高速烧嘴与传统烧嘴相比的优缺点
高速型热处理用蓄热式烧嘴简介
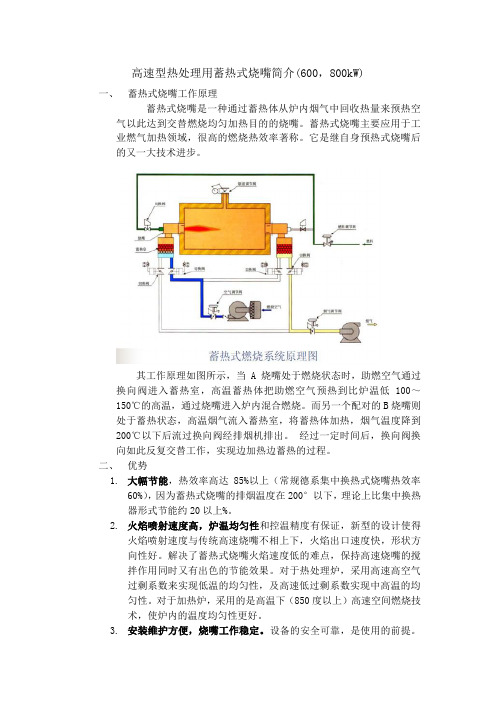
高速型热处理用蓄热式烧嘴简介(600,800kW)一、蓄热式烧嘴工作原理蓄热式烧嘴是一种通过蓄热体从炉内烟气中回收热量来预热空气以此达到交替燃烧均匀加热目的的烧嘴。
蓄热式烧嘴主要应用于工业燃气加热领域,很高的燃烧热效率著称。
它是继自身预热式烧嘴后的又一大技术进步。
其工作原理如图所示,当A烧嘴处于燃烧状态时,助燃空气通过换向阀进入蓄热室,高温蓄热体把助燃空气预热到比炉温低100~150℃的高温,通过烧嘴进入炉内混合燃烧。
而另一个配对的B烧嘴则处于蓄热状态,高温烟气流入蓄热室,将蓄热体加热,烟气温度降到200℃以下后流过换向阀经排烟机排出。
经过一定时间后,换向阀换向如此反复交替工作,实现边加热边蓄热的过程。
二、优势1.大幅节能,热效率高达85%以上(常规德系集中换热式烧嘴热效率60%),因为蓄热式烧嘴的排烟温度在200°以下,理论上比集中换热器形式节能约20以上%。
2.火焰喷射速度高,炉温均匀性和控温精度有保证,新型的设计使得火焰喷射速度与传统高速烧嘴不相上下,火焰出口速度快,形状方向性好。
解决了蓄热式烧嘴火焰速度低的难点,保持高速烧嘴的搅拌作用同时又有出色的节能效果。
对于热处理炉,采用高速高空气过剩系数来实现低温的均匀性,及高速低过剩系数实现中高温的均匀性。
对于加热炉,采用的是高温下(850度以上)高速空间燃烧技术,使炉内的温度均匀性更好。
3.安装维护方便,烧嘴工作稳定。
设备的安全可靠,是使用的前提。
常规烧嘴的使用已有100多年的历史,现代蓄热式的烧嘴的使用,也有30多年的历史。
随着近十年蓄热体及阀门技术的发展,蓄热式烧嘴,安全可靠性大幅提高。
维护方便性上,已接近常规烧嘴。
已经在多个用户成功使用。
4.低氮氧化物排放,应用了国际前沿的低NOx技术。
NOx排放低,并且受炉温的影响小。
炉温1000度,NOx排放低于国家标准(NOx≦300mg/㎥)。
远远低于传统烧嘴的NOx排放。
5.极高的成本回报,根据节能数据与投资可计算多久可收回成本。
烧嘴的分类及介绍

烧嘴的分类及介绍扬州华明科技有限公司烧嘴的分类及介绍1、燃油烧嘴1.1 按雾化方法分类1.1.1 压力雾化烧嘴压力雾化烧嘴是靠燃油自身的压力转化为喷射动能,通过液膜或液柱受空气的剪切扰动而使燃油雾化。
这种烧嘴的优点是结构简单、运行成本低。
缺点是当负荷变小时雾化颗粒度及平均尺寸迅速增加燃烧效率降低且小流量烧嘴易堵赛和结焦。
1.1.2 机械雾化烧嘴机械雾化烧嘴是将燃油的机械能转化为雾化能量,常见机械雾化烧嘴是转杯式雾化烧嘴。
此类烧嘴对机械能要求较高,一般要求非常高的转速才能雾化所需的剪切力。
1.1.3 气动雾化烧嘴气动雾化烧嘴是利用空气或蒸气的高速运动对液膜或液柱进行撞击、剪切、旋转。
气液两相产生相对高的相对速度来实现破碎雾化。
气动雾化烧嘴的优点是调节范围广、雾化性能好。
它的主要缺点是: (1)雾化能量利用率低(2)雾化气用量大(3)对于高粘度的重柴油、重渣油、水煤浆不能高效燃烧的要求1.1.4 气泡雾化烧嘴气泡雾化在国际上被称为第三代雾化技术,这种烧嘴是在特殊结构的通道中注入压缩空气或蒸气,使之在燃油中形成数量巨大的气泡,气泡经运动、变形、加速等一系列过程后至烧嘴出口处破碎,从而形成液滴非常小、尺寸均匀度大的液雾。
它具有以下特点:(1)气泡雾化烧嘴主要克服燃油表面张力来雾化(2)所需雾化能量少(3)雾化颗粒细、尺寸平均度高1.2 以其他标准分类1.2.1 按油流与雾化介质的相对流向分类(1)直流式:油流与雾化介质的相对流向是接近平行(2)涡流式:油流与雾化介质的相对流向是切向方向扬州华明科技有限公司 (3)交流式:油流与雾化介质的相对流向是以一定角度1.2.2 按油流与雾化介质的相对作用次数来分类(1)一级雾化:油流与雾化介质的相对作用次数是一次 (2)二级雾化:油流与雾化介质的相对作用次数是二次 (3)多级雾化:油流与雾化介质的相对作用次数是多次 1.2.3 按油流与雾化介质的相对作用位置来分类(1)外混式:油流与雾化介质的相对作用位置是烧嘴出口外面 (2)内混式:油流与雾化介质的相对作用位置是烧嘴出口里面 2、燃气烧嘴的分类2.1 按燃烧方式分类2.1.1 非预混式烧嘴非预混式烧嘴又称为长焰烧嘴。
天然气烧嘴简介

天然气烧嘴简介烧嘴是燃气设备中最重要的部件。
评价烧嘴的设计是否理想,从不同的角度要求有不同的标准,一般可考察以下几个方面:①满足加热所需的热量或燃烧温度,具有一定的热负荷;②具有一定的火焰特性,如火焰尺寸和形状,以及炉内气氛特性(氧化性、还原性或中性),且符合工艺要求;③燃烧过程中,火焰稳定,有一定的抗风能力;④燃烧效率高,燃气可以完全燃烧,并使燃气所释放的热量得到充分的利用;⑤烧嘴配备必要的自动调节和自动安全装置;⑥燃烧后烟气中的有毒物质少;⑦结构紧凑,安全可靠,成本低廉。
事实上,一个烧嘴能否发挥其最佳的功能,并非仅仅取决于烧嘴本身,它还受到气源组分、换热设备等其他因素的制约。
例如,换热器设计或安装不好,烧嘴发出的热量就不能得到充分利用,热效率就低。
又如排烟装置不良,燃烧就难以保持良好状态,卫生条件就不可能达到要求。
因此,其性能优劣必须结合各方面条件综合考虑,以达到整体上的理想工况。
烧嘴的类型很多,只能按照部分共性进行分类。
(1)按一次空气分类①扩散式烧嘴一次空气系数为0,燃烧空气全部依靠二次空气。
②大气式烧嘴一次空气系数在0.2~0.8之间,剩余的依靠二次空气。
③完全预混烧嘴一次空气系数等于过剩空气系数,约为1.05~1.15,燃烧不需要二次空气。
(2)按空气供给方法①引射式烧嘴空气靠燃气的引射作用吸入,或空气引射燃气。
②鼓风式烧嘴用鼓风机将空气送入燃烧设备。
③自然引风式烧嘴靠炉膛的负压将空气吸入燃烧系统。
(3)按燃气压力①低压烧嘴燃气压力小于5000Pa。
②高(中)压烧嘴燃气压力在5000~300000Pa之间。
(4)按燃气热值①低热值烧嘴。
②高热值烧嘴。
(5)按燃气与空气混合形成地点①外部混合式烧嘴燃气与空气的混合在燃烧室外。
②内部混合式烧嘴燃气与空气在燃烧室内混合。
(6)按火焰形状分类①直焰烧嘴燃气与空气混合物喷出火孔或喷头后,形成直射流,火焰呈直射圆锥形。
②平焰烧嘴混合物离开火孔或喷口后,形成平展气流,火焰呈圆盘形。
高速燃烧器的工作原理及特点

高速燃烧器的工作原理及特点高速燃烧器主要应用在工业炉中。
普通工业炉为了加热物料和保证燃料完全燃烧都具有一个宽敞的炉膛。
这样,开炉时将炉膛加热到操作温度需要很长的时间;停炉时,由于热惯性大仍有相当一段时间继续加热工件,使加热温度难以控制,易造成工件过热。
为了防止工件过热,普通加热炉只好在略高于工件容许的最高加热温度下运行,这就降低了加热速度,增长了加热时间,特别在工件接近加热最终温度时更是如此。
此外,在高温下延长加热时间会产生种种不良影响,如造成钢的氧化和脱碳,使工件表面毛糙和硬度降低。
为了节约能源,消除普通加热炉的缺点,并与现代化生产流水线配套,20世纪60年代出现了快速加热技术。
快速加热主要依靠对流传热而不是辐射传热。
其特点是炉体小、加热速度快、热惯性小、加热工件质量高、热效率高并易于自动控制。
实现快速加热的关键一是改造炉体;二是应用高速燃烧器。
高速燃烧器有两个作用,一是燃气在非常高的热强度下燃烧;二是高温烟气以非常高的流速(200~300m/s)喷出燃烧室(火道),从而增加炉内对流传热的作用。
高速燃烧器与普通燃烧器相比有下列主要特点。
优点:①燃烧室的容积热强度非常高,可达21×104kW/m³,炉膛容积小,炉体结构简单,操作方便,安全装置及炉前管道系统简单;燃烧室燃烧温度较高,接近2000℃,对发展高温窑炉,节约燃料十分有利;②烟气在火道内剧烈膨胀以及火道出口设有烟气喷口,所以烟气喷出速度非常高,可达200~300m/s;③炉内气氛容易调节成氧化性或还原性,可在较高的过剩空气系数下工作;④负荷调节范围大,调节比可达1:50,普通燃烧器可达1:20~1:30;⑤可以使用高温预热空气,因此能以低热值燃气获得高燃烧温度;⑥由于燃烧反应在火道内瞬时完成,故在惰性气氛的炉内也不会灭火。
缺点:①需要较高的燃气、空气压力、耗电较多;②燃烧室(火道)要求特殊的耐高温耐冲刷的材料,否则寿命很短;③工作噪声较大,需要采取相应的消声措施。
HGBE系列冷风高速燃气烧嘴技术手册说明书

技术手册HGBE系列可靠的工作HGBE系列冷风高速燃气烧嘴,用于工业炉直接加热和间接加热,输出功率范围:9 - 160kW产品特点及优势◼低成本高速燃气烧嘴◼输出功率范围:9 - 160 kW◼最高应用温度高达1300℃◼适用于冷风和热风运行(助燃空气最高预热到400℃)◼单段燃烧,低污染物排放◼火焰出口速度高,温度均匀性好◼模块化设计,易于维护◼不同平面的空气、燃气接口,方向可90°角互换◼直接进行火焰监测,最大限度确保运行各阶段的安全性◼单独的强冷空气接口,可满足快速降温需求◼基础维护简单经济◼可选择基本配置或完整配置2技术规格烧嘴型号 HGBE152550100200额定热能功率 [1]kW152550100160额定热能功率[1]BTU/h~51000~85000~171000~341000~546000最小热能功率 [1]kW913255080最小热能功率[1]BTU/h~31000~44000~85000~171000~273000标准燃气接口压力 [2]mbar5050505050标准助燃空气接口压力[2]mbar6060606080烧嘴管最高耐温°C13001300130013001300烧嘴管标准直径mm597194121171燃气接口公称直径DN1515151520助燃空气接口公称直径DN2025404050强冷空气接口公称直径DN2040404050燃气 [3]天然气,液化天然气,液化石油气诺玛特保留技术修改的权利 [1] 可根据需求提供其它功率[2]压力波动应≤ ± 5%,烧嘴成组运行时同样适用[3]使用其它燃气请与诺玛特提前沟通3HGBE系列主要尺寸 / 基础烧嘴烧嘴型号主要尺寸A B D E F (1)G (3)HmmHGBE 155916017014200/250/300/40060072.5 HGBE 257117519014200/250/300/40056077 HGBE 509419*********/250/300/400/500/60058077 HGBE 10012122524014200/250/300/400/500/60058053 HGBE 20017128531014300/400/50065070烧嘴型号接口尺寸烟气助燃空气吹扫空气燃气P R S T(2)U V mm inch mm inch mm inch mm inchHGBE 153480G3/43480G3/487G3/8132Rp1/2 HGBE 253487.5G13487.5G1.1/292G3/8137Rp1/2 HGBE 504097.5G1.1/24097.5G1.1/2107G3/8152Rp1/2 HGBE 10040112.5G1.1/240112.5G1.1/2110G3/8152Rp1/2 HGBE 20056142.5G1.1/256142.5G2.1/2157G3/8215Rp3/4(1)其它长度可选; (2) 强冷空气接口可选;(3) 参考:F=400mm时的安装长度4��ft�tJFJrZ:I: mg / kWh 1Hi JJ o 1/11HGBE15100 ..... --....---...... ----.---..----.-----.-----,,---..---...... -- (80)60 40 1 1 1 �------r---------------t---------------,--------�----�----, 1 1 1 1 --r-1 1 1 1--r-1 11 ----�------------ 1 l --l -- 1 1 -------+------.. -------�--------' 1 11 1--+ 1 1 -- 1 -----�---- 11 --L----1 1 1 1 1 �------r---------------t---------------,---------------+--------------r--------2 o +----�----+----➔·-----,1----+------1-----,1.----+----➔------t 1 1 11 1 �------r---------------t---------------,---------------+--------------r--------o 1 1 1 1 1 600 800 1000 1200 1400100 ..... --....-----,,---..---..---...... ----,,---..---...... --....... ----,1 1 1 1 1 •••••••••p••••••••• •••••••••"T"•••••••• •••••••••T"••••••••• •••••••••"'T"••••••••• •••••••••T••••••••• 1 1 1 1 1 80 +----�·----+----�·----+----�·----+----�•,----+----�·------t ---------�, ----.. .. ·-----+---------------�-----------------+---------------f---------60 +----�:--------�t----+----�----+----�t----+----�------t ---------t-L ------------+, -----------------t------------------+------------------t---------. 1 1 1 1 40 +--------------------+-----+-----------------------t -·\:.----------+-----------------t------------------+------------------f---------20 +-_-___ -_-_-_-�-l�----_-__ �•�k-+----__ -_-_�.!-,------_-_-__ -_➔-_-__ _-____ -_�i _-_-__ -_-_-_-_-_r_-_-_-__ -_-_-_-_�i�_-_-_-_-__ _-__t-__ -_-_-___ -_-_J _-__ -_-_-_-__ -_�0 400 1 1 1 1 1 600 800 1000 1200 1P� "C1400tEt�JE:rJJ$r i !�:iEff � ;t :;J . TJ j( � '9:A.= 1 , 10 ... 1 ,20L;J ... U &W 7'1 � � f1L � ffJ ijJO�-f-i!R $ iLI it , * �ffi $ J=I H ifi r:p 3-3: i1:1, iLI it PT �t lcJ ...tiß � f 4 f'f fi .lT��,���PTmwgp�*· mm��$ffl�#r�$�Bw, 5806040 HGBE 50---------�------------------f ------------------�-----------------+------------------�---------• 1 1 1 1 1 -----�----------------------�--------------+----------------�------1 1 1 ---------�------------------+----------------�---------' 1 1---------�------------------+------------------�-----------------+------------------�---------• 1 11 1 201----------------t----------11----t----t-----i---� ---------�------------------+------------------�-----------------+------------------�---------• 1 1 1 1 0--------------------------------◄ -----------------600 800 1000 1200 1 1 1 1 1 1 1 11400 ---------+------------------+------------------+------------------+---------1 1 1 1 1 1 1 1 -�1t��F119::I:mg / kWh 40 +--------+----+:---+---➔:---1----➔:---1----+:------1 -1It�)JQ1,,¾-tEtffi5EJJJ$r��iEff -�14 Jg j(�Ef.'A = 1, 10 ... 1,20 1 1 1 1 ---------t ------------------t ------------------t ------------------t ---------1 1 1 1 1 1 1 1 ---------l "--------i ---------________ J _________ _ _______ J _________ _ _______ J ________ _o L __ J : __ ����!•1••1•••••-�1---�--!1�-_J 400 600 800 1000 1200 1400j:p1fül Oe��BW19B�ffi. BID���ffl$��. ��@fflM���@��������#�ffi ��o ��ff�mwg�•*· W*ff�@ffl�#r�@�Bfflo 7HGBE 200100 ......---.---...... --------------------------806040 ---------�----------------i-----------------�----------------1----------------4-------1 1 1 1 1 ---------�-----------------------4---------1 1 1 1 1 1 1 1 ---------r ---------_________ T _________ ---------,---------1 1 1 ---------i-------------------�---------1 1 1 --·-----------------�------------------l------------------�------------------1-------------------�---------20 ____ 1 ______ �1 ________ 1 _______ 1 _______ 1 __ ___, ---------�------------------l------------------�-----------------!.------------------�---------• 1 1 1 1 0+-------+----+----+--------1-----11----+---+------l 600 800 1000 1200 1400 40 ..---......----,------.---...-------...... ---,------,----....-----, 1 1 1 1 1 11 1 1 1 ---------t------------------t------------------t------------------t------------------t---------1 1 1 1 1 1 1 1 1 1 -� 1-t rw H�F Jvci:mg / kWh 1 ; 1 1 1 20 +---+----+----t---+---+----+---+---t----+----11 11 1 11 1 1 1 1 1 1 11 ---------t ------------------1------------------1------------------1---------1Lll:/Ji:i t&a t YiJE r JJ � r :i! � ili f f � ,t sj 7'J � 1't f=(. A = 1, 10 ... 1 ,20 0 400 600 ! ! 1 1 800 1000 ! 1 L!J. ...t e ffl 7'1 �� f i,'8 f f J Ij:Ji. t:Jc-f-f ll! � � �, � fi lf\ @J:IB1fi q:i ±3"@ ��Pf ri t-'=i ...t� 1i'd!:J: if Ji JT ��-*�MPTWfflg�•*· •*M•mm�#r�@�effl. ! 1 1200 1400 9。
天然气烧嘴的概念及分类

天然气烧嘴的概念及分类燃料为天然气的燃烧装置称为天然气烧嘴,工业窑炉和化工加热装置中对天然气燃烧装置的习惯叫法,也有部分习惯称之为天然气燃烧器。
按照烧嘴前天然气的压力高低:扰动天然气烧嘴:天然气压力在5kpa以下。
高中压天然气烧嘴:天然气压力在5kpa以上。
按照火焰的形状类型:直焰烧嘴:又称长焰烧嘴,火焰较长,一般窑炉上采用较多。
短焰烧嘴:火焰长而存有刚性。
平焰烧嘴:火焰紧贴炉墙或是炉顶内部向四周均匀伸展的圆盘形状喷出。
按照空气供给方式分类:自吸式烧嘴:烧嘴不须要利用外力配风,自身文丘里式结构,可吸入外界空气,通常烧嘴功率较小。
配风式烧嘴:依靠鼓风机强制配助燃风,风机通常为高压离心风机。
按照空燃混合方式:扩散式烧嘴:燃烧所需要的空气不预先和天然气混合。
大气式烧嘴:又称半进度表混合天然气烧嘴。
冷却所须要的空气部分与天然气混合。
完全预混合式烧嘴:燃烧所需要的空气预先和天然气混合,一般多用在无焰燃烧类型的烧嘴上。
特定功能分类:可分为蓄热式烧嘴、辐射管烧嘴、可调温烧嘴、低氮烧嘴等多种新型节能烧嘴。
天然气烧嘴就是工业窑炉上常用的冷却装置,天然气烧嘴性能的优劣将非常大程度上影响产品的质量,合理高效率的天然气烧嘴必须能够满足用户窑炉的冷却、冷却和产品工艺所满建议的条件。
天然气的燃烧一般分为三个过程:燃气和空气的混合;混合气体的升温和着火;混合气体的燃烧。
火焰稳定的条件是,火焰传播速度和可燃气体混合物的流动速度大小相等方向相反。
平衡的冷却:燃气和空气混合速度少于火焰传播速度引致火焰返回平衡点。
烧嘴的淬火:燃气和空气混合速度大于火焰传播速度,火焰向烧嘴内部喷气。
烧嘴的脱火和淬火都不是理想烧嘴的冷却状态,烧嘴多使用稳焰盘结构去达至较好状态。
各类烧嘴简介
各类烧嘴简介各类烧嘴简介外混式烧嘴,国内生产、研究和即将引进的有二通道、三通道、四通道、五通道、六通道等。
通道数的多少视具体情况而定,冷却方式有外冷式(指夹套或盘管冷却)和内冷式(指进料之间有冷却水通道)。
结构型式和结构尺寸的变化都会使烧嘴的雾化性能变化。
1二通道烧嘴大型合成氨装置早年引进的一些气化炉通常采用两通道烧嘴,以Texaco气化技术为主要代表。
该烧嘴的主要特点是结构简单,气流雾化,能满足基本的工艺要求。
但从国内企业的运行效果来看,该类型烧嘴在与气化炉匹配、有效气含量及产率方面均低于多通道烧嘴。
(1)渣油气化烧嘴两流道烧嘴采用环形管隙通油—蒸汽混合物料,中心管走氧。
油和蒸汽先在烧嘴外管道三通内混合,混合三通处渣油的进口速度约为15m/s,蒸汽速度大于60m/s,渣油在喉口高速下进行雾化。
油—蒸汽混合物在烧嘴环形管隙内流速为75m/s,氧气在中心管内流速为132~137m/s,于喷口处与油一蒸汽混合环流相冲击,使油滴进一步雾化。
选择这两个流速是使喷出口处形成一段“黑区”,以保护烧嘴。
例如,乌石化化肥厂第一套合成氨装置气化炉采用德士古专利,其原理是将渣油、蒸汽和氧气以适当配比混合,不完全燃烧生成工艺气[4]。
高压氧气(25℃,9.60MPa)和经过预热的渣油(315℃,10.0 MPa)、蒸汽(320℃,10.0MPa)分别通过烧嘴的中心管和环隙喷入气化炉燃烧室,雾化混合燃烧。
烧嘴加装在燃烧室顶部,并设有冷却水盘管及夹套。
冷却水进出口温度分别为38℃、40℃,压力分别为1.47MPa,0.098MPa。
气化炉燃烧室温度1350℃。
烧嘴正常工作时,尽管冷却水及物流对烧嘴有冷却保护作用,但高速物流的冲刷及含硫工艺气的侵蚀,以及低负荷高温热区的上移都会对烧嘴造成很大的损害。
同时在停车期间,烧嘴头部受高温辐射,部分区域得不到保护,易发生泄漏。
国内中小型重油气化装置多采用一次机械雾化、二次气流雾化的二通道烧嘴。
北美燃烧器 样本 4441 高速燃气烧嘴
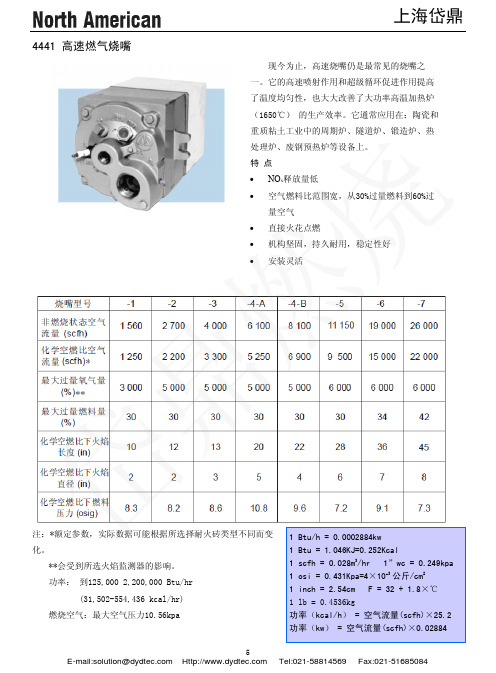
1 Btu/h = 0.0002884kw 1 Btu = 1.046KJ=0.252Kcal 1 scfh = 0.028m3/hr 1”wc = 0.249kpa 1 osi = 0.431Kpa=4×10-3 公斤/cm2 1 inch = 2.54cm F = 32 + 1.8×℃ 1 lb = 0.4536kg 功率(kcal/h) = 空气流量(scfh)×25.2 功率(kw) = 空气流量(scfh)×0.02884
安装吊安装及外壳组件 法兰安装及外壳组件
"A" Tile “A”烧嘴砖 圆形烧嘴砖 长槽形烧嘴砖 安装及绝热组件
烧嘴砖安装垫圈
* Burner Only表示只包括烧嘴体衬垫、稳定器、观测孔、名牌、塞子(plug) † 长槽形烧嘴砖可以通过以下步骤转换方向:松开螺钉,将本体固定在装配盘上,然后就可以调整烧嘴砖了 ‡ 需单独订购
7 E-mail:solution@ Tel:021-58814569 Fax:021-51685084
5 E-mail:solution@ Tel:021-58814569 Fax:021-51685084
上海岱鼎
烧 燃 鼎 岱
1. 在炼钢炉上开孔必须大于“D”型的尺寸0.5英寸,以便于装配盘设计及打样。 2. 该气孔位置至适用于4442-7。 3. 辅助燃气组件尺寸的选择依据应该是系统需求而不一定是烧嘴的燃气入口尺寸。
上海岱鼎
4441 高速燃气烧嘴
现今为止,高速烧嘴仍是最常见的烧嘴之
一。它的高速喷射作用和超级循环促进作用提高
了温度均匀性,也大大改善了大功率高瓷和
重质粘土工业中的周期炉、隧道炉、锻造炉、热
处理炉、废钢预热炉等设备上。
等温高速烧嘴在间歇窑炉上

对等温高速烧嘴在间歇窑炉上应用的建议‘安永欣等温高速烧嘴已被越来越多的窑炉工作者所认识,将其广泛应用于工业窑炉、特别是间歇式陶瓷、砂轮、耐火材料窑炉,在一些金属加热或热处理炉上也得到推广应用。
高速烧嘴的特殊功效使得间歇窑炉能够达到温度分布均匀(升温阶段≯±5 oC,而传统窑炉升温阶段温差高达50~80℃甚至更高),喷出的焰气温度大幅可调。
从而使窑炉可以实现快速加热,升温,提高了窑炉周转率和节省燃料的效果。
然而,并非用上高速烧嘴的间歇窑就一定能收到预期的经济技术效果。
本文试从传热机理和加热特性变化的角度,说明高速烧嘴在怎样的应用条件下,才能发挥作用,并从窑炉设计的角度提出一些建议。
1 普通烧嘴在窑炉内的传热状况无论在何种窑炉内加热产品,特别是在间歇式窑炉内焙烧陶瓷产品,都要经历由室温开始加热到最高烧结温度的过程。
升温速率一般控制在不损坏坯件的最佳限度内。
在低温阶段或某个温度区间,如果坯件表面温度骤升或在冷却阶段的某个温度区间产品表面温度骤降,造成产品内外温度梯度过大,内应力可能会引起坯件(瓷件)开裂或炸裂而产生废品。
因此在加热升温过程中,应力求被加热或冷却的产品均匀受热,避免局部过热或骤冷。
这在传统的间歇窑炉内是很难达到的。
因此,在加热初期一般将燃烧器开的很小,但是火焰温度仍然很高,在每个烧嘴喷出口附近的坯件被迅速加热。
由于火焰喷出速度很低,温度高重度小,在加热了喷火口附近坯件和窑墙的瞬间即开始上浮,使被加热坯件的背火面和远离火口的坯件很难像迎火面一样同时受到均匀加热,产生较大温度不均匀性和受热滞后现象。
因此,在中低温阶段,为防止和克服由于各部位温度不均匀可能造成的产品缺陷,烧成工艺往往采取保温和放慢升温速度的办法,通过“均温”逐步缩小窑内各部位温差。
只有等到窑温升到700~900℃以后,窑内待烧制品间可以互相辐射并逐步得到加强,强化了制品表面和自身内在的传热时才有可能加快升温速度。
根据传热理论中辐射传热的“斯且芬一波尔茨曼定律”得知,辐射能量的大小是与辐射源和受热体之间绝对温度差的四次方成正比,也就是说,进入窑内的可辐射的焰气与待加热的坯件温差越大,辐射传热量也越多。
高速烧嘴的性能测试及对某些问题的认识

文献标识码 :B
P r o ma c e t f g p e r e n o s u s o s e f r n eT s Hih S e d Bu n ra d S meDic s i n o Z NG Luwe E ・ j
测拮分 试果 析
目前国内使用较多的是筒式高速烧嘴 ,图 j 所示
摘要:通过对筒式高逮烧嘴 的实 际损试数据 ,阐述 r I 不同燃 烧条件下烧嘴性能参数的变化规律 .指 出 天 然气 出 -间隙太小是影响 无然气 l I
或 空气 压 力的 美键 结 构因 素 , 关 键诃 : 茼 式 高 速烧 嘴 , 出 口间 隙 ,性 能
中圉分类号:T 2 3 3 K 2 2
有 火焰 ,这 不是 高速烧嘴正常 的工作状态 这种状态 很难用调节天然气 、空气量 的方法把火焰调 回到烧 嘴
里面来 ,只有 关闭天然气阀重新点 火 试验用烧嘴 由
于制 造粗 糙 ,喷 口处 气 流 温 度 严 重 不均 匀 l 0 W 0k 5
而移动,增大空气量 ,或减少天然气量 ,燃烧 火焰往
气 2 02 .2 82 9 /981 11 5 14g 2 ,2318 [. 48㈣ ' 57
与中部燃烧气混合 不好的结果 为改善烧嘴性能使喷
出气流 温 度均 匀 , 当缩 小 这 个 间隙 、 使 之均 匀 , 应 并 或 消 除这 t 间隙 在 此 基 础上 我们 设 计 、 、 制造 了 3 0 k 0 0 W
移到天然气 出口附近 虽然喷口处燃烧生成气温度只 有 】O℃左右 ,但点火电极杆 还是被烧红 天然气 出 0
5 4
维普资讯
§
t*
每
一
《 业加 热》 2 0 工 0 2年 第 2期
燃油烧嘴
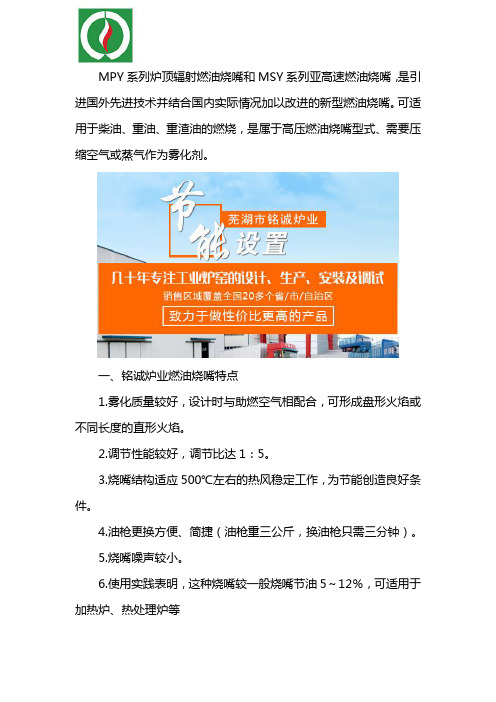
MPY系列炉顶辐射燃油烧嘴和MSY系列亚高速燃油烧嘴,是引进国外先进技术并结合国内实际情况加以改进的新型燃油烧嘴。
可适用于柴油、重油、重渣油的燃烧,是属于高压燃油烧嘴型式、需要压缩空气或蒸气作为雾化剂。
一、铭诚炉业燃油烧嘴特点1.雾化质量较好,设计时与助燃空气相配合,可形成盘形火焰或不同长度的直形火焰。
2.调节性能较好,调节比达1:5。
3.烧嘴结构适应500℃左右的热风稳定工作,为节能创造良好条件。
4.油枪更换方便、简捷(油枪重三公斤,换油枪只需三分钟)。
5.烧嘴噪声较小。
6.使用实践表明,这种烧嘴较一般烧嘴节油5~12%,可适用于加热炉、热处理炉等二、铭诚炉业燃油烧嘴特点原理1.MSY亚高速油烧嘴经过加热至恩氏粘度<8oE的重油或渣油进入油枪,被加热至~250℃的雾化剂进行雾化,雾化后的油雾从油枪头部旋转喷出。
热风进入烧嘴体,从耐火材料制成的挡板的孔眼中高速喷出,并略代旋转与油雾混合后,燃烧喷出火焰呈旋转性。
挡板的孔眼有两个方向的角度。
设计时用以设计得到需要的火焰长度。
2.MPY炉顶辐射油烧嘴经过加热至恩氏粘度<8oE的重油或渣油进入油枪,被加热至~250℃的雾化剂进行雾化,雾化后的油雾从油枪头部旋转喷出。
热风由侧部进入,经过耐热钢制的旋流器,以一定的径向速度旋转喷出,与油雾混合,形成旋流强度较大的火焰,贴附喇叭砖沿炉顶表面形成盘形火焰。
三、烧嘴安装要求1.烧嘴安装时,一定要求烧嘴中心线与烧嘴砖中线同心安装。
2.烧嘴壳体与烧嘴砖紧贴安装。
3.MSY型烧嘴的筒体,应在炉体钢柱上支出的支架上固定。
4.安装顺序是先装烧嘴,后装油气管,安装油气管时不得影响烧嘴定位。
5.MSY型烧嘴的热风进口应安装在上方或两侧,避免安装在下方。
6.MSY型烧嘴安装耐火材料挡板时,在挡板与壳体之间一定要填实。
防止挡板下沉,压弯油枪。
四、燃油烧嘴的操作步骤1.点火前准备工作◆检查空气管道的气密性,启动鼓风机试运转,检查烧嘴蝶阀安装方位及调节灵活性。
天然气烧嘴——低压高速型天然气燃烧器

天然气烧嘴燃气烧嘴
天然气烧嘴——低压高速型天然气燃烧器天然气烧嘴应用在工业窑炉中,以低压高速烧嘴为主,这种燃气烧嘴的特点是,烧嘴前燃气压力在1000Pa—5000Pa之间,空气压力在2000Pa—6000Pa之间,实现高速燃烧,空气过剩系数为1.02—1.15。
低压高速烧嘴燃气经旋风片的狭缝流出,空气与天然气呈90度角相遇,由于空气流与燃气流速比为1.5,所以空气对燃气具有引射作用,促使二者强烈混合,混合气体经烧嘴口进入圆柱形火道燃烧。
火焰的稳定是依靠稳焰盘和高温烟气与火道壁面再循环实现的,烟气离开火道时速度可达每秒100米作用。
天然气高速烧嘴与普通烧嘴相比有一下特点:
优点:
1.烟气在火道内剧烈膨胀以及火道口设有烟气喷口,烟气喷出速度非常高。
2.炉内气氛容易调节成还原或氧化性,可在较高过剩系数下工作。
3.可调节比大,调节比可达1:10.
4.可以使用高温预热空气。
缺点:
1.需要较高的空气压力,需要助燃风机,耗电量大。
2.工作噪音大。
烧嘴喷火口实景图
致诚热能整理。
影响开工烧嘴燃烧状态的因素及国内外开工烧嘴的差别
F a c t or s Ef fe c t i n g C omb u s t i o n S t a t u s o f St a r t - up Bu r n e r a nd Di F e r 即c e f o S t a r t - l l p Bu r n e s r a t Ho me a n d Ab r o a d
安英保
( 鄂尔多斯市乌审旗 世林化工有 限责任公 司 , 内蒙古 鄂尔多斯 0 1 7 3 1 3 )
摘 要 : 分析 了开工烧嘴 损坏的原 因和影响 开工烧嘴 火焰长度 的主要 原 因; 提 出了改善 开工烧嘴 燃烧状态的办法 ;
对 比 了 国 内外 开 工 烧嘴 的 差 别 。
关键词 :干粉煤加压 气化装置 ; 气化炉 ; 开工烧嘴 ; 燃烧状 态
第5 1 卷
第 3期
化肥 设计
Che mi c a l Fe r t i l i z e r De s i g n
2 0 1 3年 6月
J u n e 2 0 1 3 3 5・
・
态 的 因素 影 响 开 工 烧 嘴 燃 烧 状 及 国 内外 开 工 烧嘴 的差 别
AN Yi n g — b a o
( E r d u o s C i t y Wu s h e n q i s h i l i n C h e m i c a l E n g i n e e r i n g C o m p a n y L t d . ,E r d u o s I n n e r Mo n g o l i a 0 1 7 3 1 3 C h i n a )
焚烧炉烧嘴
焚烧炉主要是利用燃气发热时所需要高热量,然后与燃气进行充分燃烧的设备。
在燃气燃烧的过程中,其需要与大量的空气进行混合,但可以通过不同的方式进行燃烧。
燃气锅炉燃烧时排放的废气中含有大量的氮氧化合物,此废气给人们生活中带来了很大的危害,焚烧炉烧嘴是焚烧炉上面的的重要设备,它保证燃料稳定着火燃烧和燃料的完全燃烧等过程。
一、铭诚炉业焚烧炉烧嘴特点这种烧嘴火焰燃烧迅速,火炬温度较高,有利于炉内传热。
但烧嘴容易回火,燃烧能力的调节范围较窄,且空气预热温度受混合气体温度必须低于煤气着火点温度的限制,很难满足烧嘴前预热空气的温度和压力保持恒定的要求,煤气发热量的波动还会影响煤气与空气配比。
但由于这种烧嘴结构简单,可以靠煤气直接从大气中喷射吸入助燃用空气,在煤气发热量稳定时能使空气、煤气自动按配比燃烧,因此可在不需预热空气的低热负荷炉子上采用。
二、烧嘴安装要求1.烧嘴安装时,一定要求烧嘴中心线与烧嘴砖中线同心安装。
2.烧嘴壳体与烧嘴砖紧贴安装。
3.烧嘴的筒体,应在炉体钢柱上支出的支架上固定。
4.安装顺序是先装烧嘴,后装油气管,安装油气管时不得影响烧嘴定位。
5.烧嘴的热风进口应安装在上方或两侧,避免安装在下方。
6.烧嘴安装耐火材料挡板时,在挡板与壳体之间一定要填实。
防止挡板下沉,压弯油枪。
三、燃油烧嘴的操作步骤1.点火前准备工作◆检查空气管道的气密性,启动鼓风机试运转,检查烧嘴蝶阀安装方位及调节灵活性。
◆燃油管道用蒸气或压缩空气吹扫,清除油管内的污物及焊渣(以免堵塞油枪喷口),检查油路各阀门,仪表安装方位及灵活性。
◆启动油泵,接通回油管路,使稳压系统正常工作。
◆雾化蒸气系统,使雾化蒸气系统正常运转,使稳压系统能正常工作,检查各阀门,仪表。
2.油嘴点火◆炉子烘炉,炉温升至600℃即可进行油嘴点火。
◆点火前使鼓风机、雾化蒸气、油泵等处正常工作状态。
雾化蒸气加热~220℃,油加热到粘度≤5oE。
3.点火步骤◆在油嘴出口处点燃一堆明火。
烧嘴介绍

1 燃气品种 热值 燃烧能力 烧嘴型号及结构尺寸见表
2 烧嘴前燃气压力 发生炉煤气,焦炉煤气3.5-----4.5KPa
天然气 液化石油气5.0--6.0KPa
3 烧嘴前空气压力 发生炉煤气焦炉煤气4.0--5.0KPa
天然气 液化石油气5.5---6.5KPa
4 烧嘴出口气体最高流速:130米/秒
150
200
250
300
350
400
能量为正常量的百分比(%)
80
76
72
69
65
64
本烧嘴适用于大中型加热处理炉 干燥炉 及熔炼炉。特别适用于大中型热处理炉。
四 安装及点火:
1 安装:
图一所示为烧嘴的水平或垂直安装方式,利用烧嘴根部的脚型法兰与炉体框架相连,如需倾斜安装时,用户可自行改装角型法兰的倾斜角度。
5 烧嘴出口气体温度:150--1300摄氏度
6 烧嘴调节比:1:15
7 噪声级(A):80(dB)
三 、使用说明:
烧嘴使用的燃料为各种燃气 其额定发热值见表。选择烧嘴型号时要按实际使用的燃气低发热值计算烧嘴能量(标立方米/时),并依次选择烧嘴型号
烧嘴前燃气压力低于3.5KPa(发生炉煤气 焦炉煤气) 5.0KPa(燃气 液化石油气)时,烧嘴能量按下式计算:
2 点火:
首先,全部打开烟道闸板和炉门
1 点火前开风机吹扫炉膛;
2 点火时先供烧嘴少量空气,接通点火器后再开燃气,点燃后关闭点火器, 调节燃气量至所需状态;
3 如没有配点火器,可从人工点火系统,烧嘴点燃后,点火器自动停止工作,熄火时可自动点火;
5 如燃气量已开大仍未点燃,应关闭燃气,开大风量吹扫炉膛,查明原因,重新点火;
燃油蒸汽锅炉燃烧器各类油嘴优点分析

燃油蒸汽锅炉燃烧器的各类油嘴优点分析详解发布人:发布时间:2012-05-17河南太康银晨锅炉有限公司每日一文:1.机械雾化油嘴:机械雾化油嘴是目前燃油蒸汽锅炉常用的油嘴,它与其他型式的油嘴相比,具有以下特点:2.不需要有一定能量的雾化介质(蒸汽或者空气),经济性高。
3.油雾的流量密度比较理想,能与空气很好的混合,有利于燃烧。
4.油枪结构和管道系统比较简单,紧凑。
5.和蒸汽雾化油嘴相比,能减少烟气中的水蒸气含量,可以降低排烟损失。
6.油嘴工作时候的噪音较小。
7.要想保证雾化质量,必须采用较高的油压,因而要求油泵,管道耐压较高。
8.小容量的油嘴容易堵塞。
9.为了保证雾化质量,对油嘴的加工质量要求较高。
10.简单机械雾化油嘴的调节性能较差,只能用调节油量大小或者更换不同孔径雾化的方法调节,回油机械雾化油嘴的调节性能较好。
一般推荐燃油蒸汽锅炉使用在正常油压下雾化角为60-45度的油嘴,当使用一年以上时应当更换新的喷嘴。
拆下喷嘴应当十分小心,必须用一个扳手固定支撑件,另一个扳手松开油喷嘴,否则可能会移动喷嘴支撑件的位置,从而有可能改变喷嘴的对中性。
当装上喷嘴时应当确信已经拧紧,否则由于密封螺纹处渗油,会造成炉膛结焦。
1.转杯式油嘴转杯式油嘴的工作原理是油通过空心轴进入高速旋转杯根部,随杯一起旋转,,油在离心力的作用下甩出而雾化,因此,转杯的形状对雾化性能有一定的影响,一般燃用轻质油时,采用内面较为平直的杯形,而对重油则采用锥形杯,杯的长度及斜度与油的粘度有关,油的粘度愈大,杯的斜度愈大,转杯常用耐热铸铁或者青铜制造。
保证杯内表面光滑和杯口的圆度,是使雾化良好的必要条件。
杯的转速对雾化质量有很大的影响,一般采用3000-6000R/MIN,而以4600R/MIN 最为普遍。
转杯式油嘴的喷油范围很大,最大的可以达到5T/H,基本上可以用于各种容量的锅炉,其调节范围也很大,调节比最高可达1:8,即使在10%-100%范围内,也能自动调节。
高速烧嘴与传统烧嘴相比的优缺点
高速烧嘴与传统烧嘴相比的优缺点
A、优点是
(1)燃烧室和容积热强度非常高,可达 2.1×108W/m3,因此燃烧室体积非常小,散热少,燃烧热效率高,而且有利于简化窑体结构,这对发展高温窑炉,节约燃料十分有利。
(2)由于高速焰气带动窑内气体在整个窑内循环流动,起着强烈的搅拌作用,使窑内温度和气氛都非常均匀,可对坯体进行均匀快速的加热,提高产品的品质和产量,节约燃料。
(3)能燃烧低热值的燃气,对热值低的高炉煤气也可稳定燃烧。
(4)烟气中NOX含量少。
这是由于燃烧过程中氧的浓度可以控制到最小需要量,在高温区停留时间短,高速的高温焰气喷入窑内大量卷吸温度较低的窑气后温度迅速下降,而且窑内烟气与坯体的热交换强烈,使烟气温度迅速下降,这些过程对NOX的生成有抑制作用。
(5)节省燃料。
由于燃料热效率高,燃烧室体积小,散热少,窑内温度均匀,消除了过热的部份,减少窑体的蓄热和散热损失,窑内温度均匀的气流的强烈循环与搅拌作用强化了对坯体的给热,既可实现安全快速的加热,又可降低烟气排出的温度,因此使燃料消耗量明显下降。
B、缺点是:
(1)燃烧速度快,燃烧强度高,燃气喷出速度高等都使其工作噪音增大,应注意采取相应的消音措施,由于燃气和空气压力要求高,动力消耗也较大。
(2)燃烧室要采用耐温度高,耐温度急变性好,耐冲刷的特殊耐火材料,否则会影响使用寿命。
影响开工烧嘴燃烧状态的因素及国内外开工烧嘴的差别

影响开工烧嘴燃烧状态的因素及国内外开工烧嘴的差别安英保【摘要】分析了开工烧嘴损坏的原因和影响开工烧嘴火焰长度的主要原因;提出了改善开工烧嘴燃烧状态的办法;对比了国内外开工烧嘴的差别。
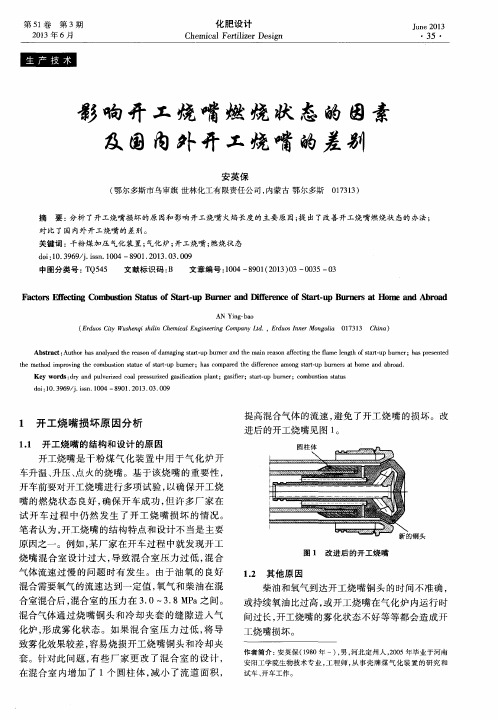
% Author has analyzed the reason of damaging start-up burner and the main reason affecting the flame length of start-up burner; has presented the method improving the combustion statue of start-up burner; has compared the difference among start-up burners at home and abroad.【期刊名称】《化肥设计》【年(卷),期】2013(000)003【总页数】3页(P35-37)【关键词】干粉煤加压气化装置;气化炉;开工烧嘴;燃烧状态【作者】安英保【作者单位】鄂尔多斯市乌审旗世林化工有限责任公司,内蒙古鄂尔多斯017313【正文语种】中文【中图分类】TQ545doi:10.3969/j.issn.1004-8901.2013.03.0091.1 开工烧嘴的结构和设计的原因开工烧嘴是干粉煤气化装置中用于气化炉开车升温、升压、点火的烧嘴。
基于该烧嘴的重要性,开车前要对开工烧嘴进行多项试验,以确保开工烧嘴的燃烧状态良好,确保开车成功,但许多厂家在试开车过程中仍然发生了开工烧嘴损坏的情况。
笔者认为,开工烧嘴的结构特点和设计不当是主要原因之一。
例如,某厂家在开车过程中就发现开工烧嘴混合室设计过大,导致混合室压力过低,混合气体流速过慢的问题时有发生。
由于油氧的良好混合需要氧气的流速达到一定值,氧气和柴油在混合室混合后,混合室的压力在3.0~3.8 MPa之间。
混合气体通过烧嘴铜头和冷却夹套的缝隙进入气化炉,形成雾化状态。
常规烧嘴SIO 与分级燃烧高速烧嘴GCW的区别(中文版)
分级燃烧烧嘴GCW特点:
1、a、点火可靠性大大提高,因为分两级进风使得gcw实际上总是在小火状态下点火,总是在小火状态下点火也提高了安全性,同时可使400kw以下的gcw轻而易举地实现大火\关火脉冲控制,无小火,不超温,没有局部高温。
b\二次风减低了火焰温度,使火焰的局部高温降低,有利于温度均匀性。
c\火焰的分级燃烧大大降低了烧嘴产生的噪音。
2,烧嘴大幅的收口设计,以及二次风细小的出口环缝,使得火焰的喷射速度高,气流猛,是真正的高速烧嘴,大功率的烧嘴喷射速度在150米/秒,(德国KROM同功率烧嘴只有70-80米/秒,见其样本),有非常强大的对流传热特性,燃气与空气混合完全,使得火焰较细而短,刚性好,大大提高了炉温均匀性。
3、空气壳体带纤维内衬,专门为预热的助燃空气使用。
4、烧嘴头部的弧度设计,使得高速火焰喷出后产生的烟气回旋再燃烧,大幅降低了氮氧化物的排放。
5、无需烧嘴砖。
1。
关于热风高速烧嘴燃烧能力问题

关于热风高速烧嘴燃烧能力问题
高庆昌;高家锐
【期刊名称】《工业加热》
【年(卷),期】1992(000)001
【总页数】4页(P11-13,19)
【作者】高庆昌;高家锐
【作者单位】不详;不详
【正文语种】中文
【中图分类】TK223.23
【相关文献】
1.影响开工烧嘴燃烧状态的因素及国内外开工烧嘴的差别 [J], 安英保
2.超高温陶瓷窑用二段燃烧调温高速烧嘴 [J], 武立云
3.烧嘴的煤气喷口位置对烧嘴燃烧性能的影响研究——喷口在前端位置时流量对切向速度分布的影响 [J], 吴振峰;陈砺
4.煤气高速烧嘴及燃烧顺序控制 [J], 高家锐;刘成全
5.多喷嘴切圆燃烧式气化炉烧嘴定位法兰开孔位置的确定和烧嘴安装方法 [J], 奚旭;王云林;龚雪莲;郑刚;彭东
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高速烧嘴与传统烧嘴相比的优缺点
A、优点是
(1)燃烧室和容积热强度非常高,可达 2.1×108W/m3,因此燃烧室体积非常小,散热少,燃烧热效率高,而且有利于简化窑体结构,这对发展高温窑炉,节约燃料十分有利。
(2)由于高速焰气带动窑内气体在整个窑内循环流动,起着强烈的搅拌作用,使窑内温度和气氛都非常均匀,可对坯体进行均匀快速的加热,提高产品的品质和产量,节约燃料。
(3)能燃烧低热值的燃气,对热值低的高炉煤气也可稳定燃烧。
(4)烟气中NOX含量少。
这是由于燃烧过程中氧的浓度可以控制到最小需要量,在高温区停留时间短,高速的高温焰气喷入窑内大量卷吸温度较低的窑气后温度迅速下降,而且窑内烟气与坯体的热交换强烈,使烟气温度迅速下降,这些过程对NOX的生成有抑制作用。
(5)节省燃料。
由于燃料热效率高,燃烧室体积小,散热少,窑内温度均匀,消除了过热的部份,减少窑体的蓄热和散热损失,窑内温度均匀的气流的强烈循环与搅拌作用强化了对坯体的给热,既可实现安全快速的加热,又可降低烟气排出的温度,因此使燃料消耗量明显下降。
B、缺点是:
(1)燃烧速度快,燃烧强度高,燃气喷出速度高等都使其工作噪音增大,应注意采取相应的消音措施,由于燃气和空气压力要求高,动力消耗也较大。
(2)燃烧室要采用耐温度高,耐温度急变性好,耐冲刷的特殊耐火材料,否则会影响使用寿命。