质量Aluminium and aluminium alloys - Anodizing - Part 5: Assessment of quality of sealed anodicoxidation coatings by measurement of admittanceEN 12373-6-1998 铝和铝合金阳极氧化第6部分:通过测量事发未经酸处理的磷酸/铬酸中浸泡后的质量损失评定封闭阳极氧化膜Aluminium and aluminium alloys - Anodizing - Part 6:Assessment of quality of sealed anodic oxidation coatings by measurement of the loss ofmass after immersion in phosphoric acid/chromic acid solution without prior acidtreatmentEN 12373-7-2002 铝和铝合金阳极氧化第7部分:通过测量事发经酸处理的磷酸/铬酸中浸泡后的质量损失评定封闭阳极氧化膜的Aluminium and aluminium alloys - Anodizing - Part 7:Assessment of quality of sealed anodic oxidation coatings by measurement of the lossof mass after immersion in phosphoric acid/chromic acid solution with prior acidtreatmentEN 12373-8-1998 铝和铝合金阳极氧化第8部分:着色阳极氧化膜可比耐紫外光和耐热色牢固度的测定Aluminium and aluminium alloys - Anodizing - Part 8: Determination of the comparativefastness to ultra-violet light and heat of coloured anodic oxidation coatingsEN 12373-9-1998 铝和铝合金阳极氧化第9部分:用磨擦轮磨损试验机测定阳极氧化膜耐磨性和耐磨系数Aluminium and aluminium alloys - Anodizing - Part 9: Measurement of wearresistance and wear index of anodic oxidation coatings using an abrasive wheel weartest apparatusEN 12384-1999 铜和铜合金带材弹性弯曲极限的测定Copper and copper alloys - Determination of spring bending limit on stripEN 12392-2000 铝和铝合金锻制品压力设备生产用制品的特殊要求Aluminium and aluminium alloys - Wrought products - Special requirements for products intended for the production ofpressure equipmentEN 12402-1999 铅和铅合金分析用取样方法Lead and lead alloys - Methods of sampling for analysis EN 12420-1999 铜和铜合金锻件Copper and copper alloys - ForgingsEN 12421-1998 镁和镁合金纯镁Magnesium and magnesium alloys - Unalloyed magnesiumEN 12438-1998 镁和镁合金铸造阳极用镁合金Magnesium and magnesium alloys - Magnesium alloys for cast anodesEN 12441-1-2001 锌和锌合金化学分析第1部分:锌合金中铝的测定滴定法Zinc and zinc alloys - Chemical analysis - Part 1: Determination of aluminium in zinc alloys; Titrimetric method EN 12441-2-2001 锌和锌合金化学分析第2部分:锌合金中镁的测定火焰原子吸收光谱法Zinc and zinc alloys - Chemical analysis - Part 2: Determination of magnesium in zinc alloys;Flame atomic absorption spectrometric methodEN 12441-3-2001 锌和锌合金化学分析第3部分:铅、镉和铜的测定火焰原子吸收光谱法Zinc und zinc alloys - Chemical analysis - Part 3: Determination of lead, cadmium and copper;Flame atomic absorption spectrometric methodEN 12441-4-2003 锌和锌合金化学分析第4部分:用分光光度法测定锌合金中的铁Zinc and zinc alloys- Chemical analysis - Part 4: Determination of iron in zinc alloys; SpectrophotometricmethodEN 12441-5-2003 锌和锌合金化学分析第5部分:用分光光度法测定原生锌中的铁Zinc and zinc alloys - Chemical analysis - Part 5: Determination of iron in primary zinc; SpectrophotometricmethodEN 12441-6-2003 锌和锌合金化学分析第6部分:用原子吸收光谱法测定铝和铁Zinc and zinc alloys - Chemical analysis - Part 6: Determination of aluminium and iron-Flame atomic absorptionspectrometric methodEN 12449-1999 铜和铜合金通用无缝圆管Copper and copper alloys - Seamless, round tubes for general purposesEN 12450-1999 铜和铜合金无缝圆铜毛细管Copper and copper alloys - Seamless, round copper capillary tubesEN 12451-1999 铜和铜合金热交换器用无缝圆管Copper and copper alloys - Seamless, round tubes for heat exchangersEN 12452-1999 铜和铜合金热交换器用轧制翅片无缝管Copper and copper alloys - Rolled, finned, seamless tubes for heat exchangersEN 12482-1-1998 铝和铝合金一般用重轧坯料第1部分:热轧重轧坯料规范Aluminium and aluminium alloys - Reroll stock for general applications - Part 1: Specifications for hot rolled rerollstockEN 12482-2-1998 铝和铝合金一般用重轧坯料第2部分:冷轧重轧坯料规范Aluminium and aluminium alloys - Reroll stock for general applications - Part 2: Specifications for cold rolled rerollstockEN 12487-2000 金属的防腐蚀铝和铝合金上清洗和非清洗的铬酸盐转化镀层Corrosion protection of metals - Rinsed and non-rinsed chromate conversion coatings on aluminium andaluminium alloysEN 12501-2-2003 金属材料的防腐泥土中可能出现的腐蚀第2部分:低合金和非合金的钢铁材料Protection of metallic materials against corrosion - Corrosion likelihood in soil - Part 2:Low alloyed and non alloyed ferrous materialsEN 12508-2000 金属和合金的防腐表面处理、金属和其它无机涂层词汇Corrosion protection of metals and alloys - Surface treatment, metallic and other inorganic coatings - Vocabulary EN 12536-2000 焊接消耗品非合金钢和抗蠕变钢气焊用焊条分类Welding consumables - Rods for gas welding of non alloy and creep-resisting steels - ClassificationEN 1254-1-1998 铜和铜合金管件第1部分:低温焊接或纤焊接到铜管上的毛细管用端头管件Copper and copper alloys - Plumbing fittings - Part 1: Fittings with ends for capillary soldering orcapillary brazing to copper tubesEN 1254-2-1998 铜和铜合金管件第2部分:铜管用压接端头管件Copper and copper alloys - Plumbing fittings - Part 2: Fittings with compression ends for use with copper tubesEN 1254-3-1998 铜和铜合金管件第3部分:塑料管用压接端头管件Copper and copper alloys - Plumbing fittings - Part 3: Fittings with compression ends for use with plastics pipesEN 1254-4-1998+AC-1999 铜和铜合金管件第4部分:带有与毛细管端接或压接端头的管件Copper and copper alloys - Plumbing fittings - Part 4: Fittings combining other end connections withcapillary or compression endsEN 1254-5-1998 铜和铜合金管件第5部分:纤焊到铜管的毛细管用短端头管件Copper and copper alloys - Plumbing fittings - Part 5: Fittings with short ends for capillary brazing to coppertubesEN 12548-1999 铅和铅合金电缆铍和护套用铅合金铸锭Lead and lead alloys - Lead alloy ingots for electric cable sheathing and for sleevesEN 12588-1999 铅和铅合金建筑物用铅轧皮Lead and lead alloys - Rolled lead sheet for building purposesEN 12659-1999 铅和铅合金铅Lead and lead alloys - LeadEN 12735-1-2001 铜和铜合金空调和制冷用无缝圆铜管第1部分:管道系统用管子Copper and copper alloys - Seamless, round copper tubes for air conditioning and refrigeration - Part 1:Tubes for piping systemsEN 12735-2-2001 铜和铜合金空调和制冷用无缝圆铜管第2部分:设备用管子Copper and copper alloys - Seamless, round copper tubes for air conditioning and refrigeration - Part 2:Tubes for equipmentEN 12844-1998 锌和锌合金铸件规范Zinc and zinc alloys - Castings - SpecificationsEN 12861-1999 铜与铜合金废料Copper and copper alloys - ScrapEN 12862-2000 可运输气瓶可移动再充式焊接铝合金气瓶的设计和结构规范Transportable gas cylinders - Specification for the design and construction of refillable transportable welded aluminiumalloy gas cylindersEN 12893-2000 铜和铜合金螺旋拉伸数的测定Copper and copper alloys - Determination of spiral elongation numberEN 12938-1999 铅锡锑合金的分析方法用原子光谱法测定合金及杂质元素含量Methods for the analysis of pewter - Determination of alloying and impurity element contents by atomicspectrometryEN 1301-1-1997 铝和铝合金拉制线材第1部分:检查和交货的技术条件Aluminium and aluminium alloys - Drawn wire - Part 1: Technical conditions for inspection and deliveryEN 1301-2-1997+AC-1998 铝和铝合金拉制线材第2部分:机械性能Aluminium and aluminium alloys - Drawn wire - Part 2: Mechanical propertiesEN 1301-3-1997 铝和铝合金拉制线材第3部分:尺寸和公差Aluminium and aluminium alloys - Drawn wire - Part 3: Tolerances on dimensionsEN 13086-2000 铅和铅合金氧化铅Lead and lead alloys - Lead oxidesEN 13147-2001 铜和铜合金窄带材边界区域中残余应力的测定Copper and copper alloys - Determination of residual stresses in the border area of slit stripEN 13148-2001 铜和铜合金热浸镀锡带材Copper and copper alloys - Hot-dip tinned stripEN 13195-1-2002 铝和铝合金海洋设备(造船、海运和海上设备)用锻造和浇铸产品Aluminium and aluminium alloys - Wrought and cast products for marine applications (shipbuilding,marine and offshore) - Part 1: SpecificationsEN 13283-2002 锌和锌合金再生锌Zinc and zinc alloys - Secondary zincEN 13347-2002 铜和铜合金焊接和黄铜焊用棒和线Copper and copper alloys - Rod andwire for welding and braze weldingEN 13348-2001 铜和铜合金医用气体或真空用无缝圆铜管Copper and copper alloys - Seamless, round copper tubes for medical gases or vacuumEN 13349-2002 铜和铜合金带实心覆盖层的预绝缘铜管Copper and copper alloys - Pre-insulated copper tubes with solid coveringEN 13599-2002 铜和铜合金电气用途的铜板、铜片和铜条Copper and copper alloys - Copperplate, sheet and strip for electrical purposesEN 13600-2002 铜和铜合金电气用途的无缝铜管Copper and copper alloys - Seamlesscopper tubes for electrical purposesEN 13601-2002 铜和铜合金常规电气用途的铜棒、铜条和铜线Copper and copper alloys -Copper rod, bar and wire for general electrical purposesEN 13602-2002 铜和铜合金用于制造导电体的拉制圆铜线Copper and copper alloys - Drawn,round copper wire for the manufacture of electrical conductorsEN 13603-2002 铜和铜合金评估电气用途拉制圆铜线上的保护锡镀层的试验方法Copper and copper alloys - Test methods for assessing protective tin coatings on drawn round copper wire forelectrical purposesEN 13604-2002 铜和铜合金电子管、半导体器件和真空设备用高导电率铜产品Copper and copper alloys - Products of high conductivity copper for electronic tubes, semiconductor devices andvacuum applicationsEN 13605-2002 铜和铜合金电气用途的铜型材和型线材Copper and copper alloys - Copperprofiles and profiled wire for electrical purposesEN 13828-2003 建筑物阀门建筑物中饮用水供水用手动铜合金及不锈钢球阀试验和要求Building valves - Manually operated copper alloy and stainless steel ball valves for potable water supply inbuildings - Test and requirementsEN 1386-1996 铝和铝合金梯级金属板规范Aluminium and aluminium alloys - Tread plate - SpecificationsEN 13920-1-2003 铝和铝合金废料第1部分:一般要求、取样和试验Aluminium and aluminium alloys - Scrap - Part 1: General requirements, sampling and testsEN 13920-10-2003 铝和铝合金废料第10部分:由用过的铝饮料罐组成的废料Aluminium and aluminium alloys - Scrap - Part 10: Scrap consisting of use aluminium beverage cansEN 13920-11-2003 铝和铝合金废料第11部分:包括铝-铜散热器在内的废料Aluminium and aluminium alloys - Scrap - Part 11: Scrap consisting of aluminium-copper radiatorsEN 13920-12-2003 铝和铝合金废料第12部分:由单一合金组成的废料Aluminium and aluminium alloys - Scrap - Part 12: Turnings consisting of one single alloyEN 13920-13-2003 铝和铝合金废料第13部分:由两种或多种合金组成的混合切屑Aluminium and aluminium alloys - Scrap - Part 13: Mixed turnings consisting of twoor more alloysEN 13920-14-2003 铝和铝合金废料第14部分:消费品铝包装生产的废料Aluminium and aluminium alloys - Scrap - Part 14: Scrap from post-consumer aluminiumpackagingsEN 13920-15-2003 铝和铝合金废料第15部分:消费品铝包装产生的去涂层铝废料Aluminium and aluminium alloys - Scrap - Part 15: Decoated aluminium scrap frompost-consumer aluminium packagingsEN 13920-16-2003 铝和铝合金废料第16部分:由浮渣、碎屑、铸锭的金属物组成的废料Aluminium and aluminium alloys - Scrap - Part 16: Scrap consisting of skimmings, drosses, spills andmetallicsEN 13920-2-2003 铝和铝合金废料第2部分:纯铝废料Aluminium and aluminium alloys -Scrap - Part 2: Unalloyed aluminium scrapEN 13920-3-2003 铝和铝合金废料第3部分:线头和缆绳Aluminium and aluminium alloys -Scrap - Part 3: Wire and cable scrapEN 13920-4-2003 铝和铝合金废料第4部分:由单一锻压合金组成的废料Aluminium and aluminiumalloys - Scrap - Part 4: Scrap consisting of one single wrought alloyEN 13920-5-2003 铝和铝合金废料第5部分:由同一系列的两种或多种锻压合金组成的废料Aluminium and aluminium alloys - Scrap - Part 5: Scrap consisting of two or more wrought alloysof the same seriesEN 13920-6-2003 铝和铝合金废料第6部分:由两种或多种锻压合金组成的废料Aluminium and aluminium alloys - Scrap - Part 6: Scrap consisting of two or more wrought alloysEN 13920-7-2003 铝和铝合金废料第7部分:由铸锭组成的废料Aluminium and aluminiumalloys - Scrap - Part 7: Scrap consisting of castingsEN 13920-8-2003 铝和铝合金废料第8部分:由铝分离工艺必经的切岁程序中产生的非铁质材料组成的废料Aluminium and aluminium alloys - Scrap - Part 8: Scrap consisting of non-ferrousmaterials from shredding processes destined to aluminium separation processesEN 13920-9-2003 铝和铝合金废料第9部分:非铁质碎料的铝分离工艺所产生的废料Aluminium and aluminium alloys - Scrap - Part 9: Scrap from aluminium separation processes ofnon-ferrous shredded materialsEN 13957-2003 铝合及铝合金一般用途挤压圆形、蛇形管规范Aluminium and aluminium alloys - Extruded round, coiled tube for general applications - SpecificationEN 13958-2003 铝及铝合金一般用途冷拉圆形、蛇形管规范Aluminium and aluminium alloys - Cold drawn round, coiled tube for general applications - SpecificationEN 1396-1996 铝和铝合金一般用途的盘绕涂层薄板和带材规范Aluminium and aluminium alloys - Coil coated sheet and strip for general applications - SpecificationsEN 13981-1-2003 铝及铝合金铁路结构用产品,检验和交货技术条件第1部分:挤压产品Aluminium and aluminium alloys - Products for structural railway applications; Technical conditionsfor inspection and delivery - Part 1: Extruded productsEN 14057-2003 铅及铅合金废料术语和定义Lead and lead alloys - Scraps - Terms and definitions EN 1412-1995 铜和铜合金欧洲编号系统Copper and copper alloys - European numbering systemEN 14121-2003 铝及铝合金电工用铝片、铝带和铝板Aluminium and aluminium alloys - Aluminium sheet, strip and plate for electrotechnical applicationsEN 1503-4-2002 阀门阀体、阀帽和阀套用材料第3部分:欧洲标准规定的铜合金Valves - Materials for bodies, bonnets and covers - Part 4: Copper alloys specified in European StandardsEN 1559-4-1999 铸造交货的技术条件第3部分:铝合金铸件的附加要求Founding - Technicalconditions of delivery - Part 4: Additional requirements for aluminium alloy castingsEN 1559-5-1997 铸造交货的技术条件镁合金铸件的附加要求Founding - Technical conditionsof delivery - Part 5: Additional requirements for magnesium alloy castingsEN 1559-6-1998 铸造交货的技术条件锌合金铸件附加要求Founding - Technical conditions of delivery - Part 6: Additional requirements for zinc alloy castingsEN 1592-1-1997 铝和铝合金HF接缝焊接管第1部分:检验和交货技术条件Aluminium and aluminium alloys - HF seam welded tubes - Part 1: Technical conditions for inspection and delivery EN 1592-2-1997 铝和铝合金HF接缝焊接管第2部分:机械性能Aluminium and aluminiumalloys - HF seam welded tubes - Part 2: Mechanical propertiesEN 1592-3-1997 铝和铝合金HF接缝焊接管第3部分:圆形管的尺寸和形状公差Aluminium and aluminium alloys - HF seam welded tubes - Part 3: Tolerances on dimensions and formfor circular tubesEN 1592-4-1997 铝和铝合金HF接缝焊接管第4部分:方形、矩形和异形管的尺寸和形状公差Aluminium and aluminium alloys - HF seam welded tubes - Part 4: Tolerances on dimensions andform for square, rectangular and shaped tubesEN 1597-1-1997 焊料试验方法第1部分:镍和镍合金钢中完全焊接金属试验样品用试件Welding consumables - Test methods - Part 1: Test piece for all-weld metal test specimens insteel, nickel and nickel alloysEN 1652-1997 铜和铜合金一般用途的平板、薄板材、带材和圆形材Copper and copper alloys - Plate, sheet, strip and circles for general purposesEN 1653-1997+A1-200 铜和铜合金锅炉、压力容器和蓄热水器用的平板、薄板材和圆形材Copper and copper alloys - Plate, sheet and circles for boilers, pressure vessels and hot water storageunitsEN 1654-1997+AC-2003 铜和铜合金弹簧和连接器用带材Copper and copper alloys - Strip for springs and connectorsEN 1655-1997 铜和铜合金符合性声明Copper and copper alloys - Declarations of conformityEN 1668-1997 焊接耗材非合金和细晶粒钢的惰性气体保护钨极焊用焊条焊丝和熔敷分类Welding consumables - Rods, wires and deposits for tungsten inert gas welding of non alloy and finegrain steels - ClassificationEN 1669-1996 铝及铝合金试验方法薄板材和带材的耳子试验Aluminium and aluminium alloys - Test methods - Earing test for sheet and stripEN 1676-1996 铝及铝合金重熔用的合金锭规范Aluminium and aluminium alloys - Alloyed ingots for remelting - SpecificationsEN 1706-1998 铝及铝合金铸件化学成分和机械性能Aluminium and aluminium alloys - Castings - Chemical composition and mechanical propertiesEN 1715-1-1997 铝和铝合金拉制件第1部分:检验和交货的一般要求及技术条件Aluminium and aluminium alloys - Drawing stock - Part 1: General requirements and technical conditionsfor inspection and deliveryEN 1715-2-1997+AC-1998 铝和铝合金拉制坯料第2部分:电气应用的特殊要求Aluminium and aluminium alloys - Drawing stock - Part 2: Specific requirements for electrical applications EN 1715-3-1997+AC-1998 铝和铝合金拉制坯料第3部分:机械应用的特殊要求(包括焊接) Aluminium and aluminium alloys - Drawing stock - Part 3: Specific requirements for mechanical uses(excluding welding)EN 1715-4-1997 铝和铝合金拉制坯料第4部分:焊接应用的特殊要求Aluminium and aluminium alloys - Drawing stock - Part 4: Specific requirements for welding applicationsEN 1753-1997+AC-1997 镁和镁合金镁合金锭和铸件Magnesium and magnesium alloys - Magnesium alloy ingots and castingsEN 1754-1997 镁和镁合金镁和镁合金氧化极、铸锭和铸件命名体系Magnesium and magnesium alloys - Magnesium and magnesium alloy anodes, ingots and castings - Designation systemEN 1758-1997 铜及铜合金引线架用带材Copper and copper alloys - Strip for lead framesEN 1759-3-2003 法兰及其接头管材、阀门、管件及附件用已命名种类的圆形法兰第2部分:铜合金法兰Flanges and their joints - Circular flanges for pipes, valves, fittings and accessories, classdesignated - Part 3: Copper alloy flangesEN 1759-4-2003 法兰及其接头管材、阀门、管件及附件用已命名种类的圆形法兰第4部分:铝合金法兰Flanges and their joints - Circular flanges for pipes, valves, fittings and accessories, classdesignated - Part 4: Aluminium alloy flangesEN 1774-1997 锌和锌合金铸造用合金铸锭和铸液Zinc and zinc alloys - Alloys for foundry purposes - Ingot and liquid。
《无缝铜水管和铜气管》
《无缝铜水管和铜气管》国家标准修订编制说明日期:2009-9-3 本文作者: 摘自:一、五年来标准的执行情况及修订的必要性。
我国首次于2000年正式颁发了GB/T 18033《无缝铜水管和铜气管》国家标准,1999年也首次发布了GB/T 11618《铜管接头》国家标准,经过5年或5年以上的实施运作,铜水管和管件标准对我国建筑领域推广应用,起了积极作用,例如:北京市2000年全市大型、高档建筑工程,诸如商务写字楼、宾馆、医院及标志性建筑场馆,铜水管的应用选择,只占据1.5%,到2004年,已发展到15—20%大型建设项目,选择了使用铜水管及相应的管件配套。
全国范围以上海市、深圳市、广州市在推广应用中,先后达到40%,35%、30%的大型建设工程,都选用了铜水道管,这就是标准的指导与促进作用,铜水管已从2000年的9600吨,发展到2003年的34000吨,增幅3.5倍,如今突破4万吨/年。
经过五年的运作实践,要求我们对标准进行修改与完善是必要的;2004年12月由全国标准化委员会代表参加的全国有色金属标准化技术委员会和全国船用机械标准化技术委员会在北京联合主持召开了“GB/T 18033-2000《无缝铜水管和铜气管》与GB/T 11618-1999《铜管接头》国家标准修订研讨会”。
对两个标准的修订工作达成了共识;积极配合,相互促进,尽快完成GB/T 18033《无缝铜水管和铜气管》与GB/T 11618《铜管接头》国家标准修订工作。
2005年6月22日北京召开的众多铜管及管件生产厂参加《铜水管应用推广会》上,再次提出两个标准修订的急迫性。
二、主要修编内容1、合金牌号GB/T 18033-2000《无缝铜水管和铜气管》有T2、TP2两个牌号。
美国ASTMB88、欧盟EN1057,日本JISH3300同类标准,均只为一个牌号,相当于我国的TP2。
TP2中含磷,能提高铜管的强度以及耐蚀性,还会改善铜管的钎焊性能,已为我国多年实践所广为证明。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铜及铜合金—用于卫生和供热装置的无缝圆形铜水管和铜气管BSEN1057:19962005-7-13BSEN1057:1996引言由该标准生产的铜管材应符合该标准所涉及到的检测要求,并应接受供方质量体系所引用的标准ENISO9001、ENISO9002或ENISO9003的监督。
外径不大于108mm的管材能适合于毛细管焊接、铜焊或进行机械加工成套管装配。
对于外径大于108mm的管材能很好地适合于焊接或铜焊操作。
对于其它领域所应用的管子可参照该标准执行,在这种情况下,其特殊要求(如规格、技术要求或交货条件等)应由供需双方协商。
1.范围该标准规定了铜管材的要求、试样、试验方法和交货条件。
该标准适用于外径从6mm—267mm的无缝圆形铜管。
——热水和冷水的供水系统——热水的热装置系统,包括地下热装置系统——民用天然气和煤气供应系统——废水下水道设备2.标准的参照文献现行EN 723铜及铜合金—铜管或管装置内表面碳的燃烧测定方法现行EN1971铜及铜合金—管材涡流探伤方法EN 10002—1金属材料—拉伸试验—第1部分:试验方法(室温)EN 10232金属材料—管材—弯曲试验方法(全截面)EN 10234金属材料—管材—扩口试验方法EN 10235 金属材料—管材—卷边试验方法ISO6507—1金属材料—硬度试验—维氏硬度第1部分HV5—HV1003.定义该标准采用如下定义。
3.1无缝圆形铜管用铜制成的半成品,具有圆的横截面、均匀的各义壁厚、连续的圆柱表面,并以直条或盘卷的形式供应。
3.2钎焊和铜焊用熔点低于被连部件和原金属的填充料,使其在液态下发生微作用而进行金属间的非直接连接。
3.2.1钎焊、软钎焊使用熔点低于450°C的填充料的微作用进行的一种连接方式。
3.2.2铜焊、硬钎焊使用熔点高于450C的填充料的微作用而进行的一种连接方式。
3.3焊接通过热或压力或两个部件之间的化合作用进行的两个或更多部件之间的连接,使其形成一个整体。
使用具有与被焊材料类似的熔点的填充料。
3.4铜焊通过类似熔化焊接技术逐步获得一种开放连接形式的操作,焊料的熔点高于450C。
3.5直径管材同一横截面上的任何两个外径尺寸的平均值。
3.6外径尺寸公差管材的任何横截面上的最大外径和最小外径的差。
3.7同心度管材的同一截面上最大壁厚和最小壁厚之差的一半。
3.8产品组批同一产品的质量,应具有同一形状,同一状态和同一横截面,同一尺寸,并在相同的条件下用相同的生产工艺制成。
4.牌号及状态表示方法4.1材料4.1.1一般规定材料的数字代号表示方法见6.1。
4.1.2牌号材料的牌号表示方法符合ISO1190—1的牌号表示体系。
4.1.3数字牌号材料的数字牌号表示方法与EN1412的规定一致4.2材料状态标准引用的材料状态表示方法与EN1173一致(见表1)。
R:状态代表规定的抗拉强度和伸长率的产品所具有的最小拉伸强度要求。
4.3产品产品标志应给出同一的形式,以便于在通讯传输中快速明确地说明。
这种形式具有国际上识别产品的共同内容,并符合相应的欧共体标准的要求。
产品的标志在标准的全文中是不可替换的。
产品的标志应由如下部分组成:——名称(铜管);——欧共体标准的代号(EN1057);——材料状态(见表1);――名义的横截外径(毫米),外径X壁厚。
例:按本标准供应铜管,状态为R220(退火),名义外径为12mm,名义壁厚为1.0mm,其标志为:产品标志示例如下:例:搜車标准供应嗣邕状态为妙0(退火),名义外径知沁,名义壁厚再讥顾其标志为鯛筈EN1057——R220——12x1.0君一」.I欧#博标谁代U j状态代号L J茗义横観尺寸(nun)一5.文件内容为了使供需双方的文件便于查询、管理和确认,需方应说明他的要求及提供如下内容:a)材料总数量(米);b)名称(铜管);c)欧共体标准代号(EN1057);d)状态代号(见4.2和表1);e)名义横截尺寸:外径X壁厚(见表3和附录A);f)长度(见9.2);g)交货形式(见9.2)。
注:产品标志中的b)、e)已在4.3条中进行了解释。
例:用EN1057定购500m的铜管,状态为R220(退火),名义外径为12mm,名义壁厚为1.0mm,每卷50m。
500m铜管EN1057—R220—12X1.0—50m卷。
表2R25O(半硬)状态管材的最小猫长率6.要求6.1化学成分化学成分应符合下列要求:Cu+Ag:最小99.90%0.015%VPV0.040%铜牌号表示用Cu—DHP或CW024A6.2性能特征抗拉强度和伸长率应符合表1的要求,其实验方法应符合8.2的要求。
R250(半硬)管材的伸长率与尺寸有关,其外径与壁厚的关系见表2。
当dV66.7mm且eV1mm或d/e2>24,伸长率〉30%。
当d>66.7mm,e>1mm且d/e2V24,伸长率〉20%。
在此:d—名义外径尺寸;e—名义壁厚,mm。
6.3尺寸与公差6.3.1一般要求管材的外形特征由外径、壁厚和长度所决定,外径和壁厚应符合表3(或A.1)、表4和表5的规定,在有争议的情况下,尺寸应在(23±5)°C的温度下测量。
6.3.2名义尺寸标准的名义外径和名义壁厚见表3(或A.1),长度应符合表10的规定。
注1:管材标准尺寸从欧洲市场上现行的标准中选取。
注2:其它尺寸已被列入附录A,以便将来修订标准时参考。
注3:CEN/TC133推荐R尺寸作为首选尺寸,每个外径尺寸对应的壁厚是有限的,一般不超过三个。
6.3.3外径公差外径尺寸应符合表4中的公差要求。
6.3.4壁厚公差壁厚公差用名义壁厚的百分数表示,在任意点测量应符合表5的要求6.3.5长度公差长度应均等或比预定略长。
6.4无缺陷管材应完好无有害的缺陷。
6.5表面质量管材的内外表面应是清洁和光滑的。
管材内表面没有任何有害层,也不存在由于含碳过程而在安装时形成一些有害层。
当按8.4和8.5条进行试验后应符合表6的规定。
试验结果应记录在册当要求时,提供给需方或他的代表。
注:生产厂的日常质量控制,可选择碳含量的分析或碳层试验6.6当表7中规定的尺寸和状态的管材按8.6进行试验时,管材在肉眼观察下无裂纹。
6.7扩口试验当表7中规定的尺寸和状态的管材(需要时,由供需双方协商)按8.7进行试验时,管材在肉眼观察下无裂纹、开口和破损出现。
6.8卷边试验当表7中规定的尺寸和状态的管材(需要时,由供需双方协商)按8.8进行试验时,在肉眼的观察下管材边沿无破损。
7.取样表丁竜曲、扩口和卷辺试验为了确保产品的质量,随机采样的单元应符合表8的规定采样率应用于尺寸控制中,其它指定控制在每第二个采样单元中进行,假若产品的特性可以在生产过程中保持不变,假若生产的质量体系被ENISO9001和ENISO9002所认证,化学成分的检验,可在产品制造的初期分析,如在铸造或坯锭阶段。
8.试验方法8.1分析化学成分分析试样应符合条款7的规定,分析方法应按欧洲或国际标准的化学方法或光谱方法进行。
在有争议的情况,仲裁的方法应是化学分析方法。
8.2拉伸试验拉伸试验方法应按EN10002—1的规定进行,取样符合条款7的规定。
8.3硬度试验当要求时,维氏硬度试验应按ISO6507—1的规定进行。
8.4碳含量试验碳含量的确定和取样应符合条款7,标准方法应按现行EN723进行。
注:该试验用于确保工艺质量的日常控制中,其它方法如碳黑试验(VTR方法的修订)可作为替代方法。
8.5碳层试验碳层的检查和确定以及取样应符合条款7的规定,其方法按附录B进行。
8.6弯曲试验当要求时,弯曲试验应在现行的操作条件下,使用适当的弯曲设备,在没有芯棒的情况下按EN10232的规定进行,试样应在表9中给出的最小弯曲角半径下,弯曲成90o。
8.7扩口试验当要求时,应按EN10234的规定进行扩口试验。
管材端部的外径应用45o的锥芯扩口30%。
8.8卷边试验当要求时,应按EN10235的规定进行卷边试验。
管材经具有约1mm的顶心曲率半径的卷边工具试验后,卷边的外径应至少大于名义外径30%。
8.9非破坏性试验每个管材应符合如下三种试验方法的一种规定要求。
——对缺陷的涡流探伤试验按现行EN1971的规定进行并符合C.1的要求。
水压试验按C.2的方法进行。
气压试验按C.3的方法进行。
以上方法的选择由生产者自行决定。
8.10重复试验当试样不符合试验要求时,把试样所代表的该批产品,或自该试验前的所有管材(对连续生产时)放置在一捆。
重复取样在该捆中进行,取样数为条款7中的4倍。
若任何重复试样不符合要求,试样所代表的管材将被认为不符合本标准要求,并予拒收。
若所有的重复试样都符合要求,试样所代表的管材将被认为符合本标准要求。
9.标志和交货形式9.1标志直径在10~54mm的管材,应在沿长度方向连续间距不大于600mm的管材上作永久性标志,并至少包括如下内容:——标准编号(EN1057)——名义截面直径:外径X壁厚——R250(半硬)状态的标志符号:卅——生产厂的识别标志――产品生产日期:年和季节(I到W)或年和月份(1到12)直径为6~V10m的管材或直径大于54mm的管材应在管材两端至少作醒目的类似标志。
附录直(标進的附录)管材推荐的交货形式见表10。
附录B(标准的附录)碳膜试验B.1试样的准备试验所用的管材试样应将外表面的金属屑造成的磨痕清除或消除原管材表面的所有痕迹,可采用化学方法将管口一端用耐酸的塞子塞住,浸入硝酸溶液中,然后用去离子水洗净并烘干。
试样应从清洁的管材上切取,长度不小于25mm,用干净的锯条沿纵向切成两个试样块,一个试样块应用丙酮脱脂。
试样块应具有尺寸大于22mmX1mm的表面,试样的处理应符合上述的程序要求。
B.2方法经过脱脂处理的试样块放入一个小型的平底瓷盘或玻璃盘内,试样的内表面朝上,在室温下加入25%(V/V)的硝酸,将试样块淹没。
酸将使试样表面沉积物浮起,当酸液变成蓝色时,应将试样块取出,并用去离子水冲洗,再回到酸液中洗去试样块上的任何微小物质。
B.3碳膜的测定试样块在酸中的反应应用10倍的放大镜观察。
开始的观察将评定材料在酸中的反应是否形成了一层膜或微小的物质。
如果未发现任何现象,或仅看见微小的物质,该试验就算通过了。
如果能清楚地看见一层膜浮于表面,他们可能就是碳膜或氧化膜。
为了区分碳膜或氧化膜,应把瓷盘或玻璃盘慢慢地加热,使酸液沸腾约5分钟将溶解氧化膜。
如在重新试验中,该膜被分解或仅剩微小物质,也算通过试验。
假若膜没有任何改变,那一定是碳膜,即未通过试验。
附录C(标准的附录)非破坏性试验C.1涡流探伤试验标准样管最大的钻孔直径应符合现行EN1971和表C.1的规定。