基于ProCAST的卧式离心铸造轧辊的充型模拟
ProCAST
ProCAST简介ProCAST由法国ESI公司开发的综合的铸造过程软件解决方案,有20多年的历史,提供了很多模块和工程工具来满足铸造工业最富挑战的需求。
基于强大的有限元分析,它能够预测严重畸变和残余应力,并能用于半固态成形,吹芯工艺,离心铸造,消失模铸造、连续铸造等特殊工艺。
下面简单介绍一下它的适用范围,特点及其模拟过程。
适用范围ProCAST适用于砂型铸造、消失模铸造、高压铸造、低压铸造、重力铸造、倾斜浇铸、熔模铸造、壳型铸造、挤压铸造、触变铸造、触变成形、流变铸造。
由于采用了标准化、通用的用户界面,任何一种铸造过程都可以用同一软件包ProCASTTM进行分析和优化。
实践证明,ProCASTTM可以准确地模拟型腔的浇注过程,精确地描述凝固过程。
可以精确地计算冷却或加热通道的位置以及加热冒口的使用。
模拟分析能力ProCAST可以分析缩孔、裂纹、裹气、冲砂、冷隔、浇不足、应力、变形、模具寿命、工艺开发及可重复性。
ProCAST几乎可以模拟分析任何铸造生产过程中可能出现的问题,为铸造工程师提供新的途径来研究铸造过程,使他们有机会看到型腔内所发生的一切,从而产生新的设计方案。
其结果也可以在网络浏览器中显示,这样对比较复杂的铸造过程能够通过网际网络进行讨论和研究。
[分析模块ProCAST是针对铸造过程进行流动一传热一应力耦合作出分析的系统。
它主要由8个模块组成:有限元网格划分MeshCAST基本模块、传热分析及前后处理(BaseLicense)、流动分析(Fluidflow)、应力分析(Stress)、热辐射分析(Rediation)、显微组织分析(Micromodel)、电磁感应分析(Electromagnetics)、反向求解(Inverse),这些模块既可以一起使用,也可以根据用户需要有选择地使用。
对于普通用户,ProCAST应有基本模块、流动分析模块、应力分析模块和网格划分模块。
ProCAST特点ProCAST采用基于有限元法(FEM)的数值计算方法与有限差分(FDM)相比,有限元法具有较大的灵活性,特别适用于模拟复杂铸件成形过程中的各种物理现象。
铸造模拟软件讲解

PROCASTProCAST由法国ESI公司开发的综合的铸造过程软件解决方案,有20多年的历史,提供了很多模块和工程工具来满足铸造工业最富挑战的需求。
基于强大的有限元分析,它能够预测严重畸变和残余应力,并能用于半固态成形,吹芯工艺,离心铸造,消失模铸造、连续铸造等特殊工艺。
procast百科名片ProCast软件界面ProCAST由法国ESI公司开发的综合的铸造过程软件解决方案,有20多年的历史,提供了很多模块和工程工具来满足铸造工业最富挑战的需求。
基于强大的有限元分析,它能够预测严重畸变和残余应力,并能用于半固态成形,吹芯工艺,离心铸造,消失模铸造、连续铸造等特殊工艺。
目录适用范围材料数据库模拟分析能力分析模块ProCAST特点模拟过程展开适用范围材料数据库模拟分析能力分析模块ProCAST特点模拟过程展开ProCast应用(10张)编辑本段适用范围ProCAST适用于砂型铸造、消失模铸造、高压铸造、低压铸造、重力铸造、软件操作界面倾斜浇铸、熔模铸造、壳型铸造、挤压铸造、触变铸造、触变成形、流变铸造。
由于采用了标准化、通用的用户界面,任何一种铸造过程都可以用同一软件包ProCAST进行分析和优化。
它可以用来研究设计结果,例如浇注系统、通气孔和溢流孔的位置,冒口的位置和大小等。
实践证明,ProCAST可以准确地模拟型腔的浇注过程,精确地描述凝固过程。
可以精确地计算冷却或加热通道的位置以及加热冒口的使用。
编辑本段材料数据库ProCAST可以用来模拟任何合金,从钢和铁到铝基、钴基、铜基、镁基、镍基、钛基和锌基合金,以及非传统合金和聚合体。
ESI旗下的热物理仿真研究开发队伍汇集了全球顶尖的五十多位冶金、铸造、物理、数学、计算力学、流体力学和计算机等多学科的专家,专业从事ProCAST和相关热物理模拟产品的开发。
得益于长期的联合研究和工业验证,使得通过工业验证的材料数据库不断地扩充和更新,同时,用户本身也可以自行更新和扩展材料数据。
基于ProCAST软件叶轮离心铸造计算机模拟前处理_高颖
铸造技术 05/ 2011
高
颖等 : 基于 Pr oCAST 软件叶轮离心铸造计算机模拟前处理
677
参数的选取。 2. 1 Pro / E 与 ProCAST 的接口连接方式 一般来说, 三维设计软件与有限元分析软件的接 口文件方式分为 2 大类[ 2] : 专用接口 , 是指有限元软件 专门针对某种造型软件数据格式制定; 通用接口, 通过 标准格 式文 件进 行数 据交 换, 如 IGES 、 ST EP、 ST L 等。 Pro/ E 与 ProCAST 之间 没有专用 接口, 两者之 间通常采用标准格式文件进行数据交换。 ProCAST 提供了 3 种接口方式实现与其他软件 的连接: 其他软件建 模后把模型导入 MeshCAST , 用 MeshCAST 划分面网格、 体网格 后再进行 后续工 作。针对这类方式, MeshCAST 可以输入文件类型为 IGES 、 ST EP、 PARA SOL IDS 、 ST L 、 Re st art ; 其他 软件建模并划分面网格后再导入 M eshCAST 中进行 后续工作。M eshCAST 可以输入的文件类型为 PAT RAN Surf ace M esh、 I DEAS Surf ace M esh; 其他软 件建模并划分网格后导入 ProCAST 中, 并进行后续 工作。M eshCAST 可以输入的文件类型为 P AT RAN Volume M esh 、 I DEAS VolumeMesh 。 由此 , 通过详细 地了解 Pro CA ST 可 以识别的文 件类型, 就可以有针对性的选 择软件, 实 现其连接方 式。本课题选择第 方式, 采用 Pr o/ E 进行三维实体 造型 , 然后用 M eshCAST 进行面、 体网格的划分 , 有限 元网格进行剖分后的铸件与实体铸件外形能够较好的 逼近 , 可以保证计算结果的正确性。 2. 2 建模与网格的划分 有限元分析中的核心思想是结构的离散化 ( 网格 划分 ) , 就是将实际模型假想的离散为有限数目单元体 的组合体 , 网格划分及网格的质量直接影响到有限元 分析的质量和精度, 在整个有限元分析中, 网格划分是 有限元分析中的一个重要环节 [ 4] 。 2. 2. 1 叶轮零件图 如图 2, 叶轮的 CAD 二维平面图 , 图 3 是根据叶 轮的二维平面图在 P ro/ E 里所画的叶轮三维立体图。 叶轮零件特点: 中空、 轴对称的盘状件, 由此可以在叶 轮的中心轴处进行浇注, 如图 4 所示。
ProCAST软件在铸造凝固模拟中的应用
图 5 初始模型的宏观孔隙预测
图 6 修改后的 3D 模型
4 结 论
用有限元软件 ProCAST预测铸件中存在的 宏观缩孔 ,直观地显示出充型凝固的温度场分布 、 温度梯度 、金属液流动行为 、热节部位 、缩松缩孔 等. 针对模拟的结果 ,修改铸件工艺设计的 3D 模 型 ,修改了原始的浇冒口设计. 实验表明应用修改 后的铸造工艺进行铸造 ,提高了铸件的质量 ,提高 了工艺出品率 ,降低了成本.
在砂铸中 ,有时冲砂是不可避免的. 如果冲砂 发生在铸件的关键部位 ,将影响铸件的质量. Pro2 CA ST可以通过对速度场和压力场的分析确认冲 砂的产生. 通过虚拟粒子跟踪则能很容易确认最 终夹砂的区域. 215 冷隔及浇不足
在浇注成型过程中 ,一些不当的工艺参数如型 腔过冷 、浇速过慢 、金属液温度过低等会导致一些缺 陷的产生. 通过传热和流动的耦合计算 ,设计者可以 准确计算充型过程中的液体温度下降. 在充型过程 中凝固了的金属将会改变充型的流动形式. ProCAST 可预测这些铸造充型过程中发生的现象 ,并可以随 后快速地检验相应的改进设计方案. 216 压铸模寿命
摘 要 : 为研究铸造工艺对铸件质量的影响 ,利用计算机进行了铸件的凝固模拟. 介绍了有限元软件 Pro2 CAST的组成模块 、功能以及应用 ,在应用实例中利用 ProCAST软件模拟预测了铸件砂铸工艺中产生的宏观 缩孔缺陷. 研究表明 :铸件中存在模拟预测的宏观缩孔缺陷 ;对浇注系统和冒口设置参数进行了优化 ,优化后 的工艺提高了铸件产量 ,降低了成本 ;模拟结果表明 ,铸造模拟软件 ProCAST能够准确地预测铸件在充型凝 固过程中可能产生的缺陷. 关键词 : FEM 模拟 ; ProCAST软件 ;凝固模拟 ;浇注系统 中图分类号 : TP311113 文献标识码 : A 文章编号 : 1005 - 0299 (2006) 03 - 0293 - 03
铸造模拟软件ProCAST
栏 目 主 持 : 伊 佳 投 稿 信 箱
:yj_ecw@sina.com
CAD/CAM 与制造业信息化・www.icad.com.cn
109
软件世界 Software
模块将重新自动进行计算。 5. 晶粒组织结构模块 本模块用于精确的冶金分析。 P r o C A S T 使用最新的晶粒结构分析预 测模型进行柱状晶和轴状晶的生核与 长大的计算。一旦液体中的过冷度达 到一定程度,随机模型就会确定新的 晶粒位置和晶粒取向。该模块可以用 来确定工艺参数对晶粒形貌和柱状晶 到轴状晶的转变产生的影响。 6. 微观组织模块 本模块专门用于满足铸铁、 铸钢件 生产的需要。 它能够定性和定量地计算 固相转变。 通过微观组织模型计算固相 如奥氏体、 铁素体、 渗炭体和珠光体的 成分、含量以及相应的潜热释放。 7. 网格生成模块Meshcast Meshcast 自动产生有限元网格。 此模块与其他 C A D 软件可实现无缝连 接,它可以读入标准的 C A D 文件格式 如IGES、 Step、 STL或者Parasolid, 同 时还可以读取诸如I-DEAS 或Patran 格 式的表面或实体网格。Meshcast 同时 拥有其他独特的性能,如初级 C A D 工 具、 高级修复工具、 不一致网格的生成 和壳型网格的生成等。 8. 反算求解模块 本模块适用于科研或高级模拟 计算之用。通过反算求解可以确定 边界条件和材料的热物理性能。虽 然 ProCAST 提供了一系列可靠的边 界条件和材料的热物理性能,但有 时模拟计算对这些数据有更高的精 度要求,这时反算求解模块可以利 用实际的测温数据来计算边界条件 和材料的热物理参数。 任何一种铸造过程都可以用 P r o C A S T 进行分析和优化。 它可以用来研究设计 结果, 如浇注系统、 通气孔和溢流系统 的位置, 冒口的位置和大小等。 可以准 确地模拟型腔的浇注过程, 精确地描述 凝固过程。 可以计算冷却或加热通道的 位置以及发热冒口的使用效果等。 P r o C A S T 开发了由多种材料组成 且已被工业验证的材料数据库,其中 包括金属材料、各种型砂和精铸的壳 型材料等。这些数据库有开放的平台, 用户可以对其进行更新和扩展。 除了基本的材料数据库外, P r o C A S T 还拥有基本合金系统的热力 学数据库,如图 1 所示。 这个独特的数 据库根据用户直接输入的化学成分, 自动产生诸如液相线温度、固相线温 度、 潜热、 比热和固相率的变化等热力 学 参 数 。 此 数 据 库 由 英 国 的 ThermoTech 公司开发, 这项功能也是 P r o C A S T 独有的亮点。 P r o C A S T 可以用来模拟任何合 金,从钢和铁到铝基、钴基、铜基、镁 基、镍基、 钛基和锌基合金, 以及非传 统合金和聚合体。 (1) 模拟分析能力 P r o C A S T 可以模拟分析铸造生产
基于ProCAST涡壳体铸件精铸过程数值模拟研究
摘 要 :氧泵壳体为涡壳体铸件 , 形状 复杂 , 壁厚差较大,铸造凝固过程中易出现疏松缩孔等缺陷,铸造难度较大。
为 了缩 短 试 制 周 期 ,节 约 生 产 AS T 软 件 对 该 铸 件 的充 型 、凝 固过 程 进 行 了模 拟 分 析 ,
s h or t e n t h e d e ve l o pi ng c y c l e , e c o n o nf i z e t he p r o d uc t i o n c os t , o p t i mi z e po u ing r t e c h n ol o g y pa r a me t e r s , t h e mo l d il f l i ng a n d s o l i d i ic f a t i o n pr o c e s s o f v o l u t e a r e s i mul a t e d b y Pr o CAST. n I a d d i t i o n, s h r i n ka g e d e f e c t s i n v ol ut e a r e
t he il f l i n g mo l d of v ol u t e c a s t i ng i s r a pi d a n d s moo t h ,a nd t h e n t h e p r o re g s s i ve s ol i di ic f a t i o n i s r e a l i z e d t h e
J u 1 . 2 01 5 Vo 1 . 6 4 N0 . 7
铸
造
・6 4 7 ・
F OUNDRY
基 于P r o C A S T 涡 壳体 铸 件精 铸 过 程 数 值 模 拟 研 究
基于ProCAST的轮轴铸钢件砂型铸造工艺优化
2021年第2期/第7◦卷工艺技术F Q U N D R V i m253基于ProCAST的轮轴铸钢件砂型铸造工艺优化韩宝,马彦伟,李志杰,高海燕,宝喜庆,武玉平(内蒙古第一机械集团股份有限公司第一分公司,内蒙古包头014030 )摘要:介绍了轮轴铸造工艺设计与优化,以及在工艺设计和优化过程中采用P r o C A S T模拟软件对其进行模拟的结果。
结果表明,铸件上部厚大部位热节大,原工艺浇注系统不利于铸件形成顺序凝固,补缩效果差,易形成缩孔、夹砂缺陷。
通过改进浇道系统、芯子结构等工艺方法,减少了铸造缺陷,提高了产品合格率。
关键词:铸钢件;P r o C A S T模拟;工艺优化;缩孔轮轴是某车型上的关键零部件,内部质量要求高,铸件加工部位多,加工余量大,受结构限制,在加工过程中发现铸件内部有缩孔、砂眼等铸造缺陷,缩孔和夹砂主要集中在上筒内外壁和花边平台上,在生产过程中,毛坯合格率为99%以上,但加工后,不合格品率为21%,其中废品率为3%。
设计中使用ProCAST铸造模拟软件对铸件在充型和凝固过程中的温度场进行模拟仿真,研究了两种浇注系统对铸件缩松缩孔缺陷的影响,达到工艺优化的目的。
根据正交实验法优化工艺方案[1],所生产的产品废品率得到较好的控制,进一步提高了产品机加后的质量,提升综合合格率,提高了企业的经济效益。
作者简介:韩宝(1987-),男,硕 士,主要研究方向为铸造 工艺技术及铸造新材料、新方法的应用。
E-mail: hbxc2018@163 .com中图分类号:T G26文献标识码:B文章编号:1001 "4977 (2021) 02-0253-06收稿曰期:2020-06-15收到初稿,2020-09-26收到修订稿。
1产品的结构及原工艺方案轮轴为某车中的关键零件,轮廓尺寸少246 mm x403 mm,重量约75 k g,属于 轴类小结构零件,铸件三维立体如图1。
由于产品加工面积大,内部质量要求高,所 以铸造工艺的设计难度大。
ProCAST铸造模拟分析解决方案
l
i A p p l i c a 。。n
。f
c A 。/ A M / A E 。 c h n 。1。g y e c c
成的
置
N
。
。
P
r o
C A S T 可 以 确 认 封 闭 液 体 的位
,
冲砂
在 铸造 中
,
使 用 特殊 的判 据
例如 宏观 缩孔或
有时 冲 砂是 不 可 避 免的
。
。
如 果 冲 砂发 生 在 铸 造 零 件 的 关 键 部 位
模拟 分 析 能 力
、
可模拟基本铸造过程
准
,
一
缩孔
、
裂纹 冲砂 浇不 足
确 计 算 变形 和 残 余 应 力
,
适用 范围
、
裹气
;
、
模拟 多种 特殊 铸 造 工 艺 挤压 铸造
r o
、
如半 固态触变
砂型铸造
消失 模 铸 造
;
冷隔 应力
、
离 心 铸造 以及 连铸等
高压
、
低 压 铸造
、
、
变形
P
C A S T 是 为评 价 和 优 化 铸 造 产 品
、
例如 浇注 系
,
器 中显 示 这 样 对 比 较 复 杂 的 铸造 过 程 能
冷隔
、
裹气和 热 节 的位置 以及 残
,
通 气孔 和 溢 流孔 的位置
。
冒 口 的位
以准 确地
够 通 过 网 际 网 络 进 行讨 论 和 研 究
。
余 应 力与 变形
准 确地 预 测 缩孔
。
、
缩松
基于ProCAST软件叶轮离心铸造计算机模拟前处理
基于ProCAST软件叶轮离心铸造计算机模拟前处理
高颖;王自东;赵永龙;游龙;张伟;陈瑞峰
【期刊名称】《铸造技术》
【年(卷),期】2011(32)5
【摘要】采用ProCAST软件,对典型铜铸件叶轮的离心铸造充型和凝固过程计算机模拟进行前期处理。
通过对PRO/E与ProCAST接口方式的探讨,叶轮工艺的设计,以及模拟相关参数准确的设置,从而为后续的计算机模拟过程打下一个良好的基础。
【总页数】4页(P676-679)
【关键词】ProCAST;叶轮;接口方式;网格划分
【作者】高颖;王自东;赵永龙;游龙;张伟;陈瑞峰
【作者单位】北京科技大学材料科学与工程学院
【正文语种】中文
【中图分类】TG249.4
【相关文献】
1.基于PROCAST消失模铸造过程数值模拟分析的前处理 [J], 彭静
2.基于ProCAST软件的铝合金刹车盘零件离心铸造凝固过程温度场模拟 [J], 王雪峰;王开;刘昌明
3.基于ProCAST的汽车缸套离心铸造数值模拟研究 [J], 艾子健;吴龙;高浩
4.基于ProCAST的筒形件卧式离心铸造充型流动模拟 [J], 鲁素玲; 曹磊; 郭志红;
张秀照; 张荣华; 李含运
5.基于Procast软件的熔模铸造计算机模拟 [J], 王春欢;胡红军;罗静
因版权原因,仅展示原文概要,查看原文内容请购买。
基于PROCAST铝合金压铸模浇注系统设计及充型凝固数值模拟
式中 , D 为散度 ; u、 v 、 w 为速度矢量在坐标系中 x、 y、 z 方向上的分量 ; P 为压力 ; 为运动粘度 ; g 为重 力加速度 ; 为拉普拉斯算子; 为金属流体密度。 ( 3) 能量守恒方程 T T T T + u + v + w = t x y z 2 2 2 T T T Q + 2+ 2 + CP x y z2 CP 式中 , T 为温度; 为流体导热率; C P 为流体定压 比热容; Q 为内热源。 ( 4) 体积函数方程 F+ u F + v F + w F = 0 t x y z ( u i) + = 0 t xi 式中 , F 为流体体积分数 ; u 为速度。 ( 5) 边界传热方程 - K T n = hf ( t ) g( T ) [ T - T a ] 式中 , h 为对流交换系数; T a 为边界温度 ; g( T ) 为 温度函数。 2. 2 计算方程的离散 数值求解上述方程前要对偏微分方程组在空间和 时间上进行离散 , 原则为: 为了满足连续性方程, 压力必须进行迭代修正 , 由此引起的速度改变值需要 加到上一步计算的速度场上 , 反复迭代直至满足精度 要求 ; 对动量方程进行显式差分 , 以初始条件或者 上一时刻的数值作为基础 , 试算出下一时刻的猜测速
压铸充型凝固过程的数值模拟可以帮助人们在压铸工艺设计阶段对铸件可能出现的各种缺陷及其大小部位和发生的时间予以有效的预测从而优化铸造工艺设计以确保铸件的质量缩短试制周期和降低生产成本1浇注系统设计本文选择的压铸件为一套筒类信号接收件由于零件的形状特点实际压铸成型时容易出现气孔缩孔缩松冷隔浇不足等缺陷
V ol. 31 N o. 4 A pr . 2010
基于ProCast的低压铸造汽车车轮模具型腔有限元分析
第一作者:王永山,男,1960年
生,高级工程师,从事汽车底盘
类中转向器、铝合金车轮、镁合
金材料的设计与制造及应用工
作。
图1 产品模型
下面通过更改模具的个别部位尺寸进行第二次分析,得到在凝固13 s 时的产品温度预测图和最终产品缩松预测图,如图根据产品的初始尺寸进行第一次分析,得到在凝固13 s 时的产品温度预测图和最终产品缩松预测图,如图2、3所示。
图2 初始温度预测图
图3 初始缩松示意图
图4 改进后温度预测图
图5 改进后缩松示意图
. All Rights Reserved.。
ProCAST之铸造仿真模拟软件
1.单击Boundary
Conditions/Assign Surface,弹出边界条 件定义窗口
2.单击Add,在弹出窗 口中选择要定的边 界条件
3.利用选择工具选 择边界条件的区域, 并单击Store
4.选择边界条件, 并单击Assign
重力
1. 单击Process/Gravity,弹 出重力定义窗口
ProCAST铸造仿真模 拟软件培训
材料定义
1.单击Materials/Assign, 弹出材料定义窗口
4.左键单击选择 是否为空腔
4.单击Read, 可查看该材料 的热物理性质
(如左图)
2.用左键选择上面 红色体的材料,并 单击Assign
3.右键单击,在弹出 窗口中选择该材料所 属类型
十一、材料定义
精铸模拟操作过程举例
2.用左键单击X、 Y、Z来选择重力 大小和方向
3.单击Apply
十二、运行参数设置(注:以后内容在演示过程中分别 进行讨论,不再单独列出)
1.单击Run Parameters,定 义运行参数
1.定义铸 造类型
1.定义热 力参数
1.定义求解 基本参数
1.定义流 动参数
十三、MeshCAST-模壳建立
ProCAST可以根据化学成分计算热焓曲线、固相线曲线、密度和热导率, 可计算的合金元素如下:
采用Scheil或Lever方法进行计算, Scheil和Lever对应着两个不同的微观偏 析模型,如果是Lever,应用杠杆定律,即溶质可以在熔体中完全混合。 如果是Scheil,指的是溶质在固相中完全没有扩散。Back Diffusion模型 假定溶质在固相中可以部分扩散,是介于上述两种模型之间的模型。需 要指定平均冷却速率以确定固相中的扩散量。
135.基于ProCAST软件的低压铸造充型过程的研究
基于ProCAST软件的低压铸造充型过程的研究王超 ,游龙 ,王自东,冯建,林国标,刘航(北京科技大学材料科学与工程学院,北京 100083)摘要:由于低压铸造充填速度较慢, 充型平稳, 因而充型计算采用层流模型。
论述了低压铸造充型模拟的数学模型,算法上采用目前充型过程数值模拟中应用最为普遍的方法SOLA-VOF 方法,其中SOLA 法用于求解流体的速度场和压力场, VOF 法处理自由表面。
采用UG进行三维造型,用ProCAST进行了网格划分并对铸件进行了充型过程的模拟。
关键词:低压铸造;数学模型;ProCAST;充型模拟Study of Mold Filling Simulation on Low Pressure Die Casting Basedon ProCAST SoftwareWang Chao,You Long,Wang Zidong,Feng Jian,Lin Guobiao,Liu Hang(School of Material Science and Engineering,University of Science & Technology Beijing,Beijing 100083,China)Abstract:As the low pressure die casting fills slow, smooth filling, so laminar flow model is used in filling calculated. Discusses the low pressure die casting filling simulation of mathematical model, algorithm on the filling process using numerical simulation of the current application of the most common method of SOLA-VOF method, which SOLA method used to solve the fluid velocity and pressure field, VOF solve free treatment surface. UG is used to set three-dimensional modeling, meshing with procast ,and use procast to show filling and casting process simulation.Key words:low pressure die casting;mathematical model;procas;mold filling simulation由于低压铸造具有铸件尺寸精度较高、充型平稳、充型速度可控等优点,近年来使其在铸造行业中占据着越来越重要的位置。
基于ProCAST的卧式离心铸造轧辊的充型模拟
基于ProCAST的卧式离心铸造轧辊的充型模拟摘要:本文建立了复合轧辊卧式离心铸造在充型过程中金属液流动的三维模型,采用专业的铸造软件ProCAST求解得到重力和离心力作用下的流场分布,并讨论了金属液自由液面呈偏心分布的原因,分析结果对离心铸造过程中流场的认识和工艺优化设计具有参考意义。
关键词:ProCAST 卧式离心铸造充型模拟1 前言ProCAST是一款基于强大的有限元分析的铸造过程模拟软件,它能够预测严重畸变和残余应力,并能用于半固态成形,离心铸造,消失模铸造、连续铸造等特殊工艺。
利用ProCAST对离心铸造过程进行模拟,它能够针对离心铸造过程进行流动、传热、应力耦合作出分析。
ProCAST几乎可以模拟分析任何铸造生产过程中可能出现的问题,为铸造工程师提供新的途径来研究铸造过程,使有机会看到型腔内所发生的一切,从而产生新的设计方案。
2 模型建立及运算金属液在重力作用下浇入旋转着的铸型后,由于金属液与铸型之间的摩擦力及金属液内部的粘滞力和高速旋转产生的离心力使金属液在铸型内形成中空轧辊。
(1)利用ProE三维软件作为前处理软件创建模型,创建装配模型,输出ProCAST可接受的模型或网格格式的文件,通过标准格式文件,如IGES、STL 等可以和ProCAST实现数据交换。
(2)MeshCAST对输入的IGES文件进行修复,然后生成面网格,最终产生四面体网格,生成xx.mesh文件,文件中包含节点数量、单元数量、材料数量等信息。
建立的用于模拟轧辊的卧式离心铸造的模型如图1所示,图中不同颜色反应了模型是由两部分构成:铸型和铸件。
同时显示有两种材料、110940个节点、580647个单元以及模型的长宽高等信息。
此模型中,铸型外径200mm,铸件外径180mm、高度250mm。
图 1 物理网格模型(3)PreCAST为四面体网格文件分配材料、设定界面条件、边界条件、初始条件以及模拟参数。
铸型和铸件材料分别在材料数据库中选取,先试验性的以AlSi12CuNi为铸件材料,H13为铸型材料计算,从结果可以看出ProCAST对卧式离心铸造成型的模拟是否完好,再变换成实际中生产轧辊使用的材料进行模拟,这样能节省处理材料数据的时间。
ProCAST压铸模拟仿真详细操作步骤
ProCAST压铸模拟仿真详细操作步骤1 绘制模具的三维模型绘制好模具的三维模型(可以是装配体也可以是多个零件体,但用零件体的话需要注意坐标应该对应,这里用装配体)1.1 这是简化的模具(已经将压室空腔添加到里面)1.2 这是一个简单的活塞1.3 这是装配好的模具2 划分网格前的准备工作2.1 将模具三维模型导入ProCAST软件的Visual Mesh模块打开软件切换到Visual Mesh 模块点击Open File打开保存好的装配体文件切换显示方式(为了便于查看,可以在几种显示方式之间切换)2.2 检查几何模型是否有缺陷点击check进行检查显示No problem identified点击close关闭此窗口2.3 检查并合并实体间的相交面点击check显示实体之间没有相交面点击close关闭窗口2.4 检查实体之间是否有相交点击check检查显示有一个相交点击Intersect All点击Close2.5 利用实体内的空腔生成铸件和浇注系统在volume上右键单击然后选择compute volumes(有时在进行相交操作时会自动生成)生成如图所示带有浇注系统的铸件3 划分网格3.1 划分面网格点击图标Surface Mesh设置参数如图所示点击Mesh All Surfaces生成面网格点击Close3.2 检查面网格并修复点击如图所示图标点击check修复面网格,直到显示surface mesh is ok点击Volume Mesh框选实体点击mesh点击Close3.4 检查体网格点击check显示volume mesh is ok点击close切换到Visual Cast模块在Volumes上右键单击然后选择edit设置如图所示。
数值计算Procast在铸造过程中的应用
高Nb-TiAl合金重力与离心铸造在低压涡轮叶片上数值模拟及实验验证概述:用Procast软件来模拟低压下涡轮叶片Nb-TiAl合金的重心与离心铸造。
现今的叶片组成是由真空感应熔炼炉在Ar气保护下生产。
实验验证表明模拟的结果与实验结果有很好的一致性。
对比结果告诉我们离心铸件的表面比重力铸造更完整。
在重力铸造过程中,熔融的金属最后填入最薄的尾边,导致滞流的缺陷。
进一步说,在重力铸造下,収缩孔和裂纹缺陷会更多而且还更分散。
相比下,离心铸件的内部与外部质量比重力铸件要好很多。
重力铸造的叶片从边缘到中心的微观结构没有明显的变化。
而离心铸造的叶片的微观结构比重力铸造更为出色,然而大量的树状γ出现在离心铸造中,这是由于离心铸造件表面的快速冷却速率过快导致。
1.介绍为了获得高的强度,出色的高温性能和好的抗氧化性能,TiAl基的金属合金是潜在的高温结构材料在航空航天和汽车应用,例如低压涡轮叶片、涡轮增压器以及排气阀。
高含量的Nb添加提高了服役温度、强度以及抗氧化性能。
然而,高含量Nb 与TiAl合金在室温下延展性很差,导致低的接卸性能,这限制了工业生产。
熔模铸造可以生产优秀的铸件带着一点点机械性能,所以是生产TiAl合金的优先方法。
然而,铸造的Ti-Al合金有危害特性像大的凝固收缩,高的化学活性和低的延展性,导致滞流,孔隙度和裂纹缺陷。
为了得到高质量的铸件,选择合适的铸造流程和技术参数。
考虑到效率和成本,传统的试错法不再适合现今的工业发展,不仅由于高额的成本还有较长实验的时间。
数值模拟技术相比比常规实验和错误的方法,在铸造缺陷例如收缩和裂纹上表现出较好的优越性。
本次工作,用数值模拟方法来研究高Nb-TiAl合金的叶片铸件的熔模铸造,包括重力和离心工艺过程。
真实的实验被用来验证模拟结果和分析铸件中出现的缺陷。
对比与学习这两种过程的微观结构。
2.实验方法2.1铸造模拟的数学模型流动的金属液被假定为不可被压缩的牛顿流体,在浇筑和凝固中的控制方程给定如下:Navier-stokes方程:连续方程:热传递方程:ρ是密度;u、v、w是速度向量;t是时间;μ是液态金属动态粘度;g x、g y、g z是分别在x、y、z重力加速度向量;P是压力;Cp是液态金属的比热;λ是导热系数;L是潜伏热;fs是在凝固阶段的固相比。
procast凝固模拟简介
ProCAST凝固模拟简介1.1 序ProCAST软件是由美国USE公司开发的铸造过程的模拟软件,采用基于有限元(FEM)的数值计算和综合求解的方法,对铸件充型、凝固和冷却过程中的流场、温度场、应力场、电磁场进行模拟分析。
1.2 ProCAST适用范围ProCAST适用于砂型铸造、消失模铸造; 高压、低压铸造; 重力铸造、倾斜浇铸、熔模铸造、壳型铸造、挤压铸造; 触变铸造、触变成型、流变铸造。
由于采用了标准化的、通用的用户界面,任何一种铸造过程都可以用同一软件包ProCAST TM进行分析和优化。
它可以用来研究设计结果,例如浇注系统、通气孔和溢流孔的位置,冒口的位置和大小等。
实践证明ProCAST TM可以准确地模拟型腔的浇注过程,精确地描述凝固过程。
可以精确地计算冷却或加热通道的位置以及加热冒口的使用。
1.3 ProCAST 材料数据库ProCAST TM可以用来模拟任何合金,从钢和铁到铝基、钴基、铜基、镁基、镍基、钛基和锌基合金,以及非传统合金和聚合体。
ESI旗下的热物理仿真研究开发队伍汇集了全球顶尖的五十多位冶金、铸造、物理、数学、计算力学、流体力学和计算机等多学科的专家,专业从事ProCAST和相关热物理模拟产品的开发。
得益于长期的联合研究和工业验证,使得通过工业验证的材料数据库不断地扩充和更新,同时,用户本身也可以自行更新和扩展材料数据。
除了基本的材料数据库外,ProCAST还拥有基本合金系统的热力学数据库。
这个独特的数据库使得用户可以直接输入化学成分,从而自动产生诸如液相线温度、固相线温度、潜热、比热和固相率的变化等热力学参数。
1.4 ProCAST 模拟分析能力可以分析缩孔、裂纹、裹气、冲砂、冷隔、浇不足、应力、变形、模具寿命、工艺开发及可重复性。
ProCAST几乎可以模拟分析任何铸造生产过程中可能出现的问题,为铸造工程师提供新的途径来研究铸造过程,使他们有机会看到型腔内所发生的一切,从而产生新的设计方案。
基于ProCAST的主轴箱铸造工艺数值模拟及优化
基于ProCAST的主轴箱铸造工艺数值模拟及优化主轴箱采用多级齿轮传动,通过一定的传动系统,经主轴箱内各个位置上的传动齿轮和传动轴,最后把动力传到主轴上,使主轴获得规定的转速和方向[1]。
其工作性能的好坏直接影响到机床运行的可靠性和安全性。
因此,对箱体的力学性能有较高要求。
工厂中,箱体与其他部件装配在恒温室进行,可见对其精度有较高要求。
因此在工艺设计中,需保证铸件精度与质量,在此前提之下,考虑成本的降低与工艺中污染的减少。
采用数值模拟软件对铸件的温度场、流场以及凝固过程进行模拟计算,能够有效预测铸造过程中出现缺陷的具体位置以及大小,并可以通过优化工艺参数有效地消除这些缺陷。
与传统的“经验+试制”的方法确定铸造工艺参数相比,数值模拟技术能够大大缩短开发周期,降低开发成本,是目前最具竞争力的铸造工艺研究方法,得到行业的一致认可[2~4]。
合肥工业大学刘继飞等[5]运用ProCAST仿真软件对低合金钢大转轴铸件进行了仿真分析,并结合温度场、凝固场的模拟结果分析缺陷产生的部位以及原因,优化了工艺参数后减少了缺陷,提高了铸件的合格率。
邢甜甜等[6]利用仿真软件对铝合金横梁铸造过程进行了模拟,分析了横梁缺陷产生的原因,并提出了合理有效的解决方法。
笔者运用UG软件对铸件进行三维模型设计并导入到模拟软件ProCAST中,对主轴箱充型和凝固过程进行模拟仿真,通过分析铸件的凝固时间以及固相分数模拟结果,预测铸件缺陷可能产生的位置和原因,最后改进并优化工艺方案,提高铸件质量,满足铸件使用要求。
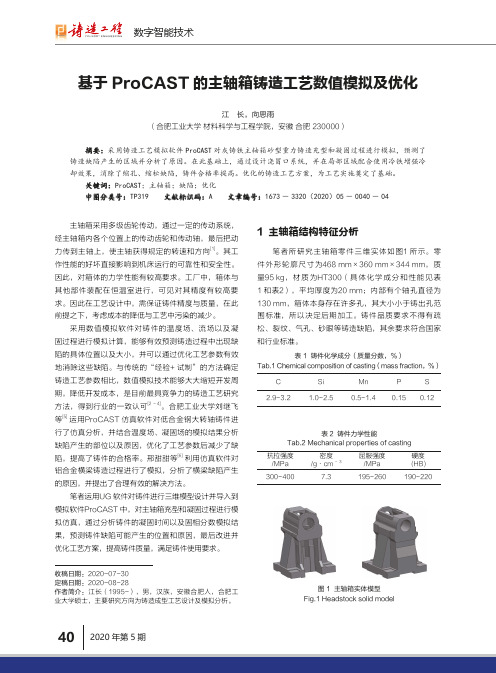
1 主轴箱结构特征分析笔者所研究主轴箱零件三维实体如图1所示。
零件外形轮廓尺寸为468 mm×360 mm×344 mm,质量95 kg,材质为HT300(具体化学成分和性能见表1和表2),平均厚度为20 mm;内部有个轴孔直径为130 mm,箱体本身存在许多孔,其大小小于铸出孔范围标准,所以决定后期加工。
铸件品质要求不得有疏松、裂纹、气孔、砂眼等铸造缺陷,其余要求符合国家和行业标准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于ProCAST的卧式离心铸造轧辊的充型模拟
摘要:本文建立了复合轧辊卧式离心铸造在充型过程中金属液流动的三维模型,采用专业的铸造软件ProCAST求解得到重力和离心力作用下的流场分布,并讨论了金属液自由液面呈偏心分布的原因,分析结果对离心铸造过程中流场的认识和工艺优化设计具有参考意义。
关键词:ProCAST 卧式离心铸造充型模拟
1 前言
ProCAST是一款基于强大的有限元分析的铸造过程模拟软件,它能够预测严重畸变和残余应力,并能用于半固态成形,离心铸造,消失模铸造、连续铸造等特殊工艺。
利用ProCAST对离心铸造过程进行模拟,它能够针对离心铸造过程进行流动、传热、应力耦合作出分析。
ProCAST几乎可以模拟分析任何铸造生产过程中可能出现的问题,为铸造工程师提供新的途径来研究铸造过程,使有机会看到型腔内所发生的一切,从而产生新的设计方案。
2 模型建立及运算
金属液在重力作用下浇入旋转着的铸型后,由于金属液与铸型之间的摩擦力及金属液内部的粘滞力和高速旋转产生的离心力使金属液在铸型内形成中空轧辊。
(1)利用ProE三维软件作为前处理软件创建模型,创建装配模型,输出ProCAST可接受的模型或网格格式的文件,通过标准格式文件,如IGES、STL 等可以和ProCAST实现数据交换。
(2)MeshCAST对输入的IGES文件进行修复,然后生成面网格,最终产生四面体网格,生成xx.mesh文件,文件中包含节点数量、单元数量、材料数量等信息。
建立的用于模拟轧辊的卧式离心铸造的模型如图1所示,图中不同颜色反应了模型是由两部分构成:铸型和铸件。
同时显示有两种材料、110940个节点、580647个单元以及模型的长宽高等信息。
此模型中,铸型外径200mm,铸件外径180mm、高度250mm。
图 1 物理网格模型
(3)PreCAST为四面体网格文件分配材料、设定界面条件、边界条件、初始条件以及模拟参数。
铸型和铸件材料分别在材料数据库中选取,先试验性的以AlSi12CuNi为铸件材料,H13为铸型材料计算,从结果可以看出ProCAST对卧式离心铸造成型的模拟是否完好,再变换成实际中生产轧辊使用的材料进行模拟,这样能节省处理材料数据的时间。
在边界条件中,主要设置包括:铸型转速为900r/min,铸型的外轮廓设为自然空冷,施加浇注速度为0.15m/s,浇注温度为900K。
初始温度为室温。
(4)DataCAST检查模型以及PreCAST中对模型的定义是否有错误,若有错误则输出错误信息,若无错误则将所有模型的信息转化为二进制。
(5)ProCAST对铸造过程模拟分析计算。
(6)ViewCAST显示铸造过程模拟分析结果。
图2是在整个模型在中心纵截面处的金属液自由液面分布图。
由图可以看出,铸件在入口处最厚,沿着铸件
长度方向越来越薄。
造成铸件在长度方向薄厚不一致的主要原因在于实际生产中,卧式离心铸造都是利用一个漏斗将金属液直接输送到铸型中前部位置,而不是沿着铸型入口壁流到铸型内部,这样的话经过高速旋转,推迟了金属液沿长度方向浇注的速度,引起金属液在入口的累积。
图 2 充型一定时间的流场分布
3 结果讨论
建立更加符合实际生产的三维网格模型,同时考虑空气对铸件成型的影响,在流动和温度的耦合下计算出更加符合实际的流场分布,使得能够准确的预测成型后铸件内部形态,为工艺改进提供依据。
参考文献:
[1]李日. 铸造工艺仿真ProCAST从入门到精通[M]. 北京:中国水利水电出版社.2010
[2]王勖成,邵敏. 有限单元法基本原理和数值方法[M].北京:清华大学出版社.1997。