DIN 滚花 中文
德国标准和国际标准、中国标准中英文对照表(紧固件)
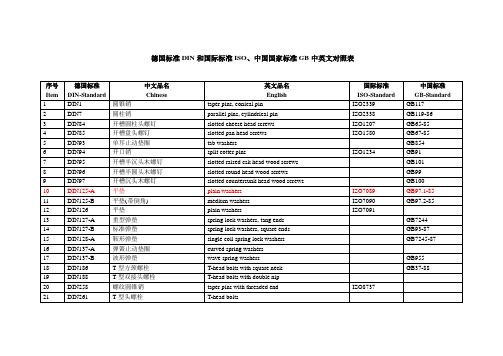
德国标准和国际标准、中国标准中英文对照表序号德国标准中文品名英文品名国际标准中国标准Item DIN-Standard Description in Chinese Description in English ISO-Standard GB-Standard1 DIN1 圆锥销taper pins ISO2339 GB1172 DIN7 圆柱销parallel pins ISO2338 GB119-863 DIN84 开槽圆柱头螺钉slotted cheese head screws ISO1207 GB65-854 DIN85 开槽盘头螺钉slotted pan head screws ISO1580 GB67-855 DIN93 单耳止动垫圈tab washers GB8546 DIN94 开口销split cotter pins ISO1234 GB917 DIN95 开槽半沉头木螺钉slotted raised csk head wood screws GB1018 DIN96 开槽半圆头木螺钉slotted round head wood screws GB999 DIN97 开槽沉头木螺钉slotted countersunk head wood screws GB10010 DIN125-A 平垫plain washers ISO7089 GB97.1-8511 DIN125-B 平垫(带倒角) mediun washers ISO7090 GB97.2-8512 DIN126 平垫plain washers ISO709113 DIN127-A 重型弹垫spring lock washers,tang ends GB724414 DIN127-B 标准弹垫spring lock washers,square ends GB93-8715 DIN128-A 鞍形弹垫single coil spring lock washers GB7245-8716 DIN137-A 弹簧止动垫圈curved spring washers17 DIN137-B 波形弹垫wave spring washers GB95518 DIN186 T型方颈螺栓T-head bolts with square neck GB37-8819 DIN188 T型双接头螺栓T-head bolts with double nip20 DIN258 螺纹圆锥销taper pins with threaded end ISO873721 DIN261 T型头螺栓T-head bolts22 DIN315AF 蝶型螺母(美制) wing nuts amercia form23 DIN315DF 蝶型螺母(德制) wing nuts germany form GB62-8824 DIN316AF 蝶型螺钉(美制) wing screws amercia form25 DIN317DF 蝶型螺钉(德制) wing screws germany form26 DIN319 圆球型盖型螺母ball knobs27 DIN404 开槽带孔球面圆柱头螺钉slotted capstan screws GB832-8828 DIN417 开槽长圆柱端紧定螺钉slotted set srews with full dog point ISO7435 GB75-8529 DIN427 开槽平端紧定螺钉(半牙) slotted set srews with chamfered end ISO2342 GB73-8530 DIN431 小六角特薄细牙螺母pipe nuts with thread GB808-8831 DIN432 外舌止动垫圈external tap GB856-8832 DIN433 小垫圈(用于圆柱头螺钉) washers for cheese head screws ISO7092 GB848-9533 DIN434 方斜垫圈(U型) square taper washers for U-section GB852-8834 DIN435 方斜垫圈(I型) square taper washers for I-sections GB852-8835 DIN436 方垫圈square washers36 DIN438 开槽凹端紧定螺钉slotted set with cup point ISO7436 GB74-8537 DIN439 六角薄螺母hexagon thin nuts ISO4035 GB6172-8638 DIN439 细牙六角薄螺母hexagon thin nuts ISO8675 GB6173-8639 DIN440 木螺钉专用垫圈rounds washers for wood constructions ISO709440 DIN443 密封帽sealing caps,push-in type41 DIN444 活节螺栓B 型eye bolts form B GB798-8842 DIN462 内舌止动垫圈internal tab washers43 DIN463 双耳止动垫圈washers with two taps GB855-8844 DIN464 滚花高头螺钉knurled thumb screws with collar GB834-8845 DIN465 开槽滚花高头螺钉slotted knurled thumb screws with collar46 DIN466 滚花高螺母knurled thumb nuts with collar GB806-8847 DIN467 滚花薄螺母knurled thumb thin nuts GB807-8848 DIN470 锁紧垫圈sealing washers49 DIN471 轴用弹性挡圈retaining rings for shafts(external),circlips GB894.1-8650 DIN472 孔用弹性挡圈retaining rings for bores(internal),circlips GB893.1-8651 DIN478 方头带垫螺栓square head bolts with collar52 DIN479 方头圆柱底端螺栓square head bolts with half dog point53 DIN480 方头带垫半圆底端螺栓square head bolts with collar,half dog point and rounded end54 DIN508 T型槽螺母T-slot nuts ISO29955 DIN525 单头螺柱single end studs56 DIN529 地脚螺栓masonry bolts GB799-8857 DIN546 带槽圆螺母slotted round nuts GB817-7658 DIN547 端面带孔圆螺母round nuts with drilled holes in one face GB815-8859 DIN551 开槽平端紧定螺钉slotted sit screws with flat point ISO4776 GB73-8560 DIN553 开槽锥端紧定螺钉slotted set screws with cone point ISO7434 GB71-8561 DIN555 六角螺母hexagon nuts ISO403462 DIN557 方螺母-C square nuts GB39-8863 DIN558 六角头螺钉hexagon screws ISO401864 DIN561 六角头圆柱端紧定螺钉hexagon set screws with full dog point65 DIN562 薄型方螺母-B square nuts without bevel(pressed nuts)66 DIN571 六角头木螺钉hexagon head wood screws (coach screws) GB102-8667 DIN580 吊环螺钉lifting eye bolts ISO3266 GB825-7668 DIN582 吊环螺母lifting eye nuts69 DIN601 六角头螺栓hexagon bolts ISO401670 DIN603 大半圆头方颈螺栓(马车螺栓) mushroom head square neck bolts (carriage bolts) ISO8677 GB14-8871 DIN604 沉头带插销马车螺栓flat countersunk nib bolts72 DIN605 沉头长方颈马车螺栓flat countersunk long square neck bolts73 DIN607 半圆头带插销马车螺栓cup head nib bolts74 DIN608 沉头短方颈马车螺栓flat countersunk short square neck bolts75 DIN609 六角头精配螺栓(长螺纹)hexagon fitted bolts,long thread76 DIN610 六角头精配螺栓(短螺纹)hexagon fitted bolts,short thread77 DIN653 滚花平头螺钉knurled thumb screws thin type GB835-8878 DIN660 半圆头铆钉round head rivets ISO1051 GB867-8679 DIN661 沉头铆钉contersunk head rivets ISO1051 GB869-8680 DIN662 半沉头铆钉raised contersunk head rivets ISO105181 DIN674 大扁头铆钉mushroom head rivets ISO105182 DIN703 重型侧面带孔圆螺母adjusting rings,heavy range (shafting collars)83 DIN705 侧面带孔圆螺母adjusting rings,light range (shafting collars) GB816-8884 DIN741 卡头wire rope clips85 DIN787 T型槽螺钉T-slot screws ISO29986 DIN835 双头螺柱(牙长=2D)studs-metal (end=2d) GB900-8887 DIN906 内六角锥型闭锁螺钉hexagon socket pipe plugs,conical thread88 DIN908 内六角直型闭锁螺钉hexagon socket screw plugs,cyl. thread89 DIN909 外六角锥型闭锁螺钉hexagon head pipe plugs,conical thread90 DIN910 外六角直型闭锁螺钉hexagon head screw plugs,cyl.thread91 DIN911 内六角扳手socket wrenches ISO293692 DIN912 内六角圆柱头螺钉hexagon socket cap screws ISO4762 GB70-8593 DIN913 内六角平端紧定螺钉hexagon socket set screws with flat point ISO4026 GB77-8594 DIN914 内六角尖端紧定螺钉hexagon socket set screws with cone point ISO4027 GB78-8595 DIN915 内六角圆柱端紧定螺钉hexagon socket set screws with dog point ISO4028 GB79-8596 DIN916 内六角凹端紧定螺钉hexagon socket set screws with cup point ISO4029 GB80-8597 DIN917 薄型盲螺母hexagon cap nuts98 DIN920 开槽小圆柱头螺钉slotted short cheese head screws99 DIN921 开槽大圆柱头螺钉slotted large cheese head screws GB838-88100 DIN923 开槽圆柱头轴肩螺钉slotted pan head screws with shoulder GB830-88101 DIN927 开槽无头轴肩螺钉slotted shoulder screws102 DIN928 焊接方螺母square weld nuts GB/T13680-92103 DIN929 焊接六角螺母hexagon weld nuts GB/T13681-92104 DIN931 六角头螺栓(半牙)hexagon head screws ISO4014 GB5782-86105 DIN933 六角头螺栓(全牙)hexagon head screws ISO4017 GB5783-86106 DIN934 六角头螺母(1型) hexagon full nuts ISO4032 GB6170-86107 DIN934 细牙六角头螺母(1型) hexagon full nuts ISO8673 GB6171-86108 DIN935 开槽六角螺母hexagon slotted and castle nuts ISO7035 GB6178-86109 DIN936 六角头薄螺母hexagon thin nuts ISO4035 GB6172.1-86110 DIN937 六角头开槽薄螺母hexagon thin slotted and castle nuts ISO7038 GB6181-86111 DIN938 双头螺距(牙长=1D)studs metal (end=1d) GB897-88112 DIN939 双头螺距(牙长=1.25D)studs metal (end=1.25d) GB898-88113 DIN940 双头螺距(牙长=1.5D)studs metal (end=1.5d)114 DIN960 六角头细牙螺栓(半牙)hexagon head bolts,metric fine pitch thread ISO8765 GB5785-86115 DIN961 六角头细牙螺栓(全牙)hexagon head bolts,metric fine pitch thread ISO8676 GB5786-86116 DIN962 头部穿孔六角头螺栓additional shapes and versions for bolts117 DIN963 开槽沉头螺钉slotted countersund head screws ISO 2009 GB68-85118 DIN964 开槽半沉头螺钉slotted raised countersunk oval head screws ISO 2010 GB69-85 119 DIN965 十字槽沉头螺钉cross recessed countersunk head screws ISO7046 GB819-85120 DIN966 十字槽半沉头螺钉cross recessed raised countersunk head screws ISO7047 GB820-85121 DIN970 六角头螺母hexagon nuts type-1122 DIN971 六角头螺母hexagon nuts type-2123 DIN972 细牙六角头螺母(2型) hexagon nuts with fine thread ISO8674 GB6176-86124 DIN975 牙条(全螺纹) threaded rods(studdings) GB15389-94125 DIN976 螺纹销threaded pins(stud bolts)126 DIN979 六角头开槽薄螺母(2型)hexagon thin slotted and castle nuts127 DIN980 全金属六角锁紧螺母(1型)prevailling torque type hexagon nuts,all metall nuts ISO7199 GB6184-86128 DIN981 圆螺母locknuts ISO2982 GB812-88129 DIN982 六角头尼龙锁紧螺母prevailling torque type hexagon nuts,heavy type ,with nylon insert ISO7040 GB889.1-86130 DIN985 六角头薄型尼龙锁紧螺母prevailling torque type hexagon nuts,heavy type ,with nylon insert ISO10511 GB6172.2-86131 DIN986 六角盖型尼龙锁紧螺母prevailling torque typedomed capnuts with nylon insert132 DIN988 配合垫片shim rings133 DIN1052 木材连接用垫片washers for timber connectors134 DIN1151 沉头钢钉round plain head nails135 DIN1440 销钉专用垫片A型plain washers for clevis pins(A型) ISO8738136 DIN1441 销钉专用垫片plain washers for clevis pins137 DIN1444 带头销钉clevis pins with head ISO2341138 DIN1471 圆锥型槽销grooved pins,taper grooved ISO8744 GB/T13829.2139 DIN1472 圆锥型槽销(半槽) grooved pins,taper grooved half length ISO8745 GB/T13829.2 140 DIN1473 平行槽销(带倒角) grooved pins,parallel grooved full length ISO8740141 DIN1474 前端凹槽槽销grooved pins,reserve grooved half length ISO8741142 DIN1475 中部凹槽槽销grooved pins,centre grooved ISO8742143 DIN1476 圆头槽销grooved pins with round head ISO8746 GB/T13829.3144 DIN1477 沉头槽销grooved pins with countersunk head ISO8747145 DIN1479 六角螺母棒turnuckles(centre parts),made out of hexagon bar146 DIN1480 花篮螺栓turnuckles with eye bolt and hook bolt147 DIN1481 弹性圆柱销spring pins,heavy type ISO8752 GB879-86148 DIN1587 组合式盖型螺母hexagon domed cap nuts GB802-88149 DIN1804 开槽圆螺母(配合沟头扳手)slotted round nuts for hook spanner150 DIN1816 圆螺母(带插销孔)round nuts with set holes151 DIN2093 盘型弹簧垫圈disc springs152 DIN3017 喉箍hose clamps153 DIN3404 润滑油嘴(旋扭头)lubricating nipples,button head154 DIN3567 管夹shackles for conduilts155 DIN3570 U型螺栓stirrup bolts(U-bolts)156 DIN6319 球面垫圈spherical washers,conical seats GB849-88157 DIN6325 圆柱销parallel pins ISO8734158 DIN6330 厚六角螺母hexagon nuts ,1.5d GB56-88159 DIN6331 厚六角法兰面螺母hexagon nuts ,1.5d with collar GB6177-86160 DIN6334 长六角螺母hexagon nuts ,3d161 DIN6797-A 外齿锁紧垫圈external teeth lock washers GB862.1-87162 DIN6797-I 内齿锁紧垫圈internal teeth lock washers GB861.1-87163 DIN6798-A 外锯齿锁紧垫圈external teeth serrated lock washers GB862.2-87164 DIN6798-I 内锯齿锁紧垫圈internal teeth serrated lock washers GB861.2-87165 DIN6799 开口挡圈retaining rings for shafts(E-rings),circlips GB896-76166 DIN6885 平键(A型)parallel keys(form A ) ISO773/2491167 DIN6888 半圆键woodruff keys ISO3912168 DIN6899 嵌环(支撑环)thimbles169 DIN6900 机器螺钉和垫圈组合件screws and washers assemblies GB9074.1-.17170 DIN6901 自攻螺钉和垫圈组合件tapping screws and washers assemblies GB9074.18-.23 171 DIN6912 薄型带孔内六角圆柱头螺钉hexagon socket head cap screws with hole,low head 172 DIN6914 大六角头螺栓hexagon head bolts with large head(friction grip bolts)173 DIN6915 大六角螺母hexagon nuts with large wideth across flat(friction grip nuts)174 DIN6916 大垫圈round washers for friction grip bolts175 DIN6917 楔型方垫圈spuare taper washers for friction grip bolts on T-sections176 DIN6923 六角法兰面螺母hexagon flange nuts ISO4161 GB6177-86177 DIN6925 全金属六角锁紧螺母(2型)prevailing torque type hexagon nuts,all metallic nuts ISO7042 GB6185.1-2000178 DIN7337 开口型抽芯铆钉(沉头、扁圆头)blind rivets GB12617/12618179 DIN7338 扁平头半空心/全空心铆钉rivets for brake and clutch lining GB875/975-86180 DIN7343 螺旋夹紧销spiral pins ISO8750181 DIN7346 轻型弹性圆柱销spring pins,light type ISO13337182 DIN7349 重型弹性圆柱销用垫圈washers for bolts with heavy type spring pinss183 DIN7500 ISO公制螺纹螺钉(多种头型) threadforming screws for ISO-metric thread184 DIN7504 自攻自钻螺钉(多种头型) self-drilling tapping screws185 DIN7513 开槽切削螺纹螺钉(多种头型) thread cutting screws186 DIN7516 十字槽切削螺纹螺钉(多种头型) thread cutting screws cross recess187 DIN7965 T型四爪螺母tee nuts with pronge188 DIN7968 钢结构用六角头螺栓连接副hexagon head fitted bolts for steel structures GB1228/1229/1230189 DIN7971 开槽盘头自攻螺钉pan head tapping screws with slot ISO1481 GB5282-85190 DIN7972 开槽沉头自攻螺钉countersunk flat head tapping screws with slot ISO1482 GB5283-85191 DIN7973 开槽半沉头自攻螺钉raised countersunk oval head tapping screws with slot ISO1483 GB5284-85192 DIN7976 六角头自攻螺钉hexagon tapping screws ISO1479 GB5285-85193 DIN7980 圆柱头螺钉用弹簧垫圈spring lock washers for screws with cylindrical heads ISO8738194 DIN7981 十字槽盘头自攻螺钉pan head tapping screws with cross recessed ISO 7049 GB845-85195 DIN7982 十字槽沉头自攻螺钉countersunk flat head tapping screws with cross recessed ISO7050 GB846-85196 DIN7983 十字槽半沉头自攻螺钉raised countersunk oval head tapping screws with cross recessed ISO7051 GB847-86197 DIN7984 薄型内六角圆柱头螺钉hexagon socket head cap screws with,reduced head198 DIN7985 十字槽盘头螺钉pan head screws with cross recessed ISO7045 GB818-85199 DIN7989 钢结构用垫圈washers for steel structures GB1230-84200 DIN7990 钢结构用六角头螺栓hexagon head bolts for steel structures GB1229-84201 DIN7991 内六角沉头螺钉hexagon socket countersunk head screws ISO10642202 DIN7993 轴用钢丝挡圈roundwire snap rings for shafts GB895.2-86203 DIN7995 十字槽半沉头木螺钉cross recessed raised countersunk head wood screws GB952-86204 DIN7996 十字槽圆头木螺钉cross recessed round head wood screws GB950-86205 DIN7997 十字槽沉头木螺钉cross recessed countersunk head wood screws GB951-86206 DIN8140 螺纹护套(普通\自锁等)ciol inserts,coarse,fine thread,silf locking207 DIN9021 大外径垫圈washers,outside diameter appro.3d ISO7093 GB96-85208 DIN11024 弹簧卡子spring cotter for a bolt209 DIN13257 平板螺栓belting bolts (elevator bolts)210 DIN18182 干壁钉(墙板钉)dry wall screws211 DIN28129 环型螺母lifting nuts(eye nuts) GB63-88212 DIN70952 圆螺母用止退垫圈tab washers for slotted round nuts GB858-88。
DIN标紧固件地中文对照
DIN标紧固件的中文对照序号德国标准中文译文4 DIN 1 圆锥销5 DIN 7 圆柱销6 DIN 84 开槽圆柱头螺钉7 DIN 85 开槽盘头螺钉8 DIN 93 单耳止动垫圈9 DIN 94 开口销10 DIN 95 开槽半沉头木螺钉11 DIN 96 开槽半圆头木螺钉12 DIN 97 开槽沉头木螺钉13 DIN 125-1 平垫14 DIN 125-2 平垫(带倒角)15 DIN 126 平垫16 DIN 127-1 重型弹垫17 DIN 127 标准弹垫18 DIN 128-1 波形弹垫19 DIN 137-1 弹簧止动垫圈20 DIN 137-2 鞍形弹垫21 DIN 186 T型方颈螺栓22 DIN 188 T型双接头螺栓23 DIN 258 螺纹圆锥销24 DIN 261 T型头螺栓25 DIN 315AF 蝶型螺母(美制)26 DIN 315DF 蝶型螺母(德制)27 DIN 316AF 蝶型螺钉(美制)28 DIN 317DF 蝶型螺钉(德制)29 DIN 319 圆球型盖型螺母30 DIN 404 开槽带孔球面圆柱头螺钉DIN40531 DIN 417 开槽长圆柱端紧定螺钉32 DIN 427 开槽平端紧定螺钉(半牙)33 DIN 431 小六角特薄细牙螺母34 DIN 432 外舌止动垫圈35 DIN 433 小垫圈(用于圆柱头螺钉)36 DIN 434 方斜垫圈(U型)37 DIN 435 方斜垫圈(I型)38 DIN 436 方垫圈39 DIN 438 开槽凹端紧定螺钉40 DIN 439 六角薄螺母41 DIN 439 六角薄螺母B级无倒角42 DIN 439 细牙六角薄螺母43 DIN 440 木螺钉专用垫圈44 DIN 443 密封帽45 DIN 444 活节螺栓B 型46 DIN 462 内舌止动垫圈47 DIN 463 双耳止动垫圈48 DIN 464 滚花高头螺钉49 DIN 465 开槽滚花高头螺钉50 DIN 466 滚花高螺母51 DIN 467 滚花薄螺母52 DIN 470 锁紧垫圈53 DIN 471 轴用弹性挡圈54 DIN 472 孔用弹性挡圈55 DIN 478 方头带垫螺栓56 DIN 479 方头圆柱底端螺栓57 DIN 480 方头带垫半圆底端螺栓58 DIN 481 弹性圆柱销59 DIN 508 T型槽螺母60 DIN 525 单头螺柱61 DIN 529 地脚螺栓62 DIN 546 带槽圆螺母63 DIN 547 端面带孔圆螺母64 DIN 551 开槽平端紧定螺钉65 DIN 553 开槽锥端紧定螺钉66 DIN 555 六角螺母67 DIN 557 方螺母-C68 DIN 558 六角头螺钉69 DIN 561 六角头圆柱端紧定螺钉70 DIN 562 薄型方螺母-B71 DIN 571 六角头木螺钉72 DIN 580 吊环螺钉73 DIN 582 吊环螺母74 DIN 601 六角头螺栓75 DIN 603 大半圆头方颈螺栓(马车螺栓) C级76 DIN 604 沉头带插销马车螺栓77 DIN 605 沉头长方颈马车螺栓78 DIN 607 半圆头带插销马车螺栓79 DIN 608 沉头短方颈马车螺栓80 DIN 609 六角头精配螺栓(长螺纹)81 DIN 610 六角头精配螺栓(短螺纹)82 DIN 653 滚花平头螺钉83 DIN 660 半圆头铆钉84 DIN 661 沉头铆钉85 DIN 662 半沉头铆钉86 DIN 674 大扁头铆钉87 DIN 703 重型侧面带孔圆螺母88 DIN 705 侧面带孔圆螺母89 DIN 741 卡头90 DIN 787 T型槽螺钉91 DIN 835 双头螺柱(牙长=2D)92 DIN 906 内六角锥型闭锁螺钉93 DIN 908 内六角直型闭锁螺钉94 DIN 909 外六角锥型闭锁螺钉95 DIN 910 外六角直型闭锁螺钉96 DIN 911 内六角扳手97 DIN 912内六角圆柱头螺钉98 DIN 913 内六角平端紧定螺钉99 DIN 914 内六角尖端紧定螺钉100 DIN 915 内六角圆柱端紧定螺钉101 DIN 916 内六角凹端紧定螺钉102 DIN 917 薄型盲螺母103 DIN 920 开槽小圆柱头螺钉104 DIN 921 开槽大圆柱头螺钉105 DIN 923 开槽圆柱头轴肩螺钉106 DIN 927 开槽无头轴肩螺钉107 DIN 928 焊接方螺母108 DIN 929 焊接六角螺母109 DIN 931 六角头螺栓(半牙)110 DIN 933 六角头螺栓(全牙)111 DIN 934 六角头螺母(1型)112 DIN 934-2 细牙六角头螺母(1型) 113 DIN 935 开槽六角螺母114 DIN 936 六角头薄螺母115 DIN 937 六角头开槽薄螺母116 DIN 938 双头螺距(牙长=1D)117 DIN 939 双头螺距(牙长=1.25D)118 DIN 939 双头螺距(牙长=1.5D)119 DIN 940 双头螺距(牙长=1.5D)120 DIN 960 六角头细牙螺栓(半牙)121 DIN 961 六角头细牙螺栓(全牙)122 DIN 962 头部穿孔六角头螺栓123 DIN 963 开槽沉头螺钉124 DIN 964 开槽半沉头螺钉125 DIN 965 十字槽沉头螺钉126 DIN 966 十字槽半沉头螺钉127 DIN 970 六角头螺母128 DIN 971 六角头螺母129 DIN 972 细牙六角头螺母(2型)130 DIN 975 牙条(全螺纹)131 DIN 976 螺纹销132 DIN 979 六角头开槽薄螺母(2型)133 DIN 980 全金属六角锁紧螺母(1型)134 DIN 981 圆螺母135 DIN 982 六角头尼龙锁紧螺母136 DIN 985 六角头薄型尼龙锁紧螺母137 DIN 986 六角盖型尼龙锁紧螺母138 DIN 988 配合垫片139 DIN 1052 木材连接用垫片140 DIN 1151 沉头钢钉141 DIN 1440 销钉专用垫片A型142 DIN 1441 销钉专用垫片143 DIN 1444 带头销钉144 DIN 1471 圆锥型槽销145 DIN 1472 圆锥型槽销(半槽)146 DIN 1473 平行槽销(带倒角)147 DIN 1474 前端凹槽槽销148 DIN 1475 中部凹槽槽销149 DIN 1476 圆头槽销150 DIN 1477 沉头槽销151 DIN 1479 六角螺母棒152 DIN 1480 花篮螺栓153 DIN 1481 弹性圆柱销开槽重型154 DIN 1587 组合式盖型螺母155 DIN 1804 开槽圆螺母(配合沟头扳手)156 DIN 1816 圆螺母(带插销孔)157 DIN 2093 盘型弹簧垫圈158 DIN 3017 喉箍159 DIN 3404 润滑油嘴(旋扭头)160 DIN 3567 管夹161 DIN 3570 U型螺栓162 DIN 5587 2型六角螺母A和B级163 DIN 6319 球面垫圈164 DIN 6325 圆柱销165 DIN 6330 厚六角螺母166 DIN 6331 厚六角法兰面螺母167 DIN 6334 长六角螺母168 DIN 6797-A 外齿锁紧垫圈169 DIN 6797-I 内齿锁紧垫圈170 DIN 6798-A 外锯齿锁紧垫圈171 DIN 6798-I 内锯齿锁紧垫圈172 DIN 6799 开口挡圈173 DIN 6823 六角法兰面螺母174 DIN 6885 平键(A型)175 DIN 6888 半圆键176 DIN 6899 嵌环(支撑环)177 DIN 6900 机器螺钉和垫圈组合件178 DIN 6901 自攻螺钉和垫圈组合件179 DIN 6912 薄型带孔内六角圆柱头螺钉180 DIN 6914 大六角头螺栓181 DIN 6915 大六角螺母182 DIN 6916 大垫圈183 DIN 6917 楔型方垫圈184 DIN 6921 六角法兰面螺栓加大系列B级185 DIN 6923 六角法兰面螺母186 DIN 6925 全金属六角锁紧螺母(2型)187 DIN 7337 开口型抽芯铆钉(沉头、扁圆头)188 DIN 7338 扁平头半空心/全空心铆钉189 DIN 7343 螺旋夹紧销190 DIN 7346 轻型弹性圆柱销191 DIN 7349 重型弹性圆柱销用垫圈192 DIN 7500 ISO公制螺纹螺钉(多种头型)193 DIN 7504 自攻自钻螺钉(多种头型)194 DIN 7513 开槽切削螺纹螺钉(多种头型) 195 DIN 7516 十字槽切削螺纹螺钉(多种头型) 196 DIN 7965 T型四爪螺母197 DIN 7968 钢结构用六角头螺栓连接副198 DIN 7971 开槽盘头自攻螺钉199 DIN 7972 开槽沉头自攻螺钉200 DIN 7973 开槽半沉头自攻螺钉201 DIN 7976 六角头自攻螺钉202 DIN 7978 圆锥销203 DIN 7980 圆柱头螺钉用弹簧垫圈204 DIN 7981 十字槽盘头自攻螺钉205 DIN 7982 十字槽沉头自攻螺钉206 DIN 7983 十字槽半沉头自攻螺钉207 DIN 7984 薄型内六角圆柱头螺钉208 DIN 7985 十字槽盘头螺钉209 DIN 7989 钢结构用垫圈210 DIN 7990 钢结构用六角头螺栓211 DIN 7991 内六角沉头螺钉212 DIN 7993 轴用钢丝挡圈213 DIN 7995 十字槽半沉头木螺钉214 DIN 7996 十字槽圆头木螺钉215 DIN 7997 十字槽沉头木螺钉216 DIN 8140 螺纹护套(普通\自锁等)217 DIN 9021 大外径垫圈218 DIN 11024 弹簧卡子219 DIN 13257 平板螺栓220 DIN 18182 干壁钉(墙板钉)221 DIN 28129 环型螺母222 DIN 70952 圆螺母用止退垫圈螺丝,紧固件,标准件词汇的中英文对照机(踏)车用螺丝、轴心Screws And Shafts For Motorcycle Or Bicycle针车用螺丝、轴心Screws And Shafts For Sewing Maching止付螺丝Socket Set Screws不锈钢宽牙螺丝Stainless Steel Coarse Thread Screws不锈钢高低牙螺丝Stainless Steel High-Low Thread Screws不锈钢机械螺丝Stainless Steel Machine Screws不锈钢钻尾螺丝Stainless Steel Self Drilling Screws不锈钢自攻螺丝Stainless Steel Self Tapping Screws不锈钢自削螺丝Stainless Steel Thread Cutting Screws不锈钢三角牙螺丝Stainless Steel Tri-Lobular Thread Screws插片壁虎Steel Ceiling Anchors内迫壁虎Drop in Anchors碳钢锤钉壁虎Steel Hit Anchors碳钢六角螺帽Steel Hex Coupling Nuts强力车修壁虎Wedge Anchors外迫壁虎Cut Anchors化学壁虎Chemical Anchors不锈钢重载胀栓Heavy Duty Expansion Anchors鱼眼壁虎企眼长螺帽Tie Wire Anchors锌合金打入式壁虎Hammer Drive Anchors弹簧螺帽Strut Nuts兰花夹系列Toggle Bolts (Spring Toggle & Gravity Toggle)门窗、地板专用壁虎Nylon Frame Anchors or Metalframe Anchors石膏板中空壁虎Hollow Wall Anchors套管式壁虎Sleeve Anchors打入式壁虎鱼形尼龙壁虎Nylon Frame Harmmer Fixing (Nylon Hammer Drive Anchors)强力式锤钉壁虎Hit Anchors电梯壁虎Bolt Anchors重载壁虎Heavy duty anchors两片夹Loxin Masonry Anchors定位螺栓Set Bolts长型兰花夹Short Strap Anchors工具棒Drop in Setting Tools象脚壁虎Elephant foot anchors水泥预埋件Concrete Insert翻边胀轴Drop in Anchor with Lip冲件Legs Drywall Anchors六角盖头螺帽Hex Cap Nuts六角锯齿螺帽Hex Serrated Nuts六角轮缘螺帽Hex Flange Nuts高脚螺帽Hex Coupling Nuts(High Nuts)圆螺帽Round Nuts四角螺帽Square Nuts管用螺帽Pipe Nuts轮壳螺帽Wheel Nuts蝶型螺帽Wing NutsU形螺帽U NutsT形螺帽T Nuts环首螺帽Eye Nuts齿形螺帽Kep Nuts齿花螺帽Clinch Nuts耐候钢六角重型螺帽Corten Steel Heavy Hex Nuts 焊接螺帽Weld Nuts高张力螺帽Heigh Strength Nuts建业用螺帽Structural Nuts不锈钢螺帽Stainless Steel Nuts铜螺帽Brass Nuts铝螺帽Aluminum Nuts合金钢螺帽Alloy Steel Nuts重型车螺帽Heavy Duty Wheel Hub Nuts铁器焊接袋帽Acorn Cap Nuts金属预置扭矩式螺帽All-Metal Prevailing Torque Type Nuts壁虎螺帽Anchor Nuts大尺寸螺帽Big Size Nuts铁盖袋帽Closed End Acorn Nuts盘形华司螺帽Conical Washer Nuts铁盖+尼龙圈组合盖帽Din 986 Domed Cap Nuts突缘尼龙盖帽Flange Nylon Insert Lock Nuts平面华司螺帽Flat Waser Nuts六角割沟螺帽Hex Slotted Nut自锁螺帽Self-Locking Nuts制止螺帽Sliding NutsSln-自动防松螺帽Sln Self-Locking Nuts其它特殊螺帽Special Nuts弹簧螺帽Spring Nuts不锈钢突缘螺帽Stainless Steel Flange Nuts不锈钢六角轮缘尼龙螺帽Stainless Steel Flange Nylon Insert Lock Nuts 不锈钢六角重型螺帽Stainless Steel Heavy Hex Nuts不锈钢六角螺帽Stainless Steel Hex Nuts不锈钢尼龙嵌入螺帽Stainless Steel Nylon Insert Lock Nuts普通六角螺帽Hex Nuts六角重型螺帽Heavy Hex Nuts薄型螺帽Hex Jam Nuts尼龙嵌入防松螺帽Nylon Insert Lock Nuts机械螺丝用六角螺帽Hex Machine Screw Nut六角螺丝(栓) Hex Head Cap Screws(Hex Bolts)六角机械螺丝Hex Head Machine Bolts六角木牙螺丝Hex Lag Bolts四角螺丝Square Head BoltsT头螺丝T Head Bolts马车螺丝Carriage Bolts环首螺丝Eye Bolts内六角孔螺丝Hex Socket Cap Screws固定螺丝Set Screws螺椿栓Stud Bolts螺旋椿Screw Studs轮壳螺栓Wheel Bolts翼形螺丝Wing Screws自攻螺丝Self Tapping Screws自削螺丝Thread Cutting Screws钻尾螺丝Self Drilling Screws旋入螺丝Drive Screws机械螺丝Machine Screws木螺丝Wood Screws家具螺丝Furniture Screws塑板螺丝Chipboard Screws墙用螺丝Drywall Screws基础螺栓Foundation BoltsU型螺栓U Bolts勾头螺栓Hook Bolts套挂螺丝Toggle Bolts突缘螺丝Flange Bolts轨道螺栓(鱼尾螺丝) Track Bolts耐候钢螺丝Corten Steel Heavy Hex Bolts扭矩控制螺栓T.C.Bolts高张力螺栓High Strength Bolts剪力钉(焊接螺丝) Welding Studs螺丝附华司组合Screws And Washers Assembled(Sems) 大尺寸螺栓Big Size Bolts不锈钢小螺丝Stainless Steel Sheet Metal Screws不锈钢大螺丝Stainless Steel Bolts铜螺丝Brass Screws铝螺丝Aluminum Screws合金钢螺丝Alloy Steel Screws电子螺丝Electronic Screws微小精密螺丝Micro Screws塑料螺丝Plastic Screws复合材料用螺丝Particle Board Screws钛合金螺丝Titanium Alloy Bolts钛、锆、钼、铌等螺丝、零件、材料Ti,Zr,Mo,Nb Pare Metal Bolts Parts 拇指螺丝Thumb Screws双头牙螺丝Double End Screws Hanger Bolt车辆(汽车)螺丝、螺帽Automotive Fasteners航天用螺丝Aerospace Fasteners飞机特殊扣件Source Control Bolts拉栓Blind Bolts面板螺丝Panel Fasteners电梯螺丝Elevator Bolts四角头固定螺丝Square Set Screws大头马车螺丝Step Bolts单向螺丝One Way Lag Screws管夹螺丝Hose Clamp Screws不锈钢固定螺丝Stainless Steel Hex Socket Cap Screws不锈钢内六角螺丝Stainless Steel Hex Socket Cap Screws铰链螺丝Hinge Screws货柜螺丝Container Screws复合材料钻尾螺丝Bi-Metal Self Drilling Screws三角牙螺丝Trilobular Thread Screws高低牙螺丝High Low Screws夹板用螺丝Particle Board Screws马桶螺丝Toilet Closet Bolts特长螺丝Special Longer Screws建业螺丝Building Fasteners不锈钢六角螺丝Stainless Steel Hex Socket Cap Screws其它特殊螺丝Special Screws Or Bolts不锈钢特殊螺丝Special Stainless Steel Screws宽牙螺丝(粗牙螺丝)Coarse Thread Screws链带螺丝Collated Screws水泥螺丝Concrete Screws板模螺丝Construction Bolts锌蝶螺丝Die Cast Wing Screws; Zinc Alloy重型车螺丝Heavy Duty Wheel Hub Bolts内六角固定螺丝Hex Socket Set Screws复合材料用螺丝(夹板用)Particle Board Screws犁壁螺丝Plow Bolts不锈钢木螺丝Stainless Steel Wood Screws套挂螺栓及螺丝Toggle Bolts钛合金膨胀螺丝Titanium Alloy Expansion Bolts六角盖头螺帽Hex Cap Nuts六角锯齿螺帽Hex Serrated Nuts六角轮缘螺帽Hex Flange Nuts高脚螺帽Hex Coupling Nuts(High Nuts)圆螺帽Round Nuts四角螺帽Square Nuts管用螺帽Pipe Nuts轮壳螺帽Wheel Nuts蝶型螺帽Wing NutsU形螺帽U NutsT形螺帽T Nuts环首螺帽Eye Nuts齿形螺帽Kep Nuts齿花螺帽Clinch Nuts耐候钢六角重型螺帽Corten Steel Heavy Hex Nuts焊接螺帽Weld Nuts高张力螺帽Heigh Strength Nuts建业用螺帽Structural Nuts不锈钢螺帽Stainless Steel Nuts铜螺帽Brass Nuts铝螺帽Aluminum Nuts合金钢螺帽Alloy Steel Nuts重型车螺帽Heavy Duty Wheel Hub Nuts铁器焊接袋帽Acorn Cap Nuts金属预置扭矩式螺帽All-Metal Prevailing Torque Type Nuts壁虎螺帽Anchor Nuts大尺寸螺帽Big Size Nuts铁盖袋帽Closed End Acorn Nuts盘形华司螺帽Conical Washer Nuts铁盖+尼龙圈组合盖帽Din 986 Domed Cap Nuts突缘尼龙盖帽Flange Nylon Insert Lock Nuts平面华司螺帽Flat Waser Nuts六角割沟螺帽Hex Slotted Nut自锁螺帽Self-Locking Nuts制止螺帽Sliding NutsSln-自动防松螺帽Sln Self-Locking Nuts其它特殊螺帽Special Nuts弹簧螺帽Spring Nuts不锈钢突缘螺帽Stainless Steel Flange Nuts不锈钢六角轮缘尼龙螺帽Stainless Steel Flange Nylon Insert Lock Nuts 不锈钢六角重型螺帽Stainless Steel Heavy Hex Nuts不锈钢六角螺帽Stainless Steel Hex Nuts不锈钢尼龙嵌入螺帽Stainless Steel Nylon Insert Lock Nuts锌压属螺帽Zinc Die Casting Nuts普通六角螺帽Hex Nuts六角重型螺帽Heavy Hex Nuts薄型螺帽Hex Jam Nuts尼龙嵌入防松螺帽Nylon Insert Lock Nuts机械螺丝用六角螺帽Hex Machine Screw Nut合金钢线材盘元Alloy Steel Wire Rod球状化线材Annealing Wire And Rod黑铁丝Black Wire黄铜棒线Brass Wire And Rod磨光棒钢Bright Steel Bar(Hex/Round/Square)铜合金线Copper Alloy Wire线切割线E.D.M Cutting Wire快削钢线材盘元Free Cutting Steel Wire Rod线材Iron Or Steel Wire线材盘元Iron Or Steel Wire Rod洋白铜线Nickel Silver Wire磷青铜线Phosphate Bronze Wire不锈钢条棒Stainless Steel Bar(Round/Hex/Square)不锈钢冷锻线材Stainless Steel Cold Heading Wire不锈钢线(抽线后) Stainless Steel Draw Wire不锈钢线材Stainless Steel Wire不锈钢线材及盘元Stainless Steel Wire And Rod棒钢Steel Bar(Hex/Round/Square)转回90度碾线头机90讧evolving Wire Twisting Machine气动拉钉机Air Riveter各式螺丝类产品自动包装Automatic Packaging For All Kinds Of Packaging 自动包装机Automatic Packing Machine螺丝制造搓牙机械Automatic Thread Rolling Machine螺丝割尾加工机械Automatic Thread Slotting Machine螺丝制造成型机械Automatic Trimming Machine拉钉打头机Blind Rivet Heading Machine螺丝、螺帽成型机Bolt Formers,Nuts Formers,Headers螺丝、螺帽热处理Bolt Nut And Screws Heat Treatment螺丝、螺帽热处理炉Bolt Nut And Screws Heat Treatment Furnaces球状化电器炖炉Carburizing Furnace Vacuum And Bell Type Furnace超防锈复合瓷膜Ceramic Coating连续式光辉渗碳淬火炉Continuous Bright Carburizing Quenching Furnace 连续式光辉调质淬火炉Continuous Bright Hardening Quenching Furnace 中、高热镀锌光辉连续炉Continuous Bright Heat Treat Furnace连续式光辉热处理炉Continuous Type Bright Heat Treatment Furnace螺丝割尾及特殊割遘加工Machine Screw Shank Slotting螺丝钻孔加工Screw Shank Drilling鸡眼上下模Eyelets Dies一般线材、盘元、退火炉General Wire,Wire Rod,Annealing Furnace倒立式滑落型伸线机Handstand Type Wire Drawing Machine十字冲模Header Punches In Various Drives成型冲模Header Punches In Various Drives螺丝打头机Heading Machine螺丝制造高速搓牙机械High Speed Automatic Thread Rolling Machine高中低周波感应加热炉High,Medium,Low Frequency Induction Heater空心打头机Hollow Heading Machine热浸镀锌螺丝、螺帽Hot Dip Galvanizing Bolts And Nuts机械镀锌Mechanical Galvanized迷你成型机Mini-Formers成品自动收线机Non-Stop Coiler精抽自动收线机Non-Stop Coiler(Skinpass)螺帽模Nut Forming Dies螺帽成型模Nuts Formers特殊零件成型机Parts Forming Maching冲模Punch Dies冲子Punch Pins罗拉成型机Rollers Formers机(踏)车用螺丝成型机Screw For Motorcycle Or Bicycle Heading Machine止付螺丝成型机Set Screws Formers套高成型机Sockets Formers一般线材、盘元、螺丝合金炖炉Spheroidizing Bright Annealing Furnace球状化热处理炉Spheroidizing Heat Treatment Furnace攻牙机Tapping Machine螺丝攻、车刀、模具Taps Dies And Tools搓牙机铁屑分离装置Thread Chip Separator滚牙轮Thread Rolling Dies牙板Thread Rolling Dies Plates精密油压滚牙机Hydraulic Thread Rolling Machines模具Tools六角整头模Trimming Dies Hexagan碳化钨模具Tungsten Carbide Die镀钛处理(Tin)专业加工服务Tin Hard Coating For Cutting Tools And Punch By Pvd 电镀化学原料Various Electroplating Chemicals环规校正Calibration For Ring Gage环规、牙规、三线规校正Calibration For Ring Gage, Athread Gage, 3 Wire Gage 螺丝、螺帽品检量测仪器Fasteners Inspection And Measurement Instruments螺丝、螺帽成型攻牙专用油Forming And Tapping Oils For Bolts And Nuts Formers 螺丝、螺帽五金等检验Insptection Services For Fasteners And Hardware德国schatz扭力机代理Representative Of Schatz Torque MachinIso品质保证系统Iso Quality Assurance System生产管理系统Production Control System物料管理系统Material Control System齿轮Gears不锈钢牙条棒Stainless Steel Hread Rod马达轴承轴心组件Bearing Shaft(Motor)轴承轴心Bearing Shaft开口铆钉Blind Rivets长形拉帽Blind Rivet Nuts拉帽Blind Nuts拉钉Blind Rivets实心梢Clevis Pins And Straight Pins弹片Clips卷钉Coil Nails冷锻零件Cold Forming Part开口销Cotter PinsE型环E-Rings膨胀螺栓Expansion Anchor Bolts鸡眼钉Eyelets RivetsR型销Snap Pins闸、锁Latches And Keeper Assembleds其它特殊铆钉Other Specil Rivets销Pins格式管夹、管束Pipe Hanger铆钉Rivets螺旋锔及螺旋圈Screw Hook And Screw Rings中空钉Semi-Tubular Rivet开叉钉Split Drive Anchors弹簧华司Spring Washers弹簧蝴蝶夹Spring Wings不锈钢华司Stainlesssteel Washers钢铁钉Steel And Iron Nails搓牙铁钉Thread Nails钛合金铆钉Titaium Alloy Rivets管形铆钉Tubular Rivets华司Washers真空热处理Vacuum Heat Treatment螺丝、螺帽、五金、Diy扣件Fasteners合金钢工具Alloy Steel Tools螺栓模Bolt Heading Dies手动拉钉钳Hand Riveter船舶链Anchor Chain脚踏车链锁Bicycle Chain Locks螺丝起子Bit罗拉Chain Roller特殊铆合扣件Collars(A Blindfastener For Huck Intl)装饰链Decorative Chains自攻螺纹衬套Ensat Threaded Inserts六角扳手Hexagon Keys超音螺纹压入式螺纹自动锁扣Threaded Inserts For Plastic Injection Mouldeings 汽车特殊杆接件Special Auto-Mobile Fastener As Your Needs螺纹护套Recoil Inserts链条用滚子Roller For Roller Chain金属板镶嵌组件及自动夹扣组件Sheet Metal Fasteners工具套筒组件Socket Wrench Sets不锈钢链Stainless Steel Chains轭子T-Yoke轮胎链Tire Chains狗链Dog Chains喇叭头轭铁U-Yoke,T-Yoke For Speaker不锈钢输送带轮用轨道Stainless Wheel's Rack For Transporter工业用链Industrial Steel Link Chains拖链安全链Tow Chains And Safety Chains机车离合器零件Manufacture Of Motorcycle's Cvt Parts牙条棒Thread Rod。
螺栓标准件中英文对照表

DIN471
轴用弹性垫圈
Retaining rings for shafts(external),circlips
GB893-86
50
DIN472
孔用弹性垫圈
Retaining rings for bores(internal),circlips
GB893.86
51
DIN478
方头带垫螺栓
Square head bolts with collar
序号
Item
德国标准
DIN-Standard
中文品名
英文品名
Desciption in English
国际标准
ISO-Standard
中国标准
GB-Standard
69
DIN601
六角头螺栓
Hexagon blots
ISO4016
70
DIN603
大半圆头方颈螺栓(马车螺栓)
Mushroom head square neck bolts(carriage bolts)
I-sections
GB852-88
35
DIN436
方垫圈
Square washers
36
DIN438
开槽凹端紧定螺钉
Slotted set with cup point
ISO7436
GB74-85
37
DIN439
六角薄螺母
Hexagon thin nuts
ISO4035
GB6172-86
38
DIN439
Slotted knurled thumb screws with collar
46
DIN466
din标紧固件地中文对照(1)
DIN标紧固件的中文对照序号德国标准中文译文4 DIN 1 圆锥销5 DIN 7 圆柱销6 DIN 84 开槽圆柱头螺钉7 DIN 85 开槽盘头螺钉8 DIN 93 单耳止动垫圈9 DIN 94 开口销10 DIN 95 开槽半沉头木螺钉11 DIN 96 开槽半圆头木螺钉12 DIN 97 开槽沉头木螺钉13 DIN 125-1 平垫14 DIN 125-2 平垫(带倒角)15 DIN 126 平垫16 DIN 127-1 重型弹垫17 DIN 127 标准弹垫18 DIN 128-1 波形弹垫19 DIN 137-1 弹簧止动垫圈20 DIN 137-2 鞍形弹垫21 DIN 186 T型方颈螺栓22 DIN 188 T型双接头螺栓23 DIN 258 螺纹圆锥销24 DIN 261 T型头螺栓25 DIN 315AF 蝶型螺母(美制)26 DIN 315DF 蝶型螺母(德制)27 DIN 316AF 蝶型螺钉(美制)28 DIN 317DF 蝶型螺钉(德制)29 DIN 319 圆球型盖型螺母30 DIN 404 开槽带孔球面圆柱头螺钉 DIN40531 DIN 417 开槽长圆柱端紧定螺钉32 DIN 427 开槽平端紧定螺钉(半牙)33 DIN 431 小六角特薄细牙螺母34 DIN 432 外舌止动垫圈35 DIN 433 小垫圈(用于圆柱头螺钉)36 DIN 434 方斜垫圈(U型)37 DIN 435 方斜垫圈(I型)38 DIN 436 方垫圈39 DIN 438 开槽凹端紧定螺钉40 DIN 439 六角薄螺母41 DIN 439 六角薄螺母 B级无倒角42 DIN 439 细牙六角薄螺母43 DIN 440 木螺钉专用垫圈44 DIN 443 密封帽45 DIN 444 活节螺栓B 型46 DIN 462 内舌止动垫圈47 DIN 463 双耳止动垫圈48 DIN 464 滚花高头螺钉49 DIN 465 开槽滚花高头螺钉50 DIN 466 滚花高螺母51 DIN 467 滚花薄螺母52 DIN 470 锁紧垫圈53 DIN 471 轴用弹性挡圈54 DIN 472 孔用弹性挡圈55 DIN 478 方头带垫螺栓56 DIN 479 方头圆柱底端螺栓57 DIN 480 方头带垫半圆底端螺栓58 DIN 481 弹性圆柱销59 DIN 508 T型槽螺母60 DIN 525 单头螺柱61 DIN 529 地脚螺栓62 DIN 546 带槽圆螺母63 DIN 547 端面带孔圆螺母64 DIN 551 开槽平端紧定螺钉65 DIN 553 开槽锥端紧定螺钉66 DIN 555 六角螺母67 DIN 557 方螺母-C68 DIN 558 六角头螺钉69 DIN 561 六角头圆柱端紧定螺钉70 DIN 562 薄型方螺母-B71 DIN 571 六角头木螺钉72 DIN 580 吊环螺钉73 DIN 582 吊环螺母74 DIN 601 六角头螺栓75 DIN 603 大半圆头方颈螺栓(马车螺栓) C级76 DIN 604 沉头带插销马车螺栓77 DIN 605 沉头长方颈马车螺栓78 DIN 607 半圆头带插销马车螺栓79 DIN 608 沉头短方颈马车螺栓80 DIN 609 六角头精配螺栓(长螺纹)81 DIN 610 六角头精配螺栓(短螺纹)82 DIN 653 滚花平头螺钉83 DIN 660 半圆头铆钉84 DIN 661 沉头铆钉85 DIN 662 半沉头铆钉86 DIN 674 大扁头铆钉87 DIN 703 重型侧面带孔圆螺母88 DIN 705 侧面带孔圆螺母89 DIN 741 卡头90 DIN 787 T型槽螺钉91 DIN 835 双头螺柱(牙长=2D)92 DIN 906 内六角锥型闭锁螺钉93 DIN 908 内六角直型闭锁螺钉94 DIN 909 外六角锥型闭锁螺钉95 DIN 910 外六角直型闭锁螺钉96 DIN 911 内六角扳手97 DIN 912内六角圆柱头螺钉98 DIN 913 内六角平端紧定螺钉99 DIN 914 内六角尖端紧定螺钉100 DIN 915 内六角圆柱端紧定螺钉101 DIN 916 内六角凹端紧定螺钉102 DIN 917 薄型盲螺母103 DIN 920 开槽小圆柱头螺钉104 DIN 921 开槽大圆柱头螺钉105 DIN 923 开槽圆柱头轴肩螺钉106 DIN 927 开槽无头轴肩螺钉107 DIN 928 焊接方螺母108 DIN 929 焊接六角螺母109 DIN 931 六角头螺栓(半牙)110 DIN 933 六角头螺栓(全牙)111 DIN 934 六角头螺母(1型)112 DIN 934-2 细牙六角头螺母(1型) 113 DIN 935 开槽六角螺母114 DIN 936 六角头薄螺母115 DIN 937 六角头开槽薄螺母116 DIN 938 双头螺距(牙长=1D)117 DIN 939 双头螺距(牙长=)118 DIN 939 双头螺距(牙长=)119 DIN 940 双头螺距(牙长=)120 DIN 960 六角头细牙螺栓(半牙)121 DIN 961 六角头细牙螺栓(全牙)122 DIN 962 头部穿孔六角头螺栓123 DIN 963 开槽沉头螺钉124 DIN 964 开槽半沉头螺钉125 DIN 965 十字槽沉头螺钉126 DIN 966 十字槽半沉头螺钉127 DIN 970 六角头螺母128 DIN 971 六角头螺母129 DIN 972 细牙六角头螺母(2型)130 DIN 975 牙条(全螺纹)131 DIN 976 螺纹销132 DIN 979 六角头开槽薄螺母(2型)133 DIN 980 全金属六角锁紧螺母(1型)134 DIN 981 圆螺母135 DIN 982 六角头尼龙锁紧螺母136 DIN 985 六角头薄型尼龙锁紧螺母137 DIN 986 六角盖型尼龙锁紧螺母138 DIN 988 配合垫片139 DIN 1052 木材连接用垫片140 DIN 1151 沉头钢钉141 DIN 1440 销钉专用垫片A型142 DIN 1441 销钉专用垫片143 DIN 1444 带头销钉144 DIN 1471 圆锥型槽销145 DIN 1472 圆锥型槽销(半槽)146 DIN 1473 平行槽销(带倒角)147 DIN 1474 前端凹槽槽销148 DIN 1475 中部凹槽槽销149 DIN 1476 圆头槽销150 DIN 1477 沉头槽销151 DIN 1479 六角螺母棒152 DIN 1480 花篮螺栓153 DIN 1481 弹性圆柱销开槽重型154 DIN 1587 组合式盖型螺母155 DIN 1804 开槽圆螺母(配合沟头扳手)156 DIN 1816 圆螺母(带插销孔)157 DIN 2093 盘型弹簧垫圈158 DIN 3017 喉箍159 DIN 3404 润滑油嘴(旋扭头)160 DIN 3567 管夹161 DIN 3570 U型螺栓162 DIN 5587 2型六角螺母 A和B级163 DIN 6319 球面垫圈164 DIN 6325 圆柱销165 DIN 6330 厚六角螺母166 DIN 6331 厚六角法兰面螺母167 DIN 6334 长六角螺母168 DIN 6797-A 外齿锁紧垫圈169 DIN 6797-I 内齿锁紧垫圈170 DIN 6798-A 外锯齿锁紧垫圈171 DIN 6798-I 内锯齿锁紧垫圈172 DIN 6799 开口挡圈173 DIN 6823 六角法兰面螺母174 DIN 6885 平键(A型)175 DIN 6888 半圆键176 DIN 6899 嵌环(支撑环)177 DIN 6900 机器螺钉和垫圈组合件178 DIN 6901 自攻螺钉和垫圈组合件179 DIN 6912 薄型带孔内六角圆柱头螺钉180 DIN 6914 大六角头螺栓181 DIN 6915 大六角螺母182 DIN 6916 大垫圈183 DIN 6917 楔型方垫圈184 DIN 6921 六角法兰面螺栓加大系列 B级185 DIN 6923 六角法兰面螺母186 DIN 6925 全金属六角锁紧螺母(2型)187 DIN 7337 开口型抽芯铆钉(沉头、扁圆头)188 DIN 7338 扁平头半空心/全空心铆钉189 DIN 7343 螺旋夹紧销190 DIN 7346 轻型弹性圆柱销191 DIN 7349 重型弹性圆柱销用垫圈192 DIN 7500 ISO公制螺纹螺钉(多种头型)193 DIN 7504 自攻自钻螺钉(多种头型)194 DIN 7513 开槽切削螺纹螺钉(多种头型) 195 DIN 7516 十字槽切削螺纹螺钉(多种头型) 196 DIN 7965 T型四爪螺母197 DIN 7968 钢结构用六角头螺栓连接副198 DIN 7971 开槽盘头自攻螺钉199 DIN 7972 开槽沉头自攻螺钉200 DIN 7973 开槽半沉头自攻螺钉201 DIN 7976 六角头自攻螺钉202 DIN 7978 圆锥销203 DIN 7980 圆柱头螺钉用弹簧垫圈204 DIN 7981 十字槽盘头自攻螺钉205 DIN 7982 十字槽沉头自攻螺钉206 DIN 7983 十字槽半沉头自攻螺钉207 DIN 7984 薄型内六角圆柱头螺钉208 DIN 7985 十字槽盘头螺钉209 DIN 7989 钢结构用垫圈210 DIN 7990 钢结构用六角头螺栓211 DIN 7991 内六角沉头螺钉212 DIN 7993 轴用钢丝挡圈213 DIN 7995 十字槽半沉头木螺钉214 DIN 7996 十字槽圆头木螺钉215 DIN 7997 十字槽沉头木螺钉216 DIN 8140 螺纹护套(普通\自锁等)217 DIN 9021 大外径垫圈218 DIN 11024 弹簧卡子219 DIN 13257 平板螺栓220 DIN 18182 干壁钉(墙板钉)221 DIN 28129 环型螺母222 DIN 70952 圆螺母用止退垫圈螺丝,紧固件,标准件词汇的中英文对照机(踏)车用螺丝、轴心 Screws And Shafts For Motorcycle Or Bicycle针车用螺丝、轴心 Screws And Shafts For Sewing Maching止付螺丝 Socket Set Screws不锈钢宽牙螺丝 Stainless Steel Coarse Thread Screws不锈钢高低牙螺丝 Stainless Steel High-Low Thread Screws不锈钢机械螺丝 Stainless Steel Machine Screws不锈钢钻尾螺丝 Stainless Steel Self Drilling Screws不锈钢自攻螺丝 Stainless Steel Self Tapping Screws不锈钢自削螺丝 Stainless Steel Thread Cutting Screws不锈钢三角牙螺丝 Stainless Steel Tri-Lobular Thread Screws插片壁虎 Steel Ceiling Anchors内迫壁虎 Drop in Anchors碳钢锤钉壁虎 Steel Hit Anchors碳钢六角螺帽 Steel Hex Coupling Nuts强力车修壁虎 Wedge Anchors外迫壁虎 Cut Anchors化学壁虎 Chemical Anchors不锈钢重载胀栓 Heavy Duty Expansion Anchors鱼眼壁虎企眼长螺帽 Tie Wire Anchors锌合金打入式壁虎 Hammer Drive Anchors弹簧螺帽 Strut Nuts兰花夹系列 Toggle Bolts (Spring Toggle & Gravity Toggle)门窗、地板专用壁虎 Nylon Frame Anchors or Metalframe Anchors石膏板中空壁虎 Hollow Wall Anchors套管式壁虎 Sleeve Anchors打入式壁虎鱼形尼龙壁虎 Nylon Frame Harmmer Fixing (Nylon Hammer Drive Anchors)强力式锤钉壁虎 Hit Anchors电梯壁虎 Bolt Anchors重载壁虎 Heavy duty anchors两片夹 Loxin Masonry Anchors定位螺栓 Set Bolts长型兰花夹 Short Strap Anchors工具棒 Drop in Setting Tools象脚壁虎 Elephant foot anchors水泥预埋件 Concrete Insert翻边胀轴 Drop in Anchor with Lip冲件 Legs Drywall Anchors六角盖头螺帽 Hex Cap Nuts六角锯齿螺帽 Hex Serrated Nuts六角轮缘螺帽 Hex Flange Nuts高脚螺帽 Hex Coupling Nuts(High Nuts)圆螺帽 Round Nuts四角螺帽 Square Nuts管用螺帽 Pipe Nuts轮壳螺帽 Wheel Nuts蝶型螺帽 Wing NutsU形螺帽 U NutsT形螺帽 T Nuts环首螺帽 Eye Nuts齿形螺帽 Kep Nuts齿花螺帽 Clinch Nuts耐候钢六角重型螺帽 Corten Steel Heavy Hex Nuts 焊接螺帽 Weld Nuts高张力螺帽 Heigh Strength Nuts建业用螺帽 Structural Nuts不锈钢螺帽 Stainless Steel Nuts铜螺帽 Brass Nuts铝螺帽 Aluminum Nuts合金钢螺帽 Alloy Steel Nuts重型车螺帽 Heavy Duty Wheel Hub Nuts铁器焊接袋帽 Acorn Cap Nuts金属预置扭矩式螺帽 All-Metal Prevailing Torque Type Nuts壁虎螺帽 Anchor Nuts大尺寸螺帽 Big Size Nuts铁盖袋帽 Closed End Acorn Nuts盘形华司螺帽 Conical Washer Nuts铁盖+尼龙圈组合盖帽 Din 986 Domed Cap Nuts突缘尼龙盖帽 Flange Nylon Insert Lock Nuts平面华司螺帽 Flat Waser Nuts六角割沟螺帽 Hex Slotted Nut自锁螺帽 Self-Locking Nuts制止螺帽 Sliding NutsSln-自动防松螺帽 Sln Self-Locking Nuts其它特殊螺帽 Special Nuts弹簧螺帽 Spring Nuts不锈钢突缘螺帽 Stainless Steel Flange Nuts不锈钢六角轮缘尼龙螺帽 Stainless Steel Flange Nylon Insert Lock Nuts 不锈钢六角重型螺帽 Stainless Steel Heavy Hex Nuts不锈钢六角螺帽 Stainless Steel Hex Nuts不锈钢尼龙嵌入螺帽 Stainless Steel Nylon Insert Lock Nuts普通六角螺帽 Hex Nuts六角重型螺帽 Heavy Hex Nuts薄型螺帽 Hex Jam Nuts尼龙嵌入防松螺帽 Nylon Insert Lock Nuts机械螺丝用六角螺帽 Hex Machine Screw Nut六角螺丝(栓) Hex Head Cap Screws(Hex Bolts)六角机械螺丝 Hex Head Machine Bolts六角木牙螺丝 Hex Lag Bolts四角螺丝 Square Head BoltsT头螺丝 T Head Bolts马车螺丝 Carriage Bolts环首螺丝 Eye Bolts内六角孔螺丝 Hex Socket Cap Screws固定螺丝 Set Screws螺椿栓 Stud Bolts螺旋椿 Screw Studs轮壳螺栓 Wheel Bolts翼形螺丝 Wing Screws自攻螺丝 Self Tapping Screws自削螺丝 Thread Cutting Screws钻尾螺丝 Self Drilling Screws旋入螺丝 Drive Screws机械螺丝 Machine Screws木螺丝 Wood Screws家具螺丝 Furniture Screws塑板螺丝 Chipboard Screws墙用螺丝 Drywall Screws基础螺栓 Foundation BoltsU型螺栓 U Bolts勾头螺栓 Hook Bolts套挂螺丝 Toggle Bolts突缘螺丝 Flange Bolts轨道螺栓(鱼尾螺丝) Track Bolts耐候钢螺丝 Corten Steel Heavy Hex Bolts扭矩控制螺栓高张力螺栓 High Strength Bolts剪力钉(焊接螺丝) Welding Studs螺丝附华司组合 Screws And Washers Assembled(Sems) 大尺寸螺栓 Big Size Bolts不锈钢小螺丝 Stainless Steel Sheet Metal Screws 不锈钢大螺丝 Stainless Steel Bolts铜螺丝 Brass Screws铝螺丝 Aluminum Screws合金钢螺丝 Alloy Steel Screws电子螺丝 Electronic Screws微小精密螺丝 Micro Screws塑料螺丝 Plastic Screws复合材料用螺丝 Particle Board Screws钛合金螺丝 Titanium Alloy Bolts钛、锆、钼、铌等螺丝、零件、材料 Ti,Zr,Mo,Nb Pare Metal Bolts Parts 拇指螺丝 Thumb Screws双头牙螺丝 Double End Screws Hanger Bolt车辆(汽车)螺丝、螺帽 Automotive Fasteners航天用螺丝 Aerospace Fasteners飞机特殊扣件 Source Control Bolts拉栓 Blind Bolts面板螺丝 Panel Fasteners电梯螺丝 Elevator Bolts四角头固定螺丝 Square Set Screws大头马车螺丝 Step Bolts单向螺丝 One Way Lag Screws管夹螺丝 Hose Clamp Screws不锈钢固定螺丝 Stainless Steel Hex Socket Cap Screws不锈钢内六角螺丝 Stainless Steel Hex Socket Cap Screws铰链螺丝 Hinge Screws货柜螺丝 Container Screws复合材料钻尾螺丝 Bi-Metal Self Drilling Screws三角牙螺丝 Trilobular Thread Screws高低牙螺丝 High Low Screws夹板用螺丝 Particle Board Screws马桶螺丝 Toilet Closet Bolts特长螺丝 Special Longer Screws建业螺丝 Building Fasteners不锈钢六角螺丝 Stainless Steel Hex Socket Cap Screws其它特殊螺丝 Special Screws Or Bolts不锈钢特殊螺丝 Special Stainless Steel Screws宽牙螺丝(粗牙螺丝) Coarse Thread Screws链带螺丝 Collated Screws水泥螺丝 Concrete Screws板模螺丝 Construction Bolts锌蝶螺丝 Die Cast Wing Screws; Zinc Alloy重型车螺丝 Heavy Duty Wheel Hub Bolts内六角固定螺丝 Hex Socket Set Screws复合材料用螺丝(夹板用) Particle Board Screws犁壁螺丝 Plow Bolts不锈钢木螺丝 Stainless Steel Wood Screws套挂螺栓及螺丝 Toggle Bolts钛合金膨胀螺丝 Titanium Alloy Expansion Bolts六角盖头螺帽 Hex Cap Nuts六角锯齿螺帽 Hex Serrated Nuts六角轮缘螺帽 Hex Flange Nuts高脚螺帽 Hex Coupling Nuts(High Nuts)圆螺帽 Round Nuts四角螺帽 Square Nuts管用螺帽 Pipe Nuts轮壳螺帽 Wheel Nuts蝶型螺帽 Wing NutsU形螺帽 U NutsT形螺帽 T Nuts环首螺帽 Eye Nuts齿形螺帽 Kep Nuts齿花螺帽 Clinch Nuts耐候钢六角重型螺帽 Corten Steel Heavy Hex Nuts焊接螺帽 Weld Nuts高张力螺帽 Heigh Strength Nuts建业用螺帽 Structural Nuts不锈钢螺帽 Stainless Steel Nuts铜螺帽 Brass Nuts铝螺帽 Aluminum Nuts合金钢螺帽 Alloy Steel Nuts重型车螺帽 Heavy Duty Wheel Hub Nuts铁器焊接袋帽 Acorn Cap Nuts金属预置扭矩式螺帽 All-Metal Prevailing Torque Type Nuts壁虎螺帽 Anchor Nuts大尺寸螺帽 Big Size Nuts铁盖袋帽 Closed End Acorn Nuts盘形华司螺帽 Conical Washer Nuts铁盖+尼龙圈组合盖帽 Din 986 Domed Cap Nuts突缘尼龙盖帽 Flange Nylon Insert Lock Nuts平面华司螺帽 Flat Waser Nuts六角割沟螺帽 Hex Slotted Nut自锁螺帽 Self-Locking Nuts制止螺帽 Sliding NutsSln-自动防松螺帽 Sln Self-Locking Nuts其它特殊螺帽 Special Nuts弹簧螺帽 Spring Nuts不锈钢突缘螺帽 Stainless Steel Flange Nuts不锈钢六角轮缘尼龙螺帽 Stainless Steel Flange Nylon Insert Lock Nuts 不锈钢六角重型螺帽 Stainless Steel Heavy Hex Nuts不锈钢六角螺帽 Stainless Steel Hex Nuts不锈钢尼龙嵌入螺帽 Stainless Steel Nylon Insert Lock Nuts锌压属螺帽 Zinc Die Casting Nuts普通六角螺帽 Hex Nuts六角重型螺帽 Heavy Hex Nuts薄型螺帽 Hex Jam Nuts尼龙嵌入防松螺帽 Nylon Insert Lock Nuts机械螺丝用六角螺帽 Hex Machine Screw Nut合金钢线材盘元 Alloy Steel Wire Rod球状化线材 Annealing Wire And Rod黑铁丝 Black Wire黄铜棒线 Brass Wire And Rod磨光棒钢 Bright Steel Bar(Hex/Round/Square)铜合金线 Copper Alloy Wire线切割线 Cutting Wire快削钢线材盘元 Free Cutting Steel Wire Rod线材 Iron Or Steel Wire线材盘元 Iron Or Steel Wire Rod洋白铜线 Nickel Silver Wire磷青铜线 Phosphate Bronze Wire不锈钢条棒 Stainless Steel Bar(Round/Hex/Square)不锈钢冷锻线材 Stainless Steel Cold Heading Wire不锈钢线(抽线后) Stainless Steel Draw Wire不锈钢线材 Stainless Steel Wire不锈钢线材及盘元 Stainless Steel Wire And Rod棒钢 Steel Bar(Hex/Round/Square)转回90度碾线头机 90讧evolving Wire Twisting Machine气动拉钉机 Air Riveter各式螺丝类产品自动包装 Automatic Packaging For All Kinds Of Packaging 自动包装机 Automatic Packing Machine螺丝制造搓牙机械 Automatic Thread Rolling Machine螺丝割尾加工机械 Automatic Thread Slotting Machine螺丝制造成型机械 Automatic Trimming Machine拉钉打头机 Blind Rivet Heading Machine螺丝、螺帽成型机 Bolt Formers,Nuts Formers,Headers螺丝、螺帽热处理 Bolt Nut And Screws Heat Treatment螺丝、螺帽热处理炉 Bolt Nut And Screws Heat Treatment Furnaces球状化电器炖炉 Carburizing Furnace Vacuum And Bell Type Furnace超防锈复合瓷膜 Ceramic Coating连续式光辉渗碳淬火炉 Continuous Bright Carburizing Quenching Furnace 连续式光辉调质淬火炉 Continuous Bright Hardening Quenching Furnace 中、高热镀锌光辉连续炉 Continuous Bright Heat Treat Furnace连续式光辉热处理炉 Continuous Type Bright Heat Treatment Furnace螺丝割尾及特殊割遘加工 Machine Screw Shank Slotting螺丝钻孔加工 Screw Shank Drilling鸡眼上下模 Eyelets Dies一般线材、盘元、退火炉 General Wire,Wire Rod,Annealing Furnace倒立式滑落型伸线机 Handstand Type Wire Drawing Machine十字冲模 Header Punches In Various Drives成型冲模 Header Punches In Various Drives螺丝打头机 Heading Machine螺丝制造高速搓牙机械 High Speed Automatic Thread Rolling Machine高中低周波感应加热炉 High,Medium,Low Frequency Induction Heater空心打头机 Hollow Heading Machine热浸镀锌螺丝、螺帽 Hot Dip Galvanizing Bolts And Nuts机械镀锌 Mechanical Galvanized迷你成型机 Mini-Formers成品自动收线机 Non-Stop Coiler精抽自动收线机 Non-Stop Coiler(Skinpass)螺帽模 Nut Forming Dies螺帽成型模 Nuts Formers特殊零件成型机 Parts Forming Maching冲模 Punch Dies冲子 Punch Pins罗拉成型机 Rollers Formers机(踏)车用螺丝成型机 Screw For Motorcycle Or Bicycle Heading Machine止付螺丝成型机 Set Screws Formers套高成型机 Sockets Formers一般线材、盘元、螺丝合金炖炉 Spheroidizing Bright Annealing Furnace球状化热处理炉 Spheroidizing Heat Treatment Furnace攻牙机 Tapping Machine螺丝攻、车刀、模具 Taps Dies And Tools搓牙机铁屑分离装置 Thread Chip Separator滚牙轮 Thread Rolling Dies牙板 Thread Rolling Dies Plates精密油压滚牙机 Hydraulic Thread Rolling Machines模具 Tools六角整头模 Trimming Dies Hexagan碳化钨模具 Tungsten Carbide Die镀钛处理(Tin)专业加工服务 Tin Hard Coating For Cutting Tools And Punch By Pvd 电镀化学原料 Various Electroplating Chemicals环规校正 Calibration For Ring Gage环规、牙规、三线规校正 Calibration For Ring Gage, Athread Gage, 3 Wire Gage 螺丝、螺帽品检量测仪器 Fasteners Inspection And Measurement Instruments螺丝、螺帽成型攻牙专用油 Forming And Tapping Oils For Bolts And Nuts Formers 螺丝、螺帽五金等检验 Insptection Services For Fasteners And Hardware德国schatz扭力机代理 Representative Of Schatz Torque MachinIso品质保证系统 Iso Quality Assurance System生产管理系统 Production Control System物料管理系统 Material Control System齿轮 Gears不锈钢牙条棒 Stainless Steel Hread Rod马达轴承轴心组件 Bearing Shaft(Motor)轴承轴心 Bearing Shaft开口铆钉 Blind Rivets长形拉帽 Blind Rivet Nuts拉帽 Blind Nuts拉钉 Blind Rivets实心梢 Clevis Pins And Straight Pins弹片 Clips卷钉 Coil Nails冷锻零件 Cold Forming Part开口销 Cotter PinsE型环 E-Rings膨胀螺栓 Expansion Anchor Bolts鸡眼钉 Eyelets RivetsR型销 Snap Pins闸、锁 Latches And Keeper Assembleds其它特殊铆钉 Other Specil Rivets销 Pins格式管夹、管束 Pipe Hanger铆钉 Rivets螺旋锔及螺旋圈 Screw Hook And Screw Rings 中空钉 Semi-Tubular Rivet开叉钉 Split Drive Anchors弹簧华司 Spring Washers弹簧蝴蝶夹 Spring Wings不锈钢华司 Stainlesssteel Washers钢铁钉 Steel And Iron Nails搓牙铁钉 Thread Nails钛合金铆钉 Titaium Alloy Rivets管形铆钉 Tubular Rivets华司 Washers真空热处理 Vacuum Heat Treatment螺丝、螺帽、五金、Diy扣件 Fasteners合金钢工具 Alloy Steel Tools螺栓模 Bolt Heading Dies手动拉钉钳 Hand Riveter船舶链 Anchor Chain脚踏车链锁 Bicycle Chain Locks螺丝起子 Bit罗拉 Chain Roller特殊铆合扣件 Collars(A Blindfastener For Huck Intl)装饰链 Decorative Chains自攻螺纹衬套 Ensat Threaded Inserts六角扳手 Hexagon Keys超音螺纹压入式螺纹自动锁扣 Threaded Inserts For Plastic Injection Mouldeings 汽车特殊杆接件 Special Auto-Mobile Fastener As Your Needs螺纹护套 Recoil Inserts链条用滚子 Roller For Roller Chain金属板镶嵌组件及自动夹扣组件 Sheet Metal Fasteners工具套筒组件 Socket Wrench Sets不锈钢链 Stainless Steel Chains轭子 T-Yoke轮胎链 Tire Chains狗链 Dog Chains喇叭头轭铁 U-Yoke,T-Yoke For Speaker不锈钢输送带轮用轨道 Stainless Wheel's Rack For Transporter工业用链 Industrial Steel Link Chains拖链安全链 Tow Chains And Safety Chains机车离合器零件 Manufacture Of Motorcycle's Cvt Parts牙条棒 Thread Rod。
DIN中英文对照

英文品名 Description in English adjusting rings,heavy range (shafting collars) adjusting rings,light range (shafting collars) wire rope clips T-slot screws studs-metal (end=2d) hexagon socket pipe plugs,conical thread hexagon socket screw plugs,cyl. thread hexagon head pipe plugs,conical thread hexagon head screw plugs,cyl.thread socket wrenches hexagon socket cap screws hexagon socket set screws with flat point hexagon socket set screws with cone point hexagon socket set screws with dog point hexagon socket set screws with cup point hexagon cap nuts slotted short cheese head screws slotted large cheese head screws slotted pan head screws with shoulder slotted shoulder screws square weld nuts hexagon weld nuts hexagon head screws hexagon head screws hexagon full nuts hexagon full nuts hexagon slotted and castle nuts hexagon thin nuts
螺丝标准 中英文对照表

ISO7090
平垫
plain washers
ISO7091
spring lock
重型弹垫
washers,tang
ends
spring lock
标准弹垫
washers,square
ends
鞍形弹垫
single coil spring lock washers
弹簧止动垫圈
curved spring washers
六角头精配螺栓(短 螺纹)
hexagon fitted bolts,short thread
77
DIN653
滚花平头螺钉
knurled thumb screws thin type
78
DIN660
半圆头铆钉
round head rivets
79
DIN661
沉头铆钉
contersunk head rivets
section
square taper
34
DIN435
方斜垫圈(I型)
washers for I-
sections
35
DIN436
方垫圈
square washers
36
DIN438
开槽凹端紧定螺钉
slotted set with cup point
37
DIN439
六角薄螺母
hexagon thin nuts
hexagon socket
93
DIN913 内六角平端紧定螺钉 set screws with
flat point
hexagon socket
94
DIN914 内六角尖端紧定螺钉 set screws with
DIN 82滚花-中文

UDC 681.945 德国标准 1973年1月滚花 DIN 82单位:mm1.类型2‐4页续 第4页注解类型名称和代表根据DIN 403的滚花轧制制造法平行于轴的槽型滚花T 处详图A ‐A 截面工件滚花RAA工件压花辊 AA滚花RAA滚花RAA工件压花辊 BL 旋转30°压花辊 BR 旋转30°工件左滚花U 处详图B ‐B 截面滚花RBL工件工件压花辊 BR压花辊 AA 旋转30°工件右滚花V 处详图C ‐C 截面工件工件工件滚花RBL压花辊 BL压花辊 AA 旋转30°1)之前的名称为金刚钻滚花 2)之前的名称为非金刚钻滚花类型名称和代表根据DIN 403的压花辊制造法左/右滚花,尖端凸起1D ‐D 截面E ‐E 截面W 处详图工件工件 工件滚花RGE工件压花辊 GV压花辊 BR压花辊 AA 旋转30°滚花RGE压花辊BL压花辊 AA 旋转30°工件工件左/右滚花,尖端缩进2F ‐F 截面G ‐G 截面X 处详图工件滚花RGV压花辊 GE交叉滚花,尖端凸起H ‐H 截面Y 处详图 J ‐J 截面滚花RKE工件压花辊 KVDIN 82 第3 页名称为左/右滚花,尖端凸起(RGE 型)的齿距t*0.8mm (08):滚花RGE 08 DIN 822. 尺寸2.1. 齿形角 齿形角α=90° 若有需要,滚花可制成有105°齿形角的形式。
这种情况下,名称为,如,左/右滚花,尖端凸起(RGE 型),齿距t=0.8mm (08),齿形角α=105°(105);滚花RGE 08‐105 DIN 822.2. 齿距t为了减少制造滚花的压花辊数量,滚花齿距t 仅限于以下标称值0.5 0.6 0.8 1 1.2 1.6mm2.3. 公称直径d 1车间施工图的公称直径d 1是成品滚花的外径,此直径设计依据。
2.4. 初始直径d 2滚花前工件的初始直径d 2必须小于公称直径d 1,因为压花纹过程中,材料移位会使初始直径增大。
紧固件DIN ISO GB标准中英文对照表
紧固件DIN ISO GB标准中英文对照表序号德国标准中文品名英文品名国际标准中国标准Item DIN-Standard Description in Chinese Description in EnglishISO-Standard GB-Standard1 DIN1 圆锥销 taper pins ISO2339 GB1172 DIN7 圆柱销 parallel pins ISO2338 GB119-863 DIN84 开槽圆柱头螺钉 slotted cheese head screws ISO1207 GB65-854 DIN85 开槽盘头螺钉 slotted pan head screws ISO1580 GB67-855 DIN93 单耳止动垫圈 tab washers GB8546 DIN94 开口销 split cotter pins ISO1234 GB917 DIN95 开槽半沉头木螺钉 slotted raised csk head wood screws GB1018 DIN96 开槽半圆头木螺钉 slotted round head wood screws GB999 DIN97 开槽沉头木螺钉 slotted countersunk head wood screws GB10010 DIN125-A 平垫 plain washers ISO7089 GB97.1-8511 DIN125-B 平垫(带倒角) mediun washers ISO7090 GB97.2-8512 DIN126 平垫 plain washers ISO709113 DIN127-A 重型弹垫 spring lock washers,tang ends GB724414 DIN127-B 标准弹垫 spring lock washers,square ends GB93-8715 DIN128-A 鞍形弹垫 single coil spring lock washers GB7245-8716 DIN137-A 弹簧止动垫圈 curved spring washers17 DIN137-B 波形弹垫 wave spring washers GB95518 DIN186 T型方颈螺栓 T-head bolts with square neck GB37-8819 DIN188 T型双接头螺栓 T-head bolts with double nip20 DIN258 螺纹圆锥销 taper pins with threaded end ISO873721 DIN261 T型头螺栓 T-head bolts22 DIN315AF 蝶型螺母(美制) wing nuts amercia form23 DIN315DF 蝶型螺母(德制) wing nuts germany form GB62-8824 DIN316AF 蝶型螺钉(美制) wing screws amercia form25 DIN317DF 蝶型螺钉(德制) wing screws germany form26 DIN319 圆球型盖型螺母 ball knobs27 DIN404 开槽带孔球面圆柱头螺钉 slotted capstan screws GB832-8828 DIN417 开槽长圆柱端紧定螺钉 slotted set srews with full dog point ISO7435 GB75-8529 DIN427 开槽平端紧定螺钉(半牙) slotted set srews with chamfered end ISO2342 GB73-8530 DIN431 小六角特薄细牙螺母 pipe nuts with thread GB808-8831 DIN432 外舌止动垫圈 external tap GB856-8832 DIN433 小垫圈(用于圆柱头螺钉) washers for cheese head screws ISO7092 GB848-9533 DIN434 方斜垫圈(U型) square taper washers for U-section GB852-8834 DIN435 方斜垫圈(I型) square taper washers for I-sections GB852-8835 DIN436 方垫圈 square washers36 DIN438 开槽凹端紧定螺钉 slotted set with cup point ISO7436 GB74-8537 DIN439 六角薄螺母 hexagon thin nuts ISO4035 GB6172-8638 DIN439 细牙六角薄螺母 hexagon thin nuts ISO8675 GB6173-8639 DIN440 木螺钉专用垫圈 rounds washers for wood constructions ISO709440 DIN443 密封帽 sealing caps,push-in type41 DIN444 活节螺栓B 型 eye bolts form B GB798-8842 DIN462 内舌止动垫圈 internal tab washers43 DIN463 双耳止动垫圈 washers with two taps GB855-8844 DIN464 滚花高头螺钉 knurled thumb screws with collar GB834-8845 DIN465 开槽滚花高头螺钉 slotted knurled thumb screws with collar46 DIN466 滚花高螺母 knurled thumb nuts with collar GB806-8847 DIN467 滚花薄螺母 knurled thumb thin nuts GB807-8848 DIN470 锁紧垫圈 sealing washers49 DIN471 轴用弹性挡圈 retaining rings for shafts(external),circlips GB894.1-8650 DIN472 孔用弹性挡圈 retaining rings for bores(internal),circlips GB893.1-8651 DIN478 方头带垫螺栓 square head bolts with collar52 DIN479 方头圆柱底端螺栓 square head bolts with half dog point53 DIN480 方头带垫半圆底端螺栓 square head bolts with collar,half dog point and rounded end54 DIN508 T型槽螺母 T-slot nuts ISO29955 DIN525 单头螺柱 single end studs56 DIN529 地脚螺栓 masonry bolts GB799-8857 DIN546 带槽圆螺母 slotted round nuts GB817-7658 DIN547 端面带孔圆螺母 round nuts with drilled holes in one faceGB815-8859 DIN551 开槽平端紧定螺钉 slotted sit screws with flat point ISO4776 GB73-8560 DIN553 开槽锥端紧定螺钉 slotted set screws with cone point ISO7434 GB71-8561 DIN555 六角螺母 hexagon nuts ISO403462 DIN557 方螺母-C square nuts GB39-8863 DIN558 六角头螺钉 hexagon screws ISO401864 DIN561 六角头圆柱端紧定螺钉 hexagon set screws with full dog point65 DIN562 薄型方螺母-B square nuts without bevel(pressed nuts)66 DIN571 六角头木螺钉 hexagon head wood screws (coach screws) GB102-8667 DIN580 吊环螺钉 lifting eye bolts ISO3266 GB825-7668 DIN582 吊环螺母 lifting eye nuts69 DIN601 六角头螺栓 hexagon bolts ISO401670 DIN603 大半圆头方颈螺栓(马车螺栓) mushroom head square neck bolts (carriage bolts) ISO8677 GB14-8871 DIN604 沉头带插销马车螺栓 flat countersunk nib bolts72 DIN605 沉头长方颈马车螺栓 flat countersunk long square neck bolts73 DIN607 半圆头带插销马车螺栓 cup head nib bolts74 DIN608 沉头短方颈马车螺栓 flat countersunk short square neck bolts75 DIN609 六角头精配螺栓(长螺纹) hexagon fitted bolts,long thread76 DIN610 六角头精配螺栓(短螺纹) hexagon fitted bolts,short thread77 DIN653 滚花平头螺钉 knurled thumb screws thin type GB835-8878 DIN660 半圆头铆钉 round head rivets ISO1051 GB867-8679 DIN661 沉头铆钉 contersunk head rivets ISO1051 GB869-8680 DIN662 半沉头铆钉 raised contersunk head rivets ISO105181 DIN674 大扁头铆钉 mushroom head rivets ISO105182 DIN703 重型侧面带孔圆螺母 adjusting rings,heavy range (shafting collars)83 DIN705 侧面带孔圆螺母 adjusting rings,light range (shafting collars) GB816-8884 DIN741 卡头 wire rope clips85 DIN787 T型槽螺钉 T-slot screws ISO29986 DIN835 双头螺柱(牙长=2D) studs-metal (end=2d) GB900-8887 DIN906 内六角锥型闭锁螺钉 hexagon socket pipe plugs,conical thread88 DIN908 内六角直型闭锁螺钉 hexagon socket screw plugs,cyl. thread89 DIN909 外六角锥型闭锁螺钉 hexagon head pipe plugs,conical thread90 DIN910 外六角直型闭锁螺钉 hexagon head screw plugs,cyl.thread91 DIN911 内六角扳手 socket wrenches ISO293692 DIN912 内六角圆柱头螺钉 hexagon socket cap screws ISO4762 GB70-8593 DIN913 内六角平端紧定螺钉 hexagon socket set screws with flat point ISO4026 GB77-8594 DIN914 内六角尖端紧定螺钉 hexagon socket set screws with cone point ISO4027 GB78-8595 DIN915 内六角圆柱端紧定螺钉 hexagon socket set screws with dog point ISO4028 GB79-8596 DIN916 内六角凹端紧定螺钉 hexagon socket set screws with cup point ISO4029 GB80-8597 DIN917 薄型盲螺母 hexagon cap nuts98 DIN920 开槽小圆柱头螺钉 slotted short cheese head screws99 DIN921 开槽大圆柱头螺钉 slotted large cheese head screws GB838-88 100 DIN923 开槽圆柱头轴肩螺钉 slotted pan head screws with shoulder GB830-88101 DIN927 开槽无头轴肩螺钉 slotted shoulder screws102 DIN928 焊接方螺母 square weld nuts GB/T13680-92103 DIN929 焊接六角螺母 hexagon weld nuts GB/T13681-92104 DIN931 六角头螺栓(半牙) hexagon head screws ISO4014 GB5782-86 105 DIN933 六角头螺栓(全牙) hexagon head screws ISO4017 GB5783-86 106 DIN934 六角头螺母(1型) hexagon full nuts ISO4032 GB6170-86107 DIN934 细牙六角头螺母(1型) hexagon full nuts ISO8673 GB6171-86 108 DIN935 开槽六角螺母 hexagon slotted and castle nuts ISO7035GB6178-86109 DIN936 六角头薄螺母 hexagon thin nuts ISO4035 GB6172.1-86110 DIN937 六角头开槽薄螺母 hexagon thin slotted and castle nuts ISO7038 GB6181-86111 DIN938 双头螺距(牙长=1D) studs metal (end=1d) GB897-88112 DIN939 双头螺距(牙长=1.25D) studs metal (end=1.25d) GB898-88113 DIN940 双头螺距(牙长=1.5D) studs metal (end=1.5d)114 DIN960 六角头细牙螺栓(半牙) hexagon head bolts,metric fine pitch thread ISO8765 GB5785-86115 DIN961 六角头细牙螺栓(全牙) hexagon head bolts,metric fine pitch thread ISO8676 GB5786-86116 DIN962 头部穿孔六角头螺栓 additional shapes and versions for bolts 117 DIN963 开槽沉头螺钉 slotted countersund head screws ISO 2009 GB68-85 118 DIN964 开槽半沉头螺钉 slotted raised countersunk oval head screws ISO 2010 GB69-85119 DIN965 十字槽沉头螺钉 cross recessed countersunk head screws ISO7046 GB819-85120 DIN966 十字槽半沉头螺钉 cross recessed raised countersunk head screws ISO7047 GB820-85121 DIN970 六角头螺母 hexagon nuts type-1122 DIN971 六角头螺母 hexagon nuts type-2123 DIN972 细牙六角头螺母(2型) hexagon nuts with fine thread ISO8674 GB6176-86124 DIN975 牙条(全螺纹) threaded rods(studdings) GB15389-94125 DIN976 螺纹销 threaded pins(stud bolts)126 DIN979 六角头开槽薄螺母(2型) hexagon thin slotted and castle nuts 127 DIN980 全金属六角锁紧螺母(1型) prevailling torque type hexagon nuts,all metall nuts ISO7199 GB6184-86128 DIN981 圆螺母 locknuts ISO2982 GB812-88129 DIN982 六角头尼龙锁紧螺母 prevailling torque type hexagonnuts,heavy type ,with nylon insert ISO7040 GB889.1-86130 DIN985 六角头薄型尼龙锁紧螺母 prevailling torque type hexagon nuts,heavy type ,with nylon insert ISO10511 GB6172.2-86131 DIN986 六角盖型尼龙锁紧螺母 prevailling torque typedomed capnuts with nylon insert132 DIN988 配合垫片 shim rings133 DIN1052 木材连接用垫片 washers for timber connectors134 DIN1151 沉头钢钉 round plain head nails135 DIN1440 销钉专用垫片A型 plain washers for clevis pins(A型) ISO8738 136 DIN1441 销钉专用垫片 plain washers for clevis pins137 DIN1444 带头销钉 clevis pins with head ISO2341138 DIN1471 圆锥型槽销 grooved pins,taper grooved ISO8744 GB/T13829.2 139 DIN1472 圆锥型槽销(半槽) grooved pins,taper grooved half length ISO8745 GB/T13829.2140 DIN1473 平行槽销(带倒角) grooved pins,parallel grooved full lengthISO8740141 DIN1474 前端凹槽槽销 grooved pins,reserve grooved half lengthISO8741142 DIN1475 中部凹槽槽销 grooved pins,centre grooved ISO8742143 DIN1476 圆头槽销 grooved pins with round head ISO8746 GB/T13829.3 144 DIN1477 沉头槽销 grooved pins with countersunk head ISO8747145 DIN1479 六角螺母棒 turnuckles(centre parts),made out of hexagon bar 146 DIN1480 花篮螺栓 turnuckles with eye bolt and hook bolt147 DIN1481 弹性圆柱销 spring pins,heavy type ISO8752 GB879-86148 DIN1587 组合式盖型螺母 hexagon domed cap nuts GB802-88149 DIN1804 开槽圆螺母(配合沟头扳手) slotted round nuts for hook spanner 150 DIN1816 圆螺母(带插销孔) round nuts with set holes151 DIN2093 盘型弹簧垫圈 disc springs152 DIN3017 喉箍 hose clamps153 DIN3404 润滑油嘴(旋扭头) lubricating nipples,button head154 DIN3567 管夹 shackles for conduilts155 DIN3570 U型螺栓 stirrup bolts(U-bolts)156 DIN6319 球面垫圈 spherical washers,conical seats GB849-88157 DIN6325 圆柱销 parallel pins ISO8734158 DIN6330 厚六角螺母 hexagon nuts ,1.5d GB56-88159 DIN6331 厚六角法兰面螺母 hexagon nuts ,1.5d with collar GB6177-86 160 DIN6334 长六角螺母 hexagon nuts ,3d161 DIN6797-A 外齿锁紧垫圈 external teeth lock washers GB862.1-87162 DIN6797-I 内齿锁紧垫圈 internal teeth lock washers GB861.1-87163 DIN6798-A 外锯齿锁紧垫圈 external teeth serrated lock washersGB862.2-87164 DIN6798-I 内锯齿锁紧垫圈 internal teeth serrated lock washersGB861.2-87165 DIN6799 开口挡圈 retaining rings for shafts(E-rings),circlipsGB896-76166 DIN6885 平键(A型) parallel keys(form A ) ISO773/2491167 DIN6888 半圆键 woodruff keys ISO3912168 DIN6899 嵌环(支撑环) thimbles169 DIN6900 机器螺钉和垫圈组合件 screws and washers assembliesGB9074.1-.17170 DIN6901 自攻螺钉和垫圈组合件 tapping screws and washers assemblies GB9074.18-.23171 DIN6912 薄型带孔内六角圆柱头螺钉 hexagon socket head cap screws with hole,low head172 DIN6914 大六角头螺栓 hexagon head bolts with large head(friction grip bolts)173 DIN6915 大六角螺母 hexagon nuts with large wideth acrossflat(friction grip nuts)174 DIN6916 大垫圈 round washers for friction grip bolts175 DIN6917 楔型方垫圈 spuare taper washers for friction grip bolts on T-sections176 DIN6923 六角法兰面螺母 hexagon flange nuts ISO4161 GB6177-86177 DIN6925 全金属六角锁紧螺母(2型) prevailing torque type hexagon nuts,all metallic nuts ISO7042 GB6185.1-2000178 DIN7337 开口型抽芯铆钉(沉头、扁圆头) blind rivets GB12617/12618 179 DIN7338 扁平头半空心/全空心铆钉 rivets for brake and clutch lining GB875/975-86180 DIN7343 螺旋夹紧销 spiral pins ISO8750181 DIN7346 轻型弹性圆柱销 spring pins,light type ISO13337182 DIN7349 重型弹性圆柱销用垫圈 washers for bolts with heavy type spring pinss183 DIN7500 ISO公制螺纹螺钉(多种头型) threadforming screws forISO-metric thread184 DIN7504 自攻自钻螺钉(多种头型) self-drilling tapping screws185 DIN7513 开槽切削螺纹螺钉(多种头型) thread cutting screws186 DIN7516 十字槽切削螺纹螺钉(多种头型) thread cutting screws cross recess187 DIN7965 T型四爪螺母 tee nuts with pronge188 DIN7968 钢结构用六角头螺栓连接副 hexagon head fitted bolts for steel structures GB1228/1229/1230189 DIN7971 开槽盘头自攻螺钉 pan head tapping screws with slot ISO1481 GB5282-85190 DIN7972 开槽沉头自攻螺钉 countersunk flat head tapping screws with slot ISO1482 GB5283-85191 DIN7973 开槽半沉头自攻螺钉 raised countersunk oval head tapping screws with slot ISO1483 GB5284-85192 DIN7976 六角头自攻螺钉 hexagon tapping screws ISO1479 GB5285-85 193 DIN7980 圆柱头螺钉用弹簧垫圈 spring lock washers for screws with cylindrical heads ISO8738194 DIN7981 十字槽盘头自攻螺钉 pan head tapping screws with cross recessed ISO 7049 GB845-85195 DIN7982 十字槽沉头自攻螺钉 countersunk flat head tapping screws with cross recessed ISO7050 GB846-85196 DIN7983 十字槽半沉头自攻螺钉 raised countersunk oval head tapping screws with cross recessed ISO7051 GB847-86197 DIN7984 薄型内六角圆柱头螺钉 hexagon socket head cap screws with,reduced head198 DIN7985 十字槽盘头螺钉 pan head screws with cross recessed ISO7045 GB818-85199 DIN7989 钢结构用垫圈 washers for steel structures GB1230-84200 DIN7990 钢结构用六角头螺栓 hexagon head bolts for steel structures GB1229-84201 DIN7991 内六角沉头螺钉 hexagon socket countersunk head screwsISO10642202 DIN7993 轴用钢丝挡圈 roundwire snap rings for shafts GB895.2-86 203 DIN7995 十字槽半沉头木螺钉 cross recessed raised countersunk head wood screws GB952-86204 DIN7996 十字槽圆头木螺钉 cross recessed round head wood screws GB950-86205 DIN7997 十字槽沉头木螺钉 cross recessed countersunk head wood screws GB951-86206 DIN8140 螺纹护套(普通\自锁等) ciol inserts,coarse,fine thread,silf locking207 DIN9021 大外径垫圈 washers,outside diameter appro.3d ISO7093GB96-85208 DIN11024 弹簧卡子 spring cotter for a bolt209 DIN13257 平板螺栓 belting bolts (elevator bolts)210 DIN18182 干壁钉(墙板钉) dry wall screws211 DIN28129 环型螺母 lifting nuts(eye nuts) GB63-88212 DIN70952 圆螺母用止退垫圈 tab washers for slotted round nuts GB858-渗碳和渗氮常识钢的渗碳---就是将低碳钢在富碳的介质中加热到高温(一般为900--950C),使活性碳原子渗入钢的表面,以获得高碳的渗层组织。
螺丝标准及中英文对照

‘M/M机械螺丝规格表2006-10-30 10:11:41环首螺帽EYE NUTS齿形螺帽KEP NUTS齿花螺帽CLINCH NUTS普通六角螺帽HEX NUTS六角重型螺帽HEAVY HEX NUTS薄型螺帽HEX JAM NUTS焊接螺帽WELD NUTS高张力螺帽HEIGH STRENGTH NUTS建业用螺帽STRUCTURAL NUTS不锈钢螺帽STAINLESS STEEL NUTS铜螺帽BRASS NUTS铝螺帽ALUMINUM NUTS合金钢螺帽ALLOY STEEL NUTS重型车螺帽HEAVY DUTY WHEEL HUB NUTS铁器焊接袋帽ACORN CAP NUTS金属预置扭矩式螺帽ALL-METAL PREVAILING TORQUE TYPE NUTS 耐候钢六角重型螺帽CORTEN STEEL HEAVY HEX NUTS铁盖+尼龙圈组合盖帽DIN 986 DOMED CAP NUTS突缘尼龙盖帽FLANGE NYLON INSERT LOCK NUTS不锈钢突缘螺帽STAINLESS STEEL FLANGE NUTS不锈钢六角轮缘尼龙螺帽STAINLESS STEEL FLANGE NYLON INSERT LOCK NUTS 不锈钢六角重型螺帽STAINLESS STEEL HEAVY HEX NUTS不锈钢六角螺帽STAINLESS STEEL HEX NUTS不锈钢尼龙嵌入螺帽STAINLESS STEEL NYLON INSERT LOCK NUTS尼龙嵌入防松螺帽NYLON INSERT LOCK NUTS机械螺丝用六角螺帽HEX MACHINE SCREW NUT圆螺帽ROUND NUTS四角螺帽SQUARE NUTS管用螺帽PIPE NUTS轮壳螺帽WHEEL NUTS壁虎螺帽ANCHOR NUTS大尺寸螺帽BIG SIZE NUTS平面华司螺帽FLAT WASER NUTS六角割沟螺帽HEX SLOTTED NUT自锁螺帽SELF-LOCKING NUTS制止螺帽SLIDING NUTSSLN-自动防松螺帽SLN SELF-LOCKING NUTS其它特殊螺帽SPECIAL NUTS弹簧螺帽SPRING NUTS铁盖袋帽CLOSED END ACORN NUTS盘形华司螺帽CONICAL WASHER NUTS六角盖头螺帽HEX CAP NUTS六角锯齿螺帽HEX SERRATED NUTS六角轮缘螺帽HEX FLANGE NUTS高脚螺帽HEX COUPLING NUTS(HIGH NUTS)蝶型螺帽WING NUTSU形螺帽U NUTST形螺帽T NUTS。
DIN标紧固件地中文对照
DIN标紧固件的中文对照序号德国标准中文译文4 DIN 1 圆锥销5 DIN 7 圆柱销6 DIN 84 开槽圆柱头螺钉7 DIN 85 开槽盘头螺钉8 DIN 93 单耳止动垫圈9 DIN 94 开口销10 DIN 95 开槽半沉头木螺钉11 DIN 96 开槽半圆头木螺钉12 DIN 97 开槽沉头木螺钉13 DIN 125-1 平垫14 DIN 125-2 平垫(带倒角)15 DIN 126 平垫16 DIN 127-1 重型弹垫17 DIN 127 标准弹垫18 DIN 128-1 波形弹垫19 DIN 137-1 弹簧止动垫圈20 DIN 137-2 鞍形弹垫21 DIN 186 T型方颈螺栓22 DIN 188 T型双接头螺栓23 DIN 258 螺纹圆锥销24 DIN 261 T型头螺栓25 DIN 315AF 蝶型螺母(美制)26 DIN 315DF 蝶型螺母(德制)27 DIN 316AF 蝶型螺钉(美制)28 DIN 317DF 蝶型螺钉(德制)29 DIN 319 圆球型盖型螺母30 DIN 404 开槽带孔球面圆柱头螺钉DIN40531 DIN 417 开槽长圆柱端紧定螺钉32 DIN 427 开槽平端紧定螺钉(半牙)33 DIN 431 小六角特薄细牙螺母34 DIN 432 外舌止动垫圈35 DIN 433 小垫圈(用于圆柱头螺钉)36 DIN 434 方斜垫圈(U型)37 DIN 435 方斜垫圈(I型)38 DIN 436 方垫圈39 DIN 438 开槽凹端紧定螺钉40 DIN 439 六角薄螺母41 DIN 439 六角薄螺母B级无倒角42 DIN 439 细牙六角薄螺母43 DIN 440 木螺钉专用垫圈44 DIN 443 密封帽45 DIN 444 活节螺栓B 型46 DIN 462 内舌止动垫圈47 DIN 463 双耳止动垫圈48 DIN 464 滚花高头螺钉49 DIN 465 开槽滚花高头螺钉50 DIN 466 滚花高螺母51 DIN 467 滚花薄螺母52 DIN 470 锁紧垫圈53 DIN 471 轴用弹性挡圈54 DIN 472 孔用弹性挡圈55 DIN 478 方头带垫螺栓56 DIN 479 方头圆柱底端螺栓57 DIN 480 方头带垫半圆底端螺栓58 DIN 481 弹性圆柱销59 DIN 508 T型槽螺母60 DIN 525 单头螺柱61 DIN 529 地脚螺栓62 DIN 546 带槽圆螺母63 DIN 547 端面带孔圆螺母64 DIN 551 开槽平端紧定螺钉65 DIN 553 开槽锥端紧定螺钉66 DIN 555 六角螺母67 DIN 557 方螺母-C68 DIN 558 六角头螺钉69 DIN 561 六角头圆柱端紧定螺钉70 DIN 562 薄型方螺母-B71 DIN 571 六角头木螺钉72 DIN 580 吊环螺钉73 DIN 582 吊环螺母74 DIN 601 六角头螺栓75 DIN 603 大半圆头方颈螺栓(马车螺栓) C级76 DIN 604 沉头带插销马车螺栓77 DIN 605 沉头长方颈马车螺栓78 DIN 607 半圆头带插销马车螺栓79 DIN 608 沉头短方颈马车螺栓80 DIN 609 六角头精配螺栓(长螺纹)81 DIN 610 六角头精配螺栓(短螺纹)82 DIN 653 滚花平头螺钉83 DIN 660 半圆头铆钉84 DIN 661 沉头铆钉85 DIN 662 半沉头铆钉86 DIN 674 大扁头铆钉87 DIN 703 重型侧面带孔圆螺母88 DIN 705 侧面带孔圆螺母89 DIN 741 卡头90 DIN 787 T型槽螺钉91 DIN 835 双头螺柱(牙长=2D)92 DIN 906 内六角锥型闭锁螺钉93 DIN 908 内六角直型闭锁螺钉94 DIN 909 外六角锥型闭锁螺钉95 DIN 910 外六角直型闭锁螺钉96 DIN 911 内六角扳手97 DIN 912内六角圆柱头螺钉98 DIN 913 内六角平端紧定螺钉99 DIN 914 内六角尖端紧定螺钉100 DIN 915 内六角圆柱端紧定螺钉101 DIN 916 内六角凹端紧定螺钉102 DIN 917 薄型盲螺母103 DIN 920 开槽小圆柱头螺钉104 DIN 921 开槽大圆柱头螺钉105 DIN 923 开槽圆柱头轴肩螺钉106 DIN 927 开槽无头轴肩螺钉107 DIN 928 焊接方螺母108 DIN 929 焊接六角螺母109 DIN 931 六角头螺栓(半牙)110 DIN 933 六角头螺栓(全牙)111 DIN 934 六角头螺母(1型)112 DIN 934-2 细牙六角头螺母(1型) 113 DIN 935 开槽六角螺母114 DIN 936 六角头薄螺母115 DIN 937 六角头开槽薄螺母116 DIN 938 双头螺距(牙长=1D)117 DIN 939 双头螺距(牙长=1.25D)118 DIN 939 双头螺距(牙长=1.5D)119 DIN 940 双头螺距(牙长=1.5D)120 DIN 960 六角头细牙螺栓(半牙)121 DIN 961 六角头细牙螺栓(全牙)122 DIN 962 头部穿孔六角头螺栓123 DIN 963 开槽沉头螺钉124 DIN 964 开槽半沉头螺钉125 DIN 965 十字槽沉头螺钉126 DIN 966 十字槽半沉头螺钉127 DIN 970 六角头螺母128 DIN 971 六角头螺母129 DIN 972 细牙六角头螺母(2型)130 DIN 975 牙条(全螺纹)131 DIN 976 螺纹销132 DIN 979 六角头开槽薄螺母(2型)133 DIN 980 全金属六角锁紧螺母(1型)134 DIN 981 圆螺母135 DIN 982 六角头尼龙锁紧螺母136 DIN 985 六角头薄型尼龙锁紧螺母137 DIN 986 六角盖型尼龙锁紧螺母138 DIN 988 配合垫片139 DIN 1052 木材连接用垫片140 DIN 1151 沉头钢钉141 DIN 1440 销钉专用垫片A型142 DIN 1441 销钉专用垫片143 DIN 1444 带头销钉144 DIN 1471 圆锥型槽销145 DIN 1472 圆锥型槽销(半槽)146 DIN 1473 平行槽销(带倒角)147 DIN 1474 前端凹槽槽销148 DIN 1475 中部凹槽槽销149 DIN 1476 圆头槽销150 DIN 1477 沉头槽销151 DIN 1479 六角螺母棒152 DIN 1480 花篮螺栓153 DIN 1481 弹性圆柱销开槽重型154 DIN 1587 组合式盖型螺母155 DIN 1804 开槽圆螺母(配合沟头扳手)156 DIN 1816 圆螺母(带插销孔)157 DIN 2093 盘型弹簧垫圈158 DIN 3017 喉箍159 DIN 3404 润滑油嘴(旋扭头)160 DIN 3567 管夹161 DIN 3570 U型螺栓162 DIN 5587 2型六角螺母A和B级163 DIN 6319 球面垫圈164 DIN 6325 圆柱销165 DIN 6330 厚六角螺母166 DIN 6331 厚六角法兰面螺母167 DIN 6334 长六角螺母168 DIN 6797-A 外齿锁紧垫圈169 DIN 6797-I 内齿锁紧垫圈170 DIN 6798-A 外锯齿锁紧垫圈171 DIN 6798-I 内锯齿锁紧垫圈172 DIN 6799 开口挡圈173 DIN 6823 六角法兰面螺母174 DIN 6885 平键(A型)175 DIN 6888 半圆键176 DIN 6899 嵌环(支撑环)177 DIN 6900 机器螺钉和垫圈组合件178 DIN 6901 自攻螺钉和垫圈组合件179 DIN 6912 薄型带孔内六角圆柱头螺钉180 DIN 6914 大六角头螺栓181 DIN 6915 大六角螺母182 DIN 6916 大垫圈183 DIN 6917 楔型方垫圈184 DIN 6921 六角法兰面螺栓加大系列B级185 DIN 6923 六角法兰面螺母186 DIN 6925 全金属六角锁紧螺母(2型)187 DIN 7337 开口型抽芯铆钉(沉头、扁圆头)188 DIN 7338 扁平头半空心/全空心铆钉189 DIN 7343 螺旋夹紧销190 DIN 7346 轻型弹性圆柱销191 DIN 7349 重型弹性圆柱销用垫圈192 DIN 7500 ISO公制螺纹螺钉(多种头型)193 DIN 7504 自攻自钻螺钉(多种头型)194 DIN 7513 开槽切削螺纹螺钉(多种头型) 195 DIN 7516 十字槽切削螺纹螺钉(多种头型) 196 DIN 7965 T型四爪螺母197 DIN 7968 钢结构用六角头螺栓连接副198 DIN 7971 开槽盘头自攻螺钉199 DIN 7972 开槽沉头自攻螺钉200 DIN 7973 开槽半沉头自攻螺钉201 DIN 7976 六角头自攻螺钉202 DIN 7978 圆锥销203 DIN 7980 圆柱头螺钉用弹簧垫圈204 DIN 7981 十字槽盘头自攻螺钉205 DIN 7982 十字槽沉头自攻螺钉206 DIN 7983 十字槽半沉头自攻螺钉207 DIN 7984 薄型内六角圆柱头螺钉208 DIN 7985 十字槽盘头螺钉209 DIN 7989 钢结构用垫圈210 DIN 7990 钢结构用六角头螺栓211 DIN 7991 内六角沉头螺钉212 DIN 7993 轴用钢丝挡圈213 DIN 7995 十字槽半沉头木螺钉214 DIN 7996 十字槽圆头木螺钉215 DIN 7997 十字槽沉头木螺钉216 DIN 8140 螺纹护套(普通\自锁等)217 DIN 9021 大外径垫圈218 DIN 11024 弹簧卡子219 DIN 13257 平板螺栓220 DIN 18182 干壁钉(墙板钉)221 DIN 28129 环型螺母222 DIN 70952 圆螺母用止退垫圈螺丝,紧固件,标准件词汇的中英文对照机(踏)车用螺丝、轴心Screws And Shafts For Motorcycle Or Bicycle针车用螺丝、轴心Screws And Shafts For Sewing Maching止付螺丝Socket Set Screws不锈钢宽牙螺丝Stainless Steel Coarse Thread Screws不锈钢高低牙螺丝Stainless Steel High-Low Thread Screws不锈钢机械螺丝Stainless Steel Machine Screws不锈钢钻尾螺丝Stainless Steel Self Drilling Screws不锈钢自攻螺丝Stainless Steel Self Tapping Screws不锈钢自削螺丝Stainless Steel Thread Cutting Screws不锈钢三角牙螺丝Stainless Steel Tri-Lobular Thread Screws插片壁虎Steel Ceiling Anchors内迫壁虎Drop in Anchors碳钢锤钉壁虎Steel Hit Anchors碳钢六角螺帽Steel Hex Coupling Nuts强力车修壁虎Wedge Anchors外迫壁虎Cut Anchors化学壁虎Chemical Anchors不锈钢重载胀栓Heavy Duty Expansion Anchors鱼眼壁虎企眼长螺帽Tie Wire Anchors锌合金打入式壁虎Hammer Drive Anchors弹簧螺帽Strut Nuts兰花夹系列Toggle Bolts (Spring Toggle & Gravity Toggle)门窗、地板专用壁虎Nylon Frame Anchors or Metalframe Anchors石膏板中空壁虎Hollow Wall Anchors套管式壁虎Sleeve Anchors打入式壁虎鱼形尼龙壁虎Nylon Frame Harmmer Fixing (Nylon Hammer Drive Anchors)强力式锤钉壁虎Hit Anchors电梯壁虎Bolt Anchors重载壁虎Heavy duty anchors两片夹Loxin Masonry Anchors定位螺栓Set Bolts长型兰花夹Short Strap Anchors工具棒Drop in Setting Tools象脚壁虎Elephant foot anchors水泥预埋件Concrete Insert翻边胀轴Drop in Anchor with Lip冲件Legs Drywall Anchors六角盖头螺帽Hex Cap Nuts六角锯齿螺帽Hex Serrated Nuts六角轮缘螺帽Hex Flange Nuts高脚螺帽Hex Coupling Nuts(High Nuts)圆螺帽Round Nuts四角螺帽Square Nuts管用螺帽Pipe Nuts轮壳螺帽Wheel Nuts蝶型螺帽Wing NutsU形螺帽U NutsT形螺帽T Nuts环首螺帽Eye Nuts齿形螺帽Kep Nuts齿花螺帽Clinch Nuts耐候钢六角重型螺帽Corten Steel Heavy Hex Nuts 焊接螺帽Weld Nuts高张力螺帽Heigh Strength Nuts建业用螺帽Structural Nuts不锈钢螺帽Stainless Steel Nuts铜螺帽Brass Nuts铝螺帽Aluminum Nuts合金钢螺帽Alloy Steel Nuts重型车螺帽Heavy Duty Wheel Hub Nuts铁器焊接袋帽Acorn Cap Nuts金属预置扭矩式螺帽All-Metal Prevailing Torque Type Nuts壁虎螺帽Anchor Nuts大尺寸螺帽Big Size Nuts铁盖袋帽Closed End Acorn Nuts盘形华司螺帽Conical Washer Nuts铁盖+尼龙圈组合盖帽Din 986 Domed Cap Nuts突缘尼龙盖帽Flange Nylon Insert Lock Nuts平面华司螺帽Flat Waser Nuts六角割沟螺帽Hex Slotted Nut自锁螺帽Self-Locking Nuts制止螺帽Sliding NutsSln-自动防松螺帽Sln Self-Locking Nuts其它特殊螺帽Special Nuts弹簧螺帽Spring Nuts不锈钢突缘螺帽Stainless Steel Flange Nuts不锈钢六角轮缘尼龙螺帽Stainless Steel Flange Nylon Insert Lock Nuts 不锈钢六角重型螺帽Stainless Steel Heavy Hex Nuts不锈钢六角螺帽Stainless Steel Hex Nuts不锈钢尼龙嵌入螺帽Stainless Steel Nylon Insert Lock Nuts普通六角螺帽Hex Nuts六角重型螺帽Heavy Hex Nuts薄型螺帽Hex Jam Nuts尼龙嵌入防松螺帽Nylon Insert Lock Nuts机械螺丝用六角螺帽Hex Machine Screw Nut六角螺丝(栓) Hex Head Cap Screws(Hex Bolts)六角机械螺丝Hex Head Machine Bolts六角木牙螺丝Hex Lag Bolts四角螺丝Square Head BoltsT头螺丝T Head Bolts马车螺丝Carriage Bolts环首螺丝Eye Bolts内六角孔螺丝Hex Socket Cap Screws固定螺丝Set Screws螺椿栓Stud Bolts螺旋椿Screw Studs轮壳螺栓Wheel Bolts翼形螺丝Wing Screws自攻螺丝Self Tapping Screws自削螺丝Thread Cutting Screws钻尾螺丝Self Drilling Screws旋入螺丝Drive Screws机械螺丝Machine Screws木螺丝Wood Screws家具螺丝Furniture Screws塑板螺丝Chipboard Screws墙用螺丝Drywall Screws基础螺栓Foundation BoltsU型螺栓U Bolts勾头螺栓Hook Bolts套挂螺丝Toggle Bolts突缘螺丝Flange Bolts轨道螺栓(鱼尾螺丝) Track Bolts耐候钢螺丝Corten Steel Heavy Hex Bolts扭矩控制螺栓T.C.Bolts高张力螺栓High Strength Bolts剪力钉(焊接螺丝) Welding Studs螺丝附华司组合Screws And Washers Assembled(Sems) 大尺寸螺栓Big Size Bolts不锈钢小螺丝Stainless Steel Sheet Metal Screws不锈钢大螺丝Stainless Steel Bolts铜螺丝Brass Screws铝螺丝Aluminum Screws合金钢螺丝Alloy Steel Screws电子螺丝Electronic Screws微小精密螺丝Micro Screws塑料螺丝Plastic Screws复合材料用螺丝Particle Board Screws钛合金螺丝Titanium Alloy Bolts钛、锆、钼、铌等螺丝、零件、材料Ti,Zr,Mo,Nb Pare Metal Bolts Parts 拇指螺丝Thumb Screws双头牙螺丝Double End Screws Hanger Bolt车辆(汽车)螺丝、螺帽Automotive Fasteners航天用螺丝Aerospace Fasteners飞机特殊扣件Source Control Bolts拉栓Blind Bolts面板螺丝Panel Fasteners电梯螺丝Elevator Bolts四角头固定螺丝Square Set Screws大头马车螺丝Step Bolts单向螺丝One Way Lag Screws管夹螺丝Hose Clamp Screws不锈钢固定螺丝Stainless Steel Hex Socket Cap Screws不锈钢内六角螺丝Stainless Steel Hex Socket Cap Screws铰链螺丝Hinge Screws货柜螺丝Container Screws复合材料钻尾螺丝Bi-Metal Self Drilling Screws三角牙螺丝Trilobular Thread Screws高低牙螺丝High Low Screws夹板用螺丝Particle Board Screws马桶螺丝Toilet Closet Bolts特长螺丝Special Longer Screws建业螺丝Building Fasteners不锈钢六角螺丝Stainless Steel Hex Socket Cap Screws其它特殊螺丝Special Screws Or Bolts不锈钢特殊螺丝Special Stainless Steel Screws宽牙螺丝(粗牙螺丝)Coarse Thread Screws链带螺丝Collated Screws水泥螺丝Concrete Screws板模螺丝Construction Bolts锌蝶螺丝Die Cast Wing Screws; Zinc Alloy重型车螺丝Heavy Duty Wheel Hub Bolts内六角固定螺丝Hex Socket Set Screws复合材料用螺丝(夹板用)Particle Board Screws犁壁螺丝Plow Bolts不锈钢木螺丝Stainless Steel Wood Screws套挂螺栓及螺丝Toggle Bolts钛合金膨胀螺丝Titanium Alloy Expansion Bolts六角盖头螺帽Hex Cap Nuts六角锯齿螺帽Hex Serrated Nuts六角轮缘螺帽Hex Flange Nuts高脚螺帽Hex Coupling Nuts(High Nuts)圆螺帽Round Nuts四角螺帽Square Nuts管用螺帽Pipe Nuts轮壳螺帽Wheel Nuts蝶型螺帽Wing NutsU形螺帽U NutsT形螺帽T Nuts环首螺帽Eye Nuts齿形螺帽Kep Nuts齿花螺帽Clinch Nuts耐候钢六角重型螺帽Corten Steel Heavy Hex Nuts焊接螺帽Weld Nuts高张力螺帽Heigh Strength Nuts建业用螺帽Structural Nuts不锈钢螺帽Stainless Steel Nuts铜螺帽Brass Nuts铝螺帽Aluminum Nuts合金钢螺帽Alloy Steel Nuts重型车螺帽Heavy Duty Wheel Hub Nuts铁器焊接袋帽Acorn Cap Nuts金属预置扭矩式螺帽All-Metal Prevailing Torque Type Nuts壁虎螺帽Anchor Nuts大尺寸螺帽Big Size Nuts铁盖袋帽Closed End Acorn Nuts盘形华司螺帽Conical Washer Nuts铁盖+尼龙圈组合盖帽Din 986 Domed Cap Nuts突缘尼龙盖帽Flange Nylon Insert Lock Nuts平面华司螺帽Flat Waser Nuts六角割沟螺帽Hex Slotted Nut自锁螺帽Self-Locking Nuts制止螺帽Sliding NutsSln-自动防松螺帽Sln Self-Locking Nuts其它特殊螺帽Special Nuts弹簧螺帽Spring Nuts不锈钢突缘螺帽Stainless Steel Flange Nuts不锈钢六角轮缘尼龙螺帽Stainless Steel Flange Nylon Insert Lock Nuts 不锈钢六角重型螺帽Stainless Steel Heavy Hex Nuts不锈钢六角螺帽Stainless Steel Hex Nuts不锈钢尼龙嵌入螺帽Stainless Steel Nylon Insert Lock Nuts锌压属螺帽Zinc Die Casting Nuts普通六角螺帽Hex Nuts六角重型螺帽Heavy Hex Nuts薄型螺帽Hex Jam Nuts尼龙嵌入防松螺帽Nylon Insert Lock Nuts机械螺丝用六角螺帽Hex Machine Screw Nut合金钢线材盘元Alloy Steel Wire Rod球状化线材Annealing Wire And Rod黑铁丝Black Wire黄铜棒线Brass Wire And Rod磨光棒钢Bright Steel Bar(Hex/Round/Square)铜合金线Copper Alloy Wire线切割线E.D.M Cutting Wire快削钢线材盘元Free Cutting Steel Wire Rod线材Iron Or Steel Wire线材盘元Iron Or Steel Wire Rod洋白铜线Nickel Silver Wire磷青铜线Phosphate Bronze Wire不锈钢条棒Stainless Steel Bar(Round/Hex/Square)不锈钢冷锻线材Stainless Steel Cold Heading Wire不锈钢线(抽线后) Stainless Steel Draw Wire不锈钢线材Stainless Steel Wire不锈钢线材及盘元Stainless Steel Wire And Rod棒钢Steel Bar(Hex/Round/Square)转回90度碾线头机90讧evolving Wire Twisting Machine气动拉钉机Air Riveter各式螺丝类产品自动包装Automatic Packaging For All Kinds Of Packaging 自动包装机Automatic Packing Machine螺丝制造搓牙机械Automatic Thread Rolling Machine螺丝割尾加工机械Automatic Thread Slotting Machine螺丝制造成型机械Automatic Trimming Machine拉钉打头机Blind Rivet Heading Machine螺丝、螺帽成型机Bolt Formers,Nuts Formers,Headers螺丝、螺帽热处理Bolt Nut And Screws Heat Treatment螺丝、螺帽热处理炉Bolt Nut And Screws Heat Treatment Furnaces球状化电器炖炉Carburizing Furnace Vacuum And Bell Type Furnace超防锈复合瓷膜Ceramic Coating连续式光辉渗碳淬火炉Continuous Bright Carburizing Quenching Furnace 连续式光辉调质淬火炉Continuous Bright Hardening Quenching Furnace 中、高热镀锌光辉连续炉Continuous Bright Heat Treat Furnace连续式光辉热处理炉Continuous Type Bright Heat Treatment Furnace螺丝割尾及特殊割遘加工Machine Screw Shank Slotting螺丝钻孔加工Screw Shank Drilling鸡眼上下模Eyelets Dies一般线材、盘元、退火炉General Wire,Wire Rod,Annealing Furnace倒立式滑落型伸线机Handstand Type Wire Drawing Machine十字冲模Header Punches In Various Drives成型冲模Header Punches In Various Drives螺丝打头机Heading Machine螺丝制造高速搓牙机械High Speed Automatic Thread Rolling Machine高中低周波感应加热炉High,Medium,Low Frequency Induction Heater空心打头机Hollow Heading Machine热浸镀锌螺丝、螺帽Hot Dip Galvanizing Bolts And Nuts机械镀锌Mechanical Galvanized迷你成型机Mini-Formers成品自动收线机Non-Stop Coiler精抽自动收线机Non-Stop Coiler(Skinpass)螺帽模Nut Forming Dies螺帽成型模Nuts Formers特殊零件成型机Parts Forming Maching冲模Punch Dies冲子Punch Pins罗拉成型机Rollers Formers机(踏)车用螺丝成型机Screw For Motorcycle Or Bicycle Heading Machine止付螺丝成型机Set Screws Formers套高成型机Sockets Formers一般线材、盘元、螺丝合金炖炉Spheroidizing Bright Annealing Furnace球状化热处理炉Spheroidizing Heat Treatment Furnace攻牙机Tapping Machine螺丝攻、车刀、模具Taps Dies And Tools搓牙机铁屑分离装置Thread Chip Separator滚牙轮Thread Rolling Dies牙板Thread Rolling Dies Plates精密油压滚牙机Hydraulic Thread Rolling Machines模具Tools六角整头模Trimming Dies Hexagan碳化钨模具Tungsten Carbide Die镀钛处理(Tin)专业加工服务Tin Hard Coating For Cutting Tools And Punch By Pvd 电镀化学原料Various Electroplating Chemicals环规校正Calibration For Ring Gage环规、牙规、三线规校正Calibration For Ring Gage, Athread Gage, 3 Wire Gage 螺丝、螺帽品检量测仪器Fasteners Inspection And Measurement Instruments螺丝、螺帽成型攻牙专用油Forming And Tapping Oils For Bolts And Nuts Formers 螺丝、螺帽五金等检验Insptection Services For Fasteners And Hardware德国schatz扭力机代理Representative Of Schatz Torque MachinIso品质保证系统Iso Quality Assurance System生产管理系统Production Control System物料管理系统Material Control System齿轮Gears不锈钢牙条棒Stainless Steel Hread Rod马达轴承轴心组件Bearing Shaft(Motor)轴承轴心Bearing Shaft开口铆钉Blind Rivets长形拉帽Blind Rivet Nuts拉帽Blind Nuts拉钉Blind Rivets实心梢Clevis Pins And Straight Pins弹片Clips卷钉Coil Nails冷锻零件Cold Forming Part开口销Cotter PinsE型环E-Rings膨胀螺栓Expansion Anchor Bolts鸡眼钉Eyelets RivetsR型销Snap Pins闸、锁Latches And Keeper Assembleds其它特殊铆钉Other Specil Rivets销Pins格式管夹、管束Pipe Hanger铆钉Rivets螺旋锔及螺旋圈Screw Hook And Screw Rings中空钉Semi-Tubular Rivet开叉钉Split Drive Anchors弹簧华司Spring Washers弹簧蝴蝶夹Spring Wings不锈钢华司Stainlesssteel Washers钢铁钉Steel And Iron Nails搓牙铁钉Thread Nails钛合金铆钉Titaium Alloy Rivets管形铆钉Tubular Rivets华司Washers真空热处理Vacuum Heat Treatment螺丝、螺帽、五金、Diy扣件Fasteners合金钢工具Alloy Steel Tools螺栓模Bolt Heading Dies手动拉钉钳Hand Riveter船舶链Anchor Chain脚踏车链锁Bicycle Chain Locks螺丝起子Bit罗拉Chain Roller特殊铆合扣件Collars(A Blindfastener For Huck Intl)装饰链Decorative Chains自攻螺纹衬套Ensat Threaded Inserts六角扳手Hexagon Keys超音螺纹压入式螺纹自动锁扣Threaded Inserts For Plastic Injection Mouldeings 汽车特殊杆接件Special Auto-Mobile Fastener As Your Needs螺纹护套Recoil Inserts链条用滚子Roller For Roller Chain金属板镶嵌组件及自动夹扣组件Sheet Metal Fasteners工具套筒组件Socket Wrench Sets不锈钢链Stainless Steel Chains轭子T-Yoke轮胎链Tire Chains狗链Dog Chains喇叭头轭铁U-Yoke,T-Yoke For Speaker不锈钢输送带轮用轨道Stainless Wheel's Rack For Transporter工业用链Industrial Steel Link Chains拖链安全链Tow Chains And Safety Chains机车离合器零件Manufacture Of Motorcycle's Cvt Parts牙条棒Thread Rod。
DIN & ISO & GB 对照表
DIN258
螺纹圆锥销
taper pins with threaded end
ISO8737
21
DIN261
T型头螺栓
T-head bolts
22
DIN315AF
蝶型螺母(美制)
wing nuts amercia form
23
DIN315DF
蝶型螺母(德制)
wing nutsgermanyform
ISO4034
62
DIN557
方螺母-C
square nuts
GB39-88
63
DIN558
六角头螺钉
hexagon screws
ISO4018
64
DIN561
六角头圆柱端紧定螺钉
hexagon set screws with full dog point
65
DIN562
薄型方螺母-B
square nuts without bevel(pressed nuts)
ISO7094
40
DIN443
密封帽
sealing caps, push-in type
41
DIN444
活节螺栓B型
eye bolts form B
GB798-88
42
DIN462
内舌止动垫圈
internal tab washers
43
DIN463
双耳止动垫圈
washers with two taps
102
DIN928
焊接方螺母
square weld nuts
96
DIN916
内六角凹端紧定螺钉
hexagon socket set screws with cup point
德国标准DIN和国际标准
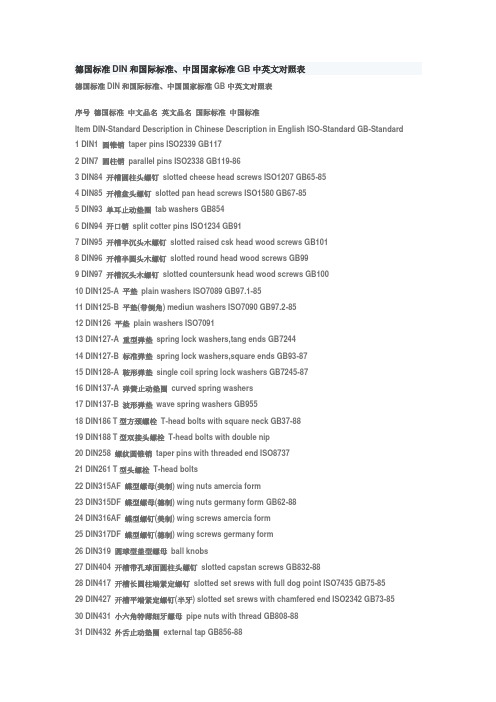
德国标准DIN和国际标准、中国国家标准GB中英文对照表德国标准DIN和国际标准、中国国家标准GB中英文对照表序号德国标准中文品名英文品名国际标准中国标准Item DIN-Standard Description in Chinese Description in English ISO-Standard GB-Standard1 DIN1 圆锥销taper pins ISO2339 GB1172 DIN7 圆柱销parallel pins ISO2338 GB119-863 DIN84 开槽圆柱头螺钉slotted cheese head screws ISO1207 GB65-854 DIN85 开槽盘头螺钉slotted pan head screws ISO1580 GB67-855 DIN93 单耳止动垫圈tab washers GB8546 DIN94 开口销split cotter pins ISO1234 GB917 DIN95 开槽半沉头木螺钉slotted raised csk head wood screws GB1018 DIN96 开槽半圆头木螺钉slotted round head wood screws GB999 DIN97 开槽沉头木螺钉slotted countersunk head wood screws GB10010 DIN125-A 平垫plain washers ISO7089 GB97.1-8511 DIN125-B 平垫(带倒角) mediun washers ISO7090 GB97.2-8512 DIN126 平垫plain washers ISO709113 DIN127-A 重型弹垫spring lock washers,tang ends GB724414 DIN127-B 标准弹垫spring lock washers,square ends GB93-8715 DIN128-A 鞍形弹垫single coil spring lock washers GB7245-8716 DIN137-A 弹簧止动垫圈curved spring washers17 DIN137-B 波形弹垫wave spring washers GB95518 DIN186 T型方颈螺栓T-head bolts with square neck GB37-8819 DIN188 T型双接头螺栓T-head bolts with double nip20 DIN258 螺纹圆锥销taper pins with threaded end ISO873721 DIN261 T型头螺栓T-head bolts22 DIN315AF 蝶型螺母(美制) wing nuts amercia form23 DIN315DF 蝶型螺母(德制) wing nuts germany form GB62-8824 DIN316AF 蝶型螺钉(美制) wing screws amercia form25 DIN317DF 蝶型螺钉(德制) wing screws germany form26 DIN319 圆球型盖型螺母ball knobs27 DIN404 开槽带孔球面圆柱头螺钉slotted capstan screws GB832-8828 DIN417 开槽长圆柱端紧定螺钉slotted set srews with full dog point ISO7435 GB75-8529 DIN427 开槽平端紧定螺钉(半牙) slotted set srews with chamfered end ISO2342 GB73-8530 DIN431 小六角特薄细牙螺母pipe nuts with thread GB808-8831 DIN432 外舌止动垫圈external tap GB856-8832 DIN433 小垫圈(用于圆柱头螺钉) washers for cheese head screws ISO7092 GB848-9533 DIN434 方斜垫圈(U型) square taper washers for U-section GB852-8834 DIN435 方斜垫圈(I型) square taper washers for I-sections GB852-8835 DIN436 方垫圈square washers36 DIN438 开槽凹端紧定螺钉slotted set with cup point ISO7436 GB74-8537 DIN439 六角薄螺母hexagon thin nuts ISO4035 GB6172-8638 DIN439 细牙六角薄螺母hexagon thin nuts ISO8675 GB6173-8639 DIN440 木螺钉专用垫圈rounds washers for wood constructions ISO709440 DIN443 密封帽sealing caps,push-in type41 DIN444 活节螺栓B 型eye bolts form B GB798-8842 DIN462 内舌止动垫圈internal tab washers43 DIN463 双耳止动垫圈washers with two taps GB855-8844 DIN464 滚花高头螺钉knurled thumb screws with collar GB834-8845 DIN465 开槽滚花高头螺钉slotted knurled thumb screws with collar46 DIN466 滚花高螺母knurled thumb nuts with collar GB806-8847 DIN467 滚花薄螺母knurled thumb thin nuts GB807-8848 DIN470 锁紧垫圈sealing washers49 DIN471 轴用弹性挡圈sealing washers GB894.1-8650 DIN472 孔用弹性挡圈retaining rings for bores(internal),circlips GB893.1-8651 DIN478 方头带垫螺栓square head bolts with collar52 DIN479 方头圆柱底端螺栓square head bolts with half dog point53 DIN480 方头带垫半圆底端螺栓square head bolts with collar,half dog point and rounded end54 DIN508 T型槽螺母T-slot nuts ISO29955 DIN525 单头螺柱single end studs56 DIN529 地脚螺栓masonry bolts GB799-8857 DIN546 带槽圆螺母slotted round nuts GB817-7658 DIN547 端面带孔圆螺母round nuts with drilled holes in one face GB815-8859 DIN551 开槽平端紧定螺钉slotted sit screws with flat point ISO4776 GB73-8560 DIN553 开槽锥端紧定螺钉slotted set screws with cone point ISO7434 GB71-8561 DIN555 六角螺母hexagon nuts ISO403462 DIN557 方螺母-C square nuts GB39-8863 DIN558 六角头螺钉hexagon screws ISO401864 DIN561 六角头圆柱端紧定螺钉hexagon set screws with full dog point65 DIN562 薄型方螺母-B square nuts without bevel(pressed nuts)66 DIN571 六角头木螺钉hexagon head wood screws (coach screws) GB102-8667 DIN580 吊环螺钉lifting eye bolts ISO3266 GB825-7668 DIN582 吊环螺母lifting eye nuts69 DIN601 六角头螺栓hexagon bolts ISO401670 DIN603 大半圆头方颈螺栓(马车螺栓) mushroom head square neck bolts (carriage bolts) ISO8677 GB14-8871 DIN604 沉头带插销马车螺栓flat countersunk nib bolts72 DIN605 沉头长方颈马车螺栓flat countersunk long square neck bolts73 DIN607 半圆头带插销马车螺栓cup head nib bolts74 DIN608 沉头短方颈马车螺栓flat countersunk short square neck bolts75 DIN609 六角头精配螺栓(长螺纹)hexagon fitted bolts,long thread76 DIN610 六角头精配螺栓(短螺纹)hexagon fitted bolts,short thread77 DIN653 滚花平头螺钉knurled thumb screws thin type GB835-8878 DIN660 半圆头铆钉round head rivets ISO1051 GB867-8679 DIN661 沉头铆钉contersunk head rivets ISO1051 GB869-8680 DIN662 半沉头铆钉raised contersunk head rivets ISO105181 DIN674 大扁头铆钉mushroom head rivets ISO105182 DIN703 重型侧面带孔圆螺母adjusting rings,heavy range (shafting collars)83 DIN705 侧面带孔圆螺母adjusting rings,light range (shafting collars) GB816-8884 DIN741 卡头wire rope clips85 DIN787 T型槽螺钉T-slot screws ISO29986 DIN835 双头螺柱(牙长=2D)studs-metal (end=2d) GB900-8887 DIN906 内六角锥型闭锁螺钉hexagon socket pipe plugs,conical thread88 DIN908 内六角直型闭锁螺钉hexagon socket screw plugs,cyl. thread89 DIN909 外六角锥型闭锁螺钉hexagon head pipe plugs,conical thread90 DIN910 外六角直型闭锁螺钉hexagon head screw plugs,cyl.thread91 DIN911 内六角扳手socket wrenches ISO293692 DIN912 内六角圆柱头螺钉hexagon socket cap screws ISO4762 GB70-8593 DIN913 内六角平端紧定螺钉hexagon socket set screws with flat point ISO4026 GB77-8594 DIN914 内六角尖端紧定螺钉hexagon socket set screws with cone point ISO4027 GB78-8595 DIN915 内六角圆柱端紧定螺钉hexagon socket set screws with dog point ISO4028 GB79-8596 DIN916 内六角凹端紧定螺钉hexagon socket set screws with cup point ISO4029 GB80-8597 DIN917 薄型盲螺母hexagon cap nuts98 DIN920 开槽小圆柱头螺钉slotted short cheese head screws99 DIN921 开槽大圆柱头螺钉slotted large cheese head screws GB838-88100 DIN923 开槽圆柱头轴肩螺钉slotted pan head screws with shoulder GB830-88101 DIN927 开槽无头轴肩螺钉slotted shoulder screws102 DIN928 焊接方螺母square weld nuts GB/T13680-92103 DIN929 焊接六角螺母hexagon weld nuts GB/T13681-92104 DIN931 六角头螺栓(半牙)hexagon head screws ISO4014 GB5782-86105 DIN933 六角头螺栓(全牙)hexagon head screws ISO4017 GB5783-86106 DIN934 六角头螺母(1型) hexagon full nuts ISO4032 GB6170-86107 DIN934 细牙六角头螺母(1型) hexagon full nuts ISO8673 GB6171-86108 DIN935 开槽六角螺母hexagon slotted and castle nuts ISO7035 GB6178-86109 DIN936 六角头薄螺母hexagon thin nuts ISO4035 GB6172.1-86110 DIN937 六角头开槽薄螺母hexagon thin slotted and castle nuts ISO7038 GB6181-86111 DIN938 双头螺距(牙长=1D)studs metal (end=1d) GB897-88112 DIN939 双头螺距(牙长=1.25D)studs metal (end=1.25d) GB898-88113 DIN940 双头螺距(牙长=1.5D)studs metal (end=1.5d)114 DIN960 六角头细牙螺栓(半牙)hexagon head bolts,metric fine pitch thread ISO8765GB5785-86115 DIN961 六角头细牙螺栓(全牙)hexagon head bolts,metric fine pitch thread ISO8676GB5786-86116 DIN962 头部穿孔六角头螺栓additional shapes and versions for bolts117 DIN963 开槽沉头螺钉slotted countersund head screws ISO 2009 GB68-85118 DIN964 开槽半沉头螺钉slotted raised countersunk oval head screws ISO 2010 GB69-85119 DIN965 十字槽沉头螺钉cross recessed countersunk head screws ISO7046 GB819-85120 DIN966 十字槽半沉头螺钉cross recessed raised countersunk head screws ISO7047GB820-85121 DIN970 六角头螺母hexagon nuts type-1122 DIN971 六角头螺母hexagon nuts type-2123 DIN972 细牙六角头螺母(2型) hexagon nuts with fine thread ISO8674 GB6176-86124 DIN975 牙条(全螺纹) threaded rods(studdings) GB15389-94125 DIN976 螺纹销threaded pins(stud bolts)126 DIN979 六角头开槽薄螺母(2型)hexagon thin slotted and castle nuts127 DIN980 全金属六角锁紧螺母(1型)prevailling torque type hexagon nuts,all metall nutsISO7199 GB6184-86128 DIN981 圆螺母locknuts ISO2982 GB812-88129 DIN982 六角头尼龙锁紧螺母prevailling torque type hexagon nuts,heavy type ,with nylon insert ISO7040 GB889.1-86130 DIN985 六角头薄型尼龙锁紧螺母prevailling torque type hexagon nuts,heavy type ,with nyloninsert ISO10511 GB6172.2-86131 DIN986 六角盖型尼龙锁紧螺母prevailling torque typedomed capnuts with nylon insert 132 DIN988 配合垫片shim rings133 DIN1052 木材连接用垫片washers for timber connectors134 DIN1151 沉头钢钉round plain head nails135 DIN1440 销钉专用垫片A型plain washers for clevis pins(A型) ISO8738136 DIN1441 销钉专用垫片plain washers for clevis pins137 DIN1444 带头销钉clevis pins with head ISO2341138 DIN1471 圆锥型槽销grooved pins,taper grooved ISO8744 GB/T13829.2139 DIN1472 圆锥型槽销(半槽) grooved pins,taper grooved half length ISO8745 GB/T13829.2 140 DIN1473 平行槽销(带倒角) grooved pins,parallel grooved full length ISO8740141 DIN1474 前端凹槽槽销grooved pins,reserve grooved half length ISO8741142 DIN1475 中部凹槽槽销grooved pins,centre grooved ISO8742143 DIN1476 圆头槽销grooved pins with round head ISO8746 GB/T13829.3144 DIN1477 沉头槽销grooved pins with countersunk head ISO8747145 DIN1479 六角螺母棒turnuckles(centre parts),made out of hexagon bar146 DIN1480 花篮螺栓turnuckles with eye bolt and hook bolt147 DIN1481 弹性圆柱销spring pins,heavy type ISO8752 GB879-86148 DIN1587 组合式盖型螺母hexagon domed cap nuts GB802-88149 DIN1804 开槽圆螺母(配合沟头扳手)slotted round nuts for hook spanner150 DIN1816 圆螺母(带插销孔)round nuts with set holes151 DIN2093 盘型弹簧垫圈disc springs152 DIN3017 喉箍hose clamps153 DIN3404 润滑油嘴(旋扭头)lubricating nipples,button head154 DIN3567 管夹shackles for conduilts155 DIN3570 U型螺栓stirrup bolts(U-bolts)156 DIN6319 球面垫圈spherical washers,conical seats GB849-88157 DIN6325 圆柱销parallel pins ISO8734158 DIN6330 厚六角螺母hexagon nuts ,1.5d GB56-88159 DIN6331 厚六角法兰面螺母hexagon nuts ,1.5d with collar GB6177-86160 DIN6334 长六角螺母hexagon nuts ,3d161 DIN6797-A 外齿锁紧垫圈external teeth lock washers GB862.1-87162 DIN6797-I 内齿锁紧垫圈internal teeth lock washers GB861.1-87163 DIN6798-A 外锯齿锁紧垫圈external teeth serrated lock washers GB862.2-87164 DIN6798-I 内锯齿锁紧垫圈internal teeth serrated lock washers GB861.2-87165 DIN6799 开口挡圈retaining rings for shafts(E-rings),circlips GB896-76166 DIN6885 平键(A型)parallel keys(form A ) ISO773/2491167 DIN6888 半圆键woodruff keys ISO3912168 DIN6899 嵌环(支撑环)thimbles169 DIN6900 机器螺钉和垫圈组合件screws and washers assemblies GB9074.1-.17170 DIN6901 自攻螺钉和垫圈组合件tapping screws and washers assemblies GB9074.18-.23171 DIN6912 薄型带孔内六角圆柱头螺钉hexagon socket head cap screws with hole,low head172 DIN6914 大六角头螺栓hexagon head bolts with large head(friction grip bolts)173 DIN6915 大六角螺母hexagon nuts with large wideth across flat(friction grip nuts)174 DIN6916 大垫圈round washers for friction grip bolts175 DIN6917 楔型方垫圈spuare taper washers for friction grip bolts on T-sections176 DIN6923 六角法兰面螺母hexagon flange nuts ISO4161 GB6177-86177 DIN6925 全金属六角锁紧螺母(2型)prevailing torque type hexagon nuts,all metallic nuts ISO7042 GB6185.1-2000178 DIN7337 开口型抽芯铆钉(沉头、扁圆头)blind rivets GB12617/12618179 DIN7338 扁平头半空心/全空心铆钉rivets for brake and clutch lining GB875/975-86180 DIN7343 螺旋夹紧销spiral pins ISO8750181 DIN7346 轻型弹性圆柱销spring pins,light type ISO13337182 DIN7349 重型弹性圆柱销用垫圈washers for bolts with heavy type spring pinss183 DIN7500 ISO公制螺纹螺钉(多种头型) threadforming screws for ISO-metric thread184 DIN7504 自攻自钻螺钉(多种头型) self-drilling tapping screws185 DIN7513 开槽切削螺纹螺钉(多种头型) thread cutting screws186 DIN7516 十字槽切削螺纹螺钉(多种头型) thread cutting screws cross recess187 DIN7965 T型四爪螺母tee nuts with pronge188 DIN7968 钢结构用六角头螺栓连接副hexagon head fitted bolts for steel structuresGB1228/1229/1230189 DIN7971 开槽盘头自攻螺钉pan head tapping screws with slot ISO1481 GB5282-85190 DIN7972 开槽沉头自攻螺钉countersunk flat head tapping screws with slot ISO1482GB5283-85191 DIN7973 开槽半沉头自攻螺钉raised countersunk oval head tapping screws with slot ISO1483 GB5284-85192 DIN7976 六角头自攻螺钉hexagon tapping screws ISO1479 GB5285-85193 DIN7980 圆柱头螺钉用弹簧垫圈spring lock washers for screws with cylindrical headsISO8738194 DIN7981 十字槽盘头自攻螺钉pan head tapping screws with cross recessed ISO 7049GB845-85195 DIN7982 十字槽沉头自攻螺钉countersunk flat head tapping screws with cross recessed ISO7050 GB846-85196 DIN7983 十字槽半沉头自攻螺钉raised countersunk oval head tapping screws with cross recessed ISO7051 GB847-86197 DIN7984 薄型内六角圆柱头螺钉hexagon socket head cap screws with,reduced head 198 DIN7985 十字槽盘头螺钉pan head screws with cross recessed ISO7045 GB818-85199 DIN7989 钢结构用垫圈washers for steel structures GB1230-84200 DIN7990 钢结构用六角头螺栓hexagon head bolts for steel structures GB1229-84201 DIN7991 内六角沉头螺钉hexagon socket countersunk head screws ISO10642202 DIN7993 轴用钢丝挡圈roundwire snap rings for shafts GB895.2-86203 DIN7995 十字槽半沉头木螺钉cross recessed raised countersunk head wood screwsGB952-86204 DIN7996 十字槽圆头木螺钉cross recessed round head wood screws GB950-86205 DIN7997 十字槽沉头木螺钉cross recessed countersunk head wood screws GB951-86 206 DIN8140 螺纹护套(普通\自锁等)ciol inserts,coarse,fine thread,silf locking207 DIN9021 大外径垫圈washers,outside diameter appro.3d ISO7093 GB96-85208 DIN11024 弹簧卡子spring cotter for a bolt209 DIN13257 平板螺栓belting bolts (elevator bolts)210 DIN18182 干壁钉(墙板钉)dry wall screws211 DIN28129 环型螺母lifting nuts(eye nuts) GB63-88212 DIN70952 圆螺母用止退垫圈tab washers for slotted round nuts GB858-88。
DIN_中文_英文对照
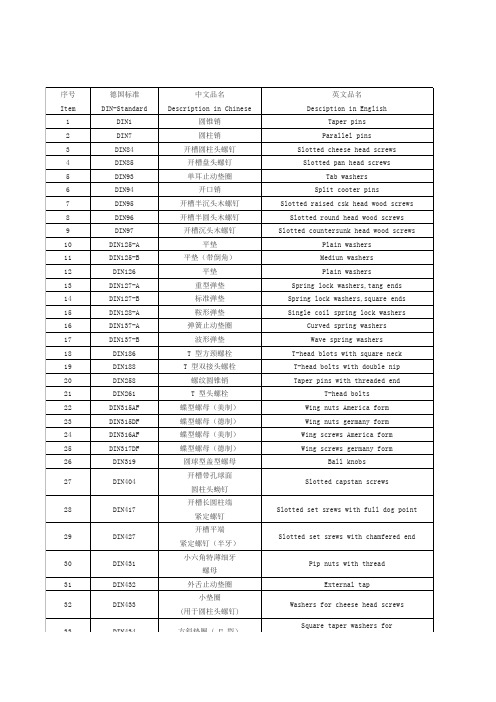
方斜垫圈( I 型) 方垫圈 开槽凹端紧定螺钉 六角薄螺母 细牙六角薄螺母 木螺钉专用垫圈 密封帽 活节螺栓 B 型 内舌止动垫圈 双耳止动垫圈 滚花高头螺钉 开槽滚花高头螺钉 滚花高螺母 滚花薄螺母 锁紧垫圈 轴用弹性垫圈 孔用弹性垫圈 方头带垫螺栓 方头圆柱底端螺栓 方头带垫关圆底端 螺栓 T 型槽螺母 单头螺柱 地脚螺栓 带槽圆螺母 端面带孔圆螺母 开槽平端紧定螺钉 开槽锥端紧定螺钉 六角螺母 方螺母 -C 六角头螺钉 六角头圆柱端 紧定螺钉 薄型方螺母 -B
中文品名 Description in Chinese 圆锥销 圆柱销 开槽圆柱头螺钉 开槽盘头螺钉 单耳止动垫圈 开口销 开槽半沉头木螺钉 开槽半圆头木螺钉 开槽沉头木螺钉 平垫 平垫(带倒角) 平垫 重型弹垫 标准弹垫 鞍形弹垫 弹簧止动垫圈 波形弹垫 T 型方颈螺栓 T 型双接头螺栓 螺纹圆锥销 T 型头螺栓 蝶型螺母(美制) 蝶型螺母(德制) 蝶型螺母(美制) 蝶型螺母(德制) 圆球型盖型螺母 开槽带孔球面 圆柱头蚴钉 开槽长圆柱端 紧定螺钉 开槽平端 紧定螺钉(半牙) 小六角特薄细牙 螺母 外舌止动垫圈 小垫圈 (用于圆柱头螺钉) 方斜垫圈( U 型)
87
DIN906
Hexagon socket pipe plugs,conical thread
88
DIN908
Thread
89
DIN909
Thread
90 91 92 93
DIN910 DIN911 DIN912 DIN913
Hexagon head screw plugs,cyl.thread Socket wrenches Hexagon socket cap screws Hexagon socket set screws with falt point
DIN标准与中国标准对照表

62
DIN557
方螺母-C
Square nuts
GB39-88
63
DIN558
六角头螺钉
Hexagon screws
ISO4018
64
DIN561
六角头圆柱端
紧定螺钉
Hexagon set screws with full dog point
65
DIN562
薄型方螺母-B
Square nuts without bevel
DIN609
六角头精配螺栓
(长螺纹)
Hexagon fitted bolts,long thread
76
DIN610
六角头精配螺栓
(短螺栓)
Hexagon fitted bolts short thread
77
DIN653
滚花平头螺钉
Knurled thumb screws thin type
GB835-88
大扁头铆钉
Mushroom head rivets
ISO1051
82
DIN703
重型侧面带孔圆螺母
Adjusting rings,heavy range(shafting collars)
83
DIN705
侧面带孔圆螺母
Adjusting rings,light range(shafting collars)
49
DIN471
轴用弹性垫圈
Retaining rings for shafts(external),circlips
GB893-86
50
DIN472
孔用弹性垫圈
Retaining rings for bores(internal),circlips
din_466___2006-08 滚花螺母
- Toleranzen - Teil I:
Prinzipien und
DIN ISO 8992,Verbindungselernente-Allgemeine Anforderungen für Schrauben und Muttern
08.01.2007, BOMAG GmbH
DIN 4662006-08
- Produht-
Gedruckte Dokumente unterliegen nicht dem Änderungsdienst. Printed documents are not subject to the updating services.
DIN EN ISO 6157-2, Verbindungselernente- Oberflächenfehler- Teil 2 Muttern : DIN ISO 965-1, Metrisches /SO-Gewinde allgemeiner Anwendung Grundlagen
Gedruckte Dokumente unterliegen nicht dem Änderungsdienst. Printed documents are not subject to the updating services.
08.01.2007, BOMAG GmbH
I
I
DEUTSCHE NORM
- Technische Lieferbedingungen, Ausführungen und
DIN 4000-161, Sachmerkmal-Leisten- Teil 161: Verbindungselemente mit lnnengewinde DIN 962, Schrauben und Muttern - Bezeichnungsangaben, Formen und Ausführungen DIN EN 10087, Automatenstähle - Technische Lieferbedingungen für Halbzeug, warm gewalzte Stäbe und Walzdrahf DIN EN 10277-3, Blankstahle~zeugnisse Technische Lieferbedingungen - Teil 3 Automafensfähle : DIN EN 12476, Phosphafieriberrüge auf Metallen- Verfahren für die Festlegung von Anfordeningen
德国标准和国际标准、中国标准中英文对照
序 号
德国标准
中文品名
Ite m
DIN-Standard
Description in Chinese
英文品名 Description in English
国际标准
中国标准
ISO-Standard GB-Standard
1
DIN1
圆锥销
taper pins
ISO2339
slotted countersunk head wood screws
plain washers
ISO1234 ISO7089
GB91 GB101 GB99 GB100 GB97.1-85
11 DIN125-B 平垫(带倒角)
mediun washers
ISO7090
GB97.2-85
12
DIN126 平垫
wing nuts germany form
GB62-88
24 DIN316AF 蝶型螺钉(美制)
wing screws amercia form
25 DIN317DF 蝶型螺钉(德制)
wing screws germany form
26
DIN319 圆球型盖型螺母
ball knobs
27
DIN404 开槽带孔球面圆柱头螺钉 slotted capstan screws
GB117
2
DIN7
圆柱销
parallel pins
ISO2338
GB119-86
3
DIN84 开槽圆柱头螺钉
slotted cheese head screws
ISO1207
GB65-85
DIN标紧固件的中文对照
DIN标紧固件的中文对照序号xx标准中文译文4DIN 1圆锥销5DIN 7圆柱销6DIN 84开槽圆柱头螺钉7DIN 85开槽盘头螺钉8DIN 93xx止动垫圈9DIN 94开口销10DIN 95开槽半沉头xx11DIN 96开槽半圆头xx12DIN 97开槽沉头xx13DIN 125-1平垫14DIN 125-2平垫(带倒角)15DIN 126平垫16DIN 127-1重型弹垫17DIN 127标准弹垫18DIN 128-1波形弹垫19DIN 137-1弹簧止动垫圈20DIN 137-2鞍形弹垫21DIN 186T型方颈螺栓22DIN 188T型双接头螺栓23DIN 258螺纹圆锥销24DIN 261T型头螺栓25DIN 315AF蝶型螺母(xx制)26DIN 315DF蝶型螺母(德制)27DIN 316AF蝶型螺钉(xx制)28DIN 317DF蝶型螺钉(德制)29DIN 319圆球型盖型螺母30DIN 404开槽带孔球面圆柱头螺钉31DIN 417开槽长圆柱端紧定螺钉DIN405 32DIN 427开槽平端紧定螺钉(半牙)33DIN 431小六角特薄细牙螺母34DIN 432外舌止动垫圈35DIN 433小垫圈(用于圆柱头螺钉)36DIN 434方斜垫圈(U型)37DIN 435方斜垫圈(I型)38DIN 436方垫圈39DIN 438开槽凹端紧定螺钉40DIN 439六角薄螺母41DIN 439六角薄螺母B级无倒角42DIN 439细牙六角薄螺母43DIN 440xx专用垫圈44DIN 443xx帽45DIN 444活节螺栓B型46DIN 462内舌止动垫圈47DIN 463xx止动垫圈48DIN 464滚花高头螺钉49DIN 465开槽滚花高头螺钉50DIN 466滚花高螺母51DIN 467滚花薄螺母52DIN 470锁紧垫圈53DIN 471轴用弹性挡圈54DIN 472xx弹性挡圈55 DIN 478方头带垫螺栓56 DIN 479方头圆柱底端螺栓57 DIN 480方头带垫半圆底端螺栓58 DIN 481弹性圆柱销59 DIN 508 T型槽螺母60 DIN 525单头螺柱61 DIN 529地脚螺栓62 DIN 546带槽圆螺母63 DIN 547端面带xx圆螺母64 DIN 551开槽平端紧定螺钉65 DIN 553开槽锥端紧定螺钉66 DIN 555六角螺母67 DIN 557方螺母-C68 DIN 558六角头螺钉69 DIN 561六角头圆柱端紧定螺钉70 DIN 562薄型方螺母-B71 DIN 571六角头xx72 DIN 580吊环螺钉73 DIN 582吊环螺母74 DIN 601六角头螺栓75 DIN 603大半圆头方颈螺栓(马车螺栓) C级76 DIN 604沉头带插销马车螺栓77 DIN 605沉头长方颈马车螺栓78 DIN 607半圆头带插销马车螺栓79 DIN 608沉头短方颈马车螺栓80 DIN 609六角头精配螺栓(长螺纹)81 DIN 610六角头精配螺栓(短螺纹)82 DIN 653滚花平头螺钉83 DIN 660半圆头铆钉84 DIN 661沉头铆钉85 DIN 662半沉头铆钉86 DIN 674大扁头铆钉87 DIN 703重型侧面带xx圆螺母88 DIN 705侧面带xx圆螺母89 DIN 741卡头90 DIN 787 T型槽螺钉91 DIN 835双头螺柱(牙长=2D)92 DIN 906xx锥型闭锁螺钉93 DIN 908xx直型闭锁螺钉94 DIN 909外六角锥型闭锁螺钉95 DIN 910外六角直型闭锁螺钉96 DIN 911xx扳手97 DIN 912xx圆柱头螺钉98 DIN 913xx平端紧定螺钉99 DIN 914xx尖端紧定螺钉100 DIN 915内六角圆柱端紧定螺钉101 DIN 916内六角凹端紧定螺钉102 DIN 917薄型盲螺母103 DIN 920开槽小圆柱头螺钉104 DIN 921开槽大圆柱头螺钉105 DIN 923开槽圆柱头轴肩螺钉106 DIN 927开槽无头轴肩螺钉107 DIN 928焊接方螺母108 DIN 929焊接六角螺母109 DIN 931六角头螺栓(半牙)110 DIN 933六角头螺栓(全牙)111 DIN 934六角头螺母(1型)112 DIN 934-2细牙六角头螺母(1型) 113 DIN 935开槽六角螺母114 DIN 936六角头薄螺母115 DIN 937六角头开槽薄螺母116 DIN 938双头螺距(牙长=1D)117 DIN 939双头螺距(牙长=1.25D)118 DIN 939双头螺距(牙长=1.5D)119 DIN 940双头螺距(牙长=1.5D)120 DIN 960六角头细牙螺栓(半牙)121 DIN 961六角头细牙螺栓(全牙)122 DIN 962头部穿孔六角头螺栓123 DIN 963开槽沉头螺钉124 DIN 964开槽半沉头螺钉125 DIN 965十字槽沉头螺钉126 DIN 966十字槽半沉头螺钉127 DIN 970六角头螺母128 DIN 971六角头螺母129 DIN 972细牙六角头螺母(2型)130 DIN 975牙条(全螺纹)131 DIN 976螺纹销132 DIN 979六角头开槽薄螺母(2型)133 DIN 980全金属六角锁紧螺母(1型)134 DIN 981圆螺母135 DIN 982六角头尼龙锁紧螺母136 DIN 985六角头薄型尼龙锁紧螺母137 DIN 986六角盖型尼龙锁紧螺母138 DIN 988配合垫片139 DIN 1052木材连接用垫片140 DIN 1151沉头钢钉141 DIN 1440销钉专用垫片A型142 DIN 1441销钉专用垫片143 DIN 1444带头销钉144 DIN 1471圆锥型槽销145 DIN 1472圆锥型槽销(半槽)146 DIN 1473平行槽销(带倒角)147 DIN 1474前端凹槽槽销148 DIN 1475中部凹槽槽销149 DIN 1476圆头槽销150 DIN 1477沉头槽销151 DIN 1479六角螺母棒152 DIN 1480花篮螺栓153 DIN 1481弹性圆柱销开槽重型154 DIN 1587组合式盖型螺母155 DIN 1804开槽圆螺母(配合沟头扳手)156 DIN 1816圆螺母(带插销孔)157 DIN 2093盘型弹簧垫圈158 DIN 3017喉箍159 DIN 3404润滑油嘴(旋扭头)160 DIN 3567管夹161 DIN 3570 U型螺栓162 DIN 5587 2型六角螺母A和B级163 DIN 6319球面垫圈164 DIN 6325圆柱销165 DIN 6330厚六角螺母166 DIN 6331厚六角法兰面螺母167 DIN 6334xx六角螺母168 DIN 6797-A外齿锁紧垫圈169 DIN 6797-I内齿锁紧垫圈170 DIN 6798-A外锯齿锁紧垫圈171 DIN 6798-I内锯齿锁紧垫圈172 DIN 6799开口挡圈173 DIN 6823六角xx面螺母174 DIN 6885平键(A型)175 DIN 6888半圆键176 DIN 6899嵌环(支撑环)177 DIN 6900机器螺钉和垫圈组合件178 DIN 6901自攻螺钉和垫圈组合件179 DIN 6912薄型带孔内六角圆柱头螺钉180 DIN 6914大六角头螺栓181 DIN 6915大六角螺母182 DIN 6916大垫圈183 DIN 6917楔型方垫圈184 DIN 6921六角法兰面螺栓加大系列B级185 DIN 6923六角xx面螺母186 DIN 6925全金属六角锁紧螺母(2型)187 DIN 7337开口型抽芯铆钉(沉头、扁圆头)188 DIN 7338扁平头半空心/全空心铆钉189 DIN 7343螺旋夹紧销190 DIN 7346轻型弹性圆柱销191 DIN 7349重型弹性圆柱销用垫圈192 DIN 7500 ISO公制螺纹螺钉(多种头型) 193 DIN 7504自攻自钻螺钉(多种头型)194 DIN 7513开槽切削螺纹螺钉(多种头型) 195 DIN 7516十字槽切削螺纹螺钉(多种头型) 196 DIN 7965 T型四爪螺母197 DIN 7968钢结构用六角头螺栓连接副198 DIN 7971开槽盘头自攻螺钉199 DIN 7972开槽沉头自攻螺钉200 DIN 7973开槽半沉头自攻螺钉201 DIN 7976六角头自攻螺钉202 DIN 7978圆锥销203 DIN 7980圆柱头螺钉用弹簧垫圈204 DIN 7981十字槽盘头自攻螺钉205 DIN 7982十字槽沉头自攻螺钉206 DIN 7983十字槽半沉头自攻螺钉207 DIN 7984薄型内六角圆柱头螺钉208 DIN 7985十字槽盘头螺钉209 DIN 7989钢结构用垫圈210 DIN 7990钢结构用六角头螺栓211 DIN 7991xx沉头螺钉212 DIN 7993轴用钢丝挡圈213 DIN 7995十字槽半沉头木螺钉214 DIN 7996十字槽圆头木螺钉215 DIN 7997十字槽沉头木螺钉216 DIN 8140螺纹护套(普通\自锁等)217 DIN 9021大外径垫圈218 DIN 11024弹簧xx219 DIN 13257平板螺栓220 DIN 18182干壁钉(墙板钉)221 DIN 28129环型螺母222 DIN 70952圆螺母用止退垫圈螺丝,紧固件,标准件词汇的中英文对照机(踏)车用螺丝、轴心Screws And Shafts For Motorcycle Or Bicycle 针车用螺丝、轴心Screws And Shafts For Sewing Maching止付螺丝Socket Set Screws不锈钢宽牙螺丝Stainless Steel Coarse Thread Screws不锈钢高低牙螺丝Stainless Steel High-Low Thread Screws不锈钢机械螺丝Stainless Steel Machine Screws不锈钢钻尾螺丝Stainless Steel Self Drilling Screws不锈钢自攻螺丝Stainless Steel Self Tapping Screws不锈钢自削螺丝Stainless Steel Thread Cutting Screws不锈钢三角牙螺丝Stainless Steel Tri-Lobular Thread Screws插片壁虎Steel Ceiling Anchors内迫壁虎Drop in Anchors碳钢锤钉壁虎Steel Hit Anchors碳钢六角螺帽Steel Hex Coupling Nuts强力xx壁虎Wedge Anchors外迫壁虎Cut Anchors化学壁虎Chemical Anchors不锈钢重载胀栓Heavy Duty Expansion Anchors鱼眼壁虎企眼长螺帽Tie Wire Anchors锌合金打入式壁虎Hammer Drive Anchors弹簧螺帽Strut Nuts兰花夹系列Toggle Bolts (Spring Toggle & Gravity Toggle)门窗、地板专用壁虎Nylon Frame Anchors or Metalframe Anchors石膏板中空壁虎Hollow Wall Anchors套管式壁虎Sleeve Anchors打入式壁虎鱼形尼龙壁虎Nylon Frame Harmmer Fixing (Nylon Hammer Drive Anchors)强力式锤钉壁虎Hit Anchors电梯壁虎Bolt Anchors重载壁虎Heavy duty anchors两片夹Loxin Masonry Anchors定位螺栓Set Bolts长型兰花夹Short Strap Anchors工具棒Drop in Setting Tools象脚壁虎Elephant foot anchors水泥预埋件Concrete Insert翻边胀轴Drop in Anchor with Lip冲件Legs Drywall Anchors六角盖头螺帽Hex Cap Nuts六角锯齿螺帽Hex Serrated Nuts六角轮缘螺帽Hex Flange Nuts高脚螺帽Hex Coupling Nuts(High Nuts) 圆螺帽Round Nuts四角螺帽Square Nuts管用螺帽Pipe Nuts轮壳螺帽Wheel Nuts蝶型螺帽Wing NutsU形螺帽U NutsT形螺帽T Nuts环首螺帽Eye Nuts齿形螺帽Kep Nuts齿花螺帽Clinch Nuts耐候钢六角重型螺帽Corten Steel Heavy Hex Nuts焊接螺帽Weld Nuts高张力螺帽Heigh Strength Nuts建业用螺帽Structural Nuts不锈钢螺帽Stainless Steel Nuts铜螺帽Brass Nuts铝螺帽Aluminum Nuts合金钢螺帽Alloy Steel Nuts重型车螺帽Heavy Duty Wheel Hub Nuts铁器焊接袋帽Acorn Cap Nuts金属预置扭矩式螺帽All-Metal Prevailing Torque Type Nuts 壁虎螺帽Anchor Nuts大尺寸螺帽Big Size Nuts铁盖袋帽Closed End Acorn Nuts盘形华司螺帽Conical Washer Nuts铁盖+尼龙圈组合盖帽Din 986 Domed Cap Nuts突缘尼龙盖帽Flange Nylon Insert Lock Nuts平面华司螺帽Flat Waser Nuts六角割沟螺帽Hex Slotted Nut自锁螺帽Self-Locking Nuts制止螺帽Sliding NutsSln-自动防松螺帽Sln Self-Locking Nuts其它特殊螺帽Special Nuts弹簧螺帽Spring Nuts不锈钢突缘螺帽Stainless Steel Flange Nuts不锈钢六角轮缘尼龙螺帽Stainless Steel Flange Nylon Insert Lock Nuts 不锈钢六角重型螺帽Stainless Steel Heavy Hex Nuts不锈钢六角螺帽Stainless Steel Hex Nuts不锈钢尼龙嵌入螺帽Stainless Steel Nylon Insert Lock Nuts普通六角螺帽Hex Nuts六角重型螺帽Heavy Hex Nuts薄型螺帽Hex Jam Nuts尼龙嵌入防松螺帽Nylon Insert Lock Nuts机械螺丝用六角螺帽Hex Machine Screw Nut六角螺丝(栓) Hex Head Cap Screws(Hex Bolts)六角机械螺丝Hex Head Machine Bolts六角xx螺丝Hex Lag Bolts四角螺丝Square Head BoltsT头螺丝T Head Bolts马车螺丝Carriage Bolts环首螺丝Eye Bolts内六角孔螺丝Hex Socket Cap Screws固定螺丝Set Screws螺椿栓Stud Bolts螺旋椿Screw Studs轮壳螺栓Wheel Bolts翼形螺丝Wing Screws自攻螺丝Self Tapping Screws自削螺丝Thread Cutting Screws钻尾螺丝Self Drilling Screws旋入螺丝Drive Screws机械螺丝Machine Screws木螺丝Wood Screws家具螺丝Furniture Screws塑板螺丝Chipboard Screws墙用螺丝Drywall Screws基础螺栓Foundation BoltsU型螺栓U Bolts勾头螺栓Hook Bolts套挂螺丝Toggle Bolts突缘螺丝Flange Bolts轨道螺栓(鱼尾螺丝) Track Bolts耐候钢螺丝Corten Steel Heavy Hex Bolts扭矩控制螺栓T.C.Bolts高张力螺栓High Strength Bolts剪力钉(焊接螺丝) Welding Studs螺丝附华司组合Screws And Washers Assembled(Sems)大尺寸螺栓Big Size Bolts不锈钢小螺丝Stainless Steel Sheet Metal Screws不锈钢大螺丝Stainless Steel Bolts铜螺丝Brass Screws铝螺丝Aluminum Screws合金钢螺丝Alloy Steel Screws电子螺丝Electronic Screws微小精密螺丝Micro Screws塑料螺丝Plastic Screws复合材料用螺丝Particle Board Screws钛合金螺丝Titanium Alloy Bolts钛、锆、钼、铌等螺丝、零件、材料Ti,Zr,Mo,Nb Pare Metal Bolts Parts 拇指螺丝Thumb Screws双头牙螺丝Double End Screws Hanger Bolt车辆(汽车)螺丝、螺帽Automotive Fasteners航天用螺丝Aerospace Fasteners飞机特殊扣件Source Control BoltsxxBlind Bolts面板螺丝Panel Fasteners电梯螺丝Elevator Bolts四角头固定螺丝Square Set Screws大头马车螺丝Step Bolts单向螺丝One Way Lag Screws管夹螺丝Hose Clamp Screws不锈钢固定螺丝Stainless Steel Hex Socket Cap Screws 不锈钢内六角螺丝Stainless Steel Hex Socket Cap Screws 铰链螺丝Hinge Screws货柜螺丝Container Screws复合材料钻尾螺丝Bi-Metal Self Drilling Screws三角牙螺丝Trilobular Thread Screws高低牙螺丝High Low Screws夹板用螺丝Particle Board Screws马桶螺丝Toilet Closet Bolts特长螺丝Special Longer Screws建业螺丝Building Fasteners不锈钢六角螺丝Stainless Steel Hex Socket Cap Screws 其它特殊螺丝Special Screws Or Bolts不锈钢特殊螺丝Special Stainless Steel Screws宽牙螺丝(粗牙螺丝)Coarse Thread Screws链带螺丝Collated Screws水泥螺丝Concrete Screws板模螺丝Construction Bolts锌蝶螺丝Die Cast Wing Screws; Zinc Alloy重型车螺丝Heavy Duty Wheel Hub Bolts内六角固定螺丝Hex Socket Set Screws复合材料用螺丝(夹板用)Particle Board Screws 犁壁螺丝Plow Bolts不锈钢木螺丝Stainless Steel Wood Screws套挂螺栓及螺丝Toggle Bolts钛合金膨胀螺丝Titanium Alloy Expansion Bolts 六角盖头螺帽Hex Cap Nuts六角锯齿螺帽Hex Serrated Nuts六角轮缘螺帽Hex Flange Nuts高脚螺帽Hex Coupling Nuts(High Nuts)圆螺帽Round Nuts四角螺帽Square Nuts管用螺帽Pipe Nuts轮壳螺帽Wheel Nuts蝶型螺帽Wing NutsU形螺帽U NutsT形螺帽T Nuts环首螺帽Eye Nuts齿形螺帽Kep Nuts齿花螺帽Clinch Nuts耐候钢六角重型螺帽Corten Steel Heavy Hex Nuts焊接螺帽Weld Nuts高张力螺帽Heigh Strength Nuts建业用螺帽Structural Nuts不锈钢螺帽Stainless Steel Nuts铜螺帽Brass Nuts铝螺帽Aluminum Nuts合金钢螺帽Alloy Steel Nuts重型车螺帽Heavy Duty Wheel Hub Nuts铁器焊接袋帽Acorn Cap Nuts金属预置扭矩式螺帽All-Metal Prevailing Torque Type Nuts 壁虎螺帽Anchor Nuts大尺寸螺帽Big Size Nuts铁盖袋帽Closed End Acorn Nuts盘形华司螺帽Conical Washer Nuts铁盖+尼龙圈组合盖帽Din 986 Domed Cap Nuts突缘尼龙盖帽Flange Nylon Insert Lock Nuts平面华司螺帽Flat Waser Nuts六角割沟螺帽Hex Slotted Nut自锁螺帽Self-Locking Nuts制止螺帽Sliding NutsSln-自动防松螺帽Sln Self-Locking Nuts其它特殊螺帽Special Nuts弹簧螺帽Spring Nuts不锈钢突缘螺帽Stainless Steel Flange Nuts不锈钢六角轮缘尼龙螺帽Stainless Steel Flange Nylon Insert Lock Nuts 不锈钢六角重型螺帽Stainless Steel Heavy Hex Nuts不锈钢六角螺帽Stainless Steel Hex Nuts不锈钢尼龙嵌入螺帽Stainless Steel Nylon Insert Lock Nuts锌压属螺帽Zinc Die Casting Nuts普通六角螺帽Hex Nuts六角重型螺帽Heavy Hex Nuts薄型螺帽Hex Jam Nuts尼龙嵌入防松螺帽Nylon Insert Lock Nuts机械螺丝用六角螺帽Hex Machine Screw Nut合金钢线材盘元Alloy Steel Wire Rod球状化线材Annealing Wire And Rod黑铁丝Black Wire黄铜棒线Brass Wire And Rod磨光棒钢Bright Steel Bar(Hex/Round/Square)铜合金线Copper Alloy Wire线切割线E.D.M Cutting Wire快削钢线材盘元Free Cutting Steel Wire Rod线材Iron Or Steel Wire线材盘元Iron Or Steel Wire Rod洋白铜线Nickel Silver Wire磷青铜线Phosphate Bronze Wire不锈钢条棒Stainless Steel Bar(Round/Hex/Square)不锈钢冷锻线材Stainless Steel Cold Heading Wire不锈钢线(抽线后) Stainless Steel Draw Wire不锈钢线材Stainless Steel Wire不锈钢线材及盘元Stainless Steel Wire And Rod棒钢Steel Bar(Hex/Round/Square)转回90度碾线头机90讧evolving Wire Twisting Machine气动拉钉机Air Riveter各式螺丝类产品自动包装Automatic Packaging For All Kinds Of Packaging 自动包装机Automatic Packing Machine螺丝制造搓牙机械Automatic Thread Rolling Machine螺丝割尾加工机械Automatic Thread Slotting Machine螺丝制造成型机械Automatic Trimming Machine拉钉打头机Blind Rivet Heading Machine螺丝、螺帽成型机Bolt Formers,Nuts Formers,Headers螺丝、螺帽热处理Bolt Nut And Screws Heat Treatment螺丝、螺帽热处理炉Bolt Nut And Screws Heat Treatment Furnaces球状化电器炖炉Carburizing Furnace Vacuum And Bell Type Furnace超防锈复合瓷膜Ceramic Coating连续式光辉渗碳淬火炉Continuous Bright Carburizing Quenching Furnace 连续式光辉调质淬火炉Continuous Bright Hardening Quenching Furnace 中、高热镀锌光辉连续炉Continuous Bright Heat Treat Furnace连续式光辉热处理炉Continuous Type Bright Heat Treatment Furnace螺丝割尾及特殊割遘加工Machine Screw Shank Slotting螺丝钻孔加工Screw Shank Drilling鸡眼上下模Eyelets Dies一般线材、盘元、退火炉General Wire,Wire Rod,Annealing Furnace倒立式滑落型伸线机Handstand Type Wire Drawing Machine十字冲模Header Punches In Various Drives成型冲模Header Punches In Various Drives螺丝打头机Heading Machine螺丝制造高速搓牙机械High Speed Automatic Thread Rolling Machine高中低周波感应加热炉High,Medium,Low Frequency Induction Heater 空心打头机Hollow Heading Machine热浸镀锌螺丝、螺帽Hot Dip Galvanizing Bolts And Nuts机械镀锌Mechanical Galvanized迷你成型机Mini-Formers成品自动收线机Non-Stop Coiler精抽自动收线机Non-Stop Coiler(Skinpass)螺帽模Nut Forming Dies螺帽成型模Nuts Formers特殊零件成型机Parts Forming Maching冲模Punch Dies冲子Punch Pins罗拉成型机Rollers Formers机(踏)车用螺丝成型机Screw For Motorcycle Or Bicycle Heading Machine 止付螺丝成型机Set Screws Formers套高成型机Sockets Formers一般线材、盘元、螺丝合金炖炉Spheroidizing Bright Annealing Furnace 球状化热处理炉Spheroidizing Heat Treatment Furnace攻牙机Tapping Machine螺丝攻、车刀、模具Taps Dies And Tools搓牙机铁屑分离装置Thread Chip Separator滚牙轮Thread Rolling Dies牙板Thread Rolling Dies Plates精密油压滚牙机Hydraulic Thread Rolling Machines模具Tools六角整头模Trimming Dies Hexagan碳化钨模具Tungsten Carbide Die镀钛处理(Tin)专业加工服务Tin Hard Coating For Cutting Tools And Punch By Pvd电镀化学原料Various Electroplating Chemicals环规校正Calibration For Ring Gage环规、牙规、三线规校正Calibration For Ring Gage, Athread Gage, 3 Wire Gage螺丝、螺帽品检量测仪器Fasteners Inspection And Measurement Instruments螺丝、螺帽成型攻牙专用油Forming And Tapping Oils For Bolts And Nuts Formers螺丝、螺帽五金等检验Insptection Services For Fasteners And Hardware德国schatz扭力机代理Representative Of Schatz Torque MachinIso品质保证系统Iso Quality Assurance System生产管理系统Production Control System物料管理系统Material Control System齿轮Gears不锈钢牙条棒Stainless Steel Hread Rod马达轴承轴心组件Bearing Shaft(Motor)轴承轴心Bearing Shaft开口铆钉Blind Rivets长形拉帽Blind Rivet Nuts拉帽Blind NutsxxBlind Rivets实心梢Clevis Pins And Straight Pins弹片Clips卷钉Coil Nails冷锻零件Cold Forming Part开口销Cotter PinsE型环E-Rings膨胀螺栓Expansion Anchor Bolts鸡眼钉Eyelets RivetsR型销Snap Pins闸、锁Latches And Keeper Assembleds其它特殊铆钉Other Specil Rivets销Pins格式管夹、管束Pipe Hanger铆钉Rivets螺旋锔及螺旋圈Screw Hook And Screw Rings 中空钉Semi-Tubular Rivet开叉钉Split Drive Anchors弹簧华司Spring Washers弹簧蝴蝶夹Spring Wings不锈钢华司Stainlesssteel Washers钢铁钉Steel And Iron Nails搓牙铁钉Thread Nails钛合金铆钉Titaium Alloy Rivets管形铆钉Tubular Rivets华司Washers真空热处理Vacuum Heat Treatment螺丝、螺帽、五金、Diy扣件Fasteners合金钢工具Alloy Steel Tools螺栓模Bolt Heading Dies手动xx钳Hand Riveter船舶链Anchor Chain脚踏车链锁Bicycle Chain Locks螺丝起子Bit罗拉Chain Roller特殊铆合扣件Collars(A Blindfastener For Huck Intl) 装饰链Decorative Chains自攻螺纹衬套Ensat Threaded Inserts六角扳手Hexagon Keys超音螺纹压入式螺纹自动锁扣Threaded Inserts For Plastic Injection Mouldeings汽车特殊杆接件Special Auto-Mobile Fastener As Your Needs螺纹护套Recoil Inserts链条用滚子Roller For Roller Chain金属板镶嵌组件及自动夹扣组件Sheet Metal Fasteners工具套筒组件Socket Wrench Sets不锈钢链Stainless Steel Chains轭子T-Yoke轮胎链Tire Chains狗链Dog Chains喇叭头轭铁U-Yoke,T-Yoke For Speaker不锈钢输送带轮用轨道Stainless Wheel's Rack For Transporter工业用链Industrial Steel Link Chains拖链安全链Tow Chains And Safety Chains机车离合器零件Manufacture Of Motorcycle's Cvt Parts牙条棒Thread Rod。
德国标准DIN和国际标准
德国标准DIN和国际标准、中国国家标准GB中英文对照表德国标准DIN和国际标准、中国国家标准GB中英文对照表序号德国标准中文品名英文品名国际标准中国标准Item DIN-Standard Description in Chinese Description in English ISO-Standard GB-Standard1 DIN1 圆锥销taper pins ISO2339 GB1172 DIN7 圆柱销parallel pins ISO2338 GB119-863 DIN84 开槽圆柱头螺钉slotted cheese head screws ISO1207 GB65-854 DIN85 开槽盘头螺钉slotted pan head screws ISO1580 GB67-855 DIN93 单耳止动垫圈tab washers GB8546 DIN94 开口销split cotter pins ISO1234 GB917 DIN95 开槽半沉头木螺钉slotted raised csk head wood screws GB1018 DIN96 开槽半圆头木螺钉slotted round head wood screws GB999 DIN97 开槽沉头木螺钉slotted countersunk head wood screws GB10010 DIN125-A 平垫plain washers ISO7089 GB97.1-8511 DIN125-B 平垫(带倒角) mediun washers ISO7090 GB97.2-8512 DIN126 平垫plain washers ISO709113 DIN127-A 重型弹垫spring lock washers,tang ends GB724414 DIN127-B 标准弹垫spring lock washers,square ends GB93-8715 DIN128-A 鞍形弹垫single coil spring lock washers GB7245-8716 DIN137-A 弹簧止动垫圈curved spring washers17 DIN137-B 波形弹垫wave spring washers GB95518 DIN186 T型方颈螺栓T-head bolts with square neck GB37-8819 DIN188 T型双接头螺栓T-head bolts with double nip20 DIN258 螺纹圆锥销taper pins with threaded end ISO873721 DIN261 T型头螺栓T-head bolts22 DIN315AF 蝶型螺母(美制) wing nuts amercia form23 DIN315DF 蝶型螺母(德制) wing nuts germany form GB62-8824 DIN316AF 蝶型螺钉(美制) wing screws amercia form25 DIN317DF 蝶型螺钉(德制) wing screws germany form26 DIN319 圆球型盖型螺母ball knobs27 DIN404 开槽带孔球面圆柱头螺钉slotted capstan screws GB832-8828 DIN417 开槽长圆柱端紧定螺钉slotted set srews with full dog point ISO7435 GB75-8529 DIN427 开槽平端紧定螺钉(半牙) slotted set srews with chamfered end ISO2342 GB73-8530 DIN431 小六角特薄细牙螺母pipe nuts with thread GB808-8831 DIN432 外舌止动垫圈external tap GB856-8832 DIN433 小垫圈(用于圆柱头螺钉) washers for cheese head screws ISO7092 GB848-9533 DIN434 方斜垫圈(U型) square taper washers for U-section GB852-8834 DIN435 方斜垫圈(I型) square taper washers for I-sections GB852-8835 DIN436 方垫圈square washers36 DIN438 开槽凹端紧定螺钉slotted set with cup point ISO7436 GB74-8537 DIN439 六角薄螺母hexagon thin nuts ISO4035 GB6172-8638 DIN439 细牙六角薄螺母hexagon thin nuts ISO8675 GB6173-8639 DIN440 木螺钉专用垫圈rounds washers for wood constructions ISO709440 DIN443 密封帽sealing caps,push-in type41 DIN444 活节螺栓B 型eye bolts form B GB798-8842 DIN462 内舌止动垫圈internal tab washers43 DIN463 双耳止动垫圈washers with two taps GB855-8844 DIN464 滚花高头螺钉knurled thumb screws with collar GB834-8845 DIN465 开槽滚花高头螺钉slotted knurled thumb screws with collar46 DIN466 滚花高螺母knurled thumb nuts with collar GB806-8847 DIN467 滚花薄螺母knurled thumb thin nuts GB807-8848 DIN470 锁紧垫圈sealing washers49 DIN471 轴用弹性挡圈sealing washers GB894.1-8650 DIN472 孔用弹性挡圈retaining rings for bores(internal),circlips GB893.1-8651 DIN478 方头带垫螺栓square head bolts with collar52 DIN479 方头圆柱底端螺栓square head bolts with half dog point53 DIN480 方头带垫半圆底端螺栓square head bolts with collar,half dog point and rounded end54 DIN508 T型槽螺母T-slot nuts ISO29955 DIN525 单头螺柱single end studs56 DIN529 地脚螺栓masonry bolts GB799-8857 DIN546 带槽圆螺母slotted round nuts GB817-7658 DIN547 端面带孔圆螺母round nuts with drilled holes in one face GB815-8859 DIN551 开槽平端紧定螺钉slotted sit screws with flat point ISO4776 GB73-8560 DIN553 开槽锥端紧定螺钉slotted set screws with cone point ISO7434 GB71-8561 DIN555 六角螺母hexagon nuts ISO403462 DIN557 方螺母-C square nuts GB39-8863 DIN558 六角头螺钉hexagon screws ISO401864 DIN561 六角头圆柱端紧定螺钉hexagon set screws with full dog point65 DIN562 薄型方螺母-B square nuts without bevel(pressed nuts)66 DIN571 六角头木螺钉hexagon head wood screws (coach screws) GB102-8667 DIN580 吊环螺钉lifting eye bolts ISO3266 GB825-7668 DIN582 吊环螺母lifting eye nuts69 DIN601 六角头螺栓hexagon bolts ISO401670 DIN603 大半圆头方颈螺栓(马车螺栓) mushroom head square neck bolts (carriage bolts) ISO8677 GB14-8871 DIN604 沉头带插销马车螺栓flat countersunk nib bolts72 DIN605 沉头长方颈马车螺栓flat countersunk long square neck bolts73 DIN607 半圆头带插销马车螺栓cup head nib bolts74 DIN608 沉头短方颈马车螺栓flat countersunk short square neck bolts75 DIN609 六角头精配螺栓(长螺纹)hexagon fitted bolts,long thread76 DIN610 六角头精配螺栓(短螺纹)hexagon fitted bolts,short thread77 DIN653 滚花平头螺钉knurled thumb screws thin type GB835-8878 DIN660 半圆头铆钉round head rivets ISO1051 GB867-8679 DIN661 沉头铆钉contersunk head rivets ISO1051 GB869-8680 DIN662 半沉头铆钉raised contersunk head rivets ISO105181 DIN674 大扁头铆钉mushroom head rivets ISO105182 DIN703 重型侧面带孔圆螺母adjusting rings,heavy range (shafting collars)83 DIN705 侧面带孔圆螺母adjusting rings,light range (shafting collars) GB816-8884 DIN741 卡头wire rope clips85 DIN787 T型槽螺钉T-slot screws ISO29986 DIN835 双头螺柱(牙长=2D)studs-metal (end=2d) GB900-8887 DIN906 内六角锥型闭锁螺钉hexagon socket pipe plugs,conical thread88 DIN908 内六角直型闭锁螺钉hexagon socket screw plugs,cyl. thread89 DIN909 外六角锥型闭锁螺钉hexagon head pipe plugs,conical thread90 DIN910 外六角直型闭锁螺钉hexagon head screw plugs,cyl.thread91 DIN911 内六角扳手socket wrenches ISO293692 DIN912 内六角圆柱头螺钉hexagon socket cap screws ISO4762 GB70-8593 DIN913 内六角平端紧定螺钉hexagon socket set screws with flat point ISO4026 GB77-8594 DIN914 内六角尖端紧定螺钉hexagon socket set screws with cone point ISO4027 GB78-8595 DIN915 内六角圆柱端紧定螺钉hexagon socket set screws with dog point ISO4028 GB79-8596 DIN916 内六角凹端紧定螺钉hexagon socket set screws with cup point ISO4029 GB80-8597 DIN917 薄型盲螺母hexagon cap nuts98 DIN920 开槽小圆柱头螺钉slotted short cheese head screws99 DIN921 开槽大圆柱头螺钉slotted large cheese head screws GB838-88100 DIN923 开槽圆柱头轴肩螺钉slotted pan head screws with shoulder GB830-88101 DIN927 开槽无头轴肩螺钉slotted shoulder screws102 DIN928 焊接方螺母square weld nuts GB/T13680-92103 DIN929 焊接六角螺母hexagon weld nuts GB/T13681-92104 DIN931 六角头螺栓(半牙)hexagon head screws ISO4014 GB5782-86105 DIN933 六角头螺栓(全牙)hexagon head screws ISO4017 GB5783-86106 DIN934 六角头螺母(1型) hexagon full nuts ISO4032 GB6170-86107 DIN934 细牙六角头螺母(1型) hexagon full nuts ISO8673 GB6171-86108 DIN935 开槽六角螺母hexagon slotted and castle nuts ISO7035 GB6178-86109 DIN936 六角头薄螺母hexagon thin nuts ISO4035 GB6172.1-86110 DIN937 六角头开槽薄螺母hexagon thin slotted and castle nuts ISO7038 GB6181-86111 DIN938 双头螺距(牙长=1D)studs metal (end=1d) GB897-88112 DIN939 双头螺距(牙长=1.25D)studs metal (end=1.25d) GB898-88113 DIN940 双头螺距(牙长=1.5D)studs metal (end=1.5d)114 DIN960 六角头细牙螺栓(半牙)hexagon head bolts,metric fine pitch thread ISO8765GB5785-86115 DIN961 六角头细牙螺栓(全牙)hexagon head bolts,metric fine pitch thread ISO8676GB5786-86116 DIN962 头部穿孔六角头螺栓additional shapes and versions for bolts117 DIN963 开槽沉头螺钉slotted countersund head screws ISO 2009 GB68-85118 DIN964 开槽半沉头螺钉slotted raised countersunk oval head screws ISO 2010 GB69-85119 DIN965 十字槽沉头螺钉cross recessed countersunk head screws ISO7046 GB819-85120 DIN966 十字槽半沉头螺钉cross recessed raised countersunk head screws ISO7047GB820-85121 DIN970 六角头螺母hexagon nuts type-1122 DIN971 六角头螺母hexagon nuts type-2123 DIN972 细牙六角头螺母(2型) hexagon nuts with fine thread ISO8674 GB6176-86124 DIN975 牙条(全螺纹) threaded rods(studdings) GB15389-94125 DIN976 螺纹销threaded pins(stud bolts)126 DIN979 六角头开槽薄螺母(2型)hexagon thin slotted and castle nuts127 DIN980 全金属六角锁紧螺母(1型)prevailling torque type hexagon nuts,all metall nutsISO7199 GB6184-86128 DIN981 圆螺母locknuts ISO2982 GB812-88129 DIN982 六角头尼龙锁紧螺母prevailling torque type hexagon nuts,heavy type ,with nylon insert ISO7040 GB889.1-86130 DIN985 六角头薄型尼龙锁紧螺母prevailling torque type hexagon nuts,heavy type ,with nyloninsert ISO10511 GB6172.2-86131 DIN986 六角盖型尼龙锁紧螺母prevailling torque typedomed capnuts with nylon insert 132 DIN988 配合垫片shim rings133 DIN1052 木材连接用垫片washers for timber connectors134 DIN1151 沉头钢钉round plain head nails135 DIN1440 销钉专用垫片A型plain washers for clevis pins(A型) ISO8738136 DIN1441 销钉专用垫片plain washers for clevis pins137 DIN1444 带头销钉clevis pins with head ISO2341138 DIN1471 圆锥型槽销grooved pins,taper grooved ISO8744 GB/T13829.2139 DIN1472 圆锥型槽销(半槽) grooved pins,taper grooved half length ISO8745 GB/T13829.2 140 DIN1473 平行槽销(带倒角) grooved pins,parallel grooved full length ISO8740141 DIN1474 前端凹槽槽销grooved pins,reserve grooved half length ISO8741142 DIN1475 中部凹槽槽销grooved pins,centre grooved ISO8742143 DIN1476 圆头槽销grooved pins with round head ISO8746 GB/T13829.3144 DIN1477 沉头槽销grooved pins with countersunk head ISO8747145 DIN1479 六角螺母棒turnuckles(centre parts),made out of hexagon bar146 DIN1480 花篮螺栓turnuckles with eye bolt and hook bolt147 DIN1481 弹性圆柱销spring pins,heavy type ISO8752 GB879-86148 DIN1587 组合式盖型螺母hexagon domed cap nuts GB802-88149 DIN1804 开槽圆螺母(配合沟头扳手)slotted round nuts for hook spanner150 DIN1816 圆螺母(带插销孔)round nuts with set holes151 DIN2093 盘型弹簧垫圈disc springs152 DIN3017 喉箍hose clamps153 DIN3404 润滑油嘴(旋扭头)lubricating nipples,button head154 DIN3567 管夹shackles for conduilts155 DIN3570 U型螺栓stirrup bolts(U-bolts)156 DIN6319 球面垫圈spherical washers,conical seats GB849-88157 DIN6325 圆柱销parallel pins ISO8734158 DIN6330 厚六角螺母hexagon nuts ,1.5d GB56-88159 DIN6331 厚六角法兰面螺母hexagon nuts ,1.5d with collar GB6177-86160 DIN6334 长六角螺母hexagon nuts ,3d161 DIN6797-A 外齿锁紧垫圈external teeth lock washers GB862.1-87162 DIN6797-I 内齿锁紧垫圈internal teeth lock washers GB861.1-87163 DIN6798-A 外锯齿锁紧垫圈external teeth serrated lock washers GB862.2-87164 DIN6798-I 内锯齿锁紧垫圈internal teeth serrated lock washers GB861.2-87165 DIN6799 开口挡圈retaining rings for shafts(E-rings),circlips GB896-76166 DIN6885 平键(A型)parallel keys(form A ) ISO773/2491167 DIN6888 半圆键woodruff keys ISO3912168 DIN6899 嵌环(支撑环)thimbles169 DIN6900 机器螺钉和垫圈组合件screws and washers assemblies GB9074.1-.17170 DIN6901 自攻螺钉和垫圈组合件tapping screws and washers assemblies GB9074.18-.23171 DIN6912 薄型带孔内六角圆柱头螺钉hexagon socket head cap screws with hole,low head172 DIN6914 大六角头螺栓hexagon head bolts with large head(friction grip bolts)173 DIN6915 大六角螺母hexagon nuts with large wideth across flat(friction grip nuts)174 DIN6916 大垫圈round washers for friction grip bolts175 DIN6917 楔型方垫圈spuare taper washers for friction grip bolts on T-sections176 DIN6923 六角法兰面螺母hexagon flange nuts ISO4161 GB6177-86177 DIN6925 全金属六角锁紧螺母(2型)prevailing torque type hexagon nuts,all metallic nuts ISO7042 GB6185.1-2000178 DIN7337 开口型抽芯铆钉(沉头、扁圆头)blind rivets GB12617/12618179 DIN7338 扁平头半空心/全空心铆钉rivets for brake and clutch lining GB875/975-86180 DIN7343 螺旋夹紧销spiral pins ISO8750181 DIN7346 轻型弹性圆柱销spring pins,light type ISO13337182 DIN7349 重型弹性圆柱销用垫圈washers for bolts with heavy type spring pinss183 DIN7500 ISO公制螺纹螺钉(多种头型) threadforming screws for ISO-metric thread184 DIN7504 自攻自钻螺钉(多种头型) self-drilling tapping screws185 DIN7513 开槽切削螺纹螺钉(多种头型) thread cutting screws186 DIN7516 十字槽切削螺纹螺钉(多种头型) thread cutting screws cross recess187 DIN7965 T型四爪螺母tee nuts with pronge188 DIN7968 钢结构用六角头螺栓连接副hexagon head fitted bolts for steel structuresGB1228/1229/1230189 DIN7971 开槽盘头自攻螺钉pan head tapping screws with slot ISO1481 GB5282-85190 DIN7972 开槽沉头自攻螺钉countersunk flat head tapping screws with slot ISO1482GB5283-85191 DIN7973 开槽半沉头自攻螺钉raised countersunk oval head tapping screws with slot ISO1483 GB5284-85192 DIN7976 六角头自攻螺钉hexagon tapping screws ISO1479 GB5285-85193 DIN7980 圆柱头螺钉用弹簧垫圈spring lock washers for screws with cylindrical headsISO8738194 DIN7981 十字槽盘头自攻螺钉pan head tapping screws with cross recessed ISO 7049GB845-85195 DIN7982 十字槽沉头自攻螺钉countersunk flat head tapping screws with cross recessed ISO7050 GB846-85196 DIN7983 十字槽半沉头自攻螺钉raised countersunk oval head tapping screws with cross recessed ISO7051 GB847-86197 DIN7984 薄型内六角圆柱头螺钉hexagon socket head cap screws with,reduced head 198 DIN7985 十字槽盘头螺钉pan head screws with cross recessed ISO7045 GB818-85199 DIN7989 钢结构用垫圈washers for steel structures GB1230-84200 DIN7990 钢结构用六角头螺栓hexagon head bolts for steel structures GB1229-84201 DIN7991 内六角沉头螺钉hexagon socket countersunk head screws ISO10642202 DIN7993 轴用钢丝挡圈roundwire snap rings for shafts GB895.2-86203 DIN7995 十字槽半沉头木螺钉cross recessed raised countersunk head wood screwsGB952-86204 DIN7996 十字槽圆头木螺钉cross recessed round head wood screws GB950-86205 DIN7997 十字槽沉头木螺钉cross recessed countersunk head wood screws GB951-86 206 DIN8140 螺纹护套(普通\自锁等)ciol inserts,coarse,fine thread,silf locking207 DIN9021 大外径垫圈washers,outside diameter appro.3d ISO7093 GB96-85208 DIN11024 弹簧卡子spring cotter for a bolt209 DIN13257 平板螺栓belting bolts (elevator bolts)210 DIN18182 干壁钉(墙板钉)dry wall screws211 DIN28129 环型螺母lifting nuts(eye nuts) GB63-88212 DIN70952 圆螺母用止退垫圈tab washers for slotted round nuts GB858-88。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
UDC 681.945 德国标准 1973年1月
滚花 DIN 82单位:mm
1.类型
2‐4页续 第4页注解
类型
名称和代表
根据DIN 403的滚花轧制制造法
平行于轴的槽型滚花
T 处详图
A ‐A 截面
工件
滚花RAA
工件
压花辊 AA
滚花RAA
滚花RAA
工件
压花辊 BL 旋转30°
压花辊 BR 旋转30°
工件
左滚花
U 处详图
B ‐B 截面
滚花RBL
工件
工件压花辊 BR
压花辊 AA 旋转30°
工件
右滚花
V 处详图
C ‐C 截面
工件
工件
工件
滚花RBL
压花辊 BL
压花辊 AA 旋转30°
1)之前的名称为金刚钻滚花 2)之前的名称为非金刚钻滚花
类型
名称和代表
根据DIN 403的压花辊制造法
左/右滚花,尖端凸起1
D ‐D 截面
E ‐E 截面
W 处详图
工件
工件 工件
滚花RGE
工件
压花辊 GV
压花辊 BR
压花辊 AA 旋转30°
滚花RGE
压花辊BL
压花辊 AA 旋转30°
工件
工件
左/右滚花,尖端缩进2
F ‐F 截面
G ‐G 截面
X 处详图
工件
滚花RGV
压花辊 GE
交叉滚花,尖端凸起
H ‐H 截面
Y 处详图 J ‐J 截面
滚花RKE
工件
压花辊 KV
DIN 82 第3 页
名称为左/右滚花,尖端凸起(RGE 型)的齿距t*0.8mm (08):
滚花RGE 08 DIN 82
2. 尺寸
2.1. 齿形角 齿形角α=90° 若有需要,滚花可制成有105°齿形角的形式。
这种情况下,名称为,如,左/右滚花,尖端凸起(RGE 型),齿距t=0.8mm (08),齿形角α=105°(105);
滚花RGE 08‐105 DIN 82
2.2. 齿距t
为了减少制造滚花的压花辊数量,滚花齿距t 仅限于以下标称值
0.5 0.6 0.8 1 1.2 1.6mm
2.3. 公称直径d 1
车间施工图的公称直径d 1是成品滚花的外径,此直径设计依据。
2.4. 初始直径d 2
滚花前工件的初始直径d 2必须小于公称直径d 1,因为压花纹过程中,材料移位会使初始直径增大。
齿形角α=105°的滚花初始直径d 2可根据滚花类型及齿距大小按下表中的公式计算出来。
公式中的因子不考虑由压花纹操作或用于滚花的材料特殊特性造成的槽的舍入
类型
名称和代表
根据DIN 403的滚花轧制制造法
交叉滚花,尖端缩进
K ‐K 截面
工件
Z 处详图
L ‐L 截面
滚花RKV
工件 压花辊 KE
滚花类型
初始直径d 2≈
RAA 滚平行于轴的槽 RBL 左棍花 RBR 右滚花
RGE 左/右滚花,钻头凸起 RGV 左/右滚花,钻头缩进 RKE 交叉滚花,钻头凸起 RKV 交叉滚花,钻头缩进
DIN 82 第4页
参考标准
DIN 403 滚花
DIN 8583 表5 压缩成形生产法;压印,分类,定义
说明
与1940年版的DIN 82相比,标准名称“滚花”指所有类型。
自从以前的名称“金刚钻滚花”和“非金刚钻滚花”不再使用,引起了工具选择上的困难。
某些类型的滚花刀名称更简短,如:左滚花刀、右滚花刀、左/右滚花刀。
各种类型滚花刀的字母符号,提供了更好的区分方法,也产生了电子数据处理的规定名称。
字母R可区分滚花和压花辊(见DIN 403), 第二个字母(A,B,G和K)表示基本类型,第三个字母(A‐与轴平行,L‐左滚花,R‐右滚花,E‐凸起,V‐缩进)表示槽的方向和形状。
BR, BL,GE和GV的旋转角度为固定的标准值30°。
齿形角通常为α=90°, 但是,若有需要,滚花齿距角α=105°‐ 给出的深度较浅时‐可用,这种特殊情况必须在名称中说明。
齿距t=2mm已停止使用,因为实践中很少使用该数据。
类似的情况,没有尝试使齿距与工件直径相关联,之前的建议也未被证明适用于所有应用范围,因此实践采用的建议有限。
计算工件初始直径的公式已给出,该直径取决于滚花类型和成品滚花外径(相当于公称直径)。
不考虑材料特殊特性,由此公式得到的结果仅作为参考值。
为方便按DIN 403要求选择压花辊,已指出适合所有类型滚花的制造方法。