德国滚花标准
滚花标准知识
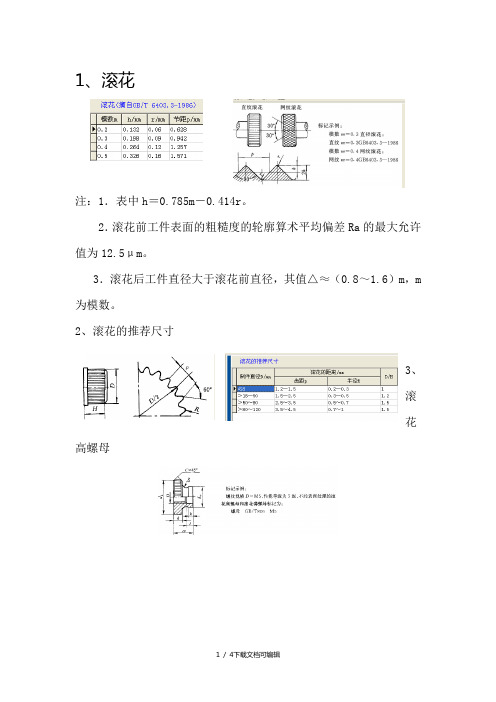
1、滚花注:1.表中h=0.785m-0.414r。
2.滚花前工件表面的粗糙度的轮廓算术平均偏差Ra的最大允许值为12.5μm。
3.滚花后工件直径大于滚花前直径,其值△≈(0.8~1.6)m,m 为模数。
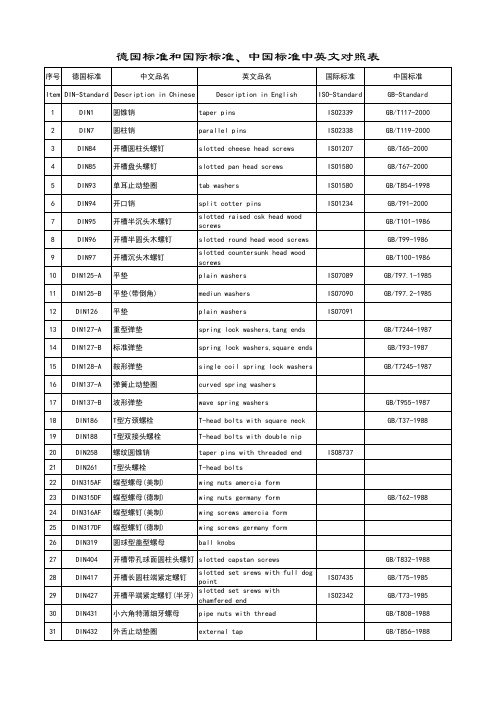
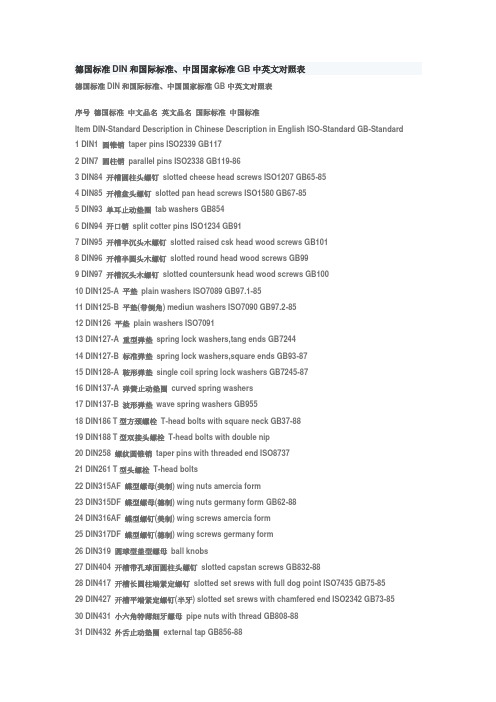
2、滚花的推荐尺寸3、滚花高螺母4、滚花薄螺母5、滚花高头螺钉注:1.标记示例:螺纹规格d=M5、公称长度l=20mm、性能等级为4.8级、不经表面处理的滚花高头螺钉标记为:螺钉GB/T 834 M5×20;2.本表的单位是mm。
①长度系列(单位为mm)为2、2.5、3、4、5、6、8、10、12、(14)、16、20~45(5进位)。
6、滚花平头螺钉注:1.标记示例:螺纹规格d=M5、公称长度l=20mm、性能等级为4.8级、不经表面处理的滚花平头螺钉标记为:螺钉GB/T 835 M5×20; 2.本表的单位是mm。
①长度系列(单位为mm)为2、2.5、3、4、5、6、8、10、12、(14)、16、20~45(5进位)。
7、滚花小头螺钉注:1.标记示例:螺纹规格d=M5、公称长度l=20mm、性能等级为4.8级、不经表面处理的滚花小头螺钉标记为:螺钉GB/T 836 M5×20;2.本表的单位是mm。
①长度系列(单位为mm)为3、4、5、6、8、10、12、(14)、16、20~40(5进位)8、塑料滚花螺钉注:1.标记示例:螺纹规格d=M10、公称长度l=30mm、性能等级为14H级、表面氧化、按A型制造的塑料滚花头螺钉标记为:螺钉GB/T 840 M10×30、按B型制造时,应加标记B:螺钉GB/T 840 BM10×30;2.本表的单位是mm。
①长度系列(单位为mm)为8、10、12、16、20~50(5进位)、60、70、80。
(学习的目的是增长知识,提高能力,相信一分耕耘一分收获,努力就一定可以获得应有的回报)。
德国DIN标准件ISO及国标对照表
washers with two taps
knurled thumb screws with collar slotted knurled thumb screws with collar
knurled thumb nuts with collar
GB/T855-1988 GB/T834-1988
GB/T806-1988
59
DIN551 开槽平端紧定螺钉
60
DIN553 开槽锥端紧定螺钉
61
DIN555 六角螺母
slotted round nuts
round nuts with drilled holes in one face slotted sit screws with flat point slotted set screws with cone point
GB/T6173-2000
41
DIN444 活节螺栓B 型
eye bolts form B
GB/T798-1988
42
DIN462 内舌止动垫圈
internal tab washers
43
DIN463 双耳止动垫圈
44
DIN464 滚花高头螺钉
45
DIN465 开槽滚花高头螺钉
46
DIN466 滚花高螺母
11 DIN125-B 平垫(带倒角)
mediun washers
ISO7090
GB/T97.2-1985
12
DIN126 平垫
plain washers
ISO7091
13 DIN127-A 重型弹垫
spring lock washers,tang ends
GB/T7244-1987
德国标准DIN和国际标准
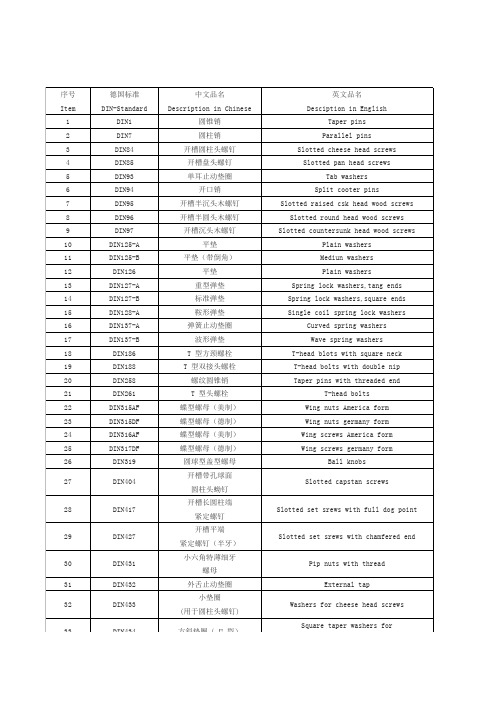
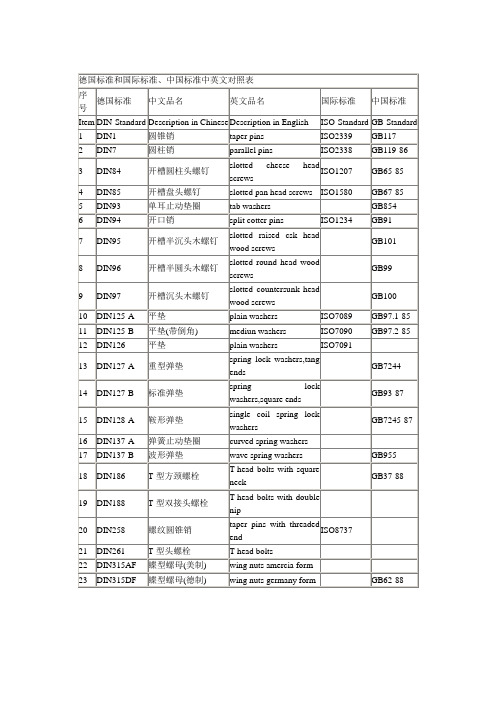
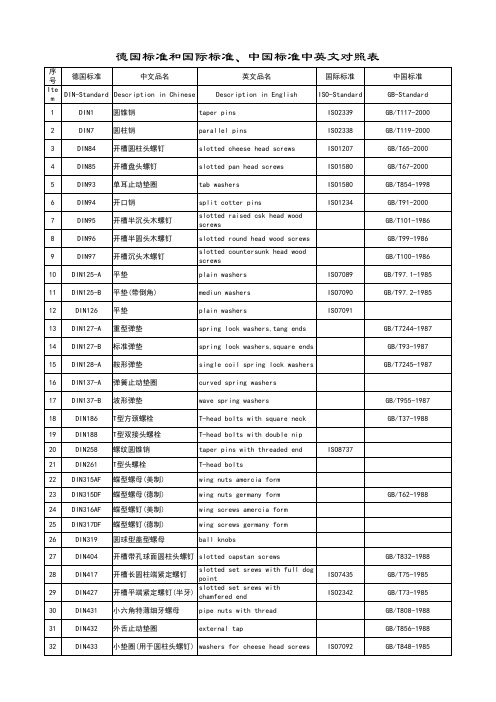
德国标准DIN和国际标准、中国国家标准GB中英文对照表德国标准DIN和国际标准、中国国家标准GB中英文对照表序号德国标准中文品名英文品名国际标准中国标准Item DIN-Standard Description in Chinese Description in English ISO-Standard GB-Standard1 DIN1 圆锥销taper pins ISO2339 GB1172 DIN7 圆柱销parallel pins ISO2338 GB119-863 DIN84 开槽圆柱头螺钉slotted cheese head screws ISO1207 GB65-854 DIN85 开槽盘头螺钉slotted pan head screws ISO1580 GB67-855 DIN93 单耳止动垫圈tab washers GB8546 DIN94 开口销split cotter pins ISO1234 GB917 DIN95 开槽半沉头木螺钉slotted raised csk head wood screws GB1018 DIN96 开槽半圆头木螺钉slotted round head wood screws GB999 DIN97 开槽沉头木螺钉slotted countersunk head wood screws GB10010 DIN125-A 平垫plain washers ISO7089 GB97.1-8511 DIN125-B 平垫(带倒角) mediun washers ISO7090 GB97.2-8512 DIN126 平垫plain washers ISO709113 DIN127-A 重型弹垫spring lock washers,tang ends GB724414 DIN127-B 标准弹垫spring lock washers,square ends GB93-8715 DIN128-A 鞍形弹垫single coil spring lock washers GB7245-8716 DIN137-A 弹簧止动垫圈curved spring washers17 DIN137-B 波形弹垫wave spring washers GB95518 DIN186 T型方颈螺栓T-head bolts with square neck GB37-8819 DIN188 T型双接头螺栓T-head bolts with double nip20 DIN258 螺纹圆锥销taper pins with threaded end ISO873721 DIN261 T型头螺栓T-head bolts22 DIN315AF 蝶型螺母(美制) wing nuts amercia form23 DIN315DF 蝶型螺母(德制) wing nuts germany form GB62-8824 DIN316AF 蝶型螺钉(美制) wing screws amercia form25 DIN317DF 蝶型螺钉(德制) wing screws germany form26 DIN319 圆球型盖型螺母ball knobs27 DIN404 开槽带孔球面圆柱头螺钉slotted capstan screws GB832-8828 DIN417 开槽长圆柱端紧定螺钉slotted set srews with full dog point ISO7435 GB75-8529 DIN427 开槽平端紧定螺钉(半牙) slotted set srews with chamfered end ISO2342 GB73-8530 DIN431 小六角特薄细牙螺母pipe nuts with thread GB808-8831 DIN432 外舌止动垫圈external tap GB856-8832 DIN433 小垫圈(用于圆柱头螺钉) washers for cheese head screws ISO7092 GB848-9533 DIN434 方斜垫圈(U型) square taper washers for U-section GB852-8834 DIN435 方斜垫圈(I型) square taper washers for I-sections GB852-8835 DIN436 方垫圈square washers36 DIN438 开槽凹端紧定螺钉slotted set with cup point ISO7436 GB74-8537 DIN439 六角薄螺母hexagon thin nuts ISO4035 GB6172-8638 DIN439 细牙六角薄螺母hexagon thin nuts ISO8675 GB6173-8639 DIN440 木螺钉专用垫圈rounds washers for wood constructions ISO709440 DIN443 密封帽sealing caps,push-in type41 DIN444 活节螺栓B 型eye bolts form B GB798-8842 DIN462 内舌止动垫圈internal tab washers43 DIN463 双耳止动垫圈washers with two taps GB855-8844 DIN464 滚花高头螺钉knurled thumb screws with collar GB834-8845 DIN465 开槽滚花高头螺钉slotted knurled thumb screws with collar46 DIN466 滚花高螺母knurled thumb nuts with collar GB806-8847 DIN467 滚花薄螺母knurled thumb thin nuts GB807-8848 DIN470 锁紧垫圈sealing washers49 DIN471 轴用弹性挡圈sealing washers GB894.1-8650 DIN472 孔用弹性挡圈retaining rings for bores(internal),circlips GB893.1-8651 DIN478 方头带垫螺栓square head bolts with collar52 DIN479 方头圆柱底端螺栓square head bolts with half dog point53 DIN480 方头带垫半圆底端螺栓square head bolts with collar,half dog point and rounded end54 DIN508 T型槽螺母T-slot nuts ISO29955 DIN525 单头螺柱single end studs56 DIN529 地脚螺栓masonry bolts GB799-8857 DIN546 带槽圆螺母slotted round nuts GB817-7658 DIN547 端面带孔圆螺母round nuts with drilled holes in one face GB815-8859 DIN551 开槽平端紧定螺钉slotted sit screws with flat point ISO4776 GB73-8560 DIN553 开槽锥端紧定螺钉slotted set screws with cone point ISO7434 GB71-8561 DIN555 六角螺母hexagon nuts ISO403462 DIN557 方螺母-C square nuts GB39-8863 DIN558 六角头螺钉hexagon screws ISO401864 DIN561 六角头圆柱端紧定螺钉hexagon set screws with full dog point65 DIN562 薄型方螺母-B square nuts without bevel(pressed nuts)66 DIN571 六角头木螺钉hexagon head wood screws (coach screws) GB102-8667 DIN580 吊环螺钉lifting eye bolts ISO3266 GB825-7668 DIN582 吊环螺母lifting eye nuts69 DIN601 六角头螺栓hexagon bolts ISO401670 DIN603 大半圆头方颈螺栓(马车螺栓) mushroom head square neck bolts (carriage bolts) ISO8677 GB14-8871 DIN604 沉头带插销马车螺栓flat countersunk nib bolts72 DIN605 沉头长方颈马车螺栓flat countersunk long square neck bolts73 DIN607 半圆头带插销马车螺栓cup head nib bolts74 DIN608 沉头短方颈马车螺栓flat countersunk short square neck bolts75 DIN609 六角头精配螺栓(长螺纹)hexagon fitted bolts,long thread76 DIN610 六角头精配螺栓(短螺纹)hexagon fitted bolts,short thread77 DIN653 滚花平头螺钉knurled thumb screws thin type GB835-8878 DIN660 半圆头铆钉round head rivets ISO1051 GB867-8679 DIN661 沉头铆钉contersunk head rivets ISO1051 GB869-8680 DIN662 半沉头铆钉raised contersunk head rivets ISO105181 DIN674 大扁头铆钉mushroom head rivets ISO105182 DIN703 重型侧面带孔圆螺母adjusting rings,heavy range (shafting collars)83 DIN705 侧面带孔圆螺母adjusting rings,light range (shafting collars) GB816-8884 DIN741 卡头wire rope clips85 DIN787 T型槽螺钉T-slot screws ISO29986 DIN835 双头螺柱(牙长=2D)studs-metal (end=2d) GB900-8887 DIN906 内六角锥型闭锁螺钉hexagon socket pipe plugs,conical thread88 DIN908 内六角直型闭锁螺钉hexagon socket screw plugs,cyl. thread89 DIN909 外六角锥型闭锁螺钉hexagon head pipe plugs,conical thread90 DIN910 外六角直型闭锁螺钉hexagon head screw plugs,cyl.thread91 DIN911 内六角扳手socket wrenches ISO293692 DIN912 内六角圆柱头螺钉hexagon socket cap screws ISO4762 GB70-8593 DIN913 内六角平端紧定螺钉hexagon socket set screws with flat point ISO4026 GB77-8594 DIN914 内六角尖端紧定螺钉hexagon socket set screws with cone point ISO4027 GB78-8595 DIN915 内六角圆柱端紧定螺钉hexagon socket set screws with dog point ISO4028 GB79-8596 DIN916 内六角凹端紧定螺钉hexagon socket set screws with cup point ISO4029 GB80-8597 DIN917 薄型盲螺母hexagon cap nuts98 DIN920 开槽小圆柱头螺钉slotted short cheese head screws99 DIN921 开槽大圆柱头螺钉slotted large cheese head screws GB838-88100 DIN923 开槽圆柱头轴肩螺钉slotted pan head screws with shoulder GB830-88101 DIN927 开槽无头轴肩螺钉slotted shoulder screws102 DIN928 焊接方螺母square weld nuts GB/T13680-92103 DIN929 焊接六角螺母hexagon weld nuts GB/T13681-92104 DIN931 六角头螺栓(半牙)hexagon head screws ISO4014 GB5782-86105 DIN933 六角头螺栓(全牙)hexagon head screws ISO4017 GB5783-86106 DIN934 六角头螺母(1型) hexagon full nuts ISO4032 GB6170-86107 DIN934 细牙六角头螺母(1型) hexagon full nuts ISO8673 GB6171-86108 DIN935 开槽六角螺母hexagon slotted and castle nuts ISO7035 GB6178-86109 DIN936 六角头薄螺母hexagon thin nuts ISO4035 GB6172.1-86110 DIN937 六角头开槽薄螺母hexagon thin slotted and castle nuts ISO7038 GB6181-86111 DIN938 双头螺距(牙长=1D)studs metal (end=1d) GB897-88112 DIN939 双头螺距(牙长=1.25D)studs metal (end=1.25d) GB898-88113 DIN940 双头螺距(牙长=1.5D)studs metal (end=1.5d)114 DIN960 六角头细牙螺栓(半牙)hexagon head bolts,metric fine pitch thread ISO8765GB5785-86115 DIN961 六角头细牙螺栓(全牙)hexagon head bolts,metric fine pitch thread ISO8676GB5786-86116 DIN962 头部穿孔六角头螺栓additional shapes and versions for bolts117 DIN963 开槽沉头螺钉slotted countersund head screws ISO 2009 GB68-85118 DIN964 开槽半沉头螺钉slotted raised countersunk oval head screws ISO 2010 GB69-85119 DIN965 十字槽沉头螺钉cross recessed countersunk head screws ISO7046 GB819-85120 DIN966 十字槽半沉头螺钉cross recessed raised countersunk head screws ISO7047GB820-85121 DIN970 六角头螺母hexagon nuts type-1122 DIN971 六角头螺母hexagon nuts type-2123 DIN972 细牙六角头螺母(2型) hexagon nuts with fine thread ISO8674 GB6176-86124 DIN975 牙条(全螺纹) threaded rods(studdings) GB15389-94125 DIN976 螺纹销threaded pins(stud bolts)126 DIN979 六角头开槽薄螺母(2型)hexagon thin slotted and castle nuts127 DIN980 全金属六角锁紧螺母(1型)prevailling torque type hexagon nuts,all metall nutsISO7199 GB6184-86128 DIN981 圆螺母locknuts ISO2982 GB812-88129 DIN982 六角头尼龙锁紧螺母prevailling torque type hexagon nuts,heavy type ,with nylon insert ISO7040 GB889.1-86130 DIN985 六角头薄型尼龙锁紧螺母prevailling torque type hexagon nuts,heavy type ,with nyloninsert ISO10511 GB6172.2-86131 DIN986 六角盖型尼龙锁紧螺母prevailling torque typedomed capnuts with nylon insert 132 DIN988 配合垫片shim rings133 DIN1052 木材连接用垫片washers for timber connectors134 DIN1151 沉头钢钉round plain head nails135 DIN1440 销钉专用垫片A型plain washers for clevis pins(A型) ISO8738136 DIN1441 销钉专用垫片plain washers for clevis pins137 DIN1444 带头销钉clevis pins with head ISO2341138 DIN1471 圆锥型槽销grooved pins,taper grooved ISO8744 GB/T13829.2139 DIN1472 圆锥型槽销(半槽) grooved pins,taper grooved half length ISO8745 GB/T13829.2 140 DIN1473 平行槽销(带倒角) grooved pins,parallel grooved full length ISO8740141 DIN1474 前端凹槽槽销grooved pins,reserve grooved half length ISO8741142 DIN1475 中部凹槽槽销grooved pins,centre grooved ISO8742143 DIN1476 圆头槽销grooved pins with round head ISO8746 GB/T13829.3144 DIN1477 沉头槽销grooved pins with countersunk head ISO8747145 DIN1479 六角螺母棒turnuckles(centre parts),made out of hexagon bar146 DIN1480 花篮螺栓turnuckles with eye bolt and hook bolt147 DIN1481 弹性圆柱销spring pins,heavy type ISO8752 GB879-86148 DIN1587 组合式盖型螺母hexagon domed cap nuts GB802-88149 DIN1804 开槽圆螺母(配合沟头扳手)slotted round nuts for hook spanner150 DIN1816 圆螺母(带插销孔)round nuts with set holes151 DIN2093 盘型弹簧垫圈disc springs152 DIN3017 喉箍hose clamps153 DIN3404 润滑油嘴(旋扭头)lubricating nipples,button head154 DIN3567 管夹shackles for conduilts155 DIN3570 U型螺栓stirrup bolts(U-bolts)156 DIN6319 球面垫圈spherical washers,conical seats GB849-88157 DIN6325 圆柱销parallel pins ISO8734158 DIN6330 厚六角螺母hexagon nuts ,1.5d GB56-88159 DIN6331 厚六角法兰面螺母hexagon nuts ,1.5d with collar GB6177-86160 DIN6334 长六角螺母hexagon nuts ,3d161 DIN6797-A 外齿锁紧垫圈external teeth lock washers GB862.1-87162 DIN6797-I 内齿锁紧垫圈internal teeth lock washers GB861.1-87163 DIN6798-A 外锯齿锁紧垫圈external teeth serrated lock washers GB862.2-87164 DIN6798-I 内锯齿锁紧垫圈internal teeth serrated lock washers GB861.2-87165 DIN6799 开口挡圈retaining rings for shafts(E-rings),circlips GB896-76166 DIN6885 平键(A型)parallel keys(form A ) ISO773/2491167 DIN6888 半圆键woodruff keys ISO3912168 DIN6899 嵌环(支撑环)thimbles169 DIN6900 机器螺钉和垫圈组合件screws and washers assemblies GB9074.1-.17170 DIN6901 自攻螺钉和垫圈组合件tapping screws and washers assemblies GB9074.18-.23171 DIN6912 薄型带孔内六角圆柱头螺钉hexagon socket head cap screws with hole,low head172 DIN6914 大六角头螺栓hexagon head bolts with large head(friction grip bolts)173 DIN6915 大六角螺母hexagon nuts with large wideth across flat(friction grip nuts)174 DIN6916 大垫圈round washers for friction grip bolts175 DIN6917 楔型方垫圈spuare taper washers for friction grip bolts on T-sections176 DIN6923 六角法兰面螺母hexagon flange nuts ISO4161 GB6177-86177 DIN6925 全金属六角锁紧螺母(2型)prevailing torque type hexagon nuts,all metallic nuts ISO7042 GB6185.1-2000178 DIN7337 开口型抽芯铆钉(沉头、扁圆头)blind rivets GB12617/12618179 DIN7338 扁平头半空心/全空心铆钉rivets for brake and clutch lining GB875/975-86180 DIN7343 螺旋夹紧销spiral pins ISO8750181 DIN7346 轻型弹性圆柱销spring pins,light type ISO13337182 DIN7349 重型弹性圆柱销用垫圈washers for bolts with heavy type spring pinss183 DIN7500 ISO公制螺纹螺钉(多种头型) threadforming screws for ISO-metric thread184 DIN7504 自攻自钻螺钉(多种头型) self-drilling tapping screws185 DIN7513 开槽切削螺纹螺钉(多种头型) thread cutting screws186 DIN7516 十字槽切削螺纹螺钉(多种头型) thread cutting screws cross recess187 DIN7965 T型四爪螺母tee nuts with pronge188 DIN7968 钢结构用六角头螺栓连接副hexagon head fitted bolts for steel structuresGB1228/1229/1230189 DIN7971 开槽盘头自攻螺钉pan head tapping screws with slot ISO1481 GB5282-85190 DIN7972 开槽沉头自攻螺钉countersunk flat head tapping screws with slot ISO1482GB5283-85191 DIN7973 开槽半沉头自攻螺钉raised countersunk oval head tapping screws with slot ISO1483 GB5284-85192 DIN7976 六角头自攻螺钉hexagon tapping screws ISO1479 GB5285-85193 DIN7980 圆柱头螺钉用弹簧垫圈spring lock washers for screws with cylindrical headsISO8738194 DIN7981 十字槽盘头自攻螺钉pan head tapping screws with cross recessed ISO 7049GB845-85195 DIN7982 十字槽沉头自攻螺钉countersunk flat head tapping screws with cross recessed ISO7050 GB846-85196 DIN7983 十字槽半沉头自攻螺钉raised countersunk oval head tapping screws with cross recessed ISO7051 GB847-86197 DIN7984 薄型内六角圆柱头螺钉hexagon socket head cap screws with,reduced head 198 DIN7985 十字槽盘头螺钉pan head screws with cross recessed ISO7045 GB818-85199 DIN7989 钢结构用垫圈washers for steel structures GB1230-84200 DIN7990 钢结构用六角头螺栓hexagon head bolts for steel structures GB1229-84201 DIN7991 内六角沉头螺钉hexagon socket countersunk head screws ISO10642202 DIN7993 轴用钢丝挡圈roundwire snap rings for shafts GB895.2-86203 DIN7995 十字槽半沉头木螺钉cross recessed raised countersunk head wood screwsGB952-86204 DIN7996 十字槽圆头木螺钉cross recessed round head wood screws GB950-86205 DIN7997 十字槽沉头木螺钉cross recessed countersunk head wood screws GB951-86 206 DIN8140 螺纹护套(普通\自锁等)ciol inserts,coarse,fine thread,silf locking207 DIN9021 大外径垫圈washers,outside diameter appro.3d ISO7093 GB96-85208 DIN11024 弹簧卡子spring cotter for a bolt209 DIN13257 平板螺栓belting bolts (elevator bolts)210 DIN18182 干壁钉(墙板钉)dry wall screws211 DIN28129 环型螺母lifting nuts(eye nuts) GB63-88212 DIN70952 圆螺母用止退垫圈tab washers for slotted round nuts GB858-88。
德标与国标及ISO标准对应关系表
28
DIN417
Slotted set srews with full dog point
29
DIN427
Slotted set srews with chamfered end
30 31 32
DIN431 DIN432 DIN433
Pip nuts with thread External tap Washers for cheese head screws Square taper washers for
中文品名 Description in Chinese 圆锥销 圆柱销 开槽圆柱头螺钉 开槽盘头螺钉 单耳止动垫圈 开口销 开槽半沉头木螺钉 开槽半圆头木螺钉 开槽沉头木螺钉 平垫 平垫(带倒角) 平垫 重型弹垫 标准弹垫 鞍形弹垫 弹簧止动垫圈 波形弹垫 T 型方颈螺栓 T 型双接头螺栓 螺纹圆锥销 T 型头螺栓 蝶型螺母(美制) 蝶型螺母(德制) 蝶型螺母(美制) 蝶型螺母(德制) 圆球型盖型螺母 开槽带孔球面 圆柱头蚴钉 开槽长圆柱端 紧定螺钉 开槽平端 紧定螺钉(半牙) 小六角特薄细牙 螺母 外舌止动垫圈 小垫圈 (用于圆柱头螺钉) 方斜垫圈( U 型)
94 95 96 97 98 99
DIN914 DIN915 DIN916 DIN917 DIN920 DIN921
Hexagon socket set screws with cone point Hexagon socket set screws with dog point Hexagon socket set screws with cup point Hexagon cap nuts Slotted short cheese head screws Slotted large cheese head screws
德国标准和国际标准、中国标准中英文对照表
DIN653
滚花平头螺钉
knurled thumb screws thin type
GB835-88
78
DIN660
半圆头铆钉
round head rivets
ISO1051
GB867-86
79
DIN661
沉头铆钉
contersunk head rivets
ISO1051
GB869-86
80
DIN662
德国标准和国际标准、中国标准中英文对照表
序号
德国标准
中文品名
英文品名
国际标准
中国标准
Item
DIN-Standard
Description in Chinese
Description in English
ISO-Standard
GB-Standard
1
DIN1
圆锥销
taper pins
ISO2339
DIN472
孔用弹性挡圈
retaining rings for bores(internal),circlips
GB893.1-86
51
DIN478
方头带垫螺栓
square head bolts with collar
52
DIN479
方头圆柱底端螺栓
square head bolts with half dog point
内六角平端紧定螺钉
hexagon socket set screws with flat point
ISO4026
GB77-85
94
DIN914
内六角尖端紧定螺钉
hexagon socket set screws with cone point
(标准对照)德国标准和国际标准、中国标准对照表

序号德国标准中文品名国际标准中国标准1DIN1圆锥销ISO2339GB1172DIN7圆柱销ISO2338GB119-863DIN84开槽圆柱头螺钉ISO1207GB65-854DIN85开槽盘头螺钉ISO1580GB67-855DIN93单耳止动垫圈GB8546DIN94开口销ISO1234GB917DIN95开槽半沉头木螺钉GB1018DIN96开槽半圆头木螺钉GB999DIN97开槽沉头木螺钉GB10010DIN125-A平垫ISO7089GB97.1-8511DIN125-B平垫(带倒角)ISO7090GB97.2-8512DIN126平垫ISO709113DIN127-A重型弹垫GB724414DIN127-B标准弹垫GB93-8715DIN128-A鞍形弹垫GB7245-8716DIN137-A弹簧止动垫圈17DIN137-B波形弹垫GB95518DIN186T型方颈螺栓GB37-8819DIN188T型双接头螺栓20DIN258螺纹圆锥销ISO873721DIN261T型头螺栓22DIN315AF蝶形螺母(美制)23DIN315DF蝶形螺母(德制)GB62-8824DIN316AF蝶形螺钉(美制)25DIN317DF蝶形螺钉(德制)26DIN319圆球型盖型螺母27DIN404开槽带孔球面圆柱头螺钉GB832-8828DIN417开槽长圆柱端紧定螺钉ISO7435GB75-8529DIN427开槽平端紧定螺钉(半牙)ISO2342GB73-8530DIN431小六角特薄细牙螺母GB808-8831DIN432外舌止动垫圈GB856-88序号德国标准中文品名国际标准中国标准32DIN433小垫圈(用于圆柱头螺钉)ISO7092GB848-9533DIN434方斜垫圈(U型)GB852-8834DIN435方斜垫圈(I型)GB852-8835DIN436方垫圈36DIN438开槽凹端紧定螺钉ISO7436GB74-8537DIN439六角薄螺母ISO4035GB6172-8638DIN439细牙六角薄螺母ISO8675GB6173-8639DIN440木螺钉专用垫圈ISO709440DIN443密封帽41DIN444活节螺栓B型GB798-8842DIN462内舌止动垫圈43DIN463双耳止动垫圈GB855-8844DIN464滚花高头螺钉GB834-8845DIN465开槽滚花高头螺钉46DIN466滚花高螺母GB806-8847DIN467滚花薄螺母GB807-8848DIN470锁紧垫圈49DIN471轴用弹性挡圈GB894.1-8650DIN472孔用弹性档圈GB893.1-8651DIN478方头带垫螺栓52DIN479方头圆柱底端螺栓53DIN480方头带垫半圆底端螺栓54DIN508T型槽螺母ISO29955DIN525单头螺柱56DIN529地脚螺栓GB799-8857DIN546带槽圆螺母GB817-7658DIN547端面带孔圆螺母GB815-8859DIN551开槽平端紧定螺钉ISO4776GB73-8560DIN553开槽锥端紧定螺钉ISO7434GB71-8561DIN555六角螺母ISO403462DIN557方螺母-C GB39-88序号德国标准中文品名国际标准中国标准63DIN558六角头螺钉ISO401864DIN561六角头圆柱端紧定螺钉65DIN562薄型方螺母-B66DIN571六角头木螺钉GB102-8667DIN580吊环螺钉ISO3266GB825-7668DIN582吊环螺母69DIN601六角头螺栓ISO401670DIN603大半圆头方颈螺栓ISO8677GB14-8871DIN604沉头带插销马车螺栓72DIN605沉头长方颈马车螺栓73DIN607半圆头带插销马车螺栓74DIN608沉头短方颈马车螺栓75DIN609六角头精配螺栓(长螺纹)76DIN610六角头精配螺栓(短螺纹)77DIN653滚花平头螺钉GB835-8878DIN660半圆头铆钉ISO1051GB867-8679DIN661沉头铆钉ISO1051GB869-8680DIN662半沉头铆钉ISO105181DIN674大扁头铆钉ISO105182DIN703重型侧面带孔圆螺母83DIN705侧面带孔圆螺母GB816-8884DIN741卡头85DIN787T型槽螺钉ISO29986DIN835双头螺柱(牙长=2D)GB900-8887DIN906内六角锥型闭锁螺钉88DIN908内六角直型闭锁螺钉89DIN909外六角锥型闭锁螺钉90DIN910外六角直型闭锁螺钉91DIN911内六角扳手ISO293692DIN912内六角圆柱头螺钉ISO4762GB70-8593DIN913内六角平端紧定螺钉ISO4026GB77-85序号德国标准中文品名国际标准中国标准94DIN914内六角尖端紧定螺钉ISO4027GB78-8595DIN915内六角圆柱端紧定螺钉ISO4028GB79-8596DIN916内六角凹端紧定螺钉ISO4029GB80-8597DIN917薄型盲螺母98DIN920开槽小圆柱头螺钉99DIN921开槽大圆柱头螺钉GB838-88100DIN923开槽圆柱头轴肩螺钉GB830-88101DIN927开槽无头轴肩螺钉102DIN928焊接方螺母GB/T13680-92 103DIN929焊接六角螺母GB/T13681-92 104DIN931六角头螺栓(半牙)ISO4014GB5782-86105DIN933六角头螺栓(全牙)ISO4017GB5783-86106DIN934六角头螺母(1型)ISO4032GB6170-86107DIN934细牙六角头螺母(1型)ISO8673GB6171-86108DIN935开槽六角螺母ISO7035GB6178-86109DIN936六角头薄螺母ISO4035GB6172.1-86 110DIN937六角头开槽薄螺母ISO7038GB6181-86111DIN938双头螺距(牙长=1D)GB897-88112DIN939双头螺距(牙长=1.25D)GB898-88113DIN940双头螺距(牙长=1.5D)114DIN960六角头细牙螺栓(半牙)ISO8765GB5785-86115DIN961六角头细牙螺栓(全牙)ISO8676GB5786-86116DIN962头部穿孔六角头螺栓117DIN963开槽沉头螺钉ISO 2009GB68-85118DIN964开槽半沉头螺钉ISO 2010GB69-85119DIN965十字槽沉头螺钉ISO7046GB819-85120DIN966十字槽半沉头螺钉ISO7047GB820-85121DIN970六角头螺母122DIN971六角头螺母123DIN972细牙六角头螺母(2型)ISO8674GB6176-86124DIN975牙条(全螺纹)GB15389-94序号德国标准中文品名国际标准中国标准125DIN976螺纹销126DIN979六角头开槽薄螺母(2型)127DIN980全金属六角锁紧螺母 (1型)ISO7199GB6184-86128DIN981圆螺母ISO2982GB812-88129DIN982六角头尼龙锁紧螺母ISO7040GB889.1-86130DIN985六角头薄型尼龙锁紧螺母ISO10511GB6172.2-86 131DIN986六角盖型尼龙锁紧螺母132DIN988配合垫片133DIN1052木材连接用垫片134DIN1151沉头钢钉135DIN1440销钉专用垫片A型ISO8738136DIN1441销钉专用垫片137DIN1444带头销钉ISO2341138DIN1471圆锥型槽销ISO8744GB/T13829.2 139DIN1472圆锥型槽销(半槽)ISO8745GB/T13829.2 140DIN1473平行槽销(带倒角)ISO8740141DIN1474前端凹槽槽销ISO8741142DIN1475中部凹槽槽销ISO8742143DIN1476圆头槽销ISO8746GB/T13829.2 144DIN1477沉头槽销ISO8747145DIN1479六角螺母棒146DIN1480花篮螺栓147DIN1481弹性圆柱销ISO8752GB879-86148DIN1587组合式盖型螺母GB802-88149DIN1804开槽圆螺母(配合沟头扳手)150DIN1816圆螺母(带插销孔)151DIN2093盘型弹簧垫圈152DIN3017喉箍153DIN3404润滑油嘴(旋扭头)154DIN3567管夹155DIN3570U型螺栓序号德国标准中文品名国际标准中国标准156DIN6319球面垫圈GB849-88157DIN6325圆柱销ISO8734158DIN6330厚六角螺母GB56-88159DIN6331厚六角法兰面螺母GB6177-86160DIN6334长六角螺母161DIN6797-A外齿锁紧垫圈GB862.1-87162DIN6797-1内齿锁紧垫圈GB861.1-87163DIN6798-A外锯齿锁紧垫圈GB862.2-87164DIN6798-1内锯齿锁紧垫圈GB861.2-87165DIN6799开口挡圈GB896-76166DIN6885平键(A型)ISO773/2491167DIN6888半圆键ISO3912168DIN6899嵌环(支撑环)169DIN6900机器螺钉和垫圈组合件GB9074.1-17 170DIN6901自攻螺钉和垫圈组合件GB9074.18-23 171DIN6912薄型带孔内六角圆柱头螺钉172DIN6914大六角头螺栓173DIN6915大六角螺母174DIN6916大垫圈175DIN6917楔型方垫圈176DIN6923六角法兰面螺母ISO4161GB6177-86177DIN6925全金属六角锁紧螺母(2型)ISO7042GB6185.1-2000 178DIN7337开口型抽芯铆钉(沉头、扁圆头)GB12617/12618 179DIN7338扁平头半空心/全空心铆钉GB875/975-86 180DIN7343螺旋夹紧销ISO8750181DIN7346轻型弹性圆柱销ISO13337182DIN7349重型弹性圆柱销用垫圈183DIN7500ISO公制螺纹螺钉 (多种头型)184DIN7504自攻自钻螺钉(多种头型)185DIN7513开槽切削螺纹螺钉(多种头型)186DIN7516十字槽切削螺纹螺钉 (多种头型)序号德国标准中文品名国际标准中国标准187DIN7965T型四爪螺母188DIN7968钢结构用六角头螺栓连接副GB1228/1229/1230 189DIN7971开槽盘头自攻螺钉ISO1481GB5282-85190DIN7972开槽沉头自攻螺钉ISO1482GB5283-85191DIN7973开槽半沉头自攻螺钉ISO1483GB5284-85192DIN7976六角头自攻螺钉ISO1479GB5285-85193DIN7980圆柱头螺钉用弹簧垫圈ISO8738194DIN7981十字槽盘头自攻螺钉ISO 7049GB845-85195DIN7982十字槽沉头自攻螺钉ISO7050GB846-85196DIN7983十字槽半沉头自攻螺钉ISO7051GB847-86197DIN7984薄型内六角圆柱头螺钉198DIN7985十字槽盘头螺钉ISO7045GB818-85199DIN7989钢结构用垫圈GB1230-84200DIN7990钢结构用六角头螺栓GB1229-84201DIN7991内六角沉头螺钉ISO10642202DIN7993轴用钢丝挡圈GB895.2-86203DIN7995十字槽半沉头木螺钉GB952-86204DIN7996十字槽圆头木螺钉GB950-86205DIN7997十字槽沉头木螺钉GB951-86206DIN8140螺纹护套(普通\自锁等)207DIN9021大外径垫圈ISO7093GB96-85208DIN11024弹簧卡子209DIN13257平板螺栓210DIN18182干壁钉(墙板钉)211DIN28129环型螺母GB63-88212DIN70952圆螺母用止退垫圈GB858-88。
DIN-ISO-GB标准对照

国际标准 ISO-Standard
中国标准 GB-Standard
GB815-88 GB73-85 GB71-85 GB39-88 端面带孔圆螺母 开槽平端紧定螺钉 开槽锥端紧定螺钉 六角螺母 方螺母 六角头螺钉 六角头圆柱端紧定螺钉 薄型方螺母 六角头木螺钉 吊环螺栓 吊环螺母 六角头螺栓 马车螺栓 沉头带插销马车螺栓 沉头长方颈马车螺栓 半圆头带插销马车螺栓 沉头短方颈马车螺栓 六角头精配螺栓 六角头精配螺栓 滚花平头螺钉 半圆头铆钉 沉头铆钉 半沉头铆钉 大扁头铆钉 重型侧面带孔圆螺母 侧面带孔圆螺母 卡头 T型槽螺钉 双头螺柱 内六角锥型闭锁螺钉
中文品名 Description in Chinese
圆锥销 圆柱销 开槽圆柱头螺钉 开槽盘头螺钉 单耳止动垫圈 开口销 开槽半沉头木螺钉 开槽半圆头木螺钉 开槽沉头木螺钉 平垫 平垫 弹垫 鞍形弹垫 弹簧止动垫圈 波形弹垫 T型方颈螺栓 T型双接头螺栓 螺纹圆锥销 T型头螺栓 蝶形螺母 蝶形螺钉 蝶形螺钉 圆球型盖型螺母 麻花钻 加长麻花钻 丝锥 丝锥 丝锥 锉刀手柄 开槽带孔球面圆柱头螺 钉
英文品名 Description in English
Taper pins Parallel pins Slotted cheese head screws Slotted pan head screws Tab washers Split cotter pins Slotted raised csk head wood screws Slotted round head wood screws Slotted raised csk head wood screws Plain washers Plain washers Spring lock washers tang ends Single coil spring lock washers Curved spring washers Wave spring washers T-head bolts with square neck T-head bolts with double nip Taper pins with threaded end T-head bolts Wing nuts amercia form Wing screws amercia form Wing screws germany form Ball knobs
德国滚花标准

Knurling TechnologyThe company Hommel + Kellerwas founded in 1926 by the precision technician Jakob Keller and his business partner GeorgHommel. During the first years of its operation, the company specia-lised in the development, manu-facture and sales of measuring instruments. Already in the early stages, the two founders recognized a considerable demand for knurling tools and knurling wheels and consequently focused increasingly on customer orientated product developments and the brand name ZEUS.Today, the dominant part of the business continues to be the development of knurling techno-logy, resulting in continued sales through a long-term strategic marketing focus by the company.Apart from a continuing process of product optimization, providing the user with new and innovative solutions, Hommel + Kellerreinforces its service offerings on all markets.Apart from its core competence in knurling technology, Hommel and Keller’s diversification strategy has led to an expansion of its product portfolio. The product fields marking technology, profile marking technology, wobble broaching and contract manufac-ture constitute an important part of the company’s activities today. Hommel + Keller places great emphasis on a strong partnership with its qualified distributors around the world, but also sup-plies directly to a diversity of indu-stries, such as the high technology industry, the aviation industry or the medical engineering industry.23Our affiliate company …H+K Här-te– und Oberflächentechnik“ has specialised in the treatment of high-quality precision parts. With its full service in electroplating, salt bath and vacuum hardening,H+K offers its customers a profes-sional and economic solution for any requirements in surface treat-ment and hardening. Our aim is to offer all our custo-mers an optimal level of product benefits, product advice and customer service.We therefore place great empha-sis on further education and product training programmes,allowing our staff to keep up to date with the newest marketdevelopments and technologies.We are looking forward to a good cooperation with our partners and customers in the future!Knurling WheelsExperience the broad productrange of high precision ZEUSknurling wheels for form andcut knurling tools.ZEUS: Customer specificsolutions? Rely on us.Page 16 - 23Form Knurling ToolsConvince yourself of the superiorquality of ZEUS form knurlingtools.ZEUS: For all applications theperfect tool.Page 24 - 36Cut Knurling ToolsDiscover best results with ZEUScut knurling tools.ZEUS: For excellent visual qualityknurl profile.Page 37 - 46Special ToolsEconomize with ZEUS specialknurling tools according to yourspecifications.ZEUS: Individuality is our strengthPage 47 - 50Marking ToolsCapture new cost advantages withthe innovative ZEUS marking tools.ZEUS: The best solution for everyapplication.Order our special product cataloguefor ZEUS marking tools today.4Knurling profile (DIN 82)Knurling tool withknurling wheel (DIN 403)RGE 30°milled RKV Tool 131- ...U (KE)Tool 231- ...R (BR30°)Note: Knurling wheels marked with * are not standardizedRAA ( milled)Tool 291- ...M (AA)Tool 311- ...RH 45°(KAA)Tool 131- ...U (Form knurling wheel C) *Tool 131- ...U (Marking roll)Tool 131- ...U (Form knurling wheel HE) *Tool 241- ...M (1 x BL 15°, 1 x BR 15°)Tool 131- ...U (Form knurling wheel E) *Tool 131- ...U (Marking roll)Tool 312 (KAA)Front knurl RAA Form knurl C *Marking Marking RAAForm knurl HVRGE 45°(milled)Form knurl E5678Our experience values for the increase in material diameter through form knurling Knurling profile according to DIN 82:RAA (Profile on work piece)Knurling wheels according to DIN 403:AA (Profile for knurling wheels)RAARBL 30RBR 30Knurling profile according to DIN 82:RGE 30°(Profile on work piece)Knurling wheels according to DIN 403:BR 30°+ BL 30°(Profile for knurling wheels)RGENOTE: These values are guidelines only. Minor deviations may occur depending on material. Applies only to form knurling.Knurling profile according to DIN 82:RBL 30°/RBR 30°(Profile on work piece)Knurling wheels according to DIN 403:BR 30°/BL 30°(Profile for knurling wheels)9Cut KnurlingForm KnurlingNOTE: These values are approximate values only.Sufficient cooling and lubrication is necessary to prevent chips from being rolled in and to increase tool life of knurling wheels.10IllustrationPossible manufacturing methodswith knurling wheels according to DIN 403Profile can only be produced in radial tool direction (plunge knurling)Profile can only be produced in axial tool direction (feed knurling)Profile can be produced in axial and radial tool directionWork pieceWork pieceWork pieceKnurling profile RBRKnurling profile RBRKnurling wheel BLKnurling profile RAAKnurling profile RAAKnurling wheel BL swivelled 30°Knurling wheel BR swivelled 30Knurling wheel AA swivelled 30°Work pieceWork pieceWork pieceKnurling profile RBLKnurling profile RBLKnurling wheel BRKnurling wheel AA swivelled 30°Possible manufacturing methodsKnurling wheel AA swivelled 30°Knurling profile RGEWork pieceKnurling wheel AA swivelled 30°Knurling profile RGVWork pieceKnurling wheel GE11Possible manufacturing methods1213Characteristics according to machine typeCNC and conventional – centre height is integratedView xknurling wheel is not fixed above shank front edgecentre height is integratedView xCut Knurling – (swarf removal)Only suitable for some profiles.Axial tool direction only.Allocation of the ZEUS knurling tool type to the knurling profile on the work piece (DIN 82)Note:Knurling profiles marked with x cannot be produced with this tool type or in this machining plane.Conical knurls, certain profiles and markings can only be produced through axial machining with form knurling.14*When cut knurling restrictions apply with regard to profile possibilitiesForm Knurling– (without swarf removal)Suitable for all profiles.Radial and / or axial tool direction.15Knurling Wheels17The Knurling Wheel – DIN 403AA BL 30°BL 45°BR 30°BR 45°GE 30°GE 45°KEAA BL 30°BL 45°BR 30°BR 45°GE 30°GE 45°KE20GV 30GV 45°KV21Knurling Wheels DIN 403 – Cut KnurlingAA BL 15°BL 30°BR 15°BR 30°22Please fill in table and send to Hommel + Keller.KAA KBL KBR KGE KGVC DL E FL FRDRPlease fill in table and send to Hommel + Keller.23Form Knurling ToolsKnurling profileon work pieceDIN 82RAA RBL RBR RGE RGV RKE RKVZEUS Knurling Tool No. 130-08/10/12/14/16/20/70/75/80/85/90Application: Form knurling (without swarf removal), Plunge knurling(feeding possible for RAA; RBL and RBR)Suitable for all knurling patterns, profiles and markingsKnurling Wheels:All forms suitableType of Machine:•Lathe machines and auto lathes•Conventional•Centre height to be adjustedFeatures:•Special surface hardening for longer tool life time•Carbide pins:– higher speed rates– faster productionKnurling profile on work piece DIN 82RAARBLRBRRGERGVRKERKVZEUS Knurling Tool No. 131-08/10/12/16Application:Form knurling (without swarf removal), Plunge knurling (feeding possible for RAA; RBL and RBR)Suitable for all knurling patterns, profiles and markingsKnurling Wheels:All forms suitableType of Machine:•Sliding head auto lathes (screw machines) and small auto lathes•CNC and conventional •Centre height is integratedFeatures:•Knurl pins fixed by a screw – for a quick replacement of knurling wheels•Special surface hardening for longer tool life time •Carbide pins:– higher speed rates – faster production – prolonged lifeL = left R = rightKnurling profile on work piece DIN 82RAARBLRBRRGERGVRKERKVZEUS Knurling Tool No. 131-20/25/85/90Application:Form knurling (without swarf removal), Plunge knurling (feeding possible for RAA; RBL and RBR)Suitable for all knurling patterns, profiles and markingsKnurling Wheels:All forms suitableType of Machine:•Lathe machines and auto lathes•CNC and conventional •Centre height is integratedFeatures:•Knurl pins fixed by a screw – for a quick replacement of knurling wheels•Special surface hardening for longer tool life time •Carbide pins:– higher speed rates – faster production – prolonged lifeKnurling profileon work pieceDIN 82RAA RBL RBR RGE RGV RKE RKVZEUS Knurling Tool No. 132-08/10/12/16Application:Form knurling (without swarf removal), Plunge knurling(feeding possible for RAA; RBL and RBR)Suitable for all knurling patterns, profiles and markingsKnurling to a shoulderKnurling Wheels:All forms suitableType of Machine:•Sliding head auto lathes (screw machines) and small auto lathes•CNC and conventional•Centre height is integratedFeatures:•Special surface hardening for longer tool life time•Knurl pins fixed by a screw – for a quick replacement of knurling wheels•RAA RBL RBR RGE RGV RKE RKV ZEUS Knurling Tool No. 132-20/25/85/90 Application:Knurling Wheels:Type of Machine:Features:Knurling profileon work pieceDIN 82RAA RGEZEUS Knurling Tool No. 141-08/10/12/16Application:Form knurling (without swarf removal), Plunge and feed knurlingFor knurling on work piece according to DIN 82: RAA; RGE 30°; RGE 45°Knurling Wheels:RAA – 2 pieces AARGE 30°– 1 piece BL 30°/ 1 piece BR 30°RGE 45°– 1 piece BL 45°/ 1 piece BR 45°Type of Machine:•Sliding head auto lathes (screw machines) and small auto lathes•CNC and conventional•Centre height is integratedFeatures:•Modular system – universal knurling toolfor both left and right hand orientation•Easy handing by moving the knurling head to the reverse side•With flexible centering•Knurl pins and pivot pin fixed by a screw –for a quick replacement of knurling wheels / knurling head•Special surface hardening for longer tool life time•Carbide pins:– higher speed rates– faster production– prolonged lifeL +RL +RKnurling profileon work pieceDIN 82RAA RGEForm knurling (without swarf removal),Plunge and feed knurlingFor knurling on work piece according to DIN 82: RAA; RGE 30°; RGE 45°RAA – 2 pieces AARGE 30°– 1 piece BL 30°/ 1 piece BR 30°RGE 45°– 1 piece BL 45°/ 1 piece BR 45°•Lathe machines and auto lathes•CNC and conventional•Centre height is integrated•Modular system – universal knurling toolfor both left and right hand orientation•Easy handing by moving the knurling head to the reverse side•With flexible centering•Knurl pins and pivot pin fixed by a screw –for a quick replacement of knurlling wheels/knurling head•Special surface hardening for longer tool life time•Carbide pins:– higher speed rates– faster production– prolonged life32L +RRGE312Knurling profileRGEName:SpindleMaterial:Stainless Steel (1.4104)Knurling profile on component (DIN 82):RAA 0,4Application:Plunge knurling,without swarf removal Speed rate m/min:23Feed rate mm/rev:0,1Machine:Traub TNLTool:Knurling tool 161-12L100404Knurling wheel 10x4x4 P0,4343521No. 1192-12M15066821BHR0519192-15M25060821BHR0520192-20M25060821BHR0520Knurling profileon work pieceDIN 82RAA RGEZEUS Knurling Tool No. 192-12/15/20Application:Form knurling (without swarf removal), Feed knurlingFor knurling on work piece according to DIN 82: RAA; RGE 30°; RGE 45°Knurling to a shoulderKnurling Wheels:RAA – 3 pieces AARGE 30°– 2 pieces BL 30°/ 1 piece BR 30°RGE 45°– 2 pieces BL 45°/ 1 piece BR 45°Type of Machine:•Lathe machines, auto lathes, sliding head auto lathes (screw machines),rotary transfer machines•CNC and conventionalFeatures:•Two working areas by changing the position of the knurl holder– working area 1 = AB1– working area 2 = AB2•Scale for setting the work piece diameter•Fixing screws to set the diameter of the work piece•Available as a spare part: 1 set jaws for Tool No. 291–herewith the tool can be modified to a cut knurling tool•Further shank sizes and shank according to DIN 69880 Iavailable on demand•Low radial pressure on the work piece•– prolonged lifeAB21Bezeichnung:ÜberwurfmutterWerkstoff:Messing (CuZn39Pb3)Rändelprofil am Werkstück (DIN82):RGE 0,8 (30°)Anwendung:Einstich- und Längsrändeln - spanlose Umformung Schnittgeschwindigkeit:82Vorschub:0,08 / 0,18Maschine:Weiser - DrehmaschineEingesetztes Werkzeug:Rändelwerkzeug 141-20M200806Rändelrad BL30°20x8x6 T0,8Rändelrad BR30°20x8x6 T0,835Cut Knurling ToolsKnurling profile on work piece DIN 82RAARBLRBRZEUS Cut Knurling Tool No. 231-08/10/12/16Application:Cut knurling (swarf removal), Feed knurlingFor knurling on work piece according to DIN 82: RAA; RBR; RBLKnurling Wheels:RAA – 1 piece BL 30°(for 231-L); RAA – 1 piece BR 30°(for 231-R)RBR 30°– Form AA (for 231-R); RBL 30°– Form AA (for 231L)Type of Machine:•Sliding head auto lathes (screw machines) and small auto lathes•CNC and conventional •Centre height is integratedFeatures:•Adjustment of the clearance angle with set screws in the shank•Fine adjustment for straight knurling with adjustable knurling head •Special surface hardening for longer tool life time •Carbide bushings: – higher speed rates – faster production – prolonged lifeNo.1231-20L25060821BHR0187231-20R25060821BHR0187231-25L25060821BHR0188231-25R25060821BHR0188231-25L42131621BHR0473231-25R42131621BHR0474Knurling profile (for 231-R)– Form AA (for 231-L)21Name:NutMaterial:Brass (CuZn39Pb3)Knurling profile on work piece (DIN 82):RGE 0,8 (30°)Application:Feed knurling, swarf removal Speed rate m/min:90Feed rate mm/rev:0,14Machine:Gildemeister NEFTool:Knurling tool 240-20M250608Knurling wheel 2xAA 25x6x8 P0,840RGEZEUS Cut Knurling Tool No. 240-16/20Application:Cut knurling (swarf removal), Feed knurlingFor knurling on work piece according to DIN 82: RGE 30°; RGE 45°Knurling Wheels:RGE 30°– 2 pieces AARGE 45°– 1 piece BL 15°/ 1 piece BR 15°Type of Machine:•Lathe machines and auto lathes•Conventional•Centre height to be adjustedFeatures:•Easy setting and adjustment•Adjustment of diameter is made at central setting screw with setting scale•Scale for setting the work piece diameter – for an even profil depth •Fine adjustment for positioning the cut knurling head •Special surface hardening for longer tool life time •Carbide bushings: – higher speed rates – faster production – prolonged life21Name:RollMaterial:Steel ST56Knurling profile on work piece (DIN 82):RGE 1,6 (30°)Application:Feed knurling, swarf removal Speed rate m/min:71Feed rate mm/rev:0,2Machine:Böhringer V6Tool:Knurling tool 240-40M321316Knurling wheel 2xAA 32x13x16 P1,641ZEUS Cut Knurling Tool No. 240-40/60Application:Cut knurling (swarf removal), Feed knurlingFor knurling on work piece according to DIN 82: RGE 30°; RGE 45°Knurling Wheels:RGE 30°– 2 pieces AARGE 45°– 1 piece BL 15°/ 1 piece BR 15°Type of Machine:•Lathe machines and auto lathes•Conventional•Centre height to be adjustedFeatures:•Scale for setting the work piece diameter•Fine adjustment for positioning the cut knurling head – for an even profile depthZEUS Cut Knurling Tool No. 241-08/10/12/16Application:Cut knurling (swarf removal), Feed knurlingFor knurling on work piece according to DIN 82: RGE 30°; RGE 45°Knurling Wheels:RGE 30°– 2 pieces AARGE 45°– 1 piece BL 15°/ 1 piece BR 15°Type of Machine:•Sliding head auto lathes (screw machines) and small auto lathes•CNC and conventional •Centre height is integratedFeatures:•Easy setting and adjustment•Adjustment of diameter is made at central setting screw with setting scale•Scale for setting the work piece diameter•Fine adjustment for positioning the cut knurling head – for an even profile depth•Special surface hardening for longer tool life time •Carbide bushings: – higher speed rates – faster production – prolonged lifeL = leftR = rightNo.1241-16M15040821BHR0439241-20M15040821BHR0012241-25M15040821BHR0441241-20M25060821BHR0029241-25M25060821BHR0363ZEUS Cut Knurling Tool No. 241-16/20/25Application:Cut knurling (swarf removal), Feed knurlingFor knurling on work piece according to DIN 82: RGE 30°; RGE 45°Knurling Wheels:RGE 30°– 2 pieces AA /RGE 45°– 1 piece BL 15°/ 1 piece BR 15°Type of Machine:•Lathe machines and auto lathes21Name:NutMaterial:Brass (CuZn39Pb3)Knurling profile on work piece (DIN 82):RGE 0,8 (30°)Application:Feed knurling, swarf removal Speed rate m/min:110Feed rate mm/rev:0,13Machine:OkumaTool:Knurling tool 241-30R250608Knurling wheel 2xAA 25x6x8 P0,844No.1241-30L25060821BHR0145241-30R25060821BHR0146241-40L25060821BHR0147241-40R25060821BHR0148241-50L25060821BHR0149241-50R25060821BHR0150ZEUS Cut Knurling Tool No. 241-30/40/50Application:Cut knurling (swarf removal), Feed knurlingFor knurling on work piece according to DIN 82: RGE 30°; RGE 45°Knurling Wheels:RGE 30°– 2 pieces AARGE 45°– 1 piece BL 15°/ 1 piece BR 15°Type of Machine:•Lathe machines and auto lathes•CNCFeatures:•Easy setting and adjustment•Adjustment of diameter is made at central setting screw with setting scale•Scale for setting the work piece diameter•Fine adjustment for positioning the cut knurling head •Detachable setting aid for optical pre-setting •Connection for coolant•Shank according to DIN 69880 I•Special surface hardening for longer tool life time •Carbide bushings: – higher speed rates – faster production – prolonged life21ZEUS Cut Knurling Tool No. 251-08/10/12/16Application:Cut knurling (swarf removal), Feed knurlingFor knurling on work piece according to DIN 82: RGE 30°; RGE 45°Knurling Wheels:RGE 30°– 2 pieces AARGE 45°– 1 piece BL 15°/ 1 piece BR 15°Type of Machine:•Sliding head auto lathes (screw machines) and small auto lathes •CNC and conventional•Centre height is integratedFeatures:•Special surface hardening for longer tool life time•Carbide bushings:– higher speed rates– faster production– prolonged lifeAB21No. 1291-12M10030621BHR0521291-15M15040821BHR0522291-20M15040821BHR0522Special Tools45Name:Windscreen wiper spindleMaterial:C45PbProfile on work piece (DIN82):AA 0,6Application:Plunge knurling – without swarf removalSpeed rate m/min:28Feed rate mm/rev:0,06Machine type:CitizenC16Tool:Knurling tool 311-10Knurling KAA 15x6x4 P0,648Knurling profileon work pieceDIN 82RAA RBR RBL RGE RGVZEUS Knurling Tool No. 311/312Application:Form knurling (without swarf removal),Face knurling, Conical knurlingKnurling Wheels:RAA – 1 piece KAARBR – 1 piece KBLRBL–1 piece KBRRGE 30°/45°– 1 piece KGVRGV 30°/45°– 1 piece KGECustom made knurling wheels – see page 22Type of Machine:•Tool design according to machine requirementsFeatures:•Special surface hardening for longer tool life timefull angle49RBLRBRRGERKVZEUS Knurling Tool No. 330-10/14/16 UApplication:Form knurling (without swarf removal), Internal knurling Suitable for all knurling patterns, profiles and markingsKnurling Wheels:All forms suitableType of Machine:•Lathe machines and auto lathes•Conventional•Centre height is integratedFeatures:•Special surface hardening for longer tool life time•Carbide pins:– higher speed rates – faster production – prolonged lifeName:BoltMaterial:Stainless Steel (1.4305)Knurling profile on work piece (DIN 82):RGE 0,5 (30°)Application:Feed knurling, swarf removalSpeed rate m/min:18Feed rate mm/rev:0,11Machine:Eubama – Rotary transfer machineTool:Knurling tool 391-25Knurling wheel 2xBL30°10x4x4 P0,5Knurling wheel 1xBR30°10x4x4 P0,550Knurling profileon work pieceDIN 82RAA RGEZEUS Knurling Tool No. 391-00Application:Form knurling (without swarf removal), Feed knurlingFor knurling on work piece according to DIN 82: RAA; RGE 30°; RGE 45°Knurling Wheels:RAA – 3 pieces AARGE 30°– 2 pieces BL 30°/ 1 piece BR 30°RGE 45°– 2 pieces BL 45°/ 1 piece BR 45°Type of Machine:•Lathe machines, auto lathes, sliding head auto lathes (screw machines),rotary transfer machines•CNC and conventionalFeatures:•To insert into hand or machine die holder•The die dimensions are in keeping with thoseof standard threading dies•According to customer requirements –Designed according to exact diameter and pitch of the work piece•Low radial pressure on the work piece•Special surface hardening for longer tool life time。
德标与国标对照

标准对照表序号 Item德国标准DIN-Standard中文品名Description in Chinese英文品名Desciption in English国际标准ISO-Standard中国标准GB-Standard1DIN1圆锥销Taper pins ISO2339GB117 2DIN7圆柱销Parallel pins ISO2339GB119-86 3DIN84开槽圆柱头螺钉Slotted cheese head screws ISO1207GB65-85 4DIN85开槽盘头螺钉Slotted pan head screws ISO1580GB67-85 5DIN93单耳止动垫圈Tab washers GB854 6DIN94开口销Split cooter pins ISO1234GB917DIN95开槽半沉头木螺钉Slotted raised csk head wood screws GB101 8DIN96开槽半圆头木螺钉Slotted round head wood screws GB999DIN97开槽沉头木螺钉Slotted countersunk head wood screws GB100 10DIN125-A平垫Plain washers ISO7089GB97.1-85 11DIN125-B平垫(带倒角)Mediun washers ISO7090GB97.2-85 12DIN126平垫Plain washers ISO709113DIN127-A重型弹垫Spring lock washers,tang ends GB7244 14DIN127-B标准弹垫Spring lock washers,square ends GB93-87 15DIN128-A鞍形弹垫Single coil spring lock washers GB7245-87 16DIN137-A弹簧止动垫圈Curved spring washers17DIN137-B波形弹垫Wave spring washers GB955 18DIN186T型方颈螺栓T-head blots with square neck GB37-88 19DIN188T型双接头螺栓T-head bolts with double nip20DIN258螺纹圆锥销Taper pins with threaded end ISO873721DIN261T型头螺栓T-head bolts22DIN315AF蝶型螺母(美制)Wing nuts America form23DIN315DF蝶型螺母(德制)Wing nuts germany form GB62-88 24DIN316AF蝶型螺母(美制)Wing screws America form25DIN317DF蝶型螺母(德制)Wing screws germany form26DIN319圆球型盖型螺母Ball knobs27DIN404开槽带孔球面圆柱头蚴钉Slotted capstan screws GB832-8828DIN417开槽长圆柱端紧定螺钉Slotted set srews with full dog point ISO7435GB75-8529DIN427开槽平端紧定螺钉(半牙)Slotted set srews with chamfered end ISO2342GB73-8530DIN431小六角特薄细牙螺母Pip nuts with thread GB808-8831DIN432外舌止动垫圈External tap GB856-8832DIN433小垫圈(用于圆柱头螺钉)Washers for cheese head screws ISO7092GB848-9533DIN434方斜垫圈(U型)Square taper washers forU-sectionGB852-8834DIN435方斜垫圈(I型)Square taper washers forI-sectionsGB852-8835DIN436方垫圈Square washers36DIN438开槽凹端紧定螺钉Slotted set with cup point ISO7436GB74-85 37DIN439六角薄螺母Hexagon thin nuts ISO4035GB6172-86 38DIN439细牙六角薄螺母Hexagon thin nuts ISO8675GB6173-86 39DIN440木螺钉专用垫圈Rounds washers for wood constructions ISO709440DIN443密封帽Sealing caps,push-in type41DIN444活节螺栓B型Eye bolts form B GB798-88 42DIN462内舌止动垫圈Internal tab washers43DIN463双耳止动垫圈Washers with two taps GB855-88 44DIN464滚花高头螺钉Knurled thumb screws with collar GB834-88 45DIN465开槽滚花高头螺钉Slotted knurled thumb screws with collar46DIN466滚花高螺母Knurled thumb nuts with collar GB806-88 47DIN467滚花薄螺母Knurled thumb thin nuts GB807-88 48DIN470锁紧垫圈Sealing washers49DIN471轴用弹性垫圈Retaining rings for shafts(external),circlips GB893-86 50DIN472孔用弹性垫圈Retaining rings for bores(internal),circlips GB893.86 51DIN478方头带垫螺栓Square head bolts with collar52DIN479方头圆柱底端螺栓Square head bolts with half dog point53DIN480方头带垫关圆底端螺栓Square head bolts with collar,half dog point54DIN508T型槽螺母T-slot nuts ISO29955DIN525单头螺柱Single end studs56DIN529地脚螺栓Masonry bolts GB799-8857DIN546带槽圆螺母Slotted round nuts GB817-76 58DIN547端面带孔圆螺母Round nuts with drilled holes in one face GB815-88 59DIN551开槽平端紧定螺钉Slotted set screws with flat point ISO4776GB73-85 60DIN553开槽锥端紧定螺钉Slotted set screws with cone point ISO7434GB71-85 61DIN555六角螺母Hexagon nuts ISO403462DIN557方螺母-C Square nuts GB39-88 63DIN558六角头螺钉Hexagon screws ISO401864DIN561六角头圆柱端紧定螺钉Hexagon set screws with full dog point65DIN562薄型方螺母-B Square nuts without bevel (pressed nuts)66DIN571六角头木螺钉Hexgon head wood screw(coach screws)GB102-8667DIN580吊环螺钉Lifting eye bolts ISO3266GB825-76 68DIN582吊环螺母Lifting eye nuts标准对照表序号 Item 德国标准DIN-Standard中文品名Description in Chinese英文品名Desciption in English国际标准ISO-Standard中国标准GB-Standard69DIN601六角头螺栓Hexagon blots ISO401670DIN603大半圆头方颈螺栓(马车螺栓)Mushroom head square neck bolts(carriage bolts)ISO8677GB14-8871DIN604沉头带插销马车螺栓Flat countersunk nib bolts72DIN605沉头长方颈马车螺栓Flat countersunk long squareneck bolts73DIN607半圆头带插销马车螺栓Cup head nib bolts74DIN608沉头短方颈马车螺栓Flat countersunk short square neck bolts75DIN609六角头精配螺栓(长螺纹)Hexagon fitted bolts,long thread76DIN610六角头精配螺栓(短螺栓)Hexagon fitted bolts short thread77DIN653滚花平头螺钉Knurled thumb screws thin type GB835-88 78DIN660半圆头铆钉Round head rivets ISO1051GB867-86 79DIN661沉头铆钉Contersunk head rivets ISO1051GB869-86 80DIN662半沉头铆钉Raised contersunk head rivets ISO105181DIN674大扁头铆钉Mushroom head rivets ISO105182DIN703重型侧面带孔圆螺母Adjusting rings,heavy range(shafting collars)83DIN705侧面带孔圆螺母Adjusting rings,light range(shafting collars)GB816-88 84DIN741卡头Wire rope clips85DIN787T型槽螺钉T-slot screws ISO29986DIN835双头螺柱(牙长=2D)Studs-metal(end=2d)GB900-8887DIN906内六角锥型闭锁螺钉Hexagon socket pipe plugs,conical thread88DIN908内六角直型闭锁螺钉Thread89DIN909外六角锥型闭锁螺钉Thread90DIN910外六角直型闭锁螺钉Hexagon head screw plugs,cyl.thread91DIN911内六角扳手Socket wrenches ISO293692DIN912内六角圆柱头螺钉Hexagon socket cap screws ISO4762GB70-8593DIN913内六角平端紧定螺钉Hexagon socket set screws with falt point ISO4026GB77-8594DIN914内六角尖端紧定螺钉Hexagon socket set screws with cone point ISO4027GB78-8595DIN915内六角圆柱端紧定螺钉Hexagon socket set screws with dog point ISO4028GB79-85 96DIN916内六角凹端紧定螺钉Hexagon socket set screws with cup point ISO4029GB80-85 97DIN917薄型盲螺母Hexagon cap nuts98DIN920开槽小圆柱头螺钉Slotted short cheese head screws99DIN921开槽大圆柱头螺钉Slotted large cheese head screws GB838-88100DIN923开槽圆柱头轴肩螺钉Slotted pan head screw with shoulder GB830-88101DIN927开槽无头轴肩螺钉Slotted shoulder screws102DIN928焊接方螺母Square weld nuts GB/T13680-92103DIN929焊接六角螺母Hexagon weld nuts GB/T13681-92104DIN931六角头螺栓(全牙)Hexagon head screws ISO4014GB5782-86105DIN933六角头螺栓(半牙)Hexagon head screws ISO4017GB5783-86106DIN934六角头螺母(1型)Hexagon full nuts ISO4032GB6170-86 107DIN934细牙六角头螺母(1型)Hexagon full nuts ISO8673GB6171-86 108DIN935开槽六角螺母Hexagon slotted and castle nuts ISO7035GB6178-86 109DIN936六角头薄螺母Hexagon thin nuts ISO4035GB6172.1-86 110DIN937六角头开槽薄螺母Hexagon thin slotted and caslte nuts ISO7038GB6181-86111DIN938双头螺距(牙长=1D)Studs metal(end=1d)GB897-88112DIN939双头螺距(牙长=1.5D)Studs metal(end=1.25d)GB898-88113DIN940双头螺距(牙长=1.25D)Studs metal(end=1.5d)114DIN960六角头细牙螺栓(全牙)Hexagon head bolts,metric fine pitch thread ISO8765GB5785-86115DIN961六角头细牙螺栓(半牙)Hexagon head bolts,metric fine pitch thread ISO8676GB8786-86116DIN962头部穿孔六角头螺栓Additional shapes and versions for bolts117DIN963开槽沉头螺钉Slotted countersund head screws ISO2009GB68-85 118DIN964开槽半沉头螺钉Slotted raised countersunk oval head screws ISO2010GB69-85 119DIN965十字槽沉头螺钉Cross recessed countersunk head screws ISO7046GB819-85120DIN966十字槽半沉头螺钉Cross recessed raisedCountersunk head screwsISO7047GB820-85121DIN970六角头螺母Hexagon nuts type-1122DIN971六角头螺母Hexagon nuts type-2123DIN972细牙六角头螺母(2型)Hexagon nuts with fine thread124DIN975牙条(全螺纹)Threaded rods(studdings)ISO8674GB6176-86 125DIN976螺纹销Threaded pins(stud bolts)GB15389-94 126DIN979六角头开槽薄螺母(2型)Hexagon thin slotted and castle nuts127DIN980全金属六角锁紧螺母(1Prevaillng rorque type hexagon nuts,all metal nuts型)128DIN981圆螺母Locknuts ISO7199GB6184-86129DIN982六角头尼龙锁紧螺母Prevailing rorque type hexagon nuts,heavy type,withnylonISO2982GB812-88130DIN985六角头薄型尼龙锁紧螺母Prevalling torque type hoxagon nuts,heavy type,withnylonISO7040GB889.1-86131DIN986六角盖型尼龙锁紧螺母Preailling torque typedomed capnuts with nyloninsertISO10511GB6172.2-86132DIN988配合垫片Shim rings133DIN1052木材连接用垫片Washers for timber connectors134DIN1151沉头钢钉Round plain head nails135DIN1440销钉专用垫片A型Plain washers for clevis pins(A型)ISO8738 136DIN1441销钉专用垫片Plain washers for clevis pins137DIN1444带头销钉Clevis pins with head ISO2341上一页下一页序号 Item德国标准DIN-Standard中文品名Description in Chinese英文品名Desciption in English国际标准ISO-Standard中国标准GB-Standard138DIN1471圆锥型槽销Grooved pins,taper grooved ISO8744GB/T13829.2139DIN1472圆锥型槽销(半槽)Grooved pins,taper grooved half length ISO8745GB/T13829.2140DIN1473平行槽销(带倒角)Grooved pins,parallel grooved full length ISO8740141DIN1474前端凹槽槽销Grooved pins,reverve grooved half length ISO8741 142DIN1475中部凹槽槽销Grooved pins,center grooved ISO8742 143DIN1476圆头槽销Grooved pins with round head ISO8746 144DIN1477沉头槽销Grooved pins with countersunk head ISO8747145DIN1479六角螺母棒Turnuckles(center parts),made out of hexagonbar146DIN1480花蓝螺栓Turnuckles with eye bolt and hook bolt147DIN1481弹性圆柱销Spring pins,heavy type ISO8752GB879-86 148DIN1587组合式盖型螺母Hexagon domed cap nuts GB802-88 149DIN1804开槽圆螺母 Slotted round nuts for hook spammer(配合沟头扳手)150DIN1816圆螺母(带插销孔)Round nuts with set holes 151DIN2093盘型弹簧垫圈Disc springs152DIN3017喉箍Hose clamps153DIN3404润滑油嘴(旋扭头)Lubricating nipples,button head154DIN3567管夹Shackles for conduilts155DIN3570U型螺栓Stirrup bolts(U-bolts)156DIN6319球面垫圈Spherical washers,conical seats GB849-88 157DIN6325圆柱销Parallel pins ISO8734158DIN6330厚六角螺母Hexagon nuts,1.5d GB56-88159DIN6331厚六角法兰面螺母Hexagon nuts,1.5d with collar GB6177-86160DIN6334长六角螺母Hexagon nuts,3d161DIN6797-A外齿锁紧垫圈External teeth lock washers GB862.1-87 162DIN6797-I内齿锁紧垫圈Internal teeth lock washers GB861.1-87 163DIN6798-A外锯齿锁紧垫圈External teeth serrated lock washers GB862.2-87 164DIN6798-I内锯齿锁紧垫圈Internal teeth serrated lock washers GB861.2-87 165DIN6799开口挡圈Retaining rings for shafts(E-rings),circlips GB896-76 166DIN6885平键(A型)Parallel keys(form A)ISO773/2491167DIN6888半圆键Woodruff keys ISO3912168DIN6899嵌环(支撑环)Thimbles169DIN6900机器螺钉和垫圈组合件Screws and washers assemblies170DIN6901自攻螺钉和垫圈组合件Tapping screws and washer assemblies GB9074.1-17171DIN6912薄型带孔内六角圆柱螺钉Hexagon cocket head cap screws withhole,low headGB9074.18-23172DIN6914大六角头螺栓Hexagon head bolts with large head (friction grip nolts)173DIN6915大六角螺母Hexagon nuts with large wideth across flat(friction grip nuts)174DIN6916大垫圈Round washers for friction grip bolts175DIN6917楔型方垫圈Spuare taper washers for friction grip bolts onT-176DIN6923六角法兰面螺母Hexagon flange nuts ISO4161GB6187-86177DIN6925全金属六角锁紧螺母(2型)Prevailing torque type hexagon nuts,allmetallic nutsISO7042GB6185.1-2000181DIN7346轻型弹性圆柱销Spring pins,light type ISO13337182DIN7349重型弹性圆柱销用垫圈Washers for bolts with heavy type spring pinss183DIN7500ISO公制螺纹螺钉(多种头型)Thread forming screws for ISO-metric thread184DIN7504自攻自钻螺钉(多种头型)Self-drilling tapping screws185DIN7513开槽切削螺纹螺钉(多种头型)Thread cutting screws186DIN7516十字槽切削螺纹螺钉(多种头型)Thread cutting screws cross recess187DIN7965T型四爪螺母Tee nuts with pronge188DIN7968钢结构用六角头螺栓连接副Hexagon head fitted bolts for steel structures GB1228/1229/1230189DIN7971开槽盘头自攻螺钉Pan head tapping screws with slot ISO1481GB5282-85190DIN7972开槽沉头自攻螺钉countersunk flat head tapping screws with slot ISO1482GB5283-85191DIN7973开槽半沉头自攻螺钉Raised sountersunk oval head tapping screwswith slotISO1483GB5284-85192DIN7976六角头自攻螺钉Hexagon tapping screws ISO1479GB5285-85193DIN7980圆柱头螺钉用弹簧垫圈Spring lock washers for screws with cylindricalheadsISO8738194DIN7981十字槽盘头自攻螺攻Pan head tapping screws with cross recessed ISO7049GB845-85195DIN7982十字槽沉头自攻螺攻Countersunk flat head tapping screws withcross recessedISO7050GB846-85196DIN7983十字槽半沉头自攻螺攻Raised countersunk oval head tapping screwswith crossISO7051GB847-86197DIN7984薄型内六角圆柱头螺钉Hexagon socket head cap screwswith,reduced head198DIN7985十字槽盘头螺钉Pan head screws with cross recessed ISO7045GB818-85 199DIN7989钢结构用垫圈Washers for steel structures GB1230-84200DIN7990钢结构用六角头螺栓Hexagon head bolts for steel structures GB1229-84201DIN7991内六角沉头螺钉Hexagon socket coutersunk head screws ISO10642202DIN7993轴用钢丝挡圈Roundwire snap rings for shafts GB895.2-86203DIN7995十字槽半沉头木螺钉Cross recessed raised countersunk head woodscrewsGB952-86204DIN7996十字槽圆头木螺钉Cross recessed round head wood screws GB950-86205DIN7997十字槽沉头木螺钉Cross recessed countersunk head woodscrewsGB951-86206DIN8140螺纹护套(普通、自锁等)Ciol inserts,coarse,fine thread,silf locking207DIN9021大外径垫圈Washers,outside diameter appro.3d ISO7093GB96-85 208DIN11024弹簧卡子sping cotter for a bolt209DIN13257平板螺栓Belting bolts (elevator bolts)210DIN18182干壁钉(墙板钉)Dry wall screws211DIN28129环型螺母Lifting nuts(eye nuts)GB63-88212DIN70952圆螺母用止退垫圈Tab washer for slotted round nuts GB/858-88上一页。
德国DIN标准件ISO及国标对照表
德国各种标准汇总
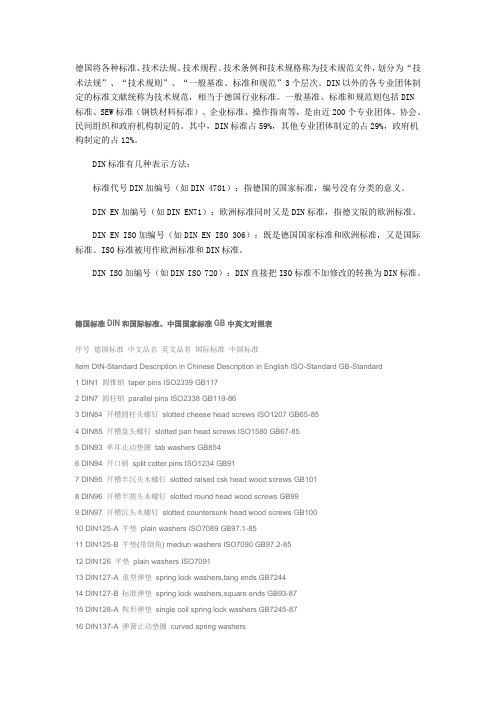
德国将各种标准、技术法规、技术规程、技术条例和技术规格称为技术规范文件,划分为“技术法规”、“技术规则”、“一般基准、标准和规范”3个层次。
DIN以外的各专业团体制定的标准文献统称为技术规范,相当于德国行业标准。
一般基准、标准和规范则包括DIN标准、SEW标准(钢铁材料标准)、企业标准、操作指南等,是由近200个专业团体、协会、民间组织和政府机构制定的。
其中,DIN标准占59%,其他专业团体制定的占29%,政府机构制定的占12%。
DIN标准有几种表示方法:标准代号DIN加编号(如DIN 4701):指德国的国家标准,编号没有分类的意义。
DIN EN加编号(如DIN EN71):欧洲标准同时又是DIN标准,指德文版的欧洲标准。
DIN EN ISO加编号(如DIN EN ISO 306):既是德国国家标准和欧洲标准,又是国际标准。
ISO标准被用作欧洲标准和DIN标准。
DIN ISO加编号(如DIN ISO 720):DIN直接把ISO标准不加修改的转换为DIN标准。
德国标准DIN和国际标准、中国国家标准GB中英文对照表序号德国标准中文品名英文品名国际标准中国标准Item DIN-Standard Description in Chinese Description in English ISO-Standard GB-Standard1 DIN1 圆锥销taper pins ISO2339 GB1172 DIN7 圆柱销parallel pins ISO2338 GB119-863 DIN84 开槽圆柱头螺钉slotted cheese head screws ISO1207 GB65-854 DIN85 开槽盘头螺钉slotted pan head screws ISO1580 GB67-855 DIN93 单耳止动垫圈tab washers GB8546 DIN94 开口销split cotter pins ISO1234 GB917 DIN95 开槽半沉头木螺钉slotted raised csk head wood screws GB1018 DIN96 开槽半圆头木螺钉slotted round head wood screws GB999 DIN97 开槽沉头木螺钉slotted countersunk head wood screws GB10010 DIN125-A 平垫plain washers ISO7089 GB97.1-8511 DIN125-B 平垫(带倒角) mediun washers ISO7090 GB97.2-8512 DIN126 平垫plain washers ISO709113 DIN127-A 重型弹垫spring lock washers,tang ends GB724414 DIN127-B 标准弹垫spring lock washers,square ends GB93-8715 DIN128-A 鞍形弹垫single coil spring lock washers GB7245-8716 DIN137-A 弹簧止动垫圈curved spring washers17 DIN137-B 波形弹垫wave spring washers GB95518 DIN186 T型方颈螺栓T-head bolts with square neck GB37-8819 DIN188 T型双接头螺栓T-head bolts with double nip20 DIN258 螺纹圆锥销taper pins with threaded end ISO873721 DIN261 T型头螺栓T-head bolts22 DIN315AF 蝶型螺母(美制) wing nuts amercia form23 DIN315DF 蝶型螺母(德制) wing nuts germany form GB62-8824 DIN316AF 蝶型螺钉(美制) wing screws amercia form25 DIN317DF 蝶型螺钉(德制) wing screws germany form26 DIN319 圆球型盖型螺母ball knobs27 DIN404 开槽带孔球面圆柱头螺钉slotted capstan screws GB832-8828 DIN417 开槽长圆柱端紧定螺钉slotted set srews with full dog point ISO7435 GB75-8529 DIN427 开槽平端紧定螺钉(半牙) slotted set srews with chamfered end ISO2342 GB73-8530 DIN431 小六角特薄细牙螺母pipe nuts with thread GB808-8831 DIN432 外舌止动垫圈external tap GB856-8832 DIN433 小垫圈(用于圆柱头螺钉) washers for cheese head screws ISO7092 GB848-9533 DIN434 方斜垫圈(U型) square taper washers for U-section GB852-8834 DIN435 方斜垫圈(I型) square taper washers for I-sections GB852-8835 DIN436 方垫圈square washers36 DIN438 开槽凹端紧定螺钉slotted set with cup point ISO7436 GB74-8537 DIN439 六角薄螺母hexagon thin nuts ISO4035 GB6172-8638 DIN439 细牙六角薄螺母hexagon thin nuts ISO8675 GB6173-8639 DIN440 木螺钉专用垫圈rounds washers for wood constructions ISO709440 DIN443 密封帽sealing caps,push-in type41 DIN444 活节螺栓B 型eye bolts form B GB798-8842 DIN462 内舌止动垫圈internal tab washers43 DIN463 双耳止动垫圈washers with two taps GB855-8844 DIN464 滚花高头螺钉knurled thumb screws with collar GB834-8845 DIN465 开槽滚花高头螺钉slotted knurled thumb screws with collar46 DIN466 滚花高螺母knurled thumb nuts with collar GB806-8847 DIN467 滚花薄螺母knurled thumb thin nuts GB807-8848 DIN470 锁紧垫圈sealing washers49 DIN471 轴用弹性挡圈sealing washers GB894.1-8650 DIN472 孔用弹性挡圈retaining rings for bores(internal),circlips GB893.1-8651 DIN478 方头带垫螺栓square head bolts with collar52 DIN479 方头圆柱底端螺栓square head bolts with half dog point53 DIN480 方头带垫半圆底端螺栓square head bolts with collar,half dog point and rounded end54 DIN508 T型槽螺母T-slot nuts ISO29955 DIN525 单头螺柱single end studs56 DIN529 地脚螺栓masonry bolts GB799-8857 DIN546 带槽圆螺母slotted round nuts GB817-7658 DIN547 端面带孔圆螺母round nuts with drilled holes in one face GB815-8859 DIN551 开槽平端紧定螺钉slotted sit screws with flat point ISO4776 GB73-8560 DIN553 开槽锥端紧定螺钉slotted set screws with cone point ISO7434 GB71-8561 DIN555 六角螺母hexagon nuts ISO403462 DIN557 方螺母-C square nuts GB39-8863 DIN558 六角头螺钉hexagon screws ISO401864 DIN561 六角头圆柱端紧定螺钉hexagon set screws with full dog point65 DIN562 薄型方螺母-B square nuts without bevel(pressed nuts)66 DIN571 六角头木螺钉hexagon head wood screws (coach screws) GB102-8667 DIN580 吊环螺钉lifting eye bolts ISO3266 GB825-7668 DIN582 吊环螺母lifting eye nuts69 DIN601 六角头螺栓hexagon bolts ISO401670 DIN603 大半圆头方颈螺栓(马车螺栓) mushroom head square neck bolts (carriage bolts) ISO8677 GB14-8871 DIN604 沉头带插销马车螺栓flat countersunk nib bolts72 DIN605 沉头长方颈马车螺栓flat countersunk long square neck bolts73 DIN607 半圆头带插销马车螺栓cup head nib bolts74 DIN608 沉头短方颈马车螺栓flat countersunk short square neck bolts75 DIN609 六角头精配螺栓(长螺纹)hexagon fitted bolts,long thread76 DIN610 六角头精配螺栓(短螺纹)hexagon fitted bolts,short thread77 DIN653 滚花平头螺钉knurled thumb screws thin type GB835-8878 DIN660 半圆头铆钉round head rivets ISO1051 GB867-8679 DIN661 沉头铆钉contersunk head rivets ISO1051 GB869-8680 DIN662 半沉头铆钉raised contersunk head rivets ISO105181 DIN674 大扁头铆钉mushroom head rivets ISO105182 DIN703 重型侧面带孔圆螺母adjusting rings,heavy range (shafting collars)83 DIN705 侧面带孔圆螺母adjusting rings,light range (shafting collars) GB816-8884 DIN741 卡头wire rope clips85 DIN787 T型槽螺钉T-slot screws ISO29986 DIN835 双头螺柱(牙长=2D)studs-metal (end=2d) GB900-8887 DIN906 内六角锥型闭锁螺钉hexagon socket pipe plugs,conical thread88 DIN908 内六角直型闭锁螺钉hexagon socket screw plugs,cyl. thread89 DIN909 外六角锥型闭锁螺钉hexagon head pipe plugs,conical thread90 DIN910 外六角直型闭锁螺钉hexagon head screw plugs,cyl.thread91 DIN911 内六角扳手socket wrenches ISO293692 DIN912 内六角圆柱头螺钉hexagon socket cap screws ISO4762 GB70-8593 DIN913 内六角平端紧定螺钉hexagon socket set screws with flat point ISO4026 GB77-8594 DIN914 内六角尖端紧定螺钉hexagon socket set screws with cone point ISO4027 GB78-8595 DIN915 内六角圆柱端紧定螺钉hexagon socket set screws with dog point ISO4028 GB79-8596 DIN916 内六角凹端紧定螺钉hexagon socket set screws with cup point ISO4029 GB80-8597 DIN917 薄型盲螺母hexagon cap nuts98 DIN920 开槽小圆柱头螺钉slotted short cheese head screws99 DIN921 开槽大圆柱头螺钉slotted large cheese head screws GB838-88100 DIN923 开槽圆柱头轴肩螺钉slotted pan head screws with shoulder GB830-88101 DIN927 开槽无头轴肩螺钉slotted shoulder screws102 DIN928 焊接方螺母square weld nuts GB/T13680-92103 DIN929 焊接六角螺母hexagon weld nuts GB/T13681-92104 DIN931 六角头螺栓(半牙)hexagon head screws ISO4014 GB5782-86105 DIN933 六角头螺栓(全牙)hexagon head screws ISO4017 GB5783-86106 DIN934 六角头螺母(1型) hexagon full nuts ISO4032 GB6170-86107 DIN934 细牙六角头螺母(1型) hexagon full nuts ISO8673 GB6171-86108 DIN935 开槽六角螺母hexagon slotted and castle nuts ISO7035 GB6178-86109 DIN936 六角头薄螺母hexagon thin nuts ISO4035 GB6172.1-86110 DIN937 六角头开槽薄螺母hexagon thin slotted and castle nuts ISO7038 GB6181-86111 DIN938 双头螺距(牙长=1D)studs metal (end=1d) GB897-88112 DIN939 双头螺距(牙长=1.25D)studs metal (end=1.25d) GB898-88113 DIN940 双头螺距(牙长=1.5D)studs metal (end=1.5d)114 DIN960 六角头细牙螺栓(半牙)hexagon head bolts,metric fine pitch thread ISO8765 GB5785-86 115 DIN961 六角头细牙螺栓(全牙)hexagon head bolts,metric fine pitch thread ISO8676 GB5786-86 116 DIN962 头部穿孔六角头螺栓additional shapes and versions for bolts117 DIN963 开槽沉头螺钉slotted countersund head screws ISO 2009 GB68-85118 DIN964 开槽半沉头螺钉slotted raised countersunk oval head screws ISO 2010 GB69-85119 DIN965 十字槽沉头螺钉cross recessed countersunk head screws ISO7046 GB819-85120 DIN966 十字槽半沉头螺钉cross recessed raised countersunk head screws ISO7047 GB820-85121 DIN970 六角头螺母hexagon nuts type-1122 DIN971 六角头螺母hexagon nuts type-2123 DIN972 细牙六角头螺母(2型) hexagon nuts with fine thread ISO8674 GB6176-86124 DIN975 牙条(全螺纹) threaded rods(studdings) GB15389-94125 DIN976 螺纹销threaded pins(stud bolts)126 DIN979 六角头开槽薄螺母(2型)hexagon thin slotted and castle nuts127 DIN980 全金属六角锁紧螺母(1型)prevailling torque type hexagon nuts,all metall nuts ISO7199 GB6184-86128 DIN981 圆螺母locknuts ISO2982 GB812-88129 DIN982 六角头尼龙锁紧螺母prevailling torque type hexagon nuts,heavy type ,with nylon insert ISO7040 GB889.1-86130 DIN985 六角头薄型尼龙锁紧螺母prevailling torque type hexagon nuts,heavy type ,with nylon insert ISO10511 GB6172.2-86131 DIN986 六角盖型尼龙锁紧螺母prevailling torque typedomed capnuts with nylon insert132 DIN988 配合垫片shim rings133 DIN1052 木材连接用垫片washers for timber connectors134 DIN1151 沉头钢钉round plain head nails135 DIN1440 销钉专用垫片A型plain washers for clevis pins(A型) ISO8738136 DIN1441 销钉专用垫片plain washers for clevis pins137 DIN1444 带头销钉clevis pins with head ISO2341138 DIN1471 圆锥型槽销grooved pins,taper grooved ISO8744 GB/T13829.2139 DIN1472 圆锥型槽销(半槽) grooved pins,taper grooved half length ISO8745 GB/T13829.2140 DIN1473 平行槽销(带倒角) grooved pins,parallel grooved full length ISO8740141 DIN1474 前端凹槽槽销grooved pins,reserve grooved half length ISO8741142 DIN1475 中部凹槽槽销grooved pins,centre grooved ISO8742143 DIN1476 圆头槽销grooved pins with round head ISO8746 GB/T13829.3144 DIN1477 沉头槽销grooved pins with countersunk head ISO8747145 DIN1479 六角螺母棒turnuckles(centre parts),made out of hexagon bar146 DIN1480 花篮螺栓turnuckles with eye bolt and hook bolt147 DIN1481 弹性圆柱销spring pins,heavy type ISO8752 GB879-86148 DIN1587 组合式盖型螺母hexagon domed cap nuts GB802-88149 DIN1804 开槽圆螺母(配合沟头扳手)slotted round nuts for hook spanner150 DIN1816 圆螺母(带插销孔)round nuts with set holes151 DIN2093 盘型弹簧垫圈disc springs152 DIN3017 喉箍hose clamps153 DIN3404 润滑油嘴(旋扭头)lubricating nipples,button head154 DIN3567 管夹shackles for conduilts155 DIN3570 U型螺栓stirrup bolts(U-bolts)156 DIN6319 球面垫圈spherical washers,conical seats GB849-88157 DIN6325 圆柱销parallel pins ISO8734158 DIN6330 厚六角螺母hexagon nuts ,1.5d GB56-88159 DIN6331 厚六角法兰面螺母hexagon nuts ,1.5d with collar GB6177-86160 DIN6334 长六角螺母hexagon nuts ,3d161 DIN6797-A 外齿锁紧垫圈external teeth lock washers GB862.1-87162 DIN6797-I 内齿锁紧垫圈internal teeth lock washers GB861.1-87163 DIN6798-A 外锯齿锁紧垫圈external teeth serrated lock washers GB862.2-87164 DIN6798-I 内锯齿锁紧垫圈internal teeth serrated lock washers GB861.2-87165 DIN6799 开口挡圈retaining rings for shafts(E-rings),circlips GB896-76166 DIN6885 平键(A型)parallel keys(form A ) ISO773/2491167 DIN6888 半圆键woodruff keys ISO3912168 DIN6899 嵌环(支撑环)thimbles169 DIN6900 机器螺钉和垫圈组合件screws and washers assemblies GB9074.1-.17170 DIN6901 自攻螺钉和垫圈组合件tapping screws and washers assemblies GB9074.18-.23171 DIN6912 薄型带孔内六角圆柱头螺钉hexagon socket head cap screws with hole,low head172 DIN6914 大六角头螺栓hexagon head bolts with large head(friction grip bolts)173 DIN6915 大六角螺母hexagon nuts with large wideth across flat(friction grip nuts)174 DIN6916 大垫圈round washers for friction grip bolts175 DIN6917 楔型方垫圈spuare taper washers for friction grip bolts on T-sections176 DIN6923 六角法兰面螺母hexagon flange nuts ISO4161 GB6177-86177 DIN6925 全金属六角锁紧螺母(2型)prevailing torque type hexagon nuts,all metallic nuts ISO7042 GB6185.1-2000178 DIN7337 开口型抽芯铆钉(沉头、扁圆头)blind rivets GB12617/12618179 DIN7338 扁平头半空心/全空心铆钉rivets for brake and clutch lining GB875/975-86180 DIN7343 螺旋夹紧销spiral pins ISO8750181 DIN7346 轻型弹性圆柱销spring pins,light type ISO13337182 DIN7349 重型弹性圆柱销用垫圈washers for bolts with heavy type spring pinss183 DIN7500 ISO公制螺纹螺钉(多种头型) threadforming screws for ISO-metric thread184 DIN7504 自攻自钻螺钉(多种头型) self-drilling tapping screws185 DIN7513 开槽切削螺纹螺钉(多种头型) thread cutting screws186 DIN7516 十字槽切削螺纹螺钉(多种头型) thread cutting screws cross recess187 DIN7965 T型四爪螺母tee nuts with pronge188 DIN7968 钢结构用六角头螺栓连接副hexagon head fitted bolts for steel structuresGB1228/1229/1230189 DIN7971 开槽盘头自攻螺钉pan head tapping screws with slot ISO1481 GB5282-85190 DIN7972 开槽沉头自攻螺钉countersunk flat head tapping screws with slot ISO1482 GB5283-85 191 DIN7973 开槽半沉头自攻螺钉raised countersunk oval head tapping screws with slot ISO1483GB5284-85192 DIN7976 六角头自攻螺钉hexagon tapping screws ISO1479 GB5285-85193 DIN7980 圆柱头螺钉用弹簧垫圈spring lock washers for screws with cylindrical heads ISO8738 194 DIN7981 十字槽盘头自攻螺钉pan head tapping screws with cross recessed ISO 7049 GB845-85 195 DIN7982 十字槽沉头自攻螺钉countersunk flat head tapping screws with cross recessed ISO7050 GB846-85196 DIN7983 十字槽半沉头自攻螺钉raised countersunk oval head tapping screws with cross recessed ISO7051 GB847-86197 DIN7984 薄型内六角圆柱头螺钉hexagon socket head cap screws with,reduced head198 DIN7985 十字槽盘头螺钉pan head screws with cross recessed ISO7045 GB818-85199 DIN7989 钢结构用垫圈washers for steel structures GB1230-84200 DIN7990 钢结构用六角头螺栓hexagon head bolts for steel structures GB1229-84201 DIN7991 内六角沉头螺钉hexagon socket countersunk head screws ISO10642202 DIN7993 轴用钢丝挡圈roundwire snap rings for shafts GB895.2-86203 DIN7995 十字槽半沉头木螺钉cross recessed raised countersunk head wood screws GB952-86 204 DIN7996 十字槽圆头木螺钉cross recessed round head wood screws GB950-86205 DIN7997 十字槽沉头木螺钉cross recessed countersunk head wood screws GB951-86206 DIN8140 螺纹护套(普通\自锁等)ciol inserts,coarse,fine thread,silf locking207 DIN9021 大外径垫圈washers,outside diameter appro.3d ISO7093 GB96-85208 DIN11024 弹簧卡子spring cotter for a bolt209 DIN13257 平板螺栓belting bolts (elevator bolts)210 DIN18182 干壁钉(墙板钉)dry wall screws211 DIN28129 环型螺母lifting nuts(eye nuts) GB63-88212 DIN70952 圆螺母用止退垫圈tab washers for slotted round nuts GB858-88。
德国DIN标准件ISO及国标对照表

序号 德国标准 中文品名 英文品名 Description in English taper pins parallel pins slotted cheese head screws slotted pan head screws tab washers split cotter pins slotted raised csk head wood screws slotted round head wood screws slotted countersunk head wood screws plain washers mediun washers plain washers spring lock washers,tang ends spring lock washers,square ends single coil spring lock washers curved spring washers wave spring washers T-head bolts with square neck T-head bolts with double nip taper pins with threaded end T-head bolts wing nuts amercia form wing nuts germany form wing screws amercia form wing screws germany form ball knobs GB/T832-1988 ISO7435 ISO2342 GB/T75-1985 GB/T73-1985 GB/T808-1988 GB/T856-1988 ISO7092 GB/T848-1985 GB/T62-1988 ISO8737 GB/T955-1987 GB/T37-1988 ISO7089 ISO7090 ISO7091 GB/T7244-1987 GB/T93-1987 GB/T7245-1987 国际标准 ISO-Standard ISO2339 ISO2338 ISO1207 ISO1580 ISO1580 ISO1234 中国标准 GB-Standard GB/T117-2000 GB/T119-2000 GB/T65-2000 GB/T67-2000 GB/T854-1998 GB/T91-2000 GB/T101-1986 GB/T99-1986 GB/T100-1986 GB/T97.1-1985 GB/T97.2-1985 Item DIN-Standard Description in Chinese 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 DIN1 DIN7 DIN84 DIN85 DIN93 DIN94 DIN95 DIN96 DIN97 DIN125-A DIN125-B DIN126 DIN127-A DIN127-B DIN128-A DIN137-A DIN137-B DIN186 DIN188 DIN258 DIN261 DIN315AF DIN315DF DIN316AF DIN317DF DIN319 DIN404 DIN417 DIN427 DIN431 DIN432 DIN433 圆锥销 圆柱销 开槽圆柱头螺钉 开槽盘头螺钉 单耳止动垫圈 开口销 开槽半沉头木螺钉 开槽半圆头木螺钉 开槽沉头木螺钉 平垫 平垫(带倒角) 平垫 重型弹垫 标准弹垫 鞍形弹垫 弹簧止动垫圈 波形弹垫 T型方颈螺栓 T型双接头螺栓 螺纹圆锥销 T型头螺栓 蝶型螺母(美制) 蝶型螺母(德制) 蝶型螺钉(美制) 蝶型螺钉(德
滚花刀
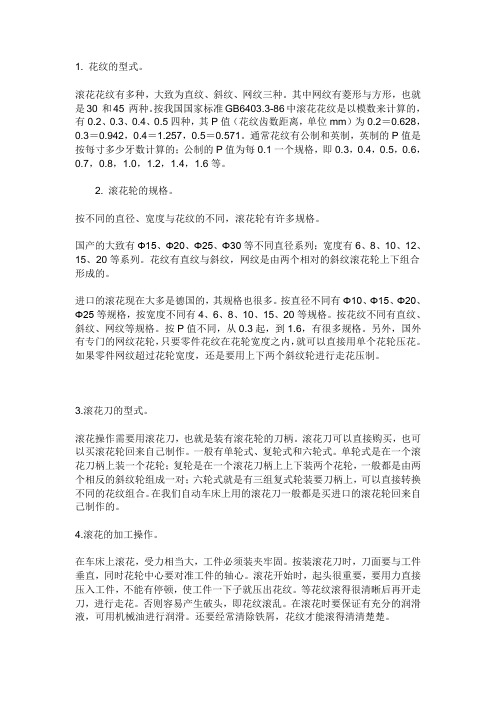
1. 花纹的型式。
滚花花纹有多种,大致为直纹、斜纹、网纹三种。
其中网纹有菱形与方形,也就是30°和45°两种。
按我国国家标准GB6403.3-86中滚花花纹是以模数来计算的,有0.2、0.3、0.4、0.5四种,其P值(花纹齿数距离,单位mm)为0.2=0.628,0.3=0.942,0.4=1.257,0.5=0.571。
通常花纹有公制和英制,英制的P值是按每寸多少牙数计算的;公制的P值为每0.1一个规格,即0.3,0.4,0.5,0.6,0.7,0.8,1.0,1.2,1.4,1.6等。
2. 滚花轮的规格。
按不同的直径、宽度与花纹的不同,滚花轮有许多规格。
国产的大致有Φ15、Φ20、Φ25、Φ30等不同直径系列;宽度有6、8、10、12、15、20等系列。
花纹有直纹与斜纹,网纹是由两个相对的斜纹滚花轮上下组合形成的。
进口的滚花现在大多是德国的,其规格也很多。
按直径不同有Φ10、Φ15、Φ20、Φ25等规格,按宽度不同有4、6、8、10、15、20等规格。
按花纹不同有直纹、斜纹、网纹等规格。
按P值不同,从0.3起,到1.6,有很多规格。
另外,国外有专门的网纹花轮,只要零件花纹在花轮宽度之内,就可以直接用单个花轮压花。
如果零件网纹超过花轮宽度,还是要用上下两个斜纹轮进行走花压制。
3.滚花刀的型式。
滚花操作需要用滚花刀,也就是装有滚花轮的刀柄。
滚花刀可以直接购买,也可以买滚花轮回来自己制作。
一般有单轮式、复轮式和六轮式。
单轮式是在一个滚花刀柄上装一个花轮;复轮是在一个滚花刀柄上上下装两个花轮,一般都是由两个相反的斜纹轮组成一对;六轮式就是有三组复式轮装要刀柄上,可以直接转换不同的花纹组合。
在我们自动车床上用的滚花刀一般都是买进口的滚花轮回来自己制作的。
4.滚花的加工操作。
在车床上滚花,受力相当大,工件必须装夹牢固。
按装滚花刀时,刀面要与工件垂直,同时花轮中心要对准工件的轴心。
滚花开始时,起头很重要,要用力直接压入工件,不能有停顿,使工件一下子就压出花纹。
滚花(企业标准)
滚花
1 范围
本标准规定了滚花的的型式、形状、尺寸规格和技术要求。
本标准适用于操作防滑用的手柄、把手、装饰、浇注件的嵌件以及其它防滑圆柱表面的滚花。
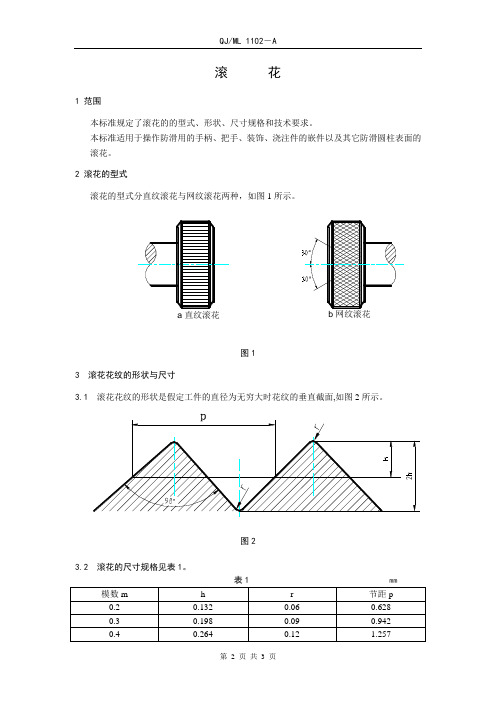
2 滚花的型式
滚花的型式分直纹滚花与网纹滚花两种,如图1所示。
b 网纹滚花
a 直纹滚花
图1
3 滚花花纹的形状与尺寸
3.1 滚花花纹的形状是假定工件的直径为无穷大时花纹的垂直截面,如图2所示。
图2
3.2 滚花的尺寸规格见表1。
4 技术要求
4.1滚花前工件表面粗糙度轮廓算术平均偏差Ra的最大允许值为12.5μm。
4.2滚花后工件直径大于滚花前直径,其增值Δ≈(0.8~1.6)m,为模数。
如无特殊说明,图样上标的直径为滚花前的直径。
5 标记
滚花在图样上的标注,示例如图3。
模数m=0.3的直纹滚花模数m=0.3的网纹滚花
直纹 m 0.3
网纹 m 0.3。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Knurling TechnologyThe company Hommel + Keller was founded in 1926 by the precision technician Jakob Keller and his business partner Georg Hommel. During the first years of its operation, the company specia-lised in the development, manu-facture and sales of measuring instruments. Already in theearly stages, the two founders recognized a considerable demand for knurling tools and knurling wheels and consequently focused increasingly on customer orientated product developments and the brand name ZEUS.Today, the dominant part of the business continues to be the development of knurling techno-logy, resulting in continued sales through a long-term strategic marketing focus by the company. Apart from a continuing processof product optimization, providingthe user with new and innovative solutions, Hommel + Kellerreinforces its service offerings onall markets.Apart from its core competencein knurling technology, Hommeland Keller’s diversification strategy has led to an expansion of itsproduct portfolio. The productfields marking technology, profile marking technology, wobble broaching and contract manufac-ture constitute an important partof the company’s activities today.Hommel + Keller places great emphasis on a strong partnershipwith its qualified distributorsaround the world, but also sup-plies directly to a diversity of indu-stries, such as the high technology industry, the aviation industry orthe medical engineering industry.The Company 2Our affiliate company ,H+K H?r-te– und Oberfl?chentechnik“ hasspecialised in the treatment ofhigh-quality precision parts. Withits full service in electroplating,salt bath and vacuum hardening,H+K offers its customers a profes-sional and economic solution forany requirements in surface treat-ment and hardening.Our aim is to offer all our custo-mers an optimal level of productbenefits, product advice andcustomer service.We therefore place great empha-sis on further education andproduct training programmes,allowing our staff to keep up todate with the newest marketdevelopments and technologies.We are looking forward to a goodcooperation with our partners andcustomers in the future!3Knurling WheelsExperience the broad product range of high precision ZEUS knurling wheels for form and cut knurling tools.ZEUS: Customer specific solutions? Rely on us.Page 16 - 23Form Knurling ToolsConvince yourself of the superiorquality of ZEUS form knurlingtools.ZEUS: For all applications theperfect tool.Page 24 - 36Cut Knurling ToolsDiscover best results with ZEUScut knurling tools.ZEUS: For excellent visual qualityknurl profile.Page 37 - 46Special ToolsEconomize with ZEUS specialknurling tools according to yourspecifications.ZEUS: Individuality is our strengthPage 47 - 50Marking ToolsCapture new cost advantages withthe innovative ZEUS marking tools.ZEUS: The best solution for everyapplication.Order our special product cataloguefor ZEUS marking tools today.4ContentApplication ExamplesKnurling profile (DIN 82)Knurling tool withknurling wheel (DIN 403)RGE 30°milled RKV Tool 131- ...U (KE)Tool 231- ...R (BR30°)Note: Knurling wheels marked with * are not standardizedRAA ( milled)Tool 291- ...M (AA)Tool 311- ...RH 45°(KAA)Tool 131- ...U (Form knurling wheel C) *Tool 131- ...U (Marking roll)Tool 131- ...U (Form knurling wheel HE) *Tool 241- ...M (1 x BL 15°, 1 x BR 15Tool 131- ...U (Form knurling wheel E) *Tool 131- ...U (Marking roll)Tool 312 (KAA)Front knurl RAA Form knurl C *MarkingMarking RAAForm knurl HVRGE 45°(milled)Form knurl E5Knurling TechniquesKnurling TechniqueFeed KnurlingAxial tool directionCut KnurlingSwarf removalForm KnurlingWithout swarf removalFeed KnurlingAxial tool direction6Plunge KnurlingRadial / tangential tool directionPlunge and FeedKnurlingRadial a ndaxial tool directionKnurling Techniques Characteristics7Form KnurlingApplication?Processing of cold deformable material ?Form knurling of thin-walled work piecescan cause difficulties?Broad range of applications ?Suitable for all knurling patterns,profiles and markings?Suitable for front and internal knurling ?Knurling to a shoulder?Tool can be started at any positionof the work pieceFeatures?Work piece diameter is increased throughdisplacement?Surface is compressed?More strain on machine compared to cut knurlingHandling?Preparation of work piece generally not required ?Easy tool handlingCut Knurling?Suitable for all materials ?Suitable for thin-walled material ?Suitable for excellent visual profiles ?Limited range of applications?Only suitable for profiles RAA and RGE ?Only suitable for cylindrical work piecesin axial tool direction?Knurling to be started at work piece endor in the middle after a groove?No major change in diameter after knurling ?Minimal surface compression ?Excellent visual knurling profile ?Less strain on machine comparedto form knurling?Precise setting of work tool and fineadjustment required?Precise setting of work piece required8Material Displacement through Form KnurlingOur experience values for the increase in material diameter through form knurling Knurling profile according to DIN 82:RAA (Profile on work piece)Knurling wheels according to DIN 403:AA (Profile for knurling wheels)Pitch0,30,40,50,60,70,80,91,01,21,51,61,82,0MaterialWork Piece-?Increase in work piece diameter-?in mmFree-cutting Steel50,080,140,180,220,270,290,330,350,50----150,080,140,180,230,300,400,410,440,500,600,650,670,70250,080,150,230,240,280,350,380,440,530,620,700,700,98Stainless Steel50,100,150,200,250,280,300,350,420,41----150,100,150,190,250,300,340,400,450,510,60---250,100,140,200,260,310,330,380,430,500,62---Brass50,080,120,180,200,210,220,230,250,28----150,100,140,200,260,280,290,310,350,410,440,480,500,55250,100,150,200,250,280,300,320,360,430,460,500,530,53Aluminium50,090,150,190,230,280,300,340,410,40----150,100,150,190,260,290,330,390,450,510,570,65--250,090,150,190,260,290,320,370,450,520,590,650,780,75RAAPitch0,30,40,50,60,70,80,91,01,21,51,61,82,0MaterialWork Piece-?Increase in work piece diameter -?in mm Free-cutting Steel50,110,150,200,240,280,340,380,450,55----150,110,150,220,260,300,350,420,450,520,670,730,750,85250,110,140,230,250,280,360,420,450,560,700,720,780,90Stainless Steel50,090,140,190,250,310,340,390,450,52----150,120,200,230,310,350,400,450,510,620,660,730,850,97250,120,180,240,270,370,390,430,490,590,800,840,930,96Brass50,100,140,200,230,240,280,300,330,37----150,100,150,210,230,240,310,360,410,470,530,550,640,63250,110,150,220,220,250,300,350,400,450,550,610,620,68Aluminium50,120,140,210,240,290,340,390,410,51----150,120,180,230,260,360,400,430,500,560,560,610,740,75250,120,160,250,280,370,390,460,500,580,770,820,840,96RBL 30RBR 30Knurling profile according to DIN 82:RGE 30°(Profile on work piece)Knurling wheels according to DIN 403:BR 30°+ BL 30°(Profile for knurling wheels)Pitch0,30,40,50,60,70,80,91,01,21,51,61,82,0MaterialWork Piece-?Increase in work piece diameter -?in mm Free-cutting Steel50,120,160,200,250,330,410,450,550,65----150,130,220,300,320,350,410,430,520,620,670,810,860,95250,120,180,280,320,350,380,430,550,670,770,870,980,98Stainless Steel50,110,200,250,300,360,390,410,550,55----150,100,140,210,240,290,340,400,430,530,660,720,700,88250,110,130,200,250,280,320,410,440,520,670,700,710,83Brass50,120,130,160,200,240,280,300,320,38----150,120,160,180,240,280,300,370,390,400,480,520,550,63250,120,170,220,230,270,300,340,380,410,480,500,630,63Aluminium50,100,150,210,250,330,360,410,500,57----150,110,140,200,250,280,330,390,430,540,670,710,760,89250,110,150,220,250,290,340,400,440,530,680,690,710,88RGENOTE: These values are guidelines only. Minor deviations may occur depending on material. Applies only to form knurling.Knurling profile according to DIN 82:RBL 30°/RBR 30°(Profile on work piece)Knurling wheels according to DIN 403:BR 30°/BL 30°(Profile for knurling wheels)Approximate Values for Speed and Feed RateCut KnurlingMaterial Work Piece-?Knurling Wheel Vc [m/min] f [mm/rev.]? [mm]Radial AxialPitchfrom to from to> 0,3 <> 0,5 <> 1,0 <> 1,5 <0,51,01,52,0Free-cutting < 1010 / 1540700,040,080,140,090,060,05 Steel10 - 4015 / 25 50900,050,100,200,130,100,0740 - 10025 / 32 / 42651100,050,100,250,180,120,08100 - 25025 / 32 / 42651100,050,100,300,200,130,09> 25032 / 42801000,050,100,320,210,140,10 Stainless < 1010 / 1522400,040,080,120,080,050,04 Steel10 - 4015 / 25 30500,050,100,170,110,090,0640 - 10025 / 32 / 4235600,050,100,210,150,100,07100 - 25025 / 32 / 4235600,050,100,260,170,110,08> 25032 / 4245550,050,100,270,180,120,09 Brass< 1010 / 15551000,040,080,150,090,060,0510 - 4015 / 25 701250,050,100,210,140,110,0740 - 10025 / 32 / 42901550,050,100,260,190,130,08100 - 25025 / 32 / 42901550,050,100,320,210,140,09> 25032 / 421151400,050,100,340,220,150,11 Aluminium< 1010 / 15701200,040,080,180,110,080,0610 - 4015 / 25 801500,050,100,250,160,130,0940 - 10025 / 32 / 421101600,050,100,310,230,150,10100 - 25025 / 32 / 421101600,050,100,380,250,160,11> 25032 / 421301500,050,100,400,260,180,13 Form KnurlingMaterial Work Piece-?Knurling Wheel Vc [m/min] f [mm/rev]? [mm]Radial AxialPitchfrom to from to> 0,3 <> 0,5 <> 1,0 <> 1,5 <0,51,01,52,0Free-cutting < 1010 / 1520500,040,080,200,130,080,07 Steel10 - 4015 / 2025550,050,100,280,180,140,1040 - 10020 / 2530600,050,100,350,250,170,11100 - 25020 / 2530600,050,100,420,280,180,13> 2502530600,050,100,450,290,200,14 Stainless < 1010 / 1515400,040,080,140,090,060,05 Steel 10 - 4015 / 2020500,050,100,200,130,100,0740 - 10020 / 2525500,050,100,250,180,120,08100 - 25020 / 2525500,050,100,290,200,130,09> 2502525500,050,100,310,210,140,10 Brass< 1010 / 1530750,040,080,220,140,090,0810 - 4015 / 2040850,050,100,310,200,150,1140 - 10020 / 2545900,050,100,390,280,180,12100 - 25020 / 2545900,050,100,460,310,200,14> 2502545900,050,100,490,320,220,15 Aluminium< 1010 / 1525600,040,080,120,080,050,0410 - 4015 / 2030650,050,100,170,110,080,0640 - 10020 / 2535700,050,100,210,150,100,07100 - 25020 / 2535700,050,100,250,170,110,08> 2502535700,050,100,270,180,120,08 NOTE: These values are approximate values only.Sufficient cooling and lubrication is necessary to prevent chips from being rolled in and to increase tool life of knurling wheels.9Knurling Profiles on Work Piece (DIN 82)10IllustrationPossible manufacturing methodswith knurling wheels according to DIN 403RAAKnurl with straight patternProfile can only be produced in radial tool direction (plunge knurling)Profile can only be produced in axial tool direction (feed knurling)Profile can be produced in axial and radial tool directionExplanation of symbols:RBLKnurl, left-hand spiralWork pieceWork pieceWork pieceWork pieceKnurling profile RBRKnurling profile RBRKnurling wheel BLKnurling profile RAAKnurling profile RAAKnurling profile RAAKnurling wheel AAKnurling wheel BL swivelled 30°Knurling wheel BR swivelled 30Knurling wheel AA swivelled 30°Work pieceRBRKnurl, right-hand spiralWork pieceWork pieceWork pieceWork pieceWork pieceKnurling profile RBLKnurling profile RBLKnurling wheel BRKnurling wheel AA swivelled 30°Illustration Possible manufacturing methodswith knurling wheels according to DIN 403Knurling profile RGEKnurling profile RGEKnurling profile RGEKnurling profile RGVKnurling wheel GEKnurling wheel AA swivelled 30°Knurling wheel AA swivelled 30°Knurling wheel BLKnurling wheel GVKnurling wheel BRWork piece Work piece Work piece Work piece Work pieceWork pieceRGEDiamond knurl/left hand/right-hand knurl,points raised (male), 30°RGVDiamond knurl, left hand/right-hand knurl,points indented (female), 30°Profile can only be produced in radial tool direction (plunge knurling)Profile can only be produced in axial tool direction (feed knurling)Profile can be produced in axial and radial tool directionExplanation of symbols:1112IllustrationPossible manufacturing methodswith knurling wheels according to DIN 403RKECross-knurl, points raised (male), 90°RKVCross knurl, points indented (female), 90°Work pieceWork pieceKnurling wheel KVKnurling wheel KEKnurling profile RKEKnurling profile RKVProfile can only be produced in radial tool direction (plunge knurling)Profile can only be produced in axial tool direction (feed knurling)Profile can be produced in axial and radial tool directionExplanation of symbols:Work pieceWork pieceTool Characteristics13Characteristics according to machine typeIllustration: Right-hand/left-hand turning machineSliding head auto lathes (screw machines) and small auto lathes –CNC and conventional – centre height is integratedLathe machines and auto lathes – CNC and conventional – centre height is integratedLathe machines and auto lathes – conventional–centre height to be adjustedTool holder adjustable.Centre height to be adjusted.Tool holder is fixed. Height is not adjustable.Centre height is integrated.R = rightL = leftguide bushingView xknurling wheel is not fixed above shank front edgecentre height is integratedView xAllocation of the ZEUS knurling tool type to the knurling profile on the work piece (DIN 82)Form Knurling– (without swarf removal)Suitable for all profiles.Radial and / or axial tool direction.Knurling Tool Type Tool Direction Knurling profile on work piece (DIN 82)RAA RBL RBR RGE RGV RKE RKVRadial (Plunge knurling)ZEUS RD1Axial (Feed knurling)x x x xRadial and Axial x x x xRadial (Plunge knurling)x x x ZEUS RD2Axial (Feed knurling)x x xRadial and Axial x x xRadial (Plunge knurling)x x x x x x x ZEUS RD3Axial (Feed knurling)x x xRadial and Axial x x x x x x xCut Knurling – (swarf removal)Only suitable for some profiles.Axial tool direction only.Knurling Tool Type Tool Direction Knurling profile on work piece (DIN 82)RAA RBL RBR RGE RGV RKE RKV ZEUS RF1Axial (Feed knurling)**x x x xZEUS RF2Axial (Feed knurling)x x x x x xZEUS RF3Axial (Feed knurling)x x x x x x*When cut knurling restrictions apply with regard to profile possibilitiesNote:Knurling profiles marked with x cannot be produced with this tool type or in this machining plane.Conical knurls, certain profiles and markings can only be produced through axial machining with form knurling. 14Pictogram Knurling Techniques / Comment Tool Direction ▲Knurling profile Tool No.(DIN 82)1Form Knurling Radial RAA, RBL, RBR130, 131, 141, 151, 1612Form Knurling Radial RGE, RGV, RKE, RKV130, 131,141,151,1613Form or Cut Knurling / Axial RAA, RBL*, RBR*130, 131, 141, 151, 161, Pattern starts at work piece192, 231*, 3914Form or Cut Knurling / Axial RGE141, 151, 161, 192, 240, Pattern starts at work piece241, 251, 291, 3915Cut Knurling / Pattern starts in the middle Axial RAA, RBL*, RBR*231*of the work piece (groove required)6Cut Knurling / Pattern starts in the middle Axial RGE240, 241, 251 of the work piece (groove required)7Form Knurling / Pattern starts in the Radial and Axial RAA, RBL, RBR130, 131, 141, 151, 161 middle of the work piece8Form Knurling / Pattern starts in the Radial and Axial RGE141, 151, 161 middle of the work piece9Form Knurling / Knurling to a shoulder Radial RAA, RBL, RBR132, 14210Form Knurling / Knurling to a shoulder Radial RGE, RGV, RKE, RKV132, 14211Form Knurling / Knurling to a shoulder Radial and/or Axial RAA, RBL, RBR132, 142, 19212Form Knurling / Knurling to a shoulder Radial and/or Axial RGE142, 19213Form Knurling / Conical knurling profile Radial or Axial RAA, RBL, RBR311, 31214Form Knurling / Conical knurling profile Radial or Axial RGE, RGV311, 31215Form Knurling / Face knurling Axial RAA, RBL, RBR311, 31216Form Knurling / Face knurling Axial RGE, RGV311, 31217Form Knurling / Knurling pattern Radial and/or Axial RAA, RBL, RBR330within a bore18Form Knurling / Knurling pattern Radial RGE, RGV, RKE, RKV330within a bore*When cut knurling, restrictions can apply; see page 38/39 Only suitable for RGE▲Tool direction see page 6 “Knurling Techniques”15Knurling Wheels17The Knurling Wheel– DIN 403The following coatings and treatmentsare available at an additional cost:? Nitrited knurling wheels (surface hardening)? TiN-coated knurling wheels ? TiAlN-coated knurling wheels ? TiCN-coated knurling wheelsKnurling wheel with straight patternAA Knurling wheel, right-hand spiral BR Cross-knurling wheel, points down 30°femaleGV Square knurling wheel, crossed, points down90°femaleKV Knurling wheel, left-hand spiralBL Cross-knurling wheel, points up 30°maleGE Square knurling wheel, crossed, points up 90°male KEAA BL 30°BL 45°BR 30°BR 45°GE 30°GE 45°KE18HSS = High Speed Steel, PM = Powder-Metallurgy Steel, HM = Carbide* Chamfer 60°for tool No 192– (only types AA/BL/B15 x 6 x 6/815 x 6 x 6/1120 x 8 x 6/1320 x 8 x 10/12VariationsType? x width x borePitch pd1 x b1 x d2Profile angle aNo.10/milled, with chamfer, HSSAA 8 x 3 x 3 0,3 – 90°No. 11/milled, with chamfer, PM BL308 x 4 x 3 0,4 – 90°No.12/milled, without chamfer, HSS BL4510 x 2 x 30,5 – 90°No 13/milled, without chamfer, PM BR3010 x 3 x 30,6 – 90°No.30/ground, with chamfer, PM BR4510 x 3 x 6*0,7 – 90°No.32/ground, without chamfer, PMGE3010 x 4 x 30,8– 90°No.50/ground, with chamfer, HM GE4510 x 4 x 40,9 – 90°No.52/ground, without chamfer, HMKE10 x 5 x 41,0 – 90°12 x 3 x 41,2 – 90°12 x 4 x 41,5 – 90°12 x 4 x 51,6 – 90°12 x 5 x 41,8 – 90°15 x 4 x 42,0– 90°15 x 4 x 8*15 x 5 x 415 x 5 x 515 x 6 x 415 x 6 x 516 x 5 x 516 x 6 x 516 x 8 x 520 x 5 x 820 x 6 x 620 x 6 x 6,520 x 8 x 620 x 8 x 6,520 x 10 x 620 x 10 x 6,520 x 12 x 6,525 x 6 x 625 x 6 x 8*25 x 8 x 625 x 8 x 825 x 10 x 625 x 10 x 825 x 12 x 8d1 x b1 x d2/d5AA BL 30°BL 45°BR 30°BR 45°GE 30°GE 45°KE Variations Type? x width x bore Pitch pd1 x b1 x d2Profile angle a No.10/milled, with chamfer, HSS AA5/16 x 5/32 x 1/8cp 8 – 90°No.11/milled, with chamfer, PM BL301/2 x 3/16 x 3/16cp 10 – 90°No.12/milled , without chamfer, HSS BL451/2 x 1/4 x 3/16cp 12 – 90°No.13/milled, without chamfer, PM BR305/8 x 1/4 x 1/4cp 14 – 90°No.30/ground, with chamfer, PM BR455/8 x 5/16 x 7/32cp 16 – 90°No.32/ground, without chamfer, PM GE303/4 x 1/4 x 1/4cp 18 – 90°No.50/ground, with chamfer, HM GE453/4 x 3/8 x 1/4cp 19 – 90°No.52/ground, without chamfer, HM KE3/4 x 1/2 x 1/4cp 20 – 90°7/8 x 3/8 x 1/4cp 21 – 90°1 x 3/8 x 5/16cp 24 – 90°1 1/4 x 1/2 x 1/2cp 25 – 90°cp 29 – 90°cp 30 – 90°cp 32 – 90°cp 33 – 90°cp 35 – 70°/90°cp 40 – 70°/90°cp 41 – 90°cp 47 – 90°cp 50 – 70°cp 60 – 70°cp 70 – 70°cp 80 – 70°cp 90 – 70°cp 100 – 70°dp 64 – 80 °dp 96 – 80 °dp 128 – 80 °dp 160 – 80 °HSS = High Speed Steel, PM = Powder-Metallurgy Steel, HM = Carbide1920GV 30GV 45°KVVariationsType? x width x borePitch pd1 x b1 x d2Profile angle aNo.20/rolled, with chamfer, HSS GV3010 x 4 x 40,3 – 90°No.21/rolled, with chamfer, PM GV4515 x 4 x 40,4 – 90°No.22/rolled, without chamfer, HSS KV15 x 6 x 40,5 – 90°No.23/rolled, without chamfer, PM0,6 – 90°0,7 – 90°20 x 6 x 60,8 – 90°20 x 8 x 60,9 – 90°1,0 – 90°1,2 – 90°20 x 10 x 61,5 – 90°25 x 6 x 61,6 – 90°25 x 8 x 61,8 – 90°25 x 10 x 62,0 – 90°HSS = High Speed Steel, PM = Powder-Metallurgy Steel, HM = Carbide15 x 6 x 6/1115 x 6 x 6/820 x 8 x 6/1320 x 8 x 10/12d1 x b1 x d2/d5Knurling Wheels DIN 403 – Cut KnurlingAA BL 15°BL 30°BR 15°BR 30°Variations Type? x width x bore Pitch pd1 x b1 x d2Profile angle a No.15/milled, without chamfer, HSS AA8,9 x 2,5 x 40,3 – 90°No.16/miled, without chamfer , PM BL1510 x 3 x 60,4 – 90°No.17/milled, with chamfer, HSS BL3014,5 x 3 x 50,5 – 90°No.18/milled, with chamfer, PM BR1515 x 4 x 80,6 – 90°No.35/ground, without chamfer PM BR3021,5 x 5 x 80,7 – 90°No.37/ground, with chamfer, PM25 x 6 x 80,8 – 90°No.55/ground, without chamfer, HM32 x 13 x 160,9 – 90°No.57/ground, with chamfer, HM42 x 13 x 161,0 – 90°1,2 – 90°1,5 – 90°1,6 – 90°1,8 – 90°2,0 – 90°HSS = High Speed Steel, PM = Powder-Metallurgy Steel, HM = Carbide2122Please fill in table and send to Hommel + Keller.Knurling With/without HSS/PM Type? x width x bore Pitch pwheelschamferd1 x b1 x d2No. 60HE HHE HV HHVKnurling With/without HSS/PM Type? x width x bore Full angle Pitch pProfile angle wheelschamferd1 x b1 x d2?°aNo. 70KAA KBL KBR KGE KGVKnurling With/without HSS/PM Type? x width x bore Radius R Pitch pProfile angle wheelschamferd1 x b1 x d2aNo. 80C DL DR E FL FRHE HHE HV HHVKAA KBL KBR KGE KGVC DL E FL FRDR HSS = High Speed Steel, PM = Powder-Metallurgy Steelstepped on one side stepped on both sidesKnurling wheels With/without HSS/PM Type? x width x bore b2d3b3d4Pitch p Profile angle chamfer d1 x b1 x d2aNo. 90Please fill in table and send to Hommel + Keller.23Form Knurling ToolsName:Threaded ring Material:Brass (CuZn38Pb1,5)Knurling profile on work piece (DIN 82):RAA 0,6Application:Plunge knurling, without swarf removal Speed rate m/min:72Feed rate mm/rev:0,08Machine:Boley lathe machine Tool:Knurling tool 130-20U25106Knurling wheel AA 25x10x6 P0,6Knurling profile on work piece DIN 82RAARBLRBRRGERGVRKERKV25ZEUS Knurling Tool No. 130-08/10/12/14/16/20/70/75/80/85/90Application:Form knurling (without swarf removal), Plunge knurling (feeding possible for RAA; RBL and RBR)Suitable for all knurling patterns, profiles and markingsKnurling Wheels:All forms suitable Type of Machine:?Lathe machines and auto lathes?Conventional?Centre height to be adjustedFeatures:?Special surface hardening for longer tool life time?Carbide pins:– higher speed rates – faster production – prolonged lifeNo.Working area a b c d e f x Knurling wheel Spare parts ? mmmm/inchmm/inchwith ?15mmwith ?15mm with ?15size Carbide pins with ?25 with ?25with ?25mm/inch No.mmmmmm130-08U150404 3 - 2088113102310410 x 4 x 4 / 15 x 4 x 406TER0972130-08U150604 3 - 2088113142310410 x 6 x 4 / 15 x 6 x 406TER0974130-08U25060615 - 20088123,51433,5145,520 x 6 x 6 / 25 x 6 x 606TER0979130-08U25080615 - 20088123,51633,5165,520 x 8 x 6 / 25 x 8 x 606TER0980130-08U25100615 - 20088123,51833,5185,520 x 10 x 6 / 25 x 10 x 606TER0981130-10U150404 3 - 20101012910-10410 x 4 x 4 / 15 x 4 x 406TER0972130-10U150604 3 - 201010113142310410 x 6 x 4 / 15 x 6 x 406TER0974130-10U150804 3 - 201010113162310410 x 8 x 4 / 15 x 8 x 406TER0975130-10U25060615 - 2001010123,51433,5145,520 x 6 x 6 / 25 x 6 x 606TER0979130-10U25080615 - 2001010123,51633,5165,520 x 8 x 6 / 25 x 8 x 606TER0980130-10U25100615 - 2001010123,51833,5185,520 x 10 x 6 / 25 x 10 x 606TER0981130-12U150404 3 - 20121212912-12410 x 4 x 4 / 15 x 4 x 406TER0973130-12U25040615 - 2001212130,512-125,520 x 4 x 6 / 25 x 4 x 606TER0976130-12U25060615 - 2001212123,51433,5145,520 x 6 x 6 / 25 x 6 x 606TER0979130-12U25080615 - 2001212123,51633,5165,520 x 8 x 6 / 25 x 8 x 606TER0980130-12U25100615 - 2001212123,51833,5185,520 x 10 x 6 / 25 x 10 x 606TER0981130-14U150604 3 - 20141412914-14410 x 6 x 4 / 15 x 6 x 406TER0974130-14U25060615 - 2001414130,514-145,520 x 6 x 6 / 25 x 6 x 606TER0979130-16U150804 3 - 20161612916-16410 x 8 x 4 / 15 x 8 x 406TER0975130-16U151004 3 - 20161612916-16410 x 10 x 4 / 15 x 10 x 406TER0975130-16U25080615 - 2001616130,516-165,520 x 8 x 6 / 25 x 8 x 606TER0980130-20U25100615 - 2002020130,520-205,520 x 10 x 6 / 25 x 10 x 606TER0982130-20U25150615 - 2002025130,525-205,520 x 15 x 6 / 25 x 15 x 606TER0983130-70U515318 3 - 205/16“5/16“11010201015/16“ x 5/32“ x 1/8“06TER0985130-75U123131 3 - 201/2“1/2“126,512,7-12,71,31/2“ x 3/16“ x 3/16“06TER0986130-80U581414 3 - 205/8“5/8“12715,8-15,825/8“ x 1/4“ x 1/4“06TER0988130-85U34381415 - 2003/4“3/4“12819,05-19,0533/4“ x 3/8“ x 1/4“06TER0970130-90U34381415 - 2001“20 mm12820-25,433/4“ x 3/8“ x 1/4“06TER0970Your individual tool measurements:ZEUS Knurling Tool No. 131-08/10/12/16Application: Form knurling (without swarf removal), Plunge knurling(feeding possible for RAA; RBL and RBR)Suitable for all knurling patterns, profiles and markingsKnurling Wheels:All forms suitableType of Machine:?Sliding head auto lathes (screw machines) and small auto lathes?CNC and conventional?Centre height is integratedFeatures:?Knurl pins fixed by a screw – for a quick replacement of knurlin?Special surface hardening for longer tool life time?Carbide pins:– higher speed rates– faster production– prolonged lifeL = left R = rightKnurling profileon work pieceDIN 82RAA RBL RBR RGE RGV RKE RKVNo.Working area a b c d e x Knurling wheel Spare parts ? mm mm mm with ?15mm with ?15with ?15size Carbide pinsmm mm mm mm No.131-08L150404 3 - 5088991219410 x 4 x 4/15 x 4 x 406TER0960131-08R150404 3 - 5088991219410 x 4 x 4/15 x 4 x 406TER0960131-10L150404 3 - 501010********* x 4 x 4/15 x 4 x 406TER0960131-10R150404 3 - 501010********* x 4 x 4/15 x 4 x 406TER0960131-12L150404 3 - 501212********* x 4 x 4/15 x 4 x 406TER0960131-12R150404 3 - 501212********* x 4 x 4/15 x 4 x 406TER0960131-16L150404 3 - 501616991619410 x 4 x 4/15 x 4 x 406TER0964131-16R150404 3 - 501616991619410 x 4 x 4/15 x 4 x 406TER0964Your individualtool measurements:Name:Threaded bushing ?10 mmMaterial:Brass (CuZn39Pb3)Knurling profile on work piece (DIN 82):RAA 0,8Application:Plunge knurling, without swarf removalSpeed rate m/min:75Feed rate mm/rev:0,06Machine:Gildemeister GM16Tool:Knurling tool 131-16R150404Knurling wheel AA15x4x4 P0,826。