ProCAST实例##
基于ProCAST模拟分析水冷铜模制备细晶Al-Si合金的研究
关键 词 :金 属型 ;P r o C A S T ;冷却 速度 ;A1 一 S i 合金 ;晶粒细化 中 图分 类 号 :T G2 9 2 文 献标 识码 :A 文章 编 号 :1 0 0 1 — 4 9 7 7( 2 0 1 3 )1 0 — 0 9 7 3 — 0 6
Pr o d u c t i o n o f F i n e - - Gr a i n e d AI - - Si Al l o y b y Wa t e r - - Co ol e d Co p p e r Mo l d Ba s e d on Pr o CAST So f t wa r e
OC t . 2 01 3
铸
1 O
F O UNDRY
基 于P r o C A S T 模 拟 分 析水 冷 铜 模 制 备 细 晶A l — S i 合 金 的研 究
熊永 超 ,张 静 ,金 云 学 ,林 鹏 ,李 鹏
( 1 . 江苏科技 大学材料科学与工程学 院,江 苏镇江 2 1 2 0 0 3 : 2 . 江 苏科技大 学张 家港校 区冶金 与材料工程 学院,江苏张家港 2 1 5 6 0 0 )
摘 要 :以水冷铜模金属型重力铸造的方法 ,制备细晶A 1 — 7 % S i 和A 1 . 1 7 %S i 合金 ,利用P r o C A S T 模拟凝固过程冷却曲
procast事例模拟2

33。铸件冷却收缩距离
34。压铸模具疲劳点显示
35。铸件上容易产生热裂的地方。
总结:
1。对于一个铸件的分析应该包括三个方面,即,充型、凝固、以及铸件模具产生的内应力模拟。
2。一个准确率比较高的模拟应该建立在准确的物性参数上。
3。对结果的分析要有扎实的理论和实践基础,procast不会告诉我们那里有气孔、冷隔、裂纹、浇不足等,这些判断需要我们利用它提供的各个场量去分析判断,而且模拟的目的是给实践提供指导,节约新产品试制成本。而不是能否得到显示。所以力求准确。
4。procast铸造模拟分析里面设置参数很多,但是针对不同的铸造方法,参数的设置又有许多不同的设置要求。比如:显示铸件气孔、缩孔、缩松的位置和大小,就有至少三四种方法,而且各个方法的精度又不相同。这些需要设置不同的地方才能得到结果。金属型铸造时参数的设置与压铸有很大的不同,还有离心铸造,融模铸造等参数设置都有取舍之处,(需要对参数仔细分析)。
5。划网格的时候需要经验,划的多了就知道那些需要去除、相反,同样的错误提示,却需要保留。
6。各个场的耦合,由需要来取舍,可以三个场耦合,又可以两个场耦合或者一个一个叠加耦合。
以上是本人不是很全面的压铸总结,希望对需要学习压铸的你,能有所帮助,总结不是很全面,如果想起再添加吧。
25。铸液在充型时的流动压力显示
26。铸液充型时紊流能量显示
27。快充满时的气体余量
下面是应力模块结果显示:
28.铸件上的有效应力梯度
29。铸件上的最大剪切应力梯度
29。铸件上平均主应力梯度
30。铸件上的接触应力梯度
30。铸件上的有效应变梯度
31。铸件网格变化大小(白色为变形前的铸件,红色为变形后的铸件)
procast模拟连铸

非稳态模拟-Geometry menu
由于MiLE算法不支持View Factors(ON)的辐 射计算,所以不必定义对称关系,而只需要在 Boundary Conditions中定义。 MiLE算法不能使用Virtual mold。 菜单中显示的体积是原始模型的体积,而非折 叠层展开后的体积。
Copyright © ESI Group, 2006. All rights reserved.
18
稳态设置-流场耦合-曲线(薄 带)
同样的,对于所有的流场计算都要在浇口顶部设置压力条件。
Copyright © ESI Group, 2006. All rights reserved.
19
连铸模拟小结
对于温度场计算,热、流动耦合计算,都要计 算非稳态过程。达到稳态后者所用的计算时间 比前者要多很多。例如:实际50s达到稳态, 前者需要60step,而后者需要170step。 一般先计算温度场,达到稳定态,然后提取稳 态温度场作为初始条件进行耦合计算,这样达 到稳态的时间会少很多。 带浇口的模型一定要注意,入口速度,并且在 整个浇口面设置强制温度,在后面的偶合计算 时要去除。
Copyright © ESI Group, 2006. All rights reserved. 26
非稳态模拟-Accordion(折叠 层)
选择下游折叠面设置为Accordion,并添加相应的Accordion条件,设置参 数:层数、单元厚度。 设置的层数不能太多,因为在计算开始时(Datacast),所有的层都同时 建立。为了控制计算模型大小,折叠层的总厚度不要超过延伸长度太 多。
procast简单零件教程-考试步骤参考

1、打开procast软件的MeshCast~~准备划分网格~选File-Open~然后指向你的那个igs文件,记得让igs文件的文件夹不能是中文,中文的话会出错导进来了吧··接着如下图,在右下角的地方输入个数字,越大模拟的越快,不过越不准确!输入完数字按下回车,然后点击划分网格,2、划分完点下旁边的眼睛就能看到你划分的网格了,接着点最后那个绿的三角,GO~~进入下一阶段,接着按下图的顺序依次点击!!然后可以退出了·记得保存下··有人问了··我到底生成的是个什么格式的文件···答:这时候生成的是个*.mesh文件,就是一个体网格文件,关闭MeshCast了吧··接下来·,打开Precast,然后同样·File-Open~指向你那个zhujian.mesh 文件打开后如图···先选择浇注液体的材料~~如下图按顺序点就可以了···呵呵······接下来设置速度和heat的数值~如下图接下来选参数作用的平面··这个是heat的~~PROCAST里的按钮你按完不是自动复位的··要在按一下才能进行其他操作!!!:)这个是设置重力的··初始温度后按回车就可以了所有参数都设置完了··保存关闭吧!!希望能模拟成功!我们继续这步完后出来个DOS窗口···听说是转变二进制准备计算的···忘了·刚才··不好意思·DateCast后是Procast~~~如果出现上面的DOS窗口··说明开始模拟拉···接下来就是等待拉···下面是模拟的结果···呵呵··本帖不能说明什么··就是想给刚接触procast的朋友一个开胃果··这些都是最简单的东西···+ p2 O) v. d! t就是网格有点密,要不也该算完了1 _' R" z7 l# D; D材料弄错了,我弄成了铁基合金,所以温度加到了1600,不知道是否会有问题。
铸件缺陷形成的PROCAST数值模拟
实验四 铸件缺陷形成的PROCAST 数值模拟一、实验目的1)利用ProCAST 软件,对照模拟同一铸件的不同铸造方案,了解铸件在铸造过程中可能出现的缺陷;2)分析缩松缩孔、裂纹等缺陷可能出现的原因,并尝试更改铸造工艺,以减少缺陷,改善铸件质量。
二、实验原理ProCAST 可以分析缩孔、裂纹、裹气、冲砂、冷隔、浇不足、应力、变形、模具寿命、工艺开发,并且具有可重复性。
而在实际模拟过程中,常见的铸造缺陷有缩松缩孔、裂纹和气孔等。
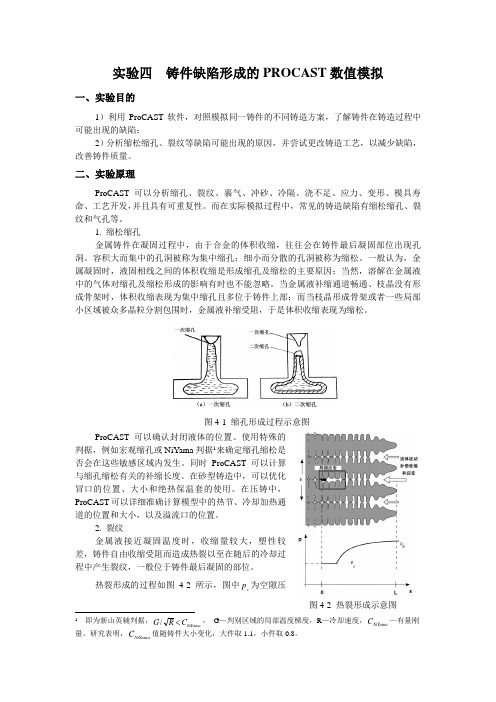
1. 缩松缩孔金属铸件在凝固过程中,由于合金的体积收缩,往往会在铸件最后凝固部位出现孔洞。
容积大而集中的孔洞被称为集中缩孔;细小而分散的孔洞被称为缩松。
一般认为,金属凝固时,液固相线之间的体积收缩是形成缩孔及缩松的主要原因;当然,溶解在金属液中的气体对缩孔及缩松形成的影响有时也不能忽略。
当金属液补缩通道畅通、枝晶没有形成骨架时,体积收缩表现为集中缩孔且多位于铸件上部;而当枝晶形成骨架或者一些局部小区域被众多晶粒分割包围时,金属液补缩受阻,于是体积收缩表现为缩松。
图4-1 缩孔形成过程示意图ProCAST 可以确认封闭液体的位置。
使用特殊的判据,例如宏观缩孔或NiYama 判据1来确定缩孔缩松是否会在这些敏感区域内发生。
同时ProCAST 可以计算与缩孔缩松有关的补缩长度。
在砂型铸造中,可以优化冒口的位置、大小和绝热保温套的使用。
在压铸中,ProCAST 可以详细准确计算模型中的热节、冷却加热通道的位置和大小,以及溢流口的位置。
2. 裂纹金属液接近凝固温度时,收缩量较大,塑性较差,铸件自由收缩受阻而造成热裂以至在随后的冷却过程中产生裂纹,一般位于铸件最后凝固的部位。
热裂形成的过程如图4-2所示,图中c p 为空隙压1即为新山英辅判据,NiYam a C R G /, G —判别区域的局部温度梯度,R —冷却速度,NiYama C —有量刚量。
研究表明,NiYama C 值随铸件大小变化,大件取1.1,小件取0.8。
procast模拟连铸
Copyright © ESI Group, 2006. All rights reserved. 6
Copyright © ESI Group, 2006. All rights reserved.
11
稳态设置-流场耦合-nozzle
设置浇口速度,等效铸造速度 (铸造速度乘以面积比)
上表面其他节点设置为Wall
在浇口上设置压力边界条件
Copyright © ESI Group, 2006. All rights reserved.
Copyright © ESI Group, 2006. All rights reserved.
21
非稳态模拟-网格
带浇口的模型, 浇口深度不能穿 过上游区。如果 浇口很深,凝固 区又很高,可以 采用如图所示的 非平面界面。 当采用非平面时要注意: 1、折叠面不能和铸造方向平行。 2、不能有内凹角。 3、在数学方面,必须是单值公式(一个x值对 应一个y值) 4、侧面不能太陡,避免产生变形严重的单 元。
Copyright © ESI Group, 2006. All rights reserved.
9
稳态设置-流场耦合
设置铸件外表面为Wall(速度为 0)。 如果铸件-模具为非连续网格界面, 该面也需要设置为Wall。(注:大 平面为对称面)
在温度场的基础上添加入口、出口 速度。如果入口处没有喷嘴,或入 口面积等于铸件横截面。则速度等 于铸造速度及固态传输速度。
ProCAST压铸模拟仿真详细操作步骤
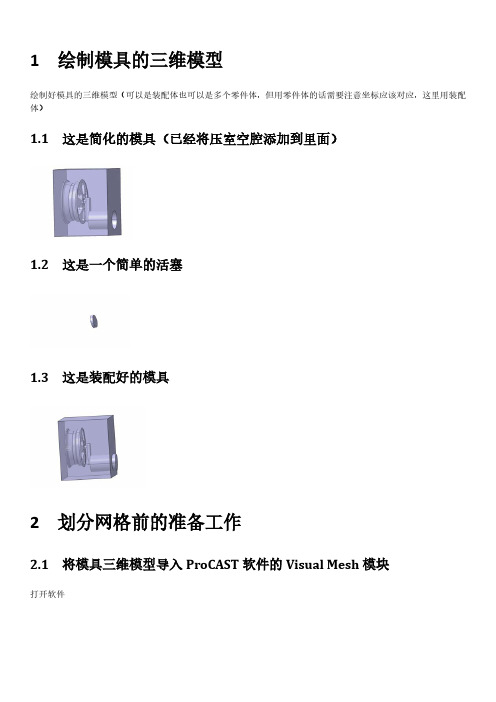
1 绘制模具的三维模型绘制好模具的三维模型(可以是装配体也可以是多个零件体,但用零件体的话需要注意坐标应该对应,这里用装配体)1.1 这是简化的模具(已经将压室空腔添加到里面)1.2 这是一个简单的活塞1.3 这是装配好的模具2 划分网格前的准备工作2.1 将模具三维模型导入ProCAST软件的Visual Mesh模块打开软件切换到Visual Mesh 模块点击Open File打开保存好的装配体文件切换显示方式(为了便于查看,可以在几种显示方式之间切换)2.2 检查几何模型是否有缺陷点击check进行检查显示No problem identified点击close关闭此窗口2.3 检查并合并实体间的相交面点击check显示实体之间没有相交面点击close关闭窗口2.4 检查实体之间是否有相交点击check检查显示有一个相交点击Intersect All点击Close2.5 利用实体内的空腔生成铸件和浇注系统在volume上右键单击然后选择compute volumes(有时在进行相交操作时会自动生成)生成如图所示带有浇注系统的铸件3 划分网格3.1 划分面网格点击图标Surface Mesh设置参数如图所示点击Mesh All Surfaces生成面网格点击Close3.2 检查面网格并修复点击如图所示图标点击check修复面网格,直到显示surface mesh is ok点击Volume Mesh框选实体点击mesh点击Close3.4 检查体网格点击check显示volume mesh is ok点击close切换到Visual Cast模块在Volumes上右键单击然后选择edit设置如图所示将铸件体分为一组,设置填充率为50%,意思为金属液占整个空腔的50%。
设置好后点击Apply,然后点击Close关闭4.2 设置界面热交换条件在Interface HTC上右键然后选择edit设置各个界面的条件如图所示设置好之后点击Apply然后点击Close关闭在Heat Exchange上右键然后选择New点击Region选择所有外表面(所选的面变为红色)下拉选择冷却条件为Air Cooling然后点击Apply,点击close关闭4.4 设置活塞的运动参数右键Translate V(t)然后选择New点击Volume选择活塞,然后点击OK关闭窗口下拉选择user,然后点击+号修改名字为Piston(此处根据个人习惯也可不修改)设置活塞运动速度(此处应注意活塞的运动方向,根据坐标系统活塞应该具有的运动方向来设置)设置运动参数曲线点击带有波浪线的图标依据需要设置运动速度,然后点击Finish,Save,Close点击Apply,点击Close点击Cast下拉选择gravity vector/tilt依据需要设置正确的重力方向,设置好之后点击Apply,点击Close关闭点击Cast下拉选择simulation parameters在Pre-defined parameters栏中下拉选择HPDC Filling在Flow中勾选Avanced1在PENETRATE中下拉选择on在Thermal栏中下拉选择on,选中GATENODE一栏,然后点击Slect GATENODE用鼠标点击选择金属液进入模具的节点,然后点击slect node,close,ok点击Apply,点击close点击Cast,下拉选择start simulation点击run开始计算显示正字计算,可通过关闭窗口停止计算6 查看结果计算完毕后切换到Visual viewer查看结果可切换显示方式来查看左侧窗口切换显示的结果类型可播放填充过程动画,输出动图等。
Procast面网格装配操作讲解.

Procast网格装配操作讲解一、网格装配操作讲解网格装配功能在铸造网格生成中是一个非常重要的功能,它可以实现一些复杂几何的网格划分,同时也能提高网格划分操作的效率。
网格装配主要是在两个独立的面网格模型间进行的,其中选一个作为主装配面(master),另一个作为次装配面(slave),通过装配命令实现两个面的装配,生成一个新的整体,具体技术图见图1所示。
图1 MESH-Assembly技术流程1.装配操作流程图2 MESH-Assembly操作流程从图2可以看出,在进行网格装配操作过程中,只针对两个面网格进行装配,并且面网格质量要高,两个网格的尺寸大小比较接近,这样才能保证装配质量;另外,装配过程中特征线必须沿着两个面的公共面处完整选择,软件可以自动识别但未能识别的必须人工补齐。
2.软件操作说明1)几何模型的准备进行装配的模型,必须是在同一套坐标系下建立的模型,这样以后装配才能对齐。
把每个组件分别保存到指定路径下,见图3所示。
图3 几何准备2)面网格的准备与主/次面识别在MESH中队上述几何模型分别进行面网格划分,检查网格质量并保存,见图4所示。
图4 面网格准备图五所示在网格划分界面进行主(master)/次(slave)面的识别与显示,并且可以人为定义交换主/次面。
图5 主/次面识别3)特征线的识别与修复MESH中对于面网格的装配是通过特征线来识别进行的,因此,在装配前必须对特征线进行选择和修复,如图6所示。
图6 特征线的识别与修复4)面网格装配如图7所示,特征线选择完成后,点击图中区域1按钮保存特征线,然后点击区域2按钮进行面网格装配,并完成装配。
12图7 面网格装配。
ProCAST在实际工作中遇到的问题

• 如图3所示,在第一步中的几何体基础上设计了两种浇 注系统。同时建立模型,设置参数,进行计算。然 后,对两种方案的充型和凝固方式进行比较。
浇注系统分析
方案1在辐条和浇道相 连处有4个非常大的热 节。 方案2在铸件和内浇口 的界面上有两个热节。但 热节较小,很容易消除。 从经济性方面考虑,这种 设计也减少了10%的合金 使用。 如果充型的影响不大, 很明显应该选择2号设计 方案来进行后面的分析。
在需要保温的表面,添加另外的散热条 件。
Heat参数设置
保温散热条件设置——减小对流换热系数
保温凝固过程
保温缺陷分布
下部的集中缩孔完 全消失,只在上部 存在少量缩松。
小结
• 由以上分析可以看出:
– 增加保温设置以后,铸件下部的缺陷完全消 除,只在上部出现了轻微缩松,这和实际铸件 情况完全一致。 – 这种方法大大降低了建模难度,且其结果精度 能够完全满足实际要求。
Geomesh的主要功能
• 曲面、实体几何体的构建工具: – 能够读写多种格式的文件(IGES,STEP,STL,VRML,DXF…..) – 能够直接读取mesh文件 – 几何分析,修复,重构功能 网格划分前的CAD模型自动清理: – 交叉面 – 裂口 – 重叠面 – 小面 – 多义点 – 多义边 自动网格划分和检查、修复: – 四边形、三角形面网格自动划分 – 六面体、四面体网格自动划分 – 面网格自动检查、修复 直接输出为ESI Group 所有产品能够直接读取的文件格式。
小结
• 精密铸造厂要求更短的研发时间,更低的 成本(回炉成本、重新建模成本)。数值 模拟是达到这些目标的一个高效工具,它 可以在概念设计初期就进行使用(和客户 建立并行工程)。对精密铸造过程一步一 步地建模(凝固,充型,应力,微观组 织),可以在短时间内建立合理的工艺, 还可以通过PDM软件和所有工程师分享结 果数据。
铸造模拟软件procast使用指南
铸造模拟软件procast使用指南铸造模拟软件ProCast使用指南编制日期:2009-2-18 编者: 版次:01 第 1 页共 56 页铸造模拟软件ProCast使用指南编制:审核:批准:声明:此设计指南仅供………内部使用,切勿外传。
铸造模拟软件ProCast使用指南编制日期:2009-2-18 编者: 版次:01 第 2 页共 56 页目录1 序言……………………………………………………………………………………………....................3 2 ProCa st软件主界面. (3)2.1 ProCast适用范围 (4)2.2 ProCast模拟分析能力 (4)2.3 ProCast分析模块....................................................................................................5 3 ProCast和常用软件的接口. (9)3.1 ProE网格划分 (9)3.2 GeoMesh前处理 (12)4 网格处理模块MeshCast 的 (16)4.1 Open (17)4.2 Repair (17)4.3 在修补环境中生成表面网格模型 (19)4.4 在Meshing environment 中编辑表面网格 (19)4.5 Generate Tet Mesh (21)5 前处理模块PreCast (23)5.1 Geometry (23)5.2 Materials (23)5.3 Interface (24)5.4 Boundary Conditions (24)5.5 Process (26)5.6 Initial Conditions (27)5.7 Run Parameters.................................................................................................28 6 求解模块DataCast和ProCast...........................................................................................35 7 后处理模块ViewCast. (37)7.1 Field Selections (38)7.2 Display types (38)7.3 Display Parameters (38)7.4 Curves (39)7.5 Geometry Manipulation (39)7.6 图片解说常用功能 (40)铸造模拟软件ProCast使用指南编制日期:2009-2-18 编者: 版次:01 第 3 页共 56 页1. 序言铸件充型凝固过程数值模拟是建立在经典方法、可视化等计算机手段基础上对铸件充型凝固过程进行模拟仿真和质量预测的技术,目前在国内外已经广泛采用并且收到很好的效果。
ProCAST 熔模铸造过程数值模拟
熔模铸造过程数值模拟—国外精铸技术进展述评北京航空航天大学陈冰20世纪90年代以来,国外一大批商业化铸造过程数值模拟软件的出现,标志着此项技术已完全成熟并进入实用化阶段,有相当一部分已成功地用于熔模铸造。
其中,A FSolid (3D)(美国), PASSAGF/POWERCAST(美国)、MAGMA(德国)、PAM-CAST(法国)、ProCAST(美国)等最具代表性。
尤其值得一提的是由美国UES公司开发的ProCAST,和美国铸造师协会(American Foundrymen's Society)开发的 AFSolid(3D),它们代表了二种不同类型的软件系统。
一. 熔模精密铸造过程数值模拟的佼佼者——ProCAST早在1985年,美国UES Software Co.便以工程工作站/Unix为开发平台,着手开发ProCAST[1]。
为了保证模拟结果的准确性,ProCAST一开始就采用有限元方法(FEM)作为模拟的核心技术。
自1987年起,开发用于熔模铸造(精铸)的专业模块。
1990年后,位于瑞士洛桑的Calcom SA和瑞士联邦科技研究院也参加ProCAST部分模块的开发工作。
2002年,UES Software和Calcom SA先后加盟ESI 集团(法国)。
通过联合,ESI集团在虚拟制造领域的领先地位进一步增强。
现在,ProCAST也有微机/Windows或Windows NT版本。
三维几何造型模块支持IGES、STEP、STL 或Parasolids等标准的CAD文件格式。
Meshcast模块能自动生成有限元网格。
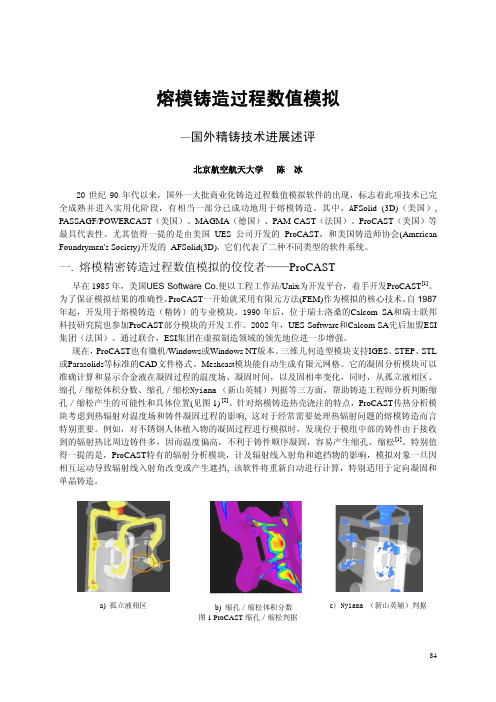
它的凝固分析模块可以准确计算和显示合金液在凝固过程的温度场、凝固时间,以及固相率变化,同时,从孤立液相区、缩孔/缩松体积分数、缩孔/缩松Nyiama (新山英辅)判据等三方面,帮助铸造工程师分析判断缩孔/缩松产生的可能性和具体位置(见图1) [2]。
针对熔模铸造热壳浇注的特点,ProCAST传热分析模块考虑到热辐射对温度场和铸件凝固过程的影响, 这对于经常需要处理热辐射问题的熔模铸造而言特别重要。
procast 压铸实例完整版知识讲解
P r o C A S T2004压铸实例完整版体别声明:1。
由于整个过程设计,流场、温度场、压力场模拟,内容很多,所以,陈述中只提要而不是详述,所以,对刚接触procast者不适合,希望对procast操作流程以及参数设置有一定基础后再来参考本模拟采用的方法1。
由于是压铸模拟,所以首先要找到模具的平衡温度,然后再进行流场,温度场以及应力场的模拟。
2。
关于,流场、温度场的耦合有两种方法。
一种是直接耦合,由于直接耦合虽然结果更准确,但是,CPU运算消耗的时间非常多;第二钟是场的叠加,该方法速度快,结果误差不大。
所以本模拟采用第二种耦合方法。
3。
模拟的模型中包括,铸件模型,上模以及下模。
该模型只为说明模拟过程不涉及直浇道、横浇道以及内浇道设计是否合理,这些属于压铸工艺。
与过程无关。
模拟中使用的参数材料:1。
上下模材料都为,steel_H13-STRESS2。
铸件为,AL-7%Si-3%Mg-A365 铝合金应力:1。
上下模同为,PLastic steel_H13-STRESS2。
铸件为,Plastic A365-STRESS界面换热系数:1。
上下模之间为15002。
铸件与上下模之间为12003。
与空气之间为84。
与敷料之间为80温度:1。
上下模为25C室温2。
铸件浇注温度700C3。
敷料温度25C室温边界参数:1。
模具与空气之间换热系数为102。
入口压力10bar3。
入口速度25m/s4。
上下模位移为 X=0,Y=0,Z=0重力参数:9.8初始条件:1。
模具温度25C2。
铸件温度700 C运行参数:1。
执行时间步设置2。
热分析设置3。
压铸循环次数设置4。
流体分析设置5。
应力分析设置6。
紊流分析设置1。
从CAD软件中建好模型,然后导入 Mesh cast中进行网格划分。
3。
入口速度25m/s太快了吧?从图上看你是指的压射速度。
怎么看上去就浇铸吧,老兄最好把参数图型附上,以便更正。
2。
检查网格,并且去除多余边界和面。
procast教程精品2-砂型铸件模拟
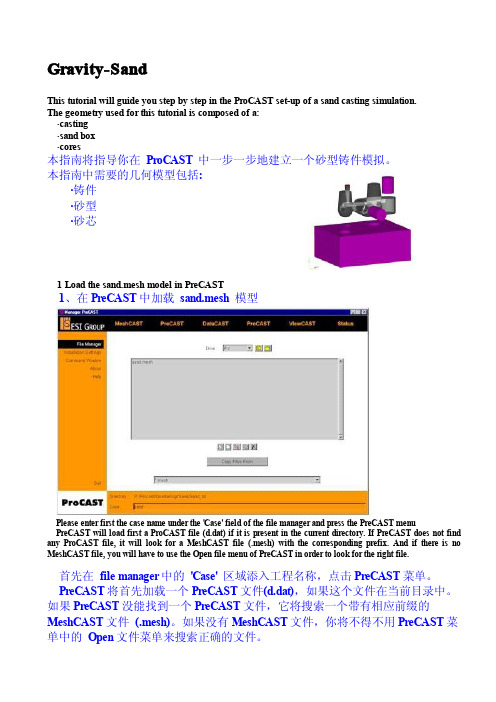
Gravity-SandThis tutorial will guide you step by step in the Pr oCAST set-up of a sand casting simulation.The geometr y used for this tutor ial is composed of a:·casting·sand box·cor es本指南将指导你在ProCAST中一步一步地建立一个砂型铸件模拟。
本指南中需要的几何模型包括:·铸件·砂型·砂芯1Load the sand.mesh model in Pr eCAST1、在PreCAST中加载sand.mesh模型Please enter fir st the case name under the'Case'field of the file manager and press the PreCAST menuPreCAST will load first a ProCAST file(d.dat)if it is present in the cur rent directory.If Pr eCAST does not find any ProCAST file,it will look for a MeshCAST file(.mesh)with the corr esponding prefix.And if there is no MeshCAST file,you will have to use the Open file menu of PreCAST in order to look for the r ight file.首先在file manager中的'Case'区域添入工程名称,点击PreCAST菜单。
ProCAST学习操作教程

易用性
软件界面友好,操作简单,方便用户 快速上手。
精确模拟
procast软件采用先进的数值计算方 法,能够精确模拟铸造过程中的流动、 传热、凝固等物理现象。
开放性
procast软件支持与其他CAD/CAE软 件的集成,方便用户进行数据交换和 协同工作。
procast软件的应用领域
汽车制造
用于优化汽车发动机、底盘等关键零部件的 铸造工艺。
家电制造
用于优化家电产品的铸造工艺,提高产品质 量和降低成本。
航空航天
用于制造高性能的航空发动机和航天器零部 件。
模具制造
用于设计和优化模具结构,提高模具使用寿 命和产品质量。
procast软件的学习价值
提高生产效率
通过优化铸造工艺,降低试制成本和 缩短产品上市时间,提高生产效率。
procast软件提供了多种收敛准则, 以确保模拟结果的收敛性和稳定性。
结果分析
结果输出
procast软件支持多种结果输出方式,如文本、图形 等,用户可根据需求选择合适的结果输出方式。
结果处理
用户可以对模拟结果进行进一步的处理和分析,如数 据拟合、统计分析等。
结果解读
用户需根据实际需求对模拟结果进行解读,以得出有 意义的结论和建议。
总结procast软件在工程实 践中的优势和局限性。
感谢您的观看
THANKS
边界条件
根据模拟需求,设置模型的边界条件,如固 定约束、载荷等。
03
procast软件基本操作
界面介绍
菜单栏
包含软件的所有功能命令,如文件、编辑、视图等。
工具栏
提供常用命令的快速访问按钮,方便用户操作。
属性面板
procast 铸造软件仿真模拟练习实例
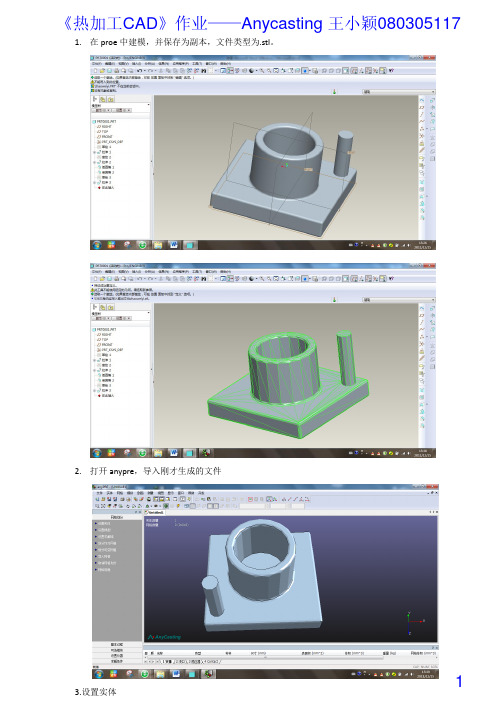
1. 在proe 中建模,并保存为副本,文件类型为.stl 。
2. 打开anypre ,导入刚才生成的文件
3.设置实体
《热加工CAD 》作业——Anycasting 王小颖080305117
1
《热加工CAD》作业——Anycasting 王小颖080305117
3.设置铸型
4.设置求解域,默认
5.划分均匀网格
2
《热加工CAD》作业——Anycasting 王小颖080305117
6.任务设定采用非金属模砂型铸造
7. 材料设定
8. 初边值条件,默认
9. 界面换热条件,默认
10.浇口条件
11.重力设置,激活即可
12.可选模块:
13.求方法,默认
14.结束,输出条件,默认
15.保存并运行
3
《热加工CAD》作业——Anycasting 王小颖080305117
16. 打开anypost,打开项目文件zhaoweiyi.rtl
17.所有模拟结果如下图
4
《热加工CAD》作业——Anycasting 王小颖080305117
5
《热加工CAD》作业——Anycasting 王小颖080305117
6
《热加工CAD》作业——Anycasting 王小颖080305117
7。
Procast砂型重力铸造_3

UESI 集团(中国)有限公司nR egisPro-CASTTM用户培训手册 (砂型铸造)te red1重力-砂型铸造本手册将一步一步的为您演示ProCAST中关于砂型铸造的设置 本手册中用到的几何体由以下 几个部分组成,如图所示。
铸件 砂芯 砂箱te re isnR eg Ud砂芯 铸件砂箱2重力-砂型铸造1、在ProCAST中导入砂型有限元模型UnR egcase3iste rePreCASTd首先在文件管理器的“case”区下输入工程名,然后点击“PreCAST”菜 单。
如果该算例存在于 当前路径下, PreCAST将首先导 入一个procast文件 (d.dat) 。
如果 PreCAST没有找到 任何ProCAST 文 件,它会搜索相应 前缀的MeshCAST 文件(.mesh)。
如 果也没有 MeshCAST文件, 就必须使用Open file 菜单来自己寻找 正确的文件。
重力-砂型铸造文件读入后,PreCAST能够自动显示材料序号,总的结点和单元数以及单位和轮廓尺寸。
te re isd信息显示 文件读入UnR eg4重力-砂型铸造2、检查几何体 通过“geometry”菜单下的“check geometry”子菜单也可以得到上步自动产生的信息。
并且通 过该菜单也可以检查几何体中可能存在的错误。
Geometry如图所示,为读入的 网格文件(包括铸 件、砂箱、砂芯)UnR egiste red5重力-砂型铸造设定过程: 1、点选区域;(红 色显示) 2、点选材料;(红 色显示) 3、点击assign设定te re is nR eg2、选择材料d3、设置铸件 、铸型和砂芯的材料属性(materials->assign) 。
对于本算例 ,铸件材 料设为球墨铸铁 ,铸型设为硅砂,砂芯设为H13钢。
3、assign type 1、选择区域 empty设定区域类别: 在type栏中点击左 键,选择相应的类 别。
PROCAST使用方法
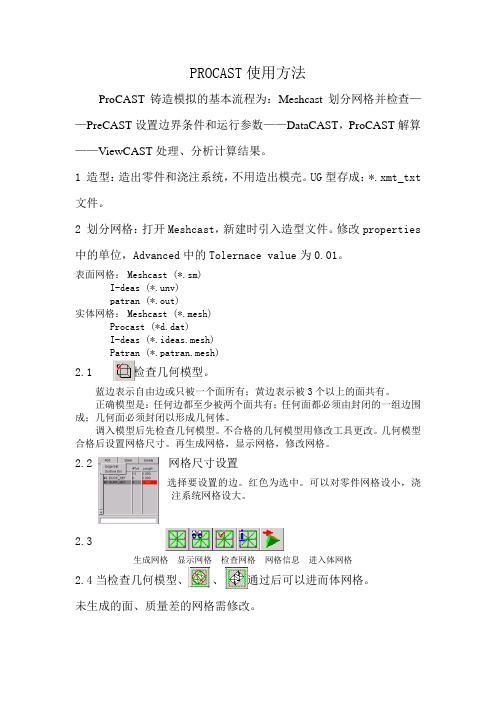
PROCAST使用方法ProCAST铸造模拟的基本流程为:Meshcast划分网格并检查——PreCAST设置边界条件和运行参数——DataCAST,ProCAST解算——ViewCAST处理、分析计算结果。
1 造型:造出零件和浇注系统,不用造出模壳。
UG型存成:*.xmt_txt 文件。
2 划分网格:打开Meshcast,新建时引入造型文件。
修改properties 中的单位,Advanced中的Tolernace value为0.01。
表面网格:Meshcast (*.sm)I-deas (*.unv)patran (*.out)实体网格:Meshcast (*.mesh)Procast (*d.dat)I-deas (*.ideas.mesh)Patran (*.patran.mesh)2.1 检查几何模型。
蓝边表示自由边或只被一个面所有;黄边表示被3个以上的面共有。
正确模型是:任何边都至少被两个面共有;任何面都必须由封闭的一组边围成;几何面必须封闭以形成几何体。
调入模型后先检查几何模型。
不合格的几何模型用修改工具更改。
几何模型合格后设置网格尺寸。
再生成网格,显示网格,修改网格。
2.2 网格尺寸设置选择要设置的边。
红色为选中。
可以对零件网格设小,浇注系统网格设大。
2.3生成网格显示网格检查网格网格信息进入体网格2.4当检查几何模型、、通过后可以进而体网格。
未生成的面、质量差的网格需修改。
2.5 edit Mesh页中check mesh和check intersections需检查合格,否则修改网格。
在shell页中选取不作型壳的表面,输入型壳厚度,生成型壳,再检查check mesh 和check intersections两项。
然后tel mesh页中点gengerate tel mesh生产体网格。
检查体网格质量Bad Elements、Neg Jac(可以有几个Bad Elements)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Gravity-Sand
This tutorial will guide you step by step in the ProCAST set-up of a sand casting simulation.
The geometry used for this tutorial is composed of a:
·casting
·sand box
·cores
本指南将指导你在ProCAST 中一步一步地建立一个砂型铸件模拟。
本指南中需要的几何模型包括:
·铸件
·砂型
·砂芯
1 Load the sand.mesh model in PreCAST
1、在PreCAST中加载sand.mesh 模型
Please enter first the case name under the 'Case' field of the file manager and press the PreCAST menu
PreCAST will load first a ProCAST file (d.dat) if it is present in the current directory. If PreCAST does not find any ProCAST file, it will look for a MeshCAST file (.mesh) with the corresponding prefix. And if there is no MeshCAST file, you will have to use the Open file menu of PreCAST in order to look for the right file.
首先在file manager中的'Case' 区域添入工程名称,点击PreCAST菜单。
PreCAST将首先加载一个PreCAST文件(d.dat),如果这个文件在当前目录中。
如果PreCAST没能找到一个PreCAST文件,它将搜索一个带有相应前缀的MeshCAST文件(.mesh)。
如果没有MeshCAST文件,你将不得不用PreCAST菜单中的Open文件菜单来搜索正确的文件。
2 Check the geometry
PreCAST indicates automatically the number of materials, the total number of nodes and of elements. The units and the global size of the model are shown
These information and the volume of the different components are available in the File menu -> Check geometry options.
PreCAST自动显示材料的数量,节点和零件的总数。
模型的单位和轮廓尺寸也将显示。
这些信息和不同零件的体积在菜单File menu -> Check geometry 选项中。
3 Assign material properties to the casting, mold and cores. In this case, Ductile Iron is assigned to the casting material, Sand silica to the mold and Steel_H13 to the core domains.
3、对铸件、砂型、砂芯设置材料参数。
在本例中,铸件材料为球铁,砂型材料为硅砂,砂新材料为Steel_H13 。
4 Create and Assign the Interfaces between the components
In this case all interfaces have to be converted from EQUIV to COINC. In order to validate this choice, press the Apply button.
4、创建和设置不同零件的界面
在本例中,所有的界面将EQUIV 转化成COINC。
为了使该项选择有效,点击Apply按钮。
Once the interfaces are created, assign a heat transfer value to each interface. Typical values are 500 W/m2K between casting and sand and 1000 W/m2K between casting and steel cores.
一旦界面被创建,对每个界面设置一个热传导数值。
典型值铸件与砂型界面为500 W/m2K ,铸件与钢制砂芯之间为1000 W/m2K。
5 Assign the Boundary conditions
5、设置边界条件
A natural air cooling heat Boundary condition will be applied all around the sand box, a velocity Boundary condition will be applied and a temperature Boundary condition will be imposed to some nodes of the top surface of the down sprue.
砂型周围是一个自然空气冷却的热边界条件。
一个速度边界条件和一个温度边界条件将被设置到直浇口的上平面的一些节点上。
6 Set the gravity
In order to set the gravity vector, go in the Process menu.
6、设置重力
为了设置重力矢量,转到Process菜单。
7Set the constant Initial conditions
7、设置初始条件常量。
8Set the run parameters
In the Preferences menu, select the Gravity filling option. The right and dedicated run parameters will be automatically set.
8、设置浇注参数
在Preferences菜单中,选择Gravity filling选项。
合适的专用浇注参数将自动设置。
In the General run parameters panel, DTMAX is set to 5 seconds in this case.
在General run parameters 面板中,DTMAX在本例中被设置为5秒。
In the Thermal run parameters panel, TFREQ is set to 5 here.
在Thermal run parameters 面板中,TFREQ被设置为5。
In the Flow run parameters panel, VFREQ is set to 5 (equal to TFREQ).
在Flow参数面板中,VFREQ被设置为5(等于TFREQ)。
Do not forget to press Apply in order to validate the Run Parameters selection. 为了使参数选择有效,不要忘了点击Apply。
9Save and Exit PreCAST
9、保存并退出PreCAST
10Run DataCAST and ProCAST
10、运行DataCAST 和ProCAST
11Visualize the results in ViewCAST 11、在ViewCAST中显示结果
Position the model using the picture manipulation tools (zoom, drag, rotate, ...). 用图像处理工具(zoom, drag, rotate, ...)定位模型
Select the casting material.
选择铸件材料。
Visualization of the flow behavior using the 'tape player' buttons. 用'tape player' 按纽显示流动效果。
Analysis of the velocity vectors. Possible mold erosion can be studied. 分析速度矢量。
可以分析可能的模具腐蚀。
Temperature map in a cross section through the total model:
整个模型的一个截面的温度场
Isolated pockets of liquid are displayed using the Fraction of Solid cut-off option. 用Fraction of Solid cut-off option显示孤立的液体区。