窗框异型材挤出机头设计_毕业设计说明书
塑料挤出机毕业设计范文

塑料挤出机螺杆、机筒设计初探[内容摘要]首先介绍聚氯乙烯板挤出成型生产工艺,单螺杆挤出机的工作原理、基本结构及各系统在工作中的作用,根据设计任务书要求确定挤出机的基本参数,并对挤出机主要零件螺杆和机筒进行了设计,最后对螺杆和机筒的制造要求、修复方法提出了自己的一些看法。
[关键词]挤出成型挤出机螺杆机筒设计一、PVC塑料板挤出成型工艺及主要工艺流程挤出成型是橡胶工业的基本加工工艺之一。
它是指利用挤出机及其辅机,使胶料在螺杆的推动下,连续不断地向前运动,再借助于口型挤出各种所需形状的半成品,然后由特定的辅机配合,来完成挤出成型或其他作业的工艺过程。
挤出成型工艺的优点主要是操作简单、经济,半成品质地均匀、致密,容易变换规格和断面形状,设备占地面积小,结构简单,造价低,灵活机动性大,生产能力大,且能连续操作。
(一)聚氯乙烯板挤出成型生产工艺流程及主要装置1、工艺流程塑料板的挤出成型可用聚氯乙烯﹑聚乙烯﹑聚丙烯﹑聚碳酸酯﹑ABS﹑聚偏氟乙烯和聚苯乙烯等树脂。
其生产工艺顺序如图一。
图一PVC-U异型材的生产工艺路线主要分为单螺杆挤出机成型工艺和双螺杆挤出机成型工艺。
单螺杆挤出成型工艺适用于小批量、小规格异型材生产及装饰型材生产。
其塑料板挤出机成型设备生产线如图二。
图二塑料板挤出生产线1—挤出机2—成型模具3—三辊压光机4—冷却输送辊组5—切边装置6—牵引装置7—切断机8—制品检查堆放平台2、主要装置(1)挤出成型装置挤出机与成型模具,它是制件成型的主要部件,熔融塑料通过它获得一定的几何截面和尺寸。
本设计将主要针对挤出机的工作原理进行分析研究。
(2)冷却定型装置该装置包括真空定型和水冷却两部分。
当温度为190℃左右,PVC-U熔融型坯从机头口模出口后,立即进入冷却定型模。
模内抽真空,使型材外壁和定型模具表面贴紧,并用水通过定型套进行冷却定型。
对真空吸附要求吸附力大而且均匀,定型套分型要求密封性好,特别是在筋与棱角处吸附要好,以保证型材外观和尺寸精度及表观质量。
异型材挤出成型—异型材成型辅机(塑料挤出成型课件)

异型材机头分类
异型材机头分类
思考:板式机头和流线型机头各自优缺点?
1. 板式机头
• 特点:结构简单,成本低,口模更换容易,适合多品种、小批量生产 • 缺点:横截面急剧变化,易形成局部滞料和死角,型材尺寸准确性不高 • 适用:聚烯烃,软聚氯乙烯的生产
2.流线型机头
• 设计要求:机头内流道必须为圆形过渡,各处不得有急剧过渡或死角。 • 特点:能克服流道急剧变化,保证挤出成型质量,适合大批量生产。
为什么?
滚轮式牵引装置
1一型材;2一主动轮;3一调节杆;4一手轮; 5一从动轮
由2~5对上下牵引滚轮组成。滚轮和型材之间面或线接触,牵引力小,只适用于 小型异型材制品的生产。要注意滚轮的形状尺寸应与异型材的形状和尺寸相适应。
由二条或二条以上的履带组成。由于牵 引履带与型材的接触面积大,牵引力也 较大,且不易打滑,特别适用于薄壁或 型材尺寸较大的制楞板时,预先挤出的板材 经波纹形辊筒压成粗波纹,接着通 过上图所示的滑移式定型模,冷却 定型成为所要求的波纹板。
将从平缝模挤出的板材在滑移式 定型模中折弯成需要的截面形状,冷 却定型。此法能用简单的模具制造出 复杂的大型异型材。
定型方法
3. 真空(外)定型
1. 特点:由于采用间接水冷方式,有效抑制了内应力和形变。 2. 方法:定型模周围壁上的细孔或缝口抽真空产生负压区,使型材的外壁与真空
牵引装置
牵引、切割装置
• 作用:克服型材在定型模内的摩擦阻力而均匀地牵引型 材,使挤出过程稳定进行。
• 由于异型材形状复杂,有效面积上摩擦阻力大,要求牵 引力也较大,同时为保证型材壁厚、尺寸公差、性能及 外观要求,必须使型材挤出速度和牵引速度匹配。
• 异型材挤出常用牵引机有辊轮式、履带式和皮带式三种。
塑料异型材挤出成型模具CAD设计
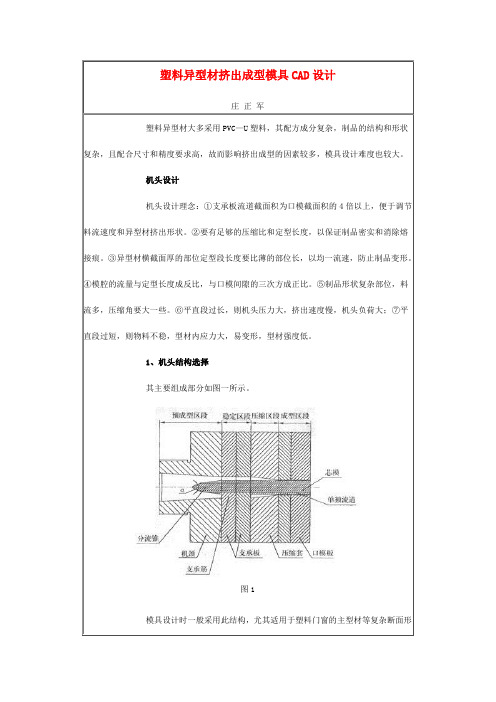
由于进入第一节定型模时,挤出的型胚仍是粘流态,易被吸入真空沟槽中,故第一段定型模的前面1~6道的真空吸附沟槽宽度采用0.8mm,间距为25~30mm,其余沟槽宽度为1.2mm,间距为30~40mm。
吸附力要布置均匀,定型模上下两半真空沟槽要对齐,并要各自相通,但在分型面处尽量与大气相通。在型胚的筋和棱边的部位要棱边。
V——模具总体积cm3
C——模具钢材比热容KJ/Kg℃
t——模具工作温度℃
t0——模具起始温度℃
η——加热线圈效率,常取0.3~0.5
经验公式:0.04×模具的重量(Kg)
考虑到挤出机料筒自身加热及料流在模具内由剪切产生的热量,因而一般取比计算值偏小的值。
定型模设计
定型模通过真空将型坯吸附在模具壁上进行冷却定型,获得所需异型材的尺寸和形状精度,并在此过程中将型胚的形变内应力和热内应力基本消除。
设计口模型腔的外形及型芯的步骤:
——求出定型模型腔外的图形。(具体参见定型模设计2)
——对定型模型腔外形的图形放大γ倍(AutoCAD中用Scale命令),求出口模型腔外形。
——根据口模的间隙,依次求出各个型芯的图形。
C、口模形状修正
有些塑料门窗型材的空腔过小,给型芯的强度与机械加工带来一定的困难,可对其口模形状进行放大处理,再靠定型模的定型作用来回复原来结构的尺寸要求(如图2所示)。
定型模型腔尺寸主要由型材收缩率、膨胀率、牵引拉伸率、冷却方式、制品复杂程度、操作方式等决定。
根据生产经验总结:
①定型模模腔外形尺寸比制品大1.01为宜,开式结构按1.015~1.02的系数。第1、4节尺寸按1.01系数,第2、3节尺寸比第1、4节尺寸大0.1~0.2mm。
②毛条开口处取系数0.9,胶条开口处取系数0.95,压条开口处取系数1。
异型材挤出成型机头

异型材挤出成型机头塑料异型材是指除圆管、圆棒、片材、薄膜等挤出制品外具有其它截面形状的塑料挤出制件。
塑料异型材由于其优良的使用性能和技术特性,目前已广泛应用于土木建筑、家用电器、汽车零件等领域。
异型材的形状很多,按形状不同大致可以将异型材分为五大类,如图8-14所示。
图8-14 常见的异型材结构(1)异型管材如图8-14a所示,特点是壁厚均匀,无尖角,用直支管机头或圆机头成型。
(2)中空异型材如图8-14b所示,截面形状为由肋连接而成的中空状,壁厚不均匀。
(3)空腔异型材如图8-14c所示,截面为封闭的中空断面,结构不对称,且带锐角。
(4)开放式异型材如图8-14d所示,截面形状不带中空室,具有各种形式。
(5)实心异型材如图8-14e所示,具有矩形、正方形、三角形、椭圆形等各种截面形状,可采用普通的棒材机头来成型。
由于异型材的截面形状不规则,几何形状复杂,尺寸精度要求高,成型工艺要求苛刻,模具结构复杂,因此异型材的成型效率较低。
1 异型材挤出机头的形式异型材挤出成型机头结构可分为板状机头和流线型机头两种形式。
a板式异型材机头图8-15所示为典型的板式异型材机头结构。
板式异型材机头的特点是结构简单、制造方便、成本低、安装调整容易。
图8-15 板式异型材机头机头内的流道截面变化剧烈,从进口的圆形急速地演变为接近塑件形状的截面,物料的流动状态不好,容易造成物料滞留现象。
流道截面的急剧变化还会对热敏性塑料(如硬聚氯乙烯等)产生热分解,因此,板式异型材机头一般用于熔融粘度低且热稳定性高的塑料(如聚乙烯、聚丙烯、聚苯乙烯等)的挤出成型,而对于硬聚氯乙烯,则只在其形状简单、生产批量小时才使用板式机头挤出成型。
b流线型机头流线型机头如图8-16所示。
这种机头由多块钢板组成,为避免机头内的流道截面的急剧变化,要将连接处加工成曲线,使各截面光滑地过渡,即机头各处不能有急剧过渡的截面尺寸或死角,以使熔料流动顺畅。
图8-16 流线型机头流线型机头结构复杂,制造难度较大,但它没有物料滞留的缺陷,可以保证挤出塑件的成型质量,适合大批量生产。
异型材挤出成型概要
2018/8/14
异型材挤出成型设备
此表为国家机械行业标准JB/T 6492-92规定的锥形双 螺杆挤出机的基本参数
2018/8/14
异型材挤出成型设备
2、异型材机头
机头是制品成型的主要部件。其作用是 将挤出机提供的圆柱形熔体连续、均匀地转 化为塑化良好的、与通道截面及几何尺寸相 似的型坯,再经过冷却定型等其他工艺过程, 得到性能良好的异型材制品。
塑料异型材成型工艺
异型材成型机组的组成、工艺流程、控制形式、 工艺质量控制
2018/8/14
异型材挤出成型设备
1.异型材生产用挤出机
1).单螺杆挤出机 用粒料生产异型材,产品截面积较小的制品,一般选 用直径为45mm、65mm和90mm的单螺杆挤出机。 2).双螺杆挤出机 用粉料直接挤出,产品截面积较大的制品,一般适用于 加工PVC。由制品的截面尺寸来选用挤出机的规格。
PVC树脂
混合 造粒 单螺杆挤出成型
塑料添加剂
真空定型
冷却
牵引
切割
堆放
2018/8/14
• 2、双螺杆挤出机成型
PVC树脂
混合 双螺杆挤出成型 真空定型
塑料添加剂
冷却
牵引
切割
堆放
2018/8/14
塑料异型材的质量控制
质量控制的方法及手段
做好塑料异型材的质量控制和管理工作, 主要是要做到以下几点: (l) 严把原材料关原材料质量的好坏及性能的稳定性, 对异型材制品的质量有着要 的影响。要获得质量稳定的制品, 首先要把好原材料关。对常用的各种主、辅材 料必须定期、分批进行检测。 (2) 干混粉料的质量控制干混粉料是指将树脂和各种助剂按一定配比、经过热混 和冷混后获得的粉料。干混粉料的分散度和均匀度、预塑化及其凝胶化程度将直 接影响挤出工艺和稳定性, 对异型材的质量有重要影响。对干混粉料的控制主要 是检测其表观密度、干流性、粒度分布和热稳定性, 检测要分批、定期进行。 (3) 挤出质量控制干混粉料投人挤出机料斗后, 就开始了连续的挤出过程。在连续 生产过程中, 首先要注意粉料的塑化质量和挥发物含量。粉料的塑化质量将影响 制品的综合性能, 可以通过将异型材试样用丙酮浸渍后, 观察其表面是否起毛、脱 层或破裂来检测, 也可通过给试样加热, 观擦是否有气泡、裂纹或麻点。其次应观 察异型材内应力的大小可通过试样受热后尺寸变化率的大小来表征。当收缩率 2018/8/14
挤出模头设计讲解

➢ 两层熔流汇合后,流道在二维方向上的变动 (扩张或收缩)会在分界面上产生正应力,这 对分界面有正负两方面的影响。
➢扩张型流道对不稳定有较强的加剧作用,而收 缩型流道对流动有稳定作用。有经验指出,分 流筋的流出角约8°,对界面稳定最有利
➢PVC-U模塑料熔体的性能,是由其复杂的配方 体系所决定的。模塑料配方不但决定着塑料熔 体的黏度,而且也影响着塑料熔体的弹性效应, 因此是影响挤出模头结构设计的重要因素。
➢ 挤出模塑料配方对挤出模头设计的影响,还 可能是这样的情况:对于一个已经实现均匀出 料的挤出模头,这时若模塑料的成分出现波动, 就会改变模塑料的黏弹性状况,破坏原先流道 保证的均匀出料的平衡状态。因此,挤出模头 的结构设计需要对模塑料成分的波动有更好的 适应性,能让均匀出料的平衡状态在型材挤出 过程中保持稳定。
离膜膨胀又称出口膨胀现象。 原因:受剪切而被迫舒展的高分子链出孔时突然 自由,高弹形变立即得以恢复。
解决:补偿,估计会膨胀多少,然后扣除。如要 做椭圆,采用近长方形模具
➢聚合物离模膨胀有以下特点。
➢1)膨胀比β随熔体剪切速率ý的增大而增大。
➢2)在剪切速率ý恒定的情况下,膨胀比β随 模头长径比(L/DA)的增加而减小,在L/DA 超过某一数值时,β趋于一定值。
➢影响背压的因素------
挤出模头设计的基本要求
➢4)流道的变化应尽量平缓
➢流道壁面曲线应呈流线型,不能有突变。引起 料流方向改变的扩张或收缩角的半角的角度, 一般要求不大于12°。
➢流道变化的过程,应尽可能做到均匀,或只 是让熔体料流平缓地加速;要避免出现料流 减速的现象。这样做的目的都是为了减轻熔 体料流中的高分子链段可能产生的弹性变形 的程度,使得弹性效应所引起的离模膨胀等 不利影响减至最低,而让熔体破裂等现象产 生的可能性趋于零
塑料挤出机机头结构设计论文说明书

塑料挤出机机头结构设计11届机械设计制造及其自动化高佳佳指导教师:易勇摘要:挤出成型是在挤出机中通过加热、加压而使物料以流动状态连续通过口模成型的方法,是一种技术要求较高的成型方法。
广泛应用于管材、棒材、异型材、中空制品以及单丝等产品的生产。
本论文中主要针对单螺杆挤出机机头结构进行设计。
包括口模设计、芯棒设计、分流器设计等主要零件的设计,还包括主要零件的加工制造工艺的设计以及机头和挤出主机的连接方式的设计。
关键词:挤出机;挤出模;硬质PVC引言随着我国塑料机械工业的蓬勃发展,塑料制品的应用范围的扩大,对挤出成型技术的要求更高。
在整个挤出成型过程中,以塑料在挤出主机中的塑化过程和熔融物料进入挤出模挤出的过程以及温度调节控制最为关键。
挤出机主机关键部件螺杆已经非常的先进,温度调节控制系统随着各种智能控制系统的发展而得到良好的完善。
而挤出模的结构并没有得到很好的发展。
由于在挤出过程中遇到的问题非常的复杂,如今并没有实用于机头设计的理论公式。
机头的设计往往以实际经验为主要,最后以试模的方法确定机头的形状。
这为整个设计过程带来了许多不便,同时加大了设计人员的工作量以及提高了成本。
1概况及现状分析1.1挤出机的发展历程自第一台挤出机问世以来,挤出技术得到的良好快速的发展。
从开始的柱塞式到更为先进的螺杆式,从原始的手动操作到完全的自动控制,从产品单一到产品的多元化,挤出成型技术正逐渐成熟。
如今,挤出成型具有生产效率高,制造方便,可以连续化生产等特点,它在塑料成型加工工业中占有很重要的地位。
半个世纪以来,我国的塑料工业经历了从无到有,从小到大的发展过程,尤其是改革开放二十年来得到高速发展,已初步形成了部类齐全的工业体系,从产量上已跻身于世界先进行列。
塑料机械行业是为塑料工业提供技术装备的行业,强劲的市场需求促进塑料机械工业的发展。
挤出成型技术得到了很好的发展。
1.2挤出机的分类组成及挤出制品用途1.2.1挤出机分类塑料挤出机按其螺杆数量分为单螺杆、双螺杆和多螺杆挤出机。
硬PVC门窗异型材挤出成型工艺报告
硬PVC门窗异型材挤出成型工艺一、生产工艺流程硬PVC门窗异型材的生产工艺路线主要有单螺杆挤出成型工艺和双螺杆挤出成型工艺两种,而两种工艺挤出用的原料都是前道工序按一定配方配好的混合粉料。
目前,硬PVC 门窗异型材的挤出大多采用锥形螺杆挤出生产线。
(一)单螺杆挤出成型单螺杆挤出成型工艺特别适用于小批量、小规格异型材的生产。
其工艺流程如下:混合粉料→单螺杆挤出造粒→单螺杆挤出成型→定型→牵引→切割→翻转台→成品(二)双螺杆挤出成型双螺杆挤出成型工艺可用粉料直接成型,生产能力大,特别适用于大批量常规型材和大规格异型材的生产。
其工艺流程如下:混合粉料→双螺杆挤出成型→定型→牵引→切割→翻转台→成品二、双螺杆挤出机挤出硬PVC门窗异型材工艺控制要点硬PVC门窗异型材的挤出过程可简述如下:改性PVC混合料在机筒内经过螺杆混炼,在内磨擦热和电加热的作用下,物料逐渐变成熔融粘流态,物料在旋转螺杆的流动下向机头方向螺旋运动。
进入机头模具后,在高温、高压下经过机头模具型腔进行分流压缩成型,挤出近似制品断面的型坯,再经过定型模具对型坯真空冷却定型,达到制品设计要求。
成型温度、定型冷却、螺杆转速、牵引速度、加料速度等都是影响异型材制品质量的重要因素,现分述如下:(一)温度控制PVC混合粉料进入挤出机后,要完成压实、输送、熔融、均化以及在较低温度下挤出。
为获得高质量、高产量型材,各段的温度需反复调节、准确控制,使物料在挤出成型过程中,始终在熔融温度与分解温度区间进行。
要正确设定温度,则需充分考虑和指导物料成型温度的相关因素。
1影响物料加工温度的因素1)配方及原料质量对加工温度影响最大的是配方,不同原料组成的混合物料其塑化温度不同。
配方确定后,加工温度也就基本确定了,只需视产品质量作小范围的调节;同一配方不同厂家生产的原料,挤出成型温度往往也有差异,只有通过生产实践,依据塑料型坯的质量,适时调整设定温度。
2)挤出速度在正常生产工艺条件下,提高挤出速度会使物料磨擦生热,所以应适当降低加热温度。
本科毕业设计论文--sj6025挤出机设计

摘要塑料挤出机机筒,它是塑料加工过程中的主要设备之一。
一般挤出机由五大部分组成:挤出部分、传动部分、机头加热冷却系统、电气控制系统塑料是一种高分子合成材料,是当今社会发展的基础材料之一,它广泛应用于各种领域。
挤出部分是挤出机的主体部分,主要作用是:剪切、塑化、捏炼塑料,以一定的压力,均匀连续的向机头输送塑料。
由加料装置、螺杆、机筒、衬套等组成。
其中螺杆分为单头螺杆、双头螺杆和多头螺杆。
衬。
套材料一般为38MoAlACr传动系统的作用是驱动螺杆旋转和根据工艺要求调节螺杆的转速,传动系统由电动机和减速器组成。
机头是挤出机的成形部分,它的作用是使塑料由螺旋运动变为直线运动;在一定的压力下,将塑料挤压成各种所需形状的半成品。
加热冷却系统是为了使塑料很好的挤出,适时控制温度,以防止塑料温度过低或焦灼。
电气控制系统的作用是满足挤出工艺条件的需要,实现对基础机机筒割断温度、机体温度、螺杆转速、驱动扭矩或功率、轴向力等的控制和调节。
由温控、调速和检测装置组成。
挤出机的传动技术有齿轮变速、直流电机和其他方式等若干种。
国内外常用的是由电机通过减速装置带动螺杆进行无级调速传动,国外多用直流电机变速传动,而国内则多用整流子电机变速传动。
挤出机的基本工作过程:带状塑料加入加料口后,在旋转螺杆的作用下塑料被搓成团状沿螺杆槽滚动前进,因螺杆的剪切、压缩和搅拌作用塑料受到进一步塑化,温度和压力逐步提高,呈现出粘流状态,以一定的压力和温度通过机头,最后得到所需的一定形状的半成品。
关键词: 塑料挤出机; 螺杆; 机筒; 机头AbstractThe plastic rod extruding machine abbreviation extrude (also name extruding press), it is an important implement of the plastic reclaiming process.The extrude is made of five parts:the part of extruding;the part of passing;the head;the system of heading and cooling;the electrical control system.The major part of the extrude is the part extruding,it is the most use of shear ,rend and pinch the plastic,under fastness pressure,continuous send plastic to the head ,it made up of fill device ,screw ,barrel ,liner and so on,And the screw is disport of single screw ;double screw ;and component screw.The material of liner is 38CrMoAlA.The part of passing is driving the screw rotation and basic the need of the art factitious process to adjustment the screw royal .The part of passing is made of electrical engineering and reducer.The head is the extruding machine formed part .Its function is :Causes the sizing material to become the translation by the helical motion ;under the certain pressure ,extrudes the sizing materials which need the shape the half-finished product.The system of heating and cooling is for the plastic well extrusion ,we control the temperate to prevent the temperate too low or born.The electrical control system is for the need of press,control thetemperate of the barrel and the head ,the royal of the screw ,drive the torsion or power ,and adjustment the head ,the royal of the screw ,driver the torsion or power ,and adjustment the force of the axial ,is made of the temperate controller ,the speed adjustment system,and the device of test.The extrude fundamental process is this:get the plastic to the filler,under the shear of the screw ,the plastic was made small ball,because of the screw’s shear pressure and stirring ,the plastic was farther re nd and plastic ,the temperate and the pressure get higher ,and the plastic get plastic flow,under fastness pressure though the head ,the last get the production you need.Key words: Plastic extrude ; Screw ; Barrel ; Head目录第一章挤出机的主要性能参数 (4)1.1 螺杆区域划分及材料 (4)1.1.1 螺杆直径 (4)1.1.2 螺杆长径比 (4)1.1.3 转速与喂料方式的关系 (4)1.2 挤出机功率 (5)1.4 生产能力Q (6)第二章电机的选择 (7)第三章减速器设计计算 (7)3.1 传动部分设计计算 (8)3.1.1 传动比计算及分配 (8)3.1.2 各轴转速 (8)3.1.3 各轴功率 (9)3.1.4 各轴转矩 (9)3.2 齿轮设计 (10)3.2.1 高速级齿轮传动 (10)3.2.2 低速级齿轮传动 (15)3.3 速比齿轮轴及其上轴承的设计、选择和校核 (20)3.3.1 基本轴径的设计 (20)3.4 各轴上联接齿轮的键的选取及校核 (35)3.4.1低速级齿轮的键及其校核 (36)3.4.2中间级齿轮的键及其校核 (37)第四章螺杆的设计与校核 (38)4.1 螺杆材料 (38)4.2 螺杆形式 (38)4.3 螺杆参数 (38)4.4 螺杆结构 (39)4.5 螺纹的断面形状 (39)4.6 校核 (39)第五章机筒的设计及强度校核 (40)5.1 机筒结构设计及材料选择 (40)5.2 机筒参数 (40)5.3 校核 (40)第六章其他零部件的设计与校核 (42)6.1 螺杆与轴联接处的花键的选择与校核 (42)6.1.1 花键挤压强度校核 (42)6.2 推力轴承的选择与校核 (42)6.2.1 校核 (43)6.2.2 寿命计算 (43)6.3 联轴器的选择与校核 (43)6.4 螺杆与机筒的组合设计 (44)6.5 机头的设计 (44)6.6 温度控制 (44)结语 (45)参考文献 (46)致谢 (47)引言1.1 论文的研究背景及意义塑料是一种高分子合成材料,是当今社会发展的基础材料之一,它广泛应用于各种领域。
异型材挤出成型
➢ 今天的任务: 任务10-2:设定材料工艺及试开机运行
广东轻工职业技术学院高分子教研室
25
1. 任务告知:
拟实现的能力目标
生产线开启关闭及调节能力; 工艺参数设定能力; 定型装置调试能力; 牵引装置调试能力; 应急处理能力;
广东轻工职业技术学院高分子教研室
26
2. 任务的引入
引导课文:
塑料挤出成型 Plastics Extrusion Molding
异型材挤出成型
广东轻工职业技术学院高分子教研室
1
项目10:认识型材生产线
广东轻工职业技术学院高分子教研室
2
主要训练过程
项目10:认识型材生产线
任务10-1: 认识生产线,及拆装模头 任务10-2: 设定材料工艺及试开机运行
➢ 今天的任务:
包括超厚壁异型材等。 6. 复合型异型材:不同颜色、种类的塑料,非塑料
镶嵌件或大组分的填料(木粉)复合成型。常见: 双色、软硬、双料共挤;钢塑、木塑复合等。
广东轻工职业技术学院高分子教研室
16
7. 异型材截面形状设计要点
1. 尺寸和精度:能满足使用的前提下尽量降低尺寸精度等级;影响型 材精度的因素:机头和定型模精度,塑料收缩率与成型条件,定型 模磨损等。
广东轻工职业技术学院高分子教研室
30
6.拓展
如何保证小剂量物料均匀分散?
广东轻工职业技术学院高分子教研室
31
7.作业布置
根据任务的学习,撰写总结报告。
广东轻工职业技术学院高分子教研室
32
1. 塑料异型材生产工艺控制
1. 原料及配方:准确把握原料的质量配比及其内在性质,注意讲配方需确 定各原料型号和厂家之后才有实际意义。
(完整版)挤压铝型材毕业课程设计

(完整版)挤压铝型材毕业课程设计一. 题目:铝合金型材挤压工艺及模具设计二. 设计基本内容:设计一件实心型材制品和一件空心型材制品的工艺工艺过程及模具设计,包括挤压工艺参数,模具结构,制造工艺等要求三. 完成后应缴的资料:课程设计说明书一份实心型材模零件图空心型材模上模零件图空心型材模下模零件图空心型材模装配图四. 设计完成期限:指导老师_______签发日期___________教研室主任_______批准日期___________课程设计评语:成绩:设计指导教师______________年_____月____日目录一、绪论 (4)二、总设计过程概论 (7)2.1挤压工艺流程 (7)2.2挤压工艺条件 (7)三、实心型材模设计 (9)3.1所要设计的实心型材制品 (9)3.2选坯和选设备 (10)3.3挤压力的计算 (11)3.4实心型材模具体结构设计 (12)3.5.实心模尺寸数据设计 (13)四、空心型材模设计 (18)4.1所要设计的制品 (18)4.2选坯和选设备 (18)4.3挤压力的计算 (19)4.4模组及模子外形尺寸确定 (20)4.5组合模相关参数的确定 (20)4.6 模子内形尺寸的确定 (23)4.7模孔工作带长度h g的确定 (24)4.8模芯的设计 (24)4.9上模凸台设计 (24)4.10定位销,螺钉 (24)4.11模子强度校核 (25)4.12零件图装配图 (26)五、总结与体会 (26)参考文献…………………………………………………26一. 绪论近20年来,随着建筑行业的高速发展,我国民用建筑铝型材工业也从无到有,从弱到强地迅猛前进。
至今,广东省的建筑铝型材产品已约占全国的三分之二左右,铝型材的生产能力超过社会的需求,如何提高产品质量,降低成本是取得市场竞争胜利的关键环节。
铝合金型材具有强度高、重量轻、稳定性强、耐腐蚀性强、可塑性好、变形量小、无污染、无毒、防火性强,使用寿命长(可达50—100年),回收性好,可回炉重炼。
塑料挤出机毕业设计范文

塑料挤出机毕业设计范文摘要:本文介绍了一种基于塑料挤出机的设计方案。
该方案主要包括了机器的结构设计、传动系统的选择和控制系统的设计。
该挤出机具有高效、独立调节和自动化控制的特点,可以满足不同类型塑料产品的生产需求。
1.引言塑料挤出机是一种常用的塑料加工设备,广泛应用于塑料制品生产。
随着科技的发展,各种新型塑料材料出现不断涌现,对塑料挤出机的设计和改进提出了更高的要求。
本文将基于已有挤出机的设计基础,改进其结构、传动系统和控制系统,以实现更高效、更准确的塑料挤出过程。
2.结构设计挤出机主要由料斗、加料口和螺杆组成。
在结构设计上,我们将考虑以下几个因素:(1)螺杆结构:螺杆的直径和纵向螺距应根据塑料材料的特性和需求来确定。
同时,螺杆的材料应选择优质的合金钢,以确保其耐磨性和耐腐蚀性。
(2)加热系统:挤出机需要加热来提高塑料的流动性,以便顺利挤出。
因此,在结构设计上,需要加入适当的加热系统,例如电加热管或热风机,以确保材料能够在所需温度下顺利挤出。
(3)冷却系统:挤出机的冷却系统非常重要,可以通过冷却风扇或水冷却系统来实现。
冷却系统的设计应考虑到塑料挤出过程中的热量产生,以确保挤出物在冷却过程中能够保持理想的形状。
(4)机架:挤出机的机架应选用坚固的材料,以确保机器的稳定性和安全性。
3.传动系统的选择传动系统是塑料挤出机的核心组成部分之一,其选择直接影响到挤出机的性能和效率。
目前,常见的传动系统有液压传动和电动传动。
在本设计中,我们将选择电动传动系统,具体原因如下:(1)电动传动系统具有更高的效率和更快的反应速度,可以在短时间内实现快速运动和停止。
(2)电动传动系统更加安全可靠,不易泄漏和故障。
(3)电动传动系统的维护成本较低,寿命较长。
4.控制系统的设计为了实现塑料挤出机的独立调节和自动化控制,我们将设计一个基于PLC的控制系统。
该控制系统可以实时监控挤出机的温度、压力和速度等参数,并通过传感器和执行器对其进行调节。
6、异型材机头设计
6
异形材机头
02.异型材挤出机头类型
二、异型材挤出机头类型 根据成形塑料品种,型材大小及截面形状复杂程度不同,异型材 挤出机头分为以下三种类型。 1.孔板式机头 2.多级式挤出机头
3.流线型机头
6
异形材机头
02.异型材挤出机头类型
1.孔板式机头 如图7-6-2所示,孔板式机头由模座和口模板组成。口模板容易且 能迅速更换,适用于小规格、小批量、多品种的异型材生产。但 由于模腔内存在截面的急剧变化,易引起局部滞料,物料出现热 降解甚至烧焦现象,型材难达到较高的尺寸精度要求。主要适用 于软聚氯乙烯异型材的小批量生产。
(5)异型材断面转角处,应以圆弧过渡,外转角圆弧半径至少为 0.4mm异型材外观和使用的前提下,应尽可能取大值。 (6)中空异型材中,如需设置各种有功能作用的隔腔或加强筋时, 其厚度应比型材壁厚小20%左右,否则发生挠曲变形,难以起到预期的 加强作用。 (7)在设有加强筋或隔腔壁的背面,常会产生凹陷条痕,在设计异 型材制品时,应有意识地在该部位设计若干条沿条痕方向的掩饰花纹。
6
异形材机头
02.异型材挤出机头类型
2.多级式挤出机头 如图7-6-3所示,流道的逐渐变化,是由多块孔板串联构成。每块
孔板单独加工,在每块孔板的入口加工倒角。多级式机头结构简
单,加工方便,但不宜加工热敏性塑料。
6
异形材机头
02.异型材挤出机头类型
3.流线型机头 如图7-6-4所示,流线型机头内部流道呈流线型,熔体无滞流点,
6
异形材机头
异型材机头截面特点
压缩空气外定型
如图7-6-9所示,压缩空气(0.02~0.1MPa)通过芯模1进入异型
材7内,由于浮塞9的封闭,使挤出型坯与定型模5接触,同时冷
型材挤压机参数及模具设计纲要
铝型材工业铝型材铝型材,就是铝棒通过热熔、挤压、从而得到不同截面形状的铝材料。
铝型材的生产流程主要包括熔铸、挤压和上色三个过程。
其中,上色主要包括:氧化、电泳涂装、氟炭喷涂、粉末喷涂、木纹转印等过程。
目录一、按用途可以分为以下几类:1. 门窗的建筑用门窗铝型材[1](分为门窗和幕墙二种).2. CPU散热器的专用散热器铝型材3. 铝合金货架铝型材,他们的区别在于截面形状的不同.但都是通过热熔挤压生产出来的.4..工业铝型材:主要用于自动化机械设备、封罩的骨架以及各公司根据自己的机械设备要求定制开模,比如流水线输送带、提升机、点胶机、检测设备等等,电子机械行业和无尘室用得居多!二、按合金成分类:可分为1024、2011、6063、6061、6082、7075等合金牌号铝型材,其中6系的最为常见.不同的牌号区别在于各种金属成分的配比是不一样的,除了常用的门窗铝型材如60系列、70系列、80系列、90系列、幕墙系列等建筑铝型材之外,工业铝型材没有明确的型号区分,大多数生产厂都是按照客户的实际图纸加工的.三、按表面处理要求分类:1. 阳极氧化铝材2. 电泳涂装铝材3. 粉末喷涂铝材4. 木纹转印铝材5. 刨光铝材(分为机械刨光与化学抛光二种,其中化学抛光成本最高,价格也最贵)1、熔铸是铝材生产的首道工序。
主要过程为:(1)配料:根据需要生产的具体合金牌号,计算出各种合金成分的添加量,合理搭配各种原材料。
(2)熔炼:将配好的原材料按工艺要求加入熔炼炉内熔化,并通过除气、除渣精炼手段将熔体内的杂渣、气体有效除去。
(3)铸造:熔炼好的铝液在一定的铸造工艺条件下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒。
2、挤压:挤压是型材成形的手段。
先根据型材产品断面设计、制造出模具,利用挤压机将加热好的圆铸棒从模具中挤出成形。
常用的牌号6063合金,在挤压时还用一个风冷淬火过程及其后的人工时效过程,以完成热处理强化。
不同牌号的可热处理强化合金,其热处理制度不同。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计论文窗框异型材挤出机头设计摘要塑料窗框具有传统窗框难以比拟的优异性能,是国家建设部推广使用的节能、环保型产品。
目前已广泛用于各种建筑工程中,其发展空间很大,前景十分看好。
本文是关于窗框异型材挤出机头的设计,设计主要包含两部分内容,一是80型推拉框挤出机头和定型模的设计,二是窗框异型材原材料配方的设计。
其中挤出机头模具设计是该设计的重要内容,也是设计的难点。
挤出机头模具的设计主要包括机头各部件外形和尺寸的设计以及定型模的设计。
定型模的设计主要包括定型模腔的设计和定型模长度的设计。
原材料配方设计主要包括PVC树脂型号、稳定剂、改性剂、润滑剂、着色剂、加工助剂和填充剂等的选取和分配比例。
关键词:PVC-U,塑料异型材,窗框,机头,定型模Design of Extruder Head Mold of the Window Frame ProfilesABSTRACTPlastic window frames has excellent performance that traditional window frames difficult to compare. It is so energy-saving and environment-friendly as to becoming the product that ministry of our construction promotes it’s use. For the present,plastic window frames has been widely used in all kinds of architectural engineering, it has a bright future. This article is about the design of sash profile extruder head. The design consists mainly of two parts. The first part includes sliding frame of 80 type extruder head and the design of stock mould. The second part includes the design of sash profiles raw recipe. Wherein the extruder head design is the important part of the design, but also the difficulty of the design. The design of the extruder die for the various components includes the shape and size of the head design and sizing die design. The design includes sizing die cavity shape length of the mold design and the design of the type. Formulation materials include the selection and allocation ratio of PVC resin model, stabilizers, modifiers, lubricants, colorant, processing aids and fillers and so on.KEY WORDS::PVC-U,plastic profile,window frame,extruder head,stock mould前言 (III)第1章概述 (IV)1.1 塑料门窗异型材概述 (IV)1.2 硬聚氯乙烯塑料窗的发展与现状 (IV)1.2.1 硬聚氯乙烯塑料窗的性能和特点 (IV)1.2.2 硬聚氯乙烯塑料窗的发展历史 (VI)1.2.3塑料窗框异型材的发展趋势.................................... V II 第2章塑料制件的结构设计及螺杆挤出机的选择 . (IX)2.1 80型推拉窗框横截面的设计 (IX)2.1.1 设计原则 (IX)2.1.2 外形和空腔设计 (IX)2.1.3 壁厚设计 (IX)2.1.4 圆角设计 (X)2.2 螺杆挤出机的选择 (XI)第3章产品配方设计 (XIII)3.1 配方设计目的 (XIII)3.2 配方设计原理 (XIII)3.2.1 配方设计应考虑的因素 (XIII)3.2.2 制品主要性能和原材料的关系 (XIV)3.2.3 主原料和助剂的选择及作用 (XV)3.3 产品配方设计................................................................. X VII 第4章挤出机头结构设计 . (XVIII)4.1 挤出机头设计的基本要求 (XVIII)4.2 口模截面图的设计 (XIX)4.2.1 异型材的挤出中心的选取 (XIX)4.2.2 型材主体口模图形的设计 (XIX)4.2.3 内筋口模图形的设计 (XX)4.2.4 口模图形中功能块的设计 (XXI)第5章分流支架的设计 (22)5.1 分流支架流道设计的的流量平衡原则 (22)5.2 分流支架流道的设计 (22)5.3 分流筋外形尺寸的设计 (23)第6章型芯和分流锥的设计 (25)6.1 内筋内流道的设计 (25)6.2 内筋外流道的设计 (26)6.3 型芯分块安装 (26)6.4 型芯和分流锥外形设计 (26)第7章模腔的设计 (28)7.1 综述 (28)7.1 收缩段流道设计 (28)7.2 成型段流道设计 (29)第8章模头模板设计和强度校核 (30)8.1 模头模板的设计 (30)8.2 模头的强度校核 (30)第9章定型模设计 (32)9.1 综述 (32)9.2 定型模长度的设计 (32)9.3 定型模型腔的设计 (32)9.3.1 真空吸附面积和真空槽设计 (32)9.3.2 冷却水路设计 (33)9.3.3 定型模型腔尺寸计算 (33)结论 (35)谢辞 (36)参考文献 (37)外文资料翻译 (1)中文翻译 (7)前言近年来塑料挤出成型模具的产量和发展水平十分迅速,高效率、自动化、大型、精密、长寿命模具在模具总产量中所占比例越来越大。
可以说,一个国家模具设计生产能力的强弱、水平的高低,影响着产品质量和经济效益的提高。
目前发达国家模具标准化程度达到30%以上,我国模具标准化工作也有了很大进展,基本上配齐了主要模具类别的零件标准。
模具标准化为塑料模具设计和制造带来极大方便,由于标准件可直接购买,因此模具设计制造者只需精心设计加工型腔,这使得塑料模具的设计和制造周期大为缩短,成本降低质量得到保证。
本次毕业设计主要是针对80型塑料推拉框挤出机头(模头)的设计,设计中主要依据聚合物加工流变学和传热学等基础理论,来分析和计算挤出机头各零部件的形状和尺寸。
采用CAD软件重点对挤出机头各块模板进行了参数化设计。
例如:本次设计中的成型板,分流支架板,以及型芯和分流锥都有详细的尺寸。
在做异型材挤出模具设计时,根据实际情况,对没有标准或成熟理论支持的部件设计时,多采用了采用经验数据。
第1章概述1.1 塑料门窗异型材概述许多聚合物可以通过挤出成型工艺制成横向截面为非圆形、环形等常规形状的各种复杂形状的连续型体,通常称这种连续型材为塑料异型材。
塑料异型材可以通过塑料挤出机由挤出工艺生产,其制品具有外观色泽鲜艳,光亮平滑,不需要油漆涂饰,耐腐蚀等特点。
可以通过改变挤出机机头的形状,生产多种截面形状复杂的异型材制品。
近年来,塑料异型材在建筑、家具、电器、汽车等领域得到了广泛的应用,尤其在建筑业中用途最广,可用作塑料门窗框、门板、楼梯扶手、壁材、隔墙、屏风、线槽、地板条、密封条等建筑材料。
其中,塑料门窗是塑料建材众多品种中的佼佼者,它是继木门窗、钢门窗、铝合金门窗之后的第四代新型建筑门窗,是人们至今寻觅到的较理想的门窗材料。
塑料门窗异型材是以聚合物树脂为主,以各种助剂和增强材料为辅制成的一类新型材质的门窗。
塑料门窗按材质可分为塑料包覆门窗(喷塑门窗)、组合塑料门窗和全塑门窗三大类。
其中,全塑门窗是目前发展最快、技术最成熟、用量最大的一类,是塑料门窗发展的主流产品。
全塑门窗是完全以塑料材料制造而成的,主要以由挤出成型的改性硬质聚氯乙烯(PVC-U)塑料中空异型材组装而成的塑料门窗为主。
1.2 硬聚氯乙烯塑料窗的发展与现状1.2.1 硬聚氯乙烯塑料窗的性能和特点1. 硬聚氯乙烯塑料窗的主要性能(1)隔热、保温性隔热、保温是塑料门窗的整体突出优点。
原因是PVC-U塑料热导率极低,仅为钢材的1/4-1/5,铝材的1/4-1/3;塑料窗框异型材多为多腔室中空断面结构,各封闭的空气腔室进一步改善了它的热性能;型材侧面带有嵌固弹性密封条的凹槽,在此嵌装密封条,使成窗缝隙热的渗透量大大降低。
由于上述原因,塑料窗框的隔热效果远远优于铝、钢、木窗。
(2)物理性能塑料窗框的物理性能主要包括抗风压强度、空气渗透性(气密性)、雨水渗透性(水密性)、保温及隔声等性能。
由于PVC-U材料的优良性能,塑料异型材具有的独特的多腔结构,精湛的挤出、组装工艺,以及通过嵌入钢质加强筋进行补强,使得塑料窗框具有一系列优良性能。
(3)耐候性能通过优化配方、添加紫外光屏蔽剂和吸收剂,以阻止阳光中紫外线对窗框的老化破坏作用,大大提高了PVC-U塑料窗的使用寿命。
(4)燃烧性能PVC-U塑料不助燃、不自燃、燃烧后能自熄,安全可靠。
防火的安全性高于木门窗,其氧指数通常大于40%。
但PVC-U型材燃烧时会变软,释放出的氯化氢会使人感到很强的窒息性气味。
2. 硬聚氯乙烯塑料窗框的特点塑料异型材自诞生以来得到了快速的发展和应用,尤其近年来在建筑门窗领域的应用非常广泛,这一切与其独特的性能特点是分不开的。
塑料异型材的主要特点如下:(1)轻质塑料异型材的密度在 1.5g/cm3以下,个别的甚至只有0.9g/cm3。
因此,其轻质的特点使其在建筑、汽车等领域的应用具有突出的优势。
(2)环保塑料产品具有可回收再利用的特点,对于减少资源消耗具有重要的现实意义,是国家提倡的节能环保材料,符合当今世界发展潮流。
(3)节能塑料异型材不但生产能耗低,为钢材的1/5,铝材的1/8,而且绝热性、气密性、水密性、隔音性等极佳。
因此,在当今全球能源危机问题日益严重的今天,合理使用塑料异型材显得尤为重要。