GDB-C-25自动定量包装机说明书(F701)资料
包装机F701操作简易流程

F701(F701C) 仪表调校步骤
零点校定:
按F键→CNE/ENT键→9键→CNE/ENT键→ZERO键→CNE/ENT键,会出现2E 0.0, 待2E消失后零点校定结束。
以上步骤是零位的校准,下面是进行校称:
校称要在上图的界面下进行(也可以重新按F键→CNE/ENT键→9键→CNE/ENT键),在按1,显示91 0000.0 Kg这时将称斗挂上砝码,如果校25公斤的称最少要20公斤的砝码,1000公斤的最少800公斤砝码,也就是定量80%重量的砝码。
挂好之后再按CNE/ENT,输入挂上砝码的数值,再按CNE/ENT就会出现5E 0000.0(砝码重量值),等到5E消失稳定后,显示砝码重量值后,校称结束。
精度调整,多增少减,参数04是粗加结束剩余量,参数06是落差(也就是细加结束剩余量)。
09是定量值(每包要包装的重量)。
仪表下方累计数清零:
按F键→CNE/ENT键→9键→CNE/ENT键→9键→CNE/ENT键,显示99 0000,输入1235,→CNE/ENT键,清零后按ESC键退出。
总气
源
神马吨包装逻辑流程图
左夹袋按钮
右夹袋按钮
自动延时1
上升延时
延时15秒
延时5秒。
打包机说明书.doc
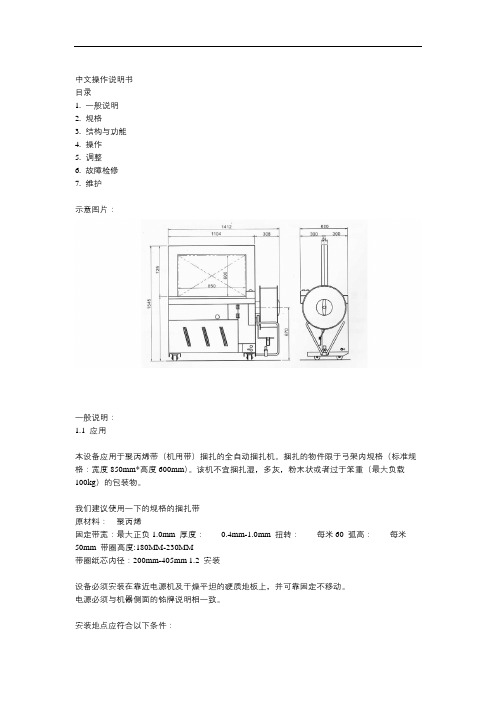
中文操作说明书目录1.一般说明2.规格3.结构与功能4.操作5.调整6.故障检修7.维护示意图片:一般说明:1.1应用本设备应用于聚丙烯带(机用带)捆扎的全自动捆扎机。
捆扎的物件限于弓架内规格(标准规格:宽度850mm*高度600mm)。
该机不宜捆扎湿,多灰,粉末状或者过于笨重(最大负载100kg)的包装物。
我们建议使用一下的规格的捆扎带原材料:聚丙烯固定带宽:最大正负1.0mm 厚度:0.4mm-1.0mm 扭转:每米60 弧高:每米50mm 带圈高度:180MM-230MM带圈纸芯内径:200mm-405mm 1.2安装设备必须安装在靠近电源机及干燥平坦的硬质地板上,并可靠固定不移动。
电源必须与机器侧面的铭牌说明相一致。
安装地点应符合以下条件:室温:-20℃-=+50℃、地板:最大负载350公斤/平方米空间:最小2米*1.5米严重警告:如果不按照机器说明书要求正确安装,将导致严重后果。
严重警告:电源连接线插头必须牢固,电源插座必须有接地保护。
1.3运输和储存长途运输或者长期保管机器,必须用木箱或者硬纸板箱包装,固定在结实的垫板上。
并在包装箱内放吸潮剂,在机器内部喷涂防锈剂。
切勿在包装箱顶部对放任何重物,运输和储存时不要将机器倒置。
长途运输或长期保存机器后,建议在机器接上电源前,先手动检查所有活动部件,以避免电气设备过负荷。
随机供应的标准附件:1.工具:1套2.弓架活页弹簧:5件3.紧力臂夹刀弹簧:1件4.紧力臂弹簧1件5.紧力臂制动器弹簧1件6.所有其他品种的弹簧1套7.电热头1件8.说明书1份2-1. 技术要求:批准CE 2-2. 规格:尺寸:宽1412mm 长600mm 高1540mm 净重:220kgs 毛重:230kgs带宽:8, 9,10, 12, 12.7, 15.5,18,19mm 带盘:PP带纸芯内径200mm-280mm(可调) 捆扎速度: 26次每分钟捆扎范围:最小。
宽100mm 高30mm(最大为弓架内规格) 粘合方法:热熔法捆扎紧度:5kg-80kg。
包装机使用说明书-附:包装机控制系统说明书

BT系列自动包装机械使用说明书欢迎购买本公司生产的自动包装机。
请您在使用本机器之前,详细阅读使用说明书,以保证机器的正常安装使用。
本公司还有许多其它规格类型的产品,如用户有需要,可与本公司联系,本公司将竭诚为您服务,满足您的要求。
由于本公司的产品在不断的改进和提高,由此而未预告性能修改的情况发生时,敬请您原谅,您可向本公司的销售部门及维修服务人员咨询。
目录BT-8160C机型包装机控制系统说明书一、主要技术参数1.1 本系统采用中文液晶显示,操作指示一目了然(如:长度、数量、速度等)1.2 个性化设计,可根据不同的厂家显示相应的公司名称、电话号码等信息1.3 全自动测量包装长度,无需人工参与包装膜长度的设定1.4 电子色标定位功能,替代手工移动光电眼1.5 中英文菜单转换功能,适用于国际市场1.6 采用特别的光电扑获和智能纠错技术,光电的准确性大大提高1.7 包装长度:35mm-9999mm1.8 步进电机速度:0-16档可调(包装长度为200mm时,最快速度还能达到90包/分钟)1.9 包装计数:0-99万包,并可累计计数1.10 包装速度显示,即时显示每分钟的产量1.11菜单化的操作界面,并有操作提示,操作极奇简单1.12 智能化的故障诊断并中文显示出错位置(如:光电错误、行程错误等)1.13 主电机和步进电机都可“点动”运转1.14 集成4个辅助开关(温控、充气、前振动、后振动等)1.15 精细的前后振动力大小调整,使供料更快、更准确1.16分切数2-999包可调1.17可同时支持2个步进电机1.18可加紧急停止按钮1.19所有控制由软件程序实现,方便功能调整和技术升级1.20主板采用贴片工艺生产1.21适用机型:三边封背封四边封三角包二、面板按键功能1、多功能中文液晶显示屏,每次开机时可显示3秒包装机械生产厂家的公司名称和电话号码等信息。
工作状态下可显示包装数量、长度、速度和状态等2、功能键3、+键(调整加↑)4、-键(调整减↓)5、退出键(返回上一级)6、螺杆下料开关7、启动/停止键8、主电机点动键9、长度测量键三、面板操作说明3.1启动/停止键:当包装机主电源接通后,按一下启动/停止键,系统进入工作状态,同时主电机也开始运转,液晶屏状态栏显示“启动”。
自动包装机包装机设备操作规范

审 核
制 作
日 期
4.壓力設置﹕
根據需要溫度﹐用手分別握住壓力1和壓力2調節旋鈕向外拉﹐然后依據所需壓力順時針或逆時針旋轉﹐使其達到所需壓力即可。
5.連續和間斷設置
一般情况下,打到手动处﹐如果打到自动处在一次进给过程收料齿轮后就会连续运行与机械臂失去协调。
6.速度設置
一般情况下不需要调整,其标准值为18﹔其数值在自动状态下为每秒运动速度,在手动状态下为每次运动距离。
9.試機
以上設置完成后﹐打开机械臂电源开关,待机械臂复位动作完成后,打开机械臂啟動開關﹐機器开始正常作業﹔待封裝一段距离后﹐關閉机械臂启动開關﹐檢查封装拉力或外觀是否正常﹐若品質不良時可依實際情況﹐調整溫控器溫度﹑壓刀壓力或壓力微調等﹐以達到最佳品質。
核 准
审 核
制 作
日 期
设备操作说明书
第3页共3页
厂商
自行改裝
版本
二﹑操作說明
1.電壓﹕220V﹑輸入氣壓要求:8~10kg/cm2
2.機器接電源后﹐按下POWER電源開關﹐計數器和溫控器工作。
3.溫度設置
根據需要溫度﹐分別按下溫控器1和溫控器2上的溫度上升鍵“△”或溫度下降鍵“▽”調節溫度。使其達到所需溫度即可。例如設置150℃﹐按溫控器上的溫度上升鍵“△”或溫度下降鍵“▽”﹐使溫控器顯示為“150”即可。或按下“SEC”鍵一次﹐在按溫度上升鍵“△”或溫度下降鍵“▽”﹐直到顯示設定值為止。
设备操作说明书
第1页共3页
仪器名称
自动包裝機
功能
包裝
文件编号
仪器型号Biblioteka 厂商自行改裝版本一﹑面板介紹﹕
1.COUNTRE﹕計數器13.FEED SPEED﹕进料调速
包装机操作规程

5#一般使用操作1.1 功能键介绍1、在称重状态下,按[定量]键设置包装额定重量;按[包数]键设置包数。
2、在称重状态下,按[-]键清零。
3、在称重状态下,按[←]键切换显示包数/累计重量。
4、在称重状态下,按一次[设置]键进入FUN设置,再按一次进入SET设置,再按一次返回称重状态。
1.2设定每包的包装重量设置每包装包重量:按[定量]键一次设置包数,显示“000.00”,按[←]和[→]改变闪烁数字的位置,按[+]或[-]增加或减小所选闪烁位数字的数值,按[确认]键保存并返回称重状态。
例如:设定每包装包重量为25KG,按[定量]一次显示“000.00”,闪烁位为第1位,按[→]键一次,按[→]键一次,闪烁位为第2位,按[+]两次后显示“020.00”按[→]键一次,闪烁位为第3位,按[+]五次后显示“025.00”,按[确认]键保存并退出。
1.3 零位调校、称量调校当显示重量与实际重量不符时需要重新对控制器进行调校。
步骤如下;清空计量容器中的物料,并预先准备好砝码作为“标准重量参照物”(注意:选择标准重量物时,重量应接近实际使用中最大的称量值,例如:DCS-50A型定量称用50公斤砝码作为参照物)。
a.设置好用来的标准重量值以使用50KG标准重量参照物为例(假设为50公斤的砝码),按[设置]一次显示“FUN1”,按[确认]一次显示“000.00”,假如标准重量为50KG,那按[→]一次,按[+]五次显示“050.00”,按[确认]一次保存设定值并显示“FUN 1”b.标定零点此时按[+]一次,显示“FUN 2”,按[确认]一次显示内码值(一组后几位跳动的数字),并等“摆动”灯灭几秒后,再按[-]清零,显示“000.00”几秒后又跳回显示内码值,表示清零成功,到此已完成清零操作。
c.标定量程放上50KG标准重量到秤体,并保待秤体稳定不晃动,等级“摆动”灯灭几秒后,再按[+]进行量化,显示“50.00”几秒后又跳回显示内码值,到此秤量标定工作完成;d.退出标定,返回工作状态按[确认]一次退出生意一调校功能,返回到称重控制状态,此时显示“50.00”,这时从秤体取下标准重量,登记表应显示“0.00”,说明零位和秤量标定成功。
CJD25说明书(电气)
拨开关
袋夹住
有称完 信号吗
延时 Y
放料
N
4
按袋夹放松钮
放料完毕
松袋夹
图(2)
3、按照电控系统图敷设好各部电缆,并按端子接线图将各线端连接好。
4、对照电气图纸仔细查对各部分接线状况,特别要注意传感器接线一定要
正确,否则将有可能损坏传感器和称重控制器。
传感器接线完毕,须在称重控制器七芯插头处用万用表检查接线状态。
按 FUNC
CHG/ENT
9
CHG/ENT
8 位显示设置方式将显示“[”。
5
(7)零位校正 校正前请检查称量体上没有不必要的负载。并检查显示窗中状态显示 STAB(稳
按 ZERO
CHG/ENT
定)发亮。秤量体发生晃动,稳定灯熄灭。
校正结束。正常结束重量显示为 □ . □□ 。出现异常请查故障表。
累积显示中将出现零位校正显示符(CAL—ZERO),当显示符消失,零位 (8)将砝码放置在秤量体上,并使各传感器受力基本一样。并确认没有其他 附加力作用在秤量体上。 (9)量程校正
再次检查稳定灯有没有亮。
按1
CHG/ENT
CHG/ENT
砝码重量 累积显示中将出现量程校正显示符(CAL—SPAn),当显示符消失,量程校 正结束。正常结果,重量显示器显示砝码重量。出现异常请查故障表。 (10)校正结束后,将砝码去掉。如果重量显示不为零,可再次进行零位校 正,并用砝码检查重量显示的正确性。
9 额定重量 预置皮重
设置值锁定
其中:方式 0 中,1、2、3、4、5、6、7、8、9 栏,方式 1 中 1、7 栏的参 数须通过实物试车后才能确定。其它方式条目中的各项参数出厂时已经确定。拥 护一般不必作调整。
糖果包装机说明书

The key to perfect your lollipop production process when frequently changing to another format is to make sure it goes fast and smooth, with simplicity in how to change over to another format for your operators.Over 20 years our BunchWrapper series lls the need for high speed wrapping of your lollipops. Never losing sight on our customers demand for e cient and reliable high-speed machinery. We o er hermetically sealed lollipops with optimal productivity and fast changeovers for the confectionery market. Further o ering exibility in continuous packaging in bags or containers or tools for marketing purposes.With the latest optimization it’s perfectly t to optimize your wrapping output further when frequently changing over.You can choose between wrapping multiple diameter lollipops without compromising on e ciency due to the simplicity of the change overs and reach the ultimate output.A win – win situation as you have the optimalhighest output with each diameter, with ease of use via chosen recipe which guarantees safe change over for the operator to another diameter lollipop.The key bene ts for you are:• Increased output – when frequently changing over to another diameter and size lollipop • Simplicity – automatic con guration ensures fast, e cient and safe change over• Future proof design – the machine is already prepared for future change overs to di erent diameter lollipops.GEA Aquarius BunchWrapperThe original. Even BetterEasy to useNo more wrong settings in the machine, due to automatic con guration. The combination of the touchscreen and the intelligent sensors make sure that the sorting disk and the transfer system are automatically set in the correct position.Easy to installSimpli ed faster and safer change overs are at your disposal. We are introducing easy installation for each diameter lollipop which ensures you will be up and running withinhalf an hour.Easy to integrateDue to the future proof design, no more mayor manual settings in the machine are needed. When deciding to wrap a signi cantly di erent size at a later stage, the machine is already prepared for that.Easy to maintainThe future proof design and automatic con guration and the fact that it does not require extra consumables will reduce and keep your maintenance budget to a minimum.Simplicity format change, without compromise。
自动定量分装机说明书

DLG-10、20、100、500型自动定量分装机说明书一、概述DLG-10、20、100、500型自动定量分装机,是采用电动、曲柄、活塞式结构设计的自动定量液体分装机,适用于医院制剂室、安瓿、眼药水、各种口服液、洗发精及各种水剂的定量灌装;同时也可用于各种化学分析试验中的各种液体定量连续加液,特别适用于大、中、小型农药厂的液体分装。
二、仪器特点1、结构简单、可靠、故障少;2、采用锥体活塞,密封性能好,分注液量准确,液量调整方便;3、触液部均采用不锈钢制成,并便于装卸,可进行无菌分注;4、缸筒、推杆、活塞采用不锈钢材料,耐腐蚀、耐磨损;5、速度连续可调,操作方便。
四、使用方法1、机器工作前必须将地线良好接地,再根据不同分装量选择合适的标准注射器。
一般分装范围为0.2-1ml时采用1ml注射器;1-5ml时采用5ml注射器;5-10ml时采用10ml注射器;20ml机型,使用20ml玻璃灌肠器;100ml机型,使用100ml玻璃灌肠器,(亦可使用本厂生产的专用不锈钢灌装系统);500ml机型,使用本厂生产的专用不锈钢灌装系统。
2、DLG -10、20、100ml机型按(图一)所示,将注射器内芯①拨出把螺套②套于注射器内芯上(注:10ml机型由于注射器直径差别大,还需按其外圆大小选取垫片)并用螺套②将其和下底座③适当紧固(拆装注射器必须注意清洁)。
3、如(图二)将上卡箍座①套于注射器外套②出水口端,将两边螺母适当拧紧(用5ml注射器时将衬套一并套上拧紧,注意拧的太紧,外套管易碎)。
注:10ml机型有调节套,20型、100型、500型没有。
4、将装好的注射器内芯、外套装配成一体,至此注液系统装配完毕。
5、如(图三)将阀门①箭头朝上,箭头标记朝外用螺母固定于固定螺钉②上。
6、将装配完整的注液系统,按(图四)所示,将注液系统组件上、下圆孔,分别对准上、下固定杆,套于轴承上,并使其外端面和轴承面相平。
下端装配时,切勿使螺套和曲柄①相碰,以防上曲柄旋转时发出不正常响声(正确按装时螺套与曲柄间相隔约1mm),注液系统正确安装后,紧固上、下紧定螺钉。
包装秤说明书(F701电脑)更改过的
7.气源:纯净压缩空气0.4~0.8Mpa
8.总功率:≤5.5KW
9.外形尺寸:(长×宽×高)≤4000mm×1600mm×3700mm
3.LCS系列定量包装秤的操作使用说明
3.1.述语
为了便于阅读F701称重显示仪使用说明书,在实际使用中,有关术语的解释如下:
MODE06 此键叫06功能,直接按6就能调出06功能里面的数值,是设置空中量用的,在4.2.2章节中有介绍空中量的详细设置。
MODE 09 此键叫09功能,直接按9就能调出09功能里面的数值,是设置包装物料的重量用的。
CNG/ENT 变更/登碌键是更改和确认键,此键很重要,与F键连用可变换工作状态、改变内部数据功能。
14.MODE 28零位跟踪设定为1.0-20。
15.MODE 32满刻度值根据传感器值确定。
16.MODE 33分度值d根据传感器值确定。
17.MODE 34超重值1根据传感器值确定。
18.MODE 35超重值2根据传感器值确定。
19.MODE 36清零范围按额定重量值勤2~10%.
20.MODE 37功能选择设置小数点位置。
关机:首先关闭A秤和B秤的启动开关,然后把A秤和B秤里的物料排下来,使秤桶处于空秤状态,再把空气压缩机、提升机、输送机关闭即可,最后关闭总电源。注意:如果不把A秤和B 秤里的物料排空而直接关闭总电源的话,等下次开机时会出现死机现象。死机处理办法:关闭A秤和B秤启动开关,25㎏以内的自动定量包装秤后面有两扇门,打开下面的门(开门前请关闭所有电源),里面有电磁阀(双秤4或5片,单秤2片),要知道哪个电磁阀控制哪个气缸的话,只要用手按住任何一片电磁阀的小按扭,就会有相应的气缸动作,此时应把自动定量包装秤的上门打开就能看见了。秤桶里的物料手动排空后开启总电源,观察F701是否显示零位,不在在零位就手动去皮后重新启动总电源再继续工作。
F701 使用说明书UNPULSE1

12.1 去皮重---------------------------------------------------------------------------------------------32 12.2 数字置零------------------------------------------------------------------------------------------33
11 校准方法-----------------------------------------------------------------------------------------------28
11.1 后面板双列直插校准开关------------------------------------------------------------------28 11.2 实际校准方法-----------------------------------------------------------------------------------28 11.3 CAL 电阻法校准-------------------------------------------------------------------------------31
8.1 电源输入端子的连接--------------------------------------------------------------------------10 8.2 机架地线的连接---------------------------------------------------------------------------------10 8.3 SI/F 的连接--------------------------------------------------------------------------------------10 8.4 控制输出入接头的连接-----------------------------------------------------------------------11 8.5 载荷传感器的连接 -------------------------------------------------- -------------------------13
《全自动制袋机-说明书》

前言本设计是全自动制袋机的一部分。
全自动制袋机是服务于包装行业的一种制袋设备。
现在市面上主要有以下几种制袋机:1 . 专用三边封低速,中速,高速三种制袋机.2 . 专用中封低速,中速,高速三种制袋机.3 . 三边封,中封两用低速,中速,高速三种制袋机.4 . 高速三边封的自立,拉链制袋机.5 . 医药特用制袋机.还有一些四边封,等少见有特殊用途的制袋机.但他们有一个共同点就是要对一些能热封复合的塑料薄膜进行横封和纵封.使原来的薄膜变成袋子.下面就主要针对这类机上的一重要部件------纵封热封部件进行一些基本的说明以及工作原理等.纵封热封部件是制袋机上一个重要的组成部分.其主要有以下几部分组成.烫刀,电热板,隔热板,联接板,压板.定位轴,弹簧等部件组成的.纵封热封部件在整台机器上起把袋子的纵向烫合.这一动作主要通过烫刀来完成.烫刀通过与其连在一起的电热板来加温.其温度的控制主要通过与电热板连在一起的热电偶来测量从而使烫刀能准确的达到我们想要的温度.整个纵封热封部件通过横梁连为一个整体,通过机器的驱动系统电动机带动传动机构来完成一个个上下往复运动.ABSTRACTForeword This design is an entire dial system working bag machine part.The entire dial system working bag machine is serves the packingprofession one system bag equipment. Now in the market conditionmainly has following several systems bag machine: 1. special-purpose trilateral seals the low speed, the medium speed,high speed three systems bag machine 2. special-purpose center seals the low speed, the medium speed, highspeed three systems bag machine 3. trilateral seals, center seals the dual purpose low speed, themedium speed, high speed three systems bag machine 4. is high speed supporting oneself which trilateral seals, the zippersystem bag machine 5. medicines especially use the system bag machine Also has some nearby the fours to seal, and so on rarely has thespecial use the system bag machine But they have a common ground aremust to carry on to some be able the heat-seal compound plastic filmhorizontally seal with vertical seal Causes the original thin film toturn the bag Under on mainly aims at this kind of machine on animportant part ------ vertical to seal the heat-seal part to carry onsome basic explanations as well as the principle of work and so on Vertical seals the heat-seal part is in a system bag machine importantconstituent Below it mainly has several parts of compositions Burnsthe knife, the electricity hot plate, the thermal baffle,clamp The localization axis, part and so on spring composes Vertical seals the heat-seal part longitudinal very hot to gather onthe entire machine the bag This movement mainly through burns theknife to complete Burns the knife through if continually to heat upin the together electricity hot plate Its temperature control mainlythrough continually surveys with the electricity hot plate in thetogether thermo-element thus causes to burn the knife to be ableaccurate to achieve we want temperature Entire vertical seals theheat-seal part through the crossbeam company is a whole, completes aeach one about reciprocal motion through the machine actuation systemelectric motor impetus transmission system说明书全自动制袋机是服务于包装行业的一种制袋设备。
DCS-25定量包装秤方案说明

DCS-25定 量 包 装 秤技术方案说明w w w .h nl m j x .c o m一、 概述:该产品是针对用户现场设计的一种定量包装称重装置。
在选型上采用了先进的高精度称重传感器,高可靠性的优质元件;设计上采用模块化设计,PLC 集中控制,从而使其系统结构合理紧凑,操作维护方便,精度高,功能完备,可靠性高等特点。
该产品在控制上具有称量设定、自动/手动除皮、包装动作连锁控制、称重重量动态数字显示、包装总重量和袋数累计显示等功能。
二、 主要技术参数:1. 定量值:25Kg/包2. 秤台台面:500mm ×600mm3. 皮带宽度400mm ,带速0.2m/min4. 准确度等级:静态: Ⅲ 级;动态(包装)精度:±0.2% 5. 生产能力:3~4包/分钟6. 工作温度:-10℃~+40℃7. 相对湿度:≤90%RH8. 电源:称重控制部分 AC220V ±10%,50Hz ±2% 动 力 部 分 AC380V ±10%,50Hz ±2% 9. 气源压力:0.5MPa ~0.8MPa 三、 设备结构及工作原理:1.设备结构:(详见附图)该定量包装秤主要有储料仓、插板阀、前、后皮带输送机、电子秤、秤上皮带输送机、挡杆机构、接近开关、电气控制柜等组成。
ww w .h n l m j x .c o m1.1、储料仓:主要用于物料的存储以保证计量的相对稳定。
1.2、插板阀:是直落式给料形式之一,采用气缸作为执行机构,通过控制气缸的伸缩长度实现二级给料,保证给料精度。
1.3、前皮带输送机:负责将用户空箱输送到秤台上。
1.4、挡杆机构:避免别的空箱影响称量。
1.5、秤上皮带输送机:负责将空箱输送到适当位置进行加料并将重箱送离秤台。
1.6、电子秤:由机械框架和传感器组成,实现对重量信号的采集。
1.7、接近开关:检测料箱位置信号,控制料箱定位。
1.8、后皮带输送机:负责送出重箱。
包装机使用说明书-第五章 操作方法及步骤

BT系列自动包装机械使用说明书欢迎购买本公司生产的自动包装机。
请您在使用本机器之前,详细阅读使用说明书,以保证机器的正常安装使用。
本公司还有许多其它规格类型的产品,如用户有需要,可与本公司联系,本公司将竭诚为您服务,满足您的要求。
由于本公司的产品在不断的改进和提高,由此而未预告性能修改的情况发生时,敬请您原谅,您可向本公司的销售部门及维修服务人员咨询。
目录第五章操作方法及步骤5-1开机前的准备5-1-1颗粒机型的开机前准备1、检查机器上安装的容杯与制袋用的成形器是否与您所需求的相符,包装材料是否符合使用要求。
2、用手将离合器手柄逆(顺)时针转动,使上离合器与下离合器脱离。
3、用手逆时针方向转动上转盘一周,在旋转过程中,下转盘下方的下料门应能够顺利地打开或关闭。
(注意:通过旋转调节螺环来调节容量的机型,在调节容杯容量时,要适当调节拨门杆的高度,使拨门杆不顶住下料门,且能够顺利打开或关闭下料门。
(见图3-11)4、将包装材料在架纸轴上,并装上挡纸轮及挡套,把装好包装材料的架纸轴放在架纸板上(见图3-6,图5-1),注意包装材料的印刷面方向与对应机型的图示相符,将包装材料与成形器对正,使挡纸轮及档套夹紧包装材料并拧紧手旋钮。
5、向下拉动包装材料,按图3-6所示,并将包装材料插入成型器中向下拉动放入图3-6两滚轮之间,按下输纸键,使两滚轮压住成形后的包装材料。
图5-15-1-2粉类机型的开机前准备1、检查机器上安装的容杯与制袋用的成形器是否与您所需求的相符,包装材料是否符合使用要求。
2、将包装材料在架纸轴上,并装上挡纸轮及挡套,把装好包装材料的架纸轴放在架纸板上(见图3-6,图5-1),注意包装材料的印刷面方向与对应机型的图示相符,将包装材料与成形器对正,使挡纸轮及档套夹紧包装材料并拧紧手旋钮。
3、向下拉动包装材料,按图3-6所示,并将包装材料插入成型器中向下拉动放入图3-6两滚轮之间,按下输纸键,使两滚轮压住成形后的包装材料。
GDB-C-25自动定量包装机说明书(F701)
G D B-C-25自动定量包装机说明书(F701) -CAL-FENGHAI.-(YICAI)-Company One1GDB-C-25自动定量包装机操作手册()第版2005年5月目录第一章概述第二章技术指标和使用环境指标技术指标使用环境指标第三章结构及工作原理结构传感器件工作原理第四章称重控制仪表的操作方法术语解释基本操作方法包装秤的重量校正操作手/自动第五章系统调试及试车系统加电加气料位器的调整(选购件)放料开关的调整向贮料斗加料手动试车自动试车第六章正常工作时的操作方法系统加电、加气向贮料斗加料进入自动工作状态第七章常规的维护方法第八章常见故障的判断及排除第九章电气原理图及接线图第十章易损易耗件明细表第一章概述本公司所生产的GDB系列电子自动定量包装机具有各种给料方式,因此在称重控制时系统具有称量精度高、速度快的特点。
该秤应用了进口的高精度称重仪表和可靠的电器、气动元件,构成了完整的自动控制系统,因此具有自动化程度高、功能齐全、操作简便、性能可靠的特点。
该秤的机械部分由全不锈钢制成,外形美观,抗腐防锈,经久耐用。
该秤是对粉体物料进行定量称重包装的理想产品,可广泛应用于粮食、饲料、化肥、化工、塑料、仓储码头等行业的包装、储运。
第二章技术指标和使用环境指标使用环境及公用工程指标使用环境: 室内电源: 220V/380VAC (+10% ~ -15%), 50Hz环境温度: -10℃ ~ +40℃供气压力: ~ (低于压力时会影响计量精度)功率: 控制电源 < 100W;动力电源< 8kw。
第三章结构及工作原理结构该机的机械部分主要由:贮料斗(选配件)、加料控制器(快加料装置和慢加料装置)、称量斗、放料过渡仓、夹袋器所组成。
该机的电气控制部分由称重传感器,称重显示仪表(现场大屏幕显示)、可编程序控制器PLC、夹袋开关、电磁阀和气缸等组成。
传感器件3.2.1 称重传感器称重传感器是包装机的主要部件, 该部件的性能直接影响系统的称量精度,当系统工作时,该部件将称得斗中的物料重量信号转换成电压信号,此电压信号由仪表进行A/D转换, 转换成数字信号进行处理和控制。
包装秤说明书(F701电脑)更改过的
空气压缩机是气缸动作的动力之源,它由三相电动机带动并有恒压保护功能。
空气压缩机电动机不能倒转,必须定期加机油,每天放水一次,(放水阀在储气包的底部。
空气压缩机压力继电器必须调整在0.4~0.8Mpa左右(出厂已调好),压力过高易损坏储气包,压力过低易影响气缸的灵敏度及称重精度。空气压缩机出气接头与气管必须连接紧密,不得漏气。该气管连接至包装秤油水分离器上,可以把空气中的水分过滤掉,它具有自动排水功能。
油水分离器示意
气压调节阀
进气接头
气压指示表
气管接头外圈
气管接头
放水阀
气缸压力的调整:空气压缩机过来的气压是0.4~0.8Mpa,而气缸一般只要用0.4Mpa左右的压力,此时应调节油水分离器上的空气压力调节阀,空气压力调节阀先往上拉,然后顺时针转气压增大,逆时针转气压减小,调整到气压表指针在0.4Mpa左右,再把空气压力调节器阀往下按回原位即可。
在此请注意几个操作上的失误:
由于不小心袋子没有套上去而碰到了夹袋开关,这时物料会直接排放到地上,处理方法有两种:一、尽快关闭电源。二、在夹袋器上人工施加压力达到50㎏为此。(注意:用力要缓慢,不要用冲击力,否则称重传感器会损坏)。
夹袋器在称重时不允许编织袋接触任何东西ห้องสมุดไป่ตู้尤其是下面的输送机,更不能用手触摸。否则称重不准。
☆ 1.50
称重功能2
△01000
△满刻度值
(按最大称重量的125%)
×
3
接近零值
△000.00
完成信号时间
☆0.20
称重功能3
△1141
△分度值d
25㎏以下为0.001
25㎏以上为0.05
×
25G Single-Double瓶饮机用户手册说明书

Parts Manual cFor Technical Assistance call: 800-227-2233, Fax: 888-329-8207 To Order Parts call: 888-227-2233, Fax: 888-329-023425G Single-Double25G-FDS-B500R7ModelSerial Number cascadecorporationPublicationsG Single-Double 6070971Installation Instructions 6130934Operator Guide6072517Service Manual6036696Driver Training Video – CD 679929Tool Catalog673964Literature Index Order FormREF QTY PART NO.DESCRIPTION6151426Base Unit16151425Frame Assembly u 116065007Frame216149356Inner Fork Carrier – LH316149355Inner Fork Carrier – RH416066540Bar52388348Capscrew, M16 x 35626069483Upper Pin Retainer746070661Retaining Ring846066832Seal946066556Bushing102209776Dowel Pin 1146068179Arm Bearingu Includes items 1-17.l See Cylinder page for parts breakdown.REF QTY PART NO.DESCRIPTION1286028433Bearing Retainer Plug1316069764Fork Stop142765352Capscrew, M8 x 30152767811Roll Pin162424115Lube Fitting1726069835Relief Fitting1826149000Bearing Assembly1926069728Cylinder l2026135491Spring Cylinder21 6066555Nut, M14224783800Nut, M20232768992Roll Pin2416148370Shim Kit nn If required for Fork tip alignment. Not included in Base Unit.Reference: Fastener Kit 6067507, SK-12762, S-12761.32GCylinder25GREF QTY PART NO.DESCRIPTION6069728Cylinder116069731Shell22663694Plug, 3316066334O-Ring u416066370Backup Ring u526066318Piston Ring u616066303Rod Seal u716066320Piston Seal u816066280Rod Wiper u916065874Retainer1016069729Piston/Rod Assembly6068008Service Kitu Included in Service Kit 6068008.Reference: S-22885.Hydraulic Group28GREF QTY PART NO.DESCRIPTION6082317Hydraulic Group 116071025Hose, 1180 mm216068578Hose, 1105 mm316046507Hose, 425 mm416072126Hose, 305 mm526043826Hose, 325 mm616081813Tube716081814Tube816068555Tube Clamp916071179Capscrew, M6 x 30 105778100Fitting111604510Plug, 61216080187Valve u132768789Capscrew, M6 x 40 144200008Cable Tie152604511Fitting, 6-6u See Valve page for parts breakdown. Reference: S-23295, Fitting Group 213099.Valve AssemblyREF QTY PART NO.DESCRIPTION6080187Valve Assembly 116080186Valve Body23778100Fitting, 6 SAE – M10 L-Series 31210266Flow Divider/Combiner 416071170Service KitFork Carrier Group25GREF QTY PART NO.DESCRIPTION6072085Fork Carrier Group 116081974Fork Carrier, RH216082077Fork Carrier, LH346066470Fork Stop48219596Capscrew, M8 x 16 Reference: Fastener Kit 6067507, SK-9720.Forks25GREF QTY PART NO.DESCRIPTION146066278Fork224769577Capscrew, M16 x 50Reference:Fastener Kit 6072117, SK-9261.Sideshift Mounting GroupREF QTY PART NO.DESCRIPTION6066607Sideshift Group (R20) s6071855Lower Hook Group (R4) t 116151472Upper Mounting Hook, RH 216070145Upper Mounting Hook, LH 316151643Anchor Bracket426127049Upper Bearing527403Grease Fitting61675548Sideshift Cylinder l71678525Clevis Pin82672726Cotter Pin91675550Restrictor Washer 1026066570Spacers Includes items 1-13 & 21-22.t Includes items 17-20.l See Sideshift Cylinder page for parts breakdown.REF QTY PART NO.DESCRIPTION111209542Key u1216131029Key u132219529Capscrew, M16 x 40 u142601676Fitting, 6-61586040801Capscrew, M16 x 60164768809Capscrew, M10 x 161726066574Lower Hook1826070833Lower Bearing194214991Capscrew, M16 x 45204667225Washer211671176Clevis Pin2216151473Capscrew, M12 x 1.75u Included with Anchor Bracket 6151644.Reference: Fastener Kit 6067507, Fitting Group 601676. Class IIIFor Technical Assistance call: 800-227-2233, Fax: 888-329-8207To Order Parts call: 888-227-2233, Fax: 888-329-0234cascade Sideshift CylinderREF QTYPART NO.DESCRIPTION 675548Cylinder Assembly 11553857Nut 21636851n Wiper 31553501Piston 41662452n Seal 51638247n Back-up Ring 61641835n Seal 71675549Shell 81553499Rod 912785n O-Ring 101615128n Back-up Ring 111553500Retainer 121553856Retaining Ring 1317202Snap Ring 553861Service KitnIncluded in Service Kit 553861.Do you have questions you need answered right now? Call your nearest Cascade Parts Department. Visit us online at Cascade CorporationU.S. Headquarters2201 NE 201stFairview, OR 97024-9718 Tel: 800-CASCADE (227-2233) FAX: 888-329-8207Cascade Canada Inc.5570 Timberlea Blvd.Mississauga, OntarioCanada L4W-4M6Tel: 905-629-7777FAX: 905-629-7785Cascade GmbHNiederwippekühl 158579 SchalksmühleGermanyTel: 02355-50900FAX: 02355-509020Cascade FinlandA. Petreliuksenkatu 301370 VantaaFinlandTel: 09-8361925FAX: 09-8361935Cascade N.V.Benelux Sales and Service Damsluisweg 56PO Box 30091300 El AlmereThe NetherlandsTel: 036-5492950FAX: 036-5492974Cascade (UK) Ltd.Unit 4, 12 O’Clock CourtAttercliffe RoadSheffield, S4 7WWEnglandTel: 0870-850-8756FAX: 0870-850-8757Sales ScotlandMacade Systems Ltd.18 Melford RoadRighead Ind. EstateBellshill ML4 3LRScotlandTel: 01698-845777FAX: 01698-845888Cascade (Africa) Pty. Ltd.PO Box 625, Isando 160060A Steel RoadSparton, Kempton ParkSouth AfricaTel: 27-11-975-9240FAX: 27-11-394-1147Cascade Scandinavia AB Hammarvägen 10PO Box 124S-56723 Vaggeryd SwedenTel: 039-336950FAX: 039-336959Cascade FranceS.A.R.L. MHP1D Rue De Charaintru BP 18,91360 Epinay-Sur-OrgeFranceTel: 01-6454-7500FAX: 01-6454-7501Cascade Hispania S.A.Carrer 5, Sector CZona Franca DuaneraPoligono de la Zona Franca08040 Barcelona, SpainTel: 93-264-07-30FAX: 93-264-07-31Cascade Italia S.R.L.Via Dell’Artigianato 137050 Vago di Lavagno (VR)ItalyTel: 39-045-8989111FAX: 39-045-8989160Sales Portugal FAG Santos LdaRua do MercadoLte 6, Loja 2-Tires 2785-630 S. Domingos De Rana PortugalTel: 214-448-083FAX: 214-458-098Sales SwitzerlandFahrzeugbedarf8810, HorgenSwitzerlandTel: 01-7279797FAX: 01-7279798Sales PolandTargowa 35/6103-728 WarszawaTel: 022-619 00 49FAX: 022-619 00 49Mobile Tel: 0501-27 29 55Sales RussiaEMCG Material HandlingEquipmentMoscowTel: 095-795-2400FAX: 095-795-2475Email:************Cascade Japan Ltd. 5-5-41,Torikai Kami Settsu, Osaka Japan, 566Tel: 81-726-53-3490 FAX: 81-726-53-3497Cascade Korea121B 9L Namdong Ind.Complex, 691-8 Gojan-DongNamdong-KuInchon, 405-310 KoreaTel: 82-32-821-2051FAX: 82-32-821-2055Cascade Australia1445 Ipswich RoadRocklea, QLD 4107AustraliaTel: 1-800-227-223FAX: 617-3373-7333Cascade New Zealand15 Ra Ora DriveEast Tamaki, AucklandNew ZealandTel: 64-9-273-9136FAX: 64-9-273-9137Cascade-XiamenNo. 668 Yangguang Rd. Xinyang Industrial Zone Haicang, Xiamen City Fujian ProvinceP.R. China 361026 Tel: 86-592-651-2500 FAX: 86-592-651-2571Sunstream IndustriesPte Ltd.No. 3 Tuas Link 12263SingaporeTel: 65-6863-3488FAX: 65-6863-1368Central LTDA(Cascade Brazil)Av. General Valdomirode Lima 43Jabaquara - Sao Paulo - S.P.Brasil CEP 04344-070Tel: 55-11-5013-2800Fax: 55-11-5013-2809cCascade Corporation 20071-2007。
包装机说明书(机)
PTA粉料1000kg定量包装机维护使用说明书(机械、气动部分)(皮重法)目录前言 (1)1 系统组成及工作原理 (1)1.1 总体设计 (1)1.2 具体设备及功能 (2)1.3 主要技术参数 (4)2 工作原理 (4)2.1 缓冲料仓 (6)2.2 螺旋喂料器 (6)2.3 鼔袋排气系统 (7)2.4 夹袋器 (8)2.5 秤体 (8)2.6 除尘系统 (10)3 设备总体安装要求 (10)3.1垂直系统设备的安装 (10)3.2水平设备的安装 (11)4、检查与调试 (11)4.1 机械检查 (11)4.2电路检查 (11)5、电子秤的校验 (11)5.1准备工作 (12)5.2静态校验 (12)5.3动态校验 (12)6、使用维护注意事项 (12)7 气动系统 (15)7.1 气源三联件 (15)7.2 电磁阀 (16)7.3 消声节流阀 (16)8 易损件清单 (16)前言本说明书详细介绍了1000KgPTA包装系统的总体设计、工作原理、系统及各组合件的结构,并对设备的安装、使用维护要点提出具体要求,对比较容易出现的故障及故障排除方法做出了提示,列出了易损件清单,作为对本产品在使用维护过程中的指导性文件。
说明书共分上、下两册:上册:机械及气动下册:电控及仪表1 系统组成及工作原理1000KgPTA包装机为全电子半自动定量包装系统用于PTA粉末的自动定量包装,本系统中除人工套袋、扎口外,其余夹袋、去皮、升降、氮气鼓袋、重力灌包、螺旋灌包、计量、回风、卸袋、输送等过程均自动完成,全过程实现自动控制。
本系统采用皮重法形式,采用重力与变频螺旋喂料,电子秤进行计量。
由重力完成粗加,单螺旋通过变频实现细喂的功能以满足精度及速度要求,由DCS-1000型地秤完成计量;系统中与物料接触的部件均为不锈钢结构并经内表面打磨抛光,可在强腐蚀、高温、高湿度的条件下长期可靠工作。
1.1 总体设计以DCS-1000型自动地秤(电子秤)为中心,自金属波纹管到出料大链板输送机为止的全部设备为本包装机组。
包装机说明书正文

一、概述BHYW系列回转式水泥包装机(专利号:ZL:94205159.9)是我公司董事长任义清先生在九十年代初与冀东水泥厂合作,率先推出的由我公司自行研制开发的回转式水泥包装机,扭转了我国在这一产品领域依赖国外技术生产的局面,在国内同类产品中起到领先的水平。
本系列产品主要用于水泥装袋,也可用于其它流动性能较好的粉状、颗粒状物料的装袋作业。
在操作过程中,除人工插袋外,其它如灌装、计量、掉袋等均可自动完成,与同类产品相比,具有结构合理、计量准确、能耗低、包装能力大、维修方便等诸多优点,最突出的特点是不用气动元件,就能自动实现袋口压紧、松开,闸门打开、关闭和掉袋等功能,避免气动元件受损而引起的包装机故障,该产品适合我国国情,是新建现代化大、中型水泥厂水泥装袋的理想设备,也是目前国内外回转式包装机更新换代的最新产品。
该包装机采用微机秤计量,微机秤是由我公司技术人员针对回转式包装机结构及水泥物料灌装特点,而专门研发的微机控制系统,计量精度高,稳定性能好。
该产品有六嘴、八嘴、十嘴、十二嘴机型,本说明书以回转包装机为主,系统介绍了设备的结构、功能、技术性能、操作规程和日常维护等内容,用户在安装使用前应认真阅读说明书。
二、设备正常工作条件1、电源:交流380V±10%;额定频率:50HZ±2% ;接地保护的电阻小于4欧姆。
2、物料:流动性较好的粉状物料,含水量小于1%。
3、包压稳定:供料连续可靠。
4、包装机机械动作可靠,无障碍起机运转连续数圈后,进入正常计量。
5、正常工作环境条件:(1)环境温度范围:-100C~400C;(2)温度变化速率:≤±5ºC/h;(3)相对湿度:≤90%RH;(4)海拔高度:≤1千米;6、包装袋符合JC/T标准。
三、结构及原理1、工作原理:由电气部分控制机械部分,带动出料叶轮装置,将物料定量充灌到能自封口的包装袋内,并将多个相同的灌装单元组合在一个筒体上,能绕同一轴线水平旋转,除人工插袋外,自动完成连续灌装、计量、掉袋等作业。
F701C简易说明-继续完善

F701C简易说明-继续完善(总11页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--HYTEC ELECTRONIC包装秤F701C仪表操作/设定简易手册目录1.概述................................................................. 错误!未定义书签。
2.面板介绍............................................................. 错误!未定义书签。
3.参数设定............................................................. 错误!未定义书签。
秤的标定.......................................................... 错误!未定义书签。
零点校正.......................................................... 错误!未定义书签。
量程校正.......................................................... 错误!未定义书签。
工作方式设定...................................................... 错误!未定义书签。
目标值设定........................................................ 错误!未定义书签。
慢加值设定........................................................ 错误!未定义书签。
中速加料值设定.................................................... 错误!未定义书签。
GDX包装机组操作知识

CV机的组成
1. 机身及主传动 2. 透明纸卷筒架 3. 透明纸和拉带的输送与
裁切 4. 条烟的顶升、透明纸的
折叠和热封 5. 输出通道
CV机的主要技术性能
❖ 生产能力: 42条/min
❖ 机器动力及气源: 由CH机提供
❖ 机器外形尺寸: 1940mm×1710mm×1600mm
❖ 质量:
1250kg
❖ 翻盘器另一侧的前一个空盘则由 旋转丝杆向右推到烟盘输送链的 空座上,输送链向前步进一个烟 盘位置,然后最前的一个满盘被 反向旋转的丝杆向左推入翻盘器 的空位内,等待下一次的卸烟信 号。
X1软盒包装机组成
❖ X1软包机主要有左、中、右三部分机身组成 ❖ 右机身包括:烟支形成烟组;一号轮烟组转送;铝箔纸供送和二
CH机的主要技术性能
❖ 生产能力: 420包/min
❖ 外形尺寸: 2200mm×1240mm×1900mm
❖ 质量:
1400kg
CH机的工艺流程
❖ 烟包进入本机烟包输入通道; ❖ 已粘上拉带的且被裁切成定
长的透明纸输送到位; ❖ 烟包带着透明纸纸向前输送
使透明纸呈倒U形包裹烟包 同时两前端折角被折叠; ❖ 在成形轮内完成长边折叠和 热封; ❖ 烟包被成形轮旋转180°后进 入固定折叠通道另两折角被 折叠,端部下长边被折叠; ❖ 提升时端部另两长边被折叠; ❖ 在热封通道端部被热封最后 输出完成透明纸包装。
GDX包装机组操作知识
机组全貌
主要内容
1. 机组使用原辅材料 2. 卷烟包装工艺条件 3. X1软盒包装机 4. CH小包透明纸包装机 5. CT硬条包包装机 6. CV条包透明纸包装 7. 安全操作及其他
一、机组使用原辅材料
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
GDB-C-25自动定量包装机操作手册()第1.0版2005年5月目录第一章概述第二章技术指标和使用环境指标2.1 技术指标2.2 使用环境指标第三章结构及工作原理3.1 结构3.2 传感器件3.3 工作原理第四章称重控制仪表的操作方法4.1 术语解释4.2 基本操作方法4.3 包装秤的重量校正4.4 操作手/自动第五章系统调试及试车5.1 系统加电加气5.2 料位器的调整(选购件)5.3 放料开关的调整5.4 向贮料斗加料5.5 手动试车5.6 自动试车第六章正常工作时的操作方法6.1 系统加电、加气6.2 向贮料斗加料6.3 进入自动工作状态第七章常规的维护方法第八章常见故障的判断及排除第九章电气原理图及接线图第十章易损易耗件明细表第一章概述本公司所生产的GDB系列电子自动定量包装机具有各种给料方式,因此在称重控制时系统具有称量精度高、速度快的特点。
该秤应用了进口的高精度称重仪表和可靠的电器、气动元件,构成了完整的自动控制系统,因此具有自动化程度高、功能齐全、操作简便、性能可靠的特点。
该秤的机械部分由全不锈钢制成,外形美观,抗腐防锈,经久耐用。
该秤是对粉体物料进行定量称重包装的理想产品,可广泛应用于粮食、饲料、化肥、化工、塑料、仓储码头等行业的包装、储运。
第二章技术指标和使用环境指标2.1 技术指标2.2 使用环境及公用工程指标使用环境: 室内电源: 220V/380VAC (+10% ~ -15%), 50Hz环境温度: -10℃~ +40℃供气压力: 0.4Mpa ~ 0.8Mpa (低于0.4Mpa压力时会影响计量精度)功率: 控制电源 < 100W;动力电源< 8kw。
第三章结构及工作原理3.1 结构该机的机械部分主要由:贮料斗(选配件)、加料控制器(快加料装置和慢加料装置)、称量斗、放料过渡仓、夹袋器所组成。
该机的电气控制部分由称重传感器,称重显示仪表(现场大屏幕显示)、可编程序控制器PLC、夹袋开关、电磁阀和气缸等组成。
3.2 传感器件3.2.1 称重传感器称重传感器是包装机的主要部件, 该部件的性能直接影响系统的称量精度,当系统工作时,该部件将称得斗中的物料重量信号转换成电压信号,此电压信号由仪表进行A/D转换, 转换成数字信号进行处理和控制。
3.2.2 料位计(选配件)料位计根据物料特性选用电容式接近开关或阻旋式机械料位计,当贮料斗中的物料将料位计埋没时,该料位器输出一开关量信号,系统中的PLC接到此信号,就认为贮料斗中物料充足,可以加料,从而保证了系统始终在物料充足的条件下工作。
选用料位计同秤联锁后,可有效避免由于料位变化而产生的对包装秤精度的影响。
3.2.3 夹袋开关包装机使用的夹袋开关采用行程开关或电感(容)式的接近开关。
在包装秤投入自动运行时,操作工把口袋套到放料斗的放料口,然后用手拨拉一下夹袋开关的动作片或杆,这时放料开关就输出一开关量信号,PLC接收到此电压信号以后就驱动夹袋阀、夹袋器动作把袋夹紧;袋子套好后,当计量斗中的物料已定量称重结束,计量斗底部的放料门打开,物料经放料过渡仓装入袋中。
计量斗中的物料卸空后经延时1~2秒,夹袋器自动松开,袋子落到封包输送机上进行缝包。
当包装至料仓空或出现异常情况被迫停机时,可按手动手动排料手动松袋手动清皮。
然后再将运行旋钮旋至自动,进入自动计量包装。
注意事项:由于此夹袋开关采用的电感式的接近开关(感应距离8mm),套袋后应使袋口与感应金属片距离大于8mm,从而保证物料可以始终正确地一次装袋。
假若套袋后袋口顶住感应金属片,使接近开关感应一直存在,此种情况会造成几包物料连续灌装在一个袋中,造成误操作。
3.3 工作原理电气工作原理见附原理图当系统加电、加气以后,料位计(选配)检测贮料斗中的物料是否充足、如果物料不足,则系统不能开始加料,等到料位高于下料位、满足工作状态为止。
当物料满足工作状态时,将工作选择旋钮旋至“自动”,PLC接到自动工作信号以后,系统自动启动,(自动驱动双螺旋加料器运转及)电磁阀打开快、慢加料门开始加料;当快加料加到称重斗中的称料重量大于或等于人工设定的快加量时,仪表就自动发出信号,停止快加料,快加料弧门关闭,由慢加料门开始慢加料。
预加料:当双螺旋加料方式,加料控制器设有予加料仓时,快加料量到后快加料弧门关闭,大螺旋延时2~3秒停止,向予加料仓充填物料。
待下一包开始加料时,所充填的物料直接加入计量桶,这样有效地缩短了快加料的时间,提高包装秤速度。
当慢加料到称重斗中的物料重量大于或等于定量-提前量的值时,仪表自动发出信号,停止慢加料,加料过程结束。
加料过程结束以后,系统就进入稳定判断、统计阶段,仪表计算本次误差,按照设定的误差校正报数并且优化空中量值,对生产参数进行统计,同时仪表输出合格或报警信号。
仪表在稳定称重的同时在等待放料信号,操作者启动放料开关,套好口袋,在稳定状态结束以后系统就自动发出放料命令,启动放料把称重斗中的物料放至放料斗中装入口袋。
放料结束以后,如果系统是在自动状态下,则自动进入下一个循环。
第四章称重控制仪表的操作方法4.1 术语解释以日本UNIPLUS仪表为例定量值GDB型自动定量包装机规定了最大称量和最少称量,因此用户可在此范围内注意设定所需的每袋包装的重量,用户设定的此单包重量即为定量值。
慢加料点在加料的过程中,仪表始终在检测称重斗中物料的重量,当称重斗中的物料的重量大于或等于某一数值时,仪表就发出命令,停止快加料,开始慢加料,这一物料重量点即为慢加料点。
这一数值的大小一般可通过试验或由操作工凭经验而确定,对于同一台定量包装秤,这一数值随物料的不同而不同,但不随定量值的改变而变化。
提前量点在开始慢加料以后,如果仪表检测至称重斗的物料重量大于或等于某一数值时,则仪表就自动发出命令,停止慢加料,加料过程结束,这重量点即为提前量点。
这一数值的大小可由仪表自动修正确定。
在实际工作过程中,仪表根据速度和精度指标对该数值进行自动优化处理,以达到误差自动校正的目的。
提前量也称空中量,即为加料停止瞬间,弧门下方至计量斗中间空中流动的物料,在弧门关断瞬间此物料重量在空中,传感器接收不到,故称为空中量。
快加料量定量值和慢加量的差即为快加料量。
(定量值-SP1设定值)慢加量定量值和快加量的差即为慢加料量。
(SP1值-落差CPS)提前量定量值和加料停止瞬间的加料量之差即为提前量。
(CPS值)4.2 基本操作方法4.2.1 加电通气拨动“电源通”旋钮给仪表加电以后,仪表就进行自检,自检结束以后,仪表就进入称重控制状态。
将压缩仪表空气供至本设备,检查压力是否在0.4Mpa ~ 0.8Mpa之间。
4.2.2 仪表参数介绍及设定详见仪表说明书。
下面将常用参数介绍如下:以UNIPLUS F701仪表为例,它共有五大类参数需设定,一般本公司技服工程师在现场调试结束后,本仪表就无须修改参数。
4.2.2.0 设定形式 0 的设定设定形式 0 是为了设定定量转换控制所需的设定值。
例如:将定量称重设定为25kg, 落差初定为0.30kg时:选择进入设定形式0参数如下:4.2.2.1 设定形式1 的设定设定形式 1是为了设定定量转换控制的输出信号、序列形式时的参数等。
例如:将皮重设定为0.00kg, 输出结束时间为1.5秒时:选择进入设定形式1比较禁止时间秒秒秒 ,AZ,4.2.2.2 设定形式 2的设定设定形式 2是为了调节F701仪表的显示及内部功能。
例如:设定数字滤波为64次, 动态检测为0.5-12: 选择进入设定形式2计量功能12:比较 OFF1:净重 0:总重量 上下限比较 2:比较比较 OFF 1:净重净重 0:总重量总重量计量功能2输出选择定量信号为ON,判 2:定时间超过后,重 1: 序列错误量值安定时开始,0: 重量异常输出结束时间为ON输出选择判定时间超过后, 1:输出结束重量值安定时开始, 0:净重输出输出结束时间为ON重量值安定时开始输出结束时间为ON 3:输出结束ON 2:输出结束ON1:外部判断输入ON 时比较 0:常时比较常时比较计量功能 1:自动落差补偿有数字去皮重ON 0:自动落差补偿无数字去皮重OFF自动落差补偿 平均次数 (1~9 )序列形式1: 序列形式开始时重量值确认 有 0:开始时重量值确认 无1:补偿投入 有 有 0:补偿投入 无无功能键的禁止去皮重/净重 G/N 键 1:有效 0:无效去皮重复位 ZERO 键1: 有效0: 无效数字滤波器7:128回 3:8回6:64回 2:4回5:32回 1:2回4:16回 0:OFF动态检测d/4零点跟踪设定值4.2.2.3设定形式 3设定有关初试校准设定值。
例如:设定最大称重量为100.00kg, 最小刻度为0.01时: 选择进入设定形式3砝码重量值最大称重值最小刻度净重超重总重超重DZ 规定值计量功能刻度显示小数点位置ONOFF 重力加速度补偿选择基板4.2.2.4 设定形式 4 的设定设定形式 4 的设定仅用于去皮设定和通讯接口设定,下面介绍去皮设定。
选择进入设定形式4去皮重命令1:0:去皮键1:0: 常规接受0:4.3 包装秤的重量校正准备工作:按照上述参数设定,将设定形式0至设定形式4的参数设好以后,检查所有电器、仪表、传感器的连接线是否正确,然后通电、通气;仪表预热30分钟。
4.3.1 空秤零点校正4.3.1.1 检查并排除称重传感器及计量桶周围是否有异物及不必要的负载 4.3.1.2 确认仪表安定指示灯亮4.3.1.3 操作零点校正,按如下步骤按键: 选择校正形式校正操作:操作完成若重量显示值变成零,则零点校正完成,否则重新校正。
说明:假如零点校正后不连续进入实重校正,则按键就退出校正形式回到了0状态—重量称重显示状态。
4.3.2 实重(砝码)校正4.3.1.1 同零点校正一样排除无关的负载并确认仪表安定指示灯亮 4.3.1.2 将校正用砝码(50或25kg )放在计量桶料门上,确认仪表安定指示灯亮 4.3.1.3 操作实重校正,按如下步骤按键:选择校正形式校正操作:完成砝码重量值 注意事项:1.实重校正结束,取下砝码,观察仪表显示是否回零;不回零重新校正。
2.假如零点校正后连续进入实重校正,则无需在选择校正形式,直接挂砝码等待秤体稳定后按 1 号键进入校正操作。
3.校正结束后,按仪表面板 G/N 键,使指示灯亮。
4.4 手/自动操作4.4.1手动操作按钮为包装秤正常进入自动状态而设计。
在手动状态下,仅供检查关断门、料桶门、夹袋器等动作部件的动作状况是否正常。
4.2.4 自动操作在系统经过参数设定、秤的标定、手动动作检查后,包装秤就处于可称重控制状态;这时仪表显示窗上的NET (安定)、STAB (稳定)ZERO (零点附近)指示灯亮;仪表显示窗显示 0.00kg,此时系统可进入自动工作状态。