SMT检验标准(PCBA).docx
最新PCBA质量检查标准(最)

最新PCBA质量检查标准(最)最新PCBA质量检查标准(最完整版)目的:本文档旨在提供一份最新、最完整的PCBA(Printed Circuit Board Assembly,印刷电路板装配)质量检查标准,以确保PCBA产品具备优质和可靠性。
本文档适用于所有与PCBA相关的质量检查工作,包括原材料检查、工艺检查和最终产品检查。
本文档旨在提供一份最新、最完整的PCBA(Printed Circuit Board Assembly,印刷电路板装配)质量检查标准,以确保PCBA产品具备优质和可靠性。
本文档适用于所有与PCBA相关的质量检查工作,包括原材料检查、工艺检查和最终产品检查。
1. 原材料检查1.1 元器件质量检查- 检查元器件是否符合规定的规格和参数要求。
- 检查元器件的包装是否完好无损,无明显的变形或损坏。
- 确认元器件的批次和生产日期,并核实其与采购记录是否一致。
1.2 PCB板材质量检查- 检查PCB板材的厚度是否符合要求。
- 检查PCB板材的颜色、纹理和表面光洁度是否合格。
- 核实PCB板材的型号和批次,并与采购记录进行比对。
1.3 焊料和助焊剂质量检查- 检查焊料和助焊剂的型号和批次,并与采购记录进行比对。
- 检查焊料和助焊剂的保存条件是否符合要求,确保其未过期或受到污染。
2. 工艺检查2.1 手工焊接检查- 检查焊接是否均匀、牢固,焊接点是否完整且无冷焊现象。
- 检查焊接的位置、角度和间距是否符合要求。
2.2 焊接过程控制检查- 确保焊接过程中的温度、时间和压力控制合理,避免过热或冷焊等问题。
- 检查焊接过程中是否有明显的焊接留痕或未焊接到位的情况。
2.3 绝缘和包装检查- 检查绝缘层是否完整且与焊点隔离良好。
- 检查产品的包装是否完好无损,且与运输过程中的标准保持一致。
3. 最终产品检查3.1 外观检查- 检查产品外壳的加工和涂装是否符合要求。
- 检查产品的尺寸、标识和标志是否清晰可辨。
SMT检验标准(PCBA)

吃锡未达脚长1/2以上
Side joint length (D) is less than
50% of lead length(L).
检验项目:A-2零件脚吃锡不足PLCC SOJ
(Inspection Item: A-2 Insufficient Solder PLCC SOJLead)
允收标准(Accept Standard)
PCB零件数目与BOM零件数目相符合.
The component quantity of PCB have to
match the component quantity on BOM
拒收标准(RejectStandard)
PCB零件数目与BOM零件数目不符合
允收标准(Accept Standard)
1.每面缺点不超过3根,单根不能超过两点﹐
缺点单点不得大於金手指宽度1/4。
Every side ofdefectis less than 3 gold singers ,
the gold singers is less than 2 point,the point of
The component quantity of PCB don’t
match the component quantity on BOM.
检验项目:A-13掉件
(Inspection Item:A-13 Missing Parts)
允收标准(Accept Standard)
PCB零件数目与BOM零件数目相符合.
defectis more than 1/4 wide of gold singer .
检验项目:A-18浮件
SMT-PCBA品质检验标准
1 最大侧悬出 A2 最大端悬出 B3 最小焊端焊点宽度C4 最小焊端焊点长度D5 最大焊缝高度 E6 最小焊缝高度 F7 焊料厚度G8 焊盘宽度P9 焊端长度T10 焊端宽度W 1、侧悬出(A)图2注意:侧悬出不作要求。
图3不合格有端悬出(B)。
2、端悬出(B)3、焊端焊点宽度(C)4最佳焊端焊点宽度等于元件焊端宽度(W)或焊盘宽度(P)。
合格焊端焊点宽度不小于元件焊端宽度(W)的75%或焊盘宽度(P)的75%。
不合格焊端焊点宽度小于元件焊端宽度(W)的75%或小于焊盘宽度(P)的75%。
4、焊端焊点长度(D)图5最佳焊端焊点长度(D)等于元件焊端长度。
合格如果符合所有其他焊点参数的要求,任何焊端焊点长度(D)都合格。
5、最大焊缝高度(E)不规定最大焊缝高度(E)。
6、最小焊缝高度(F )图6不规定最小焊缝高度(F )。
但是,在焊端的侧面上能明显看见润湿良好的角焊缝。
7、焊料厚度(G )5.2 片式元件——矩形或正方形焊端元件——焊端有1、3或5个端面正方形或矩形焊端元件的焊点,它们必须满足的尺寸和焊缝要求如下。
表2 片式元件——矩形或正方形焊端元件——焊端有1、3或5个端面的特征表特征描述 尺寸代码 1 最大侧悬出 A 2 最大端悬出 B 3 最小焊端焊点宽度 C 4 最小焊端焊点长度 D 5 最大焊缝高度 E 6 最小焊缝高度 F 7焊料厚度G图7合格形成润湿良好的角焊缝。
8 焊端高度H9 最小端重叠J10 焊盘宽度P11 焊端长度T12 焊端宽度W 注意:C从焊缝最窄处测量。
1、侧悬出(A)图8最佳没有侧悬出。
图9合格1.侧悬出(A)小于或等于元件焊端宽度(W)的25%或焊盘宽度(P)的25%。
2.元件本体未超出丝印框线。
2、端悬出(B )图11最佳没有端悬出。
图12不合格 有端悬出。
3、焊端焊点宽度(C )图10不合格1.侧悬出(A )大于25%W ,或25%P 。
2.元件本体超出丝印框线。
smt检验规范

1、目的Purpose:建立PCBA外观检验标准,为生产过程的作业以及产品质量保证提供指导。
2、适用范围Scope:2.1本标准通用于本公司生产任何产品PCBA的外观检验(在无特殊规定的情况外)。
包括公司内部生产和发外加工的产品。
2.2 特殊规定是指:因零件的特性,或其它特殊需求,PCBA的标准可加以适当修订,其有效性应超越通用型的外观标准。
3、定义Definition:3.1标准【允收标准】 (Accept Criterion):允收标准为包括理想状况、允收状况、拒收状况等三种状况。
【理想状况】 (Target Condition):此组装情形接近理想与完美之组装结果。
能有良好组装可靠度,判定为理想状况。
【允收状况】 (Accept Condition):此组装情形未符合接近理想状况,但能维持组装可靠度故视为合格状况,判定为允收状况。
【拒收状况】(Reject Condition):此组装情形未能符合标准,其有可能影响产品之功能性,但基于外观因素以维持本公司产品之竞争力,判定为拒收状况。
3.2 缺点定义【致命缺点】(Critical Defect):指缺点足以造成人体或机器产生伤害,或危及生命财产安全的缺点,称为致命缺点,以CR表示之。
【主要缺点】(Major Defect):指缺点对制品之实质功能上已失去实用性或造成可靠度降低,产品损坏、功能不良称为主要缺点,以MA表示之。
【次要缺点】(Minor Defect):系指单位缺点之使用性能,实质上并无降低其实用性,且仍能达到所期望目的,一般为外观或机构组装上之差异,以MI表示之。
3.3焊锡性名词解释与定义:【沾锡】(Wetting) :系焊锡沾覆于被焊物表面,沾锡角愈小系表示焊锡性愈良好。
【沾锡角】 (Wetting Angle) 被焊物表面与熔融焊锡相互接触之各接线所包围之角度(如附件),一般为液体表面与其它被焊体或液体之界面,此角度愈小代表焊锡性愈好。
PCBASMT外观检验判定标准

PCBASMT外观检验判定标准外观检验在PCBASMT(Printed Circuit Board Assembly and Surface Mount Technology)制造过程中起着至关重要的作用。
外观检验是为了确保PCBASMT产品的质量和性能符合预期,同时也是保证产品外观美观无瑕疵的重要环节。
本文将介绍PCBASMT外观检验的判定标准,帮助读者更好地了解和应用这一标准。
一、PCBASMT外观检验的重要性PCBASMT外观检验是在PCBASMT生产流程中进行的一项质量控制措施。
通过外观检验,可以确保组装过程中没有缺陷和损伤,保证产品的功能和性能正常。
外观检验还可以及时发现和纠正潜在的质量问题,避免不必要的成本和资源浪费。
二、PCBASMT外观检验的判定标准1. 表面质量PCBASMT产品的表面应当平整光滑,无明显的凹凸、磨损或划痕。
表面应呈现出一致的光泽度和颜色,不应有明显的色差或变色现象。
2. 焊接质量焊接是PCBASMT中的重要步骤,焊接质量直接关系到产品的可靠性和性能。
焊接点应当均匀、牢固,焊接接触面应无气泡、空洞或裂纹。
焊点应与电路板表面保持平齐,不应有高于或低于表面的情况。
3. 印刷质量PCBASMT中的印刷是将导电材料印在电路板上的过程。
印刷质量的好坏直接影响到电路板的导电性和可靠性。
印刷应当均匀、覆盖面积大,无虚焊、少焊或多焊的现象。
印刷位置应准确无误,不应有偏移或模糊的情况。
4. 零件安装质量PCBASMT中的零件安装是将元器件精确地安装在电路板上的过程。
零件应当安装在规定的位置上,位置准确无误。
零件安装应牢固可靠,无松动或倾斜。
引脚或焊点应与电路板保持良好的接触。
5. 清洁度PCBASMT中的清洁度是保证产品外观整洁、无污染的关键环节。
电路板上不应有灰尘、污渍或异物。
焊接接头和元器件之间不应有焊锡飞溅、焊锡球或焊锡桥等异常情况。
三、PCBASMT外观检验的方法1. 目视检查目视检查是最直接、简单的外观检验方法之一。
SMT PCBA检验规范
SMT PCBA通用检验规范部门文件PCBA物料通用检验标准保密等级1.目的制定本公司的PCBA检验标准及试验方法,确保本公司所采购的PCBA能满足研发设计、功能测试、可靠性、生产装配、以及用户使用的品质要求。
2.适用范围本标准适用于本公司所有PCBA检验及测试3.职责本标准由品质部制定、更新修改及对内/对外发布。
4.检验标准4.1参考标准:IPC-A-610G-CN4.2抽检标准:GB/T2828.1-2013 一般检查水平 II,正常检验4.3抽样计划:试产阶段(EVT/DVT/PVT):要求100%进行外观及功能检验,并提供检验报告量产阶段(MP):按照AQL抽检产品外观及功能5.检验条件及操作说明5.1 检验工具放大镜、显微镜、塞规、防静电手套或指套、无尘布、酒精、封箱胶带等5.2 检验条件温湿度:温度20℃-25℃、湿度40%-75%;距离:人眼与产品表面的距离为300mm--350mm照明:冷白荧光灯(光源在检测者正上方),光照度为800-1200Lux检视角度:初始时产品与桌面成45度,检视角度垂直于产品被检视面,固定检视方向,随后产品上下左右各转动45。
检视时间:标准检视时间为10±5S。
允许最长检视时间15S。
在这15S内缺陷仍不可见,则此检视件视为合格。
建议一级面检视时间为7s,二级面检视时间为5s,三级面检视时间为3s。
检视人员要求:检视人员视力需在1.0以上(含矫正视力)6.外观检验标准应贴0603元件,错帖0805上,6.3 功能测试检查参考我司工程提供的测试规范或测试SOP要求执行。
PCBA检验标准(SMT)
1.目的:本规程的目的是定义对PCBA检验的标准。
2.适用范围:本规程适用于工厂所有产品PCBA的外观检验。
针对生产中的特殊情况而拟定的3.责任:培训员有责任对相关工位人员进行此SOP培训,生产、QA等部门有责任实施本操作规程。
所有操作员工在进行PCBA 检验时必须佩戴静电接地腕带。
4.参考文献:无。
5.定义:PCBA:Printed Circuit Boards Assembled是指相应元件已经贴装或已经安装了的主板。
6.程序内容:6.1元器件缺失或多出:将所要检验的PCBA和版图进行比较,主板上任何元器件缺失或多出都是不可接收的。
6.2极性相反:任何有极性的元器件的方向必须与版图一致,不一致的都是不可接收的。
6.3元器件缺陷:6.3.1任何元器件的管脚缺失或破损或翘起都是不可接收的。
6.3.2任何有裂纹的元器件都是不可接收的。
6.3.3元器件两端金属层宽度少于50%或长度少于75%都是不可接收的。
6.3.4任何元器件破损导致内在材料暴露都是不可接收的。
6.4 元器件错误:元器件的标记、颜色、代码、机械尺寸与版图有不一致都是不可接收的。
6.5元器件偏移:6.5.1片状元器件错位导致焊接在焊盘上的金属层少于25%都是不可接收的。
柱形元件:元件侧面探头( A )不能超过元件直径( W )或焊盘宽度 ( P )的25%(二者取小)6.5.3 有引脚的元器件任何一只脚焊接在焊盘上的金属层少于75%都是不可接收的。
6.5.4 任何元器件偏移伸出PCBA 的边缘都是不可接收的。
不可接受6.6 元器件放置不当:元器件竖放、直立是不可接收的。
6.7 焊接缺陷:6.7.1 连焊:两点之间焊锡连接都是不可接收的,除非焊盘之间有连线。
6.7.2 冷焊:任何冷焊或不溶化焊都是不可接收的。
冷焊通常是由焊点未被充分加热所引起的,其表面无光泽且粗糙。
6.7.3片状元件的焊锡有裂纹都是不可接收的。
可接受不可接受6.7.46.7.5焊锡不足:任何焊料长度或宽度不足焊接表面75%的焊接都是不可接收的。
PCBA(SMT)外观检验判定标准
供IPQC检验产品时,做到检验标准有据可依,外观检验得到统一而明确的判定标准,改进产品品质,防止不合格品的流出,最终以满足顾客的需求。
2. 范围:本检验标准适用于公司要求PCBA(SMT)的外观品质判定。
3. 职责权限:3.1工程处(此标准做为工程制作工装、文件等需依此标准为基础).3.2制造处负责此标准的执行.3.3品保处(IPQC、QC、领班负责此标准的执行与监督,QE负责更新维护).4.相关参考文件:4.1. IPC-A-610D 电子组件可接受性标准。
4.2 BOM4.3 ECN4.3 工程图纸5.作业内容:5.1缺陷现象定义:菲林尺:为透明的PVC测试工具,用于识别点及线的大小缺陷判定。
塞规:为金属片状测试工具,用于缝隙大小的测试,也称厚溥规。
游标卡尺:用于物体尺寸的测量。
LCR(LCZ):用于测试电阻、电容、电感的阻值、容值、感值的测试仪器。
万用表:用于测量元器件的电压、电流及导通状态的仪器。
放大镜(显微镜):用于对所观察物体进行放大倍数,便于人眼识别的检验仪器。
推力计:用于对测试元器件所能存受的力度的仪器。
5.6检验要求:1.检验的环境及方法:a)距离:人眼与被测物表面的距离为300±50mm。
b)时间:每片检查时间不超过12s。
c)位置:检视面与桌面成45°;上下左右转动15°。
d)照明:40W冷白荧光灯,光源距被测物表面500~550mm (照度达500~800Lux)。
2.检验前准备:a)检验前需先确认所使用工作平台清洁及配戴清洁手套;b)ESD防护:凡接触PCBA必需配戴良好的静电防护措施(配戴防静电手环并接上静电接地线)。
3.PCBA持握的方法:正确的拿板作业姿势,在/ESD护防的条件下,并戴干净的手套握持PCBA(如下图),看板时板平面与眼睛存45°角,距离20~30CM,并注意转换方向,看到焊接的每一个面。
4.抽检方法要求:例如:如送检样本量:600PCS,按GB/T2828.1-2003一般检验水平II要求,抽检数量:80PCS,为保证抽检的均匀性,要求如下:4.1求抽检方法按照每栏上、中、下方式进行抽检。
SMT-PCBA品质检验标准

SMT PCBA 品质检验标准
文件编号:QC-QI-0006 文件版本:A0 总共页次:8 / 56
11。4 助焊剂残留物–免洗工艺–外
5
观。.....。.。.。.。。.........。。。。。。....。.。。。6
12 附
5
录 ..。.。..。。.....。.。。..。。.。。..。 6
。.。......。。.。。。。....。。。。..。。.。.。.。。。
9.5 金手指氧化、脱金或有异物、刮伤、沾锡、 5
破裂。.。。..。..。。。。。..。。。。..。。。0
9.6 阻焊层空洞、起泡和划
5
痕..。。。.。.。.。。。。.。。。..。.。。 1
。...。.。.。。。。.。。。...。.
10 丝
5
印 。。.。。.。...。。...。..。.。.。。.。. 2—
据本标准达成协议的各方研究是否可使用这些文件的最新
版本。凡是不注日期的引用文件,其最新版本适用于本标
SMT PCBA 品质检验标准
准.
文件编号:QC-QI-0006 文件版本:A0 总共页次:9 / 56
3. 术语和定义
通用术语和定义见《PCBA检验标准》和《PCBA质量级
别和缺陷类别》。
3.1 冷焊点
3 术语和定
4
义 ...。..。。。....。。。。。......。.
。。.。.。。。.....。。。。。...。。.。。。..。..
3。1 冷焊
4
点 。。..。......。.。.。.。..。.。...
。..。..。。。。。.。。.。。。。。..。。。。.。.。..
4 回流炉后的胶点检
4
SMT PCBA贴片外观检验标准

4
SMT PCBA贴片外观检验标准
(3)不良焊点成因及隐患 1、松香残留:形成助焊剂的薄膜。 隐患:造成电气上的接触不良。 原因分析:烙铁功率不足焊接时间短引线或端子不干净。 2、虚焊:表面粗糙,没有光泽。 隐患:减少了焊点的机械强度,降低产品寿命。 原因分析:焊锡固化前,用其他东西接触过焊点加热过度重复焊接次数过多 3、裂焊:焊点松动,焊点有缝隙,牵引线时焊点随之活动。 隐患:造成电气上的接触不良。 原因分析:焊锡固化前,用其他东西接触过焊点加热过量或不足引线或端子不干净。
3,侧立:●宽度(W)对高度(H)的比例不超过二比一(允收)●宽度(W)对高度(H)的比例超 过二比一(见左图)。●元件可焊端与PAD表面未完全润湿。●元件大于1206类。(拒收) 4,立碑:●片式元件末端翘起(立碑)(拒收) 5,扁平、L形和翼形引脚偏移:●最大侧面偏移(A)不大于引脚宽度(W)的50%或0.5mm(0.02英 寸)(允收)●最大侧面偏移(A)大于引脚宽度(W)的50%或0.5mm(0.02英寸)(拒收)
50%(各末端) (允收) ●任何暴露点击的裂缝或缺口;●玻璃元件体上的裂缝、刻痕或任何损伤。●任何
电阻材质的缺口。●任何裂缝或压痕。(拒收) 16,起泡、分层:●起泡和分层的区域不超出镀通孔间或内部导线间距的25%。(允收) ●起泡和分层的区
域超出镀通孔间或内部导线间距的25%。 ●起泡和分层的区域减少导电图形间距至违反最小电气间回流过程锡膏完全延伸,焊接点上的锡完全湿润且表面光泽。(允收)●焊锡球上的焊锡膏回流 不完全,●锡的外观呈现暗色及不规则,锡膏有未完全熔解的锡粉。(拒收) 14,少件:●BOM清单要求某个贴片位号需要贴装元件却未贴装元件 (拒收) 多件:●BOM清单要求某个 贴片位号不需要贴装元件却已贴装元件;●在不该有的地方,出现多余的零件。(拒收) 15,损件:●任何边缘剥落小于元件宽度(W)或元件厚度(T)的25%●末端顶部金属镀层缺失最大为
SMT检验标准

称发行版次1、电阻水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,O大于或等于另一端空余长度的1/3,为最大允收限度; 2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L 1、两元件之间最小间隔在0.5mm以上为最大允收;1. W≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收! 文字面帖反拒收。
1、按正面贴装,元件的两端置于基板焊点的中央位置。
1、元件偏移突出基板焊点的部份是元件宽度的25% 以下为最大允收限度,如果超出25%则拒收。
1、元件水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,O 大于或等于另一端空余长度的1/3,为最大允收限度;2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L 1、两元件之间最小间隔在0.5mm以上为最大允收;1. W≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!(垂直方向)(水平方向)电阻偏移(水平方向)零件间隔电容、电感类实装页码判 定 說 明图 示 说 明SMT 通用检验标准电容、电感偏移标准模式电容、电感偏移零件间隔零件直立电阻帖反项 目零件直立W 零件直立拒收文字面(翻白)R757文字面电阻不可帖反(文字面OK W W1W1≧W*25%,NG W 零件直立拒收称发行版次1、元件倾斜突出焊点的部份须小于元件宽度的25%,反之则拒收。
(NG)1、三极管的三个引脚处于焊点的中心位置。
1、三极管的引脚超出焊点的部份须小于或等于引脚 1. w1≦W*1/2, OK ; 宽度的1/2;若大于1/2则不良。
2. w1>W*1/2, NG ;1、三极管的引脚超出焊点的部份须小于或等于引脚 1. L1≦L*1/2, OK ; 平坦段长度的1/2;若大于1/2则拒收。
SMT焊接质量检验 标准(最新版本)

焊接质量检验标准焊接在电子产品装配过程中是一项很重要的技术,也是制造电子产品的重要环节之一。
它在电子产品实验、调试、生产中应用非常广泛,而且工作量相当大,焊接质量的好坏,将直接影响到产品的质量。
电子产品的故障除元器件的原因外,大多数是由于焊接质量不佳而造成的。
(一)焊点的质量要求:对焊点的质量要求,应该包括它包括良好的电气接触、足够的机械强度和光洁整齐的外观三个方面,保证焊点质量最关键的一点,就是必须避免虚焊。
(1) 插件元件焊接可接受性要求:1.引脚凸出:单面板引脚伸出焊盘最大不超过2.3mm;最小不低于0.5 mm。
对于厚度超过2.3mm的通孔板(双面板),引脚长度已确定的元件(如IC、插座),引脚凸出是允许不可辨识的。
2.通孔的垂直填充:焊锡的垂直填充须达孔深度的75%,即板厚的3/4;焊接面引脚和孔壁润湿至少270°。
3.焊锡对通孔和非支撑孔焊盘的覆盖面积须≥75%。
4.插件元件焊点的特点是:①外形以焊接导线为中心,匀称、成裙形拉开。
②焊料的连接呈半弓形凹面,焊料与焊件交界处平滑,接触角尽可能小。
③表面有光泽且平滑,无裂纹、针孔、夹渣。
(2) 贴片(矩形或方形)元件焊接可接受性要求:1.贴片元件位置的歪斜或偏移的允收标准是:不超过其元件或焊盘宽度(其中较小者)的1/2,且不可违反最小电气间隙。
2.末端焊点宽度最小为元件可焊端宽度的50%或焊盘宽度的50%,其中较小者。
3.最小焊点高度为焊锡厚度加可焊端高度的25%或0.5 mm,其中较小者。
(3) 扁平焊片引脚焊接可接受性要求:1.扁平焊片引脚偏移的允收标准是:不超过其元件或焊盘宽度(其中较小者)的25%,且不违反最小电气间隙。
2.末端焊点宽度最小为元件引脚可焊端宽度的75%。
3.最小焊点高度为正常润湿。
(二)焊接质量的检验方法:⑴目视检查目视检查就是从外观上检查焊接质量是否合格,也就是从外观上评价焊点有什么缺陷。
目视检查的主要内容有:①是否有漏焊,即应该焊接的焊点没有焊上;②焊点的光泽好不好;③焊点的焊料足不足;④焊点的周围是否有残留的焊剂;⑤有没有连焊、焊盘有滑脱落;图2正确焊点剖面图(a)(b)凹形曲线主焊体焊接薄的边缘⑥焊点有没有裂纹;⑦焊点是不是凹凸不平;焊点是否有拉尖现象。
SMT PCBA主面板检验标准
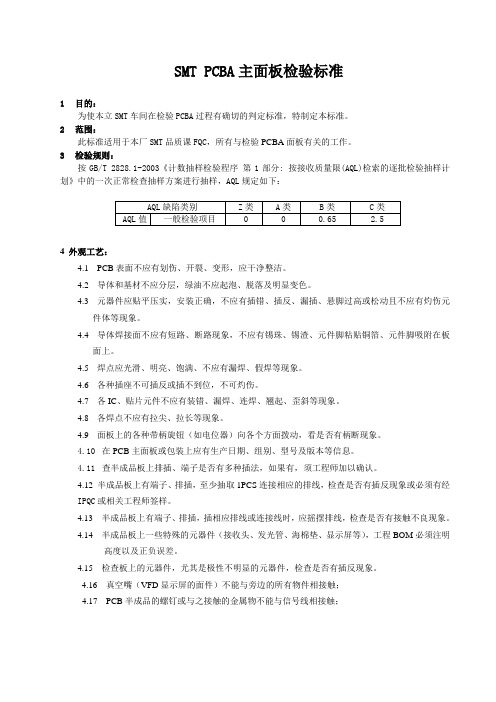
SMT PCBA主面板检验标准1目的:为使本立SMT车间在检验PCBA过程有确切的判定标准,特制定本标准。
2范围:此标准适用于本厂SMT品质课FQC,所有与检验PCBA面板有关的工作。
3检验规则:按GB/T 2828.1-2003《计数抽样检验程序第1部分: 按接收质量限(AQL)检索的逐批检验抽样计划》中的一次正常检查抽样方案进行抽样,AQL规定如下:4 外观工艺:4.1PCB表面不应有划伤、开裂、变形,应干净整洁。
4.2导体和基材不应分层,绿油不应起泡、脱落及明显变色。
4.3元器件应贴平压实,安装正确,不应有插错、插反、漏插、悬脚过高或松动且不应有灼伤元件体等现象。
4.4导体焊接面不应有短路、断路现象,不应有锡珠、锡渣、元件脚粘贴铜箔、元件脚吸附在板面上。
4.5焊点应光滑、明亮、饱满、不应有漏焊、假焊等现象。
4.6各种插座不可插反或插不到位,不可灼伤。
4.7各IC、贴片元件不应有装错、漏焊、连焊、翘起、歪斜等现象。
4.8各焊点不应有拉尖、拉长等现象。
4.9面板上的各种带柄旋钮(如电位器)向各个方面拨动,看是否有柄断现象。
4.10在PCB主面板或包装上应有生产日期、组别、型号及版本等信息。
4.11查半成品板上排插、端子是否有多种插法,如果有,须工程师加以确认。
4.12 半成品板上有端子、排插,至少抽取1PCS连接相应的排线,检查是否有插反现象或必须有经IPQC或相关工程师签样。
4.13 半成品板上有端子、排插,插相应排线或连接线时,应摇摆排线,检查是否有接触不良现象。
4.14 半成品板上一些特殊的元器件(接收头、发光管、海棉垫、显示屏等),工程BOM必须注明高度以及正负误差。
4.15 检查板上的元器件,尤其是极性不明显的元器件,检查是否有插反现象。
4.16 真空嘴(VFD显示屏的面件)不能与旁边的所有物件相接触;4.17 PCB半成品的螺钉或与之接触的金属物不能与信号线相接触;5检验项目及缺陷判定:5.1面板功能不合格分类5.2面板外观不合格分类√⒍参考文件:⒍.1 GB/T 2828.1-2003《计数抽样检验程序第1部分: 按接收质量限(AQL)检索的逐批检验抽样计划》;⒍.2 FQC检验文件《主面板检验作业指导书》⒎注意事项:7.1在检验半成品主面板时,本标准与作业指导书同时使用。
SMT检验标准(PCBA).docx

SMT检验标准(PCBA).docx检验项目 :A-1 零件脚吃锡不足SOP QFP(Inspection Item: A-1 Insufficient Solder SOP QFP Lead)允收标准 (Accept Standard)拒收标准(Reject Standard)吃锡应该达零件脚长的1/2 以上及需有爬锡的状況Side joint length (D) is more than 50% of lead length(L).吃锡未达脚长 1/2 以上Side joint length (D) is less than 50% of lead length(L) .检验项目: A-2 零件脚吃锡不足PLCC SOJ(Inspection Item: A-2 Insufficient Solder PLCC SOJ Lead)允收标准 (Accept Standard)拒收标准(Reject Standard)吃锡高度 (F) >=零件脚厚度 (T)的 1/2吃锡高度 (F)< 零件脚厚度(T) 的 1/2+焊接物 (G)+焊接物 (G) Heel fillet height(F) more than Heel fillet height(F)less than solder s older thickness(G) plus 50% Lead thickness(G) + 50% lead thickness(T) thickness(T)检验项目 :A-3 零件偏移 SOP QFP(Inspection Item:A-3 Component Shift SOP QFP )允收标准 (Accept Standard)拒收标准(Reject Standard)偏移 : 1.零件脚(W)超出PCB不可超过本体宽度的1/4Component lead shift off the pad,ut notexceed 1/4 width of lead width (W)2.对于尺寸小于 0.5mm之 QFP零件偏移量不可超过本体宽度的 1/2.The QFP component lead of pitchless than 0.5mm shift off the pad, butnot exceed 1/2 width of lead width .1.零件偏离焊垫且零件与焊垫接触面积 (C) 占零件本体宽度 (W)的 3/4 以下 . Component lead shift off the pad andcontact the pad less than3/4 width of leadwidth(W)检验项目:A-4 零件偏移PLCC SOJ (Inspection Item: A-4 Component Shift)允收标准 (Accept Standard)零件脚超出 PCB(A)不可超过本体 1/4(W) Component Lead shift off the pad, but not exceed 1/4 width of Lead area(W).拒收标准 (Reject Standard)零件偏离焊垫且超出本体面积1/4(W). Component Lead shift off the pad and exceed 1/4 width of Lead area(W)检验项目 :A-5零件偏移(Inspection Item:A-5 Component shift) 允收标准 (Accept Standard)拒收标准(Reject Standard)零件位於焊垫中心点 .零件偏离焊垫且超出本体宽度1/4.Component is on the center of pad Component body shift off the pad andexceed 1/4Width of body width.检验项目 : A-6吃锡过多(Inspection Item:A-6 Excess Solder)允收標準 (Accept Standard)拒收標準(Reject Standard)吃锡带形状如锥形 .The contour of soldering look like conic shape.焊锡超过焊垫四周Tin excess around of pad.锡过多结成球点Tin too much look like ball shape检验项目 : A-7立件(Inspection Item: Tombstone Effect)允收标准 (Accept Standard)拒收标准(Reject Standard)零件位於焊垫中心点 .零件高翘造成电极端未吃锡Component is on the center of pad Chip components standing on theirTerminal end ( tombstone )检验项目 : A-8反向(Inspection Item: A-8 Component Reverse)允收标准 (Accept Standard)方向零件依PCB上方向标示上件The polarity component is inserted according with polarity index on PCB.拒收标准 (Reject Standard)零件上件方向与PCB上方向标示不同The polarity component is inserted reversing with polarity index on PCB.检验项目 : A-9空焊(Inspection Item:A-9 Void Soldering)零件吃锡饱满 , 并延伸至焊垫边 .零件脚吃锡未连接焊垫,造成空焊Solder well and Tin extend over side of Onelead or series of leads on component pad.Is out of alignment and fails to make Proper contact with the land.检验项目 : A-10短路(Inspection Item:A-10 Short Circuit)零件吃锡部份无任何短路.零件吃锡部份造成短路.There isn ’t an y short circuit on solder There is short circuit on solder part of part of /doc/279956545.html,ponent.检验项目 : A-11缺件(Inspection Item:A-11 Omitting Part)允收标准 (Accept Standard)PCB零件数目与BOM零件数目相符合. The component quantity of PCB have to match the component quantity on BOM 拒收标准 (Reject Standard)PCB零件数目与BOM零件数目不符合. The component quantity of PCB don’t match the component quantity on BOM.检验项目 : A-12多件(Inspection Item:A-12 Excess Parts)允收标准 (Accept Standard)拒收标准(Reject Standard)PCB零件数目与 BOM零件数目相符合 .PCB零件数目与 BOM零件数目不符合The component quantity of PCB have to The component quantity of PCB don’t match the component quantity on BOM match the component quantity on BOM.检验项目 : A-13掉件(Inspection Item:A-13 Missing Parts)允收标准 (Accept Standard)拒收标准(Reject Standard)PCB零件数目与BOM零件数目相符合. The component quantity of PCB have to match the component quantity on BOM 外力造成掉件The component of external force makemissing parts检验项目: A-14焊垫吃锡不足(Inspection Item:A-14 Insufficient Pad)吃锡带形状如锥形焊垫吃锡面积未达75%以上 .The contour of soldering look The solder area don’t like conic shape.excess 75% of pad.检验项目 : A-15锡尖(Inspection Item:A-15 Solder Icicle)零件脚无造成锡尖 .零件脚造成锡尖.There isn ’t any icicle on component lead There is an icicle on component lead.检验项目 : A-16零件破损(Inspection Item:A-16 Component Breakage)零件无任何裂痕或断裂零件外部有刮、刺、割、碰等损伤. There isn ’t any breakage or break There is some scratch 、dub、 cut or bumpdamage on component appearance.检验项目 : A-17金手指缺点(Inspection Item:A-17 Defect On Golden Finger )允收标准 (Accept Standard)1.每面缺点不超过 3 根, 单根不能超过两点﹐缺点单点不得大於金手指宽度 1/4 。
PCBA(SMT)外观检验判定标准
供IPQC检验产品时,做到检验标准有据可依,外观检验得到统一而明确的判定标准,改进产品品质,防止不合格品的流出,最终以满足顾客的需求。
2. 围:本检验标准适用于公司要求PCBA〔SMT〕的外观品质判定。
-3. 职责权限:3.1工程处(此标准做为工程制作工装、文件等需依此标准为根底).3.2制造处负责此标准的执行.3.3品保处(IPQC、QC、领班负责此标准的执行与监视,QE负责更新维护).4.相关参考文件:4.1. IPC-A-610D 电子组件可承受性标准。
4.2 BOM4.3 E4.3 工程图纸5.作业容:5.1缺陷现象定义:菲林尺:为透明的PVC测试工具,用于识别点及线的大小缺陷判定。
塞规:为金属片状测试工具,用于缝隙大小的测试,也称厚溥规。
游标卡尺:用于物体尺寸的测量。
LCR(LCZ):用于测试电阻、电容、电感的阻值、容值、感值的测试仪器。
万用表:用于测量元器件的电压、电流及导通状态的仪器。
放大镜(显微镜):用于对所观察物体进展放大倍数,便于人眼识别的检验仪器。
推力计:用于对测试元器件所能存受的力度的仪器。
5.6检验要求:1.检验的环境及方法:a)距离:人眼与被测物外表的距离为300±50mm。
b)时间:每片检查时间不超过12s。
c)位置:检视面与桌面成45°;上下左右转动15°。
d)照明:40W冷白荧光灯,光源距被测物外表500~550mm 〔照度达500~800Lu*〕。
-2.检验前准备:a)检验前需先确认所使用工作平台清洁及配戴清洁手套;b)ESD 防护:凡接触PCBA 必需配戴良好的静电防护措施(配戴防静电手环并接上静电接地线)。
3.PCBA 持握的方法:正确的拿板作业姿势,在/ESD 护防的条件下,并戴干净的手套握持PCBA(如以下图),看板 时板平面与眼睛存45°角,距离20~30CM ,并注意转换方向,看到焊接的每一个面。
4.抽检方法要求:例如:如送检样本量:600PCS ,按GB/T2828.1-2003一般检验水平II 要求,抽检数量:80PCS ,为保证抽 检的均匀性,要求如下:4.1求抽检方法按照每栏上、中、下方式进展抽检。
PCBA检验标准

PCBA检验标准版本:1.0 页次:1/11生效日期2018-9-1修订记录版本修订条款修订内容新/修订日期新/修订人1.0 01 首次发行2018-09-01会签部门□总经办□SMT生产部□计划部□财务部□仓库□工程部□人力资源部□品质部□生产部□采购部核准审核制定制作单位受控章PCBA检验标准版本:1.0 页次:2/11一、目的:手机SMT贴片的半成品或成品外观方面缺陷的判定标准,以给生产产品合格做出判定指导。
二、适用范围:本标准适用于本公司客户处提供的各型号PCBA检验。
三、引用文件:《PCBA技术规格书》、BOM(ECN)。
四、定义:4.1 CRI(致命缺陷):凡是对人身安全可能造成伤害或违反法律法规或造成功能完全失效的不良品,包括导致功能失效的外观不良品均为A类不合格品4.2 MAJ(主要缺陷):凡是对功能会造成轻微不良影响或者对后续装配使用会造成困难的不良品以及用户不能接受造成退货(维修、更换)的外观不良品,均为B类不合格品。
4.3 MIN(次要缺陷):通常使用下不影响产品性能的轻微外观及结构不良品且不会导致退货(维修、更换),均为C类不合格品.五、抽样方案:5.1 根据·GB/T 2828.1-2003 中的一般检查水平II水平抽样检验标准进行抽样检查。
5.2 AQL取值(抽样有特殊规定的除外):CRI(致命缺陷)=0;MAJ(主要缺陷)=0.4;MIN(次要缺陷)=1.0。
5.3 检验抽样方案转换原则(针对同一供应商同一型号的部品):6.2.4.1 正常检查转加严检查的条件:连续5批中有3批(包括检验不到5批已发现3批)检验不合格。
5.4 加严检查转正常检查的条件:连续5批合格。
5.5 正常检查转放宽检查的条件:①连续10批检验合格;②10批中不合格品(或缺陷)总数在界限个数以下;③生产正常;④主管者认为有必要。
以上四个条件必须同时满足。
5.6 放宽检查转正常检查的条件:①1批检验不合格;②生产不正常;③主管者认为有必要。
SMT PCBA贴片外观检验标准
4
SMT PCBA贴片外观检验标准
(4)不良焊点的对策 1、拉尖 成因:加热时间过长,助焊剂使用量过少,拖锡角度不正确。 对策:焊接时间控制在3秒左右,提高助焊剂的使用量,拖锡角度为45度。 2、空洞、针孔 成因:元件引线没预挂锡,使引线周围形成空洞,PCB板受潮 对策:适当延长焊接的时间,对引脚氧化的进行加锡预涂敷处理,对受潮PCB进行烘板。 3、多锡 成因 :温度过高,焊锡使用量多,焊锡角度未掌握好。 对策:使用合适的烙铁,对烙铁的温度进行管理,适当减少焊锡的使用量,角度为45度。
≤0402的元件反白。(允收) ●有暴露存积电气材质的,片式元件将材质面朝向印制面贴装(拒收)●Chip零
件每Pcs板不允许两个或两个以上≤0402的元件反白。 12,空焊:●元件引脚与PAD之间焊接点良湿润饱满,元件引脚无翘起 (允收) ●元件引脚排列不整齐(共
面),妨碍可接受焊接的形成。(拒收)
50%(各末端) (允收) ●任何暴露点击的裂缝或缺口;●玻璃元件体上的裂缝、刻痕或任何损伤。●任何
电阻材质的缺口。●任何裂缝或压痕。(拒收) 16,起泡、分层:●起泡和分层的区域不超出镀通孔间或内部导线间距的25%。(允收) ●起泡和分层的区
域超出镀通孔间或内部导线间距的25%。 ●起泡和分层的区域减少导电图形间距至违反最小电气间隙。(
4
SMT PCBA贴片外观检验标准
4、多锡:焊锡量太多,流出焊点之外,包裹成球状,润湿角大于90度以上。 隐患:影响焊点外观,可能存在质量隐患 ,如焊点内部可能有空洞。 原因分析:焊锡的量过多加热的时间过长。 5、拉尖:焊点表面出现牛角一样的突出。 隐患:容易造成线路短路现象。 原因分析:烙铁的撤离方法不当加热时间过长。 6、少锡:焊锡的量过少,润湿角小于15度以下。 隐患:降低了焊点的机械强度。
SMT PCBA外观检验标准
分级
接收和/或拒收的决定应当基于适用文件,如合同、图纸、技术规范、标 准和参考文件。本文件规定的要求反映了如下三个产品级别: 1级- 普通类电子产品 包括那些以组件功能完整为主要要求的产品。 2级- 专用服务类电子产品 包括那些要求持续运行和较长使用寿命的产品,最好能保持不间断工作 但该要求不严格。一般情况下不会因使用环境而导致故障。 3级- 高性能电子产品 包括以连续具有高性能或严格按指令运行为关键的产品。这类产品的服 务间断是不可接受的,且最终产品使用环境异常苛刻;有要求时产品必 须能够正常运行,例如救生设备或其他关键系统。
可接受- 1,2,3级 • 最少75%填充。允许包括主面和辅面一起最多 25%的下陷。
缺陷- 2,3级 • 孔的垂直填充少于75%。
支撑孔– 焊接– 辅面– 引线到孔壁
可接受- 1,2级 • 最少270°润湿和填充(引线、孔壁和端子 区域)。 可接受- 3级 • 最少330°润湿和填充(引线、孔壁和端子 区域)(未图示)。
验收条件
目标条件 是指近乎完美/首选的情形,然而这是一种理想而非总能达到的情形,且对于保证组 件在使用环境下的可靠性并非必要的情形。 可接受条件 是指组件不必完美但要在使用环境下保持完整性和可靠性的特征。 缺陷条件 缺陷是指组件在其最终使用环境下不足以确保外形、装配和功能(3F)的情况。 制程警示条件 制程警示(非缺陷)是指没有影响到产品的外形、装配和功能(3F)的情况。 • 这种情况是由于材料、设计和/或操作人员/机器设备等相关因素引起的,既不能完全 满足可接受条件又非缺陷。 • 应该将制程警示纳入过程控制系统而对其实行监控。当制程警示的数量表明制程发生 变异或朝着不理想的趋势变化时,则应该对工艺进行分析。结果可能要求采取措施以 降低制程变异程度并提高产量。 • 不要求对单一性制程警示进行处置。
PCBA检验标准版

PCBA检验标准版预览说明:预览图片所展示的格式为文档的源格式展示,下载源文件没有水印,内容可编辑和复制P C B A检验标准版 Revised by Chen Zhen in 20211.目的﹕为使生产﹑检验过程中有依据可循﹐特制订本检验规范。
2.定义CR----严重缺陷单位产品的极严重质量特性不符合规定或者单位产品的质量特性极严重不符合规定。
2.1.1 可靠性能达不到要求。
2.1.2 对人身及财产可能带来危害,或不符合法规规定.2.1.3 极严重的外观不合格(降低产品等级,影响产品价格)。
2.1.4 与客户要求完全不一致.MA----主要缺陷单位产品的严重质量特性不符合规定或者单位产品的质量特性严重不符合规定。
2.2.1 产品性能降低。
2.2.2 产品外观严重不合格。
2.2.3功能达不到规定要求。
2.2.4 客户难于接受的其它缺陷。
MI----次要缺陷单位产品的一般质量特性不符合规定或者单位产品的质量特性轻微不符合规定。
2.3.1 轻微的外观不合格。
2.3.2 不影响客户接受的其它缺陷。
短路和断路:2.4.1.短路:是指两个独立的相邻的焊点之间,在焊锡之后形成接合,造成不应导通而导通的结果2.4.2.断路:线路该导通而未导通沾锡情况:2.5.1.良好沾锡: 0°<接触角≦60°(接触角: 焊锡与金属面所成的角度),焊锡均匀扩散,焊点形成良好的轮廓且光亮.要形成良好的焊锡,应有清洁的焊接表面,正确的锡丝和适当的加热.按焊锡在金属面上的扩散情况,可分为全扩散( 0°<接触角≦30°) 和半扩散(30°<接触角≦60°).如图:2.5.2 不良沾锡:60°<接触角<180°,焊锡熔化后形成不均匀的锡膜覆盖在金属表面上, 而未紧贴其上.形成不良沾锡的可能原因有:不良的操作方法,加热或加锡不均匀,表面有油污,助焊剂未达到引导扩散的效果等等.按焊锡在金属面上的扩散情况,可分为劣扩散(60°<接触角≦90°)和无扩散(90°<接触角<180°).如图所示:2.5.3 不沾锡:焊锡熔化后,瞬间沾附于金属表面,随后溜走.不沾锡的可能原因有:焊接表面被严重玷污,加热不足、焊锡由烙铁头流下,烙铁太热破坏了焊锡结构或使焊锡表面氧化部品分类:按部品的外观形状,将SMT实装部品分为:.有引脚产品2.6.1.异形引脚电极:引脚从部品本体伸出,弯曲后向外侧凸出.如:QFP、SOP等.2.6.2.平面引脚电极:引脚从部品下面平直伸出. 如:连接器、晶体管等.2.6.3.内曲引脚电极:引脚从部品侧面伸出,向内伸卷曲. 如钽质电感、J 形部品等.无引脚部品.2.7.1.晶体电极:部品两端面被镀成电极.如电阻、电容、电感等.良好焊点:2.8.1.要求:2.8.1.1.结合性好:光泽好且表面呈凹形曲线.2.8.1.2.导电性佳:不在焊点处形成高电阻(不在凝固前移动零件),不造成短路、断路.2.8.1.3.散热性好:扩散均匀,全扩散.2.8.1.4.易于检验:焊锡不得太多,务必使零件轮廓清晰可判.2.8.1.5.易于修理:勿使零件重叠实装.2.8.1.6.不伤及零件:烫伤零件或加热过久(常伴随有松香焦化),会损及零件寿命.2.8.2.现象:2.8.2.1.所有表面沾锡良好.2.8.2.2.焊锡外观光亮且成凹形圆滑曲线.2.8.2.3.所有零件轮廓清晰可见.2.8.2.4.若有松香锡球残留,则须作清洁而不焦化.2.8.3.形成条件:2.8.3.1.正确的操作程序:手工作业时,应注意烙铁、焊锡丝的收放次序及位置.2.8.3.2.应保持两焊锡面清洁.2.8.3.3.应使用规定的锡丝并注意使用量.2.8.3.4.正确使用焊锡器具并按时保养.2.8.3.5.应掌握正确的焊锡时间.2.8.3.6.手工作业时,应注意冷却前不可移动被焊物,以免造成焊点结晶不良,导致高电阻.3.检验内容:.基板外观检查标准:3.1.1.在任一方向,基板弯曲变形量:每100mm不可超过.3.1.2.基板不可出现分层、气泡、裂痕及凹陷现象. 如有分层,只允许距离铜箔1mm 以上开始轻微分离,不允许从铜箔下开始分离;如有轻微凹陷,则应小于线路厚度的30%.3.1.3.经过焊锡后,允许保护漆起皱,但不可以脱落.3.1.4.基板线路不可因铜氧化而发黑;基板上铜箔氧化不可.3.1.5.非导线区域内的保护漆最多可脱落5点,每一点的面积都必须在以内,各点相距须在以上且距离导线以上.3.1.6.零件符号、印字不可印在焊点上.3.1.7.基板上不可有油墨残渣、油污或其它异物.3.1.8.基板不可因过热烧焦而变色;基板上不可有铜箔浮起.3.1.9.基板上的锡渣或锡球不可造成任何短路,且外径小于. 焊接的部品上不可残留锡渣或锡球.4.不良图标SMT部分零件贴装位置图标焊点图标﹕。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检验项目 :A-1 零件脚吃锡不足SOP QFP(Inspection Item: A-1 Insufficient Solder SOP QFP Lead)允收标准 (Accept Standard)拒收标准(Reject Standard)吃锡应该达零件脚长的1/2 以上及需有爬锡的状況Side joint length (D) is more than 50% of lead length(L).吃锡未达脚长 1/2 以上Side joint length (D) is less than 50% of lead length(L) .检验项目: A-2 零件脚吃锡不足PLCC SOJ(Inspection Item: A-2 Insufficient Solder PLCC SOJ Lead)允收标准 (Accept Standard)拒收标准(Reject Standard)吃锡高度 (F) >=零件脚厚度 (T)的 1/2吃锡高度 (F)< 零件脚厚度 (T) 的 1/2+焊接物 (G)+焊接物 (G) Heel fillet height(F) more than Heel fillet height(F)less than solder s older thickness(G) plus 50% Lead thickness(G) + 50% lead thickness(T) thickness(T)检验项目 :A-3 零件偏移 SOP QFP(Inspection Item:A-3 Component Shift SOP QFP )允收标准 (Accept Standard)拒收标准(Reject Standard)偏移 : 1.零件脚(W)超出PCB不可超过本体宽度的1/4Component lead shift off the pad,ut notexceed 1/4 width of lead width (W)2.对于尺寸小于 0.5mm之 QFP零件偏移量不可超过本体宽度的 1/2.The QFP component lead of pitchless than 0.5mm shift off the pad, butnot exceed 1/2 width of lead width .1.零件偏离焊垫且零件与焊垫接触面积 (C) 占零件本体宽度 (W)的 3/4 以下 . Component lead shift off the pad andcontact the pad less than3/4 width of lead width(W)检验项目 :A-4 零件偏移 PLCC SOJ (Inspection Item: A-4 Component Shift)允收标准 (Accept Standard)零件脚超出 PCB(A)不可超过本体 1/4(W) Component Lead shift off the pad, but not exceed 1/4 width of Lead area(W).拒收标准 (Reject Standard)零件偏离焊垫且超出本体面积1/4(W). Component Lead shift off the pad and exceed 1/4 width of Lead area(W)检验项目 :A-5零件偏移(Inspection Item:A-5 Component shift)允收标准 (Accept Standard)拒收标准(Reject Standard)零件位於焊垫中心点 .零件偏离焊垫且超出本体宽度1/4.Component is on the center of pad Component body shift off the pad andexceed 1/4Width of body width.检验项目 : A-6吃锡过多(Inspection Item:A-6 Excess Solder)允收標準 (Accept Standard)拒收標準(Reject Standard)吃锡带形状如锥形 .The contour of soldering look like conic shape.焊锡超过焊垫四周Tin excess around of pad.锡过多结成球点Tin too much look like ball shape检验项目 : A-7立件(Inspection Item: Tombstone Effect)允收标准 (Accept Standard)拒收标准(Reject Standard)零件位於焊垫中心点 .零件高翘造成电极端未吃锡Component is on the center of pad Chip components standing on theirTerminal end ( tombstone )检验项目 : A-8反向(Inspection Item: A-8 Component Reverse)允收标准 (Accept Standard)方向零件依 PCB上方向标示上件The polarity component is inserted according with polarity index on PCB.拒收标准 (Reject Standard)零件上件方向与 PCB上方向标示不同The polarity component is inserted reversing with polarity index on PCB.检验项目 : A-9空焊(Inspection Item:A-9 Void Soldering)允收标准 (Accept Standard)拒收标准(Reject Standard)零件吃锡饱满 , 并延伸至焊垫边 .零件脚吃锡未连接焊垫,造成空焊Solder well and Tin extend over side of Onelead or series of leads on component pad.Is out of alignment and fails to makeProper contact with the land.检验项目 : A-10短路(Inspection Item:A-10 Short Circuit)允收标准 (Accept Standard)拒收标准(Reject Standard)零件吃锡部份无任何短路.零件吃锡部份造成短路.There isn ’t any short circuit on solder There is short circuit on solder part of part of ponent.检验项目 : A-11缺件(Inspection Item:A-11 Omitting Part)允收标准 (Accept Standard)PCB零件数目与 BOM零件数目相符合 . The component quantity of PCB have to match the component quantity on BOM拒收标准 (Reject Standard)PCB零件数目与 BOM零件数目不符合 . The component quantity of PCB don’t match the component quantity on BOM.检验项目 : A-12多件(Inspection Item:A-12 Excess Parts)允收标准 (Accept Standard)拒收标准(Reject Standard)PCB零件数目与 BOM零件数目相符合 .PCB零件数目与 BOM零件数目不符合The component quantity of PCB have to The component quantity of PCB don’t match the component quantity on BOM match the component quantity on BOM.检验项目 : A-13掉件(Inspection Item:A-13 Missing Parts)允收标准 (Accept Standard)拒收标准(Reject Standard)PCB零件数目与 BOM零件数目相符合 . The component quantity of PCB have to match the component quantity on BOM 外力造成掉件The component of external force makemissing parts检验项目 : A-14焊垫吃锡不足(Inspection Item:A-14 Insufficient Pad)吃锡带形状如锥形焊垫吃锡面积未达75%以上 .The contour of soldering look The solder area don’t like conic shape.excess 75% of pad.检验项目 : A-15锡尖(Inspection Item:A-15 Solder Icicle)零件脚无造成锡尖 .零件脚造成锡尖.There isn ’t any icicle on component lead There is an icicle on component lead.检验项目 : A-16零件破损(Inspection Item:A-16 Component Breakage)零件无任何裂痕或断裂零件外部有刮、刺、割、碰等损伤. There isn ’t any breakage or break There is some scratch 、dub、 cut or bumpdamage on component appearance.检验项目 : A-17金手指缺点(Inspection Item:A-17 Defect On Golden Finger )允收标准 (Accept Standard)1.每面缺点不超过 3 根, 单根不能超过两点﹐缺点单点不得大於金手指宽度 1/4 。
Every side of defect is less than 3 gold singers ,the gold singers is less than 2 point,the point ofdefect is less than 1/4 wide of goldsinger .拒收标准 (Reject Standard)1.每面缺点超过 3 根, 单根超过两点﹐缺点单点大於金手指宽度 1/4 。