HASS机床操作全本
哈斯机床安全操作规程080707
HAAS机床安全操作规程1. 岗前培训:操作者须熟悉本机床的结构、性能、加工规范、操作程序和维护保养规程,并在工作中严格遵循本安全操作规程。
严禁未经专业培训的人员操作机床,因操作失误引起的机床损坏不在保修范围之内。
2.着装要求:工作前须穿戴好规定的劳保用品,如安全鞋、防护眼镜或安全面罩,请勿穿着宽松衣服或戴手套,女性必须把长发盘入工作帽内,以免卷入机床而造成危险。
3.开启前检查:检查设备各部位情况,确定在危险区域及工作空间内无闲杂人员或杂物。
开动机床并低速空运转预热约10分钟,按《HAAS日常保养记录表》对规定的项目进行点检并记录,确认无误后才能开始工作。
4. 装夹要求:工作前检查使用的刀具、刀柄、刀座是否符合机床的要求,若发现刀具有磨损或破损应及时更换,检查夹具各功能状态是否正常。
装夹工件、刀具及夹具应轻拿轻放,防止撞伤工作台面,防止刀具、夹具与主轴之间的干涉。
确认刀具夹紧后才能启动主轴,主轴停止运转后才能进行刀具装卸。
加工前应要进行空运行和试切削,保证刀具、夹具夹持牢固可靠。
5. 电源开关:接入电源时,应当先打开机床电气柜的总开关,再打开控制面板上的电源开关;严禁更改或删除机床系统文件,切断电源时按相反顺序操作。
6. 开机后检查:6.1. 检查机床坐标回零是否正常;6.2. 若有报警信息应及时排除报警;6.3. 检查机床的外围设备是否正常;6.4. 检查机床换刀机械手及刀库位置是否正确;6.5. 检查机床润滑系统工作是否正常,特别是主轴出油情况。
若油量低于最低油量警告线,应马上添加。
如果机床长时间未开动,可先采用手动方式向各润滑部位供油润滑;6.6. 检查空气压力是否达到机床要求(进气口压力在85psi-95psi,压降不超过10psi);6.7. 对于数控车床的三爪卡盘,每班使用前均通过油孔手动注油,以防因缺油而过早丧失精度。
液压尾座不使用时,必须关闭相应的压力阀并卸下顶尖保存好,顶尖锥孔内要涂抹防锈油。
哈斯机床安全操作规程

HAAS 机床安全操作规程操作者在操作所有机床时都会充满风险,例如在旋转零件、皮带或滑轮的时候,或处于高压电流、噪音、压缩空气的环境当中。
因此操作CNC机床及其部件时,必须遵守基本安全规范,以减少身体伤害及机械损坏的机率。
重要——此机床仅由接受过“操作手册及机床说明”内容培训的技术人员操作,以增强机床操作的安全性。
操作机床前请阅读以下内容◆只有经授权的技术人员才能操作机床,未经专业培训的人员操作机床无论对于自己还是对于机床都具有极大的风险。
另外,操作失误引起的机床损坏不属保修范围之内。
◆在操作机床之前务必仔细检查是否有损坏的零件或刀具。
如有,须由经专业培训的工程师修理好或更换好。
若检测到任一零件运行不当,必须马上停止操作机床,并尽快联系您的车间主管反映此情况。
◆操作机床时必须使用眼睛及耳朵安全保护装置。
我们推荐ANSI(安全护目镜)及OSHA(护耳罩),以避免眼睛损害及耳朵失聪。
◆请务必在机床门紧闭或门开关锁紧的情况下操作机床。
切削时如果门没关紧会引起操作人员严重损伤,因为当程序还在执行时,机床工作台及主轴头仍可以随时往任何方向快速移动。
◆“紧急停止按钮”(也叫“紧急电源关闭按钮”)就是控制面板上那个大的圆的红色按钮。
按此按钮可以立即停止机床、伺服马达、刀库及冷却泵的所有动作。
在紧急情况中使用“紧急停止按钮”可以避免机床撞机现象。
◆除了在安装或维修的情况下,电气柜的门都必须关闭,电气柜上的三个旋钮也必须处于保护状态下。
而在安装或维修时,仅具有专业培训资格的电工才可以打开电气柜。
当主断路器打开时,电气柜会有强大的电流通过(包括电路板及逻辑电路),另外一些部件也会处于高电压下运作。
因此,安全防范及安全操作十分必需。
一旦机床安装后,电气柜必须锁紧,钥匙也仅给专业工程师保管。
◆切勿用任何方式去改装此台设备。
假若不得不进行一些改造,必须交由HAAS公司来处理进行。
因为所有HAAS铣床或切削中心的改造都可能会导致人身伤害及/或机械损坏,且不属保修范围之内。
CNC哈斯机器操作指南

开机启动 Start Up Procedure
1. 在关机状态下,按绿色的“Power On(开机)”按钮,机器随之进入 启动状态,请耐心等待。 If the machine is off, press the green “POWER ON” button. This will begin a startup cycle that may take a few minutes to complete.
5. 按“SELECT PROG(选择程序)”键。 Press “SELECT PROG” key.
18
从USB导入程序 Loading a Program into Memory From USB
显示屏上会显示程序内容。如果程序内容背景色是蓝色,按两次“MEM (记忆)”按键使其转换为白色。只有当程序内容背景色为白色时,才表 示程序即将启动。 The program will appear in the upper left window of the display screen. A white background means the program is ready to run. If the background is blue, press “MEM” key to activate.
31
使用对刀仪设置刀具长度
Using Touch Setter to Set Tool Length
7. 按“ENTER(输入)”键。 Press the “ENTER” key.
32
使用对刀仪设置刀具长度
Using Touch Setter to Set Tool Length
8. 利用方向键在屏幕上选择刀具种类:铣刀,钻头,丝攻。选好以后, 按“ENTER(输入)”键。
HAAS 龙门加工中心 操作手册附录
电源 哈斯断路器 如果电气柜离配电箱的距 离少于 100 英尺,使用: 如果电气柜离配电箱的距 离超过 100 英尺,使用:
拧动 A 组的三个校准螺丝(先从靠电控柜一边的二个螺丝开始),直到底座超出地面 2½" 到 3" 为止。按个调整, 使每个校准螺丝拧紧程度相同。现在使用相同方式,调整 B 组中的校准螺丝,和把锁紧螺母拧在 6 个校准螺栓上, 但不要一下子拧紧。
A
A
B
B
Le螺ve丝lin校g s准cr(ew为s (了ta更ble直re观m,ove略d 除for工cl作ar台ity))
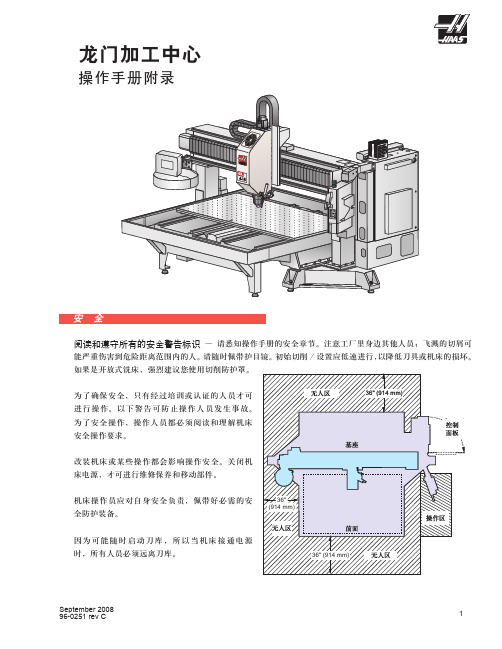
改装机床或某些操作都会影响操作安全。关闭机 床电源,才可进行维修保养和移动部件。
机床操作员应对自身安全负责,佩带好必需的安 全防护装备。
因为可能随时启动刀库,所以当机床接通电源 时,所有人员必须远离刀库。
Say Clear Say Clear
36" (914 mm) 36" (914 mm)
Base Casting Base Casting
4. 手轮推动工作台到机床另一侧。如果气泡跑到水平仪右侧,表明机床前右端太高。相反,如果气泡偏左侧, 表明机床前左端高。按需进行调节。
September 2008
N9o6v-0e2m5b1errev20C05 96-0251 rev C
5
5. 按步骤,校准螺栓以小增量调节 — 1/4 转,1/8 转,和更小。同样校准机床时,应确保基座各角上的三 个螺丝受力均等。 重复这些步骤,直到机床校平。当校平完成,拧紧校准螺丝上的锁紧螺母。拧紧两个校准螺栓(在机床前脚上) 这样与基座贴合却无过大压力。检查所有螺栓与底脚是否紧密相连。建议安装后几天,检查校准螺栓。因为基 座平整影响到机床稳定性。
HASS加工中心四轴操作结构手册
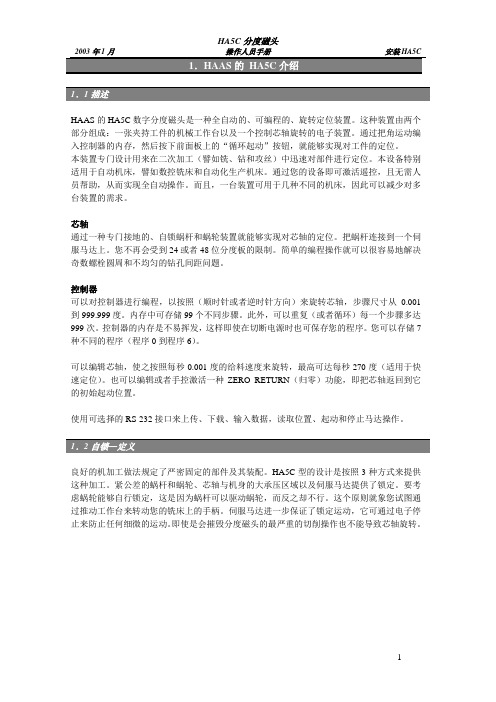
HAAS的HA5C数字分度磁头是一种全自动的、可编程的、旋转定位装置。
这种装置由两个部分组成:一张夹持工件的机械工作台以及一个控制芯轴旋转的电子装置。
通过把角运动编入控制器的内存,然后按下前面板上的“循环起动”按钮,就能够实现对工件的定位。
本装置专门设计用来在二次加工(譬如铣、钻和攻丝)中迅速对部件进行定位。
本设备特别适用于自动机床,譬如数控铣床和自动化生产机床。
通过您的设备即可激活遥控,且无需人员帮助,从而实现全自动操作。
而且,一台装置可用于几种不同的机床,因此可以减少对多台装置的需求。
芯轴通过一种专门接地的、自锁蜗杆和蜗轮装置就能够实现对芯轴的定位。
把蜗杆连接到一个伺服马达上。
您不再会受到24或者48位分度板的限制。
简单的编程操作就可以很容易地解决奇数螺栓圆周和不均匀的钻孔间距问题。
控制器可以对控制器进行编程,以按照(顺时针或者逆时针方向)来旋转芯轴,步骤尺寸从0.001到999.999度。
内存中可存储99个不同步骤。
此外,可以重复(或者循环)每一个步骤多达999次。
控制器的内存是不易挥发,这样即使在切断电源时也可保存您的程序。
您可以存储7种不同的程序(程序0到程序6)。
可以编辑芯轴,使之按照每秒0.001度的给料速度来旋转,最高可达每秒270度(适用于快速定位)。
也可以编辑或者手控激活一种ZERO RETURN(归零)功能,即把芯轴返回到它的初始起动位置。
使用可选择的RS-232接口来上传、下载、输入数据,读取位置、起动和停止马达操作。
良好的机加工做法规定了严密固定的部件及其装配。
HA5C型的设计是按照3种方式来提供这种加工。
紧公差的蜗杆和蜗轮、芯轴与机身的大承压区域以及伺服马达提供了锁定。
要考虑蜗轮能够自行锁定,这是因为蜗杆可以驱动蜗轮,而反之却不行。
这个原则就象您试图通过推动工作台来转动您的铣床上的手柄。
伺服马达进一步保证了锁定运动,它可通过电子停止来防止任何细微的运动。
即使是会摧毁分度磁头的最严重的切削操作也不能导致芯轴旋转。
hass加工中心操作指导书
加工中心操作指导书开机1.按机床控制面板左上角的绿色POWER ON按钮;2.将急停按钮旋起;3.按RESET键解除报警,屏幕上会出现“操作门”字样;4.打开门看工作台上是否有物体在回零过程中撞门或撞轴,如有先将撞门的物体移除;5.关上操作门,按POWERUP/RESTER键,使机床所有轴回原点。
编程(操作说明书第31至34页)1.按LIST PROG键后会显示所有的存储在机床内的程序2.按上下键使光标上下移动,或按PAGE UP,PAGE POWN翻页选择程序3.按SELECT PROG将光标选择的程序打开4.按EDIT键使打开的程序进入编辑模式,即可对程序进行编辑修改5.在输入栏里输入正确的指令后,按WRITE/ENTER或INSERT键即可将指令输入进程序里,6.在输入栏里输入正确的指令后,按ALTER可使输入栏里的指令将程序中光标里的指令替换掉7.按DELETE键可将程序里光标里的指令删除,按UNDO键可将删除的指令恢复,最多恢复十次(十个代码,超过无法恢复)。
新建程序i.按LIST PROG键后会显示所有的存储在机床内的程序1.按O(字母)键,然后输入四位数字nnnn,按WRITE/ENTER键。
这时就会产生一个程序名为Onnnn的程序。
所有程序名必须按照这个规则。
将U盘里的程序拷入机床1.将U盘插入机床,按LIST PROG键,再按CANCEL机床上会出现“内存”和“U盘”按左右移动键,将光标移至“U盘”按WRITE/ENTER 键进入U盘,通过按上下移动键移动光标至将要调出的程序文件夹,按WRITE/ENTER键进入文件夹,再通过按上下移动键移动光标至将要调出的程序,按WRITE/ENTER键选中程序(选中的程序前会出现对勾,一次可选一个或多个程序),按F2键,再按WRITE/ENTER键,程序就导入到机床内存里了。
2.将内存里的程序导入到U盘里也是如此。
3.如果要拷贝的程序大于机床系统剩余内存空间(超过1M),这时可以考虑不将程序调入内存,直接从U盘调用加工,这种方法不能在机床模拟走刀路线,也不能在EDIT模式下进行修改,所以使用这种方法是一定要先在软件上模拟走刀路线。
西格玛数控车床操作规程

西格玛数控车床操作规程西格玛数控车床操作规程第一章操作前准备1. 车床操作人员必须穿戴好个人防护用品,包括工作服、工作帽、工作鞋、防护眼镜、口罩等。
确保安全操作。
2. 检查车床的电源线是否正常,接地是否良好,机床各部位是否处于正常工作状态。
3. 检查车床上的工作夹具、测量工具等是否齐全并处于良好的工作状态。
4. 根据加工零件的要求,选择合适的刀具和刀柄,并进行正确安装。
第二章车床操作1. 车床操作人员要严格按照工艺要求操作,不得随意修改加工程序和参数。
2. 在操作过程中,要保持专注并集中注意力,严禁饮酒、吸烟、聊天等与工作无关的行为。
3. 在开机前,要将工作台和滑板上的杂物清理干净,确保无碰撞和卡阻现象。
4. 开机前需要进行空转试车,确保机床运行正常,无异常声音和振动。
5. 启动车床后,要观察各部位的运行状况,确保机床各功能正常并处于安全状态。
6. 加工时要控制车刀的进给速度和切削深度,避免超越工艺要求造成不良影响。
7. 在车床加工过程中,要及时观察加工情况,发现问题及时暂停,查找原因并进行处理。
第三章安全操作规范1. 在转速高的情况下,不得使用手挡料、擦拭物料等行为,以防止发生意外。
2. 禁止使用手直接接触车床运动部件,如滑板、主轴、进给伺服等。
3. 车床操作人员禁止随意更改系统参数,如坐标轴运动速度、加工工艺等。
4. 加工过程中要远离刀具和加工区域,防止发生意外伤害。
5. 在加工过程中,严禁随意更换刀具、调整刀刃,必须停止车床并断电后进行。
6. 加工完成后,要及时清理车床、工作台和加工区域,保持整洁。
第四章故障处理1. 当车床出现异常声音、振动、停止运转等情况时,要立即停车并通知维修人员。
2. 不得擅自拆卸车床的任何部件,维修人员到达后进行处理。
3. 在故障处理期间,要及时向上级汇报和记录故障情况和处理过程。
第五章安全注意事项1. 在操作车床时,严禁穿戴松散的衣物、长发散乱,防止被卷入运动部件。
CNC哈斯机器操作指南
预热主轴 Spindle Warm Up
5. 按绿色的“CYCLE START(循环启动)”键。 Press the green “CYCLE START” button to run.
13
从USB导入程序 Loading a Program into Memory From USB
1. HASS机器本身内存较小,程序可以通过远程连接或者从USB记忆卡传送 到机器上。按下“LIST PROG(程序清单)”按键。 Programs can be run remotely from a server or locally from a USB memory stick. The Haas machine does not contain internal memory for cutting programs. Press “LIST PROG” key.
26
重启机器和继续按照程序工作
Restart the Machine and Continue with Program
3. 按“CYCLE START(循环启动)”键使机器恢复工作。 Press green “CYCLE START” button to resume.
27
使用对刀仪设定刀具长度
Байду номын сангаас24
重启机器和继续运行程序
Restart the Machine and Continue with Program
1. 检查待机状态下主轴的方向,然后关门,根据需要按“CW/FWD(正 转)”或者“CCW/REV(反转)”使主轴正转或反转。 Close door, and press “FWD” key for spindle forward or “REV” for spindle reverse depending on the direction when you stopped the spindle.
HASS立式加工中心控制键功能说明
机床启动/关闭机床的启动:拉上电闸→按下紧急停止(EMERGENCY STOP)→按下通电按钮(POWER ON 绿色按键)→机床启动后后拉上紧急停止(EMERGENCY STOP)按钮→重复按“复位”键(RESET)消除警报→按“当前指令”键(CURNT COMDS)可显示当前程序细节机床轴回零:启动后必须先对机床的轴回零后才能进行其他机械操作。
按下“回零”键(ZERO RET)进入回零模式→按下“所有轴”按钮(ALL AXES)则X.Y.Z轴返回到机床原点。
按下“回零”键(ZERO RET)进入回零模式→输入需要回零的轴的名称(X.Y.Z)→按下“单轴”按钮(SINGL AXES)则该轴返回机床原点。
机床的关闭:按下紧急停止(EMERGENCY STOP)→按下断电按钮(POWER OFF 红色按钮)→拉下电闸主要键位的说明和功能CYCLE START (循环开始):运行一个程序,也可以在图形模式下开始程序。
FEED HOLD(进给暂停):停止所有轴的运动。
注意:主轴仍然继续传动。
RESET(复位):机床停止(轴,主轴,冷却泵和换刀装置停止运行)。
POWER UP/RESTART(加电/重新启动):按下此键,轴会恢复到机床零点位置,更换刀具。
RESTORE(恢复):此键是非正常停止时,帮助操作者恢复刀具交换。
MEMORY LOCK KEY SWITCH(存储器锁定器开关):在转到锁定位时可防止操作员对程序进行编辑和修改设置。
SECOND HOME BUTTON(第二原位按钮):加速所有轴到工作补偿G129指定的坐标。
步骤如下:首先Z轴回到机床零点;然后移动X和Y轴;之后,Z轴移动到它的第二原点。
除DNC模式,该功能在所有模式中都能进行。
WORK LIGHT SWITCH(工作灯开关):开启机床内的工作灯。
功能键(FUNCTION KEYS)F1-F4: 根据不同的操作模式,这些键有不同的功能。
HASS初始化步骤
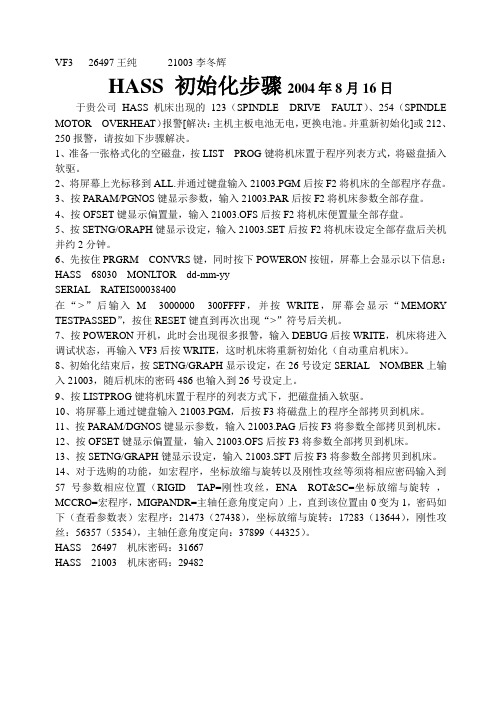
VF3 26497王纯21003李冬辉HASS 初始化步骤2004年8月16日于贵公司HASS机床出现的123(SPINDLE DRIVE FAULT)、254(SPINDLE MOTOR OVERHEA T)报警[解决:主机主板电池无电,更换电池。
并重新初始化]或212、250报警,请按如下步骤解决。
1、准备一张格式化的空磁盘,按LIST PROG键将机床置于程序列表方式,将磁盘插入软驱。
2、将屏幕上光标移到ALL.并通过键盘输入21003.PGM后按F2将机床的全部程序存盘。
3、按PARAM/PGNOS键显示参数,输入21003.PAR后按F2将机床参数全部存盘。
4、按OFSET键显示偏置量,输入21003.OFS后按F2将机床便置量全部存盘。
5、按SETNG/ORAPH键显示设定,输入21003.SET后按F2将机床设定全部存盘后关机并约2分钟。
6、先按住PRGRM CONVRS键,同时按下POWERON按钮,屏幕上会显示以下信息:HASS 68030 MONLTOR dd-mm-yySERIAL RA TEIS00038400在“>”后输入M 3000000 300FFFF,并按WRITE,屏幕会显示“MEMORY TESTPASSED”,按住RESET键直到再次出现“>”符号后关机。
7、按POWERON开机,此时会出现很多报警,输入DEBUG后按WRITE,机床将进入调试状态,再输入VF3后按WRITE,这时机床将重新初始化(自动重启机床)。
8、初始化结束后,按SETNG/GRAPH显示设定,在26号设定SERIAL NOMBER上输入21003,随后机床的密码486也输入到26号设定上。
9、按LISTPROG键将机床置于程序的列表方式下,把磁盘插入软驱。
10、将屏幕上通过键盘输入21003.PGM,后按F3将磁盘上的程序全部拷贝到机床。
11、按PARAM/DGNOS键显示参数,输入21003.PAG后按F3将参数全部拷贝到机床。
哈斯(haas)加工中心操作手册.do

操作员控制面板.............................................................................................................................. 9
实时计时器 .................................................................................................................................... 12
显示
................................................................................................................................ 30
行程限制 ������.......................................................................................................... 44
铣刀补偿 ........................................................................................................................................ 86
高级编辑 ...................................................................................................................................... 98
HASS加工中心四轴操作结构手册
HAAS的HA5C数字分度磁头是一种全自动的、可编程的、旋转定位装置。
这种装置由两个部分组成:一张夹持工件的机械工作台以及一个控制芯轴旋转的电子装置。
通过把角运动编入控制器的内存,然后按下前面板上的“循环起动”按钮,就能够实现对工件的定位。
本装置专门设计用来在二次加工(譬如铣、钻和攻丝)中迅速对部件进行定位。
本设备特别适用于自动机床,譬如数控铣床和自动化生产机床。
通过您的设备即可激活遥控,且无需人员帮助,从而实现全自动操作。
而且,一台装置可用于几种不同的机床,因此可以减少对多台装置的需求。
芯轴通过一种专门接地的、自锁蜗杆和蜗轮装置就能够实现对芯轴的定位。
把蜗杆连接到一个伺服马达上。
您不再会受到24或者48位分度板的限制。
简单的编程操作就可以很容易地解决奇数螺栓圆周和不均匀的钻孔间距问题。
控制器可以对控制器进行编程,以按照(顺时针或者逆时针方向)来旋转芯轴,步骤尺寸从0.001到999.999度。
内存中可存储99个不同步骤。
此外,可以重复(或者循环)每一个步骤多达999次。
控制器的内存是不易挥发,这样即使在切断电源时也可保存您的程序。
您可以存储7种不同的程序(程序0到程序6)。
可以编辑芯轴,使之按照每秒0.001度的给料速度来旋转,最高可达每秒270度(适用于快速定位)。
也可以编辑或者手控激活一种ZERO RETURN(归零)功能,即把芯轴返回到它的初始起动位置。
使用可选择的RS-232接口来上传、下载、输入数据,读取位置、起动和停止马达操作。
良好的机加工做法规定了严密固定的部件及其装配。
HA5C型的设计是按照3种方式来提供这种加工。
紧公差的蜗杆和蜗轮、芯轴与机身的大承压区域以及伺服马达提供了锁定。
要考虑蜗轮能够自行锁定,这是因为蜗杆可以驱动蜗轮,而反之却不行。
这个原则就象您试图通过推动工作台来转动您的铣床上的手柄。
伺服马达进一步保证了锁定运动,它可通过电子停止来防止任何细微的运动。
即使是会摧毁分度磁头的最严重的切削操作也不能导致芯轴旋转。
HASS加工中心四轴操作结构手册
HAAS的HA5C数字分度磁头是一种全自动的、可编程的、旋转定位装置。
这种装置由两个部分组成:一张夹持工件的机械工作台以及一个控制芯轴旋转的电子装置。
通过把角运动编入控制器的内存,然后按下前面板上的“循环起动”按钮,就能够实现对工件的定位。
本装置专门设计用来在二次加工(譬如铣、钻和攻丝)中迅速对部件进行定位。
本设备特别适用于自动机床,譬如数控铣床和自动化生产机床。
通过您的设备即可激活遥控,且无需人员帮助,从而实现全自动操作。
而且,一台装置可用于几种不同的机床,因此可以减少对多台装置的需求。
芯轴通过一种专门接地的、自锁蜗杆和蜗轮装置就能够实现对芯轴的定位。
把蜗杆连接到一个伺服马达上。
您不再会受到24或者48位分度板的限制。
简单的编程操作就可以很容易地解决奇数螺栓圆周和不均匀的钻孔间距问题。
控制器可以对控制器进行编程,以按照(顺时针或者逆时针方向)来旋转芯轴,步骤尺寸从0.001到999.999度。
内存中可存储99个不同步骤。
此外,可以重复(或者循环)每一个步骤多达999次。
控制器的内存是不易挥发,这样即使在切断电源时也可保存您的程序。
您可以存储7种不同的程序(程序0到程序6)。
可以编辑芯轴,使之按照每秒0.001度的给料速度来旋转,最高可达每秒270度(适用于快速定位)。
也可以编辑或者手控激活一种ZERO RETURN(归零)功能,即把芯轴返回到它的初始起动位置。
使用可选择的RS-232接口来上传、下载、输入数据,读取位置、起动和停止马达操作。
良好的机加工做法规定了严密固定的部件及其装配。
HA5C型的设计是按照3种方式来提供这种加工。
紧公差的蜗杆和蜗轮、芯轴与机身的大承压区域以及伺服马达提供了锁定。
要考虑蜗轮能够自行锁定,这是因为蜗杆可以驱动蜗轮,而反之却不行。
这个原则就象您试图通过推动工作台来转动您的铣床上的手柄。
伺服马达进一步保证了锁定运动,它可通过电子停止来防止任何细微的运动。
即使是会摧毁分度磁头的最严重的切削操作也不能导致芯轴旋转。
HASS机床操作技巧

操控技巧编辑关于如何充分利用哈斯CNC机床的控制提示。
多年来,只有拥有哈斯设备的设备与操作员才清楚哈斯CNC机床的使用非常简单,但现在这一点已广为人知。
一项独立的市场调查显示,业界的专业人士将哈斯控制设备列为最具用户友好特点的设备。
这里我们将为您展示其中的一些重点。
在哈斯控制设备的不同页面浏览时,使用最频繁的莫过于光标箭头以及为了在设置页面中查找机床设置,您只需在输入缓冲器中输入设置编号,然后按下向下箭头。
很明显,PAGE UP/ DOWN按键可用于在前页或者后页之间切换。
•PRGRM页面显示当前(活动)程序。
•POSIT显示4种不同的位置页面,以显示真实定位以及参考定位。
•轻松管理刀具、工件以及磨损坐标。
•CURNT COMDS页面中的上/下页按键可显示完整的机床信息列表,包括活动的程序。
•机床通过ALARM页面将信息发送给操作员。
•您可将自己的信息公布在MESGS页面上。
•哈斯服务技术人员使用“参数及诊断”页面。
•SETNG页面列出机床设置(可根据需要进行更改),GRAPHICS页面可用于避免碰撞。
•HELP/CALC页面可提供解答。
PRGM/CONVRS页面程序检查-在PRGRM页面中,程序检查功能可通过光标浏览,在显示屏幕右侧查看活动的程序,还可在屏幕左侧查看该程序的运行情况。
要打开程序检查功能,按下F4即可(必须在MEM模式中)。
背景编辑-该功能可用于从PRGRM页面中,在程序运行时编辑程序(在MEM模式中)。
输入您希望编辑的程序编号(Onnnnn)并按下F4。
此后,您可对现有程序、新程序甚至正在运行的程序执行简单的编辑(插入、更改、删除以及撤消)。
但是,对正在运行的程序进行编辑只有在使用M30或复位功能结束程序循环后才可生效。
位置页面DIST-TO-GO页面上的Quick Zero – 您可使用Distance To Go屏幕快速归零位置页面,以便执行参考运动。
在HAND JOG模式以及位置页面中,按下任何操作模式按键(EDIT, MEM, 等等),然后返回手轮缓进。
机械工程及自动化专业外文翻译--HASS机床安全操作说明书
中文译文:HASS机床安全操作说明书注意安全!不要在工作中疏忽大意。
所有的铣床,当它们工作时其旋转部件、传动带和皮带轮、高压电、噪声以及压缩空气都包含着危险的因素。
所以当使用数空机床或它们的部件时,基本的安全预防措施是必须要做的。
以减少工作时对人员的伤害和机器的损坏。
注意:本机床只能由受过专业培训的,且熟悉机床手册及机床操作安全说明书的人员操作使用。
安全措施的内容用户安全操作说明 (4)机器的维修 (4)安全标示 (4)自动化装置 (4)机器的安全防护 (4)旋转部件 (5)钻屑 (5)危险电压 (5)程序检验 (5)高温区域 (5)机器意识 (5)合适的服装 (5)工具 (6)眼睛的保护 (6)供电电源 (6)切屑液 (6)固定装置 (6)保持清洁 (6)危险时的警报及采取的措施 (7)安全之窗 (7)操作机床之前要准备好。
只有培训合格的人员才能使用此机床。
不合格的人员使用机床不仅会伤到自己也会损伤到机床。
不正确的操作造成机床的损坏责任自负。
操作机床前检查损坏的部件和刀具。
任何已损坏的机床部件和刀具的修复及更换须由专业人员完成。
当任何一个部件运行不正常时应关闭机床并与厂商联系。
操作机床时应带上必要的眼睛和耳朵防护物。
ANSI和OSHA都赞成护目镜和耳朵保护可以减少对人体视力和听力的损害。
当挡门是关闭的且门的连接处工作正常时才能操作机床。
旋转的切削刀具会导致严重的人身伤害。
当一个程序运转时,工作台和主轴头可以在任意时间内快速移动到任意方向。
急停按钮是一个红色的位于控制面板上的大按钮。
按下急停按钮会立即停止机床的所有运动,比如电机的旋转,刀具的更换和冷却泵的运行。
急停按钮只用在紧急情况下来避免损坏机床。
电路板必须靠在一起,操纵控制台上的三把弹簧锁在除了安装和维修的时刻外,其它时刻必须安全锁好。
在这些时刻只有合格的电工才能打开锁修理电路。
当主线路的断路器工作时电路板上有高电压,电器元件上会有很高的热量,所以事前的告戒是必须的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1
HASS 加工中心
一、电源打开:
1. 打开机床后侧的电源开关;
2. 按面板上的POWER ON (绿色按钮)
二、回零:
1. 方法一:
按
键→按POWER UP 键,刀库回零;
RESET
2. 方法二:
按 ZERO 键→按 ALL 键
RET AXES
3. 方法三:单轴回零:
按 ZERO 键→按键,按→ SINGL 键,实现Z 轴回零。
X ,Y 同 RET AXIS
三、主轴转、停
1. 按MDI ;
2. 输入M03 S800后,按回车 WRITE 键
ENTER
3. 按
键→主轴停转;
4. 加速按 +10 减速按 -10
SPINDE SPINDE
2
四、手动进给:
1. 手轮进给:
(1
)按HAND 键
JOG
(2)选 键
(3)选
(4)手轮逆转:工件接近铣刀;手轮顺转:工件离开铣刀。
2. 点动(快动)
(1)选进给倍率键;
(2)直接按或离铣刀
五、装刀、选刀:
1. 在刀库上装好铣刀,例1#位置上装φ6铣刀;
2. 按
3. 输入M06 T0101后,按回车键 WRITE
ENTER
六、对刀:
1. 手动装好夹具工件;
2. 校调:刀具至工件的相对位置,如铣刀中心与工件原点重合;
3. 按G54界面;
4.光标←↑→↓,分别选中G54中的X,Y,Z;
5.按
PART 键(选X或Y按一次)
ZERO
SET
七、输入程序:
1.按键→输入程序号(例O2220)→按回车
2.按
3.输入程序:N10 G54→按可不输入N10,在需
要的程序段前加N10
八、输入刀补:
1.按
2.输入刀补值(例4.0)
3.按
若输入刀补为负值(例-4.0)→按
九、测轨迹:
1.按选程序号→回车
2.按键→按SETNG 键→按执行按钮“CYCLE ”
GRAPH START
轨迹放大,按光标
3
把图形置于方框中,再按回车键后,按“CYCLE ”
START 十、自动加工
1.
选中程序→回车
2.按CYCLE ”→自动加工
START
按SINGLE 键→按“CYCLE ”→单段加工
BLOCK START
十一、拷贝
按LIST
PROG
按
十二、从A盘→HASS
按LIST
按选中A盘中的程序→按
4。