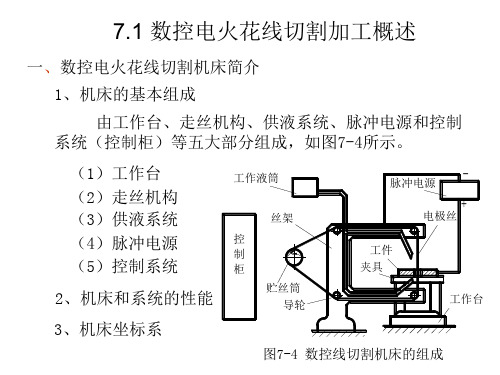
数控电火花线切割编程教学课件
合集下载
电火花数控线切割加工机床PPT课件

电 产
极 生
大量的热,使工件表面的金属局部熔化甚至汽化,再加
上工作液体介质的冲洗作用,使得金属被蚀除下来。这
就是电火花线切割金属的加工原理。工件放在机床坐标
工作台上,按数控装置或微机程序控制下的预定轨迹进
行运动,最后得到所需要形状的工件。由于储丝筒带动
电极丝作正、反向交替的高速运动,所以电极丝基本上
第15页/共91页
五、影响线切割加工的工艺因素(1)
• 线切割加工的主要工艺指标(ቤተ መጻሕፍቲ ባይዱ):
• 切割速度υ 是指在保持一定的表面粗糙度的情况下,单位时间内电极 丝中心线在工件上切过的面积总和,单位为㎜2/min。最高切割速度 υmax是 指 在 不 计 切 割 方 向 和 表 面 粗 糙 度 等 条 件 下 , 所 能 达 到 的 切 割 速 度。通常高速走丝线切割速度为40~80㎜2/min,它与加工电流大小 有关,为比较不同输出电流脉冲电源的切割效果,将每安培电流的切 割速度称为切割效率,一般切割效率为20㎜2/(min·A)。
• 电火花线切割加工设备主要由程序输入输出设 备、数控装置、储丝走丝部件、纵横向进给机 构、工作液循环系统、脉冲电源等部分构成。 线切割机床采用钼丝或硬性黄铜丝作为电极丝。 被切割的工件为工件电极,连续移动的电极丝 为工具电极。线电极与脉冲电源的负极相接, 工件与电源的正极相接。
第4页/共91页
一、线切割加工原理(3)
第13页/共91页
三、线切割加工的分类(4)
• 根据电极丝的运行速度的不同,电火花切割机床又分为两大类: • 高速走丝机床 这类机床的电极丝作高速往复运动,一般走丝速度为8~10m/s,这是我国生产和使用 的主要机种,也是我国独创的电火花线切割加工模式。 • 低速走丝机床 这类机床的电极丝作低速单向运动,一般走丝速度低于0.2 m/s,这是国外生产和使用 的主要机种。
第7章 数控电火花线切割编程数控编程技术教学课件
上一页 下一页 返回
7. 1数控电火花线切割概述
2.脉冲电源 脉冲电源又称高频电源,其作用是把普通的50 Hz交流电
转换成高频率的单向脉冲电压。加工时,钥丝接脉冲电源负 极,工件接正极。 3.数控装置 数控装置以计算机为核心,配备控制软件。加工工件时可 用键盘或磁盘将程序输入到计算机,通过它可以控制机床按
测。最新的线切割机床还有自动穿丝和自动断丝功能,慢走ቤተ መጻሕፍቲ ባይዱ
丝线切割机床加工精度可达 0. 001 mm,所加工表面的粗 糙度可达Ramax0.3μm,工作液主要采用去离子水和煤油, 切割速度目前可达到350 mm/min 除此之外,按控制方式可分为靠模仿型控制、光电跟踪控制、 数字程序控制及微机控制等;按电源形式可分为RC电源、晶 体管电源、分组脉冲电源及自适应控制电源等;按加工特点 可分为大、中、小型以及普通直壁切割型与锥度切割型等。
缩短生产周期。
上一页 返回
7. 2数控电火花线切割程序编制
数控线切割机床的控制系统是根据指令控制机床进行加工的, 必须把要切割的图形编成程序,并将程序输入到控制系统中。
在数控机床中编辑程序的方式主要有两种:一种是手工编程, 要加工出所需要的图形,另一种是自动编程。手工编程采用 各种数学方法,使用一般的计算工具,手工地对编程所需的 数据进行处理和运算。为了简化编程工作,随着计算机的飞 速发展,自动变成已经成为主要编程手段。自动编程使
规定加工路线进行加工,其控制精度为 0. 015 mm,加工 精度为 0. 001 mm。
上一页 下一页 返回
7. 1数控电火花线切割概述
7. 1. 3电火花线切割加工正常运行必须具 备的条件
电火花线切割加工正常运行必须具备的条件为: 1)金属丝与工件的被加工表面之间必须保持一定间隙。 2)电火花线切割机床加工时,必须在有一定绝缘性能的液
7. 1数控电火花线切割概述
2.脉冲电源 脉冲电源又称高频电源,其作用是把普通的50 Hz交流电
转换成高频率的单向脉冲电压。加工时,钥丝接脉冲电源负 极,工件接正极。 3.数控装置 数控装置以计算机为核心,配备控制软件。加工工件时可 用键盘或磁盘将程序输入到计算机,通过它可以控制机床按
测。最新的线切割机床还有自动穿丝和自动断丝功能,慢走ቤተ መጻሕፍቲ ባይዱ
丝线切割机床加工精度可达 0. 001 mm,所加工表面的粗 糙度可达Ramax0.3μm,工作液主要采用去离子水和煤油, 切割速度目前可达到350 mm/min 除此之外,按控制方式可分为靠模仿型控制、光电跟踪控制、 数字程序控制及微机控制等;按电源形式可分为RC电源、晶 体管电源、分组脉冲电源及自适应控制电源等;按加工特点 可分为大、中、小型以及普通直壁切割型与锥度切割型等。
缩短生产周期。
上一页 返回
7. 2数控电火花线切割程序编制
数控线切割机床的控制系统是根据指令控制机床进行加工的, 必须把要切割的图形编成程序,并将程序输入到控制系统中。
在数控机床中编辑程序的方式主要有两种:一种是手工编程, 要加工出所需要的图形,另一种是自动编程。手工编程采用 各种数学方法,使用一般的计算工具,手工地对编程所需的 数据进行处理和运算。为了简化编程工作,随着计算机的飞 速发展,自动变成已经成为主要编程手段。自动编程使
规定加工路线进行加工,其控制精度为 0. 015 mm,加工 精度为 0. 001 mm。
上一页 下一页 返回
7. 1数控电火花线切割概述
7. 1. 3电火花线切割加工正常运行必须具 备的条件
电火花线切割加工正常运行必须具备的条件为: 1)金属丝与工件的被加工表面之间必须保持一定间隙。 2)电火花线切割机床加工时,必须在有一定绝缘性能的液
数控电火花线切割编程ppt

档消耗一个共享文档下载特权。
年VIP
月VIP
连续包月VIP
享受100次共享文档下载特权,一次 发放,全年内有效
赠每的送次VI的发P类共放型的享决特文定权档。有下效载期特为权1自个V月IP,生发效放起数每量月由发您放购一买次,赠 V不 我I送 清 的P生每 零 设效月 。 置起1自 随5每动 时次月续 取共发费 消享放, 。文一前档次往下,我载持的特续账权有号,效-自
豫章故郡,洪都新府。星分翼轸,地 接衡庐 。襟三 江而带 五湖, 控蛮荆 而引瓯 越。物 华天宝 ,龙光 射牛斗 之墟; 人杰地 灵,徐 孺下陈 蕃之榻 。雄州 雾列, 俊采星 驰。台 隍枕夷 夏之交 ,宾主 尽东南 之美。 都督阎 公之雅 望,棨 戟遥 临;宇文新州之懿范,襜帷暂驻。十 旬休假 ,胜友 如云; 千里逢 迎,高 朋满座 。腾蛟 起凤, 孟学士 之词宗 ;紫电 青霜, 王将军 之武库 。家君 作宰, 路出名 区;童 子何知 ,躬逢 胜饯。 时维九月,序属三秋。潦水尽而寒潭 清,烟 光凝而 暮山紫 。俨骖 騑于上 路,访 风景于 崇阿; 临帝子 之长洲 ,得天 人之旧 馆。层 峦耸翠 ,上出 重霄; 飞阁流 丹,下 临无地 。鹤汀 凫渚, 穷岛屿 之萦回 ;桂殿 兰宫, 即冈峦 之体势 。 披绣闼,俯雕甍,山原旷其盈视,川 泽纡其 骇瞩。 闾阎扑 地,钟 鸣鼎食 之家; 舸舰迷 津,青 雀黄龙 之舳。 云销雨 霁,彩 彻区明 。落霞 与孤鹜 齐飞, 秋水共 长天一 色。渔 舟唱晚 ,响穷 彭蠡之 滨;雁 阵惊寒 ,声断 衡阳之 浦。 遥襟甫畅,逸兴遄飞。爽籁发而清风 生,纤 歌凝而 白云遏 。睢园 绿竹, 气凌彭 泽之樽 ;邺水 朱华, 光照临 川之笔 。四美 具,二 难并。 穷睇眄 于中天 ,极娱 游于暇 日。天 高地迥 ,觉宇 宙之无 穷;兴 尽悲来 ,识盈 虚之有 数。望 长安 于日下,目吴会于云间。地势极而南 溟深, 天柱高 而北辰 远。关 山难越 ,谁悲 失路之 人?萍 水相逢 ,尽是 他乡之 客。怀 帝阍而 不见, 奉宣室 以何年 ? 嗟乎!时运不齐,命途多舛。冯唐易 老,李 广难封 。屈贾 谊于长 沙,非 无圣主 ;窜梁 鸿于海 曲,岂 乏明时 ?所赖 君子见 机,达 人知命 。老当 益壮, 宁移白 首之心 ?穷且 益坚, 不坠青 云之志 。酌贪 泉而觉 爽,处 涸辙以 犹欢。 北海 虽赊,扶摇可接;东隅已逝,桑榆非 晚。孟 尝高洁 ,空余 报国之 情;阮 籍猖狂 ,岂效 穷途之 哭! 勃,三尺微命,一介书生。无路请缨 ,等终 军之弱 冠;有 怀投笔 ,慕宗 悫之长 风。舍 簪笏于 百龄, 奉晨昏 于万里 。非谢 家之宝 树,接 孟氏之 芳邻。 他日趋 庭,叨 陪鲤对 ;今兹 捧袂, 喜托龙 门。杨 意不逢 ,抚凌 云而自 惜;钟 期既 遇,奏流水以何惭? 呜乎!胜地不常,盛筵难再;兰亭已 矣,梓 泽丘墟 。临别 赠言, 幸承恩 于伟饯 ;登高 作赋, 是所望 于群公 。敢竭 鄙怀, 恭疏短 引;一 言均赋 ,四韵 俱成。 请洒潘 江,各 倾陆海 云尔: 滕王高阁临江渚,佩玉鸣鸾罢歌舞。 画栋朝飞南浦云,珠帘暮卷西山雨。 闲云潭影日悠悠,物换星移几度秋。 阁中帝子今何在?槛外长江空自流。
(数控课件 )第06章 数控电火花数控编程

电火花加工是利用电极间隙脉冲放电 产生的局部高温实现加工的。
ቤተ መጻሕፍቲ ባይዱ
6.1.2 电火花加工分类及工艺特点
1.电火花加工分类
2.电火花加工的特点
(1)脉冲放电的能量密度高,便于 加工用普通的机械加工方法难于加工或无 法加工的特殊材料和复杂形状的工件。不 受材料硬度影响,不受热处理状况影响。
(2)脉冲放电持续时间极短,放电 时产生的热量传导扩散范围小,材料受热 影响范围小。
谢谢大家!
树 立 质 量 法 制观念 、提高 全员质 量意识 。20.10.2420.10.24Saturday, October 24, 2020 人 生 得 意 须 尽欢, 莫使金 樽空对 月。02:16:5502:16:5502:1610/24/2020 2:16:55 AM 安 全 象 只 弓 ,不拉 它就松 ,要想 保安全 ,常把 弓弦绷 。20.10.2402:16:5502:16Oct-2024-Oct-20 加 强 交 通 建 设管理 ,确保 工程建 设质量 。02:16:5502:16:5502:16Saturday, October 24, 2020 安 全 在 于 心 细,事 故出在 麻痹。 20.10.2420.10.2402:16:5502:16:55October 24, 2020 踏 实 肯 干 , 努力奋 斗。2020年 10月 24日 上午2时 16分20.10.2420.10.24 追 求 至 善 凭 技术开 拓市场 ,凭管 理增创 效益, 凭服务 树立形 象。2020年 10月 24日 星期六 上午2时 16分55秒 02:16:5520.10.24 严 格 把 控 质 量关, 让生产 更加有 保障。 2020年 10月上 午2时16分 20.10.2402:16October 24, 2020 作 业 标 准 记 得牢, 驾轻就 熟除烦 恼。2020年 10月 24日 星期六 2时16分 55秒02:16:5524 October 2020 好 的 事 情 马 上就会 到来, 一切都 是最好 的安排 。上午 2时16分 55秒上 午2时 16分02:16:5520.10.24 专 注 今 天 , 好好努 力,剩 下的交 给时间 。20.10.2420.10.2402:1602:16:5502:16:55Oct-20 牢 记 安 全 之 责,善 谋安全 之策, 力务安 全之实 。2020年 10月 24日星 期六2时 16分55秒 Saturday, October 24, 2020 相 信 相 信 得 力量。 20.10.242020年 10月 24日 星期 六2时 16分55秒 20.10.24
ቤተ መጻሕፍቲ ባይዱ
6.1.2 电火花加工分类及工艺特点
1.电火花加工分类
2.电火花加工的特点
(1)脉冲放电的能量密度高,便于 加工用普通的机械加工方法难于加工或无 法加工的特殊材料和复杂形状的工件。不 受材料硬度影响,不受热处理状况影响。
(2)脉冲放电持续时间极短,放电 时产生的热量传导扩散范围小,材料受热 影响范围小。
谢谢大家!
树 立 质 量 法 制观念 、提高 全员质 量意识 。20.10.2420.10.24Saturday, October 24, 2020 人 生 得 意 须 尽欢, 莫使金 樽空对 月。02:16:5502:16:5502:1610/24/2020 2:16:55 AM 安 全 象 只 弓 ,不拉 它就松 ,要想 保安全 ,常把 弓弦绷 。20.10.2402:16:5502:16Oct-2024-Oct-20 加 强 交 通 建 设管理 ,确保 工程建 设质量 。02:16:5502:16:5502:16Saturday, October 24, 2020 安 全 在 于 心 细,事 故出在 麻痹。 20.10.2420.10.2402:16:5502:16:55October 24, 2020 踏 实 肯 干 , 努力奋 斗。2020年 10月 24日 上午2时 16分20.10.2420.10.24 追 求 至 善 凭 技术开 拓市场 ,凭管 理增创 效益, 凭服务 树立形 象。2020年 10月 24日 星期六 上午2时 16分55秒 02:16:5520.10.24 严 格 把 控 质 量关, 让生产 更加有 保障。 2020年 10月上 午2时16分 20.10.2402:16October 24, 2020 作 业 标 准 记 得牢, 驾轻就 熟除烦 恼。2020年 10月 24日 星期六 2时16分 55秒02:16:5524 October 2020 好 的 事 情 马 上就会 到来, 一切都 是最好 的安排 。上午 2时16分 55秒上 午2时 16分02:16:5520.10.24 专 注 今 天 , 好好努 力,剩 下的交 给时间 。20.10.2420.10.2402:1602:16:5502:16:55Oct-20 牢 记 安 全 之 责,善 谋安全 之策, 力务安 全之实 。2020年 10月 24日星 期六2时 16分55秒 Saturday, October 24, 2020 相 信 相 信 得 力量。 20.10.242020年 10月 24日 星期 六2时 16分55秒 20.10.24
第七章 数控电火花线切割机床编程与操作PPT课件
1-储丝筒;2-导轨;3-上丝介轮;4-上丝电动机
(二)穿丝操作
1. 储丝筒 2.重锤 3.固定插销 4.张丝滑块 5.张紧轮 6、8.导轮 7.导电块
(三)电极丝垂直校正
一般采用找正器(随机附件)进行电极丝垂直度校正。 (1)保证工作台面和找正器各面干净无损坏。 (2)移动Z轴至适当位置后锁紧,将找正器底面靠实工作 台面,长度方向平行于X轴或Y轴。 (3)用手控盒移动X轴或Y轴坐标,至电极丝贴近找正器 垂直面。 (4)选择“手动”菜单中的“接触感知”子功能。 (5)按F7键,进入控制电源微弱放电功能,丝筒启动、 高频打开。 (6)在手动方式下,调整手控盒移动速度,移动电极丝 接近找正器。当它们之间的间隙足够小时,会产生放电火花, 从放电火花的均匀程度判断电极丝的偏斜方向。通过手控盒 点动U轴或V轴坐标,直到放电火花上下一致。电极丝即找正。
Please Criticize And Guide The Shortcomings
讲师:XXXXXX XX年XX月XX日
(3)G01—直线插补指令 编程格式:G01 X_Y_; X、Y:为切割起点在工件坐标系中的坐标值。
(4) G02、G03—圆弧插补指令 G02为顺时针圆弧插补指令,G03为逆时针圆弧插补指令, 如图所示。 编程格式:G02 (或G03)X_Y_I_J_; G92 X10000 Y10000 ;G02 X30000 Y30000 I20000 J0 ; G03 X45000 Y15000 I15000 J0 ; X、Y:为圆弧终点的坐标,I、J:是由圆弧的起点向圆 心作一个矢量,这个矢量在X、Y轴上的投影分别为I和J,带 正负号。
(6) G40—取消间隙补偿指令 编程格式:G40 ; 左右间隙补偿的判别方法是:左偏、右偏是沿加工方向 看,电极丝在加工图形左边为左偏;电极丝在右边为右偏, 如图所示。
(二)穿丝操作
1. 储丝筒 2.重锤 3.固定插销 4.张丝滑块 5.张紧轮 6、8.导轮 7.导电块
(三)电极丝垂直校正
一般采用找正器(随机附件)进行电极丝垂直度校正。 (1)保证工作台面和找正器各面干净无损坏。 (2)移动Z轴至适当位置后锁紧,将找正器底面靠实工作 台面,长度方向平行于X轴或Y轴。 (3)用手控盒移动X轴或Y轴坐标,至电极丝贴近找正器 垂直面。 (4)选择“手动”菜单中的“接触感知”子功能。 (5)按F7键,进入控制电源微弱放电功能,丝筒启动、 高频打开。 (6)在手动方式下,调整手控盒移动速度,移动电极丝 接近找正器。当它们之间的间隙足够小时,会产生放电火花, 从放电火花的均匀程度判断电极丝的偏斜方向。通过手控盒 点动U轴或V轴坐标,直到放电火花上下一致。电极丝即找正。
Please Criticize And Guide The Shortcomings
讲师:XXXXXX XX年XX月XX日
(3)G01—直线插补指令 编程格式:G01 X_Y_; X、Y:为切割起点在工件坐标系中的坐标值。
(4) G02、G03—圆弧插补指令 G02为顺时针圆弧插补指令,G03为逆时针圆弧插补指令, 如图所示。 编程格式:G02 (或G03)X_Y_I_J_; G92 X10000 Y10000 ;G02 X30000 Y30000 I20000 J0 ; G03 X45000 Y15000 I15000 J0 ; X、Y:为圆弧终点的坐标,I、J:是由圆弧的起点向圆 心作一个矢量,这个矢量在X、Y轴上的投影分别为I和J,带 正负号。
(6) G40—取消间隙补偿指令 编程格式:G40 ; 左右间隙补偿的判别方法是:左偏、右偏是沿加工方向 看,电极丝在加工图形左边为左偏;电极丝在右边为右偏, 如图所示。
数控机床操作技术第5章数控电火花线切割机床的操作与加工PPT课件
5.1 数控电火花线切割加工概述
数控电火花线切割加工,简称线切割。与切削类机 床不同,电火花线切割机床是直接利用电、热能进行加工 的,它可以加工一般切削加工方法难以或无法加工的各种 导电坚硬材料,如硬质合金、淬火钢、特殊金属等。常用 于加工冲压模具的凸、凹模、电火花成型机床的工具电极、 工件样板、工具量规和细微复杂形状的小工件以及窄缝等, 并可以对薄片重叠起来加工以获得一致尺寸。因此,电火 花线切割机床被广泛应用于仪器、仪表、电子、汽车等制 造行业。
5.2.1 坯料准备
对凹模类封闭形工件的加工,加工起始点必须选在 材料实体之内。这就需要在切割前预制工艺孔(即穿丝 孔),以便穿丝。对凸模类工件的加工,起始点可以选 在材料实体之外,这时就不必预制穿丝孔,但有时也有 必要把起始点选在实体之内而预制穿丝孔,这是因为坯 件材料在切断时,会在很大程度上破坏材料内部应力的 平衡状态,造成工件材料的变形,影响加工精度,严重 时甚至造成夹丝、断丝,使切割无法进行。
第5章 数控电火花线切割机床的操作与加工
5.1 数控电火花线切割加工概述 5.1.1 电火花线切割加工原理 5.1.2 电火花线切割机床的分类 5.1.3 电火花线切割加工特点与加工对象 5.1.4 电火花线切割机床的组成
5.2 数控电火花线切割加工工艺 5.2.1坯料准备 5.2.2 加工路线的选择 5.2.3 穿丝孔与切入点位置的确定 5.2.4 工件的装夹与找正 5.2.5 电极丝的选择与对刀 5.2.6 工艺参数的选择
5.2.2 加工路线的选择
对于电火花线切割加工,在选择加工路线时应尽量保 持工件或毛坯的结构刚性,以免因工件强度下降或材料内 部应力的释放而引起变形,
具体应注意以下几点: (1)切割凸模类工件应尽量避免从工件端面由外向里 进刀,最好从坯件预制的穿丝孔开始加工,如图5-6所示。
数控加工编程与操作第七章 电火花线切割机床课件ppt
7.1 数控电火花加工
7.1.2 电火花加工的特点
正常电火花加工过程中,工具电极与工件并不直接接触,工件材料靠放电产生的瞬时 高温蚀除,工件的加工性能主要取决于其材料的导电性及热学特性(如熔点、沸点、比热 容及电阻率等),而与工件材料的力学特性(硬度、强度等)几乎无关。因此,对于常规机 械加工十分困难的超硬材料(如聚晶金刚石、立方氮化硼及硬质合金等)采用电火花加工工 艺,具有很大的技术优势。 1. 适用高温合金、钛合金、硬质合金及聚金金刚石等导电,难加工的材料。由于电 火花加工是靠脉冲放电的热能去除材料,材料的可加工性主要取决于材料的热学特性,如 熔点、沸点、比热容、导热系数等,而几乎与其力学性能(硬度、强度等)无关,这样就能 以柔克刚,可以实现用软的工具加工硬韧的工件。尤其是IC行业,近年来使用的多工位硬 质合金精密跳步冲裁模具与封装模具等,电火花加工已经成为此类精密模具的主要加工手 段。 2. 适于无法采用刀具切削或切削加工十分困难的场合。由于加工中工具电极和工件 不直接接触,没有机械加工的切削力,因此适宜加工薄壁工件的复杂外形,异形孔以及形 状复杂的型腔模具、弯曲孔等。其最小内凹圆角半径可达到电火花加工能得到的最小放电 间隙(通常为0.02~0.3mm)。 3. 脉冲参数可以在一个较大的范围内调节,可以在同一台机床上连续进行粗、半及 精工。精加工时精度一般为0.01mm,表面粗糙度为Ra0.63~1.25μm;微细加工时精度可达 0.002~0.004mm,表面粗糙度为Ra0.04~0.16μm。
7.1 数控电火花加工
4. 直接利用电能进行加工,加工时几乎没有大的作用力,便于实现自动化或无人化 操作。 5. 由于电火花放电时,工件与电极均会被蚀除,因此电极的损耗对加工形状及尺寸 精度的影响比切削对刀具的影响大。 现代制造业中,电火花加工工艺是切削加工工艺的补充手段之一。由于电火花加工时 工件材料是靠火花放电予以蚀除,加工速度相对切削加工而言是很低的,所以,为了提高 生产率,降低生产成本,能够采用切削加工时,就尽可能不要用电火花加工工艺。
第7章数控电火花线切割的编程课件
F=d/2 +δ(µm)
在线切割用于粗加工时,若精加工余量为Δ,则间隙补 偿量的计算公式为:F=d/2 +δ+Δ(µm)
所需工件 加工后的工件
电极丝路径
凸模(R+F)
编程轨迹
放电间隙 δ
补偿量F
电极丝
φ
(a)无补偿,工件变小了
(b)有补偿,电极丝自动偏移
钼丝切割轨迹与图样的关系
R-F 凹模(R-F)
H1 H2
2、锥度偏移量A的确定
(1)锥度偏移量(A)。上大下小为正锥,如图a所示,A值为 正;上小下大为负锥,如图b所示,A值为负。
A
A
(a)
锥度偏移值
(b)
(2)第一高度(H1)。即下导丝架保持器至工件底部的距离。
2、锥度偏移量A的确定
(3)第二高度(H2)。即下导丝架保持器至上导丝架保 持器之间的距离。
Y
a O
Y
c
b
Y
d X
01 X
X
一、3B指令格式编程
1、程序编制的基本规则
(3)坐标值
符号X、Y分别表示X、Y方向的坐标值,不带正负号, 取绝对值。加工圆弧时,以圆心为坐标原点,则X、Y为 圆弧起点的坐标值;加工斜线时,以起点为坐标原点, 则X、Y为斜线终点的坐标值。
一、3B指令格式编程
1、程序编制的基本规则
Y
Y
SR2
SR1
NR2
NR1
X
SR3
SR4
NR3
X NR4
一、3B指令格式编程
2、使用规则举例
【例1】 编制图1所示程序,其中终点A的坐标为(-17,5), 单位为mm。
【例2】 编制图2所示的AB圆弧程序,走向从B到A。
在线切割用于粗加工时,若精加工余量为Δ,则间隙补 偿量的计算公式为:F=d/2 +δ+Δ(µm)
所需工件 加工后的工件
电极丝路径
凸模(R+F)
编程轨迹
放电间隙 δ
补偿量F
电极丝
φ
(a)无补偿,工件变小了
(b)有补偿,电极丝自动偏移
钼丝切割轨迹与图样的关系
R-F 凹模(R-F)
H1 H2
2、锥度偏移量A的确定
(1)锥度偏移量(A)。上大下小为正锥,如图a所示,A值为 正;上小下大为负锥,如图b所示,A值为负。
A
A
(a)
锥度偏移值
(b)
(2)第一高度(H1)。即下导丝架保持器至工件底部的距离。
2、锥度偏移量A的确定
(3)第二高度(H2)。即下导丝架保持器至上导丝架保 持器之间的距离。
Y
a O
Y
c
b
Y
d X
01 X
X
一、3B指令格式编程
1、程序编制的基本规则
(3)坐标值
符号X、Y分别表示X、Y方向的坐标值,不带正负号, 取绝对值。加工圆弧时,以圆心为坐标原点,则X、Y为 圆弧起点的坐标值;加工斜线时,以起点为坐标原点, 则X、Y为斜线终点的坐标值。
一、3B指令格式编程
1、程序编制的基本规则
Y
Y
SR2
SR1
NR2
NR1
X
SR3
SR4
NR3
X NR4
一、3B指令格式编程
2、使用规则举例
【例1】 编制图1所示程序,其中终点A的坐标为(-17,5), 单位为mm。
【例2】 编制图2所示的AB圆弧程序,走向从B到A。
模具轮廓面数控电火花线切割加工程序的编制培训课件
一个程序由许多指令语句组成,每个指令语句又由若干个词组成, 词包括预备功能、进给功能、辅助功能等。词的组成结构如下:
词=地址+代码数据
地址 地址用字母表示,字母规定代码后面数据的含义等,其意义见表36—3.
代码和数据
代码和数据的输入格式如下:
G(预备功能):在预备功能中,G后输入的数据最多可以为两位, 即00~99.例如G00或G97。 X、Y、U、V(坐标位移的规定):X、Y后的输入数据在— 9999999~+9999999um范围内有效,U、V后的输入数据在— 999999~+999999um之间有效,如果是正号则可省略。例如X1000 或X1.0 I、J(圆心坐标的规定):I、J后的数据为圆心相对于起点的坐标增 量。
4)语句格式 指令+地址+符号+绝对值或增量值
例如,G01 X1000 Y1000. 代码说明 MD22EDW快走丝线切割系统常用指令如表36—4所示。
表11—4 MD22EDW快走丝线切割系统常用指令
3.线径补偿及锥度加工说明 (1)线径补偿就是用电机丝直径的一半(半径)表示电 极路径的偏移。为了使具有一丝径的电极丝按理论给定的轮 廓尺寸加工时得到一个与之相等的形状和尺寸,数控系统电 极丝实际走过的轨迹加大或缩小一个补偿值,以弥补丝径和 放电间隙尺寸的影响。其小为D=丝半径+a(放电间隙) 如图36—2所示为补偿指令G41和G42的区别。 程序段常为: G90X_ Y_ G41(G42) D_ G01X_ Y_ G01X_ Y_
二、学习导读与知识准备 数控电火花线切割机床利用电蚀加工原理,采用金属导线作 为工具电极切割工件,以满足加工要求。机床通过数字控制系 统的控制,可按加工要求,自动切割任意角度的直线和圆弧。
数控电火花线切割机床的操作与加工课件
立柱
立柱是机床的重要支撑结构,用于安装上 下拖板、横向拖板及各轴。
横向拖板
横向拖板是机床的进给运动机构,可实现 工件的横向移动。
上下拖板
上下拖板是机床的主运动机构,可实现工 件的垂直升降。
工作台结构
台面
工作台面为钢制结构,可放置 工件并提供加工表面。
T型槽
工作台面设有多条T型槽,用于 安装和固定工件。
加工实例二:高精度零件的切割
总结词:通过精细化操作和误差控制,实现高 精度零件的精确切割。
01
02
详细描述
1. 准备工件与材料:选择优质材料,并确 保工件平整、无瑕疵。
03
04
2. 校准机床与工具:对机床进行精确校准 ,确保工具精度在要求范围内。
3. 精细化操作:运用微量Fra bibliotek给、补偿修正 等技巧,精确控制切割过程。
4. 执行切割程序:将程序输入数控电火花线切割机床 ,并监控切割过程,确保加工质量。
THANKS
感谢观看
加工精度异常
加工精度异常可能是由于控制系统故障、机械部件磨损等 原因造成的。排除方法包括检查控制系统、更换磨损部件 等措施。
加工表面质量差
加工表面质量差可能是由于冷却液不充分、电极丝振动等 原因造成的。排除方法包括增加冷却液流量、调整电极丝 张力等措施。
设备维护保养方法
定期检查
保持清洁
应定期检查数控电火花线切割机床的各个 部件是否正常,包括电源、电极丝、冷却 系统等部件。
切割速度
切割速度过快可能会导致 加工表面粗糙,而适当的 切割速度可以获得较好的 加工效果。
参数优化方法
根据加工需求和机床性能,综 合考虑各个参数的影响,调整 参数以达到最佳效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.2数控电火花线切割机床分类与 加工特点
• 1.电火花线切割机床分类 • 根据电极丝的运行速度不同,电火花线切割机 床通常分为两种: • 一种是高速走丝电火花线切割机床,其电极丝 作高速往复运动,一般走丝速度为8~10 m/s。 • 一种是低速走丝电火花线切割机床,其电极丝 作低速单向运动,一般走丝速度低于0.2 m/s, 电极丝放电后不再使用,工作平稳、均匀、抖 动小、加工质量较好,但加工速度较低。
1.电火花线切割机床的结构
1)机床本体
高速走丝机构
低速走丝机构
工作液系
4-下丝臂进液管 5-上丝臂进液管 6-流量控制阀 8-工作液压泵 9-工作液箱
2)脉冲电源
• 脉冲电源是电火花线切割加工设备的重 要组成部分,包括脉冲信号发生器、推 动放大器、功率放大器、直流供电电源 等部分,是衡量电火花线切割加工工艺 指标的重要设备之一,它直接影响到电 火花线切割加工质量和加工速度。 • 在电火花线切割加工中常常会涉及到一 些与脉冲电源相关的名词,如表6-1所示。
1.电极丝选择
• 1) 电极丝的种类和性能 • 根据电极丝的不同材料和切割速度不同, 比较常用的电极丝有钨丝、钼丝、钨钼 合金丝和黄铜丝等。钨丝、钼丝抗拉强 度高,适于快速走丝加工,一般用于各 种窄缝的精加工。
2)电极丝的安装与位置调整
• (1)电极丝的安装 • 安装的电极丝要松紧适度,张力适中。 • (2)电极丝的位置调整
1.3 数控电火花线切割机床的 加工对象
• 电火花线切割机床由于其自身的加工特点,决 定了电火花线切割机床的加工对象大多是一些 淬火钢和硬质合金刚等硬度较高的材料,所加 工的也是一般机床上难以加工或无法加工的细 槽或形状复杂的零件。电火花线切割机的加工 对象包括多种模具,如冲模、塑料模等;硬质 合金、切割薄片,切割贵重金属材料;加工样 板和成型刀具;微细异形孔、窄缝和复杂形状 的工件;形状复杂的凸轮,特殊的齿轮。
2 数控电火花线切割机床
加工工艺
• 数控电火花线切割加工,一般是作为工 件的最后工序,对加工零件的精度及表 面粗糙度等要求较高。所以,应合理确 定零件的工艺路线,正确设置各种工艺 参数,同时做好线切割加工前的准备加 工。
2.1 工艺分析
• 电火花线切割机加工的工艺分析主要是 通过对零件图纸的分析,来确定工件的 加工路线,并以此来确定工件的毛坯、 装夹方式等。
1. 加工路线的确定
• 电火花线切割机床加工的加工路线就是指在加工时,电极丝相 对于工件的运动线路。一般情况下,加工中的工件会因局部高温、 坯料整体内应力的破坏以及装夹位置等原因,造成工件的变形。 • 所以,在电火花线切割机床加工时一定要注意加工起点及加工 路线。由于电火花线切割机床加工的工件多是封闭图形,加工的 起点往往也是加工的终点。当加工接近终点时,在重力作用下, 已加工部分会向下沉,由于二次放电切割,会在起点处产生二次 切割痕迹。尤其在加工一些细长槽时,由于工件的变形,甚至会 出现夹丝现象。所以,在选择加工起点时,应尽量选择在工件截 面图形的相交点或精度要求不高且便于修整的地方;对于加工路 线的选择,则应从工件装夹位置附近开始向离开工件装夹位置的 方向切割,最后回到工件装夹位置附近。
数控电火花线切割编程
1数控电火花线切割机床概述
1.1电火花线切割机床的结构与加工原理 • 1、 电火花线切割机床结构 • 数控电火花线切割机床既是数控机床, 又是特种加工机床。它具有传统机床的 输入输出装置、数控装置、伺服系统、 机床本体和位置检测元件,但它却不是 依靠机械能通过刀具切削工件,而是以 电、热能的形式来加工。这就需要在机 床本体中加入脉冲电源。
2.工件的装夹
• • • • 1) 悬臂式装夹方法 2) 两端支撑方式装夹方法 3) 桥式支撑方式装夹方法 4) 板式支撑方式装夹方法
1) 悬臂式装夹方法
2) 两端支撑方式装夹方法
3) 桥式支撑方式装夹方法
4) 板式支撑方式装夹方法
2.2 电极丝选择与穿丝孔 位置确定
• 1.电极丝选择 • 2.穿丝孔位置的选择
高速走丝电火花线切割机床
低速走丝电火花线切割机床
中速走丝电火花线切割机床
2.电火花线切割加工特点
• (1) 电火花线切割能“以柔克刚”,即用软的工具电极来加工 任何硬度的工件材料。电火花线切割加工不受材料硬度影响,不 受热处理状况影响。 • (2) 脉冲放电持续时间极短,放电时产生的热量传导扩散范围 小,工件被加工表面受热影响小,适合于加工热敏感性材料。 • (3) 由于电极丝极细,可以加工细微异形孔、窄缝和复杂形状 零件。 • (4) 加工精度较高。线切割加工精度可达0.02~0.01 mm,表面 粗糙度可达Ra1.6 μ m。 • (5) 由于切缝很细,而且只对工件进行轮廓加工,实际金属蚀 除量很少,材料利用率高,对于贵重金属加工更具有重要意义。 • (6) 与电火花成形相比,以线电极代替成形电极,省去了成形 工具电极的设计和制造费用,缩短了生产准备时间。
2.电火花线切割机床加工原理
1-绝缘底板
2-工件
3-脉冲电源
4-滚丝筒
5-电极丝
• 电火花腐蚀主要在绝缘液体中的两电极,即工 具电极和工件电极靠近时,两电极之间的介质 被击穿,电流迅速上升,形成放电通道。在电 场作用下,通道内的负电子奔向阳极,正离子 奔向阴极,形成火花放电。电子和离子在电场 作用下高速运动时相互碰撞,阳极和阴极表面 分别受到电子流和离子流的轰击,使电极间隙 内形成瞬时高温热源,通道中心温度达到 10000度以上,从而使金属材料局部熔化和气 化,产生金属粉末。
• ①目测法 对于加工精度、粗糙度等要求较低 的工件,在确定电极丝与工件基准间的相对位 置时,可以在工件上做一些标志,然后通过目 测的方式来进行位置调整。如图6-14所示是通 过在切割起始坐标位置处划上十字基准线,并 在十字交点处打穿丝孔,分别沿划线方向目测 电极丝与基准线的相对位置,根据两者的偏离 情况移动工作台。当电极丝中心分别与纵横方 向基准线重合时,电极丝中心的位置就与切割 的起始坐标位置相重合了。