《材料成型工艺学 下》课件:例题
《材料成型与工艺》PPT课件
产品造型材料及工艺
第七章 涂装工艺
复习:金属涂装技术 在制品表面形成以有机物为主体的涂层,并干燥成膜的工艺,称为涂装技术,简称为
涂装。涂装所用的材料是各种涂料。涂装工艺一般包括制件表面涂装前处理、涂敷涂料及 涂层干燥三大步骤。 涂装的目的有三方面:
①保护作用。防止制品表面受腐蚀、被划伤、脏污,提高制品的耐久性。 ②装饰作用。将制品表面装饰成涂层所具有的色彩、光泽和肌理,使制品外观在视觉 感受上成为美观悦目的制品。 ③特殊作用。使制品具有隔热、绝缘、耐水、耐辐射、阻尼、杀菌、吸收雷达波、 隔音、导电等特殊功能。特别是通过涂装与其它表面处理技术相更加的多重处理,可获得 能适应相当苛刻条件和使用环境的防护装饰涂层。
效
围
强单
果
广
好
7.3.2 涂料的性质与装饰效果
1.色彩
2.光泽 3.粘度 4. 附着性
第七章 涂装工艺
@ 2008 Fujian University of Technology. Department of Machine electrical. Industrial design specialty.
2.通用醇酸树脂漆
常用于不能进行烘干作业的 大型机床、农机、工程机械、
大型车辆等机械产品的涂装
3.底漆和防锈漆
醇酸树脂特点之一是对铁及 一些有色金属、木材等表面 有良好的附着力。因此,它 们被广泛用于各种设备的底
漆
7.2.3 氨基树脂涂料
①清漆色浅、不易泛黄
②漆膜坚硬、附着性好、机械强度高、耐 候性、装饰性好
@ 2008 Fujian University of Technology. Department of Machine electrical. Industrial design specialty.
工程材料与成型工艺基础习题及答案111页PPT
39、没有不老的誓言,没有不变的承 诺,踏 上旅途 ,义无 反顾。 40、对时间的价值没有没有深切认识 的人, 决不会 坚韧勤 勉。
46、我们若已接受最坏的,就再没有什么损失。——卡耐基 47、书到用时方恨少、事非经过不知难。——陆游 48、书籍把我们引入最美好的社会,使我们认识各个时代的伟大智者。——史美尔斯 49、熟读唐诗三百首,不会作诗也会吟。——孙洙 50、谁和我一样用功,谁就会和我一样成功。——莫扎特
工程材料与成型工艺基础习题及答案
36、“不可能”这个字(法语是一个字 ),只 在愚人 的字典 中找得 到。--拿 破仑。 37、不要生气要争气,不要看破要突 破,不 要嫉妒 要欣赏 ,不要 托延要 积极, 不要心 动要行 动。 38、勤奋,机会,乐观是成功的三要 素。(注 意:传 统观念 认为勤 奋和机 会是成 功的要 素,但 是经过 统计学 和成功 人士的 分析得 出,乐 观是成 功的第 三要素 。
《材料成型工艺学》课件

解:H0=2.5mm,H=1.0mm,h=0.7mm
−
2.5−1.0
0 −ℎ
2.5−0.7
0 = 0 = 2.5 = 60%, 1 =
= 2.5 = 72%
0
0
ҧ = 0.40 + 0.61 = 0.4 × 60% + 0.6 × 72% = 67.2%
= ×(+) = . s-1
= 85 ∙ 0.124 ∙ (10)0.167 ∙ (
=85× 9.350.124
=122.4MPa
∙ 10 × 35.4%
)−2.5410来自00.167∙
1050 −2.54
1000
,计算轧
K = 1.15 = 1.15 × 122.4 = 140.8MPa
3 在φ750/φ1050×1700mm热轧机上,轧制Q235普碳钢,其变形抗力模型采用下
0.124
0.167
∙ (10)
∙(
)−2.54 ,某道次轧制温度
式计算: = 85 ∙
1000
为1050℃,轧件轧制前厚度H=65mm,轧后厚度h=42mm,板宽B=1200mm,轧
制速度v=2m/s。应力状态系数
例题2:在φ850mm轧机上,轧制Q235普碳钢,某道次轧制温度为1100℃,
轧件轧制前厚度H=93mm,轧后厚度h=64.2mm,板宽B=610mm,轧
制速度v=2m/s。试用西姆斯公式计算轧制力,并求此时轧制力矩多大。
(忽略宽展,变形速率 =
)
+
解:
l = ∙ ∆ℎ =
ℎത
0.85
= =
材料成型工艺基础 教学课件 ppt 作者 刘建华 1-5 第5章
第5章粉末冶金及其成型5.1粉末冶金基础5.2粉末冶金工艺过程5.3粉末注射成型技术5.4粉末冶金制品的结构工艺性1 / 875.1粉末冶金基础5.1.1金属粉末的性能金属粉末的性能主要指粉末的物理性能和工艺性能,对其成型和烧结过程以及制品的性能都有重大的影响。
而金属粉末的化学成分对金属粉末的性能也有很大的影响。
1.化学成分金属粉末的化学成分一般是指主要金属或组分、杂质以及气体含量。
其中金属通常占98%~99%以上。
2 / 87金属粉末中的杂质主要为氧化物,氧化物的存在使金属粉末的压缩性变坏,使压模的磨损增大。
它可分为易被氢还原的金属氧化物(铁、铜、钨、钴、钼等的氧化物)和难还原的氧化物(如铬、锰、硅、铝等的氧化物)。
有时含有少量的易还原金属氧化物,有利于金属粉末的烧结,而难还原金属氧化物却不利于烧结。
因此,通常金属粉末的氧化物含量越少越好。
金属粉末中的主要气体杂质是氧、氢、一氧化碳及氮,这些气体杂质使金属粉末脆性增大,压制性能变坏,特别是使一些难熔金属与化合物(如钛、铬、碳化物、硼化物、硅化物)的塑性变坏。
加热时,气体强烈析出,这也可能影响压坯在烧结时的正常收缩过程。
因此,一些金属粉末往往要进行真空脱气处理,以除去气体杂质。
3 / 872.物理性能粉末的物理性能主要包括颗粒形状、颗粒大小和粒度组成,此外还有颗粒的比表面积、颗粒的密度、显微硬度等。
金属粉末的颗粒形状即粉末颗粒的外观几何形状,通常有球状、树枝状、针状、海绵状、粒状、片状、角状和不规则状,它主要由粉末的生产方法决定,同时也与制造过程的工艺参数以及物质的分子和原子排列的结晶几何学因素有关。
粉末的颗粒形状直接影响粉末的流动性、松装密度、气体透过性,对压制性和烧结体强度均有显著影响。
4 / 87通常情况下,金属粉末的颗粒大小可用筛来测定,用“目”来表示。
粉末的颗粒大小对其压制成型时的比压、烧结时的收缩及烧结制品的力学性能有重大影响。
粒度分布是指大小不同的颗粒级的相对含量,也称做粒度组成,它对金属粉末的压制和烧结都有很大影响。
材料成型工艺学 下 轧制原理 第二章 实现轧制过程的条件

材料成形工艺学(下)——轧制原理
2 实现轧制过程的条件
2.3 咬入阶段与稳定轧制阶段咬入条件的比较
2.3.2 摩擦系数变化的影响
冷轧时摩擦系数变化不大 K K x 2 ~ 2.4 y (2 ~ 2.4)
热轧时,变化较大
K K x 1.5 ~ 1.7 y (1.5 ~ 1.7)
材料成形工艺学(下)——轧制原理
y Kx
αy——稳定轧制阶段的咬入角
Kx——合力作用点系数
fy=tany
稳定轧制的咬入条件是:
fy tan y
fy
y Kx
tan
y
y
Kx
或者:
y
y
y Kx
材料成形工艺学(下)——轧制原理
2 实现轧制过程的条件
2.3 咬入阶段与稳定轧制阶段咬入条件的比较
极 限 咬 入 条 件: 极限稳定轧制条件:
材料成形工艺学(下)——轧制原理
2 实现轧制过程的条件
2.1 咬入条件
咬入:依靠回转的轧辊与轧件之间的摩擦力,轧辊将轧件拖入 轧辊之间的现象称为咬入
材料成形工艺学(下)——轧制原理
2 实现轧制过程的基本条件
y
T N x
x 不能实现自然咬入
Tx Nx 平衡状态
x
T N x
x 可以实现自然咬入
Nx
= y=K x y
K
y
Kx
y
y
K=K x
y
材料成形工艺学(下)——轧制原理
2 实现轧制过程的条件 2.3 咬入阶段与稳定轧制阶段咬入条件的比较
2.3.1 合力作用点位置或系数的影响
(1) Kx 恒大于1
(2) 宽展越大,变形区的宽度向出口逐渐扩张,合力作用点
《材料成形工艺》课件

在建筑领域中,焊接工艺被用 于钢结构、钢筋混凝土结构的
连接和加固。
05
热处理工艺
热处理工艺的原理
热处理是通过加热、保温和冷却的方式改变金属材料的内部组织结构,以达到改善其力学性能、提高 耐腐蚀性和加工性的目的。
热处理过程中,金属材料内部的原子或分子的运动速度会随着温度的升高而加快,当温度达到一定的临 界点时,原子或分子的排列会发生改变,形成新的晶体结构。
焊接工艺的原理基于金属的热传导和热对流,以及液态金属的流动和结晶。
焊接工艺的种类
01
熔焊
将待焊接的金属加热至熔化状态,然后通过液态金属将两块金属连接在
ห้องสมุดไป่ตู้
一起。常见的熔焊方法有电弧焊、气焊等。
02
压焊
通过施加压力将两块金属连接在一起,常见的压焊方法有电阻焊、摩擦
焊等。
03
钎焊
利用熔点低于母材的钎料,将其加热至熔化状态,润湿并填满母材接头
模锻
将金属坯料放入模具中,在压力 作用下进行塑性变形,以获得所 需形状和尺寸的加工方法。
特种锻造
针对特殊要求或特殊材料,采用 特殊的工艺和工具进行塑性变形 的加工方法。
锻造工艺的应用
航空航天领域
由于对材料性能要求极高,锻造工艺广泛应用于航空航天领域的 各种零件制造,如发动机叶片、涡轮盘等。
汽车工业
热处理工艺的原理就是通过控制加热、保温和冷却三个阶段的时间和温度,使金属材料内部组织结构发 生变化,从而达到所需的性能要求。
热处理工艺的种类
第一季度
第二季度
第三季度
第四季度
退火
将金属材料加热到一定 温度后保温一段时间, 然后缓慢冷却至室温。 退火可以消除金属内部 的应力,提高其塑性和 韧性。
材料成型PPT课件
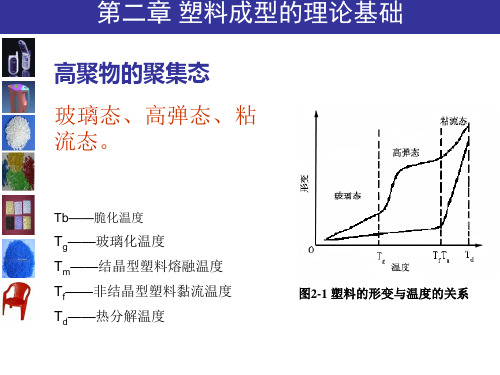
22.3.2聚聚合合物物在的模流内变的行流为动
入口效应、离模膨胀
Unstable flow
挤出胀大现象
B
A
C
胀大比 die
B D max D0
在工程实践中考虑入口效应的目的有两个:
➢1 保证制品的成型质量,在必要时避免或减 小入口效应。
➢2 在确定注射压力时,在考虑所有流道(包 括浇口)总长引起的压力损耗的同时,还要 考虑入口效应引起的压力损失
•鲨鱼皮形 •波浪形 •竹节形 •螺旋形 •不规则破裂
2.3 聚合物的加热与冷却
• 热源:
– 外热:电阻丝(经济、简单、方便、温度波动 较大);微波(适合较厚发泡成型);红外线;
热油(温度控制精确,设备复杂,成本高); 热水、蒸气。
– 内热:摩擦热
Q
1 J
a
2
• 冷却:水(注射模、挤出定型模、中空模
低分子多为此类
宾汉 流体
假塑 性流 体
膨胀
(τy 和η为常数)
n<1
凝胶糊、良溶 在剪切力增大到一 剂的浓溶液 定值后才能流动。
大多数聚合物 剪切增加,粘度下
熔体、溶液、 降。原因为分子
糊
“解缠”
2.2 聚合物的流变行为
拉伸粘度
如果引起聚合物熔体的流动不是剪切应力
而是拉伸应力时,仿照式(2—2)即有拉
聚合物的结晶
有结晶倾向
两类聚合物
无结晶倾向
结晶过程是聚合物由非晶态转变为晶态的过程,发生 在Tg和Tm温度之间。
结晶度:聚合物是不可能完全结晶的,仅有 有限的结晶度,而且结晶度依聚合物结晶的历史 不同而不同。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
例题2:在Ф200/Ф350×250轧机上冷轧Q215低碳钢,轧制前厚度为 1.0mm,轧制到0.7mm,带钢宽度为120mm,平均张应力为 200MPa,设此时摩擦系数为0.05,已知该坯料退火厚度为2.5mm, 试用斯通公式计算轧制压力。
3 在φ750/φ1050×1700mm热轧机上,轧制Q235普碳钢,某道次轧制温 度为1000℃,轧件轧制前厚度H=65mm,轧后厚度h=42mm,板宽 B=1200mm,轧制速度v=2m/s。应力状态系数
n 0.8 (0.45 0.04)( R / H 0.5)
,计算轧制力,并求此时轧制力矩多大(变形抗力曲线如下图,忽略宽展)。
Байду номын сангаас