铸件模数计算优秀课件
铸造工艺设计用常见模数计算公式整理汇总
常见模数计算公式
•
Mc (铸件模数)Mn (冒口颈模数)Mf (冒口模数)•
Mc :Mn :Mf=1:1.1:1.2•
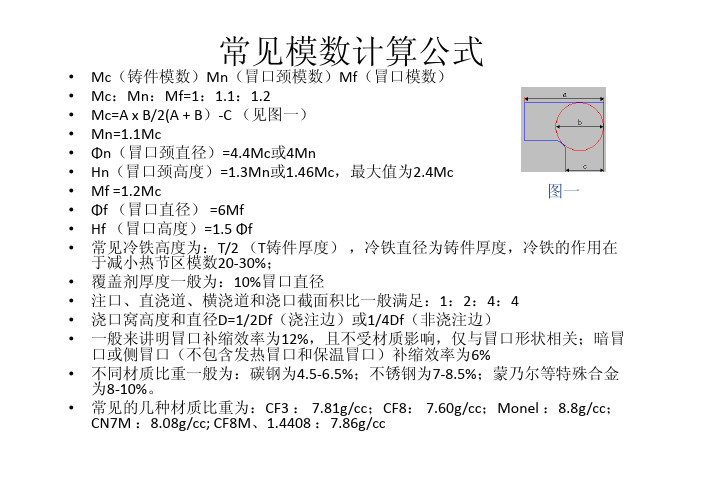
Mc=A x B/2(A + B )‐C (见图一)Mn=11Mc •
Mn=1.1Mc •
Φn (冒口颈直径)=4.4Mc 或4Mn •
Hn (冒口颈高度)=1.3Mn 或1.46Mc ,最大值为2.4Mc =12Mc 图一•
Mf =1.2Mc •
Φf (冒口直径)=6Mf •
Hf (冒口高度)=1.5 Φf 常见冷铁高度为冷铁直径为铸件厚度冷铁的作用在图•
常见冷铁高度为:T/2(T 铸件厚度),冷铁直径为铸件厚度,冷铁的作用在于减小热节区模数20‐30%;•
覆盖剂厚度一般为:10%冒口直径•
注口、直浇道、横浇道和浇口截面积比一般满足:注口、直浇道、横浇道和浇口截面积比般满足:1:2:4:4•
浇口窝高度和直径D=1/2Df (浇注边)或1/4Df (非浇注边)•
一般来讲明冒口补缩效率为12%,且不受材质影响,仅与冒口形状相关;暗冒口或侧冒口(不包含发热冒口和保温冒口)补缩效率为6%或侧冒(不包含发热冒和保温冒)补缩效率为%•
不同材质比重一般为:碳钢为4.5‐6.5%;不锈钢为7‐8.5%;蒙乃尔等特殊合金为8‐10%。
•常见的几种材质比重为:CF3 :7.81g/cc ;CF8:7.60g/cc ;Monel :8.8g/cc ;CN7M :8.08g/cc; CF8M 、1.4408 :7.86g/cc。
压铸模具设计全套课件(全)

(4)铸件结构方面的因素 ➢模数指铸件体积同其表面积之比 ➢结构复杂程度
29
第一篇:压铸原理及常用压铸合金
第三章 液态金属充填铸型的特点
二、金属液流动缺陷 (一)冷隔
1. 目视特征
Introduction
冷隔示意图
a)轻度冷隔
b)严重冷隔
30
Introduction
第一篇:压铸原理及常用压铸合金
一、金属液体流动的理论基础 (3)巴顿的理论
25
Introduction
第一篇:压铸原理及常用压铸合金
第三章 液态金属充填铸型的特点
第二节 充填缺陷 ➢术语含义 ➢分类 ➢危害性
一、金属液充填缺陷形成机理 (一)金属液流动缺陷 ➢ 型腔未被完全充满 ➢ 型腔被充满
26
Introduction
第一篇:压铸原理及常用压铸合金
第一篇:压铸原理及常用压铸合金
第二章 压铸压力和压铸速度
基础知识补充:
伯努利 定律
18
Introduction
第一篇:压铸原理及常用压铸合金
第二章 压铸压力和压铸速度
基础知识补充:
连续性 原理
19
Introduction
第一篇:压铸原理及常用压铸合金
第二章 压铸压力和压铸速度
压力:
20
Introduction
Short cycle time
Max. 300 - 500 ton locking force
6
Introduction
第一篇:压铸原理及常用压铸合金
压铸的实质与基本方法
Cold chamber die casting
High shot speed
压铸件结构设计与模具(课堂PPT)

不好的案例
好的案例
说明
肉薄断面部份容易使 材料充填不足。
分型面插穿位需要较 大的斜度,一般10度 以上。
26
•合金浇注温度高时,填充时间可选长些。 •模具温度高时,填充时间可选长些。 •铸件厚壁部分离内浇口远时,填充时间可选长些。 •熔化潜热和比热高的合金,填充时间可选长些。
4
压铸件壁厚同充填速度的关系
5
压铸件壁厚同充填距离的关系
6
薄壁和厚壁连接应平滑过渡
同一产品内壁厚应尽量保持一致,且应 平滑过渡,不然容易产生卷气影响产品 强度,壁厚突然过度还会导致厚的地 方产生收缩,粘模,影响外观。
5
1.5
0.014~0.020
6
2
0.018~0.026
7
2.5
0.022~0.032
8
3
0.028~0.040
9
3.5
0.034~0.050
10
0.048~0.072 0.056~0.084 0.066~0.100 0.076~0.116 0.088~0.138 0.100~0.160
4
0.040~0.060
13
压铸件圆角对模具冲蚀韧性的影响
14
压铸件圆角与应力集中的关系
15
圆角过小导致模具龟裂、掉块
16
压铸件加强筋的设计
17
压铸件加强筋的运用
1,加强结构强度; 2,引导料流流向; 3,作为散热加强; 4,作为装饰作用。
18
压铸件结构工艺性分析一
不好的案例
好的案例
说明
于型模中加工凹入文 字较之加工凸出文字 为困难﹒且模具寿命 难以保证,使用后续 刻加工﹐则与此相反。
模数法计算铸件冒口尺寸
模数法计算铸件冒口尺寸哎呀,说到模数法计算铸件冒口尺寸,这可真是个技术活儿,得有点耐心和细心才行。
咱们先得搞清楚,冒口是干啥用的。
简单来说,冒口就是铸造过程中,用来补充铸件凝固时收缩的那部分金属的。
要是冒口尺寸没算好,铸件可能就会有缺陷,比如缩孔啊、缩松啊,那可就麻烦大了。
好了,咱们开始吧。
首先得有个铸件的图,得知道它的体积、形状和材料。
这些信息都很重要,因为它们决定了冒口需要补充多少金属。
比如说,铸件体积大,冒口就得大点;材料收缩率大,冒口也得大点。
接下来,咱们得确定模数。
模数就是冒口体积和铸件体积的比值。
这个比值可不是随便定的,得根据铸件的材料和结构来。
比如说,对于一般的铸铁件,模数可能在0.03到0.05之间;对于铸钢件,可能在0.02到0.04之间。
这个范围得根据实际经验来调整。
然后,咱们就可以开始计算了。
比如说,你有个铸件,体积是100立方厘米,材料是铸铁,模数咱们就取0.04吧。
那么冒口的体积就是100乘以0.04,等于4立方厘米。
这就是冒口需要的金属量。
但是,这还没完呢。
冒口的形状也得考虑进去。
冒口不能太大,也不能太小,得保证金属能顺利流入铸件。
一般来说,冒口的形状可以是圆柱形、圆锥形或者半球形。
每种形状的计算方法都不一样,得根据具体情况来。
比如说,你选择了圆柱形冒口,那么还得计算冒口的高度和直径。
这得根据冒口的体积和形状来。
比如说,你想让冒口的高度是直径的两倍,那么就可以设直径为x,高度为2x。
然后根据体积公式,πx²2x=4,解这个方程,就可以得到x 的值。
最后,别忘了检查一下。
你得确保冒口的位置不会影响铸件的结构,也不会造成铸造过程中的麻烦。
比如说,冒口不能放在铸件的受力部位,也不能放在铸件的表面,以免影响铸件的外观和性能。
哎呀,说了这么多,感觉有点复杂。
不过,只要你耐心点,一步步来,肯定能搞定的。
毕竟,这可是关系到铸件质量的大事儿,马虎不得。
铸造工艺参数及在工艺图中的表示方法 ppt课件

在工艺图中不铸出孔或槽的表示方 法
2020/12/27
13
5、工艺补正量
在单件、小批量生产中,由于选用的缩尺 与铸件的实际收缩率不一致,或由于铸件产 生了变形、操作中的不可避免的误差(如工 艺上允许的错型偏差、偏心误差)等原因, 使得加工后的铸件某些部分的厚度小于图样 的要求尺寸,严重时会因强度太弱而报废。 因工艺上的原因在铸件相应部位非加工面上 增加的金属层厚度称为工艺补正量。
芯盒编号:为方便查数共有多少芯盒,在实际芯盒上不需要 注明
填砂方向:按工艺图中标注的方向确定各个芯子的填砂方向 芯盒结构形式:分为可卸、脱落、开合式,木型制作根据要
求做成相应的芯盒形式
芯子通倒情况:注明此芯与哪块芯子通用或倒料
2020/12/27
42
造型方法:手工、手工木底板、手工铁底板、GFA线、气冲 线等
砂箱规格:砂箱内口尺寸及高度 砂型种类:树脂砂、粘土砂 模样材质:木、玻璃钢、金属等 质量等级:Ⅰ、Ⅱ、Ⅲ级 收 缩 率:填写铸件材质收缩率 铸造圆角:设计图中技术要求中所标注的未注铸造圆角
芯子编号:按工艺图中砂芯编号填写,在芯盒上应注明相应 的芯子编号
2020/12/27
38
13、冷铁
用蓝色线表示,在需要放置冷铁处画 并 注明冷铁编号(无编号的注明尺寸大小)、 数量
2020/12/27
39
14、浇注系统
工艺图中绘制浇注系统用红色线表示 示例如下:
2020/12/27
40
15、铸造工艺图章
2020/12/27
41
铸件毛重:包含加工余量的铸件重量(首件为计算的理论重 量)
起模斜度的设置方法:常采用增加壁厚法,对于加
工面一般采用增加壁厚的方法获得起模斜度,起模斜度 在加工余量后做出;加减厚度法,一般用各种铸筋,也 用于壁厚较小的模样侧面的起模斜度;减小壁厚法,一 般用于铸件壁厚较大的模样的起模斜度。
铸造模数计算
d3 - k1 d2 - k2 = 0
可令 d = y + k1/ 3 代入 ,得式 (8) 形式的方程式 :
y3 -
k21 3
y
-
k2
+
2 k31 27
=0
(9)
该方程的判别式
r-
Δ=
q 2
2
M+
p 3
3
Δ=
k2 2
+
k31 27
2
-
k61 93
=
k22 4
+
k31 k2 27
,式>
0
所以 ,方程 (9) 有一个实根和两个复根 。求解后再将 y
冒口尺寸的计算方法较多 ,传统的有比例法 、补
缩液量法 、基本模数法等 。近几年在基本模数法的基
础上发展起来的三次方程法 ,被认为是利用计算机计
算冒口尺寸较合适的方法 。本文就三次方程法在实
际应用中的一些具体问题进行探讨 。
1 三次方程法的基本原理[1 ]
根据补缩要求 ,由平方根定律 ,冒口的凝固时间
—8 —
采用保温冒口时 , Kc ≠ Kr 。这时 , 可采用有效模数
法 ,即引入表面积降低系数 , 就相当于冒口的名义冷
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
T形、十字形及L形板接头:
T形板接头
2a2 abb2 M
4a3b
十字形板接头
2a2 ab2b2 M 4(ab)
L形板接头
M
b 1
~b1
r
1.9571.738
当a=b时,则有M≈r
T形、十字形及L形板接头——模数求解方法
用“一倍厚度法”求热节模数。如图所示,温度测定试验表明,离热节 处一倍壁厚以外的温度,基本与壁体的温度相同。
L形杆复合体
MAaba1b1 b1b S 2(aa1)
T形、十字形及L形杆接头:
T形杆接头 M a(2b 1 2b1 bb2) a(4b 13b)2ቤተ መጻሕፍቲ ባይዱb 1 2b1 bb2)
当b=b1=a时,则M=1.066M杆
当b=b1,a=2b时,则M=1.091M杆 当b=b1,a=3b时,则M=1.103M杆 当b=b1,a=4b时,则M=1.111M杆 当0.5b1≤b≤1.236b1,则M=(1~1.111)M主
MVA2(aba)-bc(n1) n
杆——板连接的L形接头:
当Dm ∞ ,环形体变为杆,则
M2(aabb)-c
n 1 1 n
杆——板连接的L形接头:
M2(aabb)-c
板上凸起:
特殊情况:n=1, n 1 2 n
M 2 ( aa bb -c) 2d (d (h 2ch ))
杆——板连接:
特殊情况:
模数小的铸件凝固时间短,模数大的铸件凝 固时间长。
铸件中缩孔缩松的位置在铸件最后凝固的部 位,铸件各个部位的凝固时间取决于该处的 模数。
二、模数的计算
铸件结构有的简单,有的复杂。复杂铸件总是有简单的几何体与其交节点构成。 所以,只要掌握简单几何体和其交节点的模数计算方法,对任何复杂铸件均可 应用模数法计算出冒口尺寸。
三、各种热节点的模数计算方法:
1)测定热节点中心和平板中心的凝固时间
设铸件平板厚度为T,凝固时间为τ,热节点中心处凝固时 间为τj,则热节点模数可依Chvorinov公式算出:
T M
j
2
在拟订工艺之前,要进行浇注试验测定其凝固时间,故应用较少。
1
2
21
Ma1b2( 1 -ab1ba)ab 1
当a=a1,b=b1,a=2b时, M 3a 16
一根杆的模数为:
M ab a 1 2(ab) 6
M
3a 161.125
Ma
1
6
T形杆复合体
断面积
S2(aa1)
散热面周长
A a b a 1 b 1 b1 b
MAaba1b1 b1b S 2(aa1)
铸件模数计算优秀课件
一、模数的概念
1. 模数的定义
铸件的凝固时间,取决于其体积与表面积的 比,这一比值称为“凝固模数”,简称“模 数”。
用公式表示: M=V/A M:模数,cm
V:铸件体积, cm3
A:铸件散热面积, cm2
2. 模数的意义
各种形状、重量、用途不同的铸件,不论铸 件的形状如何,只要模数相等,其凝固时间 就相等或相近。
1. 简单立体的模数计算
平板:
M δ 2
V=1cm2Xδ,A=2cm2
长杆:
M
ab 2(a
b)
V=aXbX1cm3,A=2(aX1+bX1)cm2
立方体及其内切圆柱体, 或内切球体:
M a 6
长方体:
M(2
abc abbcac)
圆柱体:
r2h
rh
M22r2rh2(rh)
当h≥2.5b时,就成为圆杆: M断 断面 面周 积长 b4
十字形杆接头
M a(2b 1 2b1 b2b2) 4a(b 1b)2(2b 1 2b1 bb2)
当b=b1=a时,则M=1.111M杆
当b=b1,a=2b时,则M=1.154M杆 当b=b1,a=3b时,则M=1.176M杆 当b=b1,a=4b时,则M=1.191M杆 当0.5b1≤b≤2b1,则M=(1~1.191)M主
M a(2 b 1 2b1 bb2) a(4 b 13 b)2(2 b 1 2b1 bb2)
十字形杆接头
杆接头体积 杆接头散热面积
V a ( 2 b 1 2 b 1 b 2 b 2 )
A 4 a ( b 1 b ) 2 ( 2 b 1 2 b 1 2 b b 2 )
M a(2 b 1 2b1 b2 b2) 4a(b 1b)2 (2 b 1 2b1 b2 b2)
当a=b时,则有M≈r
L形板接头
M
b 1
~b1
r
1.9571.738
十字形、 T形及L形杆的复合体:
十字形杆接头 T字形杆接头 L字形杆接头
a≤5b,a1≤5b1
这三种杆接头的模数均为:
M=(1~1.125)M主
式中:M主为模数最大的一根杆的模数, 当两杆模数相等,且宽度等于厚度2倍的杆状复合体的模数最大,它 等于杆状体模数的1.125倍。
环形体和空 心圆柱体:
当b<5a时,将其视为展开的长杆体:
M ab 2(a b)
当b≥5a时,将其视为展开的板:
M a 2
2. 接头部分的模数计算
杆(环形体)——板(大法兰)连接: 设Dm=na,则 V=Dmabπ=a2bnπ A=2a2nπ+aπ (n+1)(b-c)+aπ(n-1)b=aπ (2an-2bn-cn-c)
十字形、 T形及L形杆的复合体——模数计算方法:
可按照长杆计算模数:
断面积 M 散热周界长
十字形杆复合体
断面积
A b b a 1 b b 2 a b 1 b 2 a b b b a
1
21
2
11
1
a b a b
散热面周长 S 2 b 2 b 4 1 4 1 2 ( a a )
板件相交,可按照长杆计算模数:
断面积 M 散热周界长
T形板接头
断面积 A 2 a 2 a b b 2
散热面周长 S 4 a 3 b
2a2 abb2 M
4a3b 当a=b时,则有M≈r
十字形板接头
断面积 A 2 a 2 a 2 b 2
散热面周长 S 4 a 4 b
2a2 ab2b2 M 4(ab)
L形杆接头
M
a (b 2 2 b R 0 .21 R 2)46
(3 .5R 7 2 1 b ) 2 (b 2 2 b R 0 .21 R 2)46
T形、十字形及L形杆接头——模数计算方法
用一倍厚度法,求体积和散热面积
T形杆接头
杆接头体积
V a (2 b 1 2 b 1 b b 2 )
杆接头散热面积 A a ( 4 b 1 3 b ) 2 ( 2 b 1 2 b 1 b 2 b )