SMT测试
smt检测的内容和流程
smt检测的内容和流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!SMT(Surface Mount Technology)检测是电子制造过程中的重要环节,用于确保表面贴装技术(SMT)生产的电路板质量和可靠性。
SMT试题(上岗证)!2

上岗测试题(工种:SMT)工号__ _____ 姓名__________ 生产线___________工位___________ 得分__________一、填空题(每空1分,共34分)1、SMT的英文全称是______________________________,中文意思为_________________________。
2、SMT的两种生产工艺是___________________________和___________________________。
3、SMT印刷工艺所要用到的主要辅材料是_____________;SMT点胶工艺所要用的主要辅材料是_____________。
4、已编好号的红胶及锡膏必须贮存于_____________中;温度必须控制在_____________ºC。
5、红胶水保存有效期为____个月,锡膏保存有效期为____个月。
6、红胶水从冰箱取出后要放置于指定区域回温____小时以上,锡膏从冰箱取出后要放置于指定区域回温____小时以上,并必须在胶水(锡膏)使用登记表填写_____________和_____________。
7、红胶水及锡膏的保管使用必须遵循_____________原则。
8、SMT车间的五件小事__________________________________________________________________.9、19-BB0101-JTX的阻值为______,误差值为_______,型号为_______,功率为________,长为_______,宽为________。
10、已印刷在PCB板上的锡膏在贴片前最多可存放_____小时,贴片后的PCB板在回流焊前最多可存放____小时.11、我们目前使用的锡膏合金成分是_____和_____,比例为和,熔点为______;12、成品检查中,CHIP元件电极在焊盘外不超过其_______为合格品;13、写出下列元件类型的粘合强度:0805CHIP为_____KGF以上,MELF为_____KGF以上,SOP为____KGF以上,0603CHIP为____KGF以上。
常见SMT测试方法

常见SMT测试方法1、在线测试仪ICT(ln-CircuitTester)电气测试使用的最基本仪器是在线测试仪(ICT),传统的在线测试仪测量时使用专门的针床与已焊接好的线路板上的元器件接触,并用数百毫伏电压和10毫安以内电流进行分立隔离测试,从而精确地测出所装电阻、电感、电容、二极管、三极管、可控硅、场效应管、集成块等通用和特殊元器件的漏装、错装、参数值偏差、焊点连焊、线路板开短路等故障,并将故障是哪个元件或开短路位于哪个点准确告诉用户。
针床式在线测试仪优点是测试速度快,适合于单一品种民用型家电线路板及大规模生产的测试,而且主机价格较便宜。
但是随着线路板组装密度的提高,特别是细间距SMT组装以及新产品开发生产周期越来越短,线路板品种越来越多,针床式在线测试仪存在一些难以克服的问题:测试用针床夹具的制作、调试周期长、价格贵;对于一些高密度SMT线路板由于测试精度问题无法进行测试基本的ICT近年来随着克服先进技术技术局限的技术而改善。
例如,当集成电路变得太大以至于不可能为相当的电路覆盖率提供探测目标时,ASIC工程师开发了边界扫描技术。
边界扫描(boundaryscan)提供一个工业标准方法来确认在不允许探针的地方的元件连接。
额外的电路设计到IC内面,允许元件以简单的方式与周围的元件通信,以一个容易检查的格式显示测试结果。
另一个无矢量技术(Vectorlesstechnique)将交流(AC)信号通过针床施加到测试中的元件。
一个传感器板靠住测试中的元件表面压住,与元件引脚框形成一个电容,将信号偶合到传感器板。
没有偶合信号表示焊点开路用于大型复杂板的测试程序人工生成很费时费力,但自动测试程序产生(ATPG,automatedtestprogramgeneration)软件的出现解决了这一问题,该软件基于PCBA和CAD数据和装配于板上的元件规格库,自动地设计所要求的夹具和测试程序。
虽然这些技术有助于缩短简单程序的生成时间,但高节点数测试程序的论证还是费时和具有技术挑战性飞针式测试仪是对针床在线测试仪的一种改进,它用探针来代替针床,在X-Y机构上装有可分别高速移动的4个头共8根测试探针,最小测试间隙为0.2mm。
SMT工程师测试题

SMT工程师测试题第一篇:SMT工程师,即表面贴装技术工程师,是现代电子行业中不可或缺的重要角色之一。
他们负责将电子元器件精确地安装到印刷电路板(PCB)上,以便实现电子设备的正常运行。
SMT工程师的工作需要他们具备一定的技术知识和经验,能够熟练掌握贴装机的操作,理解工艺流程,并能够根据实际情况进行问题诊断和解决。
SMT工程师的工作既需要技术能力,也需要良好的细致性和耐心。
每个电子元器件都必须准确地安装在指定的位置上,任何一个错误都可能导致整个电路板无法正常工作。
因此,SMT工程师必须在操作过程中保持高度的专注和耐心,确保所有工作都按照要求进行。
他们还需要具备良好的手眼协调能力,以便能够准确地放置和连接微小的电子元器件。
在SMT工程师的职责范围内,他们还需要进行工艺优化和改进,以提高生产效率和质量。
他们需要与生产团队合作,分析生产流程中的瓶颈问题,并提出相应的解决方案。
有时候,他们还需要参与新产品的开发过程,对新的电子元器件进行评估和安装工艺的制定。
因此,SMT工程师需要不断学习和更新自己的技术知识,以适应快速发展的电子行业。
然而,SMT工程师的工作并不总是一帆风顺的。
他们面临着各种各样的挑战和压力。
例如,当生产需求突然增加时,他们需要快速调整工艺和生产计划,保证生产进度不受影响。
另外,在处理故障和问题时,他们需要快速定位和解决,以减少停产时间和损失。
面对这些挑战,SMT工程师需要灵活应对和迅速反应,以确保生产的顺利进行。
总的来说,SMT工程师在电子行业中扮演着重要的角色。
他们的技术和经验是实现电子设备高效运行的关键。
虽然工作中存在各种挑战和压力,但通过不断学习和提升自我,SMT工程师能够克服困难,为电子行业的发展贡献自己的力量。
下面我们将继续介绍SMT工程师的其他方面知识。
第二篇:SMT工程师在电子行业中的地位和作用不可忽视。
他们的工作为电子设备的生产和发展提供了有力的支持。
然而,随着电子行业的不断发展和创新,SMT工程师也面临新的挑战和机遇。
SMT元器件焊接强度推力测试标准
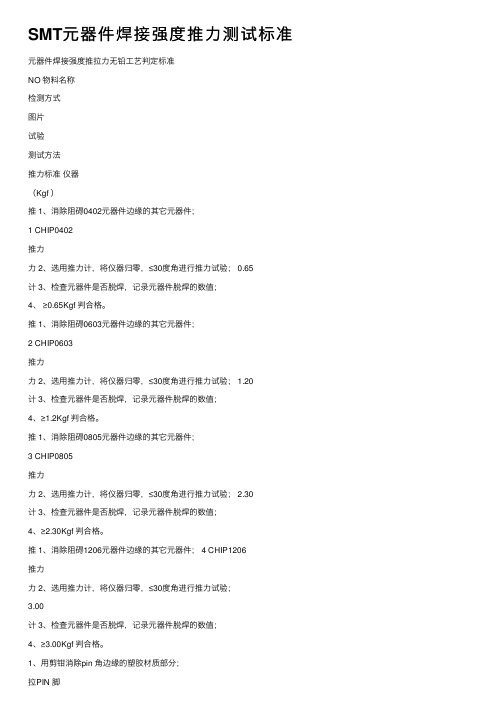
SMT元器件焊接强度推⼒测试标准元器件焊接强度推拉⼒⽆铅⼯艺判定标准NO 物料名称检测⽅式图⽚试验测试⽅法推⼒标准仪器(Kgf )推 1、消除阻碍0402元器件边缘的其它元器件;1 CHIP0402推⼒⼒ 2、选⽤推⼒计,将仪器归零,≤30度⾓进⾏推⼒试验; 0.65计 3、检查元器件是否脱焊,记录元器件脱焊的数值;4、 ≥0.65Kgf 判合格。
推 1、消除阻碍0603元器件边缘的其它元器件;2 CHIP0603推⼒⼒ 2、选⽤推⼒计,将仪器归零,≤30度⾓进⾏推⼒试验; 1.20计 3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥1.2Kgf 判合格。
推 1、消除阻碍0805元器件边缘的其它元器件;3 CHIP0805推⼒⼒ 2、选⽤推⼒计,将仪器归零,≤30度⾓进⾏推⼒试验; 2.30计 3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥2.30Kgf 判合格。
推 1、消除阻碍1206元器件边缘的其它元器件; 4 CHIP1206推⼒⼒ 2、选⽤推⼒计,将仪器归零,≤30度⾓进⾏推⼒试验;3.00计 3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥3.00Kgf 判合格。
1、⽤剪钳消除pin ⾓边缘的塑胶材质部分;拉PIN 脚拉 2、选⽤推⼒计,将仪器归零,使⽤专⽤拉⼒测试夹具,垂5 SIM 卡连接(六个⼒直成90度向上拉起,1.00器脚)计 3、检查元器件是否拉掉是否脱焊,记录元器件脱焊的数值;4、≥1.00kgf 判合格。
推⼒(六1、消除阻碍SIM 卡元器件边缘的其它元器件;推 2、选⽤推⼒计,将仪器归零,≤30度⾓(如图所⽰)进⾏SIM 卡连接个脚)6⼒推⼒试验;5.00器(左右⽅向)计 3、检查元器件是否破裂,记录元器件破裂的数值;4、≥ 5.00 Kgf 判合格。
推 1、消除阻碍SOT23元器件边缘的其它元器件;7 SOT23推⼒⼒ 2、选⽤推⼒计,将仪器归零,≤30度⾓进⾏推⼒试验; 2.00计 3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥2.00Kgf 判合格。
smt测试工程师工作总结
smt测试工程师工作总结
SMT测试工程师工作总结。
作为SMT测试工程师,我的工作主要是负责表面贴装技术(SMT)的测试工作。
在这个岗位上,我不仅需要具备扎实的技术功底,还需要具备良好的沟通能力和团队合作精神。
在工作中,我总结了以下几点经验和感悟。
首先,作为SMT测试工程师,我需要具备扎实的电子技术知识和测试技能。
这包括了对SMT设备的操作和维护,对测试仪器的使用和维护,以及对电路板和元器件的测试和分析能力。
在工作中,我不断学习和提升自己的专业技能,不断跟进行业的最新发展和技术趋势,以确保自己始终保持在行业的前沿。
其次,我需要具备良好的沟通能力和团队合作精神。
作为SMT测试工程师,我需要与生产部门、工程部门和质量部门等多个部门进行密切的合作。
在工作中,我要善于沟通和协调,及时反馈测试结果和问题,与团队成员共同解决技术难题,保障产品质量和生产效率。
另外,我还要具备良好的问题解决能力和责任心。
在SMT测试工作中,可能会遇到各种各样的技术问题和故障,需要我迅速分析和解决。
在这个过程中,我要有清晰的思路和方法,善于总结经验和教训,以便今后遇到类似问题时能够迅速应对。
同时,我也要有责任心,保证测试工作的准确性和可靠性,为产品质量提供有力保障。
总的来说,作为SMT测试工程师,我需要不断学习和提升自己的专业技能,善于沟通和团队合作,具备良好的问题解决能力和责任心。
只有这样,才能胜任SMT测试工程师这个岗位,为企业的发展和产品质量做出积极的贡献。
希望在今后的工作中,我能够不断完善自己,做出更大的成绩。
SMT车间产品首件测试的方法
2LCR量测:这种测试方法适合一些简单的电路板,电路板上的元器件减少,没有继承电路,只有一些被元器件 的电路板,在打件结束之后不需要回炉,直接使用LCR对电路板上的元器件进行量测,与BC)M上的元器件额定值 对比,没有异常时既可以开始正式生产。这种方法因其成本低廉(只要有一台LCR就可以操作),所以被很多的 SMT厂广泛采用。
7X-RAY检查:对于一些安装有BGA封装元器件的电路板,对其生产的首件需要进行X-ray检查,X射线具有很强的 穿透性,是很早用于各种检查场合的一种仪器,X射线透视图可以显示焊点的厚度,形状及焊接品质,焊锡密度。这 些具体的指标可以充分的反映出焊点的焊接品质,包括开路,短路,孔洞,内部气泡以及锡量不足,并可以做定量 分析。
5ICT测试:这种测试方式通常使用在已经量产的机种上,而且生产的量通常会比较大,测试效率很高,但是制造 成本比较大,每一个型号的电路板需要特质的夹具,每一套的夹具使用寿命也不是很长,测试成本相对较高。测试 原理和飞针测试差不多,也是通过量测两个固定点位之间的阻值来判定电路上的元器件是否存在短路,空焊,错
SMT车间产品首件测试的方法
SMT车间产品首件测试的方法
根据不同的生产需求,企业通常会选择不同的测试方法,虽然使用的方法不同,但最终的效果却是相同的。
1首件测试系统:是一整套整合好的系统,可以将生产的产品B。M直接输入到该系统中,系统自带的测试单元 会自动对首件样板进行测试,和输入的B。M数据核对,确认所生产的首件样板是否符合品质要求。该系统比较方便 ,测试过程自动化,可以减少因为人员因素出现的误测试。可以节约人力成本,但是先期投入较大。在现在的SMT 行业中有一定的市场。得到一定企业的认可。
3A。I测试:这个测试方法在SMT行业中非常的常见,适用于所有的电路板生产,主要是通过元器件的外形特性 来确定元器件的焊接问题,也可以通过对元器件的颜色,IC上丝印的检查来判定电路板上的元器件是否存在错件问 题。基本上每一条SMT生产线上都会标配一到两台A。I设备。
SMT贴片红胶推力测试标准
深圳宏翔恒创科技有限公司
明确推力测试标准及正
确使用推力计,确保产品质量。
SMT生产所有红胶产品。
IPQC按指引要求测试。
5.1测试频率及数量:每次开拉5PCS,每4H/5PCS.
5.2测试工具:推力计。
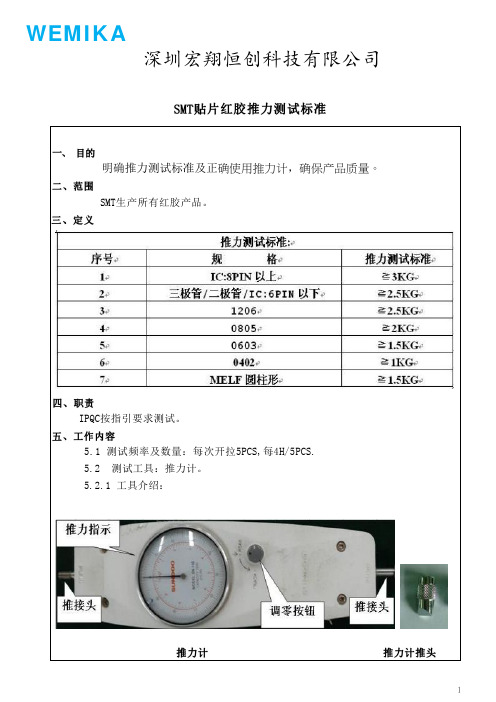
5.2.1工具介绍:
WEMIKA
5.3测试方法
5.3.1测试位置:以元件的宽边为测试点,需测不同类型的元件,见下图。
5.3.2测试手法,推力计以30°-45°度夹角,见下图。
从回流焊后拿出已固化的PCB板,平放于拉台,放置2~5分钟,待PCB 板冷却后(产品与室温相同),进行测试,测试时一只手按住PCB板的工艺边,另一只手握住推力计,见下图。
匀速增加力度,不可快速加力,达到标准即可,测试时推力超过标准不大于0.5Kg,每推完一个元件,一定要归零,再进行下一个测试,如有元件被推掉,应将坏机标贴纸贴在掉件位置。
交给修理员及时处理,检查出的不良品及时反馈SMT工程师确认。
测试时做好记录,记录表格:“可靠性实验报告”表格编号:“FORM-QD-066”
5.3.3测试时注意事项:测试桌面及工具要整洁,推力测试仪是否已归零,仪器校准是否在有效期内,相关标准及注意事项要掌握,相应报表要具备,静电带是否有接好,取产品时要注意,不要掉落.(掉落产品作不良处理),测量时不能迅速加力,测量时以元件宽边为测试点、仪器与PCB夹角:30°-45°,测量时手不能触碰到元件,以免影响测试结果,测试时一定要等板与室温相同再测。
1.IPC-610C
2.GB2828-2003。
手机SMT后端测试流程
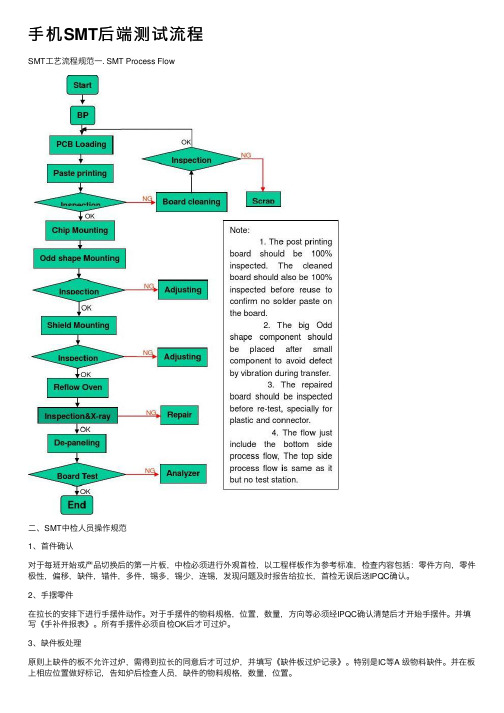
⼿机SMT后端测试流程SMT⼯艺流程规范⼀. SMT Process Flow⼆、SMT中检⼈员操作规范1、⾸件确认对于每班开始或产品切换后的第⼀⽚板,中检必须进⾏外观⾸检,以⼯程样板作为参考标准,检查内容包括:零件⽅向,零件极性,偏移,缺件,错件,多件,锡多,锡少,连锡,发现问题及时报告给拉长,⾸检⽆误后送IPQC确认。
2、⼿摆零件在拉长的安排下进⾏⼿摆件动作。
对于⼿摆件的物料规格,位置,数量,⽅向等必须经IPQC确认清楚后才开始⼿摆件。
并填写《⼿补件报表》。
所有⼿摆件必须⾃检OK后才可过炉。
3、缺件板处理原则上缺件的板不允许过炉,需得到拉长的同意后才可过炉,并填写《缺件板过炉记录》。
特别是IC等A 级物料缺件。
并在板上相应位置做好标记,告知炉后检查⼈员,缺件的物料规格,数量,位置。
4、取板为了不影响⽣产效率,中检⼈员应及时观察机器出板情况,及时将⽪带上的板拿出。
另取板动作应轻缓,不可动掉零件,⼿持板边,不可抹掉零件或锡膏。
5、 PCB检查PCB贴好零件后,中检⼈员应仔细检查有⽆零件反向,偏移,缺件,错件,多件,锡多,锡少,连锡等不良,如有连续3⽚同样的不良应及时反映给操机员或拉长。
对于PCB不需要打零件的地⽅,作业⼈员应牢记,以提升⼯作效率。
6、过炉检查OK的板过炉时应注意放板间隔30CM左右,以此防⽌不熔锡,另对于双⾯板或有⾦⼿指的板必须垫纸过炉,注意纸张⼤⼩需与板配合,不可过⼤或过⼩,防⽌在炉内被风吹掉。
另必须等到回流炉温度⾜够时才可过炉。
7、打叉板处理对于打叉板⽣产时,如发现有打叉的板贴了零件,或者好板漏贴零件,中检⼈员应及时反映给拉长和操机员。
漏贴板不允许过炉,需重新贴零件;打叉板贴⽚的不允许过炉,贴好的零件需取下待⽤。
三、SMT炉后⽬检⼈员操作规范1、⾸件确认对于每班开始或产品切换后的第⼀⽚板,炉后⽬检必须进⾏外观⾸检,以⼯程样板作为参考标准,检查内容包括:零件⽅向,零件极性,偏移,缺件,错件,多件,锡多,锡少,连锡,⽴件,假焊,冷焊,发现问题及时报告给拉长,⾸检⽆误后送IPQC确认。
使用万用表测试SMT元件的方法

有些贴片元件非常细小,用普通万用表表笔测试检修时很不方便,一是容易造成短路,二是对涂有绝缘涂层的电路板不便接触到元件管脚的金属部分。
这里告诉大家一个简便方法,会给检测带来不少方便。
取两枚最小号的缝衣针,将之与万用表笔靠紧,然后取一根多股电缆里的细铜线,用细铜线将表笔和缝衣针绑在一起,再用焊锡焊牢。
这样用带有细小针尖的表笔去测那些SMT元件的时候就再无短路之虞,而且针尖可以刺破绝缘涂层,直捣关键部位,再也不必费神去刮那些膜膜了。
艾驰商城是国内最专业的MRO工业品网购平台,正品现货、优势价格、迅捷配送,是一站式采购的工业品商城!具有10年工业用品电子商务领域研究,以强大的信息通道建设的优势,以及依托线下贸易交易市场在工业用品行业上游供应链的整合能力,为广大的用户提供了传感器、图尔克传感器、变频器、断路器、继电器、PLC、工控机、仪器仪表、气缸、五金工具、伺服电机、劳保用品等一系列自动化的工控产品。
如需进一步了解相关仪器仪表产品的选型,报价,采购,参数,图片,批发等信息,请关注艾驰商城/。
SMT基本知识和基本的测试试题
AUTO(SMT)根本知识一. SMT机器平安操作1.在进行自动运转和手动操作时,身体不要接近机器的可动局部。
2.机器外罩、平安门处于敞开的状态下,请不要运转机器。
3.在运转和操作机器之前请记住紧急停止开关的位置。
4.不可以撤除平安开关。
5.同时有两人以上进行工作时,请确认机器内部有无其他人。
6.进入防护栏内工作时,请不要关闭防护栏门。
7.即使在停止状态也不要马上接触机器。
8.在进行锡膏、胶着剂和元件等补充和更换时,请务必使用半自动模式进行操作。
9.不要将手放在主搬动轨道附近。
10.在带有200V电源的情况下,不可以进行注油和清洁等工作。
11.在通电的情况下,不要直接将插头拔下或是插上。
12.从搬运轨道处查看时,不要翻开外罩〔回焊炉〕。
13.在操作机器时不要佩戴布制手套。
14.请扎好长发。
15.在没有切断压缩气体的情况下,不可拆卸汽缸、压缩泵、过滤器等。
16.在伺服轴等位置操作中,要一边查看触摸屏和动作轴一边操作。
17.在传感器被撤除或者是传感器无效的状态下,不要运转机器。
18.装有自动换线装置的机器,请确认屏幕上的信息,判断机器是否处于运转中。
19.不要把手或身体放入废料带切刀处。
20.请不要在卸下防护罩和状态下,运转机器。
21.请不要将平安开关处于无效状态时操作机器。
22.发生紧急情况时,请按下任何一个红色的[紧急停止]按钮,使机器停止。
二.SMT根本知识介绍为什么要用外表贴装技术(SMT Surface Mounting Technology)?电子产品追求小型化,以前使用的穿孔插件元件已无法缩小电子产品功能更完整,所采用的集成电路(IC)已无穿孔元件,特别是大规模、高集成IC,不得不采用外表贴片元件产品批量化,生产自动化,厂方要以低本钱高产量,出产优质产品以迎合顾客需求及加强市场竞争力电子元件的开展,集成电路(IC)的开发,半导体材料的多元应用电子科技革命势在必行,追逐国际潮流。
一条根本SMT生产线配置:上板机→印刷机→点胶机→高速贴片机→多功能贴片机→热风回流炉→下板机SMT工艺流程:印刷锡浆或点胶→贴片→过炉→ QC全检→ QA抽检→下一工序三.SMT焊膏印刷的质量控制摘要:外表安装工艺流程的关键工序之一就是焊膏印刷。
smt首件测试仪的使用流程
SMT首件测试仪的使用流程1. 准备工作在使用SMT首件测试仪之前,需要进行一些准备工作,以确保测试的顺利进行。
•确认测试仪器的供电情况,并保证其正常工作。
•检查测试仪器上的连接线是否完好并连接到正确的设备。
•准备测试样品,并保证其质量良好。
•检查测试仪器上的控制程序是否正确安装并更新到最新版本。
2. 设置测试参数在开始测试之前,需要设置一些测试参数,以确保测试的精确性和准确性。
•确认测试仪器上的设置选项,并根据测试需求进行相应设置。
•设置测试仪器的测试速率和采样频率,以使测试结果更加精确。
•设定测试样品的相关参数,如材料类型、尺寸等,以便测试仪器能够正确识别和测量。
3. 进行测试一切准备就绪后,可以开始进行SMT首件测试了。
•将测试样品放置在测试仪器的测试台上,并确保其稳定并与测试仪器连接良好。
•启动测试仪器,并按照指导进行测试。
•观察测试仪器的显示屏或控制面板上的测试结果,并进行记录。
•根据测试结果,判断样品是否通过测试,如果不通过,进行相应的调整或修正。
4. 分析测试结果在测试完成后,需要对测试结果进行分析,以便进一步改进生产过程和产品质量。
•对测试结果进行统计和分析,了解产品在不同方面的表现。
•与设计和生产团队进行沟通,讨论测试结果和可能的改进方案。
•根据测试结果和讨论,制定改进计划,并进行实施。
5. 记录和总结在测试完成后,需要对整个测试过程进行记录和总结,以便日后参考和分析。
•记录测试样品的相关信息,如批次号、日期等。
•记录测试仪器的设置参数和测试结果。
•总结测试过程中遇到的问题和解决方案。
•根据测试结果和总结,提出改进意见和建议。
6. 维护和保养在使用SMT首件测试仪的过程中,需要进行定期的维护和保养,以保证其正常工作和良好的性能。
•清理测试仪器的测试台和探头,以保证测试结果的准确性。
•检查测试仪器的连接线和接头,确保其良好接触。
•检查测试仪器的供电线路,确保其供电稳定。
•定期进行维护保养,如更换耗材和清洁内部部件。
smt推力测试标准
smt推力测试标准SMT推力测试标准。
SMT(表面贴装技术)是一种电子元件的组装技术,它通过将电子元件直接粘贴在印刷电路板(PCB)上,然后通过焊接工艺将其固定在PCB上。
在SMT过程中,推力测试是非常重要的一环,它可以确保组装的电子元件在使用过程中不会出现松动或脱落的情况,从而提高产品的可靠性和稳定性。
本文将介绍SMT推力测试的标准和相关内容。
首先,SMT推力测试的标准主要包括两个方面,测试方法和测试指标。
测试方法是指进行推力测试的具体步骤和操作流程,而测试指标则是用来评估电子元件在推力测试中的性能和可靠性的参数。
在进行SMT推力测试时,首先需要确定测试方法,包括测试设备的选择、测试样品的准备、测试条件的设定等。
然后根据测试方法进行推力测试,并根据测试指标对测试结果进行评估和分析。
在SMT推力测试的标准中,通常会包括以下几个方面的内容,首先是测试设备的选择和校准。
测试设备是进行推力测试的关键工具,其选择和校准对测试结果的准确性和可靠性有着重要的影响。
其次是测试样品的准备和安装。
测试样品的准备和安装应符合相关的标准和规范,以确保测试结果的可靠性和可重复性。
接着是测试条件的设定。
测试条件包括测试温度、湿度、载荷速度等参数,这些参数的设定应符合实际使用环境的要求,以保证测试结果的真实性和可靠性。
最后是测试结果的评估和分析。
根据测试指标对测试结果进行评估和分析,以确定电子元件在推力测试中的性能和可靠性。
除了上述内容,SMT推力测试的标准还应包括一些其他方面的内容,如测试人员的资质要求、测试记录的保存和管理、测试报告的编制和归档等。
这些内容都对推力测试的准确性和可靠性有着重要的影响,应得到充分的重视和严格的执行。
总之,SMT推力测试是确保电子元件在使用过程中不会出现松动或脱落的重要环节,其标准化和规范化对于提高产品的可靠性和稳定性具有重要意义。
因此,在进行SMT推力测试时,应严格按照相关的标准和规范进行操作,确保测试结果的准确性和可靠性,从而为产品的质量和性能提供有力的保障。
SMT检测技术
二、SMT检测技术的基本内容 可测试性设计; 原材料来料检测; 工艺过程检测 组装后的组件检测等。
(1)可测试性设计。包含光板测试的可测试性设计、 可测试的焊盘、测试点的分布、测试仪器的可测试性 设计等内容。 ① 光板测试的可测试性设计。光板测试是为了保证 PCB在组装前,所设计的电路没有断路和短路等故障, 测试方法有针床测试、光学测试等。
3.元器件引脚共面性检测 对元器件引脚共面性一般必须在0.1mm的公差区内。
元器件引脚共面性检测的方法较多,最简单的方法 是将元器件放在光学平面上,用显微镜测量非共面 的引脚与光学平面的距离。
目前使用的高精度贴片系统,一般都有自带视觉系 统,可在贴片之前对元器件引脚共面性进行自动检 测,将不符合要求的元器件排除。
(4)组件检测含组件外观检测、焊点检测、组件性 能测试和功能测试等。
三、SMT检测技术的方法
目前应用在电子组装工业中常使用视觉检查(visual inspection)和电气测试(electrical test)。
第二节 来料检测 1.元器件性能和外观质量检测 注意元器件性能、规格、包装等是否符合订货要求, 是否符合产品性能指标要求, 是否符合组装工艺和组装设备生产要求, 是否符合存储要求等。
9.2.2 PCB的检测 1.PCB尺寸与外观检测 PCB尺寸检测内容主要有加工孔的直径、间距及其公 差,PCB边缘尺寸等。
2.PCB的可焊性测试 PCB的可焊性测试重点是焊盘和电镀通孔的测试。
3.PCB阻焊膜完整性测试 在SMT用的PCB上一般采用干膜阻焊膜和光学成像阻 焊膜。
4.PCB内部缺陷检测
检测PCB的内部缺陷一般采用显微切片技术。
9.2.3 组装工艺材料来料检测
1.焊膏检测 焊膏来料检测的主要内容有金属百分含量、焊料 球、粘度、金属粉末氧化物含量等。
SMT检验作业指导书

SMT检验作业指导书标题:SMT检验作业指导书引言概述:SMT(Surface Mount Technology)是一种表面贴装技术,广泛应用于电子创造业中。
在SMT生产过程中,检验是非常重要的环节,可以确保产品质量和性能。
本文将为您介绍SMT检验作业指导书,匡助您了解如何进行有效的SMT检验。
一、检验前准备1.1 确认检验标准:在进行SMT检验之前,首先要确认所使用的检验标准,包括外观检验标准、功能检验标准等。
1.2 准备检验设备:准备好必要的检验设备,如显微镜、检验仪器等,确保能够进行准确的检验。
1.3 准备检验人员:确保检验人员接受过专业培训,了解检验标准和操作流程。
二、外观检验2.1 检查元件外观:子细检查SMT元件的外观,包括焊点是否完整、元件是否倾斜、是否有异物等。
2.2 检查元件位置:检查元件的位置是否准确,是否存在偏移或者漏焊现象。
2.3 检查元件封装:检查元件封装是否完整,是否有破损或者变形现象。
三、功能检验3.1 连通性测试:使用测试仪器进行连通性测试,确保电路板上的元件之间能够正常通电。
3.2 功能测试:进行功能测试,检验电路板的功能是否正常,如是否能够正常工作、输出正确的信号等。
3.3 温度测试:进行温度测试,检验电路板在不同温度下的性能表现,确保产品在各种环境下都能正常工作。
四、记录与分析4.1 记录检验结果:及时记录检验结果,包括外观检验和功能检验的结果,以备日后查阅。
4.2 分析异常情况:对于浮现的异常情况,及时进行分析,找出问题原因并采取相应措施进行处理。
4.3 改进措施:根据检验结果和分析,提出改进措施,以避免类似问题再次发生。
五、质量控制5.1 定期培训:定期对检验人员进行培训,使其了解最新的检验标准和技术,提高检验水平。
5.2 定期审核:定期对检验流程进行审核,确保检验流程符合标准,并及时更新和改进。
5.3 持续改进:持续改进检验流程,不断提高检验效率和准确性,确保产品质量和性能。
SMT检验标准

偏位 变形 倾斜 沾锡 浮焊 裂锡 锡洞 开裂 断线 短路 漏红胶 标示不 零件孔 损件 零件脚 翘 焊点腐
描述 规格或参数与BOM要求不符。 应有之零件的位置而无。 不应有的位置而有零件 。 有极性的元件方向反。 焊盘上未沾锡且未与零件焊接上。 零件脚未沾附锡或表面沾锡经大头针拔脚便松动。 零件焊盘有锡但未与零件焊接上或焊点未吃锡零件引焊线或铜 箔未接触到或被松香隔离 。 零件一端立起与其应导通的线路形成断路 。 贴片零件吃锡量不足于零件厚度的1/3及IC类零件吃锡少于脚厚 的1/2。 两独立相邻,且不同线路的焊点因焊锡、锡渣、锡丝连通。 呈球状的锡存于 PCB 或零件周围, 锡珠直径不大于 0.15mm或 存于两脚间引起短路 。 IC 或其它零件折脚未入插槽或孔。 IC 或其它零件脚插错位置。 IC 及其它零件在同一 PCB 板上多种厂牌或混成其它规格的物 PCB 板水印不得超过 PCB 板面积的 1/4。 焊锡表面暗晦无光泽或成粗糙粒状表面,引线与铜箔未完全溶 元件脚未露出锡点,锡点未成弧状扩散。 贴片零件等吃锡超过零件顶端加上零件厚度一半的高度或成一 圆球状锡点或 PCB 板呈锐角或呈圆球状。 零件本体或脚发生氧化生锈情形。 焊点发黑,不光亮,不上锡。 所有零件均需于 PCB 平贴或至最低部。 IC 及脚座与各型 CON插座不得浮起超过 0.5MM。 电阻、电容、二极管等元件小于或等于 1MM,单过浮起小于或 等开 2MM。 大功率电阻、二极管等元件浮高大于或等于 3MM 。 片状器件超过器件焊接宽度之 1/3 。 PLCC、SOP 器件超过器件脚宽之 1/4。 QFP 器件超过器件脚宽之 1/4 。 PCB 或零件遭挤迫,重压导致变形。 零件于 PCB 板成垂直,若有倾斜,不得超过 15 度,且不得超过 PCB 板边。 PCB 板或零件本体不得沾有锡或锡渣。 零件引脚浮于焊锡表面未被覆盖。 锡点破裂或裂纹深入焊锡内部。 焊锡表面有缺口或小洞超出锡点焊盘面积 20%以上。 插座开裂长度小于或等于三针宽度。 应导通的线路未导通。 焊点间焊锡或锡脚造成短路。 红胶溢到焊盘上影响焊接 。 元件印字不良无法辨认其规格和方向。 制程因素(如锡膏熔化,过锡炉)造成零件孔、螺丝孔等堵塞 零件表面损伤、缺角只影响外观。 零件损伤、破裂会影响电气性能或装配。 QFP 或 SOP 等零件脚翘起,未平贴板面,翘起高度为超过零件 脚的厚度 。 焊锡点未清洗干净,造成焊点腐蚀或暗色或氧化。
常见SMT测试方法
常见SMT测试方法1、在线测试仪ICT(ln-CircuitTester)电气测试使用的最基本仪器是在线测试仪(ICT),传统的在线测试仪测量时使用专门的针床与已焊接好的线路板上的元器件接触,并用数百毫伏电压和10毫安以内电流进行分立隔离测试,从而精确地测出所装电阻、电感、电容、二极管、三极管、可控硅、场效应管、集成块等通用和特殊元器件的漏装、错装、参数值偏差、焊点连焊、线路板开短路等故障,并将故障是哪个元件或开短路位于哪个点准确告诉用户。
针床式在线测试仪优点是测试速度快,适合于单一品种民用型家电线路板及大规模生产的测试,而且主机价格较便宜。
但是随着线路板组装密度的提高,特别是细间距SMT组装以及新产品开发生产周期越来越短,线路板品种越来越多,针床式在线测试仪存在一些难以克服的问题:测试用针床夹具的制作、调试周期长、价格贵;对于一些高密度SMT线路板由于测试精度问题无法进行测试基本的ICT近年来随着克服先进技术技术局限的技术而改善。
例如,当集成电路变得太大以至于不可能为相当的电路覆盖率提供探测目标时,ASIC工程师开发了边界扫描技术。
边界扫描(boundary scan)提供一个工业标准方法来确认在不允许探针的地方的元件连接。
额外的电路设计到IC内面,允许元件以简单的方式与周围的元件通信,以一个容易检查的格式显示测试结果。
另一个无矢量技术(Vectorless technique)将交流(AC)信号通过针床施加到测试中的元件。
一个传感器板靠住测试中的元件表面压住,与元件引脚框形成一个电容,将信号偶合到传感器板。
没有偶合信号表示焊点开路用于大型复杂板的测试程序人工生成很费时费力,但自动测试程序产生(A TPG,automated testprogramgeneration)软件的出现解决了这一问题,该软件基于PCBA和CAD数据和装配于板上的元件规格库,自动地设计所要求的夹具和测试程序。
虽然这些技术有助于缩短简单程序的生成时间,但高节点数测试程序的论证还是费时和具有技术挑战性飞针式测试仪是对针床在线测试仪的一种改进,它用探针来代替针床,在X-Y机构上装有可分别高速移动的4个头共8根测试探针,最小测试间隙为0.2mm。
SMT检验作业指导书
SMT检验作业指导书一、引言SMT(表面贴装技术)是现代电子创造中常用的一种技术,用于将电子元件直接贴装在印刷电路板(PCB)上。
为了确保贴装质量和产品可靠性,进行SMT检验是必不可少的环节。
本作业指导书旨在提供SMT检验的详细流程和要求,以确保产品质量符合规范。
二、检验流程1. 准备工作在进行SMT检验之前,需要准备以下工作:- 检验设备:包括SMT检验仪、显微镜、显微摄像机等;- 检验环境:确保检验环境干燥、无尘、温度适宜;- 检验样品:根据需要选择合适的样品进行检验。
2. 外观检验外观检验是SMT检验的首要步骤,目的是检查贴装件的外观是否符合要求。
具体步骤如下:- 使用显微镜或者显微摄像机对贴装件进行观察;- 检查贴装件的焊盘、焊点、引脚等是否存在缺陷,如焊接不良、焊盘变形等;- 检查贴装件的位置是否准确,是否存在偏移或者漏贴现象;- 检查贴装件的外观是否完整,是否存在损坏或者破损。
3. 功能性检验功能性检验是对SMT贴装件的功能进行验证,以确保其正常工作。
具体步骤如下:- 使用SMT检验仪对贴装件进行电气测试,检查其电气特性是否符合规范;- 进行摹拟测试,摹拟实际工作环境下的使用情况,检查贴装件在不同工作条件下的性能表现;- 进行可靠性测试,如温度循环测试、湿度测试等,以评估贴装件在极端环境下的可靠性。
4. 数据记录和分析在进行SMT检验过程中,需要对检验结果进行记录和分析,以便后续的问题追踪和改进。
具体步骤如下:- 将每一个贴装件的检验结果记录在检验报告中,包括外观检验和功能性检验的结果;- 对检验结果进行统计和分析,识别出存在的问题和缺陷,并制定相应的改进计划;- 根据检验结果和分析,对生产过程进行调整和优化,以提高贴装质量和产品可靠性。
三、检验要求1. 外观检验要求- 焊盘:焊盘应平整,无变形,无焊接不良现象;- 焊点:焊点应光滑,无焊接不良,无焊锡球、焊锡桥等现象;- 引脚:引脚应完整,无弯曲、错位等现象;- 外观:贴装件表面应光滑,无损坏、破损等现象。
SMT检验作业指导书

SMT检验作业指导书一、引言SMT(表面贴装技术)是一种常用的电子元器件组装技术,广泛应用于电子产品制造过程中。
为确保SMT贴装工艺的质量,提高产品的可靠性和稳定性,需要进行SMT检验。
本作业指导书旨在为SMT检验提供详细的操作步骤和标准,确保检验工作的准确性和一致性。
二、检验前准备1. 确认检验设备的完好性:检查检验设备(如显微镜、检测仪器等)是否正常工作,如有损坏或异常,需及时修复或更换。
2. 准备检验样品:根据检验要求,准备待检样品,并确保样品的数量和质量符合要求。
3. 确认检验环境条件:检验环境应满足相应的温度、湿度和静电要求,确保检验过程的稳定性和准确性。
三、检验流程1. 外观检验外观检验是SMT检验的第一步,主要用于检查元器件的外观是否符合要求。
具体操作步骤如下:(1)使用显微镜对待检元器件进行观察,检查是否存在外观缺陷(如划痕、变形、氧化等)。
(2)根据产品规格要求,对外观缺陷进行分类和记录。
(3)判断外观缺陷的严重程度,根据标准进行评定和判定。
2. 尺寸检验尺寸检验是对SMT元器件的尺寸进行检测,以确保其尺寸是否符合设计要求。
具体操作步骤如下:(1)使用测量仪器(如卡尺、显微镜等)对待检元器件的尺寸进行测量。
(2)将测量结果与产品规格进行比对,判断尺寸是否在允许范围内。
(3)记录测量结果并进行评估,根据标准判定是否合格。
3. 电性能检验电性能检验是对SMT元器件的电性能进行测试,以验证其电气特性是否符合要求。
具体操作步骤如下:(1)连接待检元器件与测试设备,确保电路连接正确。
(2)进行电性能测试,如电流、电压、阻抗等参数的测量。
(3)将测试结果与产品规格进行比对,判断电性能是否满足要求。
(4)记录测试结果并进行评估,根据标准判定是否合格。
四、检验记录与评估1. 检验记录在每次检验过程中,需要详细记录检验的相关信息,包括待检样品的编号、检验日期、检验人员、检验结果等。
记录的目的是为了后续的分析和评估提供依据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SMT 高級工程師教案
6
SMT測試
ATE 工程師應注意及準備事項:
1.當拿到R/D CAD FILES 時,請在A-TEST導入時分析該被測試之TEST ABILITY
2.在B-TEST 導入ATE測試時,應注意版本變更之零件,規格;並分析下列資料:
名稱數量
A.PCB CAD FILES (NEW VER) 1
B.BOM 1
C.ARTWORK 1
D.CIRCUIT 1
E.BEAR BOARD 1-2
F.FUNCTION M/B 2-3
3.B-TEST後提出TEST ABILITY報告.
A.列出A-TEST & B-TEST之異差
B.列出那些零件須加測試點及注意事項
C.列出治具要求之注意事項
D.列出LAYOUT TEST PAD 及測試針之規格及注意事項
E.其它R/D設計須附合治具程式控制之要求
ATE 工程師應注意及準備事項:
1.R/D在LAYOUT時之節點至少要有一測試點(TEST PAD)
2.線路途的每一測試點(TEST PAD),間距至少75 MIL以上
3.手插零件不需加測試點,但如果是CONNECTOR很密之零件視需要加測試點.
4.CHIP除了空腳外,其餘各腳均需加測試點.
5.如果是單面之被測試時,測試點要均勻分佈於測試板.
6.如果是雙面之被測試時,測試點儘量LAYOUT在焊錫面.
7.測試點附近之零件高度應小於0.255IN (視產品而定)
8.測試點周圍0.018IN內不可有測試或零件
9.PCB 邊緣0.125 IN內不可有測試點
10.測試點到另一測試點不可小於0.083IN
PCB
MIN IMUN DESIRABLE TEST PAD POSITIONONG
0.0827
2.1mm
(82.7mil)
11.所有導通孔及氣孔必須請PCB 廠做MASK 以防測試時漏氣
12.定位孔之定位針之尺寸誤差在+-.002IN
13.定位孔直徑大於0.012IN
14.定位孔之內壁不可吃錫
15.治具之定位孔要用CNC 鑽孔
16.測試點不可被被綠漆蓋住(測試前用放大鏡檢查)
17.板邊至測試點約0.125IN 不可有測試點.
.035”
**測試零件CHIP,CONNECTOR 為設計重點 ** PC BOARD
18.測試點直徑不小於0.35/0.50 in(35mil),(目前約30mil)
19.導通孔之中心間距要150 mil 以上
20.各測試點必須吃錫,但邊緣不可被綠漆MASK
21.如考量功能測試時,要在CONNECTOR 最進處加測試點
22.VCC 點至少5點,GND 點至少10點
以上為治具部份
PROBE
SOLDER .035’ (.09mm)
Solder pad
23.對IC 或CHIP 之控制位址線(如RESET ,ENABLE …)不可直接接到VCC 或GROUND 上
24.測試盪器須先除頻或加JUMPER 控制
25.對POWER- ON RESET 在設計,要有隔離之設計
VC VC VCC
26.對振盪器如有控制ENABLE.DISABLE 之產品測試會更穩,否則須加除頻電路或善用JUMP 亦是一
個好方法
27.對IC 或CHIP 之OPTION 空腳要LAYOUT 測試點
28.BGA 零件背面之PCB 不可LAYOUT 零件
OUT
AOI EQUIPMENT (AUTO OPTICAL INSPECTION)
Performance standards in SM
control
testable electrically
Requirement for
Fast ,high-defect-
coverage inspection
5500-Series AOI systems from Teradyne provide
The typical post-reflow SMT process Defect spectrum
· Component insertion
· Bottm-side solder joint quality
Post-reflow inspection · 5529,5539 systems · Component placement
· Solder joint quality,including J-leads and lifted leads Post placement inspection · 5529 system
· Component presence and alignment ·
Component orientation
AOI and ICT are often employed together as
Open power or parallel pins Connector pins
Shorts
diode)
Device defects (e.g.
cracked,IC
BGA and other hidden pins
Basic device function
+Dose not require a fixture
+Easily used on partially Built boards
+Direct soldering-process +Applies board power
+Tests component function,and Possibly board function
+Can test hidden features
*試產機種或機種少量變更時 容易修改
*須製作治具及加電源
*能測試零件之功能特性
*能夠測試基板內部及穩藏之問題
*迅速且即時的反應製程問題
The 5539-Series five camera head desugn*
Structured light reveals the contours of the object
under inspection
5500-Series system architecture
Comera reads low light In the window area if the
Solder joint is good
Ln the system : · Vertical camera
· Top lighting
High accuracy X-Y table (0.001”
accuracy over 18” x 20” board area)
3/4 HP DC motors
(29 in./s max.table speed)
1 or 5 high-speed cameras
(0.6”,0.7” or 1.0” FOV)
Board stops
Warp
*Patented technology
Window types
The defect detection capability required
100% Variance 0% Variance Bridge Looks for a continuous brigh strip across the Window,either vertically or horizontally
Comprehensive visual or AOI solder joint
1.J-lead device
2.Lifted lead on a QFP
The 5539 D+AOI (automated optical inspection)
Systems from Teradyne
5539 D+theory of operation
Lmage of a circuit board
·Complex image to process
·
Hard to extract the key data
Window
·Apply simple criteria at critical points ·Structured lighting highlights defects
·Automatically simplifies thr analysis required
·Fast reliable
Inspection expamples using different combinations of window types and lighting
An example of using structured light to inspect for
Warp compensation。